Что такое резец: Резец – это… Что такое Резец?
alexxlab | 20.04.2018 | 0 | Разное
Резец токарный – конструкция и назначение, элементы резца, типы, ГОСТ
Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.

Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний – находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала – чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
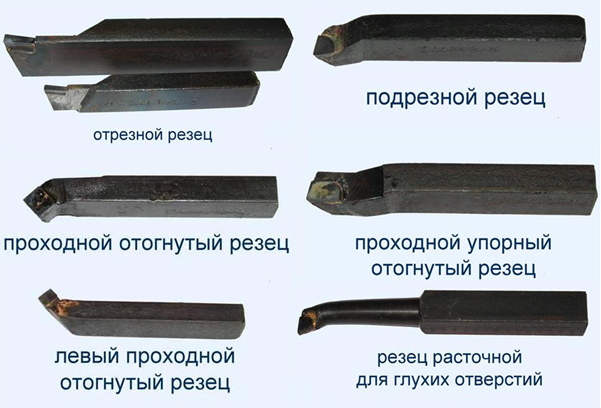
В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Действующие стандарты
Производство токарных резцов регулируется различными действующими стандартами. Так, технические условия отрезных резцов определяет ГОСТ 18874-73, проходных – ГОСТ 18871-73. На расточные резцы действует ГОСТ 18872-73, на фасонные – ГОСТ 18875-73 и на резьбовые – ГОСТ 18885-73.
Резец (инструмент) — Википедия. Что такое Резец (инструмент) Резец с механическим креплением сменной пластинки.
Резец с механическим креплением сменной пластинки. На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Резе́ц — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
 Резец с механическим креплением сменной пластинки.
Резец с механическим креплением сменной пластинки.Элементы токарного резца
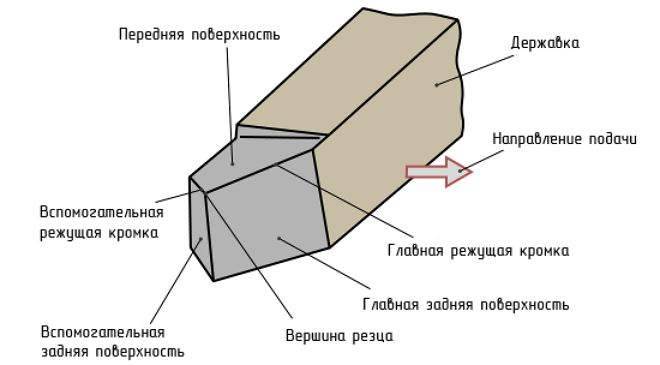
Элементы токарного прямого проходного резцаНиже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
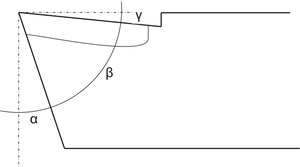
 На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
По направлению резцы бывают:
- Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
- Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
- Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
- Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
- Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
- Оттянутые — резцы, у которых рабочая часть (головка) уже державки.
- Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
- Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
- Конструкции Меркулова — с повышенной стойкостью.
- Конструкции Невеженко — с повышенной стойкостью.
- Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
- Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
- Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
- Расточный резец Семинского — высокопроизводительный расточный резец.
- Расточный резец «улитка» Павлова — высокопроизводительный расточный резец.
- Резьбонарезной резец Бирюкова.
- Круглые чашечные самовращающиеся.
По сечению стержня бывают:
- прямоугольные.
- квадратные.
- круглые.
По способу изготовления бывают:
- цельные — это резцы, у которых головка и державка изготовлены из одного материала.
- составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
- из инструментальной стали.
- из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
- из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.
- из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
- из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
- металлокерамические.
- вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
- титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
- титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
- минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
- керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в неё вводят металлы и карбиды металлов.
- металлокерамические.
- эльборовые. На основе кубического нитрида бора.
- алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
- радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
- тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
- обдирочные (черновые).
- чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
- резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
- токарные
- строгальные
- долбёжные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов существенно отличается между собой. На строгальном оборудовании, резец в момент возврата опрокидывается электромагнитом, что исключает трение резца об заготовку, в долблении, стол долбёжного станка синхронно отводит резец от трения на выходе.
Токарные резцы
- проходные — для протачивания заготовок вдоль оси её вращения.
- подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
- отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
- расточные — для растачивания отверстий.
- фасочные — для снятия фасок.
- фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
- прорезные (канавочные) — для образования канавок на наружных и внутренних цилиндрических поверхностях.
- резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок;
- долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
- ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
- ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
- ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
- ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.
- ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
- ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
- ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
- ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
- ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
- ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
- ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
- ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
- ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
- ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
- ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
- ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
- ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.

Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Углы заточки резцов для дерева и металла отличаются[1]
Литература
- А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1977. — 664 с.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003. 392 с. (250 экз.).
- Кожевников Д.В., Кирсанов С.В. Резание материалов. Учебник (гриф УМО). М.:Машиностроение. 2007. 304 с. (2000 экз.).
См. также
Примечания
Ссылки
Резец (инструмент) — Википедия. Что такое Резец (инструмент) Резец с механическим креплением сменной пластинки. На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Резе́ц — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
Резец с механическим креплением сменной пластинки.Элементы токарного резца
Элементы токарного прямого проходного резцаНиже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
По направлению резцы бывают:
- Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
- Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
- Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
- Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
- Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
- Оттянутые — резцы, у которых рабочая часть (головка) уже державки.
- Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
- Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
- Конструкции Меркулова — с повышенной стойкостью.
- Конструкции Невеженко — с повышенной стойкостью.
- Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
- Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
- Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
- Расточный резец Семинского — высокопроизводительный расточный резец.
- Расточный резец «улитка» Павлова — высокопроизводительный расточный резец.
- Резьбонарезной резец Бирюкова.
- Круглые чашечные самовращающиеся.
По сечению стержня бывают:
- прямоугольные.
- квадратные.
- круглые.
По способу изготовления бывают:
- цельные — это резцы, у которых головка и державка изготовлены из одного материала.
- составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
- из инструментальной стали.
- из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
- из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.
- из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
- из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
- металлокерамические.
- вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
- титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
- титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
- минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
- керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в неё вводят металлы и карбиды металлов.
- металлокерамические.
- эльборовые. На основе кубического нитрида бора.
- алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
- радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
- тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
- обдирочные (черновые).
- чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
- резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
- токарные
- строгальные
- долбёжные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов существенно отличается между собой. На строгальном оборудовании, резец в момент возврата опрокидывается электромагнитом, что исключает трение резца об заготовку, в долблении, стол долбёжного станка синхронно отводит резец от трения на выходе.
Токарные резцы
- проходные — для протачивания заготовок вдоль оси её вращения.
- подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
- отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
- расточные — для растачивания отверстий.
- фасочные — для снятия фасок.
- фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
- прорезные (канавочные) — для образования канавок на наружных и внутренних цилиндрических поверхностях.
- резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок;
- долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
- ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
- ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
- ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
- ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.
- ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
- ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
- ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
- ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
- ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
- ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
- ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
- ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
- ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
- ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
- ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
- ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
- ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Углы заточки резцов для дерева и металла отличаются[1]
Литература
- А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1977. — 664 с.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003. 392 с. (250 экз.).
- Кожевников Д.В., Кирсанов С.В. Резание материалов. Учебник (гриф УМО). М.:Машиностроение. 2007. 304 с. (2000 экз.).
См. также
Примечания
Ссылки
Резец (инструмент) — Википедия. Что такое Резец (инструмент) Резец с механическим креплением сменной пластинки. На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Резе́ц — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
Резец с механическим креплением сменной пластинки.Элементы токарного резца
Элементы токарного прямого проходного резцаНиже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
По направлению резцы бывают:
- Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
- Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
- Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
- Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
- Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
- Оттянутые — резцы, у которых рабочая часть (головка) уже державки.
- Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
- Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
- Конструкции Меркулова — с повышенной стойкостью.
- Конструкции Невеженко — с повышенной стойкостью.
- Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
- Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
- Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
- Расточный резец Семинского — высокопроизводительный расточный резец.
- Расточный резец «улитка» Павлова — высокопроизводительный расточный резец.
- Резьбонарезной резец Бирюкова.
- Круглые чашечные самовращающиеся.
По сечению стержня бывают:
- прямоугольные.
- квадратные.
- круглые.
По способу изготовления бывают:
- цельные — это резцы, у которых головка и державка изготовлены из одного материала.
- составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
- из инструментальной стали.
- из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
- из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.
- из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
- из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
- металлокерамические.
- вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
- титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
- титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
- минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
- керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в неё вводят металлы и карбиды металлов.
- металлокерамические.
- эльборовые. На основе кубического нитрида бора.
- алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
- радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
- тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
- обдирочные (черновые).
- чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
- резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
- токарные
- строгальные
- долбёжные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов существенно отличается между собой. На строгальном оборудовании, резец в момент возврата опрокидывается электромагнитом, что исключает трение резца об заготовку, в долблении, стол долбёжного станка синхронно отводит резец от трения на выходе.
Токарные резцы
- проходные — для протачивания заготовок вдоль оси её вращения.
- подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
- отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
- расточные — для растачивания отверстий.
- фасочные — для снятия фасок.
- фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
- прорезные (канавочные) — для образования канавок на наружных и внутренних цилиндрических поверхностях.
- резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок;
- долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
- ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
- ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
- ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
- ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.
- ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
- ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
- ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
- ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
- ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
- ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
- ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
- ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
- ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
- ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
- ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
- ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
- ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Углы заточки резцов для дерева и металла отличаются[1]
Литература
- А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1977. — 664 с.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003. 392 с. (250 экз.).
- Кожевников Д.В., Кирсанов С.В. Резание материалов. Учебник (гриф УМО). М.:Машиностроение. 2007. 304 с. (2000 экз.).
См. также
Примечания
Ссылки
Резец (инструмент) – это… Что такое Резец (инструмент)?У этого термина существуют и другие значения, см. Резец. Резец с механическим креплением сменной пластинки. На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Резец (англ. tool bit) — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
 Резец с механическим креплением сменной пластинки.
Резец с механическим креплением сменной пластинки.Элементы токарного резца
Элементы токарного прямого проходного резцаНиже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
 На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 – угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 – угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
По направлению подачи бывают:
- Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
- Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
- Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
- Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
- Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
- Оттянутые — резцы, у которых рабочая часть (головка) уже державки.
- Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
- Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
- Конструкции Меркулова — с повышенной стойкостью.
- Конструкции Невеженко — с повышенной стойкостью.
- Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
- Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
- Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
- Расточный резец Семинского — высокопроизводительный расточный резец.
- Расточный резец “улитка” Павлова — высокопроизводительный расточный резец.
- Резьбонарезной резец Бирюкова.
- Круглые чашечные самовращающиеся.
По сечению стержня бывают:
- прямоугольные.
- квадратные.
- круглые.
По способу изготовления бывают:
- цельные — это резцы, у которых головка и державка изготовлены из одного материала.
- составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
- из инструментальной стали.
- из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
- из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.
- из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
- из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
- металлокерамические.
- вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
- титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
- титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
- минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
- керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в нее вводят металлы и карбиды металлов.
- металлокерамические.
- эльборовые. На основе кубического нитрида бора.
- алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
- радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
- тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
- обдирочные (черновые).
- чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
- резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
- токарные
- строгальные
- долбежные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов одинаков и отличается от работы токарных резцов, где резание непрерывно. Как при строгании, так и при долблении резец режет только при рабочем ходе. В то же время в моменты начала и конца каждого хода возникают толчки, вредно влияющие на работу этих резцов.
Токарные резцы
- проходные — для протачивания заготовок вдоль оси ее вращения.
- подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
- отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
- расточные — для растачивания отверстий.
- фасочные — для снятия фасок.
- фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
- прорезные (канавочные) – для образования канавок на наружных и внутренних цилиндрических поверхностях.
- резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок;
- долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
- ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
- ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
- ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
- ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.
- ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
- ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
- ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
- ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
- ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
- ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
- ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
- ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
- ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
- ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
- ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
- ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
- ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Литература
- А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1977. — 664 с.
См. также
Примечания
Ссылки
резец – это… Что такое резец?
РЕЗЕЦ — РЕЗЕЦ, резца, муж. 1. Инструмент с лезвием для резания чего нибудь. Токарный резец. Строгальный резец. Резец скульптора. 2. Орудие каменного века в виде заостренной пластинки из кремня (археол.). 3. перен. Прием, манера какого нибудь скульптора… … Толковый словарь Ушакова
Резец — режущий инструмент с одним прямым, изогнутым или фасонным главным режущим ребром. Резец состоит из головки, несущей режущую часть, и из тела (державки). Резцы применяются для токарных, строгальных и долбежных работ для получения простых… … Финансовый словарь
Резец — Резец: Резец (инструмент) Резцы (зубы) Резец (созвездие) Список значений слова или словосочетания со ссылками на соответствующие ст … Википедия
резец — долото, стамеска, зубило, резчик, пешня, кольтер, скрайбер, ваяло, чекан, штихель Словарь русских синонимов. резец сущ., кол во синонимов: 22 • болтштихель (2) • … Словарь синонимов
РЕЗЕЦ — режущий инструмент, обычно стальной брусок прямоугольного, квадратного или круглого сечения; режущая часть выполняется из материала значительно более твердого, чем обрабатываемый материал. Различаются по технологическим группам станков (токарные … Большой Энциклопедический словарь
РЕЗЕЦ — (лат. Caelum) созвездие Южного полушария … Большой Энциклопедический словарь
РЕЗЕЦ — (Caelum), созвездие в южной части неба, прилегающее к созвездию Голубя. Ни одна звезда в нем не превышает величины 4,5. Имеется одна переменная звезда, R Резца, величина которой изменяется от 6,7 до 13,7 с периодом в 391 день … Научно-технический энциклопедический словарь
РЕЗЕЦ — РЕЗЕЦ, зца, муж. 1. Инструмент для резания. Токарный, резьбовой р. Алмазный р. (алмаз во 2 знач.). Р. скульптора. 2. Один из парных плоских передних зубов. Верхние, нижние резцы. | прил. резцовый, ая, ое. Толковый словарь Ожегова. С.И. Ожегов,… … Толковый словарь Ожегова
РЕЗЕЦ — (Cutter) 1. Общее название инструментов для обработки металлов резанием. 2. Металлический инструмент, служащий для прокалывания дыр в коже, предназначенной для обшивки ликтросов. Употребляется также для прорезывания парусины, сложенной в… … Морской словарь
Резец — экскаватора непрерывного действия Режущий элемент экскаватора непрерывного действия, срезающий и разрыхляющий грунт Смотреть все термины ГОСТ 21796 90. ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ … Словарь ГОСТированной лексики
резец — Однолезвийный инструмент для обработки с поступательным или вращательным главным движением резания и возможностью движения подачи в нескольких направлениях. Примечание Некоторые резцы, например, отрезной, предназначаются для обработки с движением … Справочник технического переводчика
Резец – это… Что такое Резец?
РЕЗЕЦ — РЕЗЕЦ, резца, муж. 1. Инструмент с лезвием для резания чего нибудь. Токарный резец. Строгальный резец. Резец скульптора. 2. Орудие каменного века в виде заостренной пластинки из кремня (археол.). 3. перен. Прием, манера какого нибудь скульптора… … Толковый словарь Ушакова
Резец — режущий инструмент с одним прямым, изогнутым или фасонным главным режущим ребром. Резец состоит из головки, несущей режущую часть, и из тела (державки). Резцы применяются для токарных, строгальных и долбежных работ для получения простых… … Финансовый словарь
резец — долото, стамеска, зубило, резчик, пешня, кольтер, скрайбер, ваяло, чекан, штихель Словарь русских синонимов. резец сущ., кол во синонимов: 22 • болтштихель (2) • … Словарь синонимов
РЕЗЕЦ — режущий инструмент, обычно стальной брусок прямоугольного, квадратного или круглого сечения; режущая часть выполняется из материала значительно более твердого, чем обрабатываемый материал. Различаются по технологическим группам станков (токарные … Большой Энциклопедический словарь
РЕЗЕЦ — (лат. Caelum) созвездие Южного полушария … Большой Энциклопедический словарь
РЕЗЕЦ — (Caelum), созвездие в южной части неба, прилегающее к созвездию Голубя. Ни одна звезда в нем не превышает величины 4,5. Имеется одна переменная звезда, R Резца, величина которой изменяется от 6,7 до 13,7 с периодом в 391 день … Научно-технический энциклопедический словарь
РЕЗЕЦ — РЕЗЕЦ, зца, муж. 1. Инструмент для резания. Токарный, резьбовой р. Алмазный р. (алмаз во 2 знач.). Р. скульптора. 2. Один из парных плоских передних зубов. Верхние, нижние резцы. | прил. резцовый, ая, ое. Толковый словарь Ожегова. С.И. Ожегов,… … Толковый словарь Ожегова
РЕЗЕЦ — (Cutter) 1. Общее название инструментов для обработки металлов резанием. 2. Металлический инструмент, служащий для прокалывания дыр в коже, предназначенной для обшивки ликтросов. Употребляется также для прорезывания парусины, сложенной в… … Морской словарь
Резец — экскаватора непрерывного действия Режущий элемент экскаватора непрерывного действия, срезающий и разрыхляющий грунт Смотреть все термины ГОСТ 21796 90. ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ … Словарь ГОСТированной лексики
резец — Однолезвийный инструмент для обработки с поступательным или вращательным главным движением резания и возможностью движения подачи в нескольких направлениях. Примечание Некоторые резцы, например, отрезной, предназначаются для обработки с движением … Справочник технического переводчика
Катер (лодка) – Простая английская Википедия, бесплатная энциклопедия Гаффер, Kleine Freiheit , с набором стрелы из Генуи Резак для багета с комплектом стакселя и джено
 Гаффер, Kleine Freiheit , с набором стрелы из Генуи
Гаффер, Kleine Freiheit , с набором стрелы из ГенуиКатер – это, как правило, небольшой, но в некоторых случаях катер среднего размера, рассчитанный на скорость, а не на производительность. [1] [2] Традиционно катер – это маленький парусник с одной мачтой. [3] Это носовое оснащение, с двумя или более головными парусами и часто имеет бушприт. [3] Мачта ножа может быть установлена дальше, чем на уклоне. [4]
В современном использовании катером может быть судно малого или среднего размера, жители которого пользуются официальными полномочиями. Примерами являются катера пилотов гавани и катера Береговой охраны США [5] или Пограничная служба Великобритании.
Катера также могут быть маленькой лодкой, обслуживающей более крупную лодку для перевозки пассажиров или легких грузов между большими судами и берегом. Этот тип резака может приводиться в движение веслами, парусами или мотором.
- ↑ Беннетт, Дженни; Ласло, Верес (2005). Парусные вышки: иллюстрированное руководство . Военно-морской институт печати. п. 55. ISBN 978-1-59114-813-5 .
- ↑ “Резак”. Энциклопедия Британика . Получено 2014-12-13.
- – 3,0 3,1 Ричард Джордан (13 января 201 г.). «Типы парусных шлюпок: шлюп, катер, кетч, ял, шхуна, кошка». Иорданская яхтенная и корабельная компания. Получено 25 декабря 2016 г.
- ↑ Kemp, Peter, ed. (1976). Оксфордский спутник кораблей и моря . Лондон: издательство Оксфордского университета. стр. 221-222.
– небольшое палубное судно с одной мачтой и бушпритом, с опорным гротом на боновом ограждении, квадратным двором и верхним парусом, двумя стрелами или стрелой и стакселем.
- ↑ «История береговой охраны США: часто задаваемые вопросы: что такое катер?». Береговая охрана США. 2008-12-09. Получено 2009-04-10.
резак – Викисловарь
Английский [править]
 Резак для багета с комплектом стакселя и джено
Резак для багета с комплектом стакселя и дженоЭтимология [править]
вырезать + -er
Произношение [редактировать]
Существительное [править]
фреза ( во множественном числе фреза )
- Человек или устройство, которое режет (в разных смыслах).
- камень резак ; резец
- 1982 , Фильмы (стр. 288)
- За прошедшие годы, однако, были проведены как резак .Он был действительно одним из лучших редакторов фильмов в бизнесе, получив премию Оскар за Body and Soul (1947).
- 1988 , Хорхе Амадо, Дом – это моряк (стр. 55)
- Чико Пачеко повторял фразу между стиснутыми зубами, оплакивая потерянные дни своей юности; он был пресловутым резцом классов.
- (морское судно) Парусное судно с одной мачтой, спереди и сзади, по крайней мере, с двумя парусами и мачтой, установленной на корме дальше, чем у шлюпа.
- передний зуб; резец.
- (Можем ли мы найти и добавить цитату Рэя к этой записи?)
- Сверхмощная моторная лодка для официального использования.
- береговой охраны катер .
- (морское судно) Судовая лодка, используемая для транспортировки судно-судно или судно-берег.
- (крикет) Шар, который движется вбок в воздухе или с поля, потому что он был порезан.
- (бейсбол) Фастбол.
- (сленг) Десять пенсов.Так назвали, потому что эта монета чаще всего заточена заключенными для использования в качестве оружия.
- (сленг) Человек, который практикует самоповреждения.
- (медицина, разговорный, сленг, юмористический или уничижительный) Хирург.
- Синоним: slasher
- Животное, дающее низкое мясо, с небольшим или отсутствующим внешним жиром и мраморностью.
- Условные обозначения: canner, darkcutter
- 1905 , Соединенные Штаты. Бюро корпораций, Отчет комиссара корпораций по мясной промышленности (стр. 89)
- Быки и коровы, используемые для разведения, когда их, наконец, отправляют на рынок, уступают в производстве говяжьего мяса.Быки востребованы специально для колбасы и аналогичных продуктов. Коровы в основном используются в качестве резцов и консервов […]
- (устарел) Офицер казначейства, который записывает, подсчитывая, выплаченные суммы.
- (устарело) хулиган; браво; разрушитель.
- (устарел) Вид мягкого желтого кирпича, легко режется и используется для облицовки.
- Легкие сани, запряженные одной лошадью.
- 2007 , Кэрри А.Мейер, дней на семейной ферме , штат Миннесота, США, стр. 55 [1]:
- В течение большей части зимы салазки или резцы были предпочтительным транспортным средством. У Эмили и Джозефа было резак для стильных путешествий по снегу.
- 2007 , Кэрри А.Мейер, дней на семейной ферме , штат Миннесота, США, стр. 55 [1]:
Производные термины [править]
Переводы [править]
Парусное судно, тип
сверхмощная моторная лодка для служебного пользования
Крикет: мяч, который был разрезан
Сленг: человек, который порезал себя
Существительное [править]
резец м ( множественный резец )
- резак, boxcutter, универсальный нож, нож Stanley
- (морской) катер (сосуд)
означает в кембриджском словаре английского языка Затем был разработан метод управления роботизированной системой удаления заусенцев на основе активного пневматического инструмента, который использует координацию двух резцов .
Требовались таможенные учреждения в портах и несколько выручок для предотвращения вопиющей контрабанды, но это не имело ничего общего с 29.
Эти примеры взяты из Кембриджского английского корпуса и из источников в Интернете. Любые мнения в примерах не соответствуют мнению редакторов Cambridge Dictionary или издательства Cambridge University Press или его лицензиаров.
Больше примеров Меньше примеров
Затем для роботизированной системы удаления заусенцев, основанной на активном пневматическом инструменте для удаления заусенцев, разработан координационный метод управления, в котором используется координация двух резцов .Гермес может распознавать более 100 устных команд, а также может использовать хирургические инструменты, такие как дрели, резцы и всасывающее оборудование.Листовая сталь деформируется по-разному при подаче различного тепла, например, из-за концентрации траектории плазменных резцов в одной области. Мэриленд принял девятичасовой закон о общественных работах, а затем настоял, чтобы гранитные резчики работали на законных девяти, а не на профсоюзе восемь часов в день.Тем не менее, производство сахара не в добром сердце, потому что тростниковые ножи трудно найти, и нужно больше механических комбайнов. У нас есть несколько небольших профсоюзов, огранщиков и тому подобных людей.,Что такое «корд-резак»? | Мерриам-Вебстер
Чтобы сохранить это слово, вам необходимо войти в систему.
Ваш дом уже перерезал шнур?
Сотни каналов, и вы все равно просто смотрите Property Brothers.
Термин приспособление для резки шнура появился в отношении тех, кто прекращает подписку на кабельное телевидение – отрасль, которая когда-то владела монополией на домашние развлечения.С его фиксированной платой и связанными предложениями кабельная модель часто означает, что абонент платит щедро за 200 каналов, только для того, чтобы регулярно просматривать их несколько. Новые технологии обеспечили большую конкуренцию на медийном рынке, поэтому, естественно, некоторые из тех, кто когда-то подписывался на кабель, отказались от него, чтобы изучить другие варианты.
Обрезание шнура стало собственным явлением, настолько много, что существуют подкасты и блоги, посвященные тем, кто решил покончить с кабельным телевидением и ищет новые, более дешевые способы просмотра ТВ и фильмов через Интернет.
Поскольку кабельное телевидение проходит, очевидно, через кабель, фраза обрезает шнур , а его логическое продолжение обрезка шнура предполагает отказ от привязи, аналогичной предложенной в стационарной линии . В нем также подчеркивается, что многие из новых предпочтительных вариантов замены доступны с помощью технологии беспроводного Интернета.
Идиома оборвала шнур нашла некоторое применение, когда люди начали бросать свои стационарные телефоны в пользу сотовых телефонов:
В случае, если вы не заметили, около 300 компаний этой страны, занимающихся беспроводной связью, стремятся к тому, чтобы пользователи телефонов обрезали шнур на своих проводных телефонах и стали полностью мобильными.
– Кэтрин Греман, Нью-Йорк Таймс , 19 августа 1999
Недавнее использование, однако, говорит о переходе от кабельного телевидения:
Спорт – это то, что 30-летний фотограф Дэниел Йестер из Риверсайда пропустил, когда шесть лет назад он и его жена, Алеся, перерезали шнур , чтобы захватить контроль над счетом, который достигал 200 долларов в месяц.
– Дэвид Дауни, Пресс-предприятие (Риверсайд, Калифорния), 24 июля 2015 годаКогда я позвонил добрым людям в Time Warner Cable, чтобы сообщить им, что я однозначно избавляюсь от всех телевизионных услуг, они попытались убедить меня остаться.Но я настоял: ни мини-пакетов, ни рекламных акций, ни ничего. Нет кабельного телевидения. После некоторого резкого движения вперед и назад Time Warner Cable присоединился к моему желанию обрезать шнур .
– Леон Лазаров, The Street.com , 6 августа 2015 г.
И, естественно, тот, кто совершил прыжок на беспроводную связь, стал отрезателем шнура :
… В США Disney входит в группу компаний, предлагающих новые услуги для привлечения так называемых отрезателей шнура или людей, которые прекращают подписку на кабели.
– Лори Беркитт, The Wall Street Journal , 15 декабря 2015,
Идиоматически, мы уже давно перерезали шнур, только другим способом. С одной стороны, есть буквальные шнуры, например, на корабле или виселице:
У военнослужащих, ночью и днем, неделей и неделями два спасательных круга держат в зависимости от кормы; и двое мужчин с топориками в руках шагали вверх и вниз, готовые при первом же крике перерезать шнур и сбросить буи за борт.
– Герман Мелвилл, Белая куртка или Мир на войне , 1850Лолло не испытывал особого сострадания к заключенным, но чувствовал превосходный нож, который был его Непоколебимый компаньон, с самого начала ему казалось, что прыгнуть вперед, перерезать веревку и прыгнуть назад, прежде чем солдат, который держал его, сможет использовать свое оружие, будет забавным и ловким куском. несчатье. И теперь, когда люди начали кричать и более энергично толкаться, Лолло почувствовал, что его момент настал – он был рядом со старшим заключенным: в одно мгновение он перерезал шнур .
– Джордж Элиот, Ромола , 1863
В прошлом мы также использовали отрезать кабель для такого отрыва:
Если бы она была любой другой лодкой, Диско воспользовался бы его шансом, но теперь он перерезал кабель , когда Carrie Pitman со всей Северной Атлантикой, на которой можно было играть, бросился прямо на них.
– Редьярд Киплинг, Капитаны Мужественные , 1897
В то время как кабель, о котором мы говорим сейчас, когда мы говорим «обрезать шнур», почти всегда является электрическим кабелем, в прошлом он относился к любому виду толстого каната или провода с большой прочностью на растяжение.
Мы также можем «перерезать шнур» в переносном смысле, например, когда мы заканчиваем давние отношения с кем-то (например, с работником или любимым человеком):
Поначалу они почти не остались незамеченными, но к середине субботней игры плей-офф Smythe Division стало ясно, что «Эдмонтон Ойлерз» и их фанаты наконец-то перерезали шнур с Гретцки. Прошло почти восемь месяцев на следующий день после его торговли 9 августа с королями Лос-Анджелеса.
– Звезда Торонто , 10 апреля.1989Briga Heelan снимается как кроткий продюсер в кабельной новостной программе «The Breakdown». Она работает на якорного тирана (Джон Майкл Хиггинс), у нее есть начальник, который не видит ее потенциала и, кажется, не может отрезать шнур от своей матери (Андреа Мартин).
– Брюс Р. Миллер, The Sioux City Journal , 23 апреля 2017
Шнур, о котором идет речь в данном случае, не имеет ничего общего с электричеством, кораблями или палачами. Это замена пуповины или, в некотором смысле, наш первый трос.После того, как этот шнур разорван, новорожденный ребенок может питаться, питаясь, и образный отрезок отрезает шнур , предлагая аналогичную градацию с состоянием независимости. Можно легко привести аргумент, что наша любовь к обозначению окончания подписки на кабель как для резки кабеля могла бы расширить аналогию – логическое предположение, если вы рассматриваете свое потребление медиа как то, без чего вы не можете выжить.
Слова, которые мы наблюдаем говорит о словах, которые мы все чаще видим в использовании, но которые еще не соответствовали нашим критериям для ввода.
,