Что такое сварка дуговая: Виды дуговой сварки: особенности и преимущества
alexxlab | 19.01.2023 | 0 | Разное
Принцип действия электродуговой сварки
Главная | Сварочное оборудование | Принцип действия электродуговой сварки
Электродуговая сварка в настоящее время является одной из наиболее широко применяемых технологией в процессе сварки металлических элементов. Она при помощи электродугового разряда расплавляет кромки элементов, которые необходимо соединить. Для процесса сварки необходим источник питания с низким напряжением и сильным током, к которому подсоединяется сварочный электрод и свариваемая деталь.
Принцип действия дуговой электросварки: дуговой разряд преобразует электрическую энергию в тепловую. Температура достигает 3000–5500 градусов Цельсия, тогда газ в разряде переходит в ионизированные частицы, влияющие на присадочный металл. На характер разряда влияют используемый присадочный металл, характеристики электрической цепи и защитной среды. Напряжение дуги зависит от ее длины. Электродуговая сварка может быть ручной или выполняться с помощью сварочного оборудования. Ручная сварка с защитой зоны сварки является наиболее распространенным видом электросварки. Данная технология используется для сварки стали легированной и мягкой, нержавейки, чугуна и цветных металлов. Электрод представляет собой стержень диаметром до 1 см, который закрепляется электрододержателем. Затем, электрод прикасается к свариваемой детали и замыкает электрическую цепь. При этом происходит нагревание конца электрода. После этого электрод отводится от детали на 3–5 мм, и возникает дуговой разряд, который продолжает поддерживать ток в цепи. В непосредственной близости от дугового разряда происходит интенсивный нагрев и в месте стыка основной металл детали расплавляется. Конец электрода также начинает расплавляться, и оба металла соединяются в сварочной ванне.
Ручная сварка с защитой зоны сварки является наиболее распространенным видом электросварки. Данная технология используется для сварки стали легированной и мягкой, нержавейки, чугуна и цветных металлов. Электрод представляет собой стержень диаметром до 1 см, который закрепляется электрододержателем. Затем, электрод прикасается к свариваемой детали и замыкает электрическую цепь. При этом происходит нагревание конца электрода. После этого электрод отводится от детали на 3–5 мм, и возникает дуговой разряд, который продолжает поддерживать ток в цепи. В непосредственной близости от дугового разряда происходит интенсивный нагрев и в месте стыка основной металл детали расплавляется. Конец электрода также начинает расплавляться, и оба металла соединяются в сварочной ванне.
Важно следить за тем, чтобы размер дуги не менялся, и вести электрод таким образом, вдоль кромок стыка. В процессе прохождения электрода вдоль кромок стыка образуется сварочная ванна из расплавленного основного и электродного металлов, которая сразу же затвердевает. В результате чего образуется сварочный валик по контуру сварки. В данной технологии важным является создание плотного флюса — защитной обмазки электрода, который защищает дугу и сварочную ванну от загрязнения атмосферными газами, способствует очистке сварочного металла окислителями, повышает стабильность дугового разряда и ускоряет наплавку. При работе сварочным оборудованием можно использовать переменный или постоянный ток. Также существует сварка неплавящимся электродом из вольфрама или графита, когда расплавляется только основной или дополнительный присадочный металл, сварка косвенной дугой между двумя неплавящимися электродами и сварка трехфазной дугой, которая идет между самими электродами и между электродом и основным металлом.
В результате чего образуется сварочный валик по контуру сварки. В данной технологии важным является создание плотного флюса — защитной обмазки электрода, который защищает дугу и сварочную ванну от загрязнения атмосферными газами, способствует очистке сварочного металла окислителями, повышает стабильность дугового разряда и ускоряет наплавку. При работе сварочным оборудованием можно использовать переменный или постоянный ток. Также существует сварка неплавящимся электродом из вольфрама или графита, когда расплавляется только основной или дополнительный присадочный металл, сварка косвенной дугой между двумя неплавящимися электродами и сварка трехфазной дугой, которая идет между самими электродами и между электродом и основным металлом.
Двухфазные портативные сварочные трансформаторы. Плавная регулировка тока. Защита от перегрузки. Укомплектованы аксессуарами.
Сварка ручная дуговая — что это такое и принцип действия
Содержание
- 1 Принцип действия
- 2 Классификация и способы
- 3 Используемые электроды
- 4 Источники питания
- 5 Положение электродов во время работы
- 6 Основы безопасности при работе
- 7 Скачать ГОСТ
Прежде чем приступать к рассмотрению сущности процесса и технологических особенностей, стоит привести разъяснение терминологии.
Сварка ручная дуговая – операция сваривания металла, в качестве источника энергии выступает электрическая дуга.
Электросварка – метод сваривания металлов, который во время нагревания и расплавления предполагает использование электрической дуги, температурный диапазон может достигать 7000 °С и превосходить температурные значения оплавления любых металлов.
Дуговая сварка неплавящимся электродом – осуществляется в защитных средах инертных газов (например, в среде аргона). Один из методов дугового сваривания путем плавления, используемый при обработке алюминия, магния и его сплавов, нержавейки и иного неферромагнитного металла. Процесс работы с неплавким элементом схож с газовой автогенной сваркой. В итоге использования данного метода получаются высококачественные швы.
Механизированная сварка плавящимся электродом – одна из разновидностей дугового способа, процесс которой предполагает подачу плавящегося элемента, перемещение дуги и деталей при помощи механизмов. Во время задействования механизма, без управления оператором, она считается автоматической дуговой сваркой.
Далее разберем более подробно сущность электродуговой сварки, что это такое и технологические нюансы работы с ней.
Содержание
- Принцип действия
- Классификация и способы
- Используемые электроды
- Источники питания
- Положение электродов во время работы
- Основы безопасности при работе
- Скачать ГОСТ
Принцип действия
Электрическая энергия от сторонних источников (сварочные трансформаторы, агрегаты, преобразователи, инверторные устройства) для получения и работоспособности дуги подается к электроду и свариваемым деталям. Она может быть от источников переменного и постоянного тока.
Схема дуговой сварки предполагает следующие процедуры. Во время соприкосновения рабочей части и детали возникает сварочный ток. Воздействие повышенной температуры расплавляет кромки деталей и электродных концов. Образуется, как ее называют, сварочная ванна, находящаяся определенное время в расплавленном состоянии. В ней металл детали и электрода смешиваются, а с помощью шлака образуется защитная поверхность. После застывания получаются соединения сварные.
После застывания получаются соединения сварные.
Процедура может реализовываться плавящимся и неплавящимся элементом. В случае использования плавящегося, сварной шов формируется за счет расплавления непосредственно электрода. Применение неплавящегося расплавляется присадочная проволока, которая подводится к точке сваривания.
Электрод является стержнем, имеющим диаметр до 1 сантиметра, закрепляемый в держателе. При его прикосновении к металлу замыкается электрическая цепь. После этого его конец начинает нагреваться. Затем после отведения на расстояние до 5 мм появляются дуговые разряды, продолжающие поддерживать наличие тока в цепи. В месте размещения дуговых разрядов осуществляется активное нагревание и деталь начинает плавиться.
Для осуществления процесса требуется наличие источника питания, имеющего низкое напряжение и высокий уровень тока.
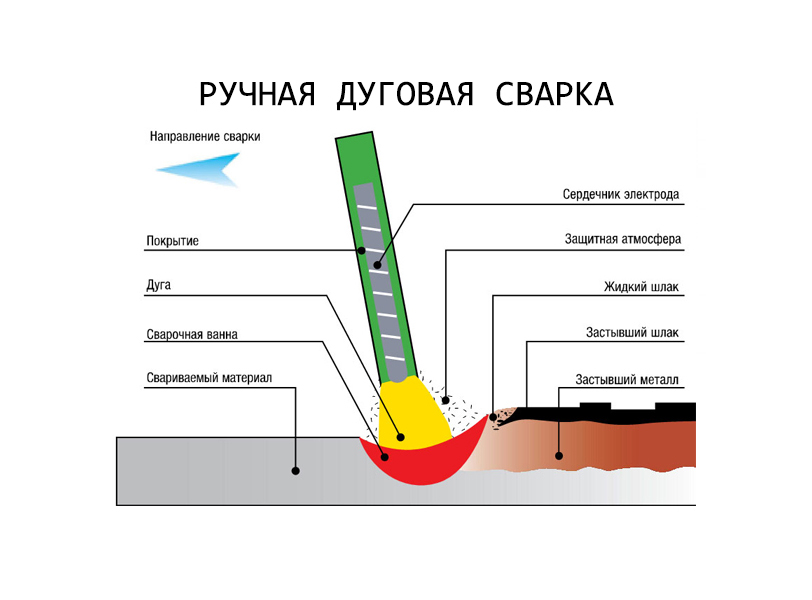
Ручная дуговая сварка. 1 — электродное покрытие, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шовКлассификация и способы
Классифицировать виды ручной дуговой сварки можно по различным признакам: механизация, вид тока, полярность, применяемые рабочие части и т.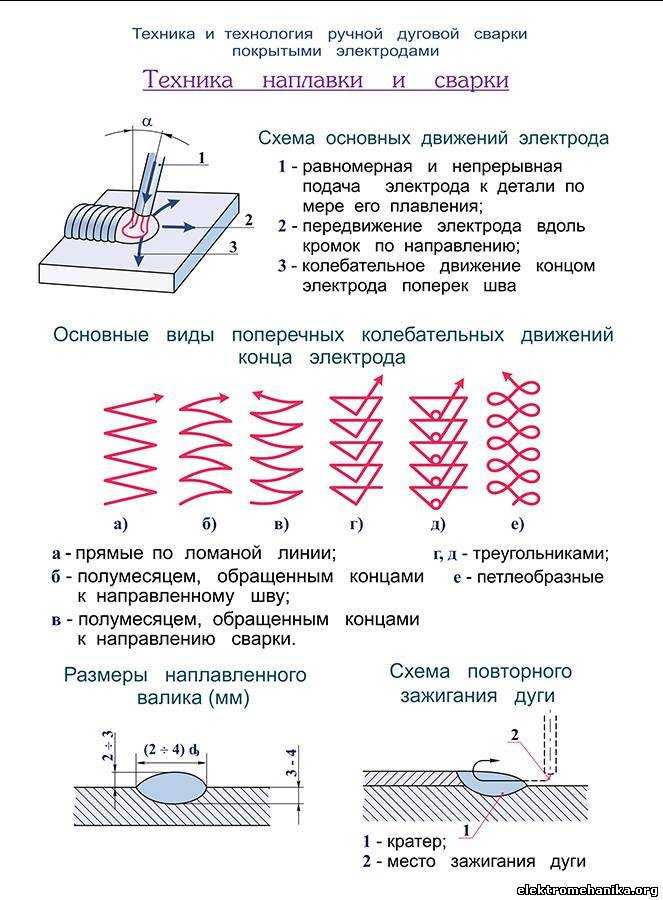 п. Подробнее далее.
п. Подробнее далее.
Можно выделить следующие способы дуговой сварки:
- Ручная дуговая. Предполагает использование только ручной работы человека без применения механизмов;
- Механизированная. Схема ручной дуговой сварки этого типа предполагает осуществление механизации процедуры подачи проволоки к точке сваривания, а части процессов руками человека;
- Автоматическая. Предполагается полная механизация процессов создания дуги, регулировки ее длин, перемещений. Является наиболее стабильным методом сварки.
Выбор будет зависеть от способов зажигания, поддерживания сварочной дуги, операций и способов движения электродов, окончания процессов.
Существуют также способы ручной дуговой сварки следующего типа:
- Пучком. Принцип основывается на связывании в пучок нескольких электродов, сваривании их торцов и установке в держателе. Из-за поочередного горения каждого стержня их нагрев при определенном токе будет меньше в сравнении с использованием одиночного электрода.
 Это позволяет применять больший диапазон токов и повышать производительность.
Это позволяет применять больший диапазон токов и повышать производительность. - Сварка лежачим электродом. Данный способ сварки электродуговой предполагает укладку длиной 500-1200 мм с обмазкой в разделанный стык или угол. На него накладывается брус из меди, имеющий продольную канавку. Заготовка и электрод подключаются к источнику тока. Угольный стержень поджигает дугу, уходящую под брусок. Она перемещается по стыку, плавя рабочий элемент и сваривая кромку. Получается шов. Оптимальным метод является в труднодоступном месте или значительном горизонтальном расстоянии под сварку.
- Сварка наклонным. Еще один метод увеличения производительности. Электрод закрепляется в зажиме, имеющем обойму, перемещающуюся под своей массой по стойке. Когда зажигается дуга и он начинает оплавляться, то обойма будет опускаться вниз. Электрод будет изменять свое положение при сохранении постоянного угла наклона к поверхности детали.
 Это позволяет применять больший диапазон токов и повышать производительность.
Это позволяет применять больший диапазон токов и повышать производительность.Исходя из типа используемого тока выделяют следующую сварку дуговую:
- Прямой полярности постоянного тока. Минус находится на электроде;
- Обратной полярности. На электроде находится плюсовой контакт;
- Использование переменного тока.
 Минус находится на электроде;
Минус находится на электроде;Тип дуги определяет следующие различия:
- Прямого действия. Определяется как зависимая дуга;
- Косвенного действия – независимая.
Первый метод предполагает использование дуги меж электродами и свариваемыми элементами, являющимися элементом цепи. Второй – розжиг дуги происходит меж 2 электродов.
Исходя из применяемых рабочих элементов, выделяются:
- Дуговая сварка плавящимся электродом;
- Применение неплавящегося элемента – угольный, графитовый, вольфрамовый.
Применение плавящегося варианта – наиболее распространенный способ. Может проводиться с применением одного или нескольких электродов. Исходя из этого Ручная электродуговая сварка может быть разделена на, использующую один, два или многоэлектродную, которая применяется в целях повышения скорости и качества работы.
Исходя из длин свариваемых стыков, а также толщин свариваемых заготовок можно выделить методы создания швов:
- Короткий – до 250 миллиметров;
- Средний – длиной 250-1000. Выполняется путем прохода от середин заготовки к ее краям ступенчатыми переходами;
- Длинный. Применяется обратноступенчатый способ, переходы аналогичны предыдущему методу.
 Выполняется путем прохода от середин заготовки к ее краям ступенчатыми переходами;
Выполняется путем прохода от середин заготовки к ее краям ступенчатыми переходами;Используемые электроды
В электродуговой сварке может применяться плавящийся и неплавящийся электрод. Они изготавливаются из проволоки с защитным покрытием.
Процесс выбора электрода будет зависеть от многих нюансов, включая присадочные материалы, положения, необходимых характеристик сварных швов. Выбор покрытия определяет процесс устойчивости сварочной дуги, обеспечение защиты зоны ее действия от влияния химических веществ, содержащихся в окружающей среде. Для предотвращения загрязнения в покрытия может вводиться раскислитель. Он необходим для очистки швов, обеспечивает стабильное поддержание дуги, добавляет легирующих элементов, которые улучшают конечное качество швов.
Металл в электродах используется аналогичный свариваемому основному. Периодически внедряют отличный, который может влиять на характеристики получаемых сварных швов. К примеру, из нержавейки может использоваться для сваривания заготовок из стали с повышенным содержанием углерода, а также соединения нержавейки с подобной сталью.
Периодически внедряют отличный, который может влиять на характеристики получаемых сварных швов. К примеру, из нержавейки может использоваться для сваривания заготовок из стали с повышенным содержанием углерода, а также соединения нержавейки с подобной сталью.
В составе могут находиться различные вещества: рутил, фториды, целлюлозные компоненты и т.п. К примеру, для рутиловых характерна простота применения и эстетический внешний вид швов. Однако они отличаются повышенной хрупкостью, т.к. содержат много водорода. Для инструмента с фторидом кальция характерна гигроскопичность из-за чего необходимо хранить без влияния влаги. Из них получаются прочные сварные соединения, но довольно грубые.
По международным стандартам используются следующие обозначения электродов для дуговой сварки:
- A – кислые; RА – рутилово-кислые;
- B – основные; RВ –рутилосновные;
- С – целлюлозные; RС – рутилцеллюлозные;
- R — рутиловые; RR – рутиловые толстые;
- S – другие типы.

По российским стандартам для электродов, предназначенных для сваривания углеродистой, низколегированной, легированной с высокой прочностью стали маркировка наносится следующая:
- Э – электроды для ручного использования и наплавления;
- Следующее цифровое обозначение определяет уровень прочности во время растяжения;
- Наличие индекса A свидетельствует о том, что швы обладают повышенными пластичными свойствами и ударной вязкостью.
Источники питания
В качестве источника могут применяться трансформаторы, имеющие низкое выходное напряжение и высокий ток до нескольких сот ампер. Во время использования постоянного тока применяется выпрямитель, преобразующий переменную составляющую в постоянную. Могут применяться разнообразные виды, включая инверторы, которые обладают меньшим весом и габаритами. Они используют принцип высокочастотного преобразования напряжения.
Сила тока может меняться различными методами: изменением количества витков на катушках или расстояний меж вторичными и первичными катушками.
Положение электродов во время работы
Расположение рабочей части будет зависеть от положений швов. Можно выделить следующее размещение: нижние швы, вертикальные, горизонтальные на вертикальных плоскостях, потолочные. Вертикальные швы могут создаваться в любом направлении как снизу вверх, так и наоборот.
Сущность процесса и основные направления движения во время работы можно изучить на изображении.
Основы безопасности при работе
Изучая основы дуговой сварки нельзя не упомянуть о том, что она является одной из наиболее опасных и способных причинить значительный вред здоровью сварщика. Основной опасностью является присутствие очень яркого света. Он может нанести ожоги. Если этого не удалось избежать, то рекомендуем изучить статью о том, что делать если произошел ожог от сварки. Помимо этого световой диапазон способен наносить ущерб и коже. Поэтому помимо защитной маски необходимо применять защитную одежду с перчатками. Техника безопасности при электродуговой сварке также предполагает то, что нужно учитывать следующие моменты:
- Помимо света происходит разброс раскаленного металла в виде окалины. Чтобы избежать ожога от них необходимо одеваться в плотную одежду и обувь, способную защитить от раскаленных частиц. Это можно отнести и к работе над головой. Необходимо иметь защитных головной убор, рукава плотно застегнуть, а на кисти рук надеть перчатки.
- При отсутствии спецодежды для сварщика рекомендуется использовать элементы одежды из хлопчатобумажной ткани, т.к. она имеет большую стойкость к возгоранию нежели синтетика.
- Сварочные мероприятия должны выполняться в качественно проветриваемых помещениях/улице, т.к. при электрической сварке выделяется значительное количество вредных паров и газов. Надышавшись ими можно получить отравление.
- Перед началом работ необходимо подготовить воду или огнетушитель, чтобы в случае пожара из-за разлетающейся окалины было чем тушить. Нужно учесть, что в непосредственной близости возле места сварочных работ не должно быть взрывоопасных и пожароопасных материалов.
- Нельзя допускать контактов токоведущей части оборудования с жидкостью. В противном случае можно получить поражение электрическим током.
- По завершении работ на поверхности образуется шлак. Его необходимо удалять с помощью молотка. При ударе он может разлетаться на значительные расстояния. Поэтому обязательно нужно использовать защитные очки или маску.
 Чтобы избежать ожога от них необходимо одеваться в плотную одежду и обувь, способную защитить от раскаленных частиц. Это можно отнести и к работе над головой. Необходимо иметь защитных головной убор, рукава плотно застегнуть, а на кисти рук надеть перчатки.
Чтобы избежать ожога от них необходимо одеваться в плотную одежду и обувь, способную защитить от раскаленных частиц. Это можно отнести и к работе над головой. Необходимо иметь защитных головной убор, рукава плотно застегнуть, а на кисти рук надеть перчатки.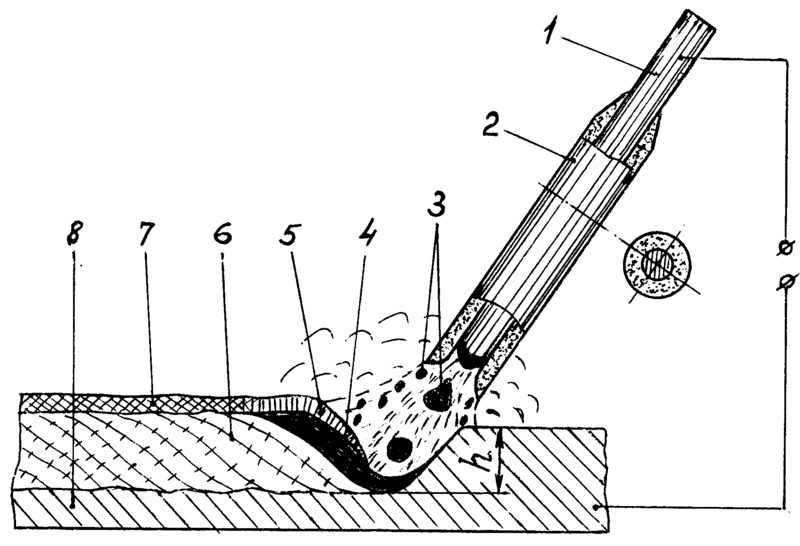 В противном случае можно получить поражение электрическим током.
В противном случае можно получить поражение электрическим током.Техникой безопасности при ручной дуговой сварке ни в коем случае нельзя пренебрегать. В противном случае можно получить серьезные травмы.
Скачать ГОСТ
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Что такое дуговая сварка? – Что тебе нужно знать!
Последнее обновление
Дуговая сварка — это цикл сварки, используемый для соединения металла с металлом с использованием энергии для получения достаточного количества тепла для растворения металла и расплавленных металлов, когда в результате охлаждается металл. . Это разновидность сварки, при которой используется сварочный источник питания, чтобы сделать электрический изгиб между металлической палочкой («терминал») и основным материалом, чтобы смягчить металлы для контакта. Сварочные аппараты круглого сегмента могут использовать постоянный (постоянный) или обменный (переменный) ток, а также плавящиеся или неплавящиеся катоды.
. Это разновидность сварки, при которой используется сварочный источник питания, чтобы сделать электрический изгиб между металлической палочкой («терминал») и основным материалом, чтобы смягчить металлы для контакта. Сварочные аппараты круглого сегмента могут использовать постоянный (постоянный) или обменный (переменный) ток, а также плавящиеся или неплавящиеся катоды.
Зона сварки обычно защищена защитным газом, дымом или шлаком. Циклы сварки круглых сегментов могут быть ручными, самозагрузочными или полностью компьютеризированными. Впервые созданная в конце девятнадцатого века сварка изгибом оказалась экономически значимой в судостроении во время Второй мировой войны. Сегодня это остается существенным циклом для создания стальных конструкций и транспортных средств.
Как это работает?
Дуговая сварка представляет собой комбинированную сварку, используемую для соединения металлов. Электрическая кривая от источника питания переменного или постоянного тока создает экстремальное тепло около 6500 ° F, что размягчает металл на стыке между двумя заготовками. Угол может быть либо физически, либо точно направлен по линии стыка. Одновременно катод передает ток или характеристики тока и одновременно плавится в сварочную ванну, чтобы подавать присадочный металл к соединению.
Угол может быть либо физически, либо точно направлен по линии стыка. Одновременно катод передает ток или характеристики тока и одновременно плавится в сварочную ванну, чтобы подавать присадочный металл к соединению.
Поскольку металлы синтетически реагируют на кислород и азот, заметные во всем мире при нагревании до высоких температур изгибом, используется защитный защитный газ или шлак, чтобы ограничить контакт жидкого металла с воздухом. При охлаждении жидкие металлы образуют металлургическую связь.
Авторы и права: samjok5, Pixabay
Различные типы дуговой сварки
Этот цикл можно разделить на два различных вида; Стратегии расходуемого и нерасходуемого катода.
Методы с плавящимся электродомСварка металлов в среде инертного газа (MIG) и сварка металлов в среде активного газа (MAG)
Также называемая дуговой сваркой в среде защитного газа (GMAW), в ней используется защитный газ для защиты основных металлов от загрязнения.
Также называемая ручной дуговой сваркой металла с изгибом (MMA или MMAW), дуговая сварка в среде защитного газа или сварка стержнем происходит в том случае, когда изгиб проходит между металлическим стержнем (терминальный переход закрыт) и заготовкой. ; и стержень, и поверхность заготовки растворяются, образуя сварочную ванну. Синхронное размягчение деформационного покрытия на опоре образует газ и шлак, которые экранируют сварочную ванну от окружающей среды. Это гибкий цикл, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка флюсовой проволокой (FCAW) Изготовленная в качестве опции, в отличие от SMAW, дуговая сварка FCAW использует расходуемый анод с порошковой проволокой и постоянный источник питания, который обеспечивает контролируемую длину изгиба. В этом цикле используется либо защитный газ, либо просто газ, создаваемый движением, чтобы обеспечить защиту от загрязнения.
Регулярно используемый цикл непрерывно заботится о плавящемся катоде и оболочке плавкого движения, которая становится проводящей в жидком состоянии, обеспечивая путь тока между деталью и анодом. Движение также предотвращает брызги и начинается, подавляя пар и яркое излучение. Подробнее о сварке под флюсом вы можете узнать здесь.
Электрошлаковая сварка (ЭШС) Вертикальный цикл используется для сварки толстых листов (более 25 мм) за один проход. ESW зависит от электрического изгиба, который начинается до того, как переходное расширение зальет круговой сегмент. Движение разжижается по мере того, как расходные материалы для проволоки попадают в бассейн с жидкостью, образуя жидкий шлак поверх коллекции. Тепло для растворения кромок проволоки и пластин производится за счет защиты жидкого шлака от электрического проходного сечения. Две медные колодки с водяным охлаждением следуют за циклическим движением и предотвращают вытекание жидкого шлака.
Как и сварка проблеском, SW соединяет гайку или зажим, как правило, с ребром с заглушками, которые растворяются для соединения, с другой металлической деталью.
Авторы и права: schaevitz, Pixabay
Методы неплавящегося электрода
Сварка вольфрамовым электродом в среде инертного газа (TIG)Дуговая сварка вольфрамовым электродом в газовой среде (GTAW) использует нерасходуемый вольфрамовый анод для создания кривой и холостой газ для защиты сварного шва и жидкой ванны от загрязнения воздухом.
Плазменно-дуговая сварка (PAW) Как и TIG, PAW использует электрический изгиб между неплавящимся катодом и анодом, установленным внутри корпуса фонаря. Круглый электрический сегмент используется для ионизации газа по утрам и получения плазмы, которая затем проталкивается через тонкое отверстие в аноде и достигает опорной пластины. По этим линиям происходит изоляция плазмы от защитного газа.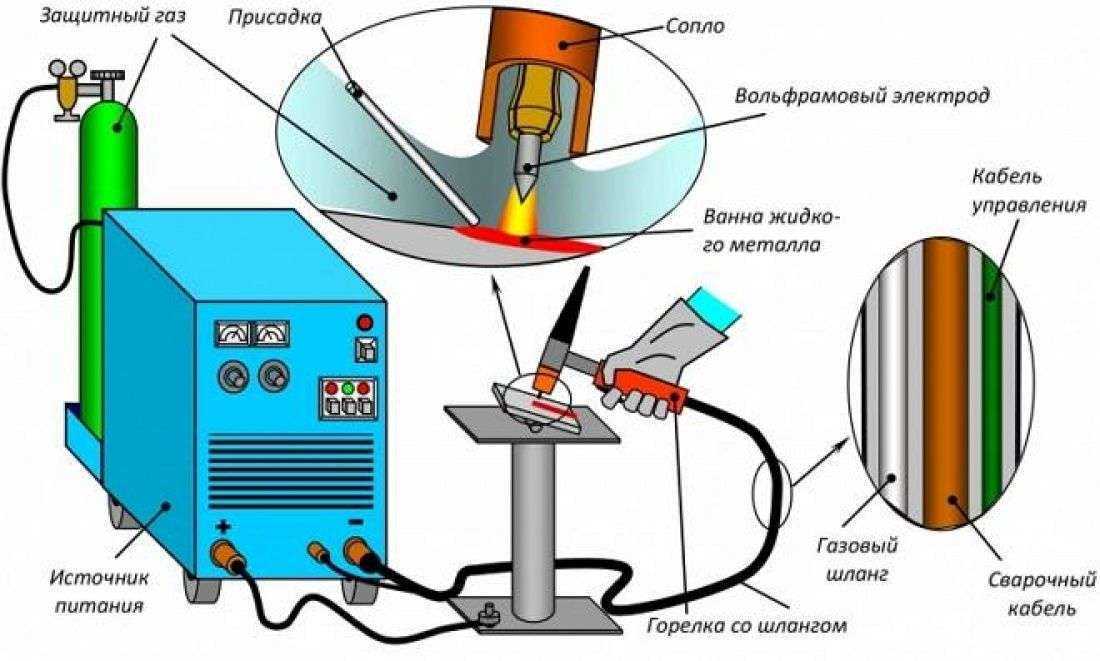
- См. также: Что такое орбитальная сварка и как она работает?
Использование дуговой сварки:
СудостроениеАвторы и права: larsen9236, Pixabay
Инновации в области сварки имеют важное значение в судостроении для получения гладких поверхностей конструкции, уменьшения сопротивления тела и потребности в силе. Три наиболее распространенных вида сварки, используемых в судостроении: Дуговая сварка — образует замкнутую цепь между металлической клеммой и источником электропитания.
Автомобильные предприятияАвторы и права: DokaRyan, Pixabay
Чтобы объединить металлы, электрическая кривая смягчается путем пропускания через нее электрического потока. Катод регулярно присыпается движением. Чтобы предотвратить любые шансы окисления, внутри стержня содержится металлический наполнитель, а снаружи в переходе используется ткань.
Предприятия по развитиюАвторы и права: Bru-nO, Pixabay
В прошлом сварка была необычным методом ремонта поврежденных машин или сломанных устройств. Сварка с переходной проволокой также часто используется при разработке, а дуговая сварка защищенного металла является запутанным, но экономически выгодным выбором. Плазменная криволинейная сварка превосходно подходит для проектов с точечной точностью.
Сварка с переходной проволокой также часто используется при разработке, а дуговая сварка защищенного металла является запутанным, но экономически выгодным выбором. Плазменная криволинейная сварка превосходно подходит для проектов с точечной точностью.
Преимущества дуговой сварки
Существуют различные предпочтения для использования дуговой сварки в отличие от множества различных способов:
- Стоимость – оборудование для дуговой сварки очень дорогое и умеренное, и в любом случае цикл требует меньше оборудования. в связи с отсутствием газа.
- Транспортабельность – эти материалы совсем не трудно перемещать.
- Справляется с грязным металлом.
- Защитный газ не обязателен — циклы могут завершаться во время ветра или ливня, а рассеивание, несомненно, не представляет серьезной проблемы.
Недостатки дуговой сварки
Есть несколько причин, по которым некоторые люди обращаются к другим вариантам дуговой сварки для определенных видов работ.
К этим недостаткам можно отнести:
- Более низкая производительность – при сварке круглых сегментов образуется больше отходов, чем при сварке многих других видов, что время от времени может увеличивать стоимость проекта.
- Высокий уровень способностей – администраторы проектов дуговой сварки нуждаются в повышенном уровне способностей и подготовки, а не все эксперты обладают этим.
- Тонкие материалы – для некоторых тонких металлов трудно использовать круговую сегментную сварку.
Часто задаваемые вопросы [FAQ]
Авторы и права: HNewberry, Pixabay
Что такое сварка электродом? Дуговая сварка защитным металлом, также известная как Дуговая сварка защитным металлом, обычно называемая стержнем, представляет собой цикл сварки, в котором используется катод (сварочный стержень) для передачи электрического потока и получения большей части металла сварного шва. Клемма состоит из центрального провода, покрытого переходом. Круговой электрический сегмент создается через отверстие, когда возбужденная цепь и наконечник катода контактируют с заготовкой и удаляются, но все еще находятся в тесном контакте, создавая температуру около 6500 ° F. Это тепло разжижает как основной металл, так и катод, образующий сварной шов. Во время этого цикла жидкий металл защищен от оксидов и нитридов в воздухе парообразным экраном, создаваемым разрушением переходной оболочки. Катод обеспечивает шлаковое покрытие на завершенном сварном шве.
Круговой электрический сегмент создается через отверстие, когда возбужденная цепь и наконечник катода контактируют с заготовкой и удаляются, но все еще находятся в тесном контакте, создавая температуру около 6500 ° F. Это тепло разжижает как основной металл, так и катод, образующий сварной шов. Во время этого цикла жидкий металл защищен от оксидов и нитридов в воздухе парообразным экраном, создаваемым разрушением переходной оболочки. Катод обеспечивает шлаковое покрытие на завершенном сварном шве.
Общее применение: Монтаж металлоконструкций, ремонт тяжелого оборудования, строительство, сварка трубопроводов.
Что такое сварка TIG? Газовая вольфрамовая дуговая сварка Газовая вольфрамовая дуговая сварка, обычно называемая TIG или Heliarc, представляет собой цикл сварки, в котором используется неплавящийся вольфрамовый анод для нагрева основного металла и образования жидкой сварочной ванны. Автогенный сварной шов (без присадочного металла) может быть выполнен путем размягчения двух кусков металла вместе. В ванну с жидкостью можно добавить внешний присадочный стержень, чтобы сделать точку сварки и улучшить механические свойства. Подобно циклу GMAW, жидкая сварочная ванна должна быть защищена внешним источником газа. Наиболее часто используемым защитным газом является аргон. Однако комбинации аргона и гелия можно использовать для значительного алюминия. GTAW можно использовать для сварки большинства композитов.
В ванну с жидкостью можно добавить внешний присадочный стержень, чтобы сделать точку сварки и улучшить механические свойства. Подобно циклу GMAW, жидкая сварочная ванна должна быть защищена внешним источником газа. Наиболее часто используемым защитным газом является аргон. Однако комбинации аргона и гелия можно использовать для значительного алюминия. GTAW можно использовать для сварки большинства композитов.
Общее применение: Аэрокосмическая сварка, трубные конструкции, транспортные средства, крейсеры или велосипеды.
Что такое сварка MIG? Газовая дуговая сварка металлическим электродом Дуговая сварка металлическим газом, обычно называемая сваркой MIG, представляет собой цикл, в котором постоянно используется надежный проволочный анод через сварочное «огнестрельное оружие». Администратор нажимает на спусковой крючок сварочного пистолета, который обслуживает расходуемый катод. Электрические круглые сегменты между катодом и основным материалом нагревают основной материал, заставляя его размягчаться и соединяться. Жидкий металл сварного шва защищен от оксидов и нитридов в климате дистанционно подаваемым защитным газом. Наиболее часто используемым газом является двуокись углерода или комбинация аргона и двуокиси углерода. Цикл GMAW можно использовать для сварки самых разных материалов, включая углеродистую сталь, обработанную сталь, магний, никель, медь, кремнистую бронзу и алюминий.
Жидкий металл сварного шва защищен от оксидов и нитридов в климате дистанционно подаваемым защитным газом. Наиболее часто используемым газом является двуокись углерода или комбинация аргона и двуокиси углерода. Цикл GMAW можно использовать для сварки самых разных материалов, включая углеродистую сталь, обработанную сталь, магний, никель, медь, кремнистую бронзу и алюминий.
Общее применение: Мелкое и крупное производство, кузова автомобилей, производство
Что такое дуговая сварка? Дуговая сварка с переходной сердцевиной. Дуговая сварка с переходной сердцевиной представляет собой цикл сварки, аналогичный GMAW. Он использует постоянно заботящийся о катоде; однако в нем используется цилиндрическая проволока, нагруженная движением, а не прочная проволока. Существует два вида порошковой проволоки для перемещения: самозащитная и с двойным экраном. Самозащита используется без направляющей внешней газовой защиты и использует переход для защиты жидкой сварочной ванны.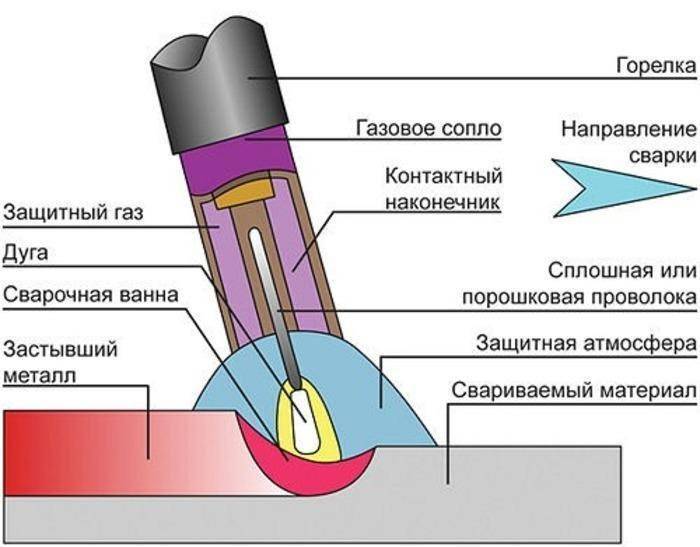 Двойная защита использует изменение и внешний защитный газ для защиты жидкой сварочной ванны. Обычными защитными газами являются двуокись углерода и смеси аргона и двуокиси углерода. Провода с самозащитой идеально подходят для использования на открытом воздухе, даже в ветреную погоду. Две проволоки образуют шлаковое покрытие на законченном сварном шве.
Двойная защита использует изменение и внешний защитный газ для защиты жидкой сварочной ванны. Обычными защитными газами являются двуокись углерода и смеси аргона и двуокиси углерода. Провода с самозащитой идеально подходят для использования на открытом воздухе, даже в ветреную погоду. Две проволоки образуют шлаковое покрытие на законченном сварном шве.
Среднее использование: Толстые материалы, монтаж металлоконструкций, строительство или ремонт тяжелого оборудования
Что такое плазменная резка? Плазменная резка — это цикл, при котором разрезаются электропроводящие материалы с помощью ускоренного потока горячей плазмы. Обычные материалы, разрезаемые плазменным светом, включают сталь, алюминий, металл и медь, хотя другие проводящие металлы могут быть пропущены. Плазменная резка регулярно используется в производственных цехах, при ремонте и утилизации автомобилей, в механических разработках, спасательных операциях и при отбраковке. Поскольку быстрота и точность уменьшаются при низких затратах, плазменная резка ценится широко и широко используется в огромных механических приложениях с ЧПУ.
Поскольку быстрота и точность уменьшаются при низких затратах, плазменная резка ценится широко и широко используется в огромных механических приложениях с ЧПУ.
Заключение
В заключение следует отметить, что современная механизация сварки гарантирует более высокую эффективность, качество, производительность и чистоту. Сварочные меры улучшили многие области, а их предпочтения сделали сварку / производство развивающейся отраслью; особенно дуговая сварка. В любом случае рекомендации по качеству и безопасности должны соблюдаться постоянно, неразрывно с регулярной поддержкой. Механическая сварка становится все более популярной, и, поскольку это особый цикл, требования к выдающимся современным сварочным фирмам никогда не были выше. Если вам нужна современная сварка, в этот момент свяжитесь с ближайшим сварщиком / изготовителем сегодня для получения дополнительных данных.
Авторы избранных изображений: igorovsyannykov, Pixabay
- Как это работает?
- Различные типы дуговой сварки
- Методы плавящимся электродом
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка под флюсом (SAW) 9007 Дуговая сварка под флюсом (ESW)
- Электрошлаковая сварка Сварка шпилек (SW)
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
- Плазменная дуговая сварка (PAW)
- Shipbuilding
- Car Ventures
- Development Ventures

- Что такое электродуговая сварка? Дуговая сварка экранированного металла
- Что такое сварка TIG? Газовая вольфрамовая дуговая сварка
- Что такое сварка MIG? Также известная как дуговая сварка металлическим газом
- Что такое дуговая сварка? Дуговая сварка с переходной сердцевиной.
- Что такое плазменная резка?
13 самых важных советов по безопасности при дуговой сварке
Безопасность всегда должна быть вашим главным соображением, прежде чем вы начнете сварку любого стиля, и дуговая сварка не является исключением. Мы рассмотрим 13 наиболее важных советов по безопасности при дуговой сварке, чтобы убедиться, что вы получаете удовольствие от работы со своим аппаратом для дуговой сварки. Поговорим сначала о том, что делает дуговая сварка дуговой сваркой.
Что такое дуговая сварка?
Дуговая сварка — это процесс, используемый для соединения двух металлов с помощью электричества. Электричество используется, потому что оно создает много тепла, расплавляя металлы и позволяя им соединяться вместе после того, как они остынут.
Электричество используется, потому что оно создает много тепла, расплавляя металлы и позволяя им соединяться вместе после того, как они остынут.
Одним из наиболее распространенных видов дуговой сварки является дуговая сварка в среде защитного металла (SMAW) или сварка электродом. Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем».
Вот несколько советов по безопасности, которые следует учитывать во время сварочного процесса:
- Всегда следуйте инструкциям производителя.
- Ознакомьтесь с федеральными, государственными и местными нормами, касающимися сварки.
- Убедитесь, что вы используете правильный сварочный аппарат. Он должен иметь одобрение печатью соответствующих организаций. Поскольку мы находимся в США, подходящей организацией была бы Национальная ассоциация производителей электротехники (NEMA).
- Убедитесь, что сварочный аппарат установлен правильно.
- Не перегружайте сварочный аппарат. Чрезмерное использование сварочного аппарата приводит к его перегреву и, таким образом, неисправности или пожару. Постоянное техническое обслуживание также должно обеспечивать правильную работу всех частей сварочного аппарата и отсутствие износа или износа кабелей.
- Как упоминалось ранее, плазменная дуговая сварка производит много тепла, а это означает, что для этого используется большое напряжение. Следовательно, вам необходимо убедиться, что ваша электрическая розетка может поддерживать такое количество напряжения. Невыполнение этого требования означало бы отказ машины, пожар и проблемы с государством по установленным законам.
- Сварочные работы всегда должны выполняться в хорошо проветриваемом помещении. Некоторые свариваемые материалы выделяют токсичные пары, которые вредны не только для сварщика, но и для окружающих. Примерами таких материалов являются стержневые флюсы и другие материалы, содержащие элементы цинка, кадмия и ртути. Также без надлежащей вентиляции человек, сваривающий, может рухнуть, и такое происшествие может привести к летальному исходу.
- Помещение, в котором производится сварка, должно быть пожаробезопасным. Первый способ сделать это – внести структурные и дизайнерские изменения в область. Эти изменения включают в себя такие вещи, как совершенствование техники дуговой сварки и обеспечение того, чтобы пол был бетонным, чтобы избежать искрения, и использование огнестойких штор. Когда такие изменения произвести невозможно, то горючие материалы крайне целесообразно убрать от места сварки.
- Не допускайте контакта электрода для плазменной дуговой сварки с каким-либо цилиндром из-за высокой вероятности взрыва. Убедитесь, что все цилиндры надежно закреплены в вертикальном положении.
- Лицо, выполняющее сварку, всегда должно иметь при себе соответствующее защитное снаряжение.
- Избегайте курения сигарет в зоне проведения сварочных работ.
- В случае поломки сварочного аппарата ремонт или техническое обслуживание выполняйте после остановки двигателя.
 Также без надлежащей вентиляции человек, сваривающий, может рухнуть, и такое происшествие может привести к летальному исходу.
Также без надлежащей вентиляции человек, сваривающий, может рухнуть, и такое происшествие может привести к летальному исходу.