Что такое зенковка отверстий: Технология зенкования и зенкерования отверстий
alexxlab | 17.03.2023 | 0 | Разное
Зенкование отверстий
- Зенкерование отверстий
- Развертывание отверстий
Зенкованием называется операция по обработке входной или выходной части отверстия с целью снятия фасок, заусенцев, а также образования углублений под головки болтов, винтов и заклепок. Эту операцию выполняют при помощи режущего инструмента, называемого зенковками.
Зенковки по форме режущей части подразделяются на конические и цилиндрические.
Конические зенковки (рис. 78, а) состоят из рабочей части и хвостовика. Рабочая часть зенковки характеризуется углом конуса при вершине 2ф. Наибольшее распространение получили конические зенковки с углом конуса при вершине 2ср = 30, 60, 90 и 120°.
Рис. 78. Коническая (а) и цилиндрическая (б) зенковки
Цилиндрические зенковки (рис. 78, б) состоят также из рабочей части и хвостовика.
Конические и цилиндрические зенковки изготовляют из инструментальных углеродистых и легированных сталей У10А, У12А и 9ХС.
Для зенкования отверстий применяют также специальные державки с зенковками, имеющими невращающиеся и вращающиеся ограничители.
Державка с зенковкой и вращающимся ограничителем (рис. 79) состоит из хвостовика 7, на одном конце которого закреплена на резьбе зенковка 3 с направляющей шпилькой 1. Упор 2 соединен с зенковкой винтами 4. Зенковка с втулкой 6 легко вращается благодаря шарикам 5, размещенным между втулкой 6 и упором 2. Зенковка выступает из упора на глубину зенкуемого отверстия.
Рис. 79. Державка с зенковкой и вращающимся ограничителем
Ограничитель дает возможность зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками.
Для зенкования отверстий широко применяют также державки с зенковкой и ограничителем, но не имеющие направляющей шпильки. Державка такой конструкции (рис. 80) состоит из втулки 4, стопорной гайки 3, ограничителя 2, хвостовика 5, зенковки 1, обоймы 6 и подпятника 7. Эта державка работает так же, как и державка с вращающимся ограничителем.
Рис. 80. Державка с зенковкой и ограничителем, но без направляющей шпильки
Зенкование отверстий выполняют на сверлильных станках или пневматическими и электрическими сверлильными машинами, для чего хвостовик зенковки надежно закрепляют в патроне сверлильной машины или сверлильного станка.
Выходную часть отверстий (рис. 81, а) для получения конусных углублений под головки потайных винтов, заклепок обрабатывают коническими зенковками.
Рис. 81. Обработка отверстия конической зенковкой (а) и отверстие, обработанное цилиндрической зенковкой (б)
Зенкование углублений под головки болтов, заклепок (рис. 81, б), а также подрезание торцов плоскостей бобышек, выборку уступов и углов осуществляют цилиндрическими зенковками.
81, б), а также подрезание торцов плоскостей бобышек, выборку уступов и углов осуществляют цилиндрическими зенковками.
При зенковании отверстий соблюдают правила выполнения приемов работы и меры предосторожности, относящиеся к сверлению отверстий.
Зенкерование зенкование цекование отверстий
Обработка зенкерами отверстий в деталях, изготовленных методами литья, штамповки или сверления, используется тогда, когда необходимо существенно снизить степень шероховатости поверхности, а также ликвидировать такие дефекты, как эллипсность, овальность и пр.
В отличие от сверл, такой режущий инструмент, как зенкер, имеет более двух режущих поверхностей (обычно – три или четыре, а довольно часто и более), и поэтому с его использованием можно получить отверстия, имеющие не только хорошее качество поверхности, но и высокую точность геометрических размеров в той части. которая касается диаметра. Зенкеры не имеют перемычек между рабочим поверхностями, что обеспечивает их повышенную жесткость при обработке.
В ходе зенкерования скорость подач в несколько раз больше, чем скорость сверления, и поэтому во многих случаях для увеличения исходного диаметра отверстий этот технологический процесс предпочтительнее, чем рассверливание.
В подавляющем большинстве случаев при механической обработке деталей операция зенкерования производится после сверления и перед развертыванием. По этой причине в каждом конкретном случае диаметр зенкера подбирается таким, чтобы он был несколько меньше того, который должно иметь отверстие в итоге (разница называется в технике припуском на развертывание).
Для изготовления зенкеров чаще всего используется инструментальная углеродистая сталь У12А, легированная сталь 9ХС или быстрорежущая сталь Р9.
С точки зрения конструкции зенкеры подразделяются на цельные и те, которые оборудуются вставными режущими пластинами. Что касается количества режущих элементов, то большая часть этого инструмента бывает трех- или четырехлезвийным.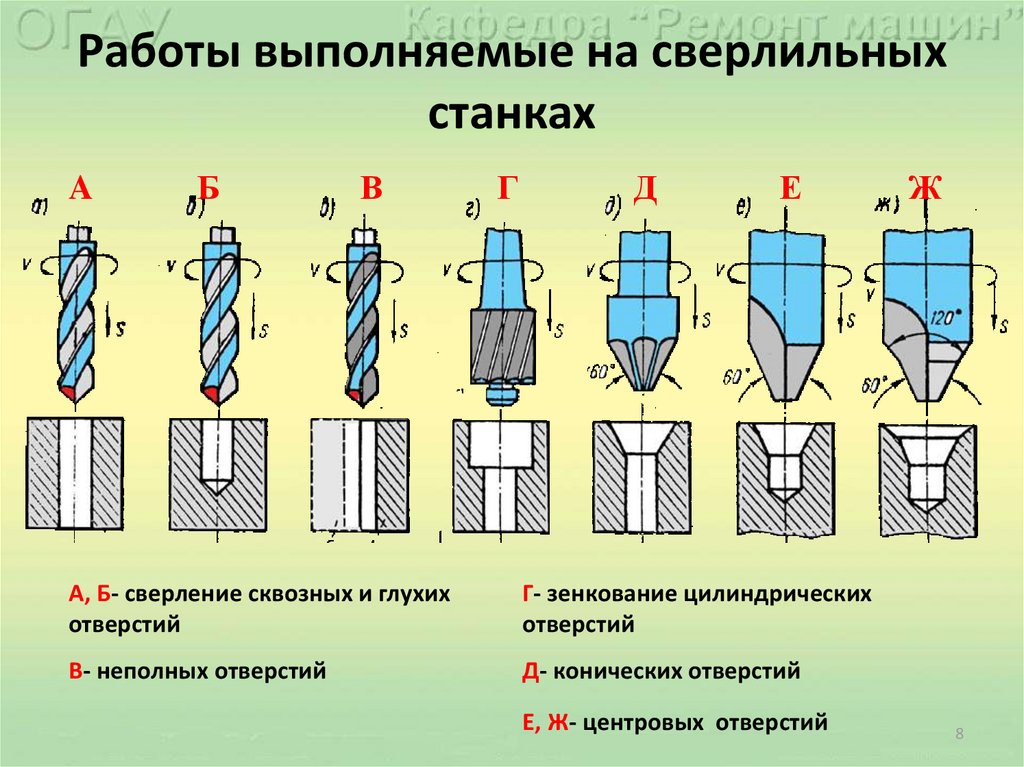
В тех случаях, когда необходимо обрабатывать отверстия, имеющие диаметры от 12 до 20 миллиметров, используются цельные зенкеры. Они имеют или три, или четыре режущие кромки (последний вариант – со вставными пластинами).
Если технологический процесс изготовления деталей предполагает обработку отверстий, имеющих диаметр более 20 миллиметров, то используются зенкеры со вставными пластинами. Эти режущие части инструмента соединяются с оправкой при помощи специальных вырезов и выступов. В промышленности сейчас используются зенкеры, которые имеют до восьми и более режущих поверхностей.
Для того чтобы обеспечить выполнение нескольких операций зенкерования одновременно, используются комбинированные зенкеры. Они бывают ступенчатыми или сборными, причем последние нередко комбинируются с инструментами других видов: развертками, сверлами, расточными пластинами и т.п.
Цекование отверстий
Цекование представляет собой технологическую операцию, с помощью которой крепежные отверстия обрабатываются таким образом, чтобы обеспечить получение опорных поверхностей под винты.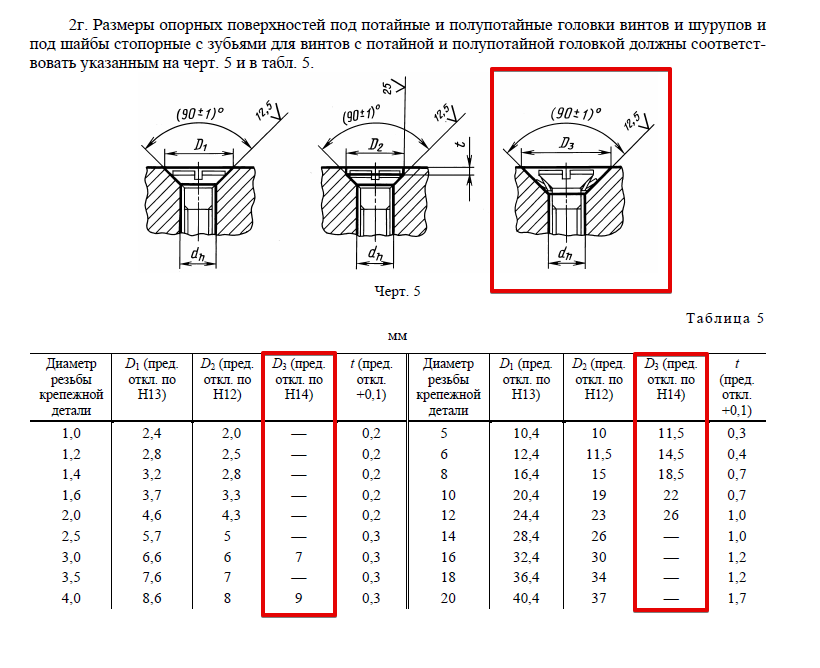
Для этого используются цековки. Они представляют собой насадные головки, снабженные цилиндрическими выступами, обеспечивающими должное направление режущего инструмента, и имеющие торцевые зубцы.
Цековки, имеющие небольшие размеры, выпускаются, как правило, хвостовыми, а имеющие размеры достаточно значительные – насадными. Чтобы точно направить их в соответствующие отверстия, используются цапфы, а сам режущий инструмент изготавливается из быстрорежущей стали и нередко оснащается пластинами из твердых сплавов.
Зенкование отверстий
В технике под зенкованием подразумевается технологическая операция, состоящая в снятии фасок с уже готовых отверстий, удалении заусенцев, получении отверстий определенной конфигурации на основе уже имеющихся.
Технологическая операция зенкования осуществляется при помощи такого инструмента, как зенковки. Для обработки опорных поверхностей под крепежные винты они делаются или со съемной цапфой, или цельными, а что касается размеров, то в каждом конкретном случае они подбираются технологами металлообрабатывающего производства отдельно.
Что такое зенкование? – Определение из Trenchlesspedia
Последнее обновление: 13 декабря 2017 г.
Что означает зенкование?
Зенковка отверстия – это прорезание конического отверстия в металлическом предмете. Этот процесс обычно используется для создания пространства для того, чтобы головка винта или болта располагалась заподлицо с поверхностью материала, или для очистки заусенцев, оставшихся от сверления и нарезания резьбы.
Зенковка просверленных и нарезанных отверстий в трубопроводе является хорошей практикой для предотвращения коррозии и создания герметичного уплотнения при ввинчивании соответствующего фитинга во время проекта бестраншейной прокладки.
Реклама
Trenchlesspedia Объясняет Зенковка
Зенковка предназначена для расширения просверленного отверстия до конической формы. Крошечные фрагменты металла, оставшиеся прикрепленными к краю просверленного отверстия с резьбой, могут попасть в резьбу фитинга. Эти металлические осколки повредят резьбу, что приведет к неплотной посадке. Это также повлияет на уплотнение деталей вместе, создавая пути для утечки.
В бестраншейных проектах, когда трубопровод прокладывается под землей, качество изготовления очень важно для предотвращения проблем после завершения монтажа.
Реклама
Поделись этим термином
Связанные термины
- Сверло
- Нажатие
- Герметизация швов
- Режущая насадка
- Боковое соединение
Похожие материалы
- Бестраншейная прокладка инженерных сетей и портов доступа в городских районах
- Бестраншейная технология установки природного газа
- Срок службы стальных, глиняных, пластиковых и композитных труб
- Микротоннелирование: ключевые элементы планирования, которые необходимо знать
- Процесс планирования: как подготовиться к успешному проекту бестраншейного строительства
- Давление: почему это ключ к предотвращению непреднамеренных возвратов
Метки
Бестраншейные методыМатериалыМонтажБестраншейное строительствоАктуальные статьи
Бестраншейное строительство
Понимание 4 этапов исследования места
Бестраншейная реабилитация
5 лучших способов соединения труб, на которые всегда можно положиться
Бестраншейное строительство
Все, что вам нужно знать о подъеме труб
Бестраншейное строительство
Микротоннелирование против.
 Горизонтально-направленное бурение: понимание различий между этими ключевыми бестраншейными методами
Горизонтально-направленное бурение: понимание различий между этими ключевыми бестраншейными методамиСтруктура и применение зенкеров
Зенковка, поперечная и плоская зенковка фирмы RUKO
Зенковка – это процесс последующей обработки существующих просверленных отверстий. Это означает, что зенкер не врезается в весь материал. Существуют разные зенкеры, которые выполняют разные функции. Они делятся на:
- зенкер
- Фреза для поперечных отверстий
- плоская зенковка
- Раковинное грузило
Зенковка
Головка зенковки имеет коническую форму. Коническая форма вызывает снятие заусенцев или зенковку в существующем отверстии.
Особенности зенковки
Угол зенковки имеет решающее значение для зенкеровки. Существуют различные углы, которые предназначены для различных приложений. Это для зенковки:
- 60° для удаления заусенцев
- 75° для головок заклепок
- 82° для винтов с потайной головкой Стандарт США
- 90° для винтов с потайной головкой
- 120° для зенкования заклепок из листового металла
Количество режущих кромок обычно нечетное для плавного хода при зенкеровании.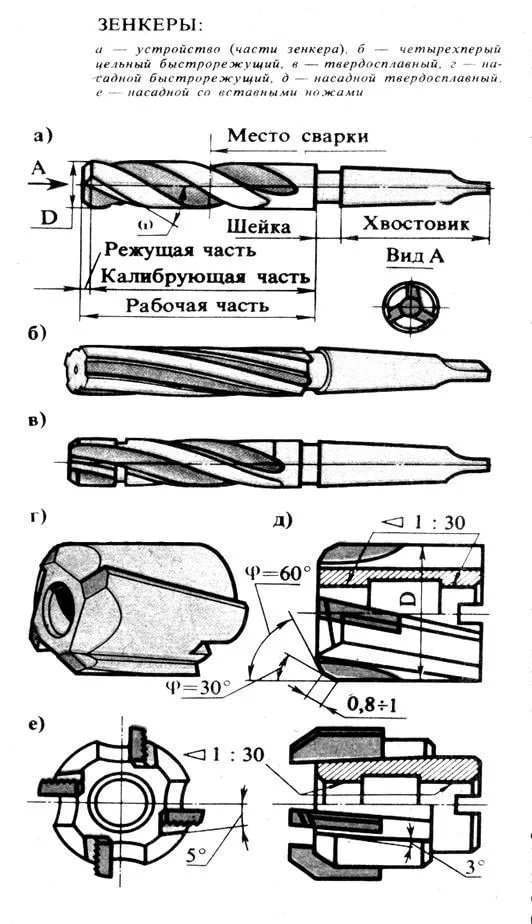 Наши зенкеры имеют три режущие кромки.
Наши зенкеры имеют три режущие кромки.
Чип удаляется через профиль канавки . Хвостовик доступен в четырех различных версиях: цилиндрический хвостовик, конус Морзе, хвостовик биты и трехгранный хвостовик . Например, хвостовик биты или хвостовик с тремя поверхностями предотвращает проскальзывание инструмента в патроне дрели и делает их идеальными для использования в ручных дрелях.
Заусенец на конце отверстия
Что означает снятие заусенцев?
Обычно на конце кромки отверстия образуются небольшие клочки материала, выдавленные спиральным сверлом для сквозного отверстия . Эти клочки называются заусенцами. Для удаления этих заусенцев используется зенкер, который зачищает край отверстия, т.е. удаляет заусенец. Эти зенкеры имеют угол зенкерования 60° . В принципе, однако, удаление заусенцев можно выполнять с любым углом зенкерования.
Особенно при сверлении металла образуется заусенец . Это может быть с очень острыми краями и представлять опасность травмы . Поэтому вы должны удалить заусенец после сверления. Не только из соображений безопасности, но и для улучшения внешнего вида просверленного отверстия.
Это может быть с очень острыми краями и представлять опасность травмы . Поэтому вы должны удалить заусенец после сверления. Не только из соображений безопасности, но и для улучшения внешнего вида просверленного отверстия.
Зенковка отверстия расширяет область входа и облегчает, например, вставку сверла. О том, как нарезать внутреннюю резьбу, рассказывается в нашей статье «Как нарезать внутреннюю резьбу в 3 шага».
Зенковка винта
Для зенковка винта заподлицо с поверхностью заготовки, используется зенкер . Окончательный результат выглядит следующим образом.
Винт с потайной головкой в сквозном отверстии
Фреза для поперечных отверстий
Особенностью этой зенковки является просверленное отверстие поперек зенковки.
Особенности фрезы с поперечными отверстиями
Фрезы с поперечными отверстиями имеют наклонное отверстие около 45° к оси зенковки. Таким образом, это отверстие в головке образует две режущие кромки. Стружка выводится через отверстие , что предотвращает ее застревание между сверлом и заготовкой. Фрезы с поперечными отверстиями также крайне редко застревают в материале.
Таким образом, это отверстие в головке образует две режущие кромки. Стружка выводится через отверстие , что предотвращает ее застревание между сверлом и заготовкой. Фрезы с поперечными отверстиями также крайне редко застревают в материале.
С сердечником с поперечными отверстиями можно добиться чистых результатов и с ним легко работать . Зенковка не имеет заусенцев и болтовни.
Угол зенкерования поперечного отверстия 90°. С помощью стержня с крестообразным отверстием вы также можете сделать зенкер для винта с потайной головкой .
Фреза для поперечных отверстий
Зенковка плоская
Зенковка плоская имеет цилиндрическую форму по сравнению с зенковкой. Зенковки используются для изготовления зенкеров для винтов с цилиндрической головкой, винтов с шестигранной головкой и гаек .
Особенности плоской зенковки
На ее конце имеется неподвижная направляющая , которая вставляется в предварительно просверленное отверстие . Это обеспечивает стабильное управление бурильной машиной и точную работу.
Это обеспечивает стабильное управление бурильной машиной и точную работу.
Режущие кромки разрезают материал и оставляют место для головки винта . Винты с цилиндрической головкой и винты с шестигранной головкой находятся заподлицо с поверхностью заготовки.
Винт с цилиндрической головкой в сквозном отверстии
Плоские зенкеры доступны в двух версиях: для сквозного отверстия и резьбового отверстия . Отличие заключается в двух заготовках, которые соединяются винтом.
При сквозном отверстии резьба есть только во втором материале. С отверстием под резьбу оба материала имеют резьбу .
Диаметр неподвижной направляющей для сквозного отверстия больше, чем для отверстия под резьбу . Так, для сквозного отверстия под резьбу М12 (мелкий сорт) диаметр составляет 13,0 мм. Для отверстия под резьбу диаметр неподвижной направляющей для резьбы М12 составляет 10,2 мм.
Диаметр неподвижной направляющей для сквозного отверстия больше, чем для отверстия под резьбу
Раковинное грузило
Раковинное грузило зенкер устанавливается на спиральное сверло. Таким образом, сверление спиральным сверлом и последующее зенкерование можно выполнить только за один рабочий этап .
Поскольку зенкеры подходят только для сверления отверстий в древесине, древесных материалах или пластике, мы не включаем их в наш ассортимент.
Применение
Поскольку наши зенкеры изготовлены из инструментальной стали HSS, HSSCo 5 и карбида вольфрама , вы можете использовать их для резки самых разных металлов. Зенкеры доступны с покрытиями TiN, TiAlN и нашим покрытием RUnaTEC .
В таблице применения (PDF за изображением) вы найдете обзор всех наших зенкеров и областей их применения.
Чрезвычайно важным для зенкеров является угол зенкерования . Различные углы зенковки подходят для различных применений .
Различные углы зенковки подходят для различных применений .
| Countersink angles | Application | Product |
|---|---|---|
| 60° | for deburring | Countersink |
| 75° | for rivet heads | Countersink |
| 82° | for countersunk screws Стандарт США | Зенковка |
| 90° | для винтов с потайной головкой | Зенковка и фреза для поперечных отверстий |
| 120° | for countersinking of sheet metal rivets | Countersink |
| 180° | for cylinder head screws, hexagon head screws and nuts | Flat countersink |
Cutting speed
When countersinking важно прикладывать меньшее усилие , потому что зенкерование требует лишь небольшого давления на шлифовку .
Помимо давления при шлифовке следует также обратить внимание на скорость резания . Особенно с твердыми материалами, такими как твердая древесина или металл, вы должны выбрать очень низкую скорость . Чем медленнее, тем лучше. Зенковка не гремит и не сильно греется. Таким образом, срок службы не снижается.
К столу скоростей для зенкеров
Насколько глубоко я могу резать?
В зависимости от области применения вы можете резать на разную глубину. Например, при удалении заусенца вы углубляетесь в материал всего на несколько миллиметров, чтобы удалить только заусенец.
Если вы хотите зенковать винт, вы можете использовать зенкер, чтобы врезаться в заготовку непосредственно перед или до максимального диаметра.
Максимальный диаметр
Заключение и резюме
Зенковки в основном используются для зенкерования отверстий, зенкерования винтов и удаления заусенцев.
Зенковка расширяет отверстие и облегчает последующую нарезку резьбы.