Что такое технологические процессы: Технологический процесс | это… Что такое Технологический процесс?
alexxlab | 22.01.2023 | 0 | Разное
Технологические процессы
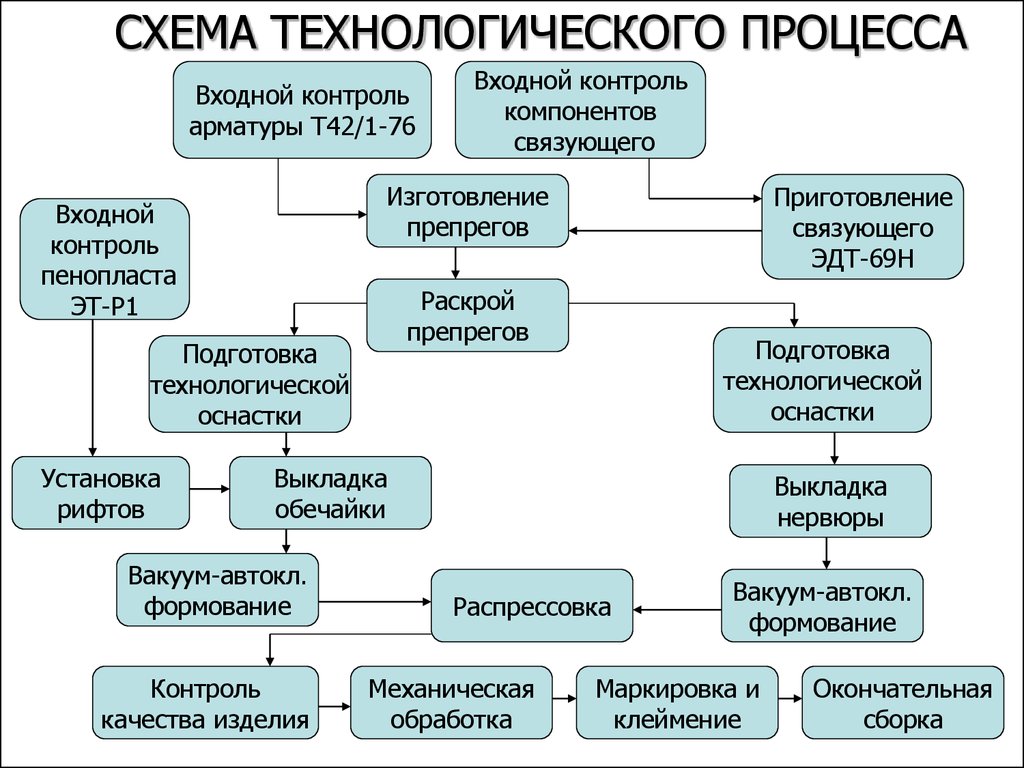
Каждое производство состоит из последовательных целенаправленных действий, которые носят название «технологические процессы». Любой этап производственного процесса можно назвать технологическим элементом или операцией.
Что такое технологический процесс?
Технологический процесс – это часть процесса производства чего-либо на определенном этапе изменения и усовершенствования данного изделия либо заготовки. Этапы изготовления продукта могут, в свою очередь, также подразделяться на отдельные ступени деятельности. Как правило, единичные технологические процессы характеризуются их выполнением одним работником на отдельном рабочем месте. Из таких звеньев или операций поэтапного изготовления изделия и собирается полный производственный изготовительный цикл. Между операциями деталь проходит промежуточные переходы, являющиеся вместе с технологическим этапом законченной частью производственного процесса. Ступень производства считается отдельно выделенной еще по признаку применяемых орудий труда и средств оснащения данного технологического цикла. Они должны быть неизменными. Это могут быть изменение размеров либо формы заготовки, соединение нескольких деталей, изменение структуры исходного вещества, свойств материалов, перемещения заготовки.
Они должны быть неизменными. Это могут быть изменение размеров либо формы заготовки, соединение нескольких деталей, изменение структуры исходного вещества, свойств материалов, перемещения заготовки.
Технологические процессы, исходя из ГОСТ 3.1109—82, можно разделить на несколько категорий:
- Типовые.
- Перспективные.
- Маршрутные.
- Операционные.
- Маршрутно-операционные.
- Временные.
- Стандартные.
- Проектные.
- Рабочие.
- Единичные.
Разработка технологического процесса
Процессы разрабатываются на начальном этапе производства. Для этого изготавливаются чертежи будущего изделия и отдельных деталей. Это – проектный процесс.
Затем определяется последовательность поэтапного выполнения технологических операций (маршрутно-операционный процесс). Например, если нам нужно произвести механическую обработку заготовки, то, чтобы добиться наиболее полной рациональности, разрабатывается план обработки. В нем указывается последовательность обработки поверхностей, точность, взаимное расположение частей и способы. Затем начинается рабочий процесс. Его можно разбить на отдельные технологические операции.
В нем указывается последовательность обработки поверхностей, точность, взаимное расположение частей и способы. Затем начинается рабочий процесс. Его можно разбить на отдельные технологические операции.
Например, на первом этапе изготавливаются с помощью литья, ковки, штамповки или прокатки отдельные элементы. Затем они обрабатываются на станках по резке металла. В итоге на выходе получаются детали с определенной формой и размерами согласно чертежам. На следующем этапе производства идет сборка элементов, механизмов и узлов. Наконец, производится операция по сборке всего изделия. Следующими действиями будут технологические процессы по его испытанию и подгонке, далее – по отделке и покраске продукта. Все поэтапно выполняемые операции после своего завершения проходят контроль над качеством и соблюдением технических норм.
Разработка технологического процесса предусматривает три его вида.
- Единичный процесс, подразумевающий изготовление одноименных типовых изделий.

- Типовой процесс, применяющийся при производстве группы деталей с одинаковыми технологическими и конструктивными особенностями.
- Групповой процесс, использующийся при изготовлении продукта с разными конструктивными особенностями, но с общими технологическими возможностями.

Проектирование производственных технологических процессов делается для того, чтобы обеспечить более качественное изготовление будущего изделия. Технологические операции должны быть направлены на повышение производительности труда и качества продукта, а также снижение себестоимости, расширение механизации и автоматизации производственных этапов и улучшение условий труда. Изготовление или ремонт изделия должны быть безопасными для рабочих.
Виды технологических процессов 2021 new — Вика Николаева на DTF
Технологические процессы по уровню обобщения делятся на два вида: единичный и типовой.
213 просмотров
Единичный технологический процесс применим только для изготовления одного конкретного изделия, а типовой технологический процесс — для изготовления группы схожих изделий.
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
К преимуществам единичного технологического процесса относятся: с одной стороны, возможность учета всех особенностей данного изделия, а с другой стороны — наиболее эффективного изготовления изделия за счет учета конкретных производственных условий (имеющегося технологического оборудования, приспособлений, инструментальной оснастки, квалификации рабочих и т.п.).
Наряду с преимуществами единичный технологический процесс имеет и недостатки. Для его разработки требуются большие затраты времени и труда.
Затраты времени на разработку технологического процесса могут во много раз превышать затраты времени на его осуществление. Если изготавливается большое число изделий, то доля затрат времени на разработку технологического процесса, приходящаяся на одно изделие, будет незначительной, но при небольшом выпуске изделий эта доля резко возрастет. В этом случае разрабатывают укрупненный технологический процесс, например создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса. Все остальное предоставляется решать непосредственно рабочему, который должен иметь соответствующую квалификацию. По мере роста объема выпускаемой продукции разработку технологического процесса проводят более подробно.
В этом случае разрабатывают укрупненный технологический процесс, например создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса. Все остальное предоставляется решать непосредственно рабочему, который должен иметь соответствующую квалификацию. По мере роста объема выпускаемой продукции разработку технологического процесса проводят более подробно.
В единичном производстве высокая продолжительность разработки технологического процесса нередко входит в противоречие с продолжительностью самого процесса. Чем тщательней и подробней разрабатывается единичный технологический процесс, тем больше времени требуется для его разработки и тем выше должна быть квалификация технолога. Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление. Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью.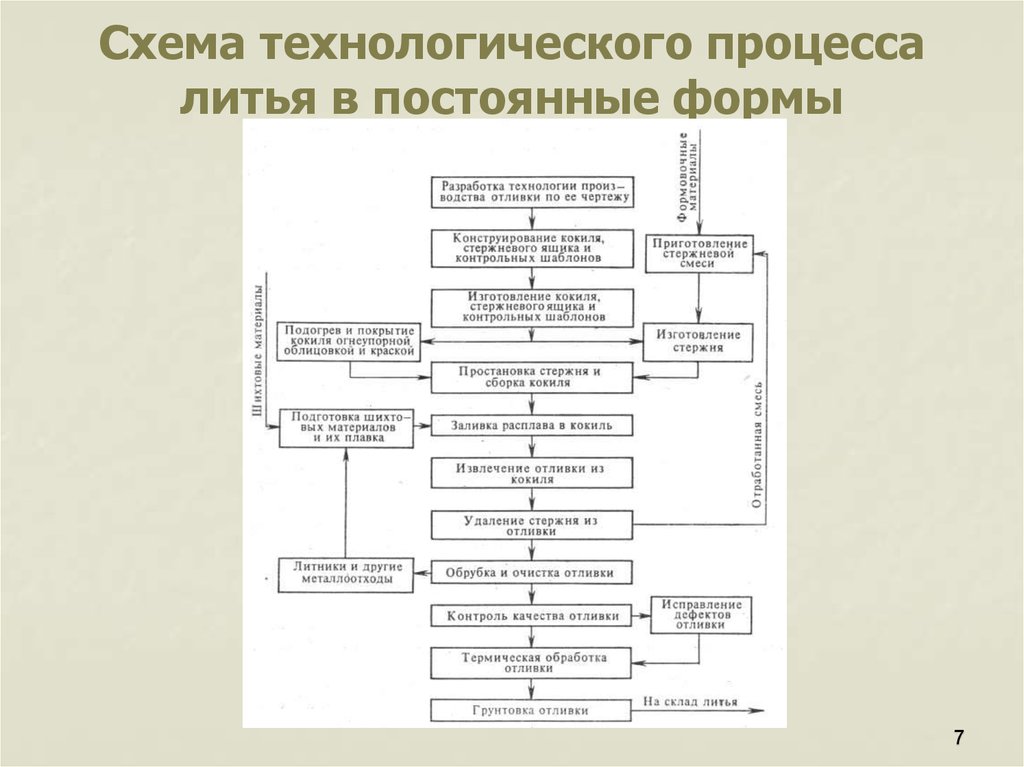 Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-про- граммиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-про- граммиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Проектирование единичного технологического процесса отличается большим числом возможных решений по каждому изделию, подлежащему изготовлению. Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико-экономическими расчетами очень ограничена.
В массовом производстве высокая трудоемкость тщательной разработки единичного технологического процесса оказывается оправданной, так как ее величина несопоставимо мала по сравнению с трудоемкостью изготовления всего объема изделий данного наименования.
Недостатки единичной технологии в массовом производстве проявляются в большой длительности технологической подготовки производства, обусловленной необходимостью создания специальных технологических средств.
Широкое применение единичной технологии в масштабе всего машиностроительного производства страны приводит к большим потерям. Дело в том, что в среднем изготавливаемые изделия состоят примерно на 70% из общемашиностроительных узлов и деталей, близких по своему конструктивному строению. Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком-либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Все перечисленные негативные стороны единичной технологии послужили причиной поиска нового вида технологии, свободной от этих недостатков. Первым шагом в этом направлении явилась разработка типовой технологии, когда в 30-е гг. XX в. проф. А.П. Соколовский [11] высказал идею типизации технологических процессов.
Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы изделий с общими конструктивными признаками.
В основе типовой технологии лежит классификация изделий на классы — подклассы — группы — подгруппы — типы. Тип представляет собой группу схожих изделий, среди которых выбирается типовой представитель, обладающий наибольшей совокупностью свойств изделий, вошедших в эту группу. На типовой представитель разрабатывается типовой технологический процесс, по которому осуществляется изготовление всех изделий этого типа. В случае отсутствия в конкретном изделии той или иной характеристики (например, какой-то поверхности) при разработке рабочего процесса соответствующая операция из типового процесса исключается.
Тем самым типовой процесс в определенной степени разрешает противоречие между большими затратами времени на разработку процесса и малыми сроками на изготовление изделия, так как затраты времени на разработку рабочего технологического процесса для изготовления конкретного изделия резко сокращаются. Разрабатывая на группу деталей, близких по своему конструктивному оформлению, один типовой процесс, можно разработать более совершенный процесс, так как на его проектирование можно затратить больше времени и средств. Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Типовые процессы позволяют избегать повторных и новых разработок при проектировании рабочих технологических процессов, вследствие чего облегчается труд технолога и сокращаются затраты времени на разработку.
Важное обстоятельство: типовой технологический процесс, приобретая универсальность, одновременно теряет черты индивидуальности. Действительно, типовой технологический процесс изготовления деталей разрабатывается под группу конструктивно схожих деталей, вошедших в один тип. По этому типовому процессу изготавливаются все детали группы, несмотря на то что они чем-то отличаются друг от друга. В этом и заключается универсальность типового технологического процесса.
По этому типовому процессу изготавливаются все детали группы, несмотря на то что они чем-то отличаются друг от друга. В этом и заключается универсальность типового технологического процесса.
Потеря индивидуальности типового процесса заключается в том, что он не учитывает отмеченные выше различия, специфику изделий, вошедших в один тип. Как известно, в каждом типе из группы деталей выбирают типовую деталь, которая отличается наиболее часто встречающимися конструктивными формами, размерами, требованиями к точности и другими показателями качества. Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип. Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).
Чем больше изделия в группе отличаются по своему конструктивному оформлению и требованиям к качеству, тем сильнее отличается типовой процесс от оптимального.
В целом типовая технология способствует:
- 1) сокращению разнообразия технологических процессов и внесению однообразия в изготовление сходных изделий;
- 2) внедрению и распространению передового опыта и достижений науки и техники;
- 3) упрощению разработки рабочих технологических процессов и сокращению затрат времени на их разработку;
- 4) сокращению разнообразия средств технологического оснащения технологических процессов;
- 5) разработке новых высокоэффективных технологических процессов.
Эффективность единичной и типовой технологий будет разной в зависимости от типа производства. В массовом производстве эффективнее применять единичный технологический процесс, так как он позволяет создать оптимальный технологический процесс, дающий в итоге высокий суммарный экономический эффект.
В массовом производстве эффективнее применять единичный технологический процесс, так как он позволяет создать оптимальный технологический процесс, дающий в итоге высокий суммарный экономический эффект.
По мере роста разнообразия выпускаемых изделий, снижения серийности их выпуска, величин партий увеличиваются потери времени, связанные с частыми переналадками технологического оборудования и оснастки. В итоге снижается эффективность производства, повышается себестоимость изготовления изделий. И чем шире выпускаемая номенклатура изделий и меньше их серийность, тем ниже эффективность производства.
В этих условиях возникла задача группирования изделий, отличающихся однородностью технологии изготовления, что позволяет снизить число переналадок оборудования и увеличить размеры партий, поступающих на обработку.
В результате решения этой задачи появился новый вид технологии — групповая технология, основоположником которой является проф. С.П. Митрофанов.
Если типовая технология направлена на сокращение трудоемкости технологической подготовки производства, повышение эффективности технологических процессов и распространение прогрессивных решений, то групповая технология предназначена для повышения эффективности производственного процесса.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Групповой процесс нашел применение в мелкосерийном и серийном производстве. Принципиальная сущность групповой технологии заключается прежде всего в группировании изделий в технологические группы по технологическому подобию.
Групповой технологический процесс разрабатывают на комплексное изделие. В отличие от типового изделия комплексное изделие является «собирательным», часто не существующим в действительности, объединяющим в себе черты большинства изделий, вошедших в группу. Для комплексного изделия разрабатывается технологический процесс, и все изделия этой группы, будучи, как правило, проще комплексного изделия, изготовляют по данному технологическому процессу, пропуская отдельные технологические переходы. Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.
В качестве комплексного изделия технологической группы служит какое-то изделие из группы или искусственно созданное изделие. Например, комплексная деталь формируется следующим образом: берется наиболее сложная деталь, которая включает все поверхности других деталей, и если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности.
Например, комплексная деталь формируется следующим образом: берется наиболее сложная деталь, которая включает все поверхности других деталей, и если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности.
Различают групповую операцию и групповой технологический процесс. Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности частичной подналадки технологической системы. Групповой технологический процесс представляет собой комплекс групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута группы изделий, элементов.
Применение групповой технологии особенно эффективно тогда, когда на ее основе в серийном и мелкосерийном производствах удается создать групповые поточные или даже автоматические линии изготовления изделий или деталей отдельных групп. Создание подобных линий обычно основано на сочетании принципов типизации технологических процессов и групповой обработки, т.е. когда применяется типовой маршрут (например, при обработке заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, и при широком использовании групповых переналаживаемых приспособлений).
Создание подобных линий обычно основано на сочетании принципов типизации технологических процессов и групповой обработки, т.е. когда применяется типовой маршрут (например, при обработке заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, и при широком использовании групповых переналаживаемых приспособлений).
Применение групповой технологии тем эффективней, чем больше технологическая группа.
При внедрении групповой технологии возникают трудности, связанные с организацией больших технологических групп, не только в связи со сложностью в построении групповых наладок и приспособлений, но и из-за необходимости учета календарного планирования по выпуску изделий.
Изделия, изготавливаемые по групповой технологии, хотя и похожи, но имеют и различия, поэтому за редким исключением избавиться полностью от переналадки оборудования не удается.
По мере расширения номенклатуры деталей в группе при разработке групповой наладки возрастают ее сложность, количество позиций и время простоя инструментальных позиций. Это ограничивает номенклатуру деталей в группе, приводит к росту числа групп и, следовательно, увеличению числа групповых технологических процессов (операций).
Это ограничивает номенклатуру деталей в группе, приводит к росту числа групп и, следовательно, увеличению числа групповых технологических процессов (операций).
Групповая технология оправдывает себя при условии многократного повторения выпуска данной технологической группы изделий. Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают (примером эффективного применения групповой технологии может служит авиационная промышленность, где имеет место высокая повторяемость групп).
Практика внедрения типовых и групповых технологических процессов показывает, что, несмотря на очевидные преимущества, доля их внедрения невысока и до сих пор доминирует единичная технология. Одной из главных причин этого является недостаток классификации изделий на типы, группы, которыми пользуются при разработке типовых и групповых процессов. Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы. С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недостатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее:
Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы. С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недостатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее:
- • применение единичного процесса позволяет разрабатывать оптимальные процессы, но это приводит к большим затратам времени на их разработку;
- • применение типового технологического процесса снижает объем и сроки технологической подготовки производства, но не обеспечивает оптимального процесса для каждой детали одного типа;
- • применение группового технологического процесса хотя и увеличивает размер партии, но требует повторяемости выпуска изделий, что существенно снижает область его эффективного применения.
Все три вида технологии не обладают гибкостью, так как не позволяют изменять в случае надобности маршрут.
Одной из главных причин недостатков всех видов технологических процессов является описание изделия на геометрическом уровне, когда деталь представляется совокупностью элементарных геометрических поверхностей, а сборочная единица — совокупностью деталей как геометрических тел.
Это приводит к тому, что технолог, разрабатывая технологический процесс, стремится изготавливать на операциях такие совокупности поверхностей, которые позволяют достичь наибольшей производительности. Однако при этом часто нарушаются связи между поверхностями, обусловленные совместным выполнением функций детали. В результате, во-первых, появляется многовариантность технологического процесса из-за большого числа комбинаций поверхностей, изготавливаемых на операциях, а во-вторых, из-за изготовления функционально связанных поверхностей на разных операциях возникают сложные технологические размерные связи, приводящие к необходимости введения дополнительных операций.
Все это приводит к необоснованному разнообразию технологических процессов, повышению трудоемкости их разработки, вызывают трудности в типизации технологических процессов и в группировании деталей при разработке групповых процессов.
Если же деталь описывать функциональными блоками в виде модулей поверхностей, объединенных совместным выполнением служебных функций, то геометрический признак становится вторичным, а элементарные поверхности входят в состав модулей поверхностей и не являются самостоятельными объектами при разработке технологических процессов.
Учитывая ограниченную номенклатуру МП и их высокую повторяемость, можно существенно снизить разнообразие технологических операций по составу изготавливаемых МП. В итоге упростятся разработка технологических процессов, их типизация и группирование деталей при использовании групповых процессов.
Все изложенное справедливо и для сборочных технологических процессов, если сборочную единицу рассматривать как совокупность модулей соединения.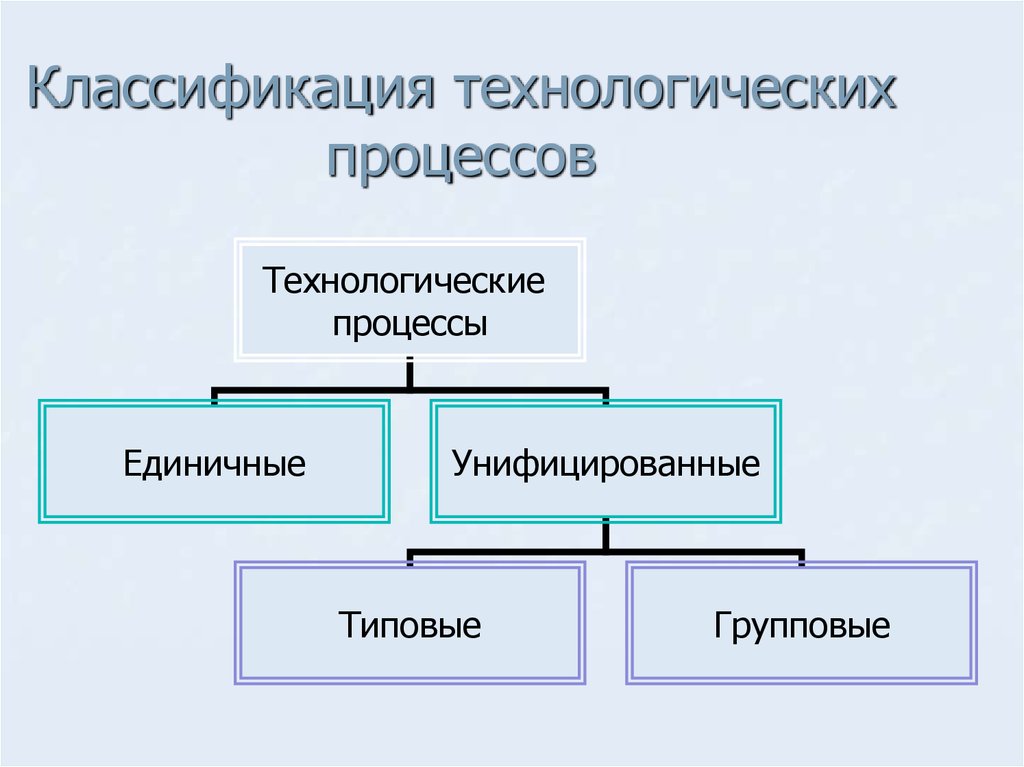
С целью реализации изложенных преимуществ описания изделия как совокупности МП и МС, следует рассматривать построение технологического процесса как компоновку из модулей изготовления МП (МС), входящих в состав детали (сборочной единицы).
В связи с этим процесс получил название модульного технологического процесса, соответственно он может быть единичным, типовым, групповым процессом и представляет собой результат дальнейшего совершенствования методики разработки технологических процессов, начиная с описания изделия.
Модульный технологический процесс — это технологический процесс, построенный из модулей процессов изготовления МП или МС, входящих в состав изготавливаемого изделия. В основе модульного технологического процесса лежит объективное существование МП и МС, являющихся конструктивными элементами изделий. Узкая номенклатура и ограниченное число описывающих их характеристик открывает путь к типизации конструктивных решений МП, МС, унификации их характеристик и на этой основе разработке модулей технологического обеспечения изготовления МП и получения МС.
В состав модулей технологического обеспечения входят модули технологического процесса (МТИ) изготовления МП и сборочного процесса (МТС) получения МС, модули технологического оборудования (МО), инструментальной наладки (МИ), технологических баз (МТБ), приспособления (МПр) и контрольно-измерительного устройства (МКИ).
Поскольку модульное технологическое обеспечение разрабатывается под типовые МП и МС с унифицированными характеристиками, то оно отличается высоким уровнем обобщения, следовательно, широкой областью применения.
Имея технологическое обеспечение на модульном уровне, модульный технологический процесс изготовления, например, детали, строится следующим образом. Сначала определяется последовательность формирования из заготовки всех МП детали, затем из банка данных вызываются МТИ, МТБ, МО, МИ, МПр, МКИ, необходимые для изготовления каждого МП, затем МТИ объединяются в операции.
Модульный технологический процесс объединяет в себе преимущества единичного, типового и группового технологических процессов. Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенности изделия. Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенности изделия. Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Идея типизации в модульном технологическом процессе реализуется на уровне модулей технологического обеспечения, при этом типизация осуществляется более эффективно, так как модули МП и МС в отличие от изделий описываются небольшим числом характеристик.
Например, даже сравнительно простая деталь содержит десятка два поверхностей и имеет большое разнообразие вариантов конструктивного решения. При этом требования к точности и качеству поверхностного слоя у поверхностей такой детали может быть различным, что еще больше увеличивает ее разнообразие. В итоге для изготовления такого множества деталей потребуется большое число типовых технологических процессов.
В отличие от детали МП одного наименования имеет меньшее число вариантов конструктивного решения, содержит, за редким исключением, не более трех поверхностей, что существенно снижает разнообразие МП и уменьшает число типовых модулей технологического процесса.
Идея групповой технологии, заключающаяся в организации технологических групп из разных изделий, в условиях модульной технологии решается наилучшим образом. Дело в том, что в силу ограниченной номенклатуры МП и МС сравнительно просто формировать технологические группы даже в условиях единичного производства, т.е. не требуется повторяемость выпускаемых изделий.
И в заключение отметим, что модульный технологический процесс приобретает некоторую гибкость, позволяя в ограниченных пределах изменять последовательность операций. Это объясняется тем, что в традиционных технологических процессах функционально связанные поверхности детали могут изготавливаться на разных операциях. Например, такие поверхности детали, как торец, отверстие и шпоночный паз, образующие комплект баз (МПБ311), могут изготавливаться на разных операциях. В результате между операциями возникают сложные размерные связи, которые нарушаются при изменении последовательности операции, что может привести к браку. Поэтому изменение разработанного маршрутного процесса недопустимо. В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
Принципы построения модульных технологических процессов позволяют по-новому строить машиностроительное производство, в основе которого лежит сквозное применение модульного принципа по всей производственной цепочке: изделие — технологические процессы — технологические системы — организация производственного процесса.
человек, процесс, технология: структура PPT, объяснение
Последнее обновлениеБлог Plutora — цифровая трансформация, управление ИТ, управление выпусками, разработка программного обеспечения, управление потоком создания ценности Время чтения 7 минут
Структура «люди, процессы, технологии» (PPT) существует с начала 19 века. 60-е годы. Большинство предприятий использовали его для повышения эффективности работы своих сотрудников и инструментов. В конце 1990-х он был популяризирован в мире информационной безопасности Брюсом Шнайером. В наши дни большинство компаний-разработчиков программного обеспечения используют структуру для управления информационными технологиями.
60-е годы. Большинство предприятий использовали его для повышения эффективности работы своих сотрудников и инструментов. В конце 1990-х он был популяризирован в мире информационной безопасности Брюсом Шнайером. В наши дни большинство компаний-разработчиков программного обеспечения используют структуру для управления информационными технологиями.
И легко понять, почему. Это помогает отображать на карте все потоки создания ценности людей, процессов и технологий. Это помогает обеспечить полный контроль и видимость для высокоэффективных команд, чтобы они могли оптимизировать операции и ускорить отгрузку.
Этот блог поможет вам понять, что такое структура PPT и как вы можете использовать ее для своей организации.
Увеличьте ценность вашей фабрики программного обеспечения с помощью Plutora
Систематически улучшайте цифровую трансформацию, масштабируя Agile и DevOps по всему предприятию.
Узнать больше
Все о весах Структура PPT полностью посвящена взаимодействию трех элементов. Люди делают работу. Процессы делают эту работу более эффективной. Технологии помогают людям выполнять свои задачи, а также помогают автоматизировать процессы. Таким образом, предприятия могут достичь организационной эффективности, уравновешивая эти три аспекта и оптимизируя отношения между людьми, процессами и технологиями.
Люди делают работу. Процессы делают эту работу более эффективной. Технологии помогают людям выполнять свои задачи, а также помогают автоматизировать процессы. Таким образом, предприятия могут достичь организационной эффективности, уравновешивая эти три аспекта и оптимизируя отношения между людьми, процессами и технологиями.
Каркас лучше представлять себе как стол с тремя ножками. Если одна из ножек будет немного длиннее или короче, весь стол потеряет равновесие. Точно так же, если технология меняется, вам нужно изменить людей и процессы, чтобы адаптироваться к новым инструментам. Например, многие предприятия используют новые технологии и модные инструменты для решения своих проблем. Однако технология эффективна настолько, насколько эффективны процессы, в которых она используется, и люди, которые с ней работают.
Если организации не внедрят надежные процессы, действия людей будут крайне неэффективными. Они также будут терять большую часть ценности, создаваемой технологиями. Если люди не знают, как правильно использовать технологию, то компания не создаст ценности от своих инвестиций в технологию. Аналогичный результат будет, если новая технология не интегрируется с процессами. С другой стороны, если организация слишком зациклена на процессе, то у нее будет хороший план на бумаге, но без нужных людей или технологий для его поддержки.
Если люди не знают, как правильно использовать технологию, то компания не создаст ценности от своих инвестиций в технологию. Аналогичный результат будет, если новая технология не интегрируется с процессами. С другой стороны, если организация слишком зациклена на процессе, то у нее будет хороший план на бумаге, но без нужных людей или технологий для его поддержки.
Таким образом, компаниям необходимо найти правильный баланс между этими тремя критически важными компонентами. Структура PPT побуждает их мыслить многомерно. Но что включают в себя эти три компонента?
Люди«Люди» относятся к человеческим ресурсам, имеющимся в распоряжении фирмы. Люди — это те, кто выполняет задачи, описанные в процессе, иногда используя технологии.
Одной из главных задач является набор нужных людей. Предприятия должны определить своих ключевых сотрудников с нужными навыками, опытом и отношением к работе. Однако чаще всего ключевые лица заняты или заняты. Таким образом, менеджерам придется ждать, пока эти нужные люди станут доступными, нанять новых сотрудников на эту роль, перенаправить людей из других проектов или передать задачи консультанту или агентству. Это ключевые решения, которые имеют решающее значение для успеха воздействия структуры PPT.
Таким образом, менеджерам придется ждать, пока эти нужные люди станут доступными, нанять новых сотрудников на эту роль, перенаправить людей из других проектов или передать задачи консультанту или агентству. Это ключевые решения, которые имеют решающее значение для успеха воздействия структуры PPT.
Людям также нужны четкие определения ролей, чтобы каждый знал свои обязанности. Это поможет в принятии решений, выборе технологий, развертывании процессов и найме персонала. Так много предприятий попадают в ловушку, слишком сильно концентрируясь на технологиях и процессах, почти игнорируя вовлеченных людей. Таким образом, обеспечение того, чтобы команда состояла из правильных людей с правильной коммуникацией, также имеет решающее значение.
Наконец, бизнесу необходимо заручиться поддержкой людей. Им нужно понимать, что они должны делать, почему они это делают и как изменения влияют на них. Без полной поддержки людей невозможно внедрить какие-либо новые процессы или технологии. В противном случае предприятия будут наблюдать медленное внедрение или неоптимальное использование. При необходимости люди могут быть наделены полномочиями посредством надлежащего обучения.
В противном случае предприятия будут наблюдать медленное внедрение или неоптимальное использование. При необходимости люди могут быть наделены полномочиями посредством надлежащего обучения.
Процесс — это шаги или действия, которые объединяются для достижения определенной цели. Процесс в структуре PPT в основном определяет аспект «как». Как мы добьемся желаемого результата? Как мы используем людей и технологии для решения бизнес-проблем? Процессы — это повторяющиеся действия, которые теоретически приводят к одному и тому же результату независимо от того, кто их выполняет.
При разработке и внедрении процессов следует помнить о нескольких вещах:
- Крайне важно, чтобы люди понимали, как они вписываются в процесс. Они должны понимать процесс, какова их роль в нем и чего им нужно достичь. Это означает передачу правильных инструкций и обучение ключевых людей. Они должны быть важными заинтересованными сторонами в разработке и анализе процессов.
- Компании должны в первую очередь определить ключевые этапы и сосредоточиться на них. Эти ключевые шаги, скорее всего, больше повлияют на конечный результат. Таким образом, улучшение этих шагов окажет наибольшее влияние на эффективность процесса. Как только они будут созданы, они могут начать возиться с более мелкими деталями, исключительными случаями и вспомогательными процессами.
- Один из самых известных афоризмов в управлении бизнесом гласит: «Если вы не можете что-то измерить, вы не можете это улучшить». Таким образом, каждый процесс должен иметь метрики, которые будут измерять его успех. Организации должны решить, какие показатели отслеживать и как их измерять.
- Обратная связь и постоянное совершенствование важны для того, чтобы процесс имел наилучший эффект. Многие организации нанимают дорогих консультантов для разработки причудливых процессов. Однако организации постоянно меняются. Меняются технологии, меняются люди, меняются рыночные условия и т. д. Это может привести к тому, что процессы со временем станут менее полезными. Таким образом, компаниям необходимо постоянно отслеживать и оценивать все свои процессы, чтобы видеть, что работает, а что нет. Затем им нужно действовать в соответствии с этой обратной связью, чтобы настроить процессы так, чтобы они продолжали приносить большую пользу бизнесу.
 Это может привести к тому, что процессы со временем станут менее полезными. Таким образом, компаниям необходимо постоянно отслеживать и оценивать все свои процессы, чтобы видеть, что работает, а что нет. Затем им нужно действовать в соответствии с этой обратной связью, чтобы настроить процессы так, чтобы они продолжали приносить большую пользу бизнесу.
Это может привести к тому, что процессы со временем станут менее полезными. Таким образом, компаниям необходимо постоянно отслеживать и оценивать все свои процессы, чтобы видеть, что работает, а что нет. Затем им нужно действовать в соответствии с этой обратной связью, чтобы настроить процессы так, чтобы они продолжали приносить большую пользу бизнесу.После того, как люди и процессы созданы, организациям следует подумать о технологии для их поддержки.
ТехнологияТехнология предоставляет инструменты, которые люди могут использовать для реализации процесса. Это также помогает автоматизировать некоторые части процесса. В идеале новейшие и самые быстрые технологии оказывают наибольшее влияние. Очень заманчиво увлечься новыми блестящими инструментами. Однако организации должны убедиться, что технология подходит для организации.
Слишком часто компании делают огромные инвестиции в технологии, чтобы получить стратегические преимущества.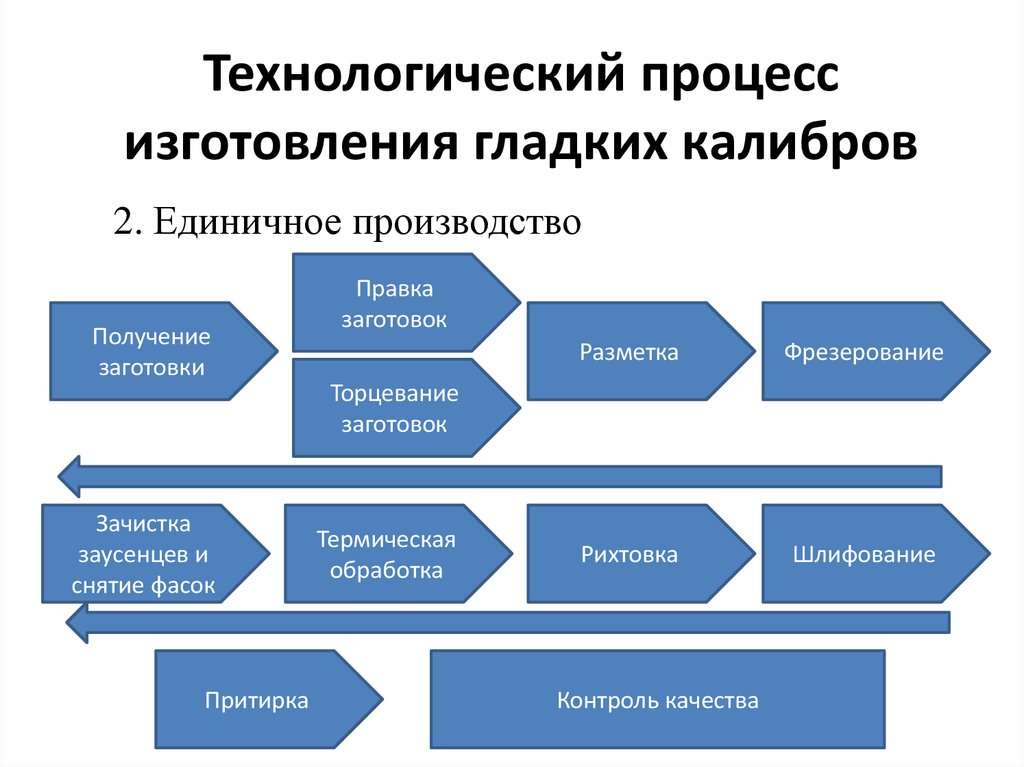 Люди и процессы — вторая мысль. Затем они пытаются приспособить людей и процессы к этой новой технологии. Но это не приведет к лучшему результату. Технологии — ничто без правильных людей, следящих за правильным процессом для их поддержки. Таким образом, технология всегда должна быть последним соображением после четкого понимания проблемы, обучения и найма талантов и определения требований к процессу. Если люди не знают, как ее использовать, или процесс не использует ее должным образом, то технология не принесет максимальной отдачи от инвестиций.
Люди и процессы — вторая мысль. Затем они пытаются приспособить людей и процессы к этой новой технологии. Но это не приведет к лучшему результату. Технологии — ничто без правильных людей, следящих за правильным процессом для их поддержки. Таким образом, технология всегда должна быть последним соображением после четкого понимания проблемы, обучения и найма талантов и определения требований к процессу. Если люди не знают, как ее использовать, или процесс не использует ее должным образом, то технология не принесет максимальной отдачи от инвестиций.
Таким образом, одними только технологиями проблемы не решить. Компании должны сформулировать цели, определить процесс и обучить людей максимально эффективно использовать технологии.
Как преобразовать вашу организацию с помощью людей, процессов и технологий Как уже упоминалось, вам необходимо найти баланс между тремя компонентами структуры PPT. Вам также необходимо управлять тем, как они взаимодействуют друг с другом. Это поможет вашей организации повысить эффективность работы и улучшить использование ресурсов. Следовательно, вам необходимо провести аудит существующих процессов и технологий, чтобы понять, что работает, и выявить проблемы. Существуют различные инструменты, которые помогут вам в этом, например, платформа Plutora. Они помогают управлять всем потоком создания ценности и визуализировать людей, процессы и инструменты. Это обеспечивает полное представление о людях, процессах и технологиях разработки программного обеспечения. Таким образом, вы получите ключевую информацию для внесения улучшений на основе данных. Вы можете определить узкие места, устранить потери, повысить эффективность и сократить время окупаемости, используя структуру PPT.
Это поможет вашей организации повысить эффективность работы и улучшить использование ресурсов. Следовательно, вам необходимо провести аудит существующих процессов и технологий, чтобы понять, что работает, и выявить проблемы. Существуют различные инструменты, которые помогут вам в этом, например, платформа Plutora. Они помогают управлять всем потоком создания ценности и визуализировать людей, процессы и инструменты. Это обеспечивает полное представление о людях, процессах и технологиях разработки программного обеспечения. Таким образом, вы получите ключевую информацию для внесения улучшений на основе данных. Вы можете определить узкие места, устранить потери, повысить эффективность и сократить время окупаемости, используя структуру PPT.
Адитья Хандури
В настоящее время Адитья занимается развитием и развитием Cryptio.co, а также создал несколько продуктов B2B. Он хорошо разбирается в анализе данных с помощью Python и работал с несколькими стартапами в области блокчейна и искусственного интеллекта.
Он хорошо разбирается в анализе данных с помощью Python и работал с несколькими стартапами в области блокчейна и искусственного интеллекта.
Автоматизация технологических процессов и производств в машиностроении
ИРТУ
Допуск
Академические программы
Автоматизация технологических процессов и постановок в области машиностроения
Российский
Язык
4 года
Продолжительность
. Отдел:
Департамент технологии и оборудования для создания машинного строительства
ОБОРУ программа Автоматизация технологических процессов и производства в машиностроении – это программа бакалавриата, которая дает вам знания о технологических процессах, средствах автоматизации, комплексных системах проектирования и управления, автоматизированных производственных процессах и системах, автоматизированных системах управления и т. д. Автоматизированные системы необходимы для производства конкурентоспособной продукции, востребованной на мировом рынке. В этой программе вы освоите компьютерные технологии автоматизации, программирования контроллеров, средств интеллектуального управления в технических системах, компьютерных сетях и другом современном ИТ-оборудовании.
д. Автоматизированные системы необходимы для производства конкурентоспособной продукции, востребованной на мировом рынке. В этой программе вы освоите компьютерные технологии автоматизации, программирования контроллеров, средств интеллектуального управления в технических системах, компьютерных сетях и другом современном ИТ-оборудовании.
Результаты обучения
- Сбор и анализ исходных данных, необходимых для проектирования автоматизированных средств и систем управления производством;
- оценка применимости, потенциала и значимости объектов проектирования;
- проектирование аппаратных и программных средств для автоматических и автоматизированных систем;
- выбор, мониторинг, диагностика и тестирование средств автоматизации и программного обеспечения для автоматизированных систем управления;
- проектирование систем автоматизации и управления;
- улучшения систем, используемых для автоматизации и контроля производственных процессов, жизненных циклов и качества продукции.
Карьерные возможности
Выпускники будут проектировать и обслуживать производственное оборудование и автоматизированные системы управления.
Выпускники могут работать инженерами КИПиА, инженерами АСУ, системотехниками, проектировщиками АСУ, схемотехниками и др.
Учебная программа
1 Семестр
Введение в профессиональную деятельность
Экономика
ИСТОРИЯ (История России, общая история)
Химия
Физическая культура и спорт
Инженерная и компьютерная графика
Информационные технологии 9000
.
5.Математика
Иностранный язык
2 семестр
Инженерная и компьютерная графика
Информационные технологии
Физика
Математика
Иностранный язык
Основы цифровой электроники
3D моделирование
Основы бизнес -коммуникации
Основы инклюзивного взаимодействия
3 Semester
Математика
9000
693 Semester
Mathematics
.
Электротехника
Электроника и цифровая техника
Математические основы теории автоматического управления
4 семестр
Иностранный язык
Электроника и цифровая техника
Математические основы теории автоматического управления
Материаловедение
Производственная практика: технологическая практика
Основы проектно-технологической деятельности
6
Сопротивление материалов
Механика автоматических устройств
Метрология, стандартизация и сертификация
Автоматизация технологических процессов и производств
5 семестр
Иностранный язык
Технологическое оборудование машиностроительного производства
Сопротивление материалов
Механика автоматических устройств
Автоматизация технологических процессов, стандартизация и сертификация 9006 производство
Прикладная механика
Управление в технических системах
Проектная деятельность
6 Semester
Автоматизация технологических процессов и производства
Контроль в технических системах
Проектная деятельность
Машины
Промышленная практика: проектирование и технологическая практика
Философия
Семестенция
Основ
Автоматизация технологических процессов и производств
Проектная деятельность
Безопасность жизнедеятельности
Цифровое производство
Процессы и инструменты формирования
Резка материала
Моделирование процессов и систем
Инженерные технологии
8 Semester
Иностранный язык
Автоматизация технологических процессов и производства
. Инженерные технологии
Инженерные технологии
Производственная практика: преддипломная практика
Научный руководитель программы
Абрамитов Сергей Владимирович
Доцент: Кафедра теории права, конституционного и административного права
Телефон
+7 914-900-1311
Почта
Еремина Ольга
Доцент: Кафедра иностранных языков № 2
Телефон
+7 924-536-7676
Почта
miamina@mail.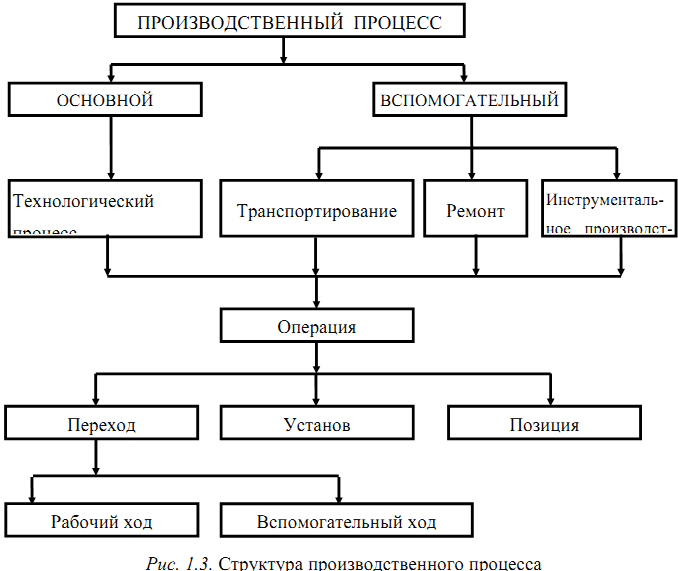 ru
ru
Фунтикова Евгения
Доцент: Кафедра прикладной математики и информатики
Телефон
+7 902-569-0389
Почта
Галина Тренева
Доцент: Кафедра прикладной математики и информатики
Телефон
+7 395-240-5176
Почта
galkatren@gmail.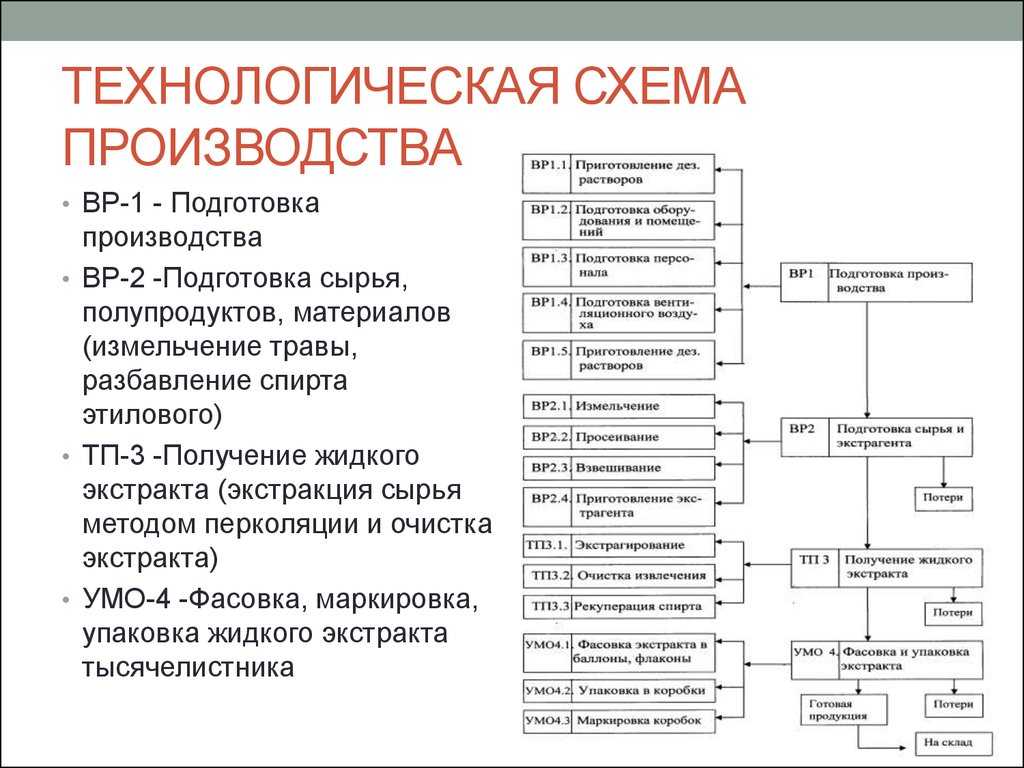 com
com
Балдынова Анна
Старший преподаватель: Кафедра рекламы и журналистики
Телефон
+7 902-763-8823
Почта
Курышова Ирина
Начальник отдела: Кафедра теории права, конституционного и административного права
Телефон
+7 914-911-6227
Почта
kiw09@mail.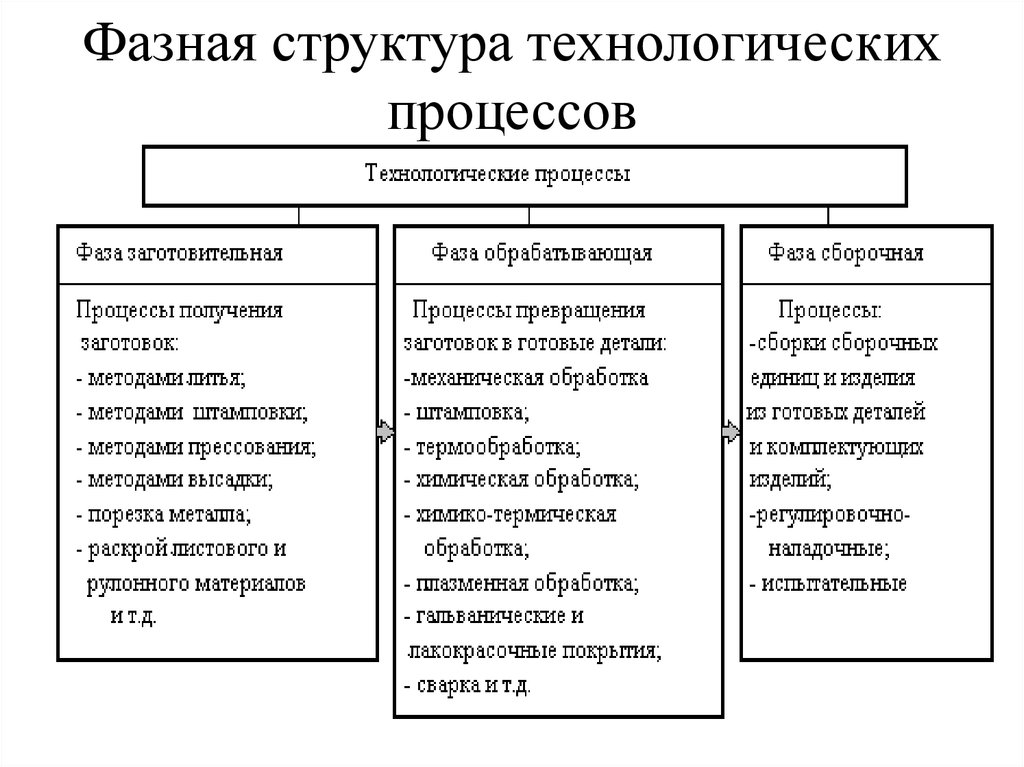 ru
ru
Финогенко Елена
Доцент: Кафедра социологии и психологии
Телефон
+7 950-126-5717
Почта
Васенькин Алексей
Доцент, старший научный сотрудник: Кафедра истории и философии
Телефон
+7 395-240-5186
Почта
histor@istu. edu
edu
Гафарова Елена
Доцент: Кафедра экономики и цифровых бизнес-технологий
Телефон
+7 914-945-5837
Почта
Адушинова Альбина
Доцент: Кафедра социологии и психологии
Телефон
+7 914-918-0876
Почта
actalis@mail. ru
ru
Павел Чимитов
Доцент: Кафедра авиационной техники и эксплуатации авиационной техники
Телефон
+7 395-240-5419
Почта
Алексей Исаченко
Доцент: Кафедра технологии и оборудования машиностроительного производства
Заместитель директора по международным связям: Школа авиастроения, машиностроения и транспорта
Телефон
+7 950-119-6616
Почта
isachenko. [email protected]
[email protected]
Подашев Дмитрий
Доцент: Кафедра проектирования и стандартизации машиностроения
Телефон
+7 395-240-5146
Почта
Гальцев Сергей
Доцент: Кафедра физического воспитания
Телефон
+7 902-516-1780
Почта
gans1958@mail. ru
ru
Юрий Пожидаев
Профессор: Кафедра химии и биотехнологии имени В.В. Тутурина
Телефон
+7 395-240-5277
Почта
Чирикова Марина
Доцент, старший научный сотрудник: Кафедра истории и философии
Телефон
+7 395-240-5186
Почта
histor@istu. edu
edu
Владимир Лапшин
Профессор: Кафедра механики и сопротивления материалов
Телефон
+7 395-240-5144
Почта
Умнов Виктор
Старший преподаватель: Кафедра проектирования и стандартизации машиностроения
Телефон
+7 914-870-1122
Почта
umnovvi61@rambler. ru
ru
Тетенькин Алексей
Доцент, старший научный сотрудник: Кафедра истории и философии
Телефон
+7 908-663-3571
Почта
Егор Липовченко
Доцент: Кафедра физики
Телефон
+7 896-465-3027
Почта
Пашков Александр
Доцент: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 904-110-9030
Почта
pashk0ff@mail.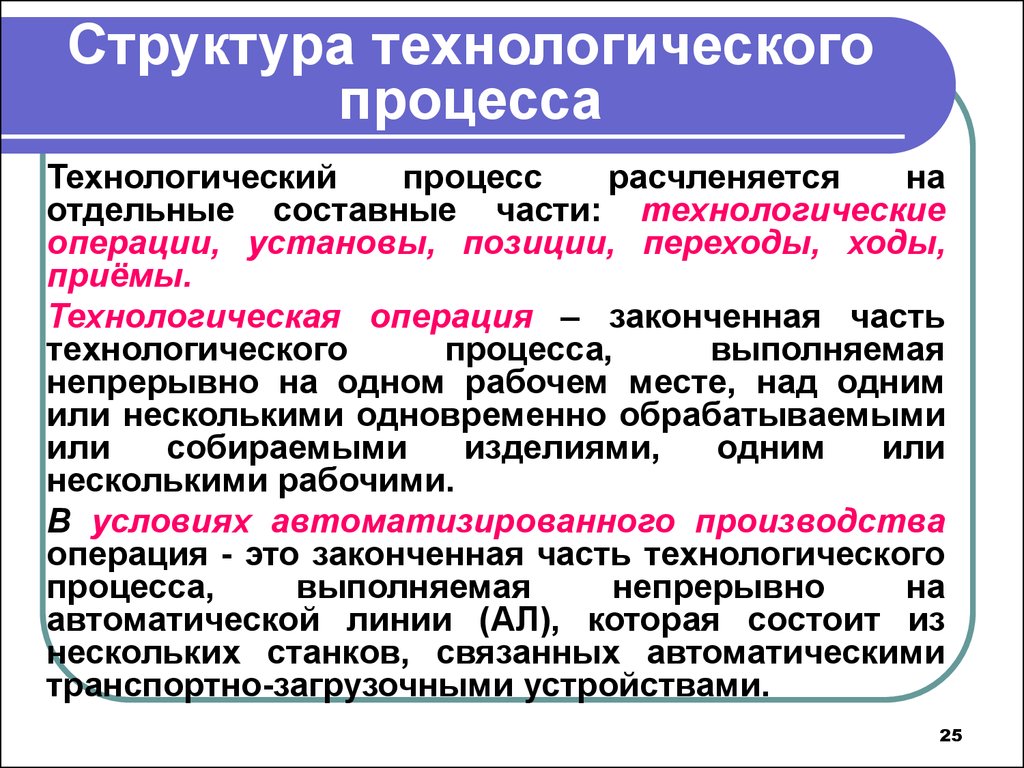 ru
ru
Алтухов Игорь
Профессор: Кафедра электроснабжения и электротехники
Телефон
+7 895-005-0550
Почта
Вокин Александр
Доцент: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 395-251-1379
Почта
kikon@mail. ru
ru
Прокопьева Альбина
Старший преподаватель: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 395-240-5459
Почта
Стародубцева Дарья
Доцент: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 395-240-5742
Почта
starodybseva@ex.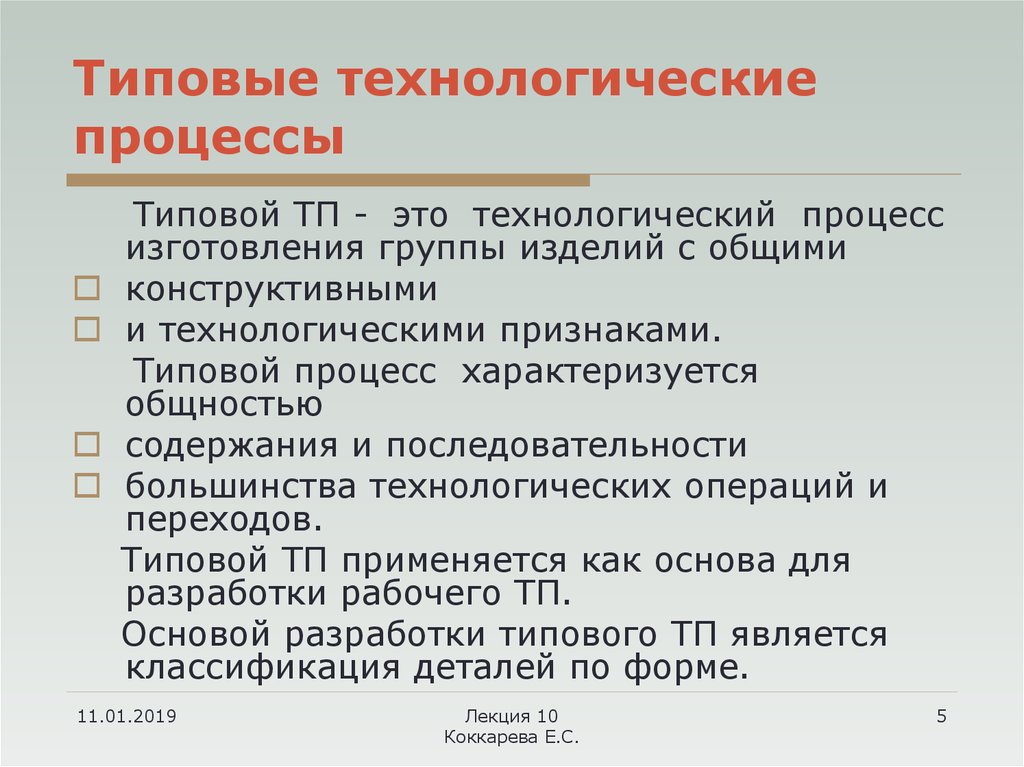 istu.edu
istu.edu
Александр Овсюков
Старший преподаватель: Кафедра автоматики и управления
Телефон
+7 914-876-7332
Почта
Тепина Мария
Доцент: Кафедра промышленной экологии и безопасности жизнедеятельности
Телефон
+7 984-273-3964
Почта
leonova_ms@mail. ru
ru
Беломестных Александр
Доцент: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 964-117-1354
Почта
Родыгина Альбина
Доцент: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 964-543-7256
Почта
rodygina. [email protected]
[email protected]
Марина Константинова
Доцент: Кафедра материаловедения, сварки и аддитивных технологий
Телефон
+7 950-053-7195
Почта
Свинин Валерий
Профессор: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 924-536-3335
Почта
svinin_vm@mail.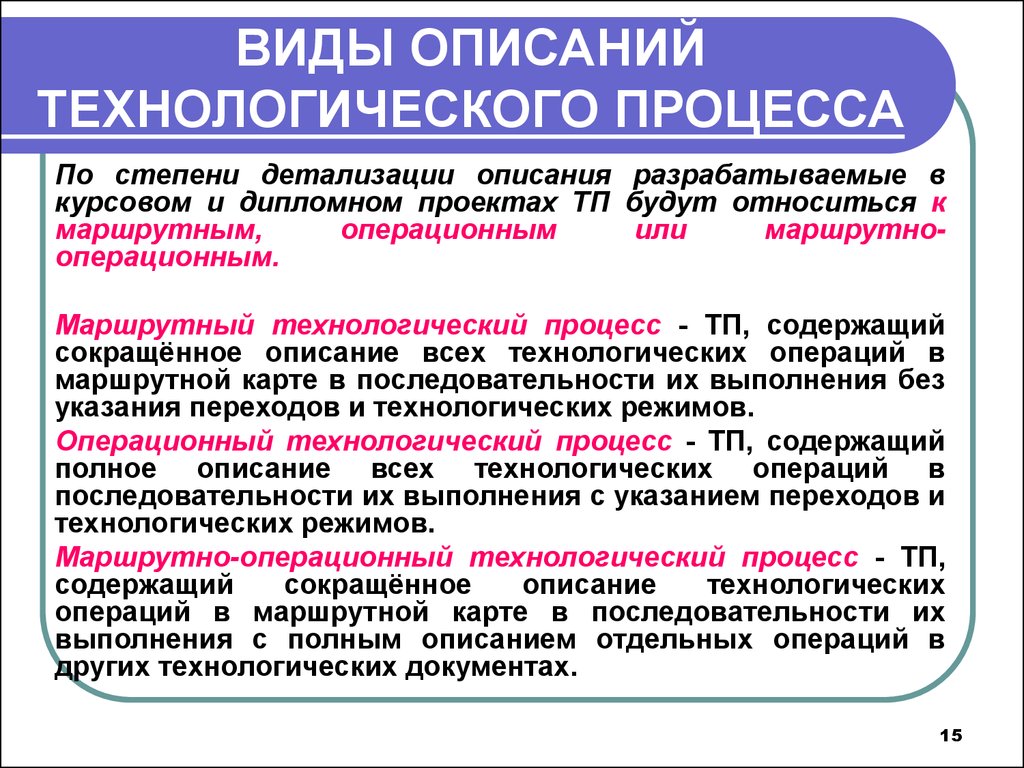 ru
ru
Кольцов Владимир
Профессор: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 914-888-9520
Почта
Игорь Майзель
Доцент: Кафедра технологии и оборудования машиностроительного производства
Телефон
+7 902-763-8311
Почта
baik-@mail.