Что такое ручная дуговая сварка: Ручная дуговая сварка (ММА) | Сварка и сварщик
alexxlab | 04.01.2023 | 0 | Разное
Ручная дуговая сварка – технология, особенности
Содержание страницы
- 1 Сварка MMA — что это такое?
- 2 Применение MMA сварки
- 3 Преимущества электросварки
- 4 Безопасность при MMA сварке
- 5 Технология выполнения и параметры
Ручная дуговая сварка применяется на многих предприятиях и производствах. Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.
Сварка MMA — что это такое?
MMA сварка — это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода.
В качестве источника тока используются различные трансформаторы, генераторы, и преобразователи, выдающие переменное и постоянное напряжение. Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
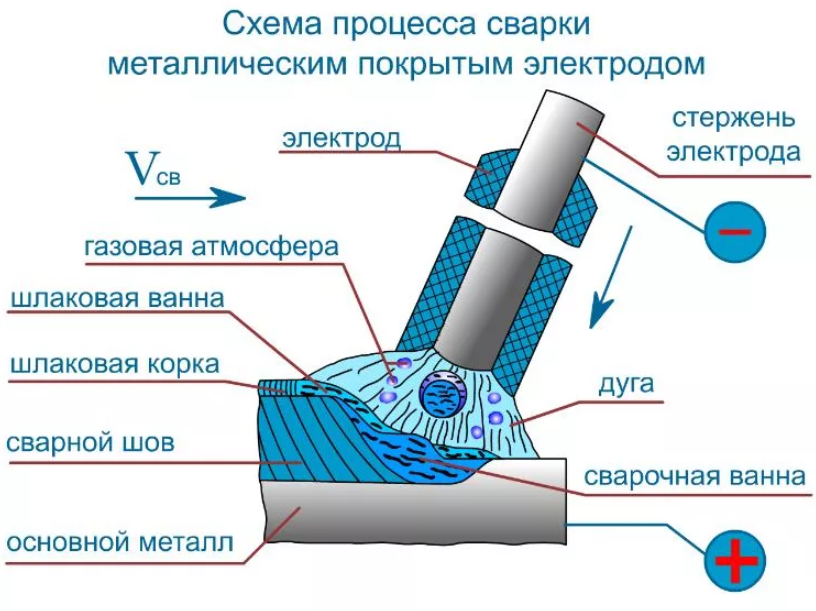
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
- самым белым выглядит расплавленный металл кромок и присадочного электрода;
- ярко-красным обозначает себя жидкий шлак;
- железо, под действие веса, стремится ко дну ванны;
- шлак, обладающий меньшим весом, плавает на поверхности.
Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы требуется отбивать застывший шлак, чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Применение MMA сварки
Технология ручной дуговой сварки нашла широкое отображение в различных производственных сферах. Это:
Это:
- машиностроение
- прокладка различных трасс для теплоснабжения, перекачки газа и подачи воды;
- кораблестроение;
- ремонтные работы на СТО;
- коммунальные службы.
Данный метод позволяет сваривать обычную углеродистую сталь во всех пространственных положениях. При использовании электродов со специальным омеднением покрытия возможна сварка чугуна. Если применять нержавеющие покрытые электроды, то свариванию поддаются легированные виды стали.
Полученные швы отличаются высокой устойчивостью к сопротивлению на разрыв и излом. Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Преимущества электросварки
Ручная сварка покрытыми электродами включает ряд выгодных преимуществ:
- ценовая доступность аппаратов и расходных материалов;
- эксплуатация оборудования в течении всего рабочего дня;
- простота выполнения работ и высокая скорость при умелом обращении;
- легкая обучаемость, включая различные пособия и видео;
- прочность швов;
- возможность сваривания элементов в любом пространственном положении;
- легкость оборудования и возможность быстрого перемещения по рабочему объекту.
Безопасность при MMA сварке
Технология дуговой сварки требует соблюдения правил безопасности. Без этого можно значительно навредить своему здоровью или окружающим. Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-вторых, технология ручной дуговой сварки подразумевает работу с большими показателями силы тока (А) и малым напряжением (V). Это требует бережного обращения с аппаратом, не допускающего его падения или перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя используемое напряжение безопасно для жизни (обычно до 48 V), держатель должен быть хорошо заизолирован, а при работе в металлических емкостях под ноги сварщика необходимо подкладывать резиновый коврик.
При горении дуги происходит выделение высокой температуры и ультрафиолетового излучения, поэтому руки сварщика должны быть защищены рукавицами из прочного материала.
Для защиты зрения рабочего используются специальные маски со светофильтрами, защищающие от вредного излучения. Эти элементы имеют разнообразные номера маркировки для работы в условиях разной освещенности.
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
 Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
3 | 175-185 | 3 |
5 | 200-225 | 4 |
7 | 250-270 | 5 |
10 | 300-330 | 6 |
Качественные электроды напрямую влияют на процесс работы и результат. Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
https://www.youtube.com/watch?v=NnaJTrs2qQA
Ручная дуговая сварка
Ручная дуговая
сварка производится сварочными
электродами, подача которых
в зону сварки по мере их расплавления
и перемещение вдоль
сварочного шва выполняются рукой
сварщика (рис.
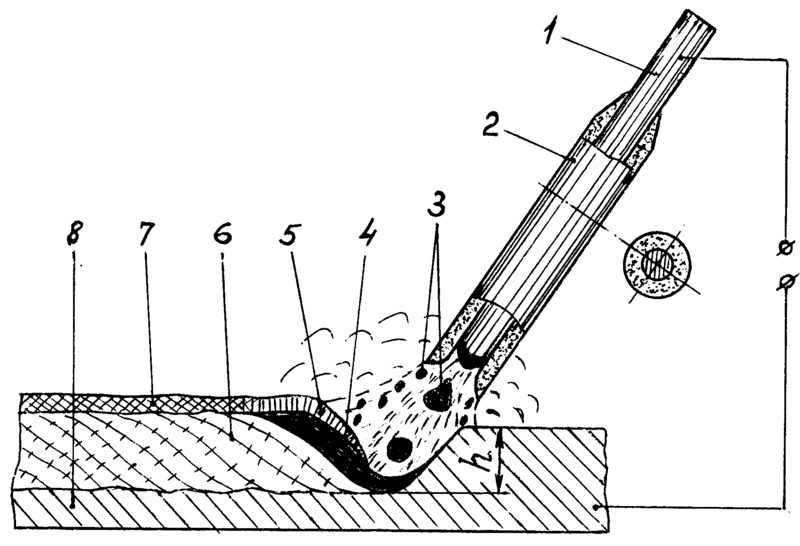
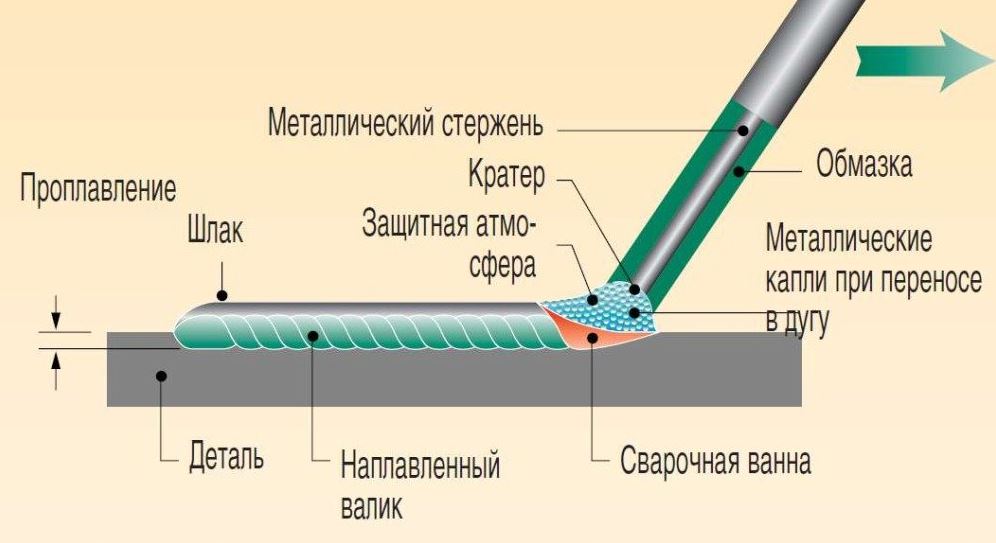
7). В процессе сварки
металлическим электродом с покрытием
дуга 8 горит между стержнем электрода 7 и основным металлом 1.
Стержень электрода
плавится, и
расплавленный металл каплями 10 стекает в сварочную ванну 9.
Вместе со стержнем плавится покрытие
6 электрода, образуя защитную газовую
атмосферу 5 вокруг дуги и жидкую шлаковую ванну 4 на поверхности расплавленного металла. По мере перемещения дуги происходит
затвердевание сварочной ванны и
образование шва
По мере перемещения дуги происходит
затвердевание сварочной ванны и
образование шва
Рис. 7. Схема ручной дуговой сварки |
При плавлении на торце электрода возникает капля жидкого металла, которая под действием силы тяжести, электромагнитных сил и газового дутья, возникающего вследствие интенсивного газо-образования, с ускорением вводится в сварочную ванну. При сварке потолочных швов именно электро-магнитные силы и газовое дутье обеспечивают перенос металла электрода на свариваемый шов.
В состав металла шва входит основной металл и металл электрода. При ручной сварке доля электрод-ного металла в шве колеблется в широких пределах: от 30 до 80%.
Ручная дуговая
сварка широко применяется при производстве
металлоконструкций из стали, чугуна,
медных и алюминиевых сплавов с толщиной
свариваемых заготовок от 1 до 50 мм. Особенно эта сварка удобна и выгодна
при выполнении коротких и криволинейных
швов в любых пространственных положениях,
в труднодоступных местах. Недостатками
ручной сварки являются малая
производительность, зависимость качества
шва от квалификации сварщика.
Особенно эта сварка удобна и выгодна
при выполнении коротких и криволинейных
швов в любых пространственных положениях,
в труднодоступных местах. Недостатками
ручной сварки являются малая
производительность, зависимость качества
шва от квалификации сварщика.
Одним из важнейших технологических свойств металлов является их свариваемость.
Свариваемостью называют свойство металла или сочетания металлов при установленной технологии сварки образовывать соединения, свойства которых (физические, механические и др.) близки к свойствам основного металла.
На свариваемость влияют химический состав электрода и основного металла, режим сварки, температура окружающей среды, условия закрепления элементов конструкции при сварке и другие конструктивные, технологические, а также эксплуатационные условия.
Для ручной дуговой
сварки стержень электрода изготовляют
из сварочной проволоки, диаметром от
0,3 до 12 мм, их рубят на куски длиной
250–450 мм, затем на них наносят покрытие
толщиной 0,1–2,5 мм, на сторону. Стандартом
выпускают 77 марок сварочной проволоки,
которые подразделяют на три группы: низкоуглеродистую (шесть марок) – с содержанием углерода
до 0,13 %, для сварки низко и среднеуглеродистых
сталей; легированную (30 марок) – для сварки низколегированных,
теплоустойчивых сталей; высоколегированную (41 марок) – для сварки хромистых,
хромоникелевых и других специальных
легированных сталей.
Стандартом
выпускают 77 марок сварочной проволоки,
которые подразделяют на три группы: низкоуглеродистую (шесть марок) – с содержанием углерода
до 0,13 %, для сварки низко и среднеуглеродистых
сталей; легированную (30 марок) – для сварки низколегированных,
теплоустойчивых сталей; высоколегированную (41 марок) – для сварки хромистых,
хромоникелевых и других специальных
легированных сталей.
Электроды классифицируются по: назначению, виду и толщине покрытия, механическим свойствам металла шва, допустимым пространственным положениям сварки, роду и полярности тока.
По назначению электроды подразделяются на следующие
группы с присвоением соответствующего
буквенного обозначения; для сварки:
углеродистых и низколегированных
конструкционных сталей (с σв < 600 МПа) – У;
легированных конструкционных сталей
с σв > 600 МПа – Л; легированных теплоустойчивых
сталей – Т; высоколегированных сталей
с особыми свойствами – В, для наплавки
– Н.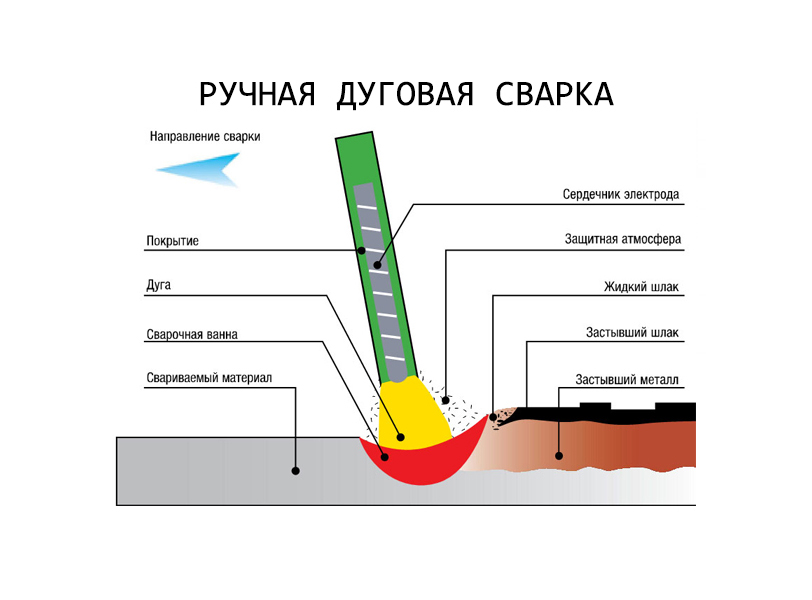
Покрытие электрода предназначено для газошлаковой защиты расплавленного металла от воздействия атмосферы (кислорода, азота, водорода), для повышения устойчивости горения дуги, легирования и рафинирования металла шва, а также для образования на поверхности шва шлаковой корки способствующей медленному его остыванию. Состав покрытия определяется маркой электрода. В состав покрытия входят следующие компоненты:
– Стабилизующие (соединения калия, кальция, бария; SiNa и SiK, мел, мрамор, углекислый барий), которые увеличивают степень ионизации дугового промежутка и повышает устойчивость горения дуги;
– Газообразующие (крахмал, декстрин, мрамор, магнезит), образующие при нагреве защитную газовую атмосферу вокруг дуги и сварочной ванны;
– Шлакообразующие
(полевой шпат, магнезит, марганцевая
руда), которые образуют на поверхности
сварочной ванны жидкий шлак защищающий
расплавленный металл от воздействия
воздуха, а также раскисляет и легирует
металла шва.
– Раскисляющие (FeMn, FeSi и Al и др.) – для восстановления окислов, находящихся в сварочной ванне.
– Легирующие (FeC2 , FeTi, FeMo и др.) – для получения требуемого химического состава и механических свойств металла шва.
– Связующие (жидкое натриевое стекло Na2O∙nSiO2 и др.), которые связывают порошкообразные компоненты покрытия и соединяют его с металлическим стержнем.
По толщине покрытия электроды изготавливаются с тонким (где D/d ≤ 1.2) – присвоен индекс М; средним (1,2 < D/d ≤ 1.45) – C; толстым (1.45 < D/d ≤ 1.8) – Д и особо толстым (D/d > 1.8) – Г покрытием, где D и d –диаметры электрода и стержня соответственно.
По видам покрытия электроды подразделяются: с кислым (на
основе SiO2,
Fe2O3,
MnO)
– А; основным (на основе СаСО3,
MgCO3,
CaF2)
– Б; рутиловым (на основе TiO2)
– Р; целлюлозным (на основе целлюлоза
и другие органические вещества) – И,
покрытием, а так же с покрытием смешанного
вида – С двойным обозначением и с прочими
видами покрытий – П.
Что такое ручная дуговая сварка?
Welding Tech
Ручная дуговая сварка — это процесс сварки, при котором рука оператора контролирует скорость перемещения и скорость подачи электрода в дугу. Это дает оператору больший контроль над сваркой, что делает его идеальным для применений, где требуется точная сварка.
Одно из основных преимуществ ручной дуговой сварки заключается в том, что это, как правило, более доступный сварочный процесс, чем другие методы, такие как автоматическая или роботизированная сварка. Это делает его идеальным выбором для небольших магазинов и предприятий, у которых может не быть бюджета на более дорогое оборудование.
Несмотря на свои преимущества, ручная дуговая сварка имеет некоторые недостатки. Одним из самых больших недостатков является то, что с помощью этого метода может быть труднее производить согласованные сварные швы. Это связано с тем, что оператор должен контролировать как скорость перемещения, так и скорость подачи, что может быть затруднительно для поддержания постоянной скорости для обоих.
Это связано с тем, что оператор должен контролировать как скорость перемещения, так и скорость подачи, что может быть затруднительно для поддержания постоянной скорости для обоих.
Кроме того, ручная дуговая сварка может требовать больших физических усилий, чем другие методы, поскольку оператору приходится удерживать электрод и горелку на месте в течение всего времени сварки. Это может привести к усталости, особенно при длительной сварке.
В целом, ручная дуговая сварка является универсальным и доступным сварочным процессом, который можно использовать в различных областях. Хотя у него есть некоторые недостатки, его преимущества делают его популярным выбором для многих сварщиков.
Для чего используется ручная дуговая сварка?
Ручная дуговая сварка может использоваться для различных материалов, включая такие металлы, как сталь, алюминий и нержавеющая сталь. Также можно сваривать неметаллические материалы, такие как пластмассы и композиты, с помощью ручной дуговой сварки, хотя это менее распространено.
Что такое ручная дуговая сварка металлическим электродом?
Процесс ручной дуговой сварки металлическим электродом (MMAW) является наиболее распространенным типом ручной сварки. Он предполагает использование электрода, покрытого флюсом, который помогает защитить сварочную ванну от загрязнения.
Процесс MMAW подходит для широкого спектра материалов и может использоваться во всех положениях, что делает его универсальным выбором для многих применений. Тем не менее, с помощью этого метода может быть труднее производить однородные сварные швы, так как оператор должен контролировать как скорость перемещения, так и скорость подачи.
Какие существуют 4 типа дуговой сварки?
Существует четыре основных типа дуговой сварки: ручная дуговая сварка металлическим электродом (MMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка с флюсовой проволокой (FCAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
Ссылки по теме
Ручная дуговая сварка металлическим электродом (MMA) – TWI
Дуговая сварка металлическим электродом с защитой
Ручная дуговая сварка металлическим электродом (MMA) | Linde Gas
Что такое сварка MMA? | Методы сварки | Сервис | Сварочное оборудование | Кьельберг Финстервальде
дуговая сварка для начинающих
View More
Ручная металлическая дуговая сварка
Просмотр Подробнее
Экранированная металлическая дуговая сварка: часть 1
Посмотреть больше
Стало is STICK Welding (SMAW)
Посмотреть ещё
ручная дуговая сварка металлическим электродом Определение
означает дизельное топливо с содержанием серы не более пятнадцати частей на
означает демонстрационный проект экологически чистой угольной технологии, который осуществляется в течение пяти лет или менее и соответствует SIP и другим требованиям, необходимым для достижения и поддержания национальных стандартов качества атмосферного воздуха во время проекта и после его завершения.
 прекращено.
прекращено.означает линию от источника через центры рентгеновских полей.
означает составление данных или результатов и их регистрацию или отчетность.
означает Национальный совет медицинских экспертов-остеопатов, организацию, которая готовит и проводит квалификационные экзамены для врачей-остеопатов.
означает различимый компонент предприятия, занимающийся поставкой отдельных товаров или услуг или группы связанных товаров или услуг, подверженный рискам и доходам, которые отличаются от рисков и доходов других вертикалей бизнеса.
означает физическое или юридическое лицо, которое владеет или управляет
означает район сельской или негородской среды, который находится в нетронутом естественном состоянии или имеет высокую живописную ценность и включает, помимо прочего, национальные парки, заповедники, заповедники, морские заповедники, районы дикой природы, районы экстенсивного земледелия и живописные районы;
означает закрытое устройство, работающее на ископаемом или другом топливе, которое состоит из компрессора, камеры сгорания и турбины, и в котором дымовой газ, образующийся в результате сгорания топлива в камере сгорания, проходит через турбину, вращая турбина.
означает покрытие, маркированное и составленное для нанесения на настил из магнезиального цемента для защиты основания из магнезиального цемента от эрозии водой.
означает проект с использованием средств, выделенных под заголовком «Министерство энергетики — экологически чистые технологии угля», на общую сумму до 2 500 000 000 долларов США для коммерческой демонстрации чистых угольных технологий или аналогичные проекты, финансируемые за счет ассигнований Агентства по охране окружающей среды. Федеральный взнос для квалификационного проекта должен составлять не менее 20 процентов от общей стоимости демонстрационного проекта.
означает модульное устройство, как определено в Разделе 15A-1-302.
означает фонарь, используемый для улучшения освещения дороги в случае тумана, снегопада, ливня или пылевых облаков;
означает подробный план, утвержденный исполнительным мэром муниципалитета в соответствии со статьей 53 (l) (c) (ii) MFMA для реализации муниципальных услуг и его годового бюджета, и который должен указывать
означает (i) машины или инструменты, или запасные части, или их замены; (ii)
означает все машины, приспособления или предметы любого рода, необходимые для выполнения, завершения или технического обслуживания работ, но не включает материалы или другие предметы, предназначенные для формирования или составляющие часть постоянных сооружений.

означает аэрозольный освежитель воздуха с жидким содержимым в двух или более отдельных фазах, который требует встряхивания контейнера с продуктом перед использованием для смешивания фаз с образованием эмульсии.
означает отделенную смолу, неочищенную или очищенную, полученную из любого растения рода Cannabis;
означает любой неаэрозольный однокомпонентный клей, разработанный или предназначенный для установки, реконструкции, технического обслуживания или ремонта: (A) конструкционных и строительных компонентов, которые включают, помимо прочего, балки, фермы , шпильки, панели (гипсокартон или ламинаты из гипсокартона, армированный стекловолокном пластик (FRP), фанера, древесно-стружечные плиты, изоляционные плиты, предварительно декорированные ДВП или плиты из плитки и т. д.), потолочная и акустическая плитка, молдинги, светильники, столешницы или столешницы из ламината, основание бухты или стены, а также пол или черновой пол; или (B) напольные или настенные покрытия, которые включают, помимо прочего, деревянное покрытие или покрытие из имитации дерева, ковер, ковровую подушку или подушку, ковер на виниловой основе, гибкий материал для пола, неэластичный материал для пола, зеркальную плитку и другие виды плитки и искусственная трава.
 «Клей для строительных, панельных и напольных покрытий» не включает «герметик для напольных швов».
«Клей для строительных, панельных и напольных покрытий» не включает «герметик для напольных швов».означает тонкий кусок материала (обычно металлического), помещаемый в пучок для рассеивания пучка электронов с целью обеспечения более равномерного распределения электронов в полезном пучке.
означает прибрежную зону, как определено в разделе 22a-93(3) Общего устава Коннектикута. «Прибрежные воды» означают прибрежные воды, как они определены в разделе 22a-93(5) Общего устава Коннектикута. «Уполномоченный» означает уполномоченного согласно определению в разделе 22a-2(b) Общего устава Коннектикута.
или «GHR» означает подводимую тепловую энергию в килокалориях, необходимую для выработки одного кВтч электроэнергии на клеммах генератора тепловой электростанции;
означает узел, состоящий из двух отдельных, независимо действующих обратных клапанов, включая плотно закрывающиеся запорные клапаны, расположенные на каждом конце узла, и подходящие соединения для проверки водонепроницаемости каждого обратного клапана.