Что такое выпрямитель сварочный – устройство, прицип действия и назначение
alexxlab | 10.07.2020 | 0 | Разное
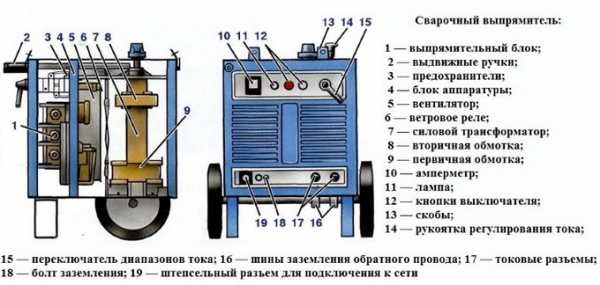
Сварочный выпрямитель: схема, технические характеристики, устройство
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.
 Сварочный выпрямитель
Сварочный выпрямительПрименение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.
Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
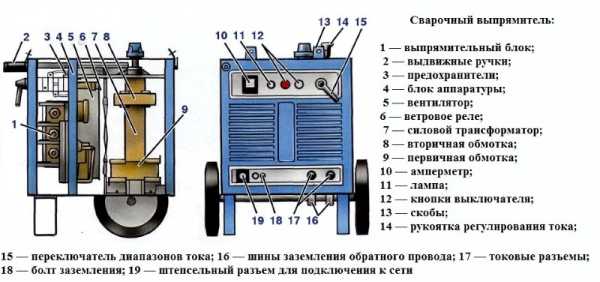
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
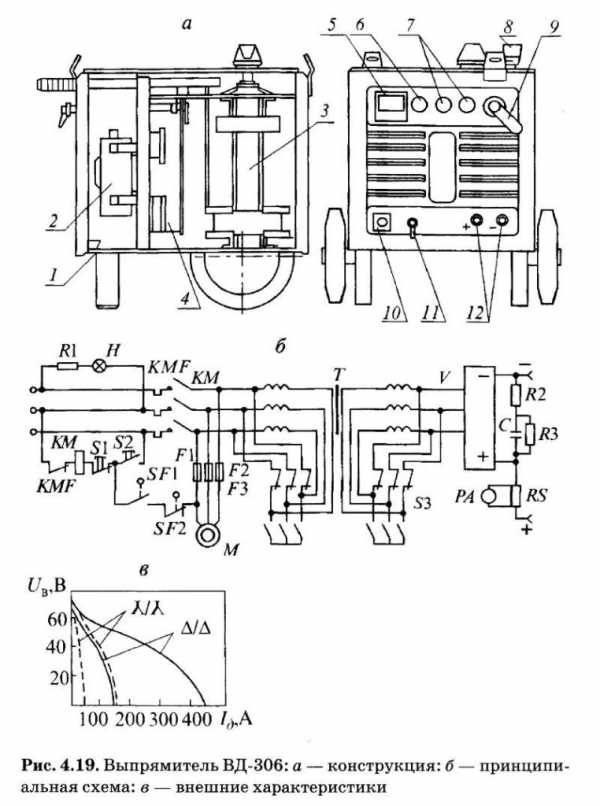
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.
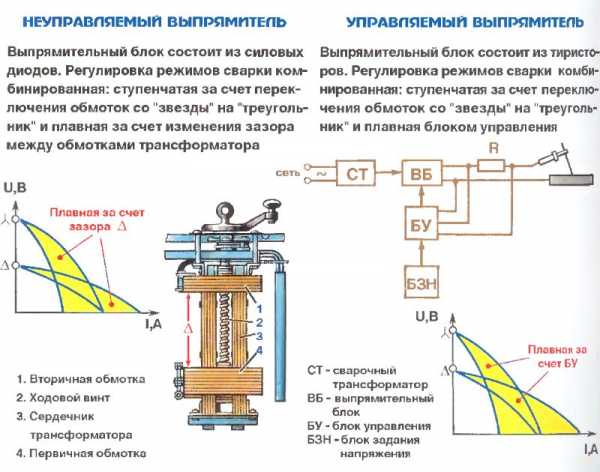
Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
устройство, назначение и принцип действия
Соединение металлических деталей – специфическая работа, предполагающая использования соответствующих технологий. В последнее время активно разрабатываются клеи по металлу, дающие необходимую прочность и устойчивость к внешним нагрузкам, что упрощает процесс, но лидером, как и прежде, является сварка.
Сварка позволяет получить неразъемное соединение огромной прочности, герметичное, устойчивое к вибрациям и ударам, а при должной обработке еще и совершенно не заметное. Для выполнения работы используются специальные аппараты, электроды и сварочные выпрямители, устройства, при помощи которых удается добиться стабильного постоянного напряжения.
Превращение переменного тока в постоянный способствует формированию условий, идеально подходящих для сварки. Рассмотрим, что представляет собой выпрямитель, какими модификациями он представлен, какова его схема, принцип работы и преимущества.
Особенности использования
Выпрямитель сформирован несколькими блоками, работа которых преобразует входящее напряжение, повышать силу тока.

Основная задача модуля – формирование постоянного тока с большой силой, что обеспечивает следующие эксплуатационные возможности:
- Сварка любыми электродами, вне зависимости от типа покрытия. Наличие покрытия способствует стабильному горению дуги, металл не разбрызгивается, шов получается более ровным и прочным, нуждающимся в минимальной доработке.
- Расширение возможностей сварочного аппарата. Регулировка силы тока позволяет эффективно работать и с деталями, толщина стенок которых составляет 5 сантиметров, и с миллиметровыми пластинами. Также аппарат может использоваться и не непосредственно для сварки, а для плавления кромки с целью корректировки ее геометрии.
- Появляется возможность применения неплавящихся электродов (к примеру, на вольфрамовой основе), требующих дополнительного применения присадочной проволоки.
- Выпрямитель для дуговой сварки расширяет список материалов, с которыми может вестись эффективная работа. Удается сваривать детали из нержавейки, чугуна, стали с малым содержанием углерода и иных “сложных” сплавов.
- Устройство помогает не только варить, но и резать металл. Для этого выставляются максимальные значения силы тока, формирующие очень мощную дугу, прорезающую материал.
Некоторые специалисты могут заметить, что для проведения указанного спектра работ можно пользоваться и обычным трансформатором, но практика показывает, что выпрямитель гораздо технологичнее и удобнее, кроме того, он способствует снижению общего расхода электродов.
Интересное видео, переделка сварочного аппарата АС WELDER 160C на постоянный ток:
Конструктивные особенности и рабочий принцип
Теперь рассмотрим устройство сварочного выпрямителя. Главные составные элементы выглядят следующим образом:
- диоды;
- трансформатор, работающий на понижение;
- система охлаждения. Как правило, это простой вентилятор;
- модули, измеряющие текущую силу тока;
- набор регулирующих деталей.
Такой набор деталей позволяет с высочайшей точностью корректировать силу тока, что расширяет эксплуатационную сферу и дает возможность проводить наиболее ответственные операции, требующие стабильности дуги.
У каждого конструктивного модуля свое назначение, и принцип действия оборудования таков:
- Производится подача электрического тока на первичную обмотку понижающего трансформатора.
- Явление электромагнитной индукции позволяет понизить напряжение и повысить силу тока, возникающую на вторичной обмотке трансформатора.
- Достигнутое напряжение передается диодам, самые технологичные детали выполняются из кремния. Диоды – это полупроводники, то есть ток имеет одностороннее направление хода. Именно диод и позволяет добиться постоянства напряжения.
- Активируется вентилятор, обеспечивающийся обдув диодов, существенно нагревающихся во время работы. Чем мощнее модель, тем более производительным должен быть вентилятор. В критических ситуациях срабатывает датчик перегрева, предотвращающий выход оборудования из строя. Дополнительно активируются и датчики, определяющие текущее значение напряжения. При его критическом превышении автоматика также отключит прибор, исключив поломку.
- Для корректировки напряжения вращаются ручки регуляторов. Это позволяет эффективно работать с металлическими деталями вне зависимости от их толщины.
Посмотрите полезное видео, принцип работы сварочного выпрямителя:
Классификация устройств
Можно выделить различные основные типы сварочных выпрямителей, так как существует несколько способов их классификации.
Если рассматривать конструкцию силовой части, то допускается деление на следующие категории:
- тиристорные модели;
- исполнения с насыщающим дросселем;
- инверторы;
- модификации, регулируемые трансформатором;
- устройства, регулируемые транзистором.

При подборе выпрямителей нужно ориентироваться на предстоящую технологию сварки. Например, если работа будет вестись в газовой защитной среде, под флюсом, используются модели, обладающие жесткими внешними показателями. Они предполагают, что напряжение настраивается магнитным, витковым, фазовым и импульсным способами.
Классическая технология ручной дуговой сварки подразумевает использование выпрямителей с падающими внешними показателями. Они базируются на повышении сопротивления трансформаторов или на обратной связи по току. Представлены и универсальные устройства, которые сочетают жесткие и падающие внешние характеристики.
Прочие параметры, позволяющие классифицировать устройство, можно представить таким списком:
- Выходная сила тока. Чем больше этот показатель, тем толще могут быть стенки обрабатываемой детали. Небольших токов достаточно только для работы с тонкими металлическими пластинами. Высокая сила существенно расширяет эксплуатационную сферу, позволяет не только сваривать металл, но и резать его.
- Класс точности регулировки. Профессионалам лучше выбирать приборы, позволяющие предельно точно скорректировать рабочие показатели.
- Число выходов. Профессиональные модели нередко предполагают наличие на корпусе сразу нескольких выходов для установки держателей электродов. Получается, что одним устройством одновременно могут пользоваться несколько сварщиков. Это избавляет от необходимости покупки дополнительных приборов, но отражается на габаритах в большую сторону.
- Эффективность охлаждающей системы. Бытовые модели редко оснащаются дорогой и производительной системой охлаждения, так как ориентированы на краткосрочные и не слишком сложные работы. Профессиональные аналоги эксплуатируются бесперебойно гораздо дольше.
Посмотрите видео-обзор сварочного выпрямителя ВД-201 АД AC DC:
Подведем итоги
Итак, мы разобрались, что такое сварочный выпрямитель. Несмотря на недавнее появление, он уже пользуется высоким спросом и у профессионалов в области сварки, и у тех, кто пользуется данной технологией время от времени.
Расширение функциональных возможностей сварочного аппарата, улучшение качества получаемого шва – преимуществ у его использования множество, что и способствует популярности.
Загрузка…plavitmetall.ru
| Самое интересное  Инверторный дизельный генератор Инверторный дизельный генераторДля чего используется дизельные генераторы, …  Трехфазные дизельные генераторы Трехфазные дизельные генераторыНаиболее мощные дизельные генераторы всегда … |
Данное устройство преобразует переменный электрический ток в постоянный, который используется впоследствии для питания сварочной дуги. При этом ток не меняет своей величины и направления. Функционирование сварочных выпрямителей основано на использовании полупроводниковых элементов, как правило, селеновых или кремниевых. Первая разновидность особенно востребована в силу ее низкой стоимости и отменной перегрузочной способности.Особенности сварочных выпрямителейТакие приборы служат для сваривания изделий, выполненных из высоколегированной или низкоуглеродистой стали, а также цветных металлов и их сплавов. Они же позволяют выполнять сварку обратной полярности. Как правило,Надо сказать, что в процессе сваривания могут быть использованы разные по типу электроды. Если сварка производится в среде защитных газов, то допустимо применение неплавящихся элементов. Выпрямители могут быть профессиональными (сверх 300А), полупрофессиональными (до 300А), бытовыми (до 200А). В зависимости от конструктивных особенностей силовой части рассматриваемые агрегаты могут относиться к одному из видов:
О свойствах сварочных выпрямителейОбычно сварочный выпрямитель обладает следующими преимуществами перед аналогами другого вида:
|
 Техническое обслуживание сварочного выпрямителя
Техническое обслуживание сварочного выпрямителя Однопостовые сварочные выпрямители
Однопостовые сварочные выпрямители Назначение сварочного выпрямителя
Назначение сварочного выпрямителя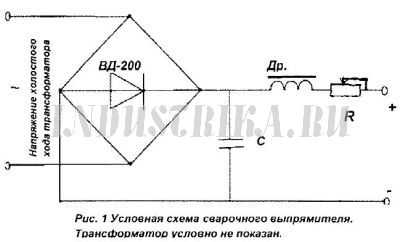 Самодельный сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель своими руками Выпрямитель для сварочного аппарата
Выпрямитель для сварочного аппарата Инверторный сварочный выпрямитель
Инверторный сварочный выпрямитель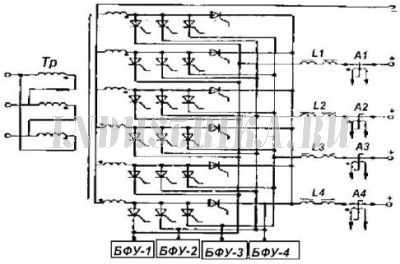 Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямителиindustrika.ru
Сварочные выпрямители | svarnoy.info
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили дешевы и выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями и высоким к.п.д., но очень чувствительны к перегрузкам по току и поэтому требуют защитных устройств и интенсивного охлаждения.
Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (см. рис.)
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова
Таблица различных типов сварочных выпрямителей с техническими характеристиками, выпускаемых во времена бывшего СССР.
Марка выпрямителя | Напряжение, В | Пределы регулирования сварочного тока, А | Потребляемая мощность, кВ*А | К. п. д. | Масса, кг | ||
Питающей сети | холостого хода | сварки | |||||
| ВС-300 | 380 | 20…40 | 20…40 | 30…300 | 21,5 | 70 | 250 |
| ВС-500 | 380 | 21…53 | 16…40 | 50…500 | 31,0 | 75 | 350 |
| ВСС-120-4 | 220, 380 | 57…63 | 25 | 15…130 | 8,6 | 68 | 180 |
| ВСС-300-3 | 220, 380 | 58…65 | 30 | 40..,320 | 21,5 | 66 | 240 |
| ВКС-500-1 | 220, 380 | 65…78 | 40 | 80…550 | 37,0 | 75 | 385 |
| ВД-102 | 220, 380 | 55…60 | 25 | 20… 125 | 9,0 | 73 | 160 |
| ВД-302 | 220, 380 | 50…60 | 32 | 40…320 | 21,0 | 67 | 220 |
| ВСУ-300 | 220, 380 | 53…65 | 17…35 | 40…330 | 22,5 | 68 | 320 |
| ВДУ-504 | 220, 380 | 72…78 | 18…50 | 70…500 | 40,0 | 82 | 365 |
| ВДГ-301 | 380 | 16…32 | 30 | 40…315 | 21,0 | 72 | 210 |
| ВЖ-2М | 380 | 22…41 | 8…27 | 100…200 | 8,65 | 70 | 50 |
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных переключателей для переключения витков первичной обмотки трансформатора (для грубой и точной регулировки), дросселя (для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной (верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100 х 400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД-301 с кремниевыми вентилями и ВД-102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким коэффициентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных — блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей — тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Для сантехнических монтажных сварочных работ Институт электросварки им. Е. О. Патона разработал переносный сварочный выпрямитель ВЖ-2М, предназначенный для питания полуавтоматов и автоматов при сварке открытой дугой и в защитном газе стыков труб диаметром 20..100 мм. Внешняя характеристика — пологопадающая; число ступеней регулирования — 9; масса — 50 кг.
svarnoy.info
Марка выпрямителя сварочного
Сварочные выпрямители
Основы сварочного дела
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к. п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Таблица 6
|
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напря – +
1к
Рис. 35
Жения или тока и выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили дешевы и выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями и высоким к. п.д., но очень чувствительны к перегрузкам по току и поэтому требуют защитных устройств и интенсивного охлаждения.
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плёч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис. 35).
Применяются различные типы сварочных выпрямителей (табл.6).
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой про волокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных, переключателей для переключения витков первичной обмотки трансформатора(для грубой и точной регулировки), дросселя(для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной (верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100X400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД – 301 с кремниевыми вентилями и ВД – 102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким кофф’ици- ентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных—блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей—тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Для сантехнических монтажных сварочных работ Институт электросварки им. Е. О. Патона разработал переносный сварочный выпрямитель ВЖ-2М, предназначенный для питания полуавтоматов и автоматов при сварке открытой дугой и в защитном газе стыков труб диаметром 20… 100 мм. Внешняя характеристика — поло – гопадающая; число ступеней регулирования — 9; масса — 50 кг.
В последнее время с появлением китайской техники на мировом рынке, сварочный аппарат стал наиболее популярным инструментом у владельцев частных домов, коттеджей, дач и гаражей. Учитывая соотношение цен на приобретение сварки …
Техника безопасности на строительно-монтажной площадке
Выполнение сварочных работ на строительно-монтажной площадке требует особо четкого выполнения всех правил безопасности производства работ. Сварочные работы на высоте с лесов, подмостей и люлек разрешается производить только после проверки этих …
Техника безопасности при контрольных испытаниях сварных швов
Из применяемых средств контроля особую опасность представляют рентгеновские и гамма-лучи. Рентгеновские и гамма-лучи опасны для человека при продолжительном облучении и большой дозе. Предельно ДОпустимая доза, которая не вызывает необратимых изменений …
msd.com.ua
Виды сварочных в
samsvar.ru
Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы, выпрямители и генераторы
Категория:
Сварка металлов
Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы. Это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику, обеспечивающие питание сварочной дуги и регулирование свароч ного тока. Трансформаторы, как правило, имеют падающую ха рактеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
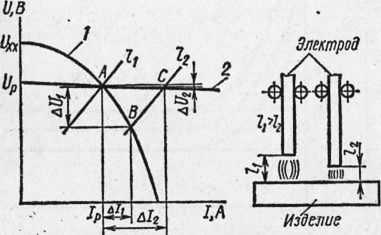
Рис. 1. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины дуги
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
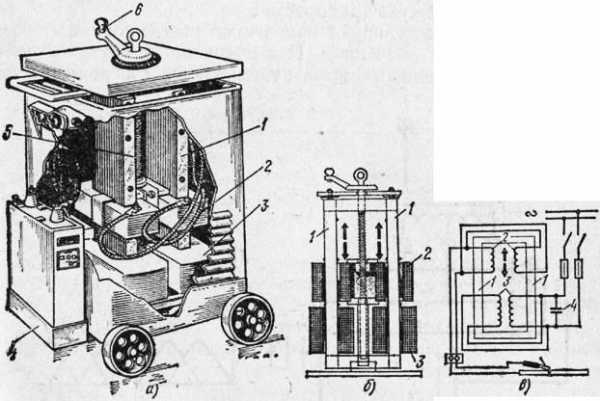
Рис. 2. Схема сварочного трансформатора ТСК-500: а — внешний вид, б — схема регулирования сварочного тока, в — электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем. Трансформаторы этой группы можно разделить на три основных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ, ТСК, ТСП).
Ко второй группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН, ТСД).
В качестве примера рассмотрим устройство трансформатора ТСК-500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
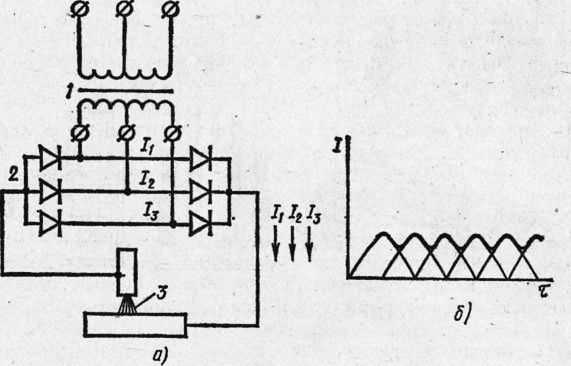
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 — понижающий трансформатор, 2 — блок селеновых или кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более точно ток устанавливают по амперметру.
Для повышения коэффициента мощности сварочный трансформатор ТСК-500 имеет в первичной цепи конденсатор 4 большой мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 3). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в, одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители обладают рядом преимуществ перед преобразователями с вращающимися частями. Они имеют лучшие энергетические, динамические и весовые показатели, более высокий к. п. д., просты в обслуживании, более надежны из-за отсутствия вращающихся частей, при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних характеристик можно разделить на три типа: с крутопадающими (ВСС-300-3, ВСС-120-4, ВКС-500 и др.), жесткими (или пологопадающими) характеристиками (ВС-200, ВС-300, ВС-600, ВС-1000, ИПП-120, ИПП-300, ИПП-500, ИПП-1000) и универсальные (ВСУ-300, ВСУ-500). Универсальные выпрямители обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для различных видов-дуговой сварки. Цифра в марке выпрямителя означает номинальный ток при ПР= =60-^-65%.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержа-телю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей характеристикой (генераторы типа ГСО в преобразователях типа ПСО-ЗОО, ПСО-500 и др.), с жесткой и пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ-500) и универсальные (преобразователи типа ПСУ-300, ПСУ-500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по следующим схемам: – с независимым возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
Схема генератора с независимым возбуждением и размагничивающей последовательной обмоткой показана на рис. 4, а.
С увеличением тока в сварочной цепи будет увеличиваться Фр, а Фн остается неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора. Сварочный ток в генераторах этой системы регулируется реостатом Р и секционированием последовательной обмотки, т. е*. изменением числа ампер-витков.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения используется принцип самовозбуждения.
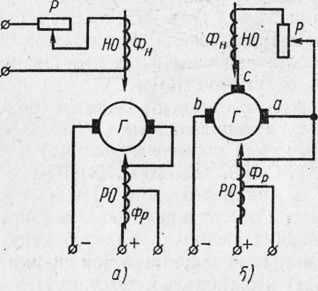
Рис. 4. Принципиальная схема сварочного генератора: а — с независимым – возбуждённей и размагничивающей последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г — генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка
Реклама:
Читать далее:
Установки для механизированной дуговой сварки
Статьи по теме:
pereosnastka.ru
СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ – это… Что такое СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ?
- СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ
выпрямитель с селеновым или кремниевым ПП элементом. Применяется для питания сварочной дуги пост. током при дуговой ручной и автоматич. сварке. Является более надёжным, простым в эксплуатации, имеет более высокий кпд, чем сварочный генератор.
Большой энциклопедический политехнический словарь. 2004.
- СВАРОЧНОЕ ЖЕЛЕЗО
- СВАРОЧНЫЙ ГЕНЕРАТОР
Смотреть что такое “СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ” в других словарях:
сварочный выпрямитель — [ГОСТ 2601 84] Тематики сварка, резка, пайка EN welding rectifier DE Schweißgleichrichter FR rdresseur de soudage … Справочник технического переводчика
Сварочный выпрямитель — Электродержатель 150. Сварочный выпрямитель Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Сварочный инвертор — Сварочный инвертор это один из видов источника питания сварочной дуги. Основной принцип действия всех сварочных источников обеспечивать стабильное горение сварочной дуги и ее легкий поджиг. Одним из самых важных параметров сварочного… … Википедия
сварочный источник питания (трансформатор, генератор, выпрямитель) — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN welder … Справочник технического переводчика
Выпрямитель — У этого термина существуют и другие значения, см. Выпрямитель (значения) … Википедия
Диодный выпрямитель — Выпрямитель электрического тока механическое, электровакуумное, полупроводниковое или другое устройство, предназначенное для преобразования переменного входного электрического тока в постоянный выходной электрический ток.[1] [2] Большинство… … Википедия
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Сварочное оборудование — машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным… … Большая советская энциклопедия
Угольный разрез (предприятие) — У этого термина существуют и другие значения, см. Угольный разрез (значения). Угольный разрез Отрасль Угледобыча Продукция Бурый уголь Материнская компания ОГК 3 Угольный разрез (доче … Википедия
СВАРКА СОПРОТИВЛЕНИЕМ — применяется для производства труб диаметром от 5 до 529 мм с толщиной стенки от 0,4 до 20 мм. Сварочный ток подводится к кромкам полосы контактным способом при помощи вращающихся электродных колец. Наиболее интенсивное выделение тепла происходит… … Металлургический словарь
dic.academic.ru