Что такое шероховатость поверхности: Шероховатость поверхности | это… Что такое Шероховатость поверхности?
alexxlab | 06.04.2023 | 0 | Разное
Шероховатость поверхности | это… Что такое Шероховатость поверхности?
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные свойства. Прежде всего износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости при проектировании деталей машин, также существует связь между предельным отклонением размера и шероховатостью. Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются.
Содержание
|
 также
такжеПараметры шероховатости
Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
Нормальный профиль и параметры шероховатости поверхности.
На рисунке схематично показаны параметры шероховатости, где: — базовая длина; — средняя линия профиля; — средний шаг неровностей профиля; — средний шаг местных выступов профиля; — отклонение пяти наибольших максимумов профиля; — отклонение пяти наибольших минимумов профиля; — расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль; — расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль; — наибольшая высота профиля; — отклонения профиля от линии ; — уровень сечения профиля; — длина отрезков, отсекаемых на уровне .
- Высотные параметры:
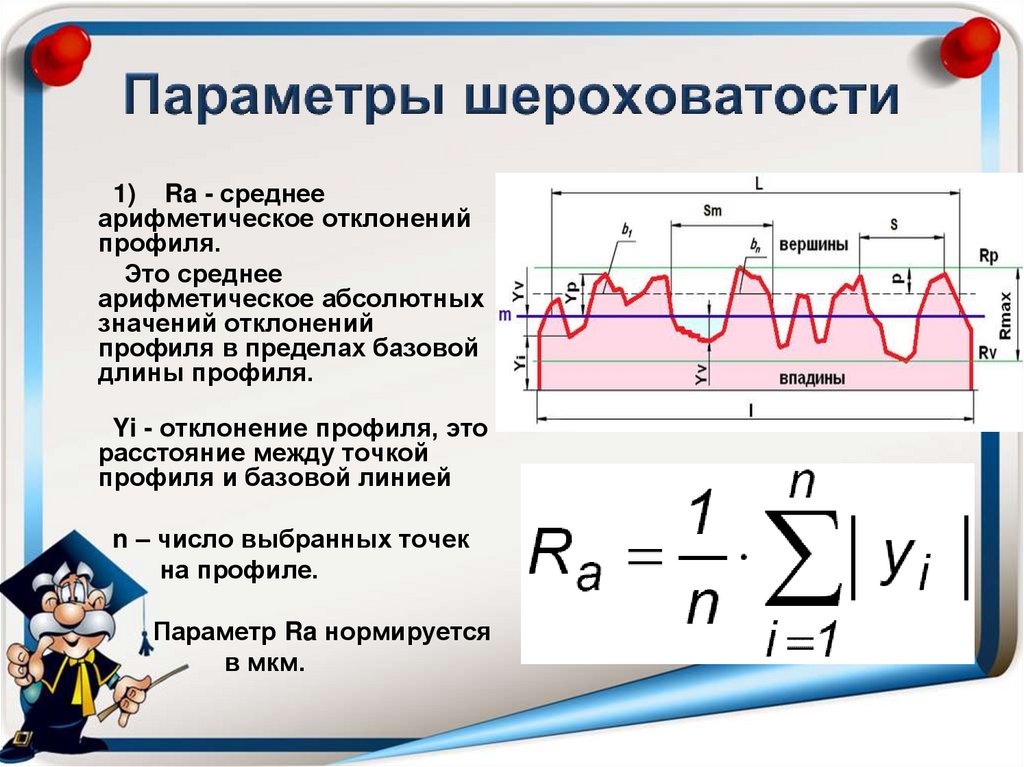
Ra — среднее арифметическое отклонение профиля;
или
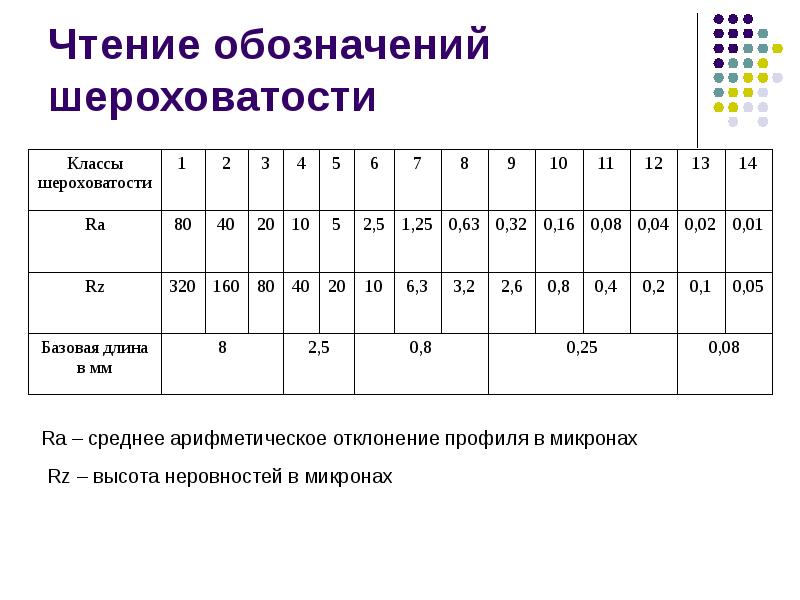
Rz — высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота профиля;
- Шаговые параметры:
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
tp — относительная опорная длина профиля, где
Ra, Rz и Rmax определяются на базовой длине l которая может принимать значения из ряда 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Параметр Ra является предпочтительным.
Способы измерения
ISO 8503 определяет требования по определению компараторов профиля, который предназначен для визуального и тактильного сравнения стальных поверхностей, очищенных абразивоструйным способом.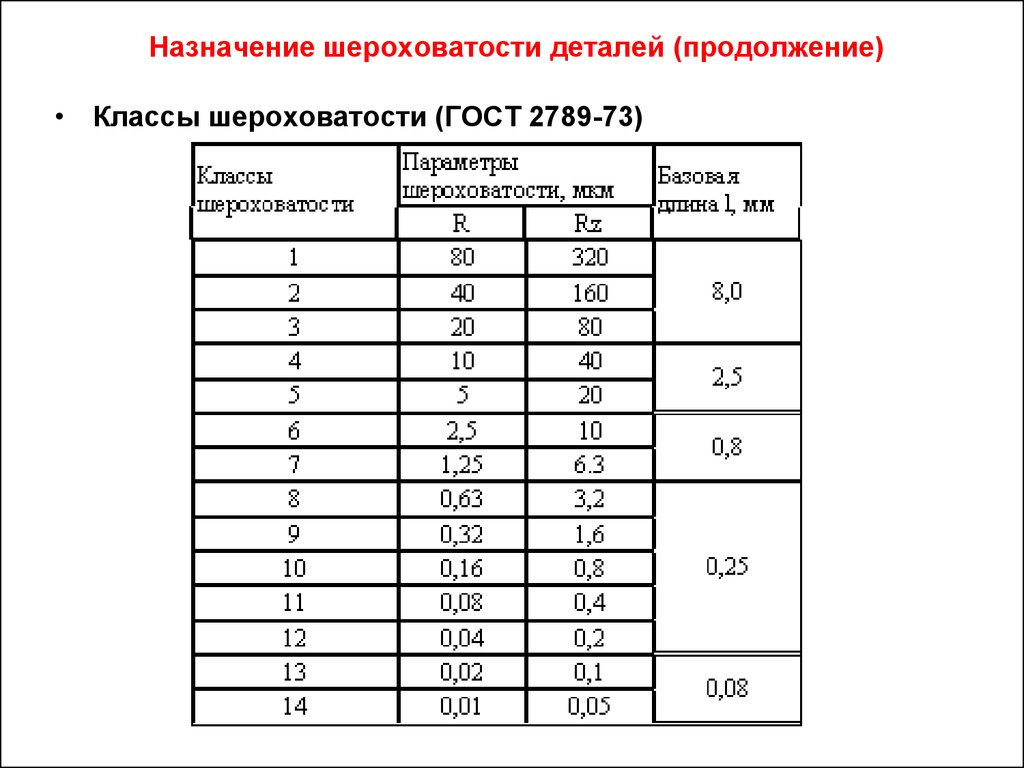 Компараторы профиля поверхности используются на строительных площадках для оценки шероховатости поверхности перед нанесением красок и других подобных продуктов или перед другими видами защиты поверхности[1].
Компараторы профиля поверхности используются на строительных площадках для оценки шероховатости поверхности перед нанесением красок и других подобных продуктов или перед другими видами защиты поверхности[1].
- Визуальный (сравнение по образцам)[2].
- Бесконтактный (при помощи микроскопа) [3].
- Контактный (профилометр)[4].
Стандарты
- ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики.
- ГОСТ 2.309-73 — Обозначения шероховатости поверхностей.
- ISO 468:1982 — Шероховатость поверхности. Параметры, их значения и общие правила установления технических требований. (Surface roughness — Parameters, their values and general rules for specifying requirements).
См. также
- Профилометр
- Профилограф
- Компаратор шероховатости
Литература
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т.
 / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5
/ Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5 - Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989. — С. 438-480. — 864 с. — ISBN 5-217-00403-7
Ссылки
- ↑ ISO 8503: Подготовка стальных поверхностей перед нанесением красок и подобных покрытий. Характеристики шероховатости стальной поверхности, очищенной пескоструйным способом. Часть 1: Спецификации и определение компараторов профиля поверхности ИСО для оценки поверхностей, очищенных обдувкой абразивом
- ↑ ISO 8503 Часть 2: Метод классификации профиля стальной поверхности, очищенной обдувкой абразивом, с применением компараторов.
- ↑ ISO 8503 Часть 3: Метод калибровки компараторов профиля поверхности ИСО и определение профиля поверхности с применением микроскопа.
- ↑ ISO 8503 Часть 4: Метод калибровки компараторов профиля поверхности ИСО и определение профиля поверхности с применением измерительного прибора с механической записью.
- «Шероховатость поверхности» Новосибирский государственный технический университет. Кафедра инженерной графики.
- ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
- ГОСТ 2.309-73 Обозначения шероховатости поверхностей.
- Образцы шероховатости
Шероховатость поверхности | это… Что такое Шероховатость поверхности?
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные свойства. Прежде всего износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости при проектировании деталей машин, также существует связь между предельным отклонением размера и шероховатостью. Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами.
Содержание
|
Параметры шероховатости
Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
Нормальный профиль и параметры шероховатости поверхности.
На рисунке схематично показаны параметры шероховатости, где: — базовая длина; — средняя линия профиля; — средний шаг неровностей профиля; — средний шаг местных выступов профиля; — отклонение пяти наибольших максимумов профиля; — отклонение пяти наибольших минимумов профиля; — расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль; — расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль; — наибольшая высота профиля; — отклонения профиля от линии ; — уровень сечения профиля; — длина отрезков, отсекаемых на уровне .
- Высотные параметры:
Ra — среднее арифметическое отклонение профиля;
или
Rz — высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота профиля;
- Шаговые параметры:
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
tp — относительная опорная длина профиля, где p — значения уровня сечений профиля из ряда 10; 15; 20; 30; 40; 50; 60; 70; 80; 90 %.
Ra, Rz и Rmax определяются на базовой длине l которая может принимать значения из ряда 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Параметр Ra является предпочтительным.
Способы измерения
ISO 8503 определяет требования по определению компараторов профиля, который предназначен для визуального и тактильного сравнения стальных поверхностей, очищенных абразивоструйным способом.
- Визуальный (сравнение по образцам)[2].
- Бесконтактный (при помощи микроскопа)[3].
- Контактный (профилометр)[4].
Стандарты
- ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики.
- ГОСТ 2.309-73 — Обозначения шероховатости поверхностей.
- ISO 468:1982 — Шероховатость поверхности. Параметры, их значения и общие правила установления технических требований. (Surface roughness — Parameters, their values and general rules for specifying requirements).
См. также
- Профилометр
- Профилограф
- Компаратор шероховатости
Литература
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т.
- Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989. — С. 438-480. — 864 с. — ISBN 5-217-00403-7
Ссылки
- ↑ ISO 8503: Подготовка стальных поверхностей перед нанесением красок и подобных покрытий. Характеристики шероховатости стальной поверхности, очищенной пескоструйным способом. Часть 1: Спецификации и определение компараторов профиля поверхности ИСО для оценки поверхностей, очищенных обдувкой абразивом
- ↑ ISO 8503 Часть 2: Метод классификации профиля стальной поверхности, очищенной обдувкой абразивом, с применением компараторов.
- ↑ ISO 8503 Часть 3: Метод калибровки компараторов профиля поверхности ИСО и определение профиля поверхности с применением микроскопа.
- ↑ ISO 8503 Часть 4: Метод калибровки компараторов профиля поверхности ИСО и определение профиля поверхности с применением измерительного прибора с механической записью.

- «Шероховатость поверхности» Новосибирский государственный технический университет. Кафедра инженерной графики.
- ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
- ГОСТ 2.309-73 Обозначения шероховатости поверхностей.
- Образцы шероховатости
Сохранение гладкости: оптимизация шероховатости поверхности в производстве
Время чтения: 6 мин.
Шероховатость поверхности, также известная как отделка поверхности или текстура поверхности, является важным признаком, который позволяет отличить грубый прототип от полированного готового продукта. В этой статье мы объясним, что такое шероховатость поверхности, как она измеряется, и определим некоторые типичные варианты отделки, чтобы продемонстрировать, чего можно добиться с помощью станков с ЧПУ и когда необходима постобработка.
Что такое отделка поверхности?
Итак, что такое отделка поверхности и почему она так важна? Часто отделка поверхности вызывает беспокойство по косметическим причинам, так как гладкие поверхности выглядят более привлекательными. Но отделка поверхности также имеет множество практических применений. Шероховатые поверхности имеют более высокий коэффициент трения, что, в свою очередь, вызывает повышенный износ и требует дополнительной смазки между деталями. С трением связаны потери тепла и материала, что в конечном итоге влияет на срок службы ваших продуктов. Более того, более гладкая поверхность также превосходит шероховатую поверхность с точки зрения герметизирующих свойств.
Но отделка поверхности также имеет множество практических применений. Шероховатые поверхности имеют более высокий коэффициент трения, что, в свою очередь, вызывает повышенный износ и требует дополнительной смазки между деталями. С трением связаны потери тепла и материала, что в конечном итоге влияет на срок службы ваших продуктов. Более того, более гладкая поверхность также превосходит шероховатую поверхность с точки зрения герметизирующих свойств.
Поскольку шероховатость поверхности является очень важной характеристикой, вы не можете полагаться на расплывчатые определения, такие как «шероховатая» и «гладкая». Существуют более конкретные способы описания отделки, в которых используются три типа характеристик, определяющих отделку поверхности: шероховатость, волнистость и укладка.
Шероховатость, волнистость и слоистость поверхности
Шероховатость поверхности относится к микроотметкам или неровностям на заданной длине и характеризуется высотой пиков и впадин. Как упоминалось выше, это свойство важно не только с косметической точки зрения, но и оказывает существенное влияние на свойства самого продукта. Вот несколько причин для строгого контроля шероховатости поверхности:
Вот несколько причин для строгого контроля шероховатости поверхности:
- Улучшение адгезии красок и других внешних покрытий — более шероховатые поверхности улучшают адгезию
- Более гладкие поверхности улучшают коррозионную стойкость по сравнению с более шероховатыми поверхностями, поскольку меньшая площадь поверхности подвергается воздействию суровых условий. Кроме того, снижается вероятность того, что загрязняющие вещества, вызывающие коррозию, осядут на пиках и впадинах шероховатой детали.
- Улучшенные герметизирующие свойства на сопрягаемых поверхностях (таких как фланцевые уплотнения) — гладкая поверхность с правильно нанесенным уплотнителем лучше
- Уменьшение микро- и макродефектов поверхности, что снижает точки возникновения высоких напряжений и улучшает механические свойства
Волнистость представляет собой более макроскопический вид этих поверхностных эффектов и представляет собой измерение плоскостности поверхности, а не ее шероховатости. Волнистость выходит за рамки этой статьи, но это также важная характеристика, которую необходимо учитывать при рассмотрении общих свойств отделки поверхности.
Волнистость выходит за рамки этой статьи, но это также важная характеристика, которую необходимо учитывать при рассмотрении общих свойств отделки поверхности.
Lay — это направление, в котором наблюдается рисунок поверхности. Простой способ визуализировать укладку — посмотреть на направление следов обработки или шлифования на детали. Например, если вы используете циркулярную шлифовальную машину на поверхности цилиндра, следы шлифования следуют круговому шаблону или, другими словами, имеют круговое расположение. Lay не только напрямую влияет на косметический вид поверхности, но также может обеспечить физические преимущества, такие как повышенная герметизирующая способность. Например, круговая прокладка для стыка металл-металл с круглым фланцем помогает герметизировать на микроуровне благодаря направлению микроуказаний на поверхности.
Методы измерения
Итак, теперь вы знаете, что такое шероховатость поверхности, но как ее измерить? Все дело в средних показателях! Визуализация, глядя на поперечное сечение поверхности через микроскоп – есть пики и впадины, поднимающиеся и опускающиеся по относительной плоскости. Шероховатость поверхности измеряет среднее значение пиков и впадин на заданной длине измерения. Как вы понимаете, для определения волнистости микроматериала требуется чрезвычайно чувствительное оборудование.
Шероховатость поверхности измеряет среднее значение пиков и впадин на заданной длине измерения. Как вы понимаете, для определения волнистости микроматериала требуется чрезвычайно чувствительное оборудование.
Ниже приведен список типового оборудования и методов, используемых для измерения шероховатости поверхности:
Профилометры
Профилометры являются наиболее распространенным методом, если для удовлетворения конкретных требований к шероховатости поверхности требуется высокая повторяемость и точность. Профилометр, часто называемый измерителем шероховатости поверхности или измерителем шероховатости поверхности, представляет собой устройство с высокочувствительным зондом, предназначенным для перемещения по поверхности для точного измерения ее пиков и впадин на запрограммированной длине. Затем устройство вычисляет значение шероховатости поверхности. Более дорогие и сложные профилометры также позволяют пользователю изменять параметры расчета или выводить другие характеристики, такие как расстояния от пика до пика и общую амплитуду длины волны.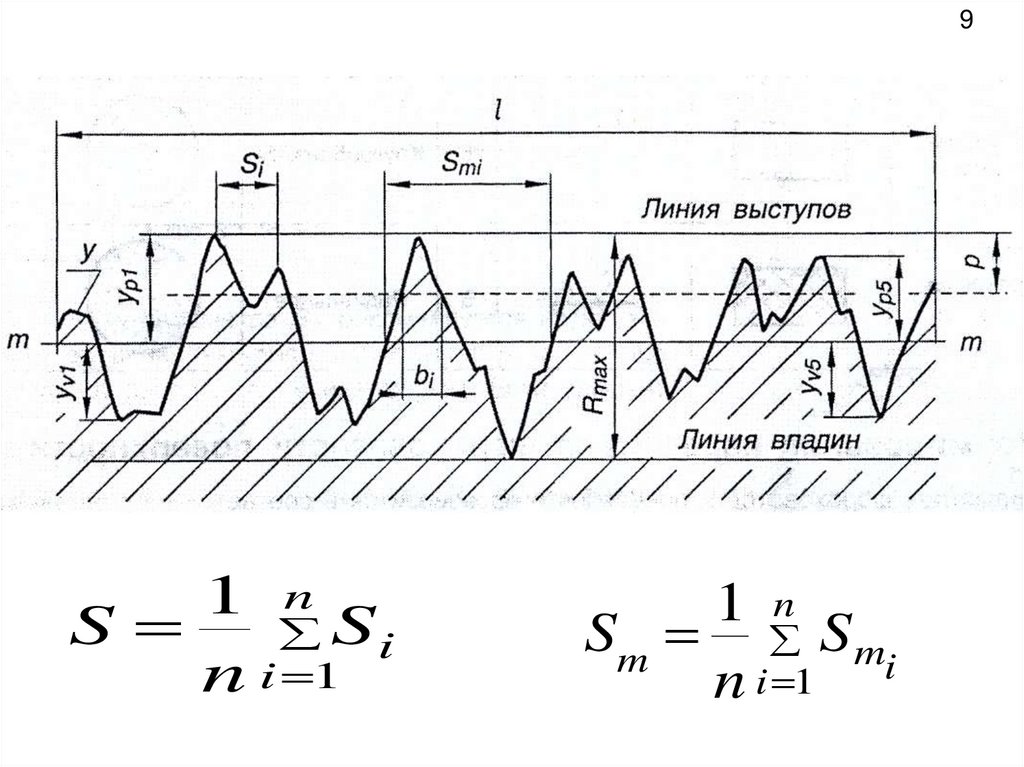 При использовании этого метода необходимо знать несколько условий шероховатости поверхности, чтобы понять полученные результаты.
При использовании этого метода необходимо знать несколько условий шероховатости поверхности, чтобы понять полученные результаты.
- Ra является наиболее часто используемой единицей отделки поверхности для типичных требований к шероховатости поверхности. Очевидно, что «R» означает шероховатость, а «а» — среднюю. Другими словами, Ra описывает среднюю шероховатость поверхности детали. Ra — это стандартное значение, указанное в требованиях к чертежам, а также в таблицах и стандартах шероховатости поверхности. Когда вы видите «шероховатость поверхности 125 или чистота поверхности 63», это число относится к значению Ra.
- Rmax описывает «максимальное» расстояние между пиком и впадиной в диапазоне измерений. Это обеспечивает еще одну характеристику поверхности, которая не видна, если рассматривать только среднее значение. Например, если у вас есть область, где режущая пластина притупилась и образовала небольшую шероховатость, это снижает среднюю шероховатость поверхности, и ее трудно обнаружить другими способами.
 Четко определенный Rmax пометит это как шероховатость и вызовет высокую амплитуду шероховатости за пределами допустимого диапазона.
Четко определенный Rmax пометит это как шероховатость и вызовет высокую амплитуду шероховатости за пределами допустимого диапазона. - Rz также является еще одним способом интерпретации результатов, поскольку он предоставляет пять экземпляров отдельных измеренных расстояний и усредняет среднее значение между самым высоким пиком и самой низкой впадиной на этих участках. Это позволяет усилить воздействие экстремальных выбросов (см. Rmax выше) в случае требований критической шероховатости.
- Mu (μ) — греческая буква, представляющая символ микрометров, который равен 0,000001 метра. Это типичное разрешение измерений шероховатости поверхности.
Методы сравнения
Методы сравнения распространены в мастерских, где требования к шероховатости поверхности не столь критичны или точны. Этот метод не требует пояснений, так как требует образцов шероховатости поверхности, которые визуально и тактически сравниваются с обработанной деталью. Эти образцы, также известные как стандарты шероховатости поверхности или таблица шероховатости станка, проверяются и сертифицируются по различным значениям шероховатости поверхности, что позволяет инспектору или машинисту быстро сравнить этот стандарт с продуктом и подтвердить шероховатость поверхности. Это самый простой метод, так как вам не нужны специальные знания, чтобы использовать диаграмму чистовой обработки поверхности, а краткий обзор покажет вам, соответствует ли деталь требованиям или нет. Вот пример часто используемой диаграммы шероховатости поверхности.
Эти образцы, также известные как стандарты шероховатости поверхности или таблица шероховатости станка, проверяются и сертифицируются по различным значениям шероховатости поверхности, что позволяет инспектору или машинисту быстро сравнить этот стандарт с продуктом и подтвердить шероховатость поверхности. Это самый простой метод, так как вам не нужны специальные знания, чтобы использовать диаграмму чистовой обработки поверхности, а краткий обзор покажет вам, соответствует ли деталь требованиям или нет. Вот пример часто используемой диаграммы шероховатости поверхности.
Способы достижения различных видов отделки (плюсы и минусы)
Существует множество способов получения требуемой поверхности. В качестве общего руководства эта таблица шероховатости поверхности объясняет типы производства, которые могут обеспечить желаемую отделку. Точное понимание того, что вам нужно и как этого достичь, имеет решающее значение для выбора правильного процесса для правильной работы. Метод удаления материала, подачи и скорости, крепление деталей, стабильность и твердость деталей и материалов, а также возможности станка — все это влияет на чистоту поверхности. Если вы не уверены, лучше всего спросить, чего можно достичь, используя эти диаграммы в качестве ориентира.
Если вы не уверены, лучше всего спросить, чего можно достичь, используя эти диаграммы в качестве ориентира.
И как только вы определили желаемую отделку, как вы ее получите? Ниже приведены некоторые краткие справочные руководства по стандартным аббревиатурам, графическим обозначениям и выноскам шероховатости поверхности, визуальным диаграммам и диаграммам преобразования для различных шероховатостей поверхности. Эти символы шероховатости поверхности обычно встречаются на большинстве чертежей либо с линиями выноски к рассматриваемой поверхности, либо в общем примечании, либо в блоке допусков.
Заключение
Шероховатость поверхности является уникальным требованием, и существует множество способов добиться требуемой отделки. Очень важно понимать ваши требования к чистоте поверхности, чтобы гарантировать, что вы не платите за более чистую отделку, чем требуется для вашего производственного применения — затраты могут резко возрасти из-за обработки, необходимой для получения самой гладкой поверхности, и вы не хотите сюрпризов с вашей готовой поверхностью. продукт. Чтобы узнать больше о доступных поверхностях обработанных деталей с ЧПУ Fictiv, ознакомьтесь с этой статьей.
продукт. Чтобы узнать больше о доступных поверхностях обработанных деталей с ЧПУ Fictiv, ознакомьтесь с этой статьей.
Мы обеспечим вас всеми вашими индивидуальными механическими деталями, независимо от требований к чистоте поверхности. Fictiv — это ваша операционная система для индивидуального производства, которая делает закупку деталей быстрее, проще и эффективнее. Другими словами, Fictiv позволяет инженерам, таким как вы, быть инженерами. Создайте учетную запись и загрузите свою деталь сегодня, чтобы увидеть, что может сделать для вас наш процесс мгновенного расчета стоимости, дизайн для отзывов о технологичности и интеллектуальная платформа.
Шероховатость поверхности роликов — American Roller Company
Шероховатость поверхности играет важную роль в определении поверхностного коэффициента трения (COF), износа и антиадгезивных свойств. Коэффициент трения, часто обозначаемый греческой буквой µ, представляет собой безразмерную скалярную величину, которая описывает отношение силы трения между двумя телами и силы, прижимающей их друг к другу. Коэффициент трения зависит от используемых материалов; например, лед на стали имеет низкий коэффициент трения, а резина на дорожном покрытии имеет высокий коэффициент трения. Коэффициенты трения колеблются от почти нуля до больше единицы.
Коэффициент трения зависит от используемых материалов; например, лед на стали имеет низкий коэффициент трения, а резина на дорожном покрытии имеет высокий коэффициент трения. Коэффициенты трения колеблются от почти нуля до больше единицы.
Шероховатость или текстуру поверхности ролика можно определить путем измерения профиля ролика с помощью профилометра. Доступны два типа: 3D-оптический (интерферометр белого света) или 2D-контактный (алмазный щуп, каждый из которых имеет различные модели и может быть стационарным или портативным (только 2D-контакт). Портативные контактные профилометры упрощают использование в производственных условиях благодаря компактный размер
Существует много различных используемых параметров шероховатости, но Ra, среднее арифметическое абсолютных значений пиков и впадин измеренной длины образца, является наиболее часто используемым параметром в производстве роликов. , среднее значение между 5 самыми высокими пиками и самыми низкими впадинами на измеряемой длине образца Поверхность ролика с большим значением Ra или Rz обычно имеет более высокий коэффициент трения, что может привести к более быстрому износу и худшим разделительным свойствам Контроль качества поверхности ролика является важным фактором производительности роликов. Для каждого типа покрытия роликов можно достичь различных Ra’s.Обратитесь к поставщику роликов с информацией о вашем конкретном применении. ция.
Для каждого типа покрытия роликов можно достичь различных Ra’s.Обратитесь к поставщику роликов с информацией о вашем конкретном применении. ция.
Измерение шероховатости поверхности ролика
Двухмерный контактный профилометр является наиболее распространенным типом, используемым для измерения шероховатости ролика. Перед испытанием важно убедиться, что поверхность ролика очищена. Алмазный щуп профилометра (рис. 1) перемещается вертикально до контакта с поверхностью ролика с заданным контактным усилием, а затем перемещается в поперечном направлении по поверхности на заданную длину.
Рисунок 1 Профилометр измеряет небольшие изменения поверхности в зависимости от изменения положения щупа во время теста. Типичный профилометр может измерять пики высотой от 10 нанометров до 1 миллиметра. Высота алмазного щупа во время теста генерирует аналоговый сигнал, который преобразуется в цифровой сигнал, который сохраняется, анализируется и отображается. Значения могут отображаться как в микрометрах, так и в микродюймах.
Стандартная спецификация Ra роликов для резиновых смесей American Roller составляет от 35 до 65 микродюймов Ra. Измерение шероховатости поверхности не может показать какие-либо узоры на поверхности ролика.
Мы можем легко предоставить данные о профиле поверхности, необходимые для ваших нужд (рис. 2).
Рисунок 2Компания American Roller and Plasma Coatings использует контактные профилометры для процессов разработки, производства и контроля качества.
Преимущества двухмерных контактных профилометров
- Принятие: Большинство мировых стандартов обработки поверхности написано для контактных профилометров
- Независимость от поверхности: контакт с поверхностью часто является преимуществом, когда валик используется в загрязненной среде. Бесконтактные методы могут в конечном итоге измерять поверхностные загрязнения, а не саму поверхность. Поскольку игла соприкасается с поверхностью, контактный метод не чувствителен к отражательной способности поверхности или цвету Разрешение
- : Радиус кончика иглы может составлять всего 20 нанометров, что значительно лучше, чем оптическое профилирование в белом свете.
 Разрешение по вертикали обычно также составляет менее нанометра
Разрешение по вертикали обычно также составляет менее нанометра - Прямая техника: моделирование не требуется
- Имеются портативные инструменты
Недостатки двухмерных контактных профилометров
- Не очень хорошо подходят для очень мягких материалов, так как игла имеет тенденцию скользить или застревать
Преимущества оптических 3D-профилометров
- Лучше всего подходит для небольших деталей и требований к 3D-сканированию. Бесконтактный профилометр не касается поверхности. Скорость сканирования определяется светом, отраженным от поверхности, и скоростью электроники сбора данных (рис. 3)
- Надежность: оптические профилометры не касаются поверхности, поэтому образец не может быть поврежден из-за износа поверхности или небрежности операторов. Многие бесконтактные профилометры являются полупроводниковыми, что значительно снижает потребность в обслуживании Разрешение
- : боковое разрешение колеблется от нескольких микрометров до субмикрометров.
