Чтобы нарезать резьбу м5 какое нужно сверло: Диаметр сверла под резьбу: таблица размеров по ГОСТ
alexxlab | 01.05.2023 | 0 | Разное
Нужно нарезать резьбу в отверстии. Метчик для нарезки резьбы. Что следует знать о резьбе
Нужно нарезать резьбу в отверстии. Метчик для нарезки резьбы. Что следует знать о резьбе
В настоящее время трудно представить проведение слесарных работ без специального резьбонарезного инструмента.
Этим инструментом можно нарезать резьбу на изделиях из цветных металлов и стали.
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.
Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук. В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго – две, а на хвостовой части третьего – три.
Размер резьбы указывается также на хвостовой части метчика.
При нарезании резьбы вручную для метчика используется специальный вороток.
Подробнее про метчики видео в конце статьи.
Как нарезать резьбу метчиком
Нарезание резьбы метчиком на первый взгляд выглядит просто, но это не значит что получится легко и с первого раза. Особое внимание уделите выбору качественного инструмента. Тупой метчик есть все шансы заломать. Добывать обломок из отверстия та ещё морока.
При нарезании резьбы придерживайтесь правила: 1 – 2 оборота вперед (режем резьбу) – 0.5 – 1 оборота назад.
При нарезании резьбы в глухих отверстиях неизбежно скопится стружка, необходимо выкручивать метчик и удалять металлические отходы из отверстия и с метчика.
Если метчик извлекался полностью, то будьте внимательны при очередном его вкручивании или при проходе следующим номером. Необходимо попасть уже нарезанную резьбу и не срезать её.
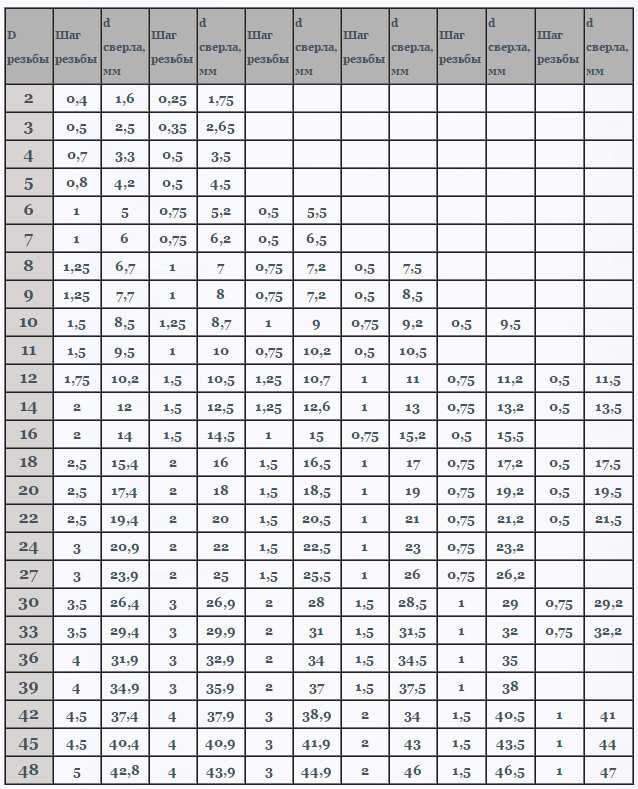
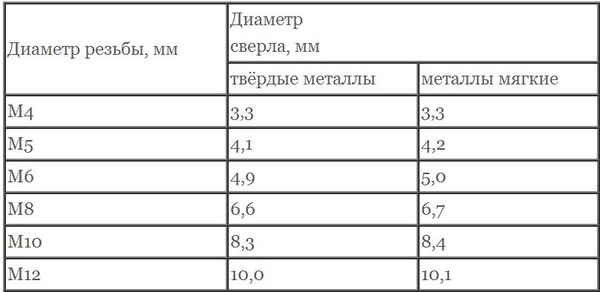
Диаметр просверленного отверстия должен соответствовать диаметру резьбы (таблица 1):
| Диаметр резьбы | Диаметр отверстия | Диаметр резьбы | Диаметр отверстия |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
Отклонения от указанных значений приведут к некачественной резьбе.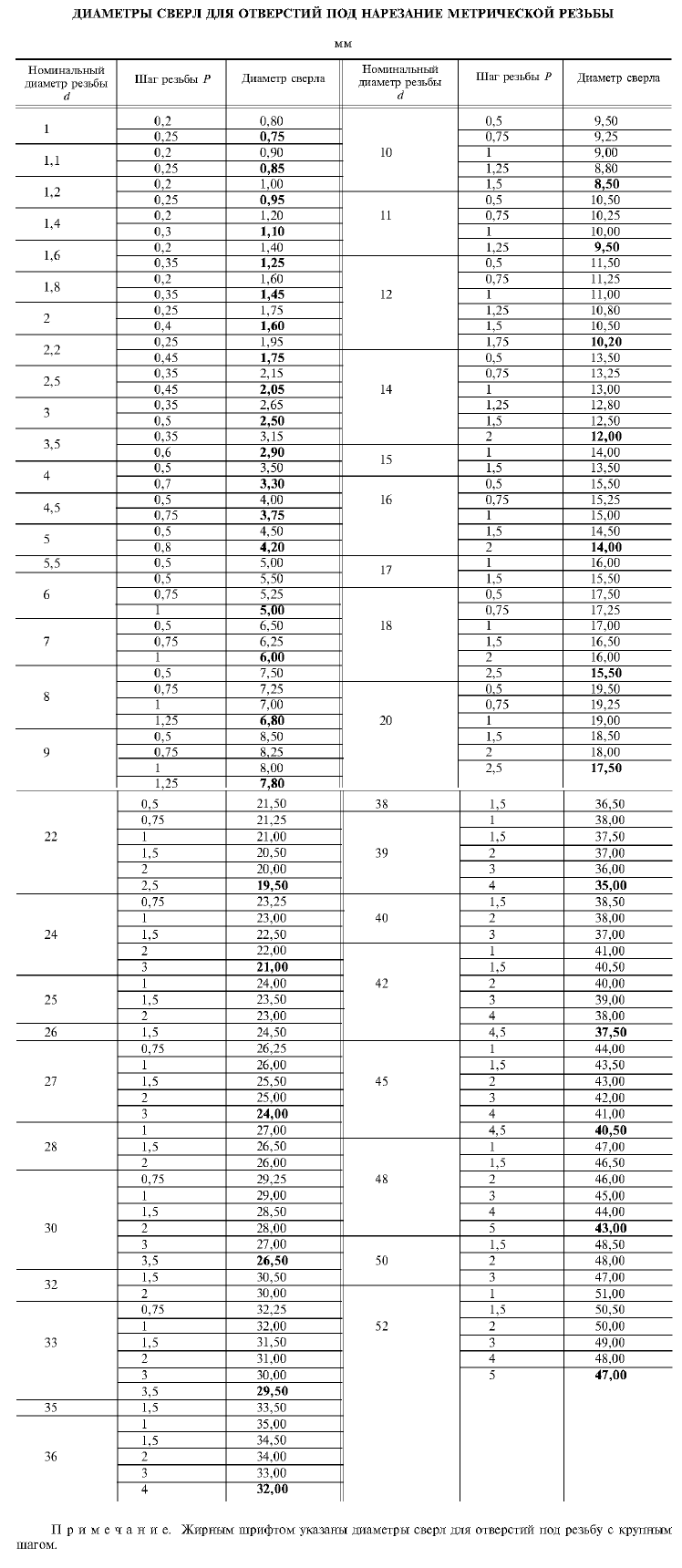
И конечно, не забываем про смазку (масло, керосин, солидол и т.д.).
Плашки
Наружная резьба нарезается с использованием плашек.
Плашки производятся раздвижные (призматические), накатные и круглые. Круглые лерки подразделяются на разрезанные и цельные.
Цельные круглые лерки используют для нарезания на деталях метрической резьбы диаметром от одного до 76 миллиметров. Для нарезки на деталях дюймовой резьбы используются плашки, имеющие диаметр от 1/4 до 2 дюймов.
При ручной нарезки резьбы плашки зажимаются в вороток специальной конструкции -леркодержатель.
Необходимо обязательное использование смазывающих жидкостей и соответствия размеров таблице 2:
| Диаметр резьбы | Диаметр стержня | Диаметр резьбы | Диаметр стержня |
Процесс нарезания наружной резьбы наглядно представлен на видео:
Обратите внимание на обратные вращения (противоположные основному рабочему ходу инструмента).
Специальные плашки и метчики
Специальные плашки и метчики являются инструментом, который изготовлен с разными отклонениями от стандартов DIN, ISO, ANSI и других. Изменения могут затрагивать степень точности, длину и форму хвостовика, количества ниток на один дюйм, шаг резьбы, диаметр нарезаемой резьбы и другие параметры.
Стандартные лерки и метчики изготавливаются из быстрорежущей стали марки HSS, а также из улучшенной быстрорежущей стали с добавлением ванадия и кобальта марки HSS-E. На специальные метчики также наносятся различные износостойкие покрытия.
Резьбомер
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.
Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.Многим хоть раз в жизни приходилось сталкиваться с нарезанием резьбы, это может понадобиться как в быту, так и на производстве. Но как же нарезать резьбу правильно и чем это сделать, какой инструмент понадобится?
Но как же нарезать резьбу правильно и чем это сделать, какой инструмент понадобится?
Резьба бывает внутренняя, и внешняя. Для внутренней потребуется такой инструмент, как метчик, для внешней плашка (называют иногда лерка), или клупп. Так же будет необходим, плашкодержатель или метчикодержатель.
Как правило, метчики продаются комплектами из 2 шт. Сначала резьбу проходят первым номером (имеет острый заход), затем вторым (чистовым), имеющим более тупой заход. Реже продаются штучные метчики, такие больше подходят для правки сбитой резьбы, для новой лучше брать комплектный метчик. Бывают как трубные метчики (обозначение «G» на метчике) для нарезания резьбы в трубе, так метрические (наиболее часто применимые).
Например, вам нужна внутренняя резьба в металлической детали М8 (8мм) для болта. Бука М обозначает, что резьба метрическая. Чтобы начать нарезать резьбу, нужно высверлить отверстие в необходимой вам детали. Какое же сверло брать? Потребуется сверло диаметром 6,8 мм. Почему именно оно? Каждый метчик имеет свой шаг (расстояние между витками резьбы). У метчика М8 он составляет 1,25. Формула проста: из диаметра нужной резьбы вычесть шаг резьбы. Т.е получается 8 — 1,25 = 6,75. Сверло 6.75 вы вряд ли найдете, поэтому возьмите 6,8 мм (допустимо). Для резьбы М10 потребуется сверло 8,5, т.к. шаг резьбы 1,5. И т.д.
У метчика М8 он составляет 1,25. Формула проста: из диаметра нужной резьбы вычесть шаг резьбы. Т.е получается 8 — 1,25 = 6,75. Сверло 6.75 вы вряд ли найдете, поэтому возьмите 6,8 мм (допустимо). Для резьбы М10 потребуется сверло 8,5, т.к. шаг резьбы 1,5. И т.д.
Таблица основных шагов резьбы:
М3 – 0,5
М4 – 0,7
М5 – 0,8
М6 – 1
М7 – 1
М8 – 1,25
М9 – 1,25
М10 – 1,5
М12 – 1,75
М16 – 2
М18 – 2,5
М20 – 2,5
М22 – 2,5
М24 – 3
М30 – 3,5
После того как отверстие готово, нужно взять метчик, надежно закрепить его в метчикодержатель (есть с трещоткой и простой), и потихоньку вводить в отверстие, для лучшего нарезания можно добавить несколько капель бытового масла. Нарезку нужно производить по направлению часовой стрелки, потребуется определенное усилие.
Держатель для метчика
Если вам необходима внешняя резьба, например, чтобы нарезать резьбу на трубе. Для этого существуют плашки и клуппы. Клуппы, в отличие от плашек, бывают только с трубной резьбой (измерение в дюймах), не метрической. Такой вид резьбы, как правило, используется в сантехнике (трубы, подводка, смесители). Им удобнее работать, нежели плашкой, сзади у клуппа есть специальный заход под трубу, т.е. взяли, надели на трубу и начали нарезать.
Клуппы, в отличие от плашек, бывают только с трубной резьбой (измерение в дюймах), не метрической. Такой вид резьбы, как правило, используется в сантехнике (трубы, подводка, смесители). Им удобнее работать, нежели плашкой, сзади у клуппа есть специальный заход под трубу, т.е. взяли, надели на трубу и начали нарезать.
Клуппы и трещотка для клуппов
Для клуппов есть специальный держатель-трещетка, для плашек такой не подойдет. Плашкой работать немного сложнее (у нее нет специального захода), очень важно ровно начать резьбу (первые витки). Для этого на трубе делают небольшую фаску , после чего аккуратно режут, подобрав нужный размер плашки и установив ее в плашкодержатель. Если вы не знаете точного размера, измерьте диаметр детали . Какого размера будет труба, такая плашка и потребуется. Для трубы 16мм — плашка М16. Если вы нарезаете на трубе под сантехнику, то и плашка нужна трубная. Есть несколько размеров труб: 1/2, 3/4, 1, 1 1/4 — это самые ходовые размеры. Также есть 1 1/2 и 2 дюйма.
Плашкодержатели бывают с функцией трещотки и простые. С трещоткой работать намного удобнее, особенно, когда деталь располагается рядом со стеной (например труба), не нужно постоянно переставлять плашкодержатель. Но стоимость такого намного выше, раза в 2,5-3. Как правило, держатели бывают сразу под несколько размеров плашек. Например: ½ дюйма ¾ и 1 дюйм.
Помимо основных шагов резьбы, есть нестандартные. Например резьба М8 может иметь шаг 1,25 (основной) так и единицу, 0,75 0,5 (очень мелкая резьба). Нестандартный шаг может быть только меньше основного, никак не больше.
Что касается качества стали, из которой метчик изготовлен. Она бывает быстрорежущая, имеет чаще всего маркировку Р6М5, реже Р18. Такой метчик очень прочный и долго служит. Также бывает углеродистая сталь, как правило, метчик, изготовленный из такого материала, никак не маркируется. Он также твердый, но хрупкий. При нарезании резьбы в твердом металле может просто обломиться внутри заготовки. Доставать обломленный метчик очень непросто, для этого потребуется специальный инструмент (экстрактор). Также возможно достать метчиком с левой резьбой. Кроме всего придется высверливать отверстие в обломленном метчике, для чего понадобится качественное сверло (достать такое очень непросто), возможно даже твердосплавное. Так что, если предстоит нарезать в твердом металле, лучше не рисковать и купить качественный метчик. Стоимость его в 2-3 раза выше. Если же нарезать придется в не очень твердом металле, либо в цветном, тогда без проблем решит вопросы дешевый углеродистый метчик. Он так же подойдет для того, чтобы пройти сбитую резьбу, так скажем немного поправить ее. То же самое можно сказать и о качестве плашек.
Доставать обломленный метчик очень непросто, для этого потребуется специальный инструмент (экстрактор). Также возможно достать метчиком с левой резьбой. Кроме всего придется высверливать отверстие в обломленном метчике, для чего понадобится качественное сверло (достать такое очень непросто), возможно даже твердосплавное. Так что, если предстоит нарезать в твердом металле, лучше не рисковать и купить качественный метчик. Стоимость его в 2-3 раза выше. Если же нарезать придется в не очень твердом металле, либо в цветном, тогда без проблем решит вопросы дешевый углеродистый метчик. Он так же подойдет для того, чтобы пройти сбитую резьбу, так скажем немного поправить ее. То же самое можно сказать и о качестве плашек.
Метчики для сквозных отверстий (гаечные) заметно длиннее, примерно в 2 раза. Необходимы там, где обычной стандартной длины недостаточно. Продаются только штучно,комплектных не бывает.
Существуют и другие виды резьбы: такие как коническая (обозначение «K» латинская на плашке), трубная коническая («Rc»).
Приобрести резьбонарезной инструмент в наше время достаточно несложно, как в простых строительных магазинах, так и через сеть интернет.
Существует достаточно много способов соединения деталей, однако наиболее распространенным и доступным по-прежнему является винтовой (болтовой) крепеж. Именно о таком крепеже мы и поговорим. Точнее, мы рассмотрим виды метчиков, технологию нарезания резьбы в отверстиях под винты и болты разного диаметра.
Метчики разделяются в зависимости от способа выполнения резьбы , а также в зависимости от того, для какого отверстия они предназначены.
Спецификация по способу нарезания
По способу нарезки различают:
- Проходные метчики. Особенностью такого инструмента является то, что он имеет одновременно разметочные режущие зубья и зубья для финишной нарезки витков. Чаще всего такие инструменты используются при работе с деталями, выполненными из мягких металлов, например, из алюминия, меди, латуни.

- Комплектные метчики. В данном случае речь идет сразу о нескольких инструментах для выполнения резьбы. Минимальный комплект состоит из трех метчиков для разных этапов нарезки: первый предназначен для черновой, второй – промежуточной, третий – финальной. Конечно, выполнение работы таким комплектом требует больше времени по сравнению с использованием одного проходного метчика, но и качество витков получается намного выше.
Спецификация по типу отверстия
Технологические отверстия могут быть глухими или сквозными. Для каждого типа отверстия следует применять соответствующий тип метчика. Сквозные отверстия обрабатываются инструментом с острым концом, а глухие – инструментом со срезанным концом. Работать с метчиком для глухого отверстия сложнее, поскольку очень часто при достижении дна отверстия он может застопориться и сломаться, однако при удачной нарезке получают качественную резьбу по всей длине отверстия.
Отдельно необходимо отметить , что, кроме упомянутого выше, метчики подразделяются на машинные и машинно-ручные. Первые имеют удлиненный хвостовик и могут быть установлены в какой-либо электрический станок, с помощью которого и будет осуществляться нарезка витков. Вторые могут применяться как при выполнении работы вручную, так и при выполнении работы с использованием электрического инструмента.
Первые имеют удлиненный хвостовик и могут быть установлены в какой-либо электрический станок, с помощью которого и будет осуществляться нарезка витков. Вторые могут применяться как при выполнении работы вручную, так и при выполнении работы с использованием электрического инструмента.
Маркировка метчиков
Метчики для нарезания внутренней метрической резьбы маркируются буквой «М». При этом после буквы «М» следует значение диаметра нарезаемой резьбы. Кроме диаметра, на инструменте указывается и шаг резьбы. Например, маркировка М4×1 означает, что инструментом можно выполнить резьбу в отверстии диаметром 4мм с шагом 1мм. В случае, если речь идет о режущем инструменте для левой резьбы, инструмент имеет маркировку LH . Диаметр и шаг резьбы обозначается способом, аналогичным описанному выше.
Как нарезать резьбу метчиком — технология
Нарезание внутренней резьбы выглядит следующим образом:
Для максимальной наглядности предлагаем вам посмотреть небольшое видео, в котором детально рассмотрен процесс нарезания внутренней резьбы.
Подведем итоги
Чтобы действительно качественно нарезать резьбу в заготовке из того или иного металла не нужно обладать какими-либо специальными знаниями и опытом. Как показывает практика, с такой работой справится даже далекий от слесарных дел мастер.
Главный совет – исключить спешку, а ко всем операциям, в том числе и подготовительным, подходить ответственно. Не менее важным является и выбор инструмента для выполнения работы — экономить не стоит. Помните: дешевые низкокачественные метчики зачастую обламываются в процессе работы, а извлечь отрезок инструмента из отверстия крайне проблематично.
Нарезка внутренней резьбы метчиком
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением , остаётся возможность применить штатную, фирменную шпильку.
В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением , остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в .
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
1. Сверло
Диаметр сверла выбирается из таблицы.
Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
2. Метчик
Метчик
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
4. Вставка ремонтная
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
2. Нарезать резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
3. Промыть полученную резьбу керосином.
4. Надеть на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок.
Любите работы по обустройству дома выполнять собственноручно, не привлекая для этого различных мастеров? Самостоятельная установка или ремонт не только позволяет сэкономить средства на вызове специалистов, но и здорово повышает чувство собственного достоинства, ведь верно?
В процессе монтажа коммуникаций нередко возникает необходимость подготовки резьбы на трубах. Приходится изыскивать способы, чтобы не испортить изделие.
Мы расскажем, как нарезать резьбу с помощью разных инструментов, какой метод предпочтительнее использовать в той или иной ситуации. В статье рассмотрены способы, доступные для реализации неквалифицированному исполнителю. Освещены особенности нарезки разных типов резьбы и оборудование, применяемое при этом.
Изложенный материал снабжен наглядными фотоматериалами с изображением инструментов для выполнения работы. А видеоролик с рекомендациями поможет детально разобраться со всеми тонкостями этого процесса.
Термин «трубная» имеет привилегированное положение в сфере сантехнической деятельности. Классифицируется этот термин с оглядкой на группу стандартов, определяющих критерии соединений различных элементов сантехнических конструкций.
Классифицируется этот термин с оглядкой на группу стандартов, определяющих критерии соединений различных элементов сантехнических конструкций.
Трубные резьбы широко применяются в системах водопроводных и канализационных сетей, поэтому практика нарезки, вручную или автоматически, является деятельностью часто применимой
К примеру, размер трубной резьбы обозначается числовым значением, указывающим стандарт проходного диаметра трубы, но не физический диаметр нарезки.
На практике применяются трубные резьбы:
- цилиндрическая (G/BSPP ),
- коническая (R/BSPT ),
- круглая под запорную сантехническую арматуру (Кр ),
- дюймовая цилиндрическая (американский стандарт NPSM ),
- дюймовая конусная (американский стандарт NPT ).
Слесарю, основным рабочим участком которого является бытовое хозяйство, рекомендуется взять за основу условное разделение трубной резьбы на два основных вида:
- цилиндрическая (G ),
- коническая (R ).
Именно с этими двумя видами приходится чаще всего сталкиваться домашнему слесарю, обслуживающему бытовое сантехническое оборудование, выполняющего прокладку или отопления.
Нарезка трубы производится в следующих случаях:
Галерея изображений
Что нужно знать, чтобы нарезать резьбу метчиком?
Процесс нарезания резьбы метчиком подразумевает изготовление выступа, образующего винтовую линию. Главными характеристиками этого элемента является угол подъема линии, шаг, тип профиля и угол его подъема, диаметр, глубина.
Направление подъема винтовой линии определяет тип резьбы:
- правая — винтовая линия поднимается в направлении, обратном перемещению стрелки часового механизма;
- левая — винтовая линия поднимается по направлению перемещения стрелки часов.
Что касается профиля резьбы, то он может быть выполненным в форме прямоугольника или треугольника. На самом деле, существует гораздо больше профилей, но они в бытовых условиях почти не используются.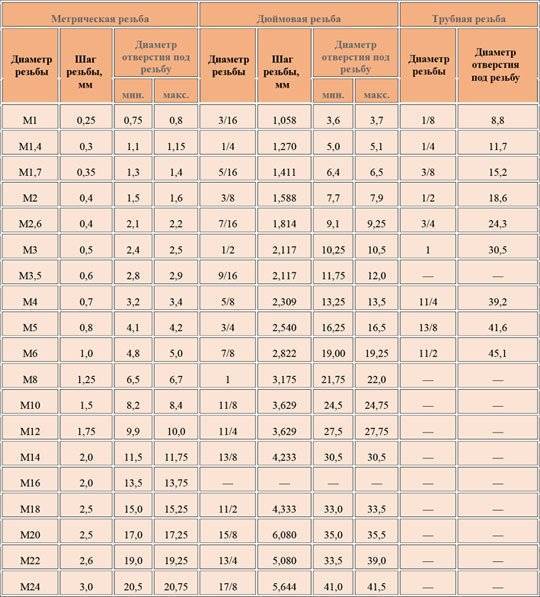
Метрическая резьба занимает первое место по популярности. Ее профиль имеет треугольную форму, а угол профиля составляет 60°. В различных вариантах исполнения метрическая резьба имеет крупный или мелкий шаг. С ее обозначением можно ознакомиться на примере М20×1—8G, что расшифровывается следующим образом:
- М — метрический тип резьбы;
- 20 — номинальный диаметр, мм;
- 1 — шаг резьбы, мм;
- 8G — класс точности размеров.
Это обозначение может быть сокращено до М20, если речь идет о крупном шаге, который считается нормальным. Еще одна особенность — ввод в название левой резьбы букв LH.
Цилиндрическая резьба встречается не так часто, как метрическая, но она тоже широко распространена. Ее профиль имеет треугольную форму с углом 55°. Она востребована в местах соединения труб, цилиндрических элементов — в общем, везде, где требуется обеспечить герметичность соединений. Данный тип резьбы обозначается символом G, а его диаметр указывается в дюймах.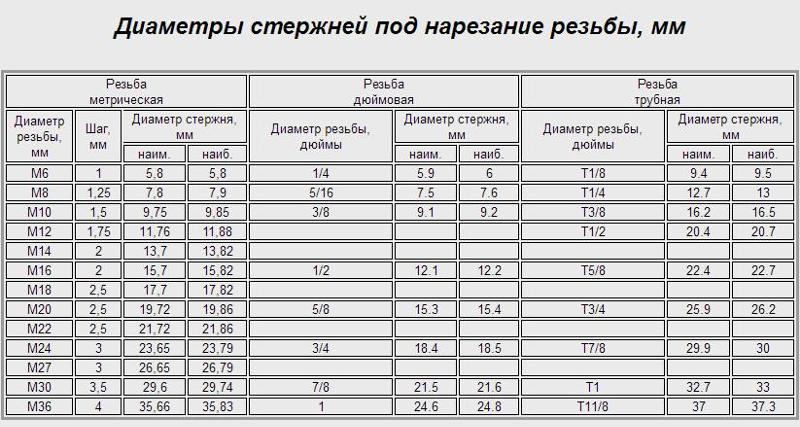
Упорная резьба имеет профиль в форме трапеции, одна грань которой наклонена под углом 3°, а другая — под углом 30°. Обозначается буквой S.
Подготовительные работы перед резьбонарезанием
Первый этап, который следует выполнить перед началом нарезания резьбы — сверление отверстия (глухого или на проход). При этом следует соблюдать условие: диаметр отверстия должен быть меньше, чем диаметр резьбы. Далее представлены варианты выбора диаметра сверла в зависимости от заданного номинального диаметра:
- 2,5 мм для М3;
- 3,4 мм для М4;
- 4,2 мм для М5;
- 5,0 мм для М6;
- 6,7 мм для М8;
- 8,4 мм для М10.
Для нарезания резьбы диаметром, превышающим представленные значения, следует подготовить отверстие, чей диаметр рассчитывается путем умножения диаметра резьбы на число 0,8.
Процесс сверления может производиться на соответствующем станке или при помощи электрической дрели. Выбирая второй вариант, не обойтись без тисков для зажима детали.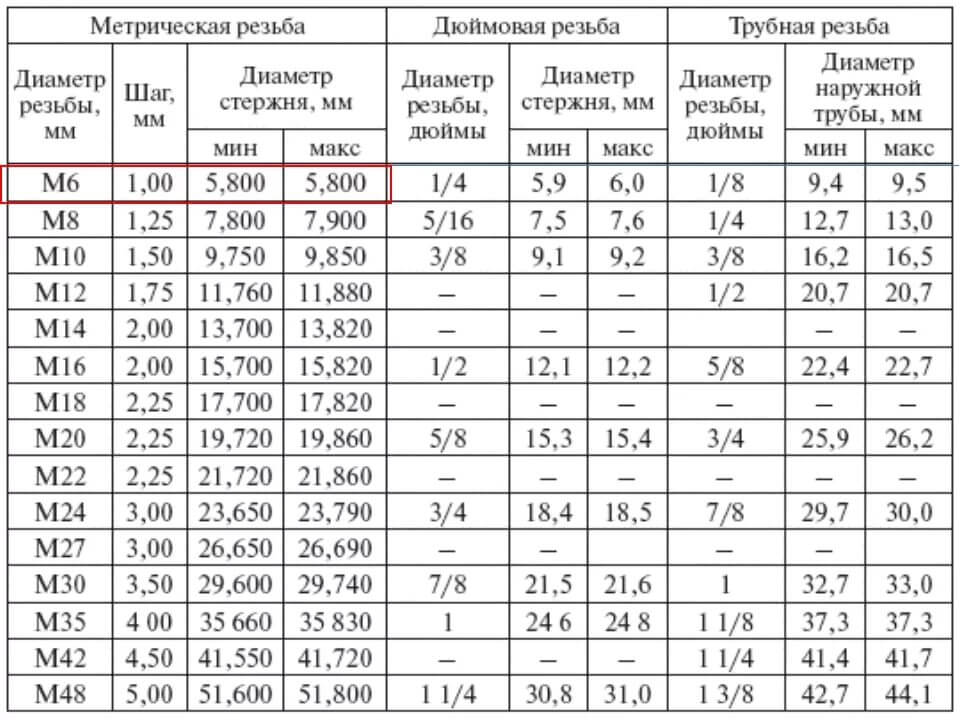 При этом необходимо проследить за тем, чтобы сверло перемещалось строго в вертикальной плоскости.
При этом необходимо проследить за тем, чтобы сверло перемещалось строго в вертикальной плоскости.
На верхней кромке отверстия выполняется фаска, облегчающая проход метчика. Выполнить ее можно большим по диаметру сверлом либо напильником. После этого нужно тщательно очистить обрабатываемый участок от стружки.
Нарезание резьбы
Деталь фиксируется в тисках таким образом, чтобы фаска отверстия располагалась сверху, а его ось была перпендикулярной поверхности стола. За вороток нужно взяться двумя руками, прижать инструмент к поверхности изделия и вращать в направлении перемещения часовой стрелки. Все движения должны быть плавными и выполняться с нажимом. Выполнив два оборота в одну сторону, нужно сделать полуоборот в обратном направлении (против часовой стрелки). По этому принципу осуществляется дальнейшая обработка.
При выполнении работ важно систематически охлаждать метчик и деталь. Для этого пойдет: эмульсия — для работы со сталью; керосин — для алюминия; скипидар — для меди. При нарезании резьбы на бронзовых или чугунных изделиях можно обойтись без охлаждения и смазки.
При нарезании резьбы на бронзовых или чугунных изделиях можно обойтись без охлаждения и смазки.
Для внутреннего резьбонарезания рекомендуется использовать комплектные метчики. В этом случае работы начинаются с нарезание черновой резьбы, а заканчиваются чистовой обработкой. Более того, при выполнении данного вида операций нужно придерживаться определенных правил. Например, при нарезании резьбы в глубоких или глухих отверстиях, в алюминиевых или медных деталях, инструмент нужно периодически выводить из зоны обработки и очищать от стружки. При выполнении трех оборотов желательно проверять вертикальность, используя при этом угольник.
В процессе резьбонарезния могут образовываться различные дефекты, поэтому данный момент нужно отслеживать. Неравномерность или шероховатость резьбы свидетельствует о недостаточности охлаждения или перекосе инструмента. Неправильное сверление приводит к невозможности формирования нормального профиля.
Перейти к списку статей >>
т.
 р. база знаний | Размеры резьбы и зазоры отверстий База знаний TR | Размеры резьбы и зазоры отверстий
р. база знаний | Размеры резьбы и зазоры отверстий База знаний TR | Размеры резьбы и зазоры отверстий
Рекомендации по размеру сверла и зазору отверстия.
Все размеры носят рекомендательный характер и указаны в мм.
Метрическая резьба
| Резьба | Размер сверла для нарезания стандартной метрической резьбы | Размер сверла для нарезания мелкой метрической резьбы | Зазорное отверстие |
|---|---|---|---|
| М1 | 0,75 | – | 1,2 |
| M1.2 | 0,95 | – | 1,4 |
| M1.4 | 1.1 | – | 1,6 |
| М1,6 | 1,5 | – | 1,8 |
| М1,8 | 1,4 | – | 2 |
| М2 | 1,6 | – | 2,4 |
M2. 2 2 | 1,7 | – | 2,8 |
| М2,5 | 2 | – | 2,9 |
| М3 | 2,5 | – | 3,4 |
| М3,5 | 2,9 | – | 3,9 |
| М4 | 3,3 | – | 4,5 |
| М5 | 4.2 | – | 5,5 |
| М6 | 5 | – | 6,6 |
| М8 | 6,8 | 7 | 9 |
| М10 | 8,5 | 8,8 | 11 |
| M12 | 10,2 | 10,8 | 13,5 |
| М14 | 12 | 12,5 | 15,5 |
| М16 | 14 | 14,5 | 17,5 |
| М18 | 15,5 | 16,5 | 20 |
| М20 | 17,5 | 18,5 | 22 |
| M22 | 19,5 | 20,5 | 24 |
| M24 | 21 | 22 | 26 |
| М27 | 24 | 25 | 30 |
| М30 | 26,5 | 28 | 33 |
Унифицированные потоки
| Размер винта | ниток на дюйм | Резьбовое отверстие | Зазорное отверстие | ||
|---|---|---|---|---|---|
| Алюминий, латунь, пластик | Черные материалы | Все материалы | |||
| Узкая посадка | Свободная посадка | ||||
| Размер сверла | Размер сверла | Размер сверла | Размер сверла | ||
| 0 | 80 | 3/64 | 55 | 52 | 50 |
| 1 | 64 | 53 | 1/16 | 48 | 46 |
| 72 | 53 | 52 | |||
| 2 | 56 | 50 | 49 | 43 | 41 |
| 64 | 50 | 48 | |||
| 3 | 48 | 47 | 44 | 37 | 35 |
| 56 | 45 | 43 | |||
| 4 | 40 | 43 | 41 | 32 | 30 |
| 48 | 42 | 40 | |||
| 5 | 40 | 38 | 7/64 | 30 | 29 |
| 44 | 37 | 35 | |||
| 6 | 32 | 36 | 32 | 27 | 25 |
| 40 | 33 | 31 | |||
| 8 | 32 | 29 | 27 | 18 | 16 |
| 36 | 29 | 26 | |||
| 10 | 24 | 25 | 20 | 9 | 7 |
| 32 | 21 | 18 | |||
| 12 | 24 | 16 | 12 | 2 | 1 |
| 28 | 14 | 10 | |||
| 32 | 13 | 9 | |||
| 1/4 | 20 | 7 | 7/32 | Ф | Х |
| 28 | 3 | 1 | |||
| 32 | 7/32 | 1 | |||
| 5/16 | 18 | Ф | Дж | Р | Q |
| 24 | я | 32 сентября | |||
| 32 | 32 сентября | л | |||
| 3/8 | 16 | 5/16 | В | Вт | х |
| 24 | В | С | |||
| 32 | 32. | Т | |||
| 7/16 | 14 | У | 25/64 | 29/64 | 15/32 |
| 20 | 25/64 | 13/32 | |||
| 28 | Д | З | |||
| 1/2 | 13 | 27/64 | 29/64 | 33/64 | 17/32 |
| 20 | 29/64 | 15/32 | |||
| 28 | 15/32 | 15/32 | |||
| 16 сентября | 12 | 31/64 | 33/64 | 37/64 | 19/32 |
| 18 | 33/64 | 17/32 | |||
| 24 | 33/64 | 17/32 | |||
| 5/8 | 11 | 17/32 | 16 сентября | 41/64 | 21/32 |
| 18 | 37/64 | 19/32 | |||
| 24 | 37/64 | 19/32 | |||
16. 11 11 | 24 | 41/64 | 21/32 | 45/64 | 23/32 |
| 3/4 | 10 | 21/32 | 16/11 | 49/64 | 25/32 |
| 16 | 16/11 | 45/64 | |||
| 20 | 45/64 | 23/32 | |||
| 13/16 | 20 | 49/64 | 25/32 | 53/64 | 27/32 |
| 7/8 | 9 | 49/64 | 51/64 | 57/64 | 29/32 |
| 14 | 13/16 | 53/64 | |||
| 20 | 53/64 | 27/32 | |||
| 15/16 | 20 | 57/64 | 29/32 | 61/64 | 31/32 |
| 1 | 8 | 7/8 | 59/64 | 1-1/64 | 1-1/32 |
| 12 | 15/16 | 61/64 | |||
| 20 | 61/64 | 31/32 | |||
| 1-1/16 | 18 | 1. 000 000 | 1-1/64 | 1-5/64 | 1-3/32 |
| 1-1/8 | 7 | 63/64 | 1-1/32 | 1-9/64 | 1-5/32 |
| 12 | 1-3/64 | 1-5/64 | |||
| 18 | 1-1/16 | 1-5/64 | |||
| 1-3/16 | 18 | 1-1/8 | 1-9/64 | 1-13/64 | 1-7/32 |
| 1-1/4 | 7 | 1-7/64 | 1-5/32 | 1-17/64 | 1-9/32 |
| 12 | 1-11/64 | 1-13/64 | |||
| 18 | 1-3/16 | 1-13/64 | |||
| 1-5/16 | 18 | 1-1/4 | 1-17/64 | 1-21/64 | 1-11/32 |
| 1-3/8 | 6 | 1-7/32 | 1-17/64 | 1-25/64 | 1-13/32 |
| 12 | 1-19/64 | 1-21/64 | |||
| 18 | 1-5/16 | 1-21/64 | |||
| 1-7/16 | 18 | 1-3/8 | 1-25/64 | 1-29/64 | 1-15/32 |
| 1-1/2 | 6 | 1-11/32 | 1-25/64 | 1-33/64 | 1-17/32 |
| 12 | 1-27/64 | 1-7/16 | |||
| 18 | 1-7/16 | 1-29/64 | |||
| 1-9/16 | 18 | 1-1/2 | 1-33/64 | 1-37/64 | 1-19/32 |
| 1-5/8 | 18 | 1-9/16 | 1-37/64 | 1-41/64 | 1-21/32 |
| 1-11/16 | 18 | 1-5/8 | 1-41/64 | 1-45/64 | 1-23/32 |
| 1-3/4 | 5 | 1-9/16 | 1-5/8 | 1-49/64 | 1-25/32 |
Набор метчиков HSS-G M3 – M12 по лучшим ценам
Набор метчиков HSS-G с одним проходом M3-M12
Бесступенчатые метчики ✓ Вкл.
 корончатые сверла ✓ В промышленной кассете ✓
корончатые сверла ✓ В промышленной кассете ✓ Высококачественный набор однозаходных метчиков Bohrcraft поставляется в удобной промышленной кассете и включает в себя не только бесступенчатые метчики, но и соответствующие метчики для нарезания отверстий под метрическую внутреннюю резьбу ISO по DIN 13 в размеры от М3 до М12. Долговечные метчики HSS-G, как и соответствующие им метчики HSS-G со сквозным отверстием, изготовлены из высококачественной легированной быстрорежущей стали со сложным профильным шлифованием и обладают огромным сроком службы и стойкостью к отпуску. Поскольку семь метчиков, а также семь метчиков с отверстиями для керна отшлифованы с высочайшей точностью, они отличаются исключительной остротой. В результате необходимое усилие подачи во время сверления и резки значительно снижается, что упрощает обработку даже таких прочных пластиков, как акриловое стекло или сталь. Полный набор метчиков дополняется разводным ключом по DIN 1814, который состоит из корпуса из коррозионно-стойкого цинкового литья и специально закаленных зажимных губок, обеспечивающих оптимальное крепление различных метчиков с квадратным хвостовиком.![]() Поскольку один рычаг воротка можно отвинтить, его можно использовать в узких местах и хранить в кассете для экономии места.
Поскольку один рычаг воротка можно отвинтить, его можно использовать в узких местах и хранить в кассете для экономии места.
Спиральные сверла HSS-G с профильной шлифовкой по DIN 338 имеют нормальную спираль со спиральной накруткой типа N, которая обеспечивает оптимальное удаление стружки и обеспечивает плавное сверление отверстий. Угол заточки прецизионных сверл с корончатым отверстием составляет 118°, благодаря чему острие сверла может быть оптимально отцентровано в материале без проскальзывания. Абсолютно высокопроизводительные метчики HSS-G по DIN 352 имеют нарезку формы B со средним шагом 4 – 5 витков, что снижает нагрузку на режущие кромки, особенно при обработке материалов с высокой прочностью, тем самым дополнительно оптимизируя уже очень долгий срок службы инструмента. Благодаря прямой канавке стружка плотно скатывается при прорезании сквозных отверстий и уносится в направлении резания. Таким образом эффективно предотвращается застревание стружки и связанное с этим препятствие процессу резания, обеспечивая идеальное качество резьбовых отверстий.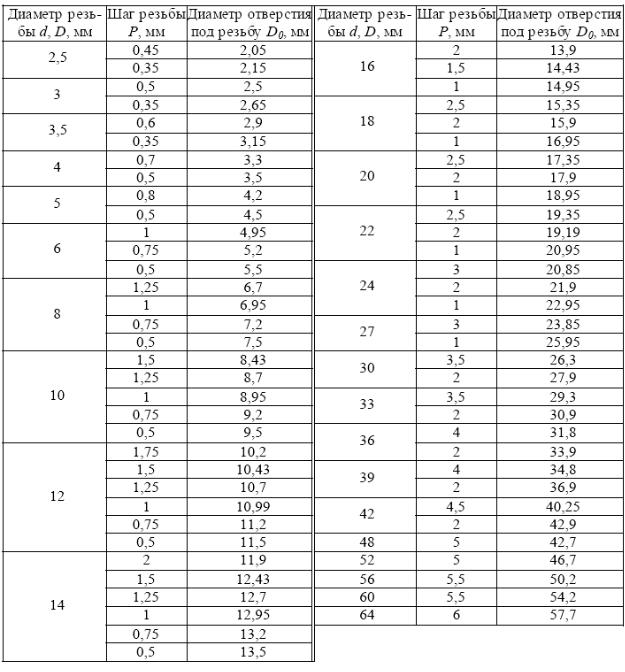
Набор из 15 предметов четко организован и удобен для транспортировки в прочном промышленном кейсе из прочного металла. Таким образом, 14 высококачественных сверл, а также массивный вороток идеально защищены от ударов и могут быть очень удобно извлечены из точных углублений и снова вставлены. Поскольку все необходимые сверла для размеров резьбы от M3 до M12 собраны в практичной кассете, отнимающий много времени поиск подходящего корончатого сверла для нужной резьбы остался в прошлом.
- Объем поставки:
- 1 x Набор однозаходных метчиков HSS-G 15 шт. в промышленном кейсе
ПРИМЕЧАНИЕ. Если у сверла поврежден наконечник сверла или спираль сверла, его нельзя больше использовать, поскольку это может отрицательно сказаться на качестве отверстия или резьбы.
Технические характеристики наших метчиков HSS-G
- Тип резьбы: метрическая
- Стандарт: DIN 352
- Размер резьбы: M3 – M12
- Сверло: спиральное сверло
- Запись: Квадратный хвостовик
- Направление вращения: по часовой
- Материал: Быстрорежущая сталь (HSS)
- Отслаивание: Форма B, 4-5 передач
- Заземление: Заземление профиля
- Спиральная гайка: прямая, для сквозных отверстий
Технические характеристики наших корончатых сверл HSS-G
- Ø отверстия: 2,5 мм – 10,2 мм
- Ø вала: 2,5 мм – 10,2 мм
- Сверло: Спиральное сверло
- Стандарт: DIN 338
- Запись: Цилиндрическая адгезия
- Направление вращения: по часовой
- Материал: Быстрорежущая сталь (HSS)
- Угол при вершине: 118°
- Заземление: Заземление профиля
- Тип: N (нормальная спиральная закрутка)
Использование набора однозаходных метчиков HSS-G
Для нарезания резьбы в заготовке из металла или пластика для сверления отверстия под керн требуется аккумуляторный шуруповерт или дрель с отключенной функцией ударного сверления. На первом этапе сверло для корончатого отверстия необходимого размера зажимается в патроне дрели и просверливается отверстие в нужном месте. Сверло для колонкового отверстия метчика всегда должно быть на один размер меньше требуемой резьбы. При сверлении основного отверстия убедитесь, что отверстие просверлено в заготовке абсолютно вертикально. В противном случае резьба также будет искривлена, что сделает невозможным ввинчивание винта с резьбой прямо.
На первом этапе сверло для корончатого отверстия необходимого размера зажимается в патроне дрели и просверливается отверстие в нужном месте. Сверло для колонкового отверстия метчика всегда должно быть на один размер меньше требуемой резьбы. При сверлении основного отверстия убедитесь, что отверстие просверлено в заготовке абсолютно вертикально. В противном случае резьба также будет искривлена, что сделает невозможным ввинчивание винта с резьбой прямо.
На втором этапе бесступенчатый метчик зажимается с нужным размером резьбы в метчике. Он состоит из двух отдельных частей. Левая рукоятка с зажимными кулачками и отдельная правая рукоятка, которая привинчивается к пустой стороне зажимных кулачков. Для зажима метчика зажимные губки открываются настолько, чтобы квадратный хвостовик метчика можно было вставить в держатель метчика и снова завинтить. Затем вставьте кончик метчика вертикально в просверленное отверстие и медленно и осторожно поверните метчик в просверленное отверстие. Не применяйте высокое давление. Благодаря точным режущим кромкам в профильно-шлифованной конструкции правосторонний метчик с каждым оборотом врезается в отверстие все глубже и глубже, пока не достигнет нужной глубины. Вместо того, чтобы ввинчивать резьбу вручную с помощью разводного ключа, метчик также можно зажать в аккумуляторной отвертке, но здесь вы должны работать с очень низкой скоростью, чтобы нарезание резьбы можно было выполнять без разрывов или заклинивания.
Благодаря точным режущим кромкам в профильно-шлифованной конструкции правосторонний метчик с каждым оборотом врезается в отверстие все глубже и глубже, пока не достигнет нужной глубины. Вместо того, чтобы ввинчивать резьбу вручную с помощью разводного ключа, метчик также можно зажать в аккумуляторной отвертке, но здесь вы должны работать с очень низкой скоростью, чтобы нарезание резьбы можно было выполнять без разрывов или заклинивания.
Наилучших результатов можно достичь, если после каждого поворота по часовой стрелке делать четверть оборота против часовой стрелки, чтобы ослабить стружку и удалить ее через большие канавки. После завершения процесса резьбу всегда следует проверять с помощью винта с резьбой, прежде чем инструмент снова будет разобран и помещен в практичный промышленный кейс.
СОВЕТ: Благодаря бесступенчатым метчикам можно без проблем просверлить резьбу вручную, но использование сверлильного станка может помочь получить более точную и прямую внутреннюю резьбу, чтобы винты с резьбой можно было ввинчивать прямо в резьбу. нить.
нить.
Обзор необходимых сверл для соответствующих размеров резьбы
- Внутренняя резьба ISO M3: сверло для корончатого отверстия 2,5 мм – метчик M3
- ISO-внутренняя резьба M4: сверло 3,3 мм – метчик M4
- Внутренняя резьба ISO M5: Сверло для корончатого отверстия 4,2 мм – Метчик M5
- Внутренняя резьба ISO M6: Сверло для корончатого отверстия 5,0 мм – Метчик M6
- Внутренняя резьба ISO M8: Сверло для колонкового отверстия 6,8 мм – Метчик M8
- Внутренняя резьба ISO M10: Сверло для колонкового отверстия 8,5 мм – Метчик M10
- Внутренняя резьба ISO M12: сверло 10,2 мм – метчик M12
Примеры применения однозаходных метчиков
Типичными примерами нарезания резьбы являются резьбовые соединения, которые должны быть выполнены с помощью винтов с резьбой, крепление гайкой невозможно или нежелательно. Например, наши балконные шурупы с резьбой M5 также можно использовать для привинчивания панелей к металлическому основанию, где винт нельзя закрепить на задней части основания с помощью соответствующей накидной гайки, поскольку основание имеет отверстие с резьбой M5 в месте крепления. точки. Аналогичную процедуру можно выполнить при монтаже ограждений балкона, когда облицовочные панели прикручиваются непосредственно к перилам балкона. Кроме того, метчики идеально подходят для вкручивания резьбовых стержней непосредственно в резьбу стальной или пластиковой конструкции в качестве монтажного материала или для распорки. В зависимости от нагрузки и диаметра резьбовых стержней или винтов наш практичный набор включает в себя подходящий метчик от размера M3 до размера M12 с соответствующим сверлом для корончатого отверстия. 9№ 0003
Метчики из быстрорежущей стали также можно использовать для привинчивания пластиковых пластин к основанию или непосредственно друг к другу. Специально для производства контейнеров и крышек ввинчивание винтов с резьбой непосредственно в пластик является популярной альтернативой склеиванию или сварке с помощью сварочного стержня, поскольку резьбовые соединения имеют решающее преимущество в том, что их можно ослабить и снова завинтить по желанию. Однако недостатком свинчивания по сравнению с склеиванием или сваркой является утечка в местах соединения панелей, поэтому свинчивание менее подходит для контейнеров с жидкостью без дополнительной герметизации. Для корпусов машин в промышленном строительстве, где часто используются ударопрочные панели из АБС-пластика или химически стойкие панели из полиэтилена, резьба нарезается в несущей конструкции, чтобы затем панели можно было надежно и прочно закрепить с помощью соответствующих винтов с резьбой.
Наши сверла в наборе однозаходных метчиков изготовлены из высококачественной быстрорежущей стали и имеют профильную заточку для большей точности. Это делает набор пригодным не только для врезки в наши пластиковые листы, но также может использоваться для таких металлов, как алюминий, латунь, железо или сталь, для последующего свинчивания деталей с помощью винтов с резьбой. В частности, размеры резьбы M8, M10 или даже M12 часто используются при обработке металлов, например, для привинчивания стальных балок к промежуточным балкам с помощью винтов с цельной резьбой. Если просверливается резьба таких размеров, рекомендуется предварительно просверлить колонковое отверстие обычным сверлом по металлу уменьшенного диаметра, чтобы несколько защитить колонковое сверло. В нашем интернет-магазине мы предлагаем подходящие сверла и наборы сверл по выгодным ценам. Смазочно-охлаждающая смазка или охлаждающая паста для сверления также могут положительно сказаться на сроке службы. Охлаждение корончатого сверла, а также метчика, особенно при частом использовании в твердых металлах, может значительно продлить срок службы.
ПРЕДУПРЕЖДЕНИЕ: В случае инструментов с функцией ударного сверления необходимо срочно отключить функцию ударного сверления, чтобы ни корончатое сверло, ни сверло с резьбой не были повреждены ударом молотка.
Additional Information
| Product-ID | IK-EGB15-HSSG | |
|---|---|---|
| Delivery Time | Dispatch within 2-3 working days | |
| EAN/GTIN | 40146 562 | |
| Material | High speed steel (HSS) | |
| Drill size | No | |
| Ø Bore | M3 – M12 | |
| Ø Schaft | 2,5mm – 10,2mm | |
| Занимая хвостовик | Прямой хвостовик | |
| Общая длина | Различные | |
| Длина спирали | Различные | |
| Спиральный тип | n | |
| Тип | N (НОРМАЛЬНАЯ СПИСАЛИ) | |
| Тип | N (НОРМАЛЬНАЯ СПИСАЛИ) | . |