Чугун физические свойства: Свойства чугуна
alexxlab | 25.06.1987 | 0 | Разное
что полезно знать о качествах данного материала?
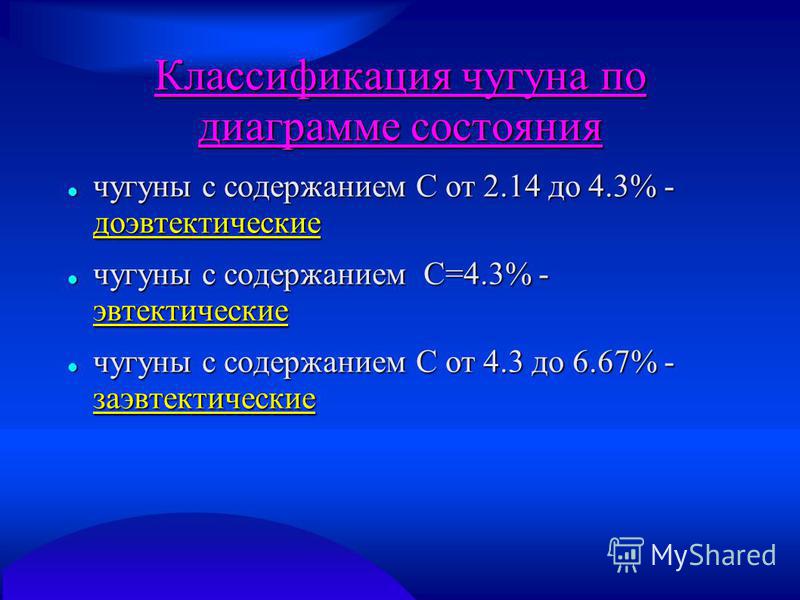
Чугун является сплавом из железа с углеродом. Углерод входит в состав сплава в пределах 2,14—6,67%. Чугун является недорогим машиностроительным материалом, что обладает отличными литейными характеристиками. Свойства чугуна позволяют ему служить сырьевым продуктом для выплавки стали, а также реализации других полезных задач.
- Ближе к сути: описание материала, виды и области применения
- О характеристиках
- Физические и механические параметры
- Тепловые параметры
- Механические параметры
- Технологическая составляющая
- Химические параметры
Ближе к сути: описание материала, виды и области применения
Чугун вырабатывается посредством добываемой железной руды, посредством флюсов и топлива. Получение чугунов представляет собой достаточно сложный технологический процесс. Хим. процедура получения металлов состоит из нескольких стадий: восстановления железа, преобразования железа в чугун, а также шлакообразования. Свойства чугуна более наглядно и в деталях показывает курс химии.
Свойства чугуна более наглядно и в деталях показывает курс химии.
Структура чугуна распределяет рассматриваемый материал на белый и черный чугун. Стоит отметить, что углерод, который содержит белый чугун, связан в химическое соединение карбид железа Fe3C – цементит. Относительно серых чугунов, — значительная часть углерода находится в структурно-свободном состоянии, представляя собой графит.
Говоря относительно серых чугунов, стоит упомянуть, что они поддаются мех. обработке, а вот как белый чугун используется в качестве сырья для производства различных изделий довольно редко. Связано это с тем, что белый чугун обладает высокой твердостью, вследствие чего режущий инструментарий его обрабатывать не имеет фактической способности.
Белый чугун используется по большей части в качестве полупродукта для выработки ковких металлов. Полезно знать, что белый и серый чугун получают, опираясь на состав, а также скорость охлаждения чугунов. Отметим, что свойства чугуна позволяют ему использоваться как конструкционный материал в металлургической, машиностроительной отрасли, других видах промышленности. Связано подобное распространение рассматриваемого материала по причине многочисленных преимуществ, которыми облает чугун.
Связано подобное распространение рассматриваемого материала по причине многочисленных преимуществ, которыми облает чугун.
Положительные свойства чугуна наряду с незначительной стоимостью и отличными литейными характеристиками – это основные выгодные стороны большого списка преимуществ этого материала. Изделия, изготовленные из чугунов, обладают достаточной степенью прочности, износостойкости во время работы на трение, к тому же характеризуются менее значительной чувствительностью к концентраторам напряжений.
к меню ↑
О характеристиках
Свойства чугуна классифицируются по многим параметрам, о которых следует знать. Ниже следует рассмотреть полезные характеристики и параметры, которые имеет белый чугун.
Типы параметров:- Физические свойства;
- Тепловой свойства;
- Механические свойства;
- Гидродинамические свойства;
- Технологические свойства;
- Химические свойства.
Внимания в первую очередь заслуживают основные свойства, которые имеет белый и серый материал.
Общие характеристики
Свойства материала определяют благодаря структуре металлической массы, составляющей основу материала, формой, количеством, расположением включений графита. Говоря о равновесном состоянии материала, структуру железоуглеродистых сплавов определяют посредством диаграммы.
Во время изменений состава меняются некоторые параметры:- Количество скопление углерода в эвтектике;
- Эвтектическая температура;
- Количество скопления углерода в эвтектоиде;
- Эвтектоидная температура.
Положение критических точек определяется нагревом, то есть при охлаждении точки расположены ниже. Точно применяются для нелегированного чугуна преимущественного большинства марок материала упрощенные формулы.
Формулы:- C = 4.3 — 0.
 3 (Si + P) — вхождение углерода в эвтектике;
3 (Si + P) — вхождение углерода в эвтектике; - C = 0.8 — 0.15Si – вхождение углерода в эвтектоиде.
Ниже интересно разобраться с тем, какие основные свойства материала есть, их характерными параметрами и другой полезной информацией. Белый вариант металла обладает достаточной хрупкостью, твердостью, по причине чего недостаточно качественно поддается отливке. Вдобавок ко всему такой вид тяжело обрабатывается различными видами инструментов. Если говорить о машиностроительной отрасли, то для нее оптимальным образом подходит серый тип сырья.
Опираясь на химическую составляющую рассматриваемого промышленного сырья, металл может подразделяться на легированный, ферросплавный, специальный, ковкий, а также высокопрочный. Ковкий материал производится путем термообработки из белого сырья. Получил свое имя благодаря повышенной степени пластичности, вязкости. Стоит также отметить, что ковкий металл имеет высокую прочность при растяжении, к тому же готов похвастать высокой степенью сопротивления.
Высокопрочный материал производится за счет введения специализированных добавок в серый вариант металла. Применяется для производства ответственных изделий, тем самым отлично справляясь с ролью альтернативы стали. Маркировка рассматриваемого сырья производится буквами и числами.
к меню ↑
Физические и механические параметры
Удельный вес материала может меняться достаточно существенно в зависимости от числа связанного углерода, присутствия пористости. Полезно знать, что удельная масса жидких металлов при температуре плавления приравнивается 70,0±0,1 грамма на сантиметр квадратный. Данный показатель снижается по мере увеличения состава примесей. Обратимый коэффициент линейного расширения и структура чугунов – зависимые друг от друга понятия.
к меню ↑
Тепловые параметры
Тепловая емкость данного материала заданной структуры может быть определена, опираясь на правило смещения. Теплоемкость материала при достижении температурного предела, превышающего фазовые превращения, до температуры плавления, может приниматься как 0,18 кал/Го С (превышающих температурную отметку плавления металла -0,23+/—0,03 кал/Го С.
Объемная теплоемкость, что равняется произведению удельной теплоемкости на удельную массу, может приниматься для укрупненных расчетов. Теплопроводность не определяется по правилу смешения. Теплопроводность структурных составляющих материала, по мере возрастания уровня дисперсности, уменьшается. Стоит обратить внимание, что типичная величина теплопроводности чугунов зависит от влияния некоторых параметров.
к меню ↑
Механические параметры
Предел прочности материала во время растяжения может эффективно оцениваться по структуре материала соответственно определенным данным. Так, прочность структурных составляющих увеличивается постепенно, по мере возрастания уровня дисперсности. Величина, форма, количество, а также распределение графитных включений оказывают существенное влияние на предел прочности, при этом влияние это имеет большие пределы, нежели структура основной металлической массы.
Самое заметное уменьшение предела прочности наблюдается во время расположения графитных включений в качестве цепочки, что прерывает сплошность металлической массы. Наиболее значимая прочность получается в случае со сфероидальной формой графита. Данный показатель достигается за счет отсутствия тепловой обработки.
Наиболее значимая прочность получается в случае со сфероидальной формой графита. Данный показатель достигается за счет отсутствия тепловой обработки.
к меню ↑
Технологическая составляющая
Жидкотекучие свойства тесно сопряжены со свойствами материал, а также формой. Таким образом, рассматриваемый параметр определяется различными способами, однако, наиболее часто жидкотекучесть определяется длиной L заполненной пробы, и увеличивается по мере уменьшения вязкости, увеличении степени перегревания, уменьшении интервала затвердевания. Зависит жидкотекучесть от скрытой теплоты плавления, теплоемкости.
к меню ↑
Химические параметры
Свойства сопротивления материала под названием чугун зависимы от внешней среды и структуры чугунов. По убывающему электродному потенциалу составляющие структуры материала могут располагаться в последовательности следующего образца: графит – цементит, фосфидная эвтектика – феррит. Стоит отметить, что разность потенциалов, наблюдаемая между ферритом, а также графитом, колеблется около 0,56 в. Сопротивление коррозии снижается по уровню увеличения дисперсности структурных составляющих.
Стоит отметить, что разность потенциалов, наблюдаемая между ферритом, а также графитом, колеблется около 0,56 в. Сопротивление коррозии снижается по уровню увеличения дисперсности структурных составляющих.
Похожие статьи
- Ковка чугуна — миф или реальность. Свойства ковкого чугуна
- Чугунная сварка: способы и приемы, применяемые при сварке чугуна
- Сварка углеродистых сталей: проблемы, решения и материалы
- В чем заключается сварочный процесс угольным электродом?
Чугун, общие свойства. – таблицы Tehtab.ru
Таблица . Типичные физические свойства чугуна
| Тип чугуна | Белый |
Серый
|
Ковкий | Примечание, с повышением температуры: “+” – повышается; “-” – понижается |
| Удельный вес Г/см3 | 7,5±0,2 | 7,1±0,2 | 7,3±0,1 | - |
| Коэффициент теплового линейного расширения a·10-в 1/°С, при температурах 20-100 °С | 8±2 | 10±2 | 11±1 | + |
| Действительная усадка в % | 1,8±0,2 | 1,1±0,2 | - | + |
| Теплопроводность в кал/см·сек °С | 0,08±0,2 | 0,10±0,02 | 0,13±0,02 | - |
| Динамическая вязкость при температуре ликвидус дин·сек/см2 | 0,08 | 0,04 | - | - |
| Поверхностное натяжение в дин/см2 | 900±100 | 900±100 | - | |
| Электросопротивление в Мк · ои · см | 70±20 | 80±40 | 50±20 | + |
| Теплоемкость в кал/Г · °С | 0,13±0,02 | 0,12±0,02 | 0,12±0,02 | + |
| Коэрцитивная сила в э | 13±2 | 10±1 | 1,5±0,5 | - |
| Остаточный магнетизм в гс | 5000±1000 | 5000±1000 | 5000±1000 | - |
Таблица .
 Коэффициенты вязкости чугуна
Коэффициенты вязкости чугуна
| Температура в °С | Коэффициент вязкости в ( дин · сек/см2) чугуна с содержанием углерода в % | ||||||
| 1,0 | 1,5 | 2,0 | 3,0 | 3,5 | 4,0 | ||
| Чугун застывает белым | |||||||
| 1250 | - | - | - | - | - | 0,029 | 0,021 |
| 1300 | - | - | - | - | 0,028 | 0,024 | 0,018 |
| 1350 | - | - | 0,029 | 0,026 | 0,024 | 0,02 | 0,016 |
| 1400 | 0,026 | 0,025 | 0,024 | 0,023 | 0,02 | 0,02 | 0,016 |
| Чугун застывает серым | |||||||
| 1280 | - | 0,043 | 0,041 | 0,04 | 0,039 | 0,037 | 0,035 |
| 1300 | 0,043 | 0,042 | 0,041 | 0,04 | 0,038 | 0,037 | 0,035 |
| 1350 | 0,04 | 0,04 | 0,039 | 0,038 | 0,037 | 0,036 | 0,035 |
| 1400 | 0,038 | 0,038 | 0,037 | 0,036 | 0,035 | 0,034 | 0,035 |
|
Влияние различных факторов на структуру и механические свойства чугуна Категория: Литейное производство Влияние различных факторов на структуру и механические свойства чугуна На процесс первичной и вторичной кристаллизации чугуна влияют химический состав, скорость охлаждения отливки, состояние жидкого чугуна и термическая обработка. Химический состав. По химическому составу чугуны классифицируют на простые и легированные. Простые чугуны содержат 2,4-3,6% С, 0,5-3,0% Si; 0,2- 1,0% Мп; 0,04-0,8% Р; 0,02-0,20% S. Легированные чугуны содержат больше указанного количества Si и Мп и различное количество специальных элементов. Особо важно влияние элементов на графитизацию в чугуне. Различные элементы можно расположить в ряд, в зависимости от положительного или отрицательного влияния их на графитизацию. Элементы, расположенные в середине ряда, оказывают незначительное влияние, и их можно считать нейтральными. А1, С, Si, Ti, Ni, Си, Р, Со, S, Cr, V, Те, Mg, Sr, В Рис. 1. Вертикальный разрез стабильной тройной диаграммы состояния Fe-C-Si при 2% Si Рис. 2. Структурные диаграммы для чугуна: а — Маурера; б — Н. Г. Гиршовича В основу построения диаграмм положены разные уравнения граничных линий. Из диаграмм следует, что регулированием содержания углерода и кремния в чугуне можно получить всю гамму структур чугуна — от белого до серого ферритного. Диаграммы построены для случая, когда другие факторы, влияющие на структуру чугуна, приняты неизменными, сохраняющимися на уровне, близком к действительному. К таким факторам относятся скорость охлаждения чугуна, содержание других элементов, влияющих на графитизацию, перегрев чугуна и т. д. Рис. 3. Влияние С, Si и углеродного эквивалента (С + 0,3Si) на графитизацию и структуру металлической основы чугуна: 1Г — длина графитовых включений; Пд — расстояние между пластинками перлита Но уменьшить содержание углерода и кремния можно только до определенного предела, обусловленного появлением структурно-свободного цементита и связанного с этим снижением механических свойств, повышением твердости и ухудшением обрабатываемости. При некоторых условиях нижний предел содержания углерода зависит от образования междендритного точечного графита, отрицательно влияющего на механические свойства чугуна. В низкомарганцовистых чугунах сера, присутствующая в виде сульфидов, богатых железом, или в виде эвтектики, сильно тормозит графитизацию. При этом снижаются механические свойства из-за образования на границах зерен хрупкой эвтектики. Фосфор подобно кремнию уменьшает растворимость углерода в жидком чугуне и сдвигает эвтектическую точку влево. Но в отличие от кремния фосфор снижает температуру эвтектического превращения. В твердом чугуне растворимость фосфора мала (при 3,5% С она составляет примерно 0,3%). Избыточное количество выделяется в виде самостоятельной структурной составляющей — тройной фосфидной эвтектики FegP-Fe3C-Fe, плавящейся при 953 °С. На графитизацию фосфор оказывает незначительное влияние. Увеличение содержания фосфора, благодаря легированию феррита, вначале способствует повышению механических свойств; затем вследствие выделения фосфидной эвтектики в виде крупных включений или сетки по границам зерен снижает прочность. Легирующие элементы. Для повышения механических свойств чугуна, а также получения чугунов со специальными свойствами используют легирование различными элементами. Чаще всего для этой цели применяют хром, никель, молибден, медь, алюминий, титан, ванадий1. Влияние этих элементов на кристаллизацию и структуру чугуна различно и во многом зависит от характера их распределения между структурными составляющими чугуна, а также их воздействия на основные критические точки диаграммы Fe-C. При избыточном содержании элементы образуют специальные фазы-карбиды (например, Сг7С3 и V4C3). Благодаря образованию прочных карбидов элементы этой группы тормозят графитизацию и способствуют размельчению графитовых включений. Элементы третьей группы (Ti и др.) вследствие высокой химической активности практически целиком расходуются на образование карбидов, нитридов, окислов и только в небольшом количестве растворяются в феррите и цементите. Все указанные элементы в процессе вторичной кристаллизации тормозят распад аустенита. При этом повышается степень переохлаждения при эвтектоидном превращении, что способствует получению более дисперсного перлита, даже при относительно медленном охлаждении отливки. Такие элементы, как никель и медь, расширяющие область у-раствора и понижающие температуру мартенситного превращения, способствуют получению аустенитной структуры., Влияние, оказываемое легирующими элементами на кристаллизацию чугуна, обеспечивает повышение механических свойств. Особенно сильно влияют молибден, ванадий, хром, способствующие размельчению графитовых включений и повышению дисперсности перлита. Никель и медь увеличивают прочность в меньшей степени, так как они способствуют графитизации; положительная роль их связана только с повышением дисперсности перлита и выравниванием свойств в тонких и толстых сечениях отливки. Скорость охлаждения в интервале эвтек-тоидного превращения определяет соотношение феррита и перлита, а также степень дисперсности последнего. Рассмотрим связь между структурой чугуна и толщиной отливки, в наибольшей степени влияющей на скорость охлаждения, по диаграмме Н. Г. Гиршовича. Обозначения структур те же, что и на рис. 88, но в отличие от представленных на ней диаграмм, учитывается влияние приведенной толщины отливки. Линии, показывающие величину углеродного эквивалента. Рис. 3. Структурная диаграмма в зависимости от состава чугуна и приведенной толщины стенки. Сэ — линии постоянного углеродного эквивалента а — коэффициент однородности. Чем больше величина а, тем больше отличаются свойства в различных сечениях отливки. Жидкое состояние. Наряду с химическим составом чугуна I скоростью его охлаждения на кристаллизацию чугуна влияют Физические свойства жидкого расплава (вязкость, поверхностное п межфазное натяжение), а также наличие различных включений. Перегрев и выдержка жидкого чугуна. Экспериментально установлено, что повышение температуры перегрева жидкого чугуна в практических пределах до 1450-1500 °С способствует увеличению количества связанного углерода. Так же действует выдержка чугуна в жидком состоянии. Установлено, также что повышение температуры перегрева приводит к размельчению графитовых включений. При этом проявляется тенденция к кристаллизации мелкого «точечного» графита с междендритным расположением. Тенденция проявляется тем сильнее, чем меньше содержание углерода в чугуне. В результате перегрев жидкого чугуна в определенном интервале температур способствует повышению механических свойств. Но это благоприятное влияние сказывается только до критических температур, при превышении которых механические свойства начинают падать из-за образования междендритного графита. Модифицирование. Различные модификаторы оказывают различное влияние на условия кристаллизации. Одна группа модификаторов в основном воздействует на степень графити-зации, при этом графит сохраняет пластинчатую форму. Другая группа воздействует на условия роста графитового включения и способствует его кристаллизации в шаровидной форме. Из модификаторов первой группы наиболее распространены графитизирующие добавки: 75%-ный ферросилиций и силико-кальций (28% Са, 62% Si, 1,5% Al), также используются модификаторы более сложного состава. Таким образом, уменьшение содержания углерода и кремния перегрев чугуна, повышение скорости охлаждения до определенного предельного значения способствует улучшению механических свойств чугуна. Графитизирующее модифицирование позволяет использовать положительное влияние указанных факторов в более широком интервале их значений без отбеливания или появления междендритного графита. При этом допустимое значение этих факторов сдвигается вправо, а максимум механических свойств достигает более высоких значений. Термическая обработка. В зависимости от температуры и методов нагрева отливок, выдержки и условий их охлаждения термическая обработка чугуна может обеспечивать снятие остаточных напряжений, графитизацию или повышение твердости и механических свойств. Снятие остаточных напряжений. Для этой цели применяют низкотемпературный отжиг при 550-650 °С. Структура и в большинстве случаев механические свойства не изменяются. После кратковременной выдержки (3-4 ч) при этих температурах отливки медленно охлаждаются вместе с печью со скоростью 8-30 град/ч до 100-150 °С. Графитизирующий отжиг. Цель этого отжига — стабилизация структуры — разложение структурносвободного цементита или цементита в перлите (ферритизация). На практике применяют одностадийный или двухстадийный отжиг при температурах надкритической или подкритической области. Для снижения твердости и улучшения обрабатываемости серого чугуна применяют одностадийный отжиг. При этом частично или полностью разлагается перлит и ухудшаются механические свойства. Рис. 91. Влияние состава и технологических факторов на механические свойства чугуна Нормализация, закалка, отпуск. Нормализация и закалка чугуна способствуют повышению его твердости (при этом возрастает износостойкость) и механических свойств. Отливки нагревают до температур выше критических и после выдержки охлаждают с большей или меньшей скоростью. При нормализации охлаждение производят вне печи — на воздухе. При закалке отливки погружают в охлаждающую жидкость (воду, масло и др. При нормализации нагрев осуществляют до 900-1000° С и выдерживают в течение времени, обеспечивающего частичное растворение графита и насыщение аустенита углеродом. Более богатый углеродом аустенит при относительно быстром охлаждении и температурах эвтектоидного превращения распадается без выделения феррита. В этом случае получаются более дисперсные пер-литообразные структуры, что вызывает повышение твердости и механических свойств. При закалке быстрое охлаждение из области аустенитного состояния способствует получению неравновесных структур, свойственных железоуглеродистым сплавам: мартенсит, троостит, сорбит. Как правило, после закалки производится отпуск при температурах 200-500 °С, что уменьшает закалочные напряжения в отливке и изменяет структуру (например, мартенсит переходит в троостит или сорбит). В зависимости от температуры отпуска повышаются механические свойства и снижается твердость. В результате термической обработки чугуна видоизменяется только основная металлическая масса. Поверхностная закалка. Вследствие низкой пластичности чугуна при объемной закалке в отливках могут образоваться трещины. Реклама:Читать далее:Свойства чугуна
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Следовательно, совместное влияние этих факторов определяет и конечную структуру чугуна и его механические свойства.
Следовательно, совместное влияние этих факторов определяет и конечную структуру чугуна и его механические свойства. При содержаниях углерода, соответствующих содержанию в реальных отливках (2,4-3,6% С), данные обеих, диаграмм почти совпадают.
При содержаниях углерода, соответствующих содержанию в реальных отливках (2,4-3,6% С), данные обеих, диаграмм почти совпадают.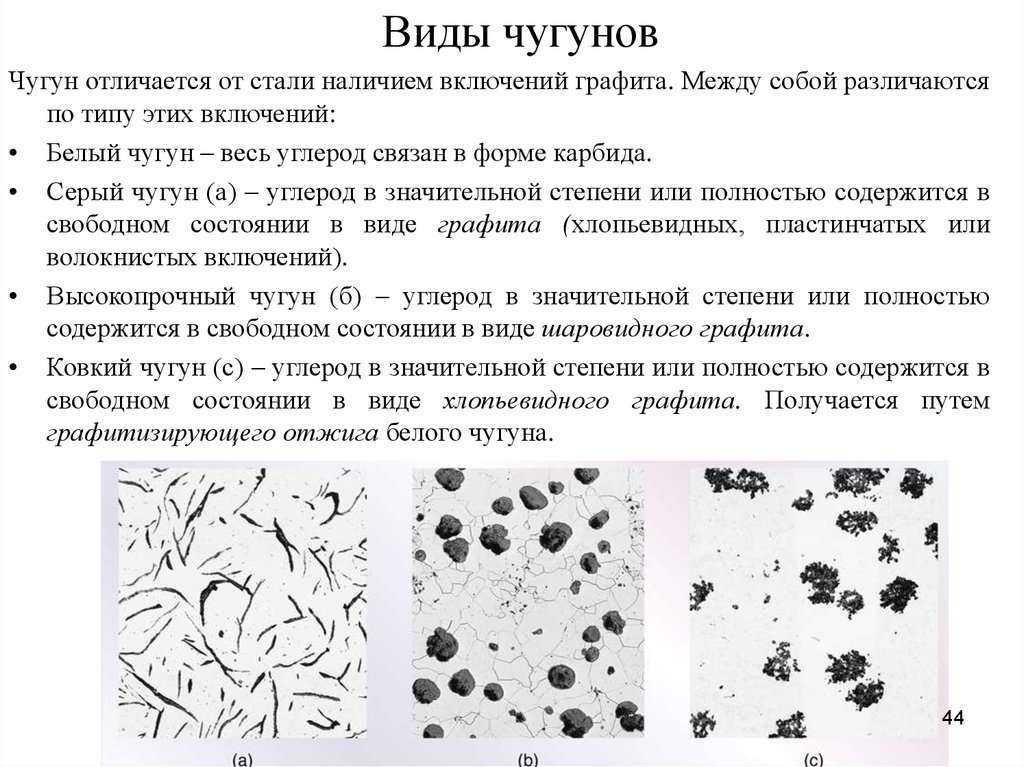
 Это критическое содержание фосфора зависит от типа чугуна, содержания других элементов и составляет 0,3-0,8%.
Это критическое содержание фосфора зависит от типа чугуна, содержания других элементов и составляет 0,3-0,8%. Тугоплавкие включения, образующиеся еще в жидком расплаве, могут служить центрами кристаллизации графита. Поэтому титан, являющийся карбидо-образующим элементом, в то же время способствует графитизации и размельчению графитовых включений.
Тугоплавкие включения, образующиеся еще в жидком расплаве, могут служить центрами кристаллизации графита. Поэтому титан, являющийся карбидо-образующим элементом, в то же время способствует графитизации и размельчению графитовых включений.
 Этот комплекс, характеризующий жидкое состояние чугуна, зависит от факторов, к которым относится перегрев, выдержка жидкого чугуна при температуре перегрева и модифицирование.
Этот комплекс, характеризующий жидкое состояние чугуна, зависит от факторов, к которым относится перегрев, выдержка жидкого чугуна при температуре перегрева и модифицирование. Эта критическая температура для различных чугунов различна. Она зависит от факторов, основным из которых является содержание углерода. Чем выше содержание углерода в чугуне, тем до более высоких температур допустим перегрев его без образования междендритного графита. Таким образом, перегрев до определенных пределов является одним из действенных методов повышения прочности чугуна.
Эта критическая температура для различных чугунов различна. Она зависит от факторов, основным из которых является содержание углерода. Чем выше содержание углерода в чугуне, тем до более высоких температур допустим перегрев его без образования междендритного графита. Таким образом, перегрев до определенных пределов является одним из действенных методов повышения прочности чугуна. Этот предел обусловлен выделением структурносвободно-го цементита и междендритного графита, приводящим к снижению механических свойств.
Этот предел обусловлен выделением структурносвободно-го цементита и междендритного графита, приводящим к снижению механических свойств. Чем меньше скорость охлаждения, тем полнее снятие остаточных напряжений.
Чем меньше скорость охлаждения, тем полнее снятие остаточных напряжений. ).
). Форма графита остается неизменной и может лишь несколько уменьшиться его количество. Поэтому наибольший эффект достигается при закалке чугуна с перлитной матрицей и мелкопластинчатым графитом или графитом шаровидной формы.
Форма графита остается неизменной и может лишь несколько уменьшиться его количество. Поэтому наибольший эффект достигается при закалке чугуна с перлитной матрицей и мелкопластинчатым графитом или графитом шаровидной формы.Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д. | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление Таблицы DPVA.ru – Инженерный Справочник | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Материалы/ / Металлы/ / Чугун / / Механические и физические свойства чугуна GG-35 (Cast Iron – серый чугун).
Поделиться:
| |||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | ||||||||||||||||||||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.
Free xml sitemap generator Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.
Free xml sitemap generator | |||||||||||||||||||||||||||||||||||||||||||||||||

 8
8Физические и химические свойства чугуна: хрупкость, плотность
Общее описание
Чугунные сплавы, как и стальные, состоят из железа и углерода. Функция углерода, в данном случае, заключается в придании металлу твердости и прочности. Но в отличие от стали, содержащей не более 2% углерода, чугунные сплавы им более насыщены. Максимальное содержание углерода в чугуне может достигать 6%. Но на практике используются соединения, содержащие 3%-3,5% этого вещества.
Благодаря насыщению углеродом этот сплав обретает высокую прочность и твердость. Но эти же качества придают чугуну хрупкость. Чугунные изделия не выдерживают ударных нагрузок. При ударах они трескаются. Поэтому этот металл не поддается никаким видам обработки, кроме литья. Все изделия, включая детали для машин, посуду и предметы интерьера, отливаются.
Поэтому этот металл не поддается никаким видам обработки, кроме литья. Все изделия, включая детали для машин, посуду и предметы интерьера, отливаются.
Этимология [ править | править код ]
В русском языке слово чугун имеет тюркское происхождение, в тюркских же языках термин, вероятно, от кит. трад. 鑄 , пиньинь: zhù
, палл.:
чжу
, буквально: «лить; отливать (металл)» и кит. трад. 工 , пиньинь:
gōng
, палл.:
гун
, буквально: «дело» [1] . Это связано с тем, что чугун представлял собой железный сплав низкой плавки. В финском языке чугун обозначается словом
Valurauta
, которое имеет два корня и переводится как литое железо (
rauta
).
Виды сплавов
Углерод в чугунах может содержаться в двух видах:
- в виде цементита – химического соединения;
- в виде графита – природного минерала, являющегося аналогом углерода.

Цементит придает сплаву белый цвет, а графит – серый. За счет такой особенности выделяют две разновидности чугунов – белый и серый. Серый чугун содержит крупные включения графита, которые значительно повышают его хрупкость.
Применение белой разновидности очень ограничено. Из-за чрезмерной твердости и хрупкости он плохо поддается резке. Поэтому чаще всего его используют для создания поверхностного слоя, требующего повышенной твердости. Также из белого чугунного соединения отливают шары, предназначенные для перемалывания промышленного сырья.
Графит добавляет материалу пластичности. Но серая разновидность содержит больше вредных примесей в виде серы и фосфора, от которых не удается избавиться в процессе производства.
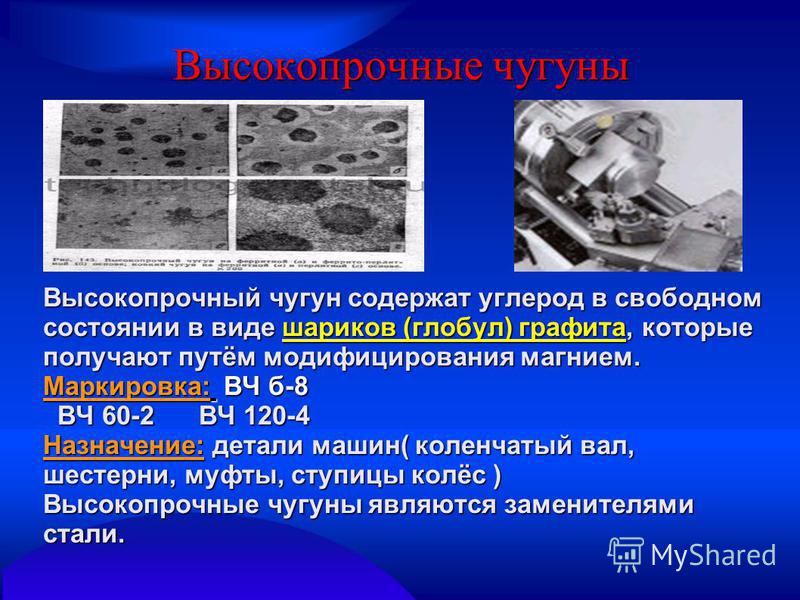
С целью повышения пластичности чугуна и снижения его хрупкости в сплавы добавляют магний и церий. С помощью эти веществ удается изменить форму графита и, соответственно, устранить хрупкость металла. В результате производители получают высокопрочный чугун, качество которого не уступает стали.
Также современные методы производства позволяют получить ковкий чугун и легированный. Название первой модификации не указывает на возможность обработки металла методом ковки. Оно лишь указывает на высокую прочность, пластичность и вязкость сплава.
МО: Ф, Ф-П, П
МО + Г
Чугун СЧ10 — ферритный;
СЧ15, СЧ20 — ферритно-перлитные чугуны,
начиная с СЧ25 — перлитные чугуны.
СЧ18, СЧ21 и СЧ24 – по требованию потребителя для изготовления отливок допускаются марки
В ферритных чугунах (чугунах с ферритной металлической основой) нет углерода, связанного в Fe3C.
В перлитных — 0,8 % углерода связано в цементит.
При одинаковой металлической основе механические свойства чугунов возрастают от серого к высокопрочному.
Структура состоит из металлической основы с графитом пластинчатой формы, вкрапленным в эту основу. Весь углерод или большая часть находится в свободном состоянии в виде графита, а в связанном состоянии находится не более 0,8 %
углерода.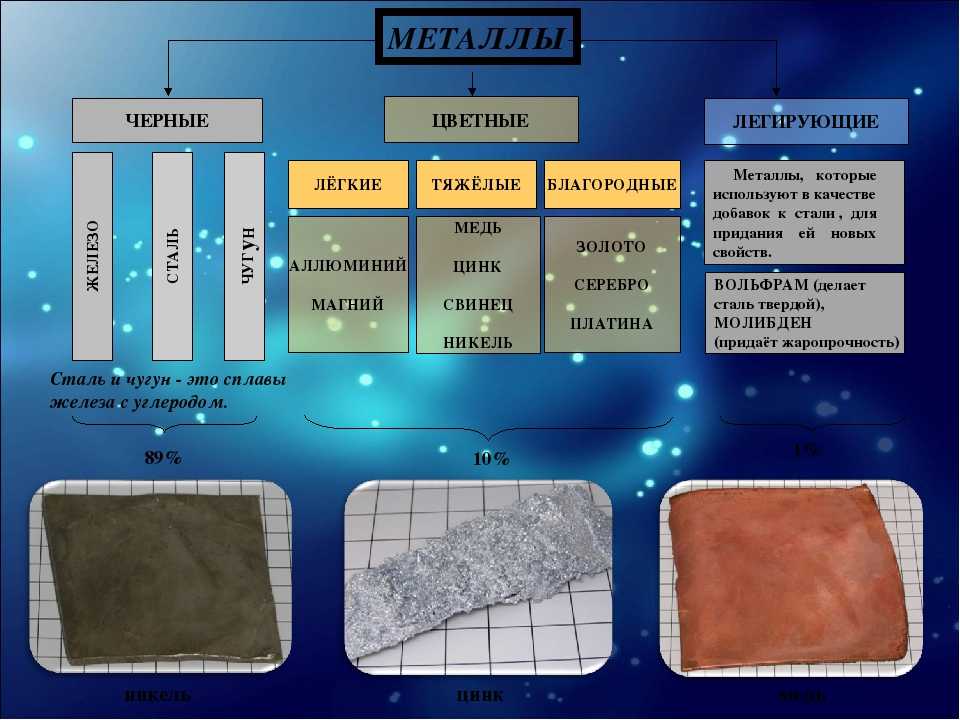
Серый чугун маркируется буквами :
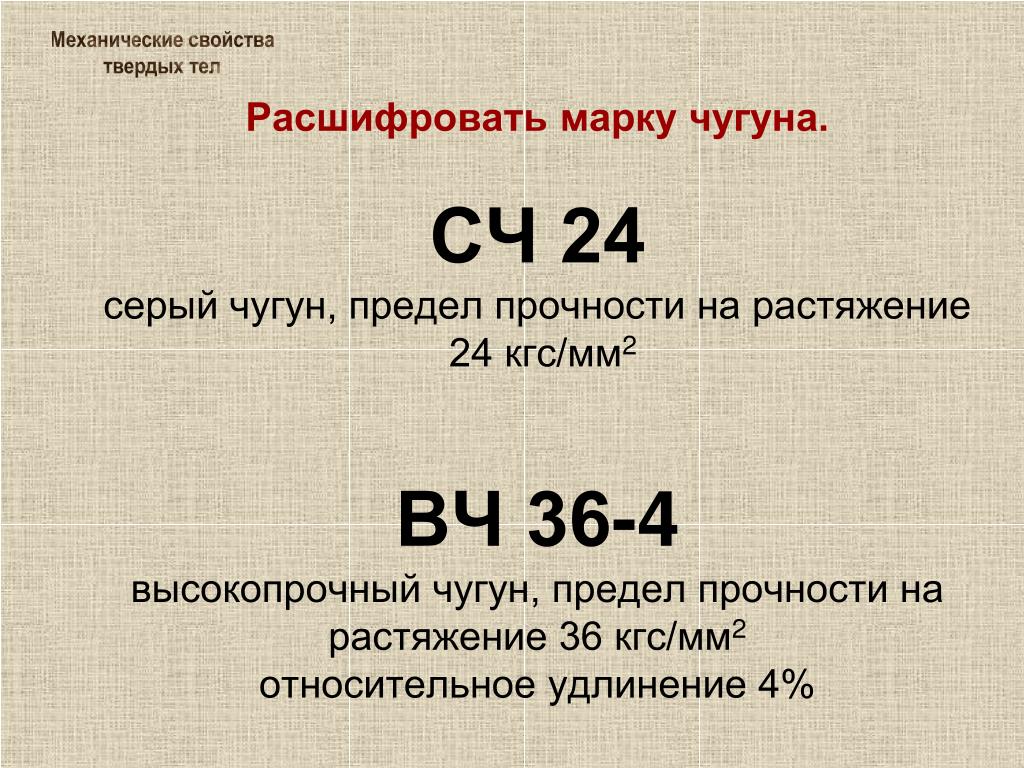
С — серый и Ч — чугун (ГОСТ 1412-70). После букв следуют цифры. Первые цифры указывают среднюю величину предела прочности при растяжении, а вторые — среднюю величину предела прочности при растяжении на изгиб.
Маркировка
—
СЧ25 – σв=250 МПа.
В основу стандартизации чугуна заложен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении σв В соответствии с этим принципом обозначение марки чугуна содержит минимально допустимое значение σв определенного в стандартной пробной литой заготовке. Механические свойства серого чугуна регламентируются ГОСТ 1412-85.
Согласно ГОСТ 1412-85 серый чугун маркируют буквами «С» — серый и «Ч» — чугун.
Число после буквенного обозначения показывает среднее значение предела прочности чугуна при растяжении.
Маркируют серые чугуны буквами СЧ и числом, обозначающем временное сопротивление sв в кгс/мм2 (в десятых долях МН/м2).
Обозначения марок чугуна отражают его предел прочности при растяжении и изгибе.
Например, СЧ 20 — чугун серый, предел прочности при растяжении 200 МПа.
Например, чугун марки СЧ 18—36 обозначает серый чугун с пределом прочности на растяжение 18 кг/мм2и пределом прочности на изгиб 36 кг/мм2.
Свойства
–Механические свойства серого чугуна зависят от свойств металлической матрицы, формы и размеров графитовых включений. Свойства металлической матрицы чугунов близки к свойствам стали.
Механические свойства серых чугунов зависят от свойств металлической основы и, главным образом, от количества, формы и размеров графитных включений. Перлитная основа обеспечивает наибольшие значения показателей прочности и износостойкости.
+ —Преимущества серого чугуна:
1.обладают высокими литейными качествами (жидкотекучесть, малая усадка, незначительный пригар металла к форме и др.),
3. включения графита делают стружку ломкой,
4. позволяя легко обрабатывать чугун резанием;
позволяя легко обрабатывать чугун резанием;
5. сопротивляются износу
6. благодаря смазывающему действию графита чугун обладает хорошими антифрикционными свойствами;
7. хорошо гасит вибрации и резонансные колебания.
-однако из-за низких прочности и пластических свойств в основном используются для неответственных деталей.
Для деталей из серого чугун характерны малая чувствительность к влиянию внешних концентраторов напряжений при циклических нагружениях и более высокий коэффициент поглощения колебаний при вибрациях деталей (в 2—4 раза выше, чем у стали). Важная конструкционная особенность серого чугун — более высокое, чем у стали, отношение предела текучести к пределу прочности на растяжение. Наличие графита улучшает условия смазки при трении, что повышает антифрикционные свойства чугуна. Свойства серого чугун зависят от структуры металлической основы, формы, величины, количества и характера распределения включений графита. Перлитный серый чугун имеет высокие прочностные свойства и применяется для цилиндров, втулок и др.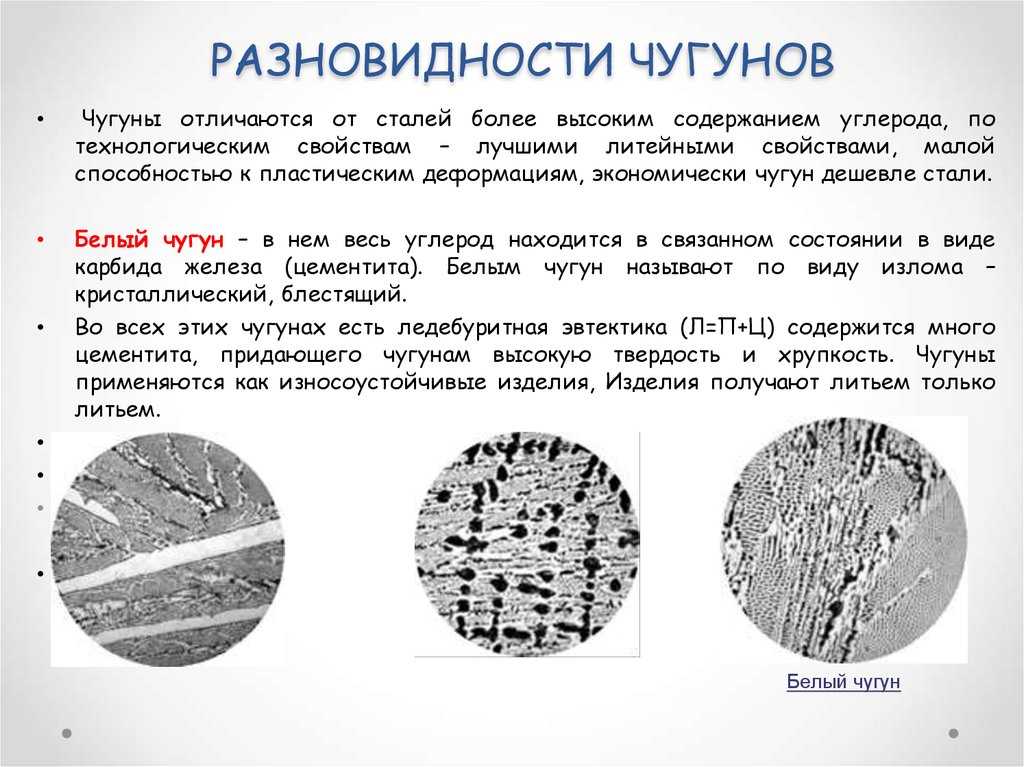 нагруженных деталей двигателей, станин и т.д. Для менее ответственных деталей используют серый чугун с ферритно-перлитной металлической основой.
нагруженных деталей двигателей, станин и т.д. Для менее ответственных деталей используют серый чугун с ферритно-перлитной металлической основой.
Применение –
На долю серого чугуна с пластинчатым графитом приходится около 80 % общего производства чугунных отливок.
Учитывая малое сопротивление отливок из серого чугуна растягивающим и ударным нагрузкам, следует использовать этот материал для деталей, которые подвергаются сжимающим или изгибающим нагрузкам. Т.е. используется для деталей, работающих при повышенных статических и динамических нагрузках.
Серый чугун
Серый чугун
Структура серого чугуна, как и других сплавов, весьма разнообразна и является главным фактором, определяющим его свойства. При этом основное значение имеет либо графит, либо матрица, в зависимости от рассматриваемых свойств. Важнейший процесс, определяющий структуру серого чугуна, а значит, и его свойства, – это графитизация, от которой зависят не только количество и характер графита, но в значительной степени и структура матрицы.
При этом основное значение имеет либо графит, либо матрица, в зависимости от рассматриваемых свойств. Важнейший процесс, определяющий структуру серого чугуна, а значит, и его свойства, – это графитизация, от которой зависят не только количество и характер графита, но в значительной степени и структура матрицы.
Большое значение имеет также дисперсность структуры матрицы, на которую значительно влияет состав чугуна. Однако еще большую роль в изменении дисперсности матрицы часто играют жидкое состояние расплава, модифицирование, скорость охлаждения и другие факторы.
Общепризнано, что важнейшими элементами, определяющими структуру и свойства серого чугуна, являются углерод и кремний, всегда присутствующие в металле в том или ином количестве. Эти элементы определяют также положение чугуна по отношению к эвтектике, но в этом отношении влияние фосфора аналогично влиянию кремния.
Другим важным фактором, влияющим на структуру серого чугуна, является жидкое состояние расплава, которое определяется составом и природой шихтовых материалов (структурой графита, матрицы и других фаз, содержанием газов, неконтролируемых примесей, неметаллических включений и т. п.), условиями плавки и характером внепечной обработки (температурой перегрева, выдержкой, рафинированием, модифицированием и др.). При этом размер включений графита и степень графитизации увеличиваются, а количество междендритного графита (МГ) уменьшается с укрупнением графита в шихтовых материалах, уменьшением перегрева и особенно применением модифицирования. Таким образом, действие факторов жидкого состояния является сложным и часто может быть различным с точки зрения оптимизации структуры. Поэтому указанные факторы необходимо сочетать в зависимости от всех условий производства.
п.), условиями плавки и характером внепечной обработки (температурой перегрева, выдержкой, рафинированием, модифицированием и др.). При этом размер включений графита и степень графитизации увеличиваются, а количество междендритного графита (МГ) уменьшается с укрупнением графита в шихтовых материалах, уменьшением перегрева и особенно применением модифицирования. Таким образом, действие факторов жидкого состояния является сложным и часто может быть различным с точки зрения оптимизации структуры. Поэтому указанные факторы необходимо сочетать в зависимости от всех условий производства.
В связи с этим, повышая в определенных пределах перегрев и выдержку чугуна в печи, а также применяя модифицирование, можно получить те или иные результаты в зависимости от состава чугуна, наличия в нем зародышей графита и величины переохлаждения при кристаллизации. Чем меньше зародышей в жидком чугуне и чем больше его склонность к переохлаждению, тем эффективнее модифицирование, в отсутствии которого термовременная обработка может отрицательно повлиять на свойства чугуна.
Механические свойства серого чугуна и рекомендуемые для них составы представлены в табл. 1.8.
Таблица 1.8. Механические свойства и рекомендуемые составы серого чугуна.
Большим преимуществом серого чугуна, является его малая чувствительность к надрезам, что характеризует его высокие качества как конструкционного материала.
Кроме состава серого чугуна, на его механические свойства, как и на структуру, большое влияние оказывают факторы жидкого состояния, зависящие от метода плавки, температуры перегрева, природы шихтовых материалов, в частности количества стального лома в шихте. При этом качество чугуна возрастает с уменьшением количества и размера включений графита, газосодержания, примесей (As, Sb, Pb, Sn, Ti, Bi, V) и неметаллических включений в шихтовых материалах. Известно также, что наиболее высокие механические свойства серого чугуна могут быть получены при плавке в электрических печах или при дуплекс-процессе с проведением оптимальной термовременной обработки. Из методов внепечной обработки наиболее эффективными являются модифицирование и ковшовое легирование.
Из методов внепечной обработки наиболее эффективными являются модифицирование и ковшовое легирование.
Большое влияние на механические и другие свойства отливок имеет скорость охлаждения, а значит, и толщина стенок отливок. Поэтому при оценке прочности отливок часто приходится изготовлять разные заготовки.
Изменение температуры различно влияет на механические свойства серого чугуна. Прочность начинает заметно понижаться при 350 – 400° С как при кратковременных, так и при длительных нагрузках. Аналогично измеряется твердость, причем уже начиная с нормальной температуры. Пластичность ,наоборот, сначала повышается, достигает максимума при 800° С, но потом начинает резко снижаться, практически до нуля при температурах, близких к солидусу, вызывая опасность образования горячих трещин. Однако характер этих изменений, особенно прочности, зависит от состава чугуна, главным образом от содержания Crr Ni, Мо, которые оказывают положительное влияние, как и при нормальной температуре. При пониженных температурах свойства изменяются в значительно меньшей степени, причем при перлитной структуре прочность несколько понижается, а при ферритной – повышается.
Физические свойства серого чугуна (плотность, тепловые и электромагнитные свойства) приведены в табл. 1.12. Они тоже зависят от состава и структуры, а значит, и от марки чугуна. Плотность отдельных структурных составляющих приводится ниже :
Таблица 1.12. Серый чугун. Физические свойства.
Тепловые свойства серого чугуна – коэффициент линейного расширения, теплоемкость и теплопроводность – также зависят от состава и структуры чугуна. Электрические и магнитные свойства серого чугуна также определяются его составом и структурой. Магнитные свойства серого чугуна зависят, главным образом, от структуры матрицы.
Химические свойства (сопротивление коррозии и жаростойкость) серого чугуна зависят как от состава и структуры чугуна, так и от внешних факторов – состава и температуры среды. Различают классы стойкости в сильно и среднеагрессивных средах.
По сопротивлению коррозии в различных средах серый чугун может быть отнесен к различным классам стойкости. Коррозионная стойкость серого чугуна повышается по мере измельчения графита и уменьшения его количества, при однофазной структуре матрицы (например, Фе), а также при уменьшении содержания Si, S и Р. Для повышения стойкости целесообразно применять модифицированный СЧ, а также легированный Си (до 1,4%), Ni (до З%), Сг (до 1,0%) и другими элементами. Так, для работы в щелочной среде рекомендуются чугуны, содержащие 0,8-1,0% Ni и 0,6-0,8% Сг или 0,35-0,5% Ni и 0,4-0,6% Сг. Однако при воздействии на металл сильных реагентов следует применять высоколегированные чугуны.
Коррозионная стойкость серого чугуна повышается по мере измельчения графита и уменьшения его количества, при однофазной структуре матрицы (например, Фе), а также при уменьшении содержания Si, S и Р. Для повышения стойкости целесообразно применять модифицированный СЧ, а также легированный Си (до 1,4%), Ni (до З%), Сг (до 1,0%) и другими элементами. Так, для работы в щелочной среде рекомендуются чугуны, содержащие 0,8-1,0% Ni и 0,6-0,8% Сг или 0,35-0,5% Ni и 0,4-0,6% Сг. Однако при воздействии на металл сильных реагентов следует применять высоколегированные чугуны.
Серый чугун по жаростойкости характеризует работоспособность чугуна при повышенных и высоких температурах в условиях действия малых нагрузок, когда главной причиной разрушения отливок является образование окалины или трещин.
Технологические свойства серого чугуна (свариваемость и обрабатываемость) также определяются его составом и структурой. Свариваемость серого чугуна значительно хуже, чем углеродистой стали, такпсак при обычных режимах сварки возникает переходная зона, отличающаяся высокой хрупкостью, что может привести к образованию трещин. Поэтому, газовая и электродуговая сварка СЧ, как и заварка дефектов на отливках, может производиться только по особой технологии.
Поэтому, газовая и электродуговая сварка СЧ, как и заварка дефектов на отливках, может производиться только по особой технологии.
Серый чугун по обрабатываемости связан с его твердостью НВ обратной зависимостью. Наличие графита полезно, так как в, его присутствии стружка получается крошащейся и давление на резец уменьшается. Влияние формы графита .незначительно. Обрабатываемость оценивается стойкостью режущего инструмента, допустимыми скоростями резания, чистотой обработанной поверхности и т. п. Она улучшается по мере увеличения количества Фе в структуре, а также по мере повышения однородности структуры, т. е. при отсутствии в ней включений (ФЭ, карбидов), обладающих повышенной НВ. Оценку обрабатываемости часто производят по экономической скорости резания, определяющей допустимую скорость обработки при обеспечении определенной стойкости резца.
Важными служебными свойствами СЧ являются износостойкость и герметичность. Износостойкость характеризует долговечность деталей и самих машин, работающих в условиях трения, и определяется как скорость потери металла. Различают износ при трении со смазкой, при сухом трении, абразивный и эрозионно-кавитационный. Износостойкость СЧ, как и других металлов, определяется условиями трения, но большое значение имеет также состав чугуна и особенно его структура, которая должна удовлетворять правилу Шарпи. Поэтому в зависимости от условий трения применяют разные чугуны
Различают износ при трении со смазкой, при сухом трении, абразивный и эрозионно-кавитационный. Износостойкость СЧ, как и других металлов, определяется условиями трения, но большое значение имеет также состав чугуна и особенно его структура, которая должна удовлетворять правилу Шарпи. Поэтому в зависимости от условий трения применяют разные чугуны
Серый чугун по литейным свойствам значительно лучше, чем другие сплавы. Это позволяет применять его для тонкостенных отливок и определяет сравнительную простоту технологических процессов и высокий коэффициент выхода годного. Прежде всего следует отметить жидкотекучесть, которая определяется разными способами, но чаще всего по спиральной пробе, отливаемой в соответствии с ГОСТ 16438-70 в песчаной или металлической форме.
Вторым важнейшим литейным свойством является усадка – изменение объема и линейных размеров отливок в результате термического сжатия, фазовых превращений и силового взаимодействия с формой в процессе затвердевания и остывания. Понижение температуры вызывает уменьшение объема на 1,1- 1,8% на каждые 100° С, а графитизация серого чугуна, наоборот, дает увеличение объема на 2,2% на 1% выделившегося графита. Объемная усадка жидкого металла тем больше, чем больше коэффициент объемной усадки жидкого металла.
Понижение температуры вызывает уменьшение объема на 1,1- 1,8% на каждые 100° С, а графитизация серого чугуна, наоборот, дает увеличение объема на 2,2% на 1% выделившегося графита. Объемная усадка жидкого металла тем больше, чем больше коэффициент объемной усадки жидкого металла.
Cast Iron: Physical and Engineering Properties
Select country/regionUnited States of AmericaUnited KingdomAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicDemocratic Republic of КонгоДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФедеративные Штаты МикронезияФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияГабонГамбияГрузияГерманияГанаГибралтарГреция GreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaoLatviaLesothoLiberiaLibyaLiechtensteinLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth Afric aSouth Georgia and the South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUruguayUS Virgin IslandsUzbekistanVanuatuVatican CityVenezuelaVietnamWallis and FutunaWestern SaharaYemenZambiaZimbabwe
Варианты покупкиЭлектронная книга $93,95
Налог с продаж рассчитывается при оформлении заказа
Бесплатная доставка по всему миру
Нет минимального заказа а также процесс литья в различных областях техники. Книга охватывает такие темы, как механические, физические и электрические свойства железа и различные испытания, которым оно подвергается; влияние термической обработки на серый чугун; и стойкость чугуна к нагреву и нагрузкам. Темы также включают внутренние литейные напряжения; чугунные балки и колонны; и применение спецификаций для чугуна к проектированию. Текст рекомендуется для металлургов и инженеров, интересующихся чугуном, его свойствами и применением в строительстве.
Книга охватывает такие темы, как механические, физические и электрические свойства железа и различные испытания, которым оно подвергается; влияние термической обработки на серый чугун; и стойкость чугуна к нагреву и нагрузкам. Темы также включают внутренние литейные напряжения; чугунные балки и колонны; и применение спецификаций для чугуна к проектированию. Текст рекомендуется для металлургов и инженеров, интересующихся чугуном, его свойствами и применением в строительстве.
Содержание
-
Содержание
1 Состав и структура чугуна
Типичные микроструктуры
2 Механические, физические и электрические свойства чугуна
Введение: Испытание на растяжение: Испытание на поперечное сечение: Испытание на сжатие: Испытание на твердость : Модуль упругости чугуна : Коэффициент Пуассона: Предел пропорциональности: Испытательное напряжение: Прочность чугуна на сдвиг: Прочность на кручение: Ударные свойства: Сопротивление усталости: Демпфирующая способность: Коэффициент трения: Плотность чугуна в твердом состоянии : Плотность расплавленного чугуна и стали: Удельная теплоемкость и общая теплоемкость: Скрытая теплота плавления: Поверхностное натяжение чугуна: Вязкость расплавленного чугуна: Теплопроводность: Тепловое расширение: Удельное электрическое сопротивление: Магнитные свойства: Немагнитные чугуны
3 Общие свойства товарных чугунов
Прочность, состав и структура серых чугунов: Низколегированные чугуны: Ковкий чугун: Чугун с шаровидным графитом: Аустенитный чугун: Игольчатый чугун: Мартенситный чугун: Белый чугун: Высоколегированный чугун Кремний Чугун
4 Специальные свойства, влияющие на эксплуатацию
Теплостойкость: Устойчивость к нагрузкам при высоких температурах: Низкотемпературные свойства: Износостойкость: Абразивная износостойкость и механические свойства: Коррозия чугуна: Защитные покрытия поверхности: Обрабатываемость: Чистота поверхности
5 Термическая обработка серого чугуна
Термическая обработка: Поверхностная закалка: Пламенная закалка ковкого чугуна: Сварка чугуна: Пайка чугуна
6 Внутренние напряжения отливки Допуск на усадку: Допуски на размеры
7 Компоненты с высокими местными нагрузками
Шестерни: Колеса и ролики: Колеса и ролики печи при высоких температурах: Маховики: Штамповые блоки для холодной и горячей штамповки: Посадки с натягом и усадкой
8 Чугунные балки и колонны
Балки: колонны: трубы, цилиндры и сосуды под давлением
9 Применение спецификаций и данных к проектированию
Прочность на растяжение: Модуль упругости: Обрабатываемость: Обрабатываемость и отжиг: Твердость: Ударная вязкость: Сопротивление усталости: Износ и Твердость: Коррозия и истирание: Расчетные напряжения и коэффициенты безопасности
Приложение
Алфавитный указатель
Сведения о продукте
- Количество страниц: 554
- Язык: английский
- Copyright: © Butterworth-Heinemann 1978
- Published: December 14, 1978
- Imprint: Butterworth-Heinemann
- eBook ISBN: 9781483101958
About the Author
H.
 T. Angus
T. AngusRatings and Reviews
Write отзыв
К настоящему времени нет отзывов по теме “Чугун: физико-технические свойства”
Высокопрочный чугун – IspatGuru
Высокопрочный чугун
- Satyendra
- 21 мая 2014 г.
- 0 Комментарии
- Чугунный, пронзительный железо, графит, ура чугун, чугун с шаровидным графитом или чугун с шаровидным графитом и чугун с шаровидным графитом. Процесс производства ковкого чугуна был разработан The International Nickel Company в 1948 году. Как следует из названия, этот сорт чугуна обладает определенной пластичностью. Главной характеристикой этого материала является структура графита.
Ковкий чугун представляет собой семейство литых графитовых чугунов, обладающих высокой прочностью, пластичностью и ударопрочностью. Отожженный литой ковкий чугун можно сгибать, скручивать или деформировать без разрушения. Его прочность, ударная вязкость и пластичность аналогичны многим сортам стали и намного превосходят показатели стандартного серого чугуна.
 Тем не менее, он обладает преимуществами гибкости конструкции и недорогих процедур литья, аналогичных серому чугуну. Разница между ковким чугуном и серым чугуном заключается в образовании графита. Обыкновенный серый чугун характеризуется случайным чешуйчатым рисунком графита в металле. В ковком чугуне добавление нескольких сотых долей 1% магния или церия вызывает образование графита в виде небольших сфероидов, а не чешуек. Они создают меньше разрывов в структуре металла и производят более прочный и пластичный чугун. Эта узловатая структура графита предотвращает образование линейных трещин, следовательно, способность противостоять деформации. На рис. 1 показана типичная микроструктура ковкого чугуна.
Тем не менее, он обладает преимуществами гибкости конструкции и недорогих процедур литья, аналогичных серому чугуну. Разница между ковким чугуном и серым чугуном заключается в образовании графита. Обыкновенный серый чугун характеризуется случайным чешуйчатым рисунком графита в металле. В ковком чугуне добавление нескольких сотых долей 1% магния или церия вызывает образование графита в виде небольших сфероидов, а не чешуек. Они создают меньше разрывов в структуре металла и производят более прочный и пластичный чугун. Эта узловатая структура графита предотвращает образование линейных трещин, следовательно, способность противостоять деформации. На рис. 1 показана типичная микроструктура ковкого чугуна.Рис. 1 Типичная микроструктура ковкого чугуна
Использование ковкого чугуна повышает безопасность и надежность технологического оборудования. Улучшенные механические свойства повышают его устойчивость к поломке от физической нагрузки, механических и термических ударов намного выше, чем у серого чугуна.
 Коррозионная стойкость ковкого чугуна равна или выше, чем у серого чугуна и стального литья во многих агрессивных средах. Его износостойкость сравнима с некоторыми из лучших сортов стали и превосходит серый чугун при тяжелых нагрузках или ударных нагрузках. Поскольку его можно отливать с помощью тех же недорогих процедур, что и для серого чугуна, он значительно дешевле, чем литая сталь, и лишь умеренно дороже, чем серый чугун. Существенные преимущества, связанные с его высоким пределом текучести и пластичностью, делают его экономичным выбором для многих применений.
Коррозионная стойкость ковкого чугуна равна или выше, чем у серого чугуна и стального литья во многих агрессивных средах. Его износостойкость сравнима с некоторыми из лучших сортов стали и превосходит серый чугун при тяжелых нагрузках или ударных нагрузках. Поскольку его можно отливать с помощью тех же недорогих процедур, что и для серого чугуна, он значительно дешевле, чем литая сталь, и лишь умеренно дороже, чем серый чугун. Существенные преимущества, связанные с его высоким пределом текучести и пластичностью, делают его экономичным выбором для многих применений.Семейство ковкого чугуна
Ковкий чугун — это не отдельный материал, а семейство универсальных чугунов, демонстрирующих широкий спектр свойств, которые достигаются за счет контроля микроструктуры. Общей чертой, присущей всем ковким чугунам, является примерно сферическая форма графитовых узелков. Эти конкреции действуют как гасители трещин и придают ковкому чугуну пластичность и ударную вязкость, которые превосходят все другие чугуны и равны многим литым и кованым сталям.
 Эта особенность имеет важное значение для качества и стабильности ковкого чугуна. При высоком процентном содержании графитовых конкреций в структуре механические свойства определяются матрицей из ковкого чугуна. Важность матрицы в управлении механическими свойствами подчеркивается использованием названий матриц для обозначения следующих типов ковкого чугуна.
Эта особенность имеет важное значение для качества и стабильности ковкого чугуна. При высоком процентном содержании графитовых конкреций в структуре механические свойства определяются матрицей из ковкого чугуна. Важность матрицы в управлении механическими свойствами подчеркивается использованием названий матриц для обозначения следующих типов ковкого чугуна.- Ферритный ковкий чугун – Графитовые сфероиды в матрице феррита обеспечивают чугун с хорошей пластичностью и ударопрочностью, а также с пределом прочности при растяжении и текучести, эквивалентными низкоуглеродистой стали. Ферритный ковкий чугун может быть изготовлен в литом виде, но может быть подвергнут термической обработке отжигом для обеспечения максимальной пластичности и низкотемпературной ударной вязкости.
- Ферритно-перлитный ковкий чугун – Это наиболее распространенный сорт ковкого чугуна, который обычно производится в литом состоянии. Графитовые сфероиды находятся в матрице, содержащей как феррит, так и перлит.
 Свойства являются промежуточными между ферритными и перлитными сортами, с хорошей обрабатываемостью и низкими производственными затратами.
Свойства являются промежуточными между ферритными и перлитными сортами, с хорошей обрабатываемостью и низкими производственными затратами. - Перлитный ковкий чугун – Графитовые сфероиды в матрице перлита позволяют получить чугун с высокой прочностью, хорошей износостойкостью, умеренной пластичностью и ударопрочностью. Обрабатываемость также превосходит стали с сопоставимыми физическими свойствами.
Вышеупомянутые три типа ковкого чугуна являются наиболее распространенными и обычно используются в «литом» состоянии, но ковкий чугун также может подвергаться легированию и/или термообработке для получения следующих марок для широкого спектра дополнительных Приложения.
- Мартенситный ковкий чугун – Использование достаточного количества легирующих добавок для предотвращения образования перлита и термообработка с закалкой и отпуском позволяет получить этот тип ковкого чугуна. Полученная в результате отпущенная мартенситная матрица развивает очень высокую прочность и износостойкость, но с более низкими уровнями пластичности и ударной вязкости.

- Бейнитный ковкий чугун. Эту марку можно получить легированием и/или термической обработкой для получения твердого износостойкого материала.
- Аустенитный ковкий чугун – легированный для получения аустенитной матрицы, этот ковкий чугун обладает хорошей устойчивостью к коррозии и окислению, хорошими магнитными свойствами, хорошей прочностью и стабильностью размеров при повышенных температурах.
- Ковкий чугун с аустенитным отпуском (ADI) – ADI, самое последнее дополнение к семейству ковких чугунов, представляет собой подгруппу ковких чугунов, произведенных путем специальной термической обработки обычного ковкого чугуна. Почти в два раза прочнее перлитного ковкого чугуна, ADI по-прежнему сохраняет высокое удлинение и ударную вязкость. Эта комбинация обеспечивает материал с превосходной износостойкостью и усталостной прочностью
Свойства ковкого чугуна
Свойства при растяжении обычного ковкого чугуна, особенно предел текучести, предел прочности при растяжении и относительное удлинение, традиционно были наиболее часто упоминаемыми и применяемыми детерминантами механического поведения.
 В большинстве мировых спецификаций на ковкий чугун описываются свойства различных марок ковкого чугуна, прежде всего, по их соответствующему пределу текучести, прочности на растяжение и относительному удлинению. Значения твердости, обычно предлагаемые в качестве дополнительной информации, и ударные свойства, указанные только для определенных марок феррита, дополняют большинство спецификаций. Модуль упругости и предел пропорциональности ковкого чугуна также являются важными критериями проектирования.
В большинстве мировых спецификаций на ковкий чугун описываются свойства различных марок ковкого чугуна, прежде всего, по их соответствующему пределу текучести, прочности на растяжение и относительному удлинению. Значения твердости, обычно предлагаемые в качестве дополнительной информации, и ударные свойства, указанные только для определенных марок феррита, дополняют большинство спецификаций. Модуль упругости и предел пропорциональности ковкого чугуна также являются важными критериями проектирования.- Модуль упругости. Ковкий чугун демонстрирует пропорциональную или упругую зависимость между напряжением и деформацией, аналогичную той, что наблюдается у стали, но которая ограничивается постепенным началом пластической деформации. Модуль упругости ковкого чугуна, измеренный при растяжении, варьируется от 62 до 170 ГПа. Динамический модуль упругости (DEM), высокочастотный предел модуля упругости, измеренный с помощью теста резонансной частоты, находится в диапазоне 162–186 ГПа.

- Коэффициент Пуассона – это отношение поперечной упругой деформации к продольной упругой деформации, полученное во время испытания на растяжение. Он показывает небольшое изменение в ковком чугуне. Общепринятое значение равно 0,275.
- Предел пропорциональности. Предел пропорциональности представляет собой максимальное напряжение, при котором материал проявляет упругие свойства. В ковких чугунах, которые демонстрируют постепенный переход от упругого к пластическому поведению, предел пропорциональности определяется как напряжение, необходимое для получения отклонения от упругого поведения на 0,005 %. Он измеряется методом смещения, используемым для измерения предела текучести, а также может быть оценен по пределу текучести. Отношение предела пропорциональности к пределу текучести 0,2 % обычно составляет 0,71 для ферритных марок и снижается до 0,56 для перлитных и отпущенных мартенситных марок.
- Предел текучести. Предел текучести или условное напряжение — это напряжение, при котором материал начинает проявлять значительную пластическую деформацию.
 Для ковкого чугуна используется офсетный метод, при котором предел текучести измеряется при заданном отклонении от линейной зависимости между напряжением и деформацией. Это отклонение, обычно 0,2 %, включено в определение предела текучести или испытательного напряжения в международных спецификациях. Предел текучести ковкого чугуна обычно находится в диапазоне от 275 МПа для ферритных марок до более 620 МПа для мартенситных марок.
Для ковкого чугуна используется офсетный метод, при котором предел текучести измеряется при заданном отклонении от линейной зависимости между напряжением и деформацией. Это отклонение, обычно 0,2 %, включено в определение предела текучести или испытательного напряжения в международных спецификациях. Предел текучести ковкого чугуна обычно находится в диапазоне от 275 МПа для ферритных марок до более 620 МПа для мартенситных марок. - Прочность на растяжение. Прочность на растяжение представляет собой максимальную нагрузку при растяжении, которую материал может выдержать до разрушения. Прочность на растяжение для обычных ковких чугунов обычно составляет от 414 МПа для ферритных марок до более 1380 МПа для мартенситных марок.
- Удлинение – определяется как постоянное увеличение длины, выраженное в процентах от заданной расчетной длины, отмеченной на испытательном стержне на растяжение, которое возникает при испытании стержня до разрушения. Ферритные ковкие чугуны могут иметь удлинение более 25 %.
 Ковкие чугуны с аустенитным отпуском демонстрируют наилучшее сочетание прочности и удлинения.
Ковкие чугуны с аустенитным отпуском демонстрируют наилучшее сочетание прочности и удлинения. - Твердость. Твердость ковкого чугуна обычно и лучше всего измеряется с помощью теста Бринелля, при котором шарик из закаленной стали или карбида вольфрама диаметром 10 мм вдавливается в плоскую поверхность заготовки. Твердость по Бринеллю включена во многие технические характеристики ковкого чугуна. Твердость по Бринеллю следует использовать для производственного контроля и в качестве вспомогательного критерия свойства. Микротвердость с использованием инденторов Кнупа или Виккерса используется для измерения твердости отдельных компонентов матрицы из ковкого чугуна.
- Ударопрочность – Все высокопрочные чугуны обладают хорошей ударопрочностью. Ударопрочность зависит от степени ферритизации микроструктуры. Ковкий чугун, полностью ферритный, имеет высокую ударопрочность.
- Плотность. Общепринятое значение плотности ковкого чугуна при комнатной температуре составляет 7,1 г/см3.
 На плотность в первую очередь влияет процентное содержание графитированного углерода, при этом плотность варьируется от 6,8 г/см до 7,4 г/см для высокоуглеродистого ферритного и низкоуглеродистого перлитного железа соответственно.
На плотность в первую очередь влияет процентное содержание графитированного углерода, при этом плотность варьируется от 6,8 г/см до 7,4 г/см для высокоуглеродистого ферритного и низкоуглеродистого перлитного железа соответственно. - Тепловое расширение. Коэффициент линейного теплового расширения ковкого чугуна зависит главным образом от микроструктуры, хотя на него в незначительной степени влияют температура и структура графита. В нелегированных ковких чугунах состав оказывает лишь незначительное влияние на тепловое расширение, но легированные аустенитные ковкие чугуны могут демонстрировать существенно разные характеристики расширения.
- Теплостойкость – высокотемпературная прочность ковкого чугуна примерно сравнима с обычной стальной отливкой при 430°С. Прочность на разрыв при напряжении 210-240 МПа через 100 часов при 430°С.
- Теплопроводность. На тепло- и электропроводность серого и ковкого чугуна сильно влияет морфология графита. Электропроводность серого чугуна выше из-за полунепрерывного характера чешуек графита.
 Из-за влияния чешуйчатого графита на проводимость объемная доля графита играет важную роль в сером чугуне, но не в ковком чугуне. Помимо формы графита, на теплопроводность также влияют микроструктура, состав и температура. Ферритные ковкие чугуны имеют более высокую теплопроводность, чем перлитные марки, а закаленные и отпущенные чугуны имеют значения между значениями теплопроводности ферритных и перлитных чугунов. В диапазоне 20-500°С теплопроводность ферритных марок составляет 36 Вт/м o K. Проводимость перлитных сортов в том же температурном диапазоне примерно на 20% меньше.
Из-за влияния чешуйчатого графита на проводимость объемная доля графита играет важную роль в сером чугуне, но не в ковком чугуне. Помимо формы графита, на теплопроводность также влияют микроструктура, состав и температура. Ферритные ковкие чугуны имеют более высокую теплопроводность, чем перлитные марки, а закаленные и отпущенные чугуны имеют значения между значениями теплопроводности ферритных и перлитных чугунов. В диапазоне 20-500°С теплопроводность ферритных марок составляет 36 Вт/м o K. Проводимость перлитных сортов в том же температурном диапазоне примерно на 20% меньше. - Удельное электрическое сопротивление – ковкий чугун с прерывистым сферическим графитом имеет более низкое удельное электрическое сопротивление, чем серый чугун с полунепрерывным чешуйчатым графитом. Основными элементами, влияющими на удельное сопротивление, являются кремний и никель, оба из которых увеличивают удельное сопротивление.
- Магнитные свойства. Магнитные свойства ковких чугунов определяются главным образом их микроструктурой.
 Сфероидальная форма частиц графита в ковких чугунах придает им более высокую индукцию и более высокую проницаемость, чем у серых чугунов с аналогичной матрицей. Ферритные ковкие чугуны магнитно мягче, чем перлитные. Они имеют более высокую проницаемость и меньшие потери на гистерезис. Для максимальной проницаемости и минимальных потерь на гистерезис используются ферритные чугуны с низким содержанием фосфора.
Сфероидальная форма частиц графита в ковких чугунах придает им более высокую индукцию и более высокую проницаемость, чем у серых чугунов с аналогичной матрицей. Ферритные ковкие чугуны магнитно мягче, чем перлитные. Они имеют более высокую проницаемость и меньшие потери на гистерезис. Для максимальной проницаемости и минимальных потерь на гистерезис используются ферритные чугуны с низким содержанием фосфора. - Удельная теплоемкость – это количество энергии, необходимое для повышения температуры единицы массы тела на один градус, обычно увеличивается с температурой, достигая максимума всякий раз, когда происходит фазовое превращение. Для нелегированного ковкого чугуна удельная теплоемкость зависит от температуры.
- Износостойкость. Эксплуатационные данные показывают, что износостойкость ковкого чугуна эквивалентна некоторым из лучших марок серого чугуна. Это было продемонстрировано эксплуатационными характеристиками такого оборудования, как гильзы цилиндров, коленчатые валы, металлообрабатывающие валки, штампы и шестерни.

- Коррозионная стойкость. Коррозионная стойкость ковкого чугуна равна или выше, чем у литой стали, если они регулярно используются. В некоторых применениях он демонстрирует полезное преимущество перед стальным литьем, например, в нейтральных или щелочных соляных растворах. Ковкий чугун также широко используется для работы с концентрированной серной кислотой, щелочными растворами, паровым конденсатом и широким спектром органических жидкостей.
Влияние формы графита
Угловатость играет важную роль в определении свойств в семействе ковкого чугуна. Узелковость и морфология несферических частиц оказывают сильное влияние на предел текучести и предел прочности при растяжении ковкого чугуна. Когда узелковость уменьшается за счет уменьшения количества остаточного магния (Mg), узелки становятся удлиненными, но не становятся острыми или «остроконечными». Результатом является снижение предела текучести на 10 % и снижение предела прочности на растяжение на 15 %, когда узловатость снижается до 30 %.
 Небольшие добавки свинца (Pb) уменьшают комковатость за счет образования межкристаллитных сетей «остроконечного» или пластинчатого графита, что приводит к резкому снижению свойств при растяжении.
Небольшие добавки свинца (Pb) уменьшают комковатость за счет образования межкристаллитных сетей «остроконечного» или пластинчатого графита, что приводит к резкому снижению свойств при растяжении.Влияние шаровидности на перлитный ковкий чугун имеет две важные особенности. Во-первых, по сравнению с контролируемой магнием потерей шаровидности для ферритного железа, перлитное железо гораздо более чувствительно к уменьшению шаровидности. Во-вторых, при низком содержании карбида, типичном для высокопрочного ковкого чугуна, потеря прочности относительно незначительна, так как шаровидность уменьшается до 70 %, но по мере дальнейшего ухудшения шаровидности прочность снижается быстрее.
Потеря комковатости как Mg, так и Pb уменьшает разницу между пределом текучести и напряжением растяжения, указывая на то, что потеря комковатости приводит к уменьшению удлинения. Снижение предела прочности при растяжении, вызванное контролем свинца, указывает на то, что образование остроконечных межячеистых графитов сильно охрупчивает ковкий чугун.

Влияние количества конкреций
Количество конкреций, выраженное как количество графитовых конкреций/кв. мм, также влияет на механические свойства ковкого чугуна, хотя и не так сильно и непосредственно, как форма графита. Как правило, большое количество конкреций указывает на хорошее металлургическое качество, но существует оптимальный диапазон количества конкреций для каждого размера сечения отливки, и количество конкреций, превышающее этот диапазон, может привести к ухудшению свойств. Количество конкреций само по себе не оказывает сильного влияния на свойства при растяжении, но оказывает следующее влияние на микроструктуру, которая может значительно влиять на свойства. Количество конкреций влияет на содержание перлита в литом ковком чугуне. Увеличение количества конкреций снижает содержание перлита, снижает прочность и увеличивает удлинение.
- Количество конкреций влияет на содержание карбида. Увеличение количества конкреций улучшает прочность на растяжение, пластичность и обрабатываемость за счет уменьшения объемных долей отбеленных карбидов, сегрегационных карбидов и карбидов, связанных с «обратным отбелом».
- Однородность матрикса зависит от количества конкреций. Увеличение количества узелков приводит к более тонкой и однородной микроструктуре. Такое уточнение структуры матрицы уменьшает сегрегацию вредных элементов, которые могут образовывать межклеточные карбиды, перлит или вырожденный графит
- Количество конкреций влияет на размер и форму графита. Увеличение количества конкреций приводит к уменьшению размера конкреций, что улучшает свойства при растяжении, усталости и разрушении. Методы инокуляции, используемые для улучшения количества узелков, часто делают узелки более сферическими. Таким образом, большое количество узелков обычно связано с улучшением узловатости.
Предел выносливости
Усталостная прочность материала обычно определяется указанием его предела выносливости, также называемого пределом выносливости. Предел выносливости — это величина циклического напряжения, при котором усталостная долговечность превышает заданное число циклов, обычно 10 6 или 10 7 .
 Усталостная прочность материала связана с его пределом прочности при растяжении коэффициентом выносливости – отношением предела выносливости к пределу прочности при растяжении. Влияние концентраторов напряжения на предел выносливости определяется коэффициентом чувствительности к надрезам, также известным как коэффициент снижения усталостной прочности. Коэффициент чувствительности к надрезу представляет собой отношение предела усталости без надреза к пределу усталости с надрезом. На предел выносливости детали из ковкого чугуна влияют различные факторы, такие как предел прочности при растяжении, размер, форма и распределение графитовых конкреций, объемные доли включений, карбидов и окалины, количество и расположение пористости, наличие напряжений. рейки и состояние поверхности компонента.
Усталостная прочность материала связана с его пределом прочности при растяжении коэффициентом выносливости – отношением предела выносливости к пределу прочности при растяжении. Влияние концентраторов напряжения на предел выносливости определяется коэффициентом чувствительности к надрезам, также известным как коэффициент снижения усталостной прочности. Коэффициент чувствительности к надрезу представляет собой отношение предела усталости без надреза к пределу усталости с надрезом. На предел выносливости детали из ковкого чугуна влияют различные факторы, такие как предел прочности при растяжении, размер, форма и распределение графитовых конкреций, объемные доли включений, карбидов и окалины, количество и расположение пористости, наличие напряжений. рейки и состояние поверхности компонента.Отожженный ферритный ковкий чугун с надрезом и без надреза с пределом прочности при растяжении 454 МПа имеет пределы усталости с надрезом и без надреза 117 МПа и 193 МПа соответственно. Этот материал имеет коэффициент чувствительности к надрезу 1,65 и коэффициент выносливости 0,43.
 Коэффициент выносливости ковкого чугуна зависит от прочности на растяжение и матрицы. Коэффициенты выносливости ферритных и перлитных марок аналогичны, уменьшаясь от 0,5 до 0,4 с увеличением прочности в пределах каждой марки. Для отпущенных мартенситных матриц коэффициент выносливости снижается с 0,5 при пределе прочности 415 МПа до 0,3 при пределе прочности 1035 МПа.
Коэффициент выносливости ковкого чугуна зависит от прочности на растяжение и матрицы. Коэффициенты выносливости ферритных и перлитных марок аналогичны, уменьшаясь от 0,5 до 0,4 с увеличением прочности в пределах каждой марки. Для отпущенных мартенситных матриц коэффициент выносливости снижается с 0,5 при пределе прочности 415 МПа до 0,3 при пределе прочности 1035 МПа.В ковких чугунах предел выносливости с надрезом изменяется очень мало в широком диапазоне узловатости, в то время как предел выносливости без надреза быстро возрастает с образованием узловатости, особенно при очень высокой степени узловатости. Эти результаты показывают, что несферический графит инициирует усталостное разрушение в ковком чугуне без надреза, в то время как в образцах с V-образным надрезом трещина зарождается преждевременно в надрезе, перекрывая любой эффект узловатости.
При всех уровнях твердости усталостная прочность увеличивается по мере уменьшения размера конкреций. Однако влияние размера узелков наиболее выражено по мере увеличения твердости.
В условиях усталости при изгибе и кручении, когда циклические напряжения достигают максимума на поверхности детали, усталостная прочность снижается из-за наличия включений, окалины и других поверхностных дефектов, которые действуют как места зарождения трещин. Влияние неметаллических включений на усталостную прочность увеличивается с увеличением твердости матрицы.
Преимущества ковкого чугуна
Ниже перечислены преимущества ковкого чугуна.
- По сравнению со стальным литьем ковкий чугун имеет более низкую стоимость производства.
- Ковкий чугун имеет более низкую температуру литья, чем сталь, что обеспечивает превосходное качество поверхности и возможность отливки сложных форм с изменением сечения.
- Ковкий чугун обладает хорошей пластичностью, при этом степень удлинения достигает более 25 % для некоторых ферритных марок.
- Ковкий чугун очень легко обрабатывается, а припуски на механическую обработку можно свести к минимуму.

- Марки ковкого чугуна обладают пределом прочности при растяжении в диапазоне от 414 МПа для ферритных марок до 1380 МПа для мартенситных марок.
- Отливки из ковкого чугуна весят значительно меньше, чем эквивалентные отливки из стали, благодаря плотности, меньшему припуску на механическую обработку и возможности отливки по заданной форме.
Применение ковкого чугуна
Автомобильная промышленность выразила свою уверенность в ковком чугуне благодаря широкому использованию этого материала в компонентах, связанных с безопасностью, таких как поворотные кулаки, тормозные суппорты и т. д.
Один из наиболее важных применения ковкого чугуна в контейнерах для хранения и транспортировки ядерных отходов. Использование контейнера для ядерных отходов из ковкого чугуна демонстрирует способность ковкого чугуна соответствовать и превосходить даже самые важные квалификационные испытания на характеристики материалов.
Существует широкий выбор деталей из ковкого чугуна.
 Весовой диапазон возможных отливок может быть от менее 25 грамм до более 200 тонн. Размер секции может быть от 2 мм до толщины более 0,5 метра.
Весовой диапазон возможных отливок может быть от менее 25 грамм до более 200 тонн. Размер секции может быть от 2 мм до толщины более 0,5 метра.Структура ковкого чугуна с шаровидным графитом уменьшает разрывы в структуре и предотвращает капиллярную утечку, часто встречающуюся в сером чугуне. Это, наряду с тем фактом, что он легко отливается, делает ковкий чугун идеальным для работы под высоким давлением.
Серый чугун Свойство и химический состав в GB/T9439
30 июля 2010 г.Серый чугун (отливки из серого чугуна) назван так из-за цвета поверхности излома. Он содержит 1,5-4,3% углерода и 0,3-5% кремния, а также марганец, серу и фосфор. Он хрупок с низкой прочностью на растяжение, но легко отливается.
Все данные в этом документе относятся к китайскому стандарту GB/T 9439-1988. Qingdao Casting Quality пишет все материалы из справочника.
www.castingquality.com
Наши услуги
Литье в песчаные формы
Литье Качество сосредоточено на производстве металлических деталей, мы предоставляем профессиональные услуги в области литья металлов.

Литье в песчаные формы – популярный метод формовки металла, подходящий для всех материалов, таких как серый чугун, ковкий чугун, ковкий чугун, углеродистая сталь, нержавеющая сталь, алюминий и бронза.
Ключевые слова: Литье из серого чугуна
Литье по выплавляемым моделям
, также называемое прецизионным литьем по выплавляемым моделям, в основном подходит для деталей из углеродистой и нержавеющей стали. Мы также поставляем детали из серого и ковкого чугуна, а также алюминия и бронзы методом литья по выплавляемым моделям. Он может добиться наилучшего внешнего вида с хорошей переносимостью
Ключевые слова: Литье из серого чугуна
Литье в оболочку
Метод литья в оболочку является хорошим вариантом для замены литья по выплавляемым моделям и литья в песчаные формы. качество лучше, чем детали для литья в песчаные формы, подходящие для массового производства.
Ключевые слова: литье из серого чугуна
CNC-обработка
CNC-фрезерование, CNC-токарная обработка с 5 xix CNC-центром, мы обеспечиваем прецизионную обработку для всех отливок на основе чертежей заказчика.

Ключевые слова: литье из серого чугуна
CAD Design
Услуги по механическому проектированию на основе требований клиентов, наше программное обеспечение – Solidworks и AutoCAD.
Ключевые слова: Литье из серого чугуна
Инструменты/Конструкция пресс-формы
Дизайн и производство пресс-форм будут использоваться для литья металлов и индустрии литья пластмасс под давлением. Основываясь на нашем более чем 10-летнем опыте, мы поставляем профессиональные пресс-формы для наших клиентов в Европе и Северной Америке.
Ключевые слова: литья серого железа
СЕРЕ ЧИСТОНА СВЕДЕНИЯ
СВОДИСТИ ОБРАЩЕНИЯ ОБРАЗОВАНИЯ ТАКАЯ СЕПЕРА
.  /МПа
/МПаОтливки из серого чугуна Толщина стенки
/ммПрочность на растяжение
σb≥/МПаHT100 1036940354 >2.5~10
>10~20
>20~30
>30~40130
100
90
80HT150 150 >2.5~10
>10~20
> 20 ~ 30
> 30 ~ 40175
145
130
120HT200 200 > 2,5 ~ 10 9002> 10 ~ 20002> 200354 > 30 ~ 10.
> 10 ~ 20002> 20.203203030320320320320320320303203.203203203032032030320303203.203032030350364> 30.50303032030350> 30.203030350356
195
170
160HT250 250 >4.0~10
>10~20
>20~30
>30~50270
240
220
200HT300 300 >10~20
>20~30
>30~50290
250
230HT350 350 >10~20
>20~30
>30~50340
290
260www.
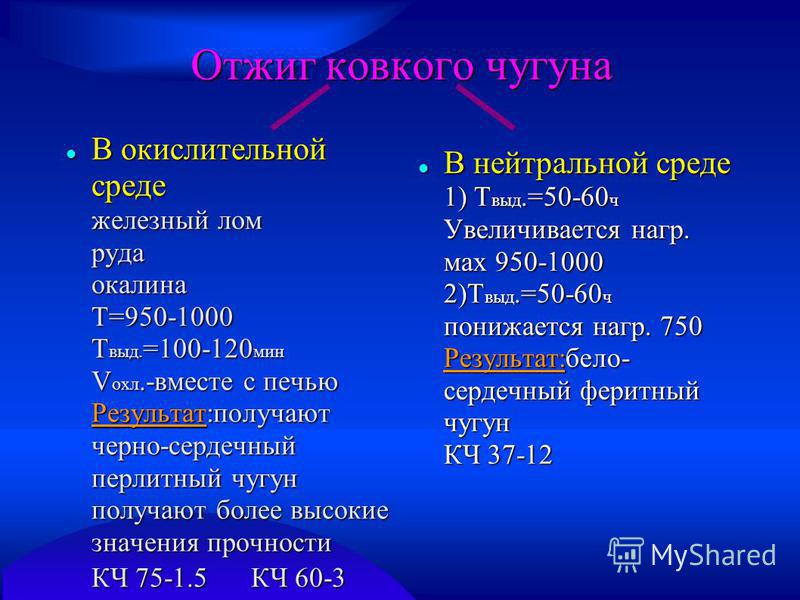 castingquality .com
castingquality .com.com
Отливки Прикрепленный образец Прочность на растяжение Свойство
Серый железо сорта Толщина стенки
/ммПрочность на растяжение σb≥/MPA Прочность на растяжение) σb≥/MPA
Прочность на растяжение (ссылка) σb≥/MPA
. φ30mm φ50mm R15mm R25mm HT150 >20~40
>40~80
>80~150
>150~300130
115
–
––
(115)
105
100120
110
–
––
–
100
90120
105
90
80HT200 > 20~40
>40~80
>80~150
>150~300180
160
–
––
(155)
145
135170
150
–
––
–
140
130165
145
130
120HT250 > 20 ~ 40
> 40 ~ 80
> 80 ~ 150
> 150 ~ 300220
200
–
–220
200
–
–220
200
–
–220
200
–
–220
200
–220 220
200
–220 220
.
(210)
190
–
––
–
170
160205
180
165
150HT300 >20~40
>40~80
>80~150
>150~300260
235
–
––
(230)
210
195(250)
225
–
––
–
200
185245
215
195
180HT350 >20~ 40
>40~80
>80~150
>150~300300
270
–
––
(265)
240
215(290)
260
–
––
–
230
210285
255
225
205Grey Iron Castings’ other mechanical property
Grade Compressive Strength
σbc/MPaShearing Strength
τb/MpaImpact Testing
αKV/(J/cm2)Safe Range of stress
σ-1/MPaModulus of Elasticity
Ε/GPaHT150 500~700 150~250 – 60~90 70~90 HT200 600~800 200~300 2~5 80~90 80~110 HT250 800~1000 250~350 4~ 8 100~140 100~130 HT300 1000~1200 300~450 7~10 120~160 120~140 HT350 1100~ 1300 350~500 9~11 140~180 130~160 Grey Iron Castings Hardness
Gray Iron Grade Hardness Grade Hardness Range
HBSMetallography HT100 h245 ≤170 Феррит HT150 H275 150 ~ 200 Ferrite + Pearlite 496293554Ferrite + Pearlite 9. 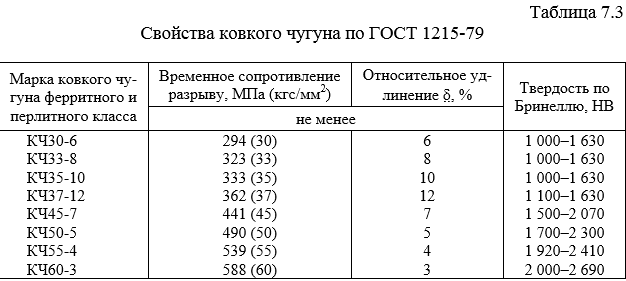 5
5170~220 Pearlite HT250 h315 190~240 Pearlite HT300 h335 210~260 Pearlite(Inoculated Cast Iron) HT350 h355 230~280 Перлит (модифицированный чугун) Серый чугун Термообработка литья
9035 Единица измерения0022 кг
Начальная температура
/οCСкорость нагрева
/(οC /h)Температура сохранения /οC Время тепла
/HСкорочная скорость . /οC
/(
/(9003 /(9003 /(9003 /(9003 /(9003 /(9003 /(9002 /Cast Iron Low Alloy Cast Iron Simple Castings <200 ≤200 ≤100 500~550 550~570 4~6 30 200 200~2500 ≤200 ≤80 500~550 550~570 6~8 30 200 >2500 ≤200 ≤60 500~550 550~570 8 30 200 Precision Castings <200 ≤200 ≤100 500~550 550~570 4~6 20 200 200~2500 ≤200 ≤80 500~550 550~570 6~8 20 200 Литье из серого чугуна, ни в одном стандарте не упоминается химический состав, поэтому мы предлагаем только следующий химический состав, основанный на фактическом производстве.
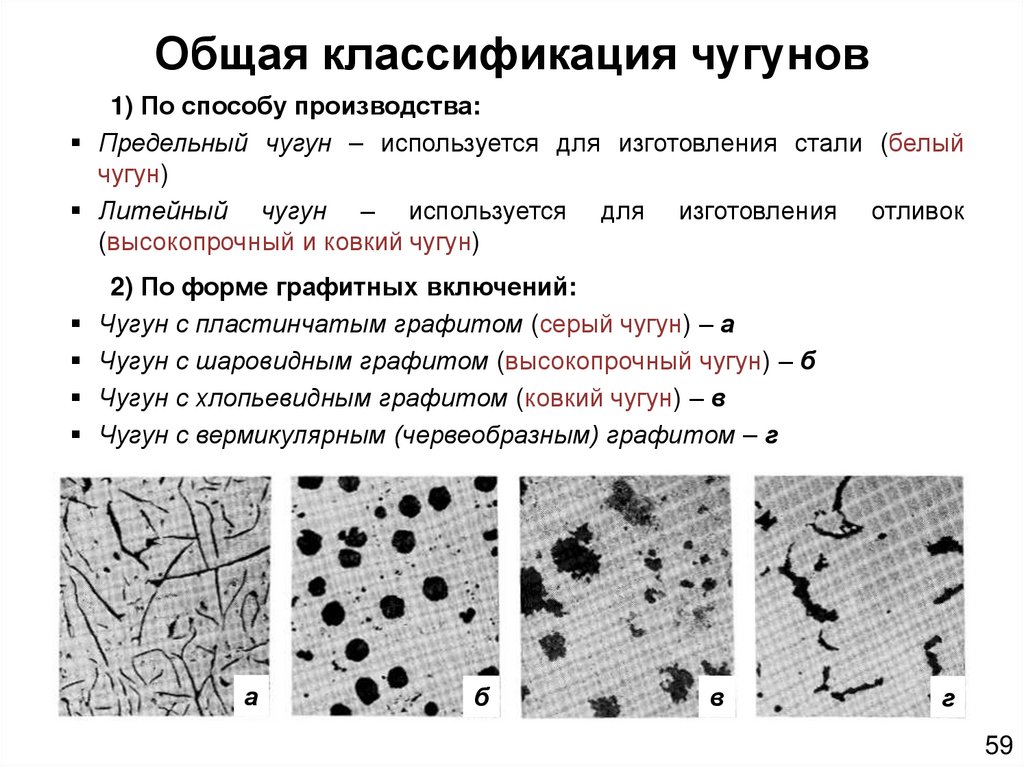
Сплав Толщина стенки
/ммC Si Mn P
≤S
≤HT100 – 3.4~3.9 2.1~2.6 0.5~0.8 0.3 0.15 HT150 <30
30 ~ 50
> 503,3 ~ 3,5
3,2 ~ 3,5
3,2 ~ 3,52,0 ~ 2,4 9
1,9 ~ 2,3
1,8 ~ 2,2~ 2,4
1,9 ~ 2,3
1,8 ~ 2,2,254 4
4 ~ 2,4
1,9 ~ 2,3
1,8 ~ 2,254 4
0,9.900 ~ 2,3 9002, ~0,90,2
0,2
0,2 0.12
0.12
0.12HT200 <30
30~50
>503.2~3.5
3.1~3.4
3.0~3.31.6~2.0
1.5~1.8
1.4~1.61.7~0.9
0.8~1.0
0.8~1.00.15
0.15
0.150.12
0.12
0.12HT250 <30
30~50
>503. 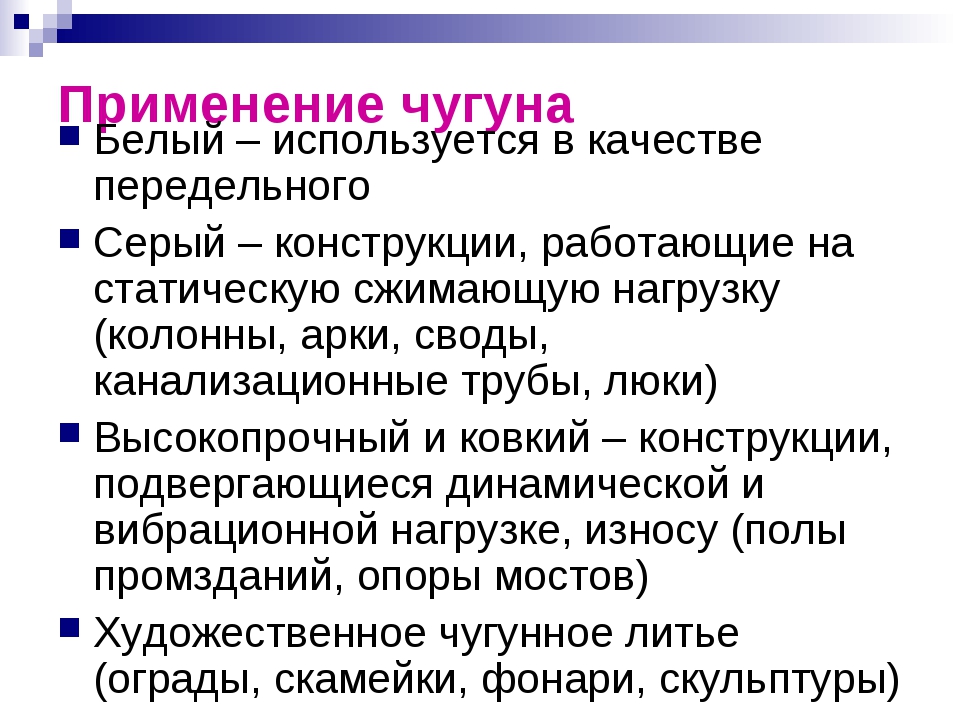 0~3.3
0~3.3
2.9~3.2
2,8~3,11,4~1,7
1,3~1,6
1,2~1,50.8~1.0
0.9~1.1
1.0~1.20.15
0.15
0.150.12
0.12
0.12HT300 <30
30~50
>502.9~3.2
2.9 ~3.2
2.8~3.11.4~1.7
1.2~1.5
1.1~1.40.8~1.0
0.9~1.1
1.0~1.20.15
0.15
0.150.10
0.10
0.10Серый чугун Сравнить
Index Country Grey Iron Grade 1 China — HT350 HT300 HT250 HT200 HT150 HT100 2 Japanese — FC350 FC300 FC250 FC200 FC150 FC100 3 USA NO. 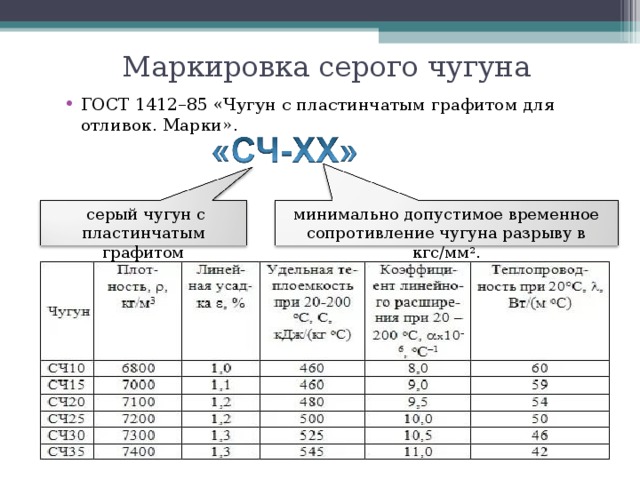 60
60NO.50 NO.45 NO.35/ NO.40 NO.30 NO.25 NO.20 4 Russia CЧ40 CЧ35 CЧ30 CЧ24/CЧ25 CЧ18/CЧ20/CЧ21 CЧ15 CЧ10 5 Germany GG40 GG35 GG30 GG25 GG20 GG15 GG10 6 Italy — G35 G30 G25 G20 G15 G10 7 France FGL400 FGL350 FGL300 FGL250 FGL200 FGL150 — 8 England 400 350 300 260 180/220 150 100 9 Poland Z140 Z135 Z130 Z125 Z120 Z115 — 10 India FG400 FG350 FG300 FG260 FG200 FG150 — 11 Romania FC400 FC350 FC300 FC250 FC200 FC150 — 12 Spanish — FG35 FG30 FG25 FG20 FG15 — 13 Belgium FGG40 FGG35 FGG30 FGG25 FGG20 FGG15 FGG10 14 Australia T400 T350 T300 T260 T220 T150 — 15 Sweden O140 O135 O130 O125 O120 O115 O110 16 Hungary OV40 OV35 OV30 OV25 OV20 OV15 — 17 Bulgaria — Vch45 Vch40 Vch35 Vch30 Vch25 — 18 ISO — 350 300 250 200 150 100 19 COPANT FG400 FG350 FG300 FG250 FG200 FG150 FG100 20 Taiwan(China) — — FC300 FC250 FC200 FC150 FC100 21 Holland — GG35 GG30 GG25 GG20 GG15 — 22 Luxemburg FGG40 FGG35 FGG30 FGG25 FGG20 FGG15 — 23 Austria — GG35 GG30 GG25 GG20 GG15 — 24 Europa-Norm EN-GJL-350 EN-GJL-300 EN- GJL-250 EN-GJL-200 EN-GJL-150 Отливки из серого чугуна
22 марта 2022 г.

Китай Отливки Серый чугун Отливка из серого чугуна
Технические сравнительные диаграммы | Фузиум
Technical comparative
chartsMechanical properties of iron at room temperature
Grey Iron Ductile Iron Low carbon Steel Casting Low Alloy Steel Casting Tensile strength ( Ksi) [U] от 25 до 50 от 60 до 100 70 90 0354 45 60 Elongation (%) [EL] <1 20 26 23 Hardness (BHN) 160 – 210 170 – 220 120 – 160 180 – 220 Charpy test – V-shaped notch [J] at 20°C 1.5 – 7 12 – 20 25 – 50 60 – 120 Стойкость к росту трещин (МПа·м) 11 – 19 45 – 100 50 – 175 50 – 175 Castability of iron
Grey Iron Ductile Iron Low carbon Steel Casting Low Alloy Steel Литье Возможность заполнения тонких и расширенных полостей Отлично Хорошее Среднее Среднее Безусадочное твердение Отлично Хорошо Bad Bad Behavior of iron according to temperature gradients
Grey Iron Ductile Iron Low carbon Steel Casting Low Alloy Steel Casting Basic thermal параметр сопротивления (Eα/k) 24 67 55 89 Основной параметр теплового сопротивления (Eα/k) 9 7 9 7 Estimated thermal stress 1200°F Good Average Average / Good Average / Good Thermal shock Bad / Average Среднее Хорошее Хорошее Температурные ограничения Механическая износостойкость при 1200°F Плохое / Среднее Среднее Хорошее Хорошо/Очень хорошо Высокая термостойкость (Ksi) 4 6 9 14 / 30 Iron resistance to oxidation and scaling
Grey Iron Ductile Iron Low carbon Steel Casting Low Alloy Steel Casting Resistance to oxidation / Scaling Average Хорошо Хорошо Хорошо Dimensional stability of iron at high temperature
Grey Iron Ductile Iron Low carbon Steel Casting Low Alloy Steel Casting Shape stability Excellent Average Плохое Среднее Ползучесть, (%/ч при 800°F, 25 Ksi) Отличное 0,001 – 0,01 Среднее 0,02 – 0,2 Плохое/Среднее 0,05–0,5 Плохое/Среднее 0,005–0,05 Устойчивость к набуханию Плохое Хорошее Хорошее/Очень хорошее Очень хорошее Degradation of mechanical properties of iron according to temperature
Grey Iron Ductile Iron Low carbon Steel Casting Low Alloy Steel Casting Degradation of tensile strength at 750 °F <15% <15% <15% <15% Снижение предела текучести – <15% <15% .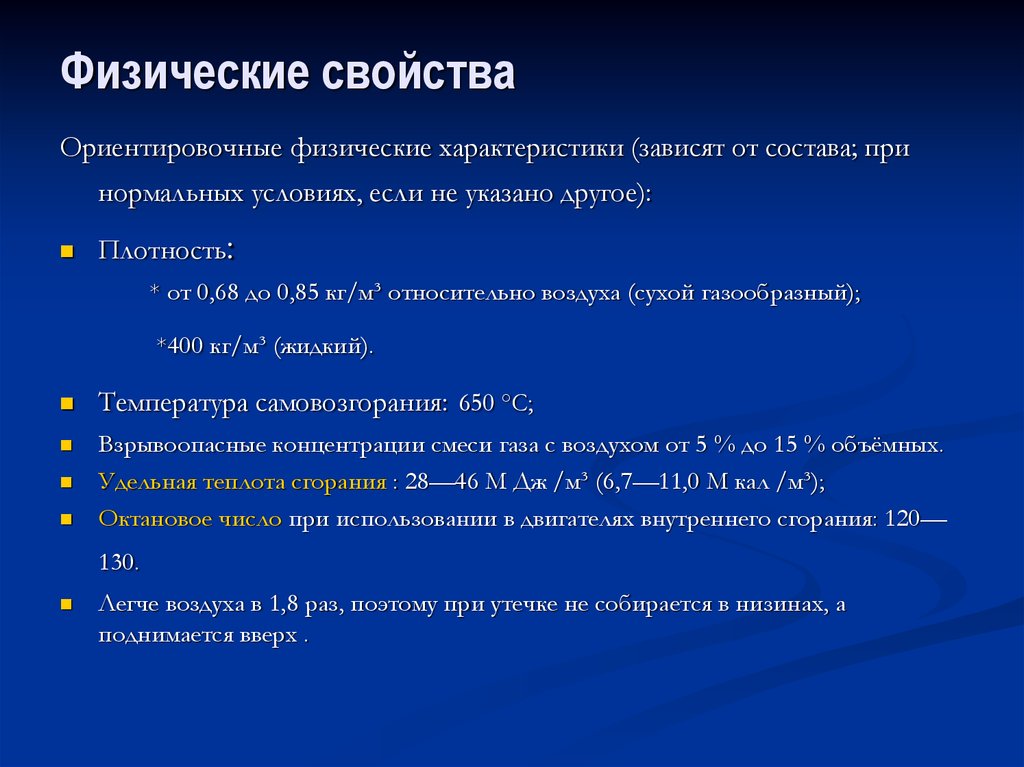
Снижение стойкости при 1100°F <50% <50% >90% >50% Degradation of resistance at 1300°F >75% >75% >95% >80% QI < 500 38000 55000 50000 / 85000 Прочие производственные характеристики чугуна
Серый чугун Высокопрочный чугун Отливка из низкоуглеродистой стали Отливка из низколегированной стали Machinability Excellent Good Average Average Formability Nil Bad Excellent Average Hardenability Very good Excellent Плохая Плохая/Низкая Свариваемость Плохая Плохая Отличная Хорошая Physical properties of iron at room temperature
Grey Iron Ductile Iron Low carbon Steel Casting Low Alloy Steel Casting Density (lbs/in³) 0.  26
260.26 0.26 0.28 Poisson’s ratio[ט] 0.28 0.28 0.3 0.3 Modulus of elasticity(Tension) (Psi) [E] 13000000 26000000 30000000 30000000 Modulus of rigidity (Shearing) (Psi) [G] 5800000 9800000 11500000 11500000 Thermal conductivity (BTU/Hr /фут²/дюйм/°F) [k](Cu=2700 325 250 350 225 6,5 x 10 -6 6,5 x 10 -6 6,7 x 10 -6 Способность 40362 . до 2 Электрическое удельное сопротивление (мкх ом. См) [ρ] (Cu = 1,67) 80 до 100 40 до 60 12 15 15 15 15 . 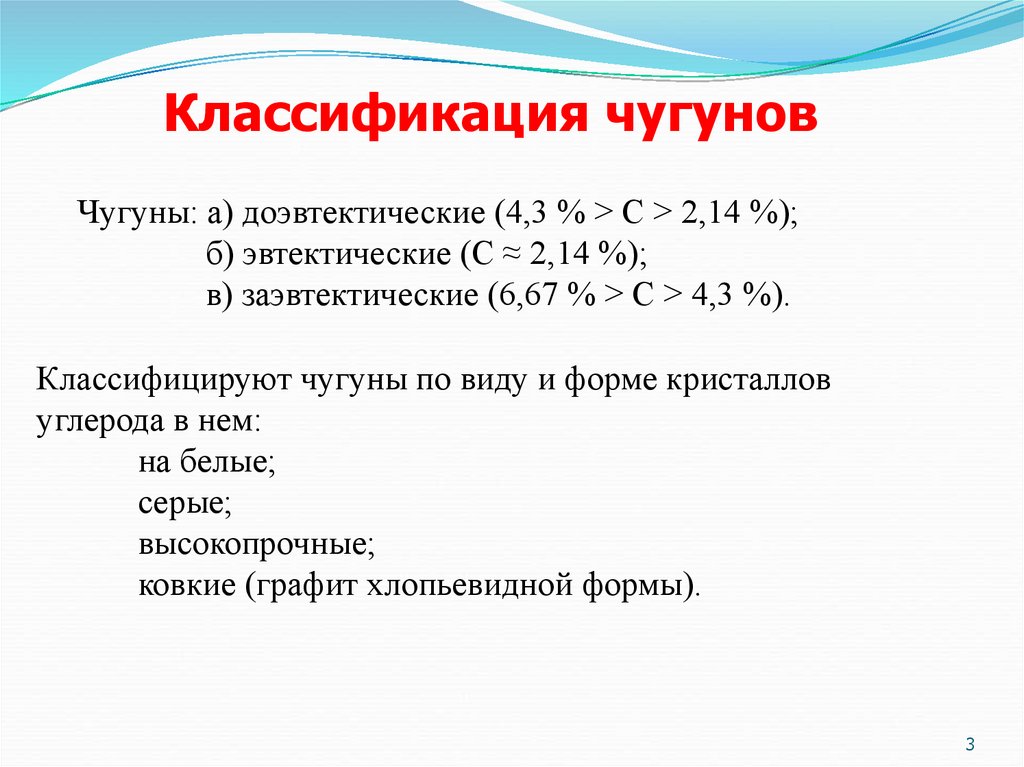 Эрстедс
Эрстедс10 14 16 16 То, что мы видим на рынке, это ВЧШГ вытесняет сталь по понятной причине: стоимость ВЧШГ значительно ниже стоимости стали.
Высокоэнергетическое рентгеновское излучение дает промышленности доступный способ оптимизации чугуна
Чугун можно модифицировать в процессе производства для оптимизации его механических и физических свойств, таких как прочность и долговечность. Это свойство делает его предпочтительным материалом для использования в транспортной и машиностроительной отраслях, которые полагаются на стойкость чугуна к износу, деформации и ржавчине при проектировании высокопроизводительных мостов, инструментов и деталей двигателей.
Это свойство делает его предпочтительным материалом для использования в транспортной и машиностроительной отраслях, которые полагаются на стойкость чугуна к износу, деформации и ржавчине при проектировании высокопроизводительных мостов, инструментов и деталей двигателей.

Но производственный процесс — это не только наука, но и искусство, дающее хорошие результаты, но не использующее весь потенциал чугуна. До сих пор существуют разногласия по поводу корреляции между производственными параметрами отливки и желаемыми свойствами. Ограниченные типичными промышленными методами двухмерной визуализации или трудоемкими трехмерными лабораторными исследованиями, исследователи не смогли точно определить точные параметры обработки, необходимые для получения идеальных свойств для каждого применения чугуна.
Поиск более простого способа заглянуть глубоко внутрь сплава, чтобы получить окончательный ответ, может быть благом для потребителей, а также дать американской промышленности конкурентное преимущество. Согласно исследованию, опубликованному в журнале Scripta Materialia , высокоэнергетическое синхротронное рентгеновское излучение может дать такое представление.
…для таких применений, как автомобильный двигатель и компоненты двигателя, можно использовать меньше материала и уменьшить общий вес автомобиля, что приведет к экономии топлива.

«Поняв структуру, можно будет разрабатывать сплавы с улучшенными механическими и термическими свойствами. Это означает, что для таких применений, как автомобильный двигатель и компоненты двигателя, можно было бы использовать меньше материала и уменьшить общий вес автомобиля, что привело бы к экономии топлива», — сказал Дилип Сингх, руководитель группы термомеханических исследований в Центре транспорта Аргоннской национальной лаборатории. Научно-технический руководитель исследования.
Для транспортной отрасли возможность модифицировать производственные процессы для создания высокоэффективных материалов может помочь в разработке более экономичных двигателей или деталей двигателей, которые лучше выдерживают тепло и имеют более длительный срок службы.
«Исследователи Caterpillar активно стремятся улучшить наши знания о сплавах чугуна, чтобы предоставить нашим клиентам инновационные решения», — сказал Ричард Хафф, руководитель технической группы компании Caterpillar Inc.
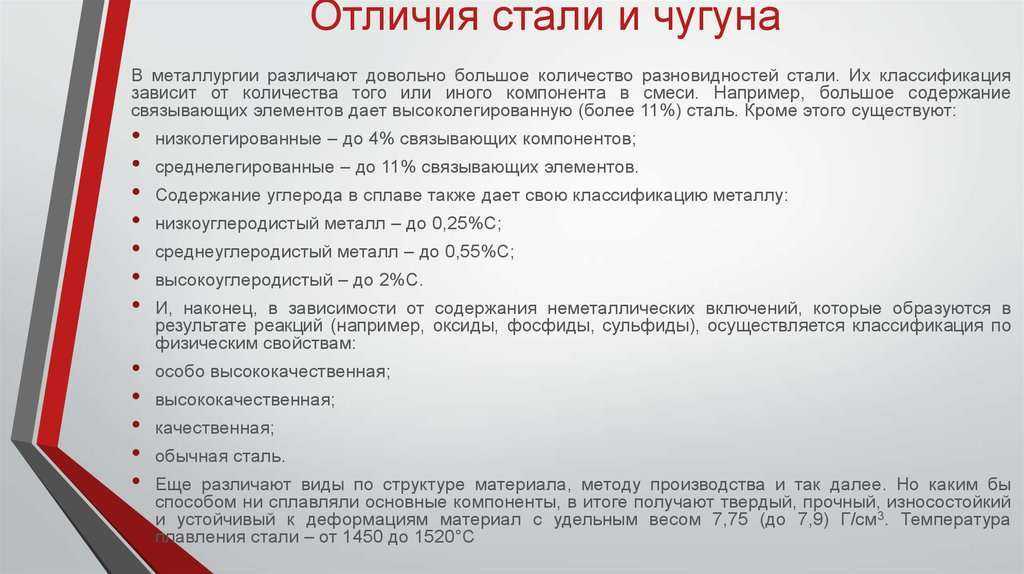 , которая поставляла отливки из сплавов для двигателей для использования в доказательное исследование.
, которая поставляла отливки из сплавов для двигателей для использования в доказательное исследование.Результаты исследования показали, что высокоэнергетическая рентгеновская томография может выявить ранее неизвестное поведение графита в чугуне, такое как рост конкреций, когда он подвергается различным обработкам. Рентгеновские лучи также могут однозначно классифицировать тип частиц, участвующих в поведении, что имеет решающее значение для определения взаимосвязи между структурой и процессом. Эти идеи содержат ключ к управлению атомной структурой графита с помощью производственных обработок, таких как изменение химического состава расплава и изменение модификаторов, добавляемых в жидкий чугун.
В исследовательскую группу входили Хафф из компании Caterpillar и аргоннские исследователи Сингх, Чихпин Чуанг и Джон Хрин из отдела энергетических систем, а также Джон Алмер и Питер Кенесей из отдела рентгеновских исследований. В рамках этого исследования использовался усовершенствованный источник фотонов (APS), созданный Управлением науки Министерства энергетики США (DOE) в Аргоннской национальной лаборатории Министерства энергетики США.

(а) Литой блок диаметром 2 дюйма и стержень диаметром 2 мм, вырезанный из образца с помощью электроэрозионной обработки. (б) Типичный фрагмент томографического изображения, полученного в этом исследовании. (c) Непротравленное металлографическое изображение той же области на (b) под оптическим микроскопом. (d) Реконструированная трехмерная модель частиц графита на (b), показывающая, что двухмерные особенности, наблюдаемые на (b) и (c), принадлежат коралловой древовидной структуре с плоскими закругленными ветвями, которые охватывают примерно 200 мкм в железной матрице. (e) Слева показана поверхность среза и графитовая структура под поверхностью; справа — та же структура графита, но в разрезе в другой ориентации, показывающая, что двухмерный анализ может идентифицировать ту же особенность (красная стрелка), что и шаровидный графит, или компактный графит, в зависимости от того, где он был срезан.Синхротронный рентгеновский анализ имеет ряд преимуществ по сравнению с существующими двухмерными и трехмерными методами оценки.

Синхротронный рентгеновский анализ имеет несколько преимуществ по сравнению с современными методами, используемыми для оценки микроструктуры графита.
Трехмерное изображение структуры графита, его пространственное расположение в сплаве и его фазовая связность являются ключевыми факторами, определяющими свойства чугуна. Эти параметры не могут быть надежно получены с помощью текущего отраслевого стандарта 2-D теста. Реже используются, но более эффективны методы сфокусированных ионных пучков (ФИП) и просвечивающей электронной микроскопии (ПЭМ), которые позволяют получать трехмерные изображения с высоким разрешением, но являются трудоемкими и длительными и разрушают образец. Высокоэнергетическое рентгеновское излучение проникает в неоднородные образцы толщиной до сантиметра в реальных условиях эксплуатации. Это позволяет избежать проблем, связанных с методами FIB и TEM, а также обеспечивает лучшее статистическое представление параметров в сыпучем материале.
Исследовательская группа обнаружила, что методы синхротронной характеристики позволяют по-новому понять, почему железо с уплотненным графитом, используемое Caterpillar в компонентах двигателей для тяжелых условий эксплуатации, может проводить тепло лучше, чем ковкий чугун, сохраняя при этом хорошую пластическую прочность.
 Ответ заключался в форме, размере и распределении частиц графита в чугуне.
Ответ заключался в форме, размере и распределении частиц графита в чугуне.«Трехмерная характеристика материала позволяет лучше понять формирование структуры и взаимосвязь между структурой и свойствами», — сказал Хафф.
Результаты были опубликованы в журнале Scripta Materialia в статье «Трехмерный количественный анализ морфологии графита в высокопрочном чугуне с помощью высокоэнергетической рентгеновской томографии». Работы велись на балке 1-ID на АПС.
Управление транспортных технологий, Управление по энергоэффективности и возобновляемым источникам энергии Министерства энергетики США поддержало работу, а Управление науки поддержало использование APS.
Аргоннская национальная лаборатория ищет решения насущных национальных проблем в области науки и техники. Первая в стране национальная лаборатория, Аргонн, проводит передовые фундаментальные и прикладные научные исследования практически во всех научных дисциплинах. Исследователи Аргонны тесно сотрудничают с исследователями из сотен компаний, университетов, а также федеральных, государственных и муниципальных учреждений, чтобы помочь им решить их конкретные проблемы, укрепить научное лидерство Америки и подготовить нацию к лучшему будущему.
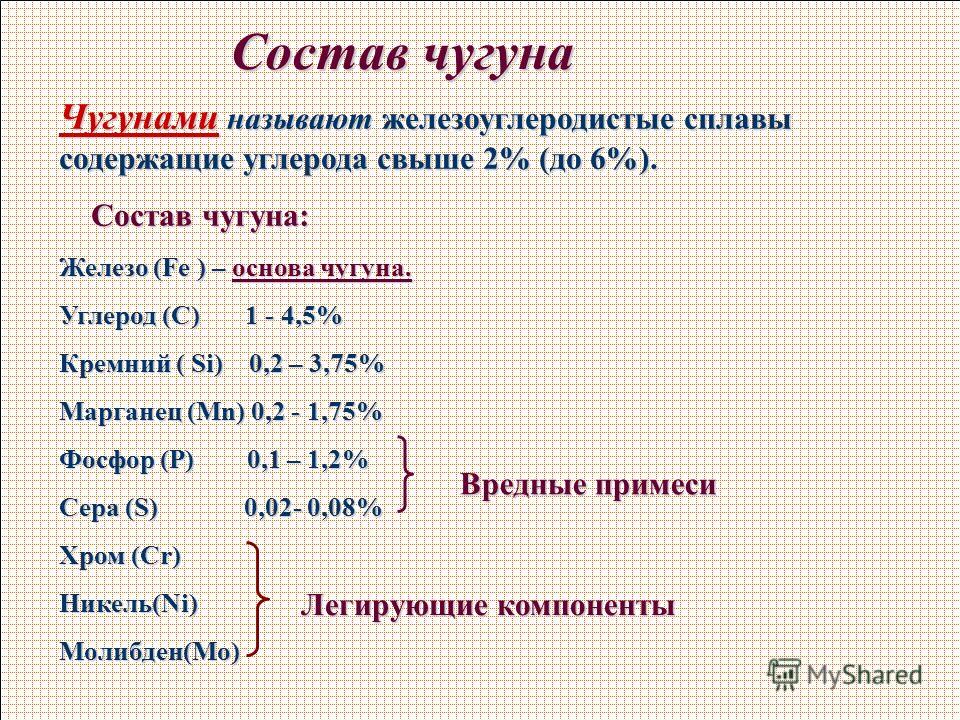 Компания Argonne, в которой работают сотрудники из более чем 60 стран, находится под управлением UChicago Argonne, LLC для Управления науки Министерства энергетики США.
Компания Argonne, в которой работают сотрудники из более чем 60 стран, находится под управлением UChicago Argonne, LLC для Управления науки Министерства энергетики США. Управление науки Министерства энергетики США является крупнейшим сторонником фундаментальных исследований в области физических наук в Соединенных Штатах и работает над решением некоторых из самых насущных проблем нашего времени. Для получения дополнительной информации посетите веб-сайт Управления науки.
Серый чугун с улучшенными свойствами
Настоящее изобретение относится к улучшенному серому чугуну и, более конкретно, к новому серому чугуну, имеющему улучшенное и необычное сочетание свойств, включая литейные свойства, механические и физические свойства.
Серый чугун был одним из наиболее широко используемых черных конструкционных материалов. Он легко изготавливается, он мягкий и поддается механической обработке, а также обладает физическими свойствами, которые делают его пригодным для широкого круга применений.
 Серый чугун представляет собой сплав железа, содержащий графитовый углерод, т.е. е., серый чугун представляет собой сплав железа, содержащий несвязанный углерод в избытке по сравнению с тем углеродом, который необходим для образования железной матрицы. Этот избыток несвязанного углерода проявляется в виде удлиненных, искривленных, тонких пластин или чешуек, рассеянных по всей матрице железа. Было признано, что обычный серый чугун является слабым, хрупким материалом по сравнению с материалами, имеющими состав и структуру, по существу, такие же, как матрица серого чугуна. Сравнительно плохие механические свойства, которыми обладает серый чугун, обычно объясняются эффектом присутствия удлиненных чешуйчатых частиц графита. Из-за значительного влияния чешуйчатого графита на снижение прочности, ударной вязкости и пластичности серого чугуна было обнаружено, что при попытке улучшить свойства серого чугуна за счет повышения прочности его матрицы достигаются значительные улучшения. в прочности матрицы привели лишь к относительно незначительным общим улучшениям свойств серого чугуна.
Серый чугун представляет собой сплав железа, содержащий графитовый углерод, т.е. е., серый чугун представляет собой сплав железа, содержащий несвязанный углерод в избытке по сравнению с тем углеродом, который необходим для образования железной матрицы. Этот избыток несвязанного углерода проявляется в виде удлиненных, искривленных, тонких пластин или чешуек, рассеянных по всей матрице железа. Было признано, что обычный серый чугун является слабым, хрупким материалом по сравнению с материалами, имеющими состав и структуру, по существу, такие же, как матрица серого чугуна. Сравнительно плохие механические свойства, которыми обладает серый чугун, обычно объясняются эффектом присутствия удлиненных чешуйчатых частиц графита. Из-за значительного влияния чешуйчатого графита на снижение прочности, ударной вязкости и пластичности серого чугуна было обнаружено, что при попытке улучшить свойства серого чугуна за счет повышения прочности его матрицы достигаются значительные улучшения. в прочности матрицы привели лишь к относительно незначительным общим улучшениям свойств серого чугуна.
Точно так же прогресс в технологиях плавки, литья и обработки дал лишь относительно небольшие улучшения свойств серого чугуна. Хотя было предпринято много попыток найти решение этих и других проблем, связанных с производством улучшенного серого чугуна, ни одна из них, насколько известно, не была полностью успешной при осуществлении на практике в промышленном масштабе.
В настоящее время обнаружено, что при простой обработке расплавов серого чугуна, т.е. например, в ковше можно существенно изменить характер образования чешуек графита в сером чугуне, что заметно улучшит свойства чугуна.
Целью настоящего изобретения является создание серого чугуна, содержащего графит, имеющего уплотненную чешуйчатую форму, и способа его получения.
Еще одной целью настоящего изобретения является создание серого чугуна, имеющего улучшенное сочетание литейных свойств вместе с улучшенными механическими и физическими свойствами. Еще одной целью настоящего изобретения является создание серого чугуна, имеющего улучшенное сочетание механических и физических свойств даже при относительно высоком содержании углерода.

Другие цели и преимущества настоящего изобретения станут очевидными для специалистов в данной области техники из следующего описания, взятого в сочетании с чертежами, на которых: Фигура 1 представляет собой репродукцию микрофотографии, сделанной при 100-кратном увеличении, показывающую структуру простой серый чугун, лишенный специального элемента, предусмотренного настоящим изобретением; Фиг.2 представляет собой репродукцию микрофотографии, сделанной при 100-кратном увеличении и изображающей структуру того же серого чугуна, что и на Фиг.1, но содержащего специальный элемент в количестве, находящемся в диапазоне, предусмотренном настоящим изобретением; Фиг.3 представляет собой репродукцию микрофотографии, сделанной при 100-кратном увеличении, показывающую структуру другого простого серого чугуна, лишенного специального элемента, предусмотренного настоящим изобретением; и фиг. 4 представляет собой репродукцию микрофотографии, сделанной при 100-кратном увеличении и показывающую влияние специального элемента, предусмотренного настоящим изобретением, на структуру серого чугуна, показанного на фиг.
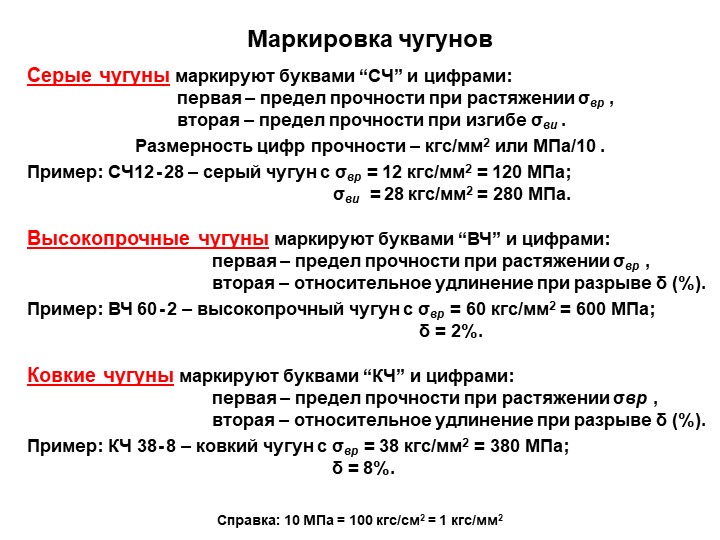 3.
3.В широком смысле, настоящее изобретение обеспечивает серый чугун, содержащий по меньшей мере около 50% железа, углерода и кремния в диапазоне чугуна и содержащий контролируемое количество остаточного магния в диапазоне от по меньшей мере около 0,02% до 0,04%. %. Продукт изобретения характеризуется микроструктурой, в которой графит присутствует в виде уплотненных чешуек, т.е. е., чешуйчатый графит в сплаве по изобретению выглядит как частицы, которые короче и толще, чем чешуйки, встречающиеся в серых чугунах аналогичного состава, но не содержащих магния. Магний оказывает прогрессивное влияние на размер и форму графита. Небольшие количества в диапазонах, предусмотренных настоящим изобретением, укорачивают чешуйки, в то время как большие количества порядка примерно 0,03% способствуют дальнейшему уменьшению длины чешуек, помимо тенденции к их скручиванию и утолщению. При 0,035% и более магния наблюдается значительное уплотнение графита в виде толстых коротких чешуек, неправильных масс, еще нескольких округлых масс и, возможно, редких сфероидов.
 По меньшей мере около 75% графита, присутствующего в сером чугуне по изобретению, будет находиться в форме уплотненных чешуек.
По меньшей мере около 75% графита, присутствующего в сером чугуне по изобретению, будет находиться в форме уплотненных чешуек.Базовый состав серого чугуна по изобретению, не содержащий магния, представляет собой состав, который был бы серым чугуном, если бы его отливали в модифицированном состоянии. Таким образом, продукт изобретения может иметь любую матричную структуру, характерную для серого чугуна. Например, матрица может быть перлитом, ферритом, мартенситом, аустенитом, игольчатой составляющей (например, бейнитом или другими продуктами превращения аустенита, поясняемыми S-образной кривой), мартенситом отпуска или сорбитом и т. д. или их известными сочетаниями. . Применение изобретения 1 к высокопрочным игольчатым чугунам увеличивает прочность, ударную вязкость, модуль и сопротивление усталости. В целом процесс применим к любому чугуну, содержащему чешуйчатый графит.
Влияние состава на структурные составляющие и свойства матрицы и контроль этих структурных составляющих и свойств матрицы известны специалистам в области серого чугуна.
Особенностью настоящего изобретения при получении нового продукта из серого чугуна, содержащего более короткие, толстые или уплотненные чешуйки графита и обладающего высокими свойствами, является введение магния в ванну расплава, из которой изготавливается серый чугун, и удержание в конечный продукт с количествами магния в диапазонах, установленных здесь. Недостаточно просто добавить магний в ванну расплава.
Присутствие остаточного магния в сером чугуне по изобретению необходимо для получения улучшенных свойств, которые характеризуют магнийсодержащий продукт из серого чугуна. Установлено, что магний оказывает сильное отбеливающее действие на серый чугун.
Таким образом, из расплава серого чугуна, содержащего магний, в соответствии с изобретением обычно получают отливки, имеющие карбидную сетчатую структуру, если только не используется модифицирование, предусмотренное изобретением. Было обнаружено, что карбидных сетчатых структур следует избегать, поскольку они отрицательно влияют на свойства, получаемые в сплавах по изобретению.
 Однако там, где желательны особые свойства, такие как износостойкость, термостойкость и т. д., могут присутствовать первичные карбиды. Таким образом, настоящее изобретение улучшает чугуны, содержащие хром для жаростойкости.
Однако там, где желательны особые свойства, такие как износостойкость, термостойкость и т. д., могут присутствовать первичные карбиды. Таким образом, настоящее изобретение улучшает чугуны, содержащие хром для жаростойкости.Считается, что это связано с тем, что проникновение оксида вдоль частиц графита меньше по сравнению с проникновением оксида, происходящим в обычном сером чугуне с более длинными чешуйками. Подобным образом чугуны, такие как хромоникелевые чугуны, используемые для штампов при формовании листового металла, улучшаются в соответствии с настоящим изобретением.
Улучшенные свойства этих чугунов связаны с их более высоким модулем упругости, прочностью и твердостью при производстве в соответствии с настоящим изобретением. Серые чугуны, произведенные в соответствии с изобретением, особенно пригодны для тяжелых профилей, где графитовые чешуйки обычно имеют тенденцию быть довольно большими при изготовлении обычным способом.
Введение графита в расплав, содержащий магний, непосредственно перед разливкой является важным признаком изобретения и эффективно предотвращает образование вышеупомянутых вредных карбидных сетчатых структур.
 Графитирующую модификацию предпочтительно проводят вскоре после введения магния, но ее можно проводить одновременно с ним и незадолго до разливки чугуна. Предпочтительная графитирующая модификация включает позднее добавление кремния в количествах от примерно 0,3% до примерно 2,5%, более предпочтительно от примерно 0,4% до 1,2%. Содержащую магний инокулированную ванну следует заливать очень быстро после инокуляции, например, в течение примерно 3 минут после инокуляции, так как было обнаружено, что магний теряется, если ванночка выдерживается в течение значительно более длительного времени, и что эффект инокуляции снижается. стирается и теряется, если после прививки ванну проводят намного дольше. Это можно компенсировать другой инокулирующей добавкой, которая может включать меньшее количество модификатора, т.е. г., может быть достаточно всего около 0,1% или 0,15% кремния. Кремний может быть введен в виде ферросилиция, т.е. г, сплав железа, содержащий от примерно 50% до примерно 95% кремния, хотя другие металлические кремнийсодержащие агенты или сплавы, такие как сплавы никеля и кремния или силицид никеля, сплавы кальция и кремния или силицид кальция, металлический кремний и различные запатентованные модифицирующие сплавы, обычно используемые для уменьшения дендритности и отбела в литейном сером литье можно использовать утюги.
Графитирующую модификацию предпочтительно проводят вскоре после введения магния, но ее можно проводить одновременно с ним и незадолго до разливки чугуна. Предпочтительная графитирующая модификация включает позднее добавление кремния в количествах от примерно 0,3% до примерно 2,5%, более предпочтительно от примерно 0,4% до 1,2%. Содержащую магний инокулированную ванну следует заливать очень быстро после инокуляции, например, в течение примерно 3 минут после инокуляции, так как было обнаружено, что магний теряется, если ванночка выдерживается в течение значительно более длительного времени, и что эффект инокуляции снижается. стирается и теряется, если после прививки ванну проводят намного дольше. Это можно компенсировать другой инокулирующей добавкой, которая может включать меньшее количество модификатора, т.е. г., может быть достаточно всего около 0,1% или 0,15% кремния. Кремний может быть введен в виде ферросилиция, т.е. г, сплав железа, содержащий от примерно 50% до примерно 95% кремния, хотя другие металлические кремнийсодержащие агенты или сплавы, такие как сплавы никеля и кремния или силицид никеля, сплавы кальция и кремния или силицид кальция, металлический кремний и различные запатентованные модифицирующие сплавы, обычно используемые для уменьшения дендритности и отбела в литейном сером литье можно использовать утюги. Алюминий и его сплавы не так предпочтительны, как кремнийсодержащие модификаторы.
Алюминий и его сплавы не так предпочтительны, как кремнийсодержащие модификаторы.Как указано выше, магнийсодержащий серый чугун, рассматриваемый в изобретении, может быть получен из любой ванны расплава, которая будет представлять собой серый чугун при литье в модифицированном состоянии. Сюда входят ванны расплава, обладающие такой высокой графитирующей способностью, что при затвердевании они представляли бы собой серый чугун, независимо от того, были ли они модифицированы или нет. Удовле- остаточного магния, предусмотренного изобретением. Предпочтительно поддерживать содержание углерода в ванне в пределах от примерно 2% до 4,5%, особенно примерно от 2,5% до 4%, в сочетании с кремнием в вышеупомянутом диапазоне, предпочтительно в диапазоне от 1% до 4,7% и более предпочтительно от 1,2% до 4,2%.
Магнийсодержащий улучшенный серый чугун по изобретению обычно будет содержать от более 1,7% до менее примерно 5% углерода. Более предпочтительно, чтобы содержание углерода находилось в пределах от примерно 2% до примерно 4,5%, особенно от примерно 2,5% до примерно 4% углерода.
 Как будет очевидно специалистам в данной области техники, некоторое количество углерода, присутствующего в чугуне, обычно требуется для создания матричной структуры. Например, если матрица представляет собой перлит, чугун будет содержать около 0,8% связанного углерода. Другие микрокомпоненты матрицы также обычно считаются содержащими связанный углерод, и связанный углерод присутствует в чугуне по изобретению. обычно будет находиться в диапазоне примерно от 0,3% до 1,2%, когда чугун находится в литом состоянии.
Как будет очевидно специалистам в данной области техники, некоторое количество углерода, присутствующего в чугуне, обычно требуется для создания матричной структуры. Например, если матрица представляет собой перлит, чугун будет содержать около 0,8% связанного углерода. Другие микрокомпоненты матрицы также обычно считаются содержащими связанный углерод, и связанный углерод присутствует в чугуне по изобретению. обычно будет находиться в диапазоне примерно от 0,3% до 1,2%, когда чугун находится в литом состоянии.Избыточный углерод, не необходимый для производства матрицы 05, будет в основном несвязанным углеродом. Как указывалось выше, более 75% несвязанного углерода будет присутствовать в уплотненной форме графита, описанной выше.
Содержание кремния в предпочтительных серых чугунах, произведенных в соответствии с изобретением, будет составлять по меньшей мере 1% от массы чугуна и обычно находится в диапазоне от 1,3% до примерно 5%, предпочтительно в диапазоне от 1,5% до 4,5%.
 %. Важным эффектом, приписываемым магнию в серых чугунах, произведенных в соответствии с изобретением, является появление графита в уплотненных формах, описанных выше.
%. Важным эффектом, приписываемым магнию в серых чугунах, произведенных в соответствии с изобретением, является появление графита в уплотненных формах, описанных выше.Остаточное содержание магния в чугуне обычно находится в диапазоне от 0,02% до 0,04%. Предпочтительно, чтобы содержание магния было относительно высоким при относительно высоком содержании углерода, т.е. е., превышают примерно 0,03%, когда содержание углерода достигает 3% или более. Таким образом, при содержании углерода около 3 % содержание магния около 0,035 % дает хорошие результаты, при содержании углерода 3,5 % удовлетворительным является содержание магния около 0,039 %, а при содержании углерода около 4 % — содержание магния. около 0,043% является высокоэффективным. Было обнаружено, что ни один из обычных легирующих элементов, используемых в серых чугунах, за возможным исключением больших количеств меди, не мешает получению результатов изобретения. Таким образом, серый чугун может содержать обычные количества легирующих элементов, таких как никель, молибден, хром, марганец, алюминий и т.
 д. Никель может присутствовать в количествах до примерно 40%. Как известно специалистам в данной области техники, никель оказывает важное влияние на структуру матрицы; например, когда никель присутствует в количестве около 2%, матрица будет перлитной, когда никель присутствует в количестве около 5%, матрица будет мартенситной, а когда содержание никеля превышает примерно 20%, матрица будет аустенитной. .
д. Никель может присутствовать в количествах до примерно 40%. Как известно специалистам в данной области техники, никель оказывает важное влияние на структуру матрицы; например, когда никель присутствует в количестве около 2%, матрица будет перлитной, когда никель присутствует в количестве около 5%, матрица будет мартенситной, а когда содержание никеля превышает примерно 20%, матрица будет аустенитной. .Хром может присутствовать в количествах примерно до 3,5%, например. г., от 0,01% до 3,5%, и марганец в количествах примерно до 2,5%, т.е. г., от 0,01% до 2,5%.
Предпочтительно содержание марганца находится в диапазоне примерно от 0,4 до 0,9%. Молибден может присутствовать в количествах примерно до 2%, т.е. г., от 0,01% до 2%. Предпочтительно, чтобы медь не присутствовала в количествах, превышающих примерно 3%, т.е. г., от 0,01% до 3%. Некоторые элементы, в том числе олово, свинец, сурьма, висмут, мышьяк, селен, теллур и т. д., как было обнаружено, разрушают действие магния в регулировании формы чешуйчатого графита в чугуне, и предпочтительно, чтобы эти элементов следует избегать, хотя небольшие количества, предпочтительно менее примерно 40,1%, в некоторых случаях допустимы.
 Предпочтительно, чтобы содержание фосфора (обычно считающегося примесью) было низким, например ниже примерно 0,25% и более предпочтительно ниже примерно 0,15%, хотя могут присутствовать количества до 0,5%, если высокие свойства, особенно ударопрочность, не являются приоритетными. первичное рассмотрение. Содержание серы в чугунах, изготовленных в соответствии с изобретением, обычно низкое, т.е. е., ниже примерно 0,08%. Содержание серы зависит от первоначального содержания серы в неблагородных железах и количества оставшегося магния. Когда сохраняется 0,03% или более магния, содержание серы обычно составляет менее примерно 0,02%, независимо от начального количества в основном железе. При меньшем количестве удерживаемого магния уровень содержания серы может достигать 0,08%, и, как правило, конечное содержание серы будет изменяться обратно пропорционально количеству удерживаемого магния. Вышеизложенное относится к неблагородным железам с нормальным содержанием серы порядка от 0,10% до 6%; 0,14%; очевидно, что в чугунах с низким содержанием серы не существует связи между содержанием серы и остаточным магнием.
Предпочтительно, чтобы содержание фосфора (обычно считающегося примесью) было низким, например ниже примерно 0,25% и более предпочтительно ниже примерно 0,15%, хотя могут присутствовать количества до 0,5%, если высокие свойства, особенно ударопрочность, не являются приоритетными. первичное рассмотрение. Содержание серы в чугунах, изготовленных в соответствии с изобретением, обычно низкое, т.е. е., ниже примерно 0,08%. Содержание серы зависит от первоначального содержания серы в неблагородных железах и количества оставшегося магния. Когда сохраняется 0,03% или более магния, содержание серы обычно составляет менее примерно 0,02%, независимо от начального количества в основном железе. При меньшем количестве удерживаемого магния уровень содержания серы может достигать 0,08%, и, как правило, конечное содержание серы будет изменяться обратно пропорционально количеству удерживаемого магния. Вышеизложенное относится к неблагородным железам с нормальным содержанием серы порядка от 0,10% до 6%; 0,14%; очевидно, что в чугунах с низким содержанием серы не существует связи между содержанием серы и остаточным магнием. Обычно содержание серы находится в диапазоне от 0,015% до 0,08%. Остаток состава составляет железо 7 (включая небольшое количество примесей, предпочтительно меньше, чем в целом около 0,5%). Содержание железа обычно составляет не менее 50 % или более, обычно не менее 55 % от массы сплава, а в случае нелегированных или низколегированных изделий составляет не менее 9,0%.0% или 87% от общего состава.
Обычно содержание серы находится в диапазоне от 0,015% до 0,08%. Остаток состава составляет железо 7 (включая небольшое количество примесей, предпочтительно меньше, чем в целом около 0,5%). Содержание железа обычно составляет не менее 50 % или более, обычно не менее 55 % от массы сплава, а в случае нелегированных или низколегированных изделий составляет не менее 9,0%.0% или 87% от общего состава.На рисунках с 1 по 4 показано влияние магния на укорачивание и/или уплотнение графитовых чешуек. На рис. 1 представлена структура чугуна без содержания магния, содержащего около 3,5 % углерода и около 2,25 % кремния, а на рис. 2 — микроструктура того же серого чугуна после введения 0,039 % магния. Влияние магния на форму и размер частиц графита становится очевидным при сравнении двух микроструктур. Аналогично, рис. 3 и 4 показаны соответствующие микроструктуры не содержащей магния и магнийсодержащей. серого чугуна, состоящего примерно из 3% углерода и 1,75% кремния. Магнийсодержащий серый чугун имел остаточное содержание магния 0,033%.
 Опять же, из этих структур видно влияние магния на размер и форму чешуек графита.
Опять же, из этих структур видно влияние магния на размер и форму чешуек графита.Для общих целей предпочтительно использовать продукты с перлитной матрицей; и для этой цели предпочтительно использовать состав, содержащий количества элементов, указанные в таблице I.
Таблица I Диапазон элементов 30% углерода Slicon ..:::-….– —– — – — —— —- 2. до 3,2 Mgnesiumn —– – —— 1,6 до 2,5 Никель-.. . —– – – от 0,02 до 0,04 никель ——————————– от 0 до 3 марганец:– — —————-::::::::::::- 0,4 до 0,9Остаток состава будет по существу полностью состоять из железа, за исключением случайных небольших количеств примесей и т. д. Может присутствовать примерно до 1% молибдена, т.е. г., от 0,01% до 1,0%. Содержание никеля обычно находится в диапазоне от 0,01% до 3%. Содержание никеля предпочтительно составляет по меньшей мере 0,25% и более предпочтительно по меньшей мере 0,5%. Магнийсодержащие серые чугуны, изготовленные в соответствии с изобретением, будут иметь более высокие механические и физические свойства, чем базовая композиция, не содержащая магния, реагирующая на коррозию.

Чугуны, содержащие магний, имеющие перлитную матрицу и составы в диапазонах, указанных в Таблице I, обычно будут прочнее аналогичных чугунов, не содержащих магния, т.е. g., чугуны, содержащие магний, будут иметь прочность на растяжение, по меньшей мере, примерно на 5000 и до 30000 фунтов на квадратный дюйм выше, чем у сравнимого серого чугуна, не содержащего магния. Кроме того, магнийсодержащие чугуны 5III обычно обладают улучшенной пластичностью, ударной вязкостью, модулем упругости и усталостными свойствами в сочетании с повышенной прочностью.
Свойства серых чугунов, содержащих магний, состав которых находится в диапазонах 0, указанных в Таблице I, обычно находятся в пределах диапазонов, указанных в Таблице II.
Таблица II Поперечные свойства: 1 5 Дефл., дюймы ——_________ 0,15 до 0,20 Нагрузка, фунты _–_____—- _ 4500 до 7500 Прочность на растяжение, с. с. i——__ _ От 45 000 до 75 000 Число твердости по Бринеллю ——-_ От 200 до 300 Ударопрочность, фут-фунты-___- .
 _ От 35 до 65 12-дюймовый s0an.
_ От 35 до 65 12-дюймовый s0an.Влияние магния на свойства и структуру особенно заметно в серых чугунах, имеющих содержание углерода, кремния и магния в пределах, указанных в таблице I, и пиковые значения в процентах. остаточного магния в указанном диапазоне имеют заметное влияние на свойства, особенно на прочность.
Свойства магнийсодержащего чугуна, составы, имеющие матрицы, отличные от перлитных матриц, также будут выше, чем свойства аналогичных составов чугуна, лишенных магния. Например, можно сказать, что составы чугуна, содержащие количество магния, как определено настоящим изобретением или равным 0, будут иметь прочность на растяжение, по меньшей мере, на 3000 фунтов на квадратный дюйм выше, чем у аналогичных серых чугунов, не содержащих магния, и это увеличение прочности на растяжение будет обычно сопровождаются увеличением ударной вязкости, пластичности, термостойкости и прочности на сжатие. Обычно улучшение предела прочности при растяжении составляет не менее 5000 фунтов на квадратный дюйм для матриц, отличных от аустенитных полипропиленов, где минимальное улучшение может быть меньше, т.
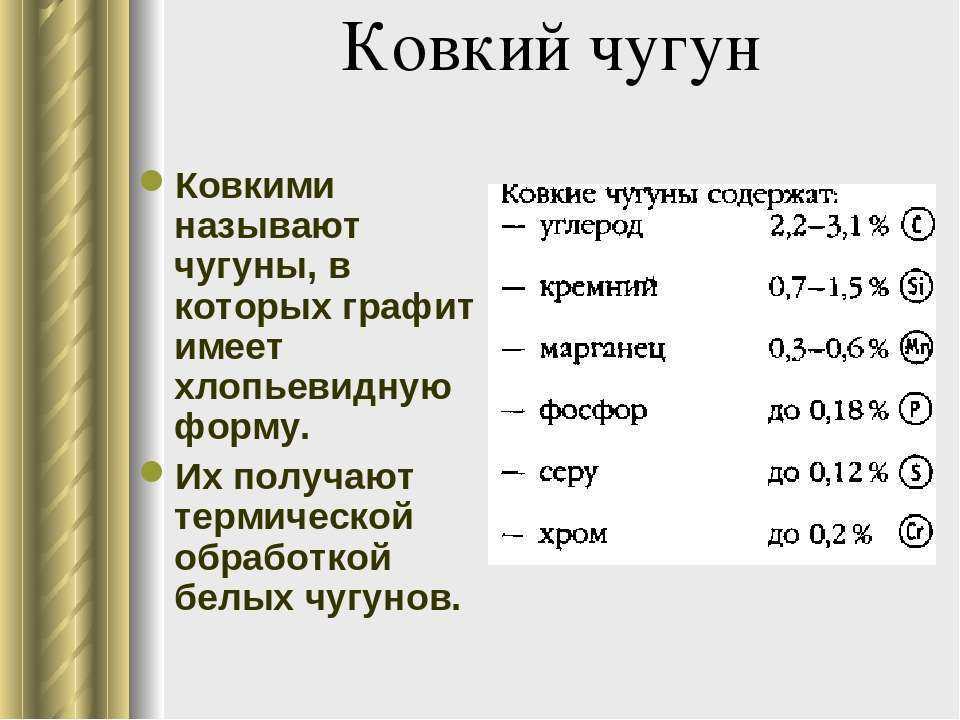 е. г., 3000 фунтов за квадратный дюйм. Для того чтобы обеспечить высокий уровень улучшенных свойств чугунов, изготовленных в соответствии с изобретением, важно, чтобы чугуны содержали количество остаточного магния, как указано здесь, и чтобы эти чугуны были по существу 25 лишены какой-либо карбидной сетки. структуру, например, сетку, которую можно увидеть невооруженным глазом в изломах чугунов, таких как магнийсодержащие чугуны, которые не были эффективно модифицированы. 4 Необходимость обеспечения требуемого содержания остаточного магния в литом изделии, изготовленном в соответствии с настоящим изобретением, иллюстрируется данными таблицы III, в которых приведены механические свойства аналогичных композиций на основе железа, не содержащих магния и содержащих различные количества магния. Свойства, указанные в Таблице III, являются свойствами продукта в литом состоянии, определенными из стандартных необработанных арбитражных стержней, имеющих диаметр 1,2 дюйма, за исключением предела прочности при растяжении, который был определен из образец на растяжение, выточенный из арбитражного стержня.
е. г., 3000 фунтов за квадратный дюйм. Для того чтобы обеспечить высокий уровень улучшенных свойств чугунов, изготовленных в соответствии с изобретением, важно, чтобы чугуны содержали количество остаточного магния, как указано здесь, и чтобы эти чугуны были по существу 25 лишены какой-либо карбидной сетки. структуру, например, сетку, которую можно увидеть невооруженным глазом в изломах чугунов, таких как магнийсодержащие чугуны, которые не были эффективно модифицированы. 4 Необходимость обеспечения требуемого содержания остаточного магния в литом изделии, изготовленном в соответствии с настоящим изобретением, иллюстрируется данными таблицы III, в которых приведены механические свойства аналогичных композиций на основе железа, не содержащих магния и содержащих различные количества магния. Свойства, указанные в Таблице III, являются свойствами продукта в литом состоянии, определенными из стандартных необработанных арбитражных стержней, имеющих диаметр 1,2 дюйма, за исключением предела прочности при растяжении, который был определен из образец на растяжение, выточенный из арбитражного стержня.
Все чугуны, кроме №4 и №5, модифицированы ковшовой добавкой 0,5% кремния в виде ферросилиция. Магнийсодержащие чугуны № 2 и 3 модифицировали вскоре после добавления магния и незадолго до разливки.
Таблица III [Состав: 3,1% C; 1,6% Si: 0,8% Ni; 0,7% марганца; 0,02% P.] Поперечное № Per cet T. S. BHN Удар SDeft. Нагрузка S. 0 0,155 3610 39940 216 28 2——— 0,019 0,197 4590 47880 222 39 S—- — 0,033 0,176 6160 69400 26956 4 — . 0 0,147 3 910 38, 220 213 27 —— 0,23 0,15 3 880 32 840 222 22 ‘М вводят в виде сплава 80 % никеля и 20 % магния.
Де. = Прогиб в дюймах при поперечном испытании, определенный на арбитражной планке на 12-дюймовом пролете.
Нагрузка = фунты, необходимые для поперечного разрушения арбитражного стержня на 12-дюймовом пролете.
T S.= Прочность на растяжение в фунтах на квадратный дюйм.
BHN = число твердости по Бринеллю.
, Ударные футо-фунты, необходимые для разрушения полноразмерного стандартного арбитражного стержня без надрезов в машине для испытания на удар Izod (120 фут-фунтов).
Из вышеприведенной таблицы видно, что в содержащих магний серых чугунах, изготовленных в соответствии с изобретением, достигается заметное улучшение свойств. Кроме того, важность предотвращения карбидной сетки и модифицирования расплава чугуна после введения необходимого количества остаточного магния иллюстрируется сравнением свойств № 5 со свойствами № 2.
№ . 5 плохая отчетливая сеть, которая видна при осмотре сломанного испытательного стержня невооруженным глазом или через маломощную ручную линзу. Этот слепок, хотя и такой же твердости, как № 2, был слабее, более хрупким и менее пластичным, чем аналог № 2, который был привит. и, соответственно, был практически лишен карбидной сетки…
Чтобы специалисты в данной области лучше поняли свойства, которые могут быть получены с помощью настоящего изобретения, составы некоторых литейных серых чугунов, изготовленных в соответствии с изобретением и содержащих уплотненную форму чешуек графит приведены в таблице IV, а их свойства в литом состоянии приведены в таблице V.
 Баланс состава серых чугунов, указанный в таблице IV, составляет железо, за исключением небольшого количества примесей. Поперечные свойства и ударные свойства определяли на необработанных стандартных арбитражных брусках диаметром 1,2 дюйма, а свойства на растяжение определяли на обработанных образцах для испытаний.
Баланс состава серых чугунов, указанный в таблице IV, составляет железо, за исключением небольшого количества примесей. Поперечные свойства и ударные свойства определяли на необработанных стандартных арбитражных брусках диаметром 1,2 дюйма, а свойства на растяжение определяли на обработанных образцах для испытаний.Таблица IV No Ent Pemi t Perient Perient Perient Percent Percent No. Si. Mg Mn Ni P ——- 2. 1,9 0,038 0,6 2,0 00 .— 3,1 2,0 0,03 0,8 1,1 0,09 8 ——-. 3,4 2,4 0,033 0,7 2,8 0,063 .— —— 3,4 2,3 0,037 0,2 0,87 0,02 0 …- 3,5 2,3 0,032 0,15 0,38 0,047 1 .—-. 3,5 2,3 0,031 0,2 0,75 0,02 12- —— 3,7 3,7 0,033 0,7 0,4 0:073 13 41 2,7 0,033 5 1,1 0,027 1 8—-‘ -Таблица V Поперечные стойки. Улучшить№ _BHN Impact T. 8. ment in T, S.’ SDefl. Нагрузка 6 —- – 0,211 8 120 289 62 76 000 25 000 7 ——- 0,156 6 320 262 4 64 000 19,00 8 —- -0,124 3780 227 23 40 000 18 600 S——- 0,377 6 850 208 120+ 8,:700 31 000 5 10- – 0,157 4 030 202 н.о. 44 840 23 000 I —- 0,400 5 930 174 120+ 38 240 17 000 12.
 … – 0,146 30 171 4 260 740 13 …-… 0,194 2 830 126 25 23 680 6 240 . i0 н. д. = не определено.
… – 0,146 30 171 4 260 740 13 …-… 0,194 2 830 126 25 23 680 6 240 . i0 н. д. = не определено.Таблицы IV и V иллюстрируют применение изобретения к чугунам различного состава в широком диапазоне содержания углерода. Эти данные иллюстрируют улучшенные свойства, полученные 55 в соответствии с изобретением. Отличительной особенностью изобретения является то, что чугуны, обычно считающиеся мягкими, слабыми, серыми чугунами, могут быть заметно улучшены простой обработкой в ковше магнием и модификатором, в то время как чугун G0 находится в расплавленном состоянии.
Как указывалось выше, важно, чтобы в новом продукте изобретения присутствовало количество магния в диапазонах, определенных здесь. Если какие-либо нежелательные элементы, которые 65 имеют тенденцию сочетаться с действием магния и/или противодействовать ему, присутствуют в ванне расплавленного чугуна, из которой должен быть получен магнийсодержащий продукт по изобретению, количество магния, вводимого в ванну 70 следует увеличить на величину, необходимую для противодействия влиянию присутствия таких элементов или примесей путем удаления элементов или иного преодоления их воздействия.
 Сера представляет собой элемент, противодействующий магнию, который 76 наиболее вероятно присутствует, и когда сера присутствует в расплавленной ванне, необходимо ввести в ванну количество магния, достаточное не только для получения желаемого остаточного содержания магния. но и реагировать с серой. Многие ванны, которые могут быть обработаны в соответствии с изобретением, будут содержать количество серы, достигающее даже 0,3% или более.
Сера представляет собой элемент, противодействующий магнию, который 76 наиболее вероятно присутствует, и когда сера присутствует в расплавленной ванне, необходимо ввести в ванну количество магния, достаточное не только для получения желаемого остаточного содержания магния. но и реагировать с серой. Многие ванны, которые могут быть обработаны в соответствии с изобретением, будут содержать количество серы, достигающее даже 0,3% или более.Следовательно, необходимо добавить количество магния, достаточное для введения магния в соединение с этой серой и для обеспечения избытка, достаточного для обеспечения остаточного содержания магния, требуемого изобретением. Введение примерно трех массовых частей магния требуется для реакции примерно с четырьмя массовыми частями серы. На практике предпочтительно вводить одну весовую часть магния на каждую весовую часть удаляемой серы.
Введение необходимых количеств магния, требуемых настоящим изобретением, может быть осуществлено несколькими способами.
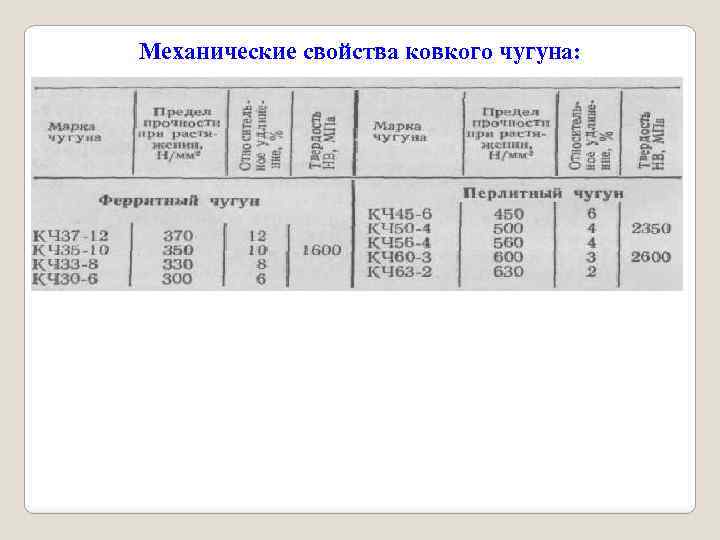 Количество магния, добавляемого в ванну, будет зависеть от ряда факторов, включая желаемое оставшееся содержание магния, дополнительные количества магния, необходимые для преодоления присутствия мешающих элементов, таких как сера и т. д., количество магния, потерянного при задержка заливки ванны после введения магния и доля магния, восстановленная в ванне из агента, добавляющего магний. Этот последний фактор представляет значительные трудности, так как было обнаружено, что во многих случаях магний не может быть извлечен из используемого присадки или извлекается лишь небольшое количество, т.е. г., 3% от добавленной суммы.
Количество магния, добавляемого в ванну, будет зависеть от ряда факторов, включая желаемое оставшееся содержание магния, дополнительные количества магния, необходимые для преодоления присутствия мешающих элементов, таких как сера и т. д., количество магния, потерянного при задержка заливки ванны после введения магния и доля магния, восстановленная в ванне из агента, добавляющего магний. Этот последний фактор представляет значительные трудности, так как было обнаружено, что во многих случаях магний не может быть извлечен из используемого присадки или извлекается лишь небольшое количество, т.е. г., 3% от добавленной суммы.В данной области техники известно, что магний не сплавляется с железом, и фактически, когда была предпринята попытка ввести металлический магний в элементарной форме в расплавленную ванну железа, когда последняя находилась при обычной повышенной температуре, необходимой для При удовлетворительном литье происходила такая бурная взрывная реакция, что расплавленное железо выбрасывалось из сосуда, в котором оно находилось.
 Кроме того, известно, что температуры ванн расплавленного железа обычно превышают температуру кипения магния. Тот факт, что введение элементарного магния в ванну с расплавленным железом вызывает бурную взрывную реакцию, до сих пор был хорошо известен в данной области техники, и введение магния в расплавленное железо обычно рассматривалось как невозможное в практическом масштабе. Предпочтительно добавлять магний в качестве металлического агента, такого как сплав, содержащий от примерно 2% до примерно 40% магния, при этом баланс предпочтительно составляет никель и/или медь. Более предпочтительно использовать сплав на основе никеля, содержащий вышеуказанные количества магния, особенно от 4% до 20% магния. Подробное описание подходящих легирующих присадок, которые использовались при производстве изделий из магнийсодержащего чугуна по настоящему изобретению, можно найти в соответствующей заявке на патент США с серийным номером 787420.
Кроме того, известно, что температуры ванн расплавленного железа обычно превышают температуру кипения магния. Тот факт, что введение элементарного магния в ванну с расплавленным железом вызывает бурную взрывную реакцию, до сих пор был хорошо известен в данной области техники, и введение магния в расплавленное железо обычно рассматривалось как невозможное в практическом масштабе. Предпочтительно добавлять магний в качестве металлического агента, такого как сплав, содержащий от примерно 2% до примерно 40% магния, при этом баланс предпочтительно составляет никель и/или медь. Более предпочтительно использовать сплав на основе никеля, содержащий вышеуказанные количества магния, особенно от 4% до 20% магния. Подробное описание подходящих легирующих присадок, которые использовались при производстве изделий из магнийсодержащего чугуна по настоящему изобретению, можно найти в соответствующей заявке на патент США с серийным номером 787420.Изделие, содержащее уплотненный чешуйчатый графит в литом состоянии, было удовлетворительно произведено 6 методом, который включает приготовление ванны расплава с таким составом, что при модифицировании он представлял бы собой серый чугун (включая те чугуны, которые были бы серыми даже если он не модифицирован) и отливают в песчаную форму 7 или в форму, в которой он должен быть отлит, регулируя температуру ванны расплава до надлежащей температуры отливки, т.
 е. g., температуру в пределах от 24 500 до 28 500 F, но предпочтительно в пределах от 26 500 до 27 500 F, перенос всего или части расплавленного металла из ванны в ковш, добавление никелевого богатого сплава магния с расплавленным металлом в ковше в количестве, достаточном для обеспечения остаточного содержания магния в затвердевшем металле примерно от 0,02% до 0,04%, модифицируя магнийсодержащий расплавленный металл по меньшей мере примерно 0,3%, т.е. г., от 0,4% до 1,2% кремния, предпочтительно в виде ферросилиция, а затем быстрое литье модифицированного магнийсодержащего расплавленного металла в формы, предпочтительно в течение трех минут после последнего модифицирования. Обработанный модифицированный металл можно отливать в соответствии с принятой технологией литья серого чугуна.
е. g., температуру в пределах от 24 500 до 28 500 F, но предпочтительно в пределах от 26 500 до 27 500 F, перенос всего или части расплавленного металла из ванны в ковш, добавление никелевого богатого сплава магния с расплавленным металлом в ковше в количестве, достаточном для обеспечения остаточного содержания магния в затвердевшем металле примерно от 0,02% до 0,04%, модифицируя магнийсодержащий расплавленный металл по меньшей мере примерно 0,3%, т.е. г., от 0,4% до 1,2% кремния, предпочтительно в виде ферросилиция, а затем быстрое литье модифицированного магнийсодержащего расплавленного металла в формы, предпочтительно в течение трех минут после последнего модифицирования. Обработанный модифицированный металл можно отливать в соответствии с принятой технологией литья серого чугуна.Необычной особенностью изобретения является то, что обработка магнием очень эффективно удаляет серу из ванны расплавленного железа, даже когда она находится под влиянием кислых условий, таких как футеровка печей, футеровка ковшей, шлаки и т.
 д. природной или другой кислой природы, а также в нейтральных или щелочных условиях, создаваемых футеровкой печи, футеровкой ковша, шлаком и т. д. Другой необычной особенностью изобретения является то, что удаление серы обработкой магнием не требует присутствия любого шлака и происходит независимо от того, есть шлак или нет.
д. природной или другой кислой природы, а также в нейтральных или щелочных условиях, создаваемых футеровкой печи, футеровкой ковша, шлаком и т. д. Другой необычной особенностью изобретения является то, что удаление серы обработкой магнием не требует присутствия любого шлака и происходит независимо от того, есть шлак или нет.Например, сера может быть удалена обработкой магнием из ванны расплавленного железа, когда она не покрыта шлаком и выдерживается в ковше с кислотной футеровкой или другом контейнере с кислотной футеровкой.
Как указано выше, сплавы, отлитые без модифицирования или модифицированные неэффективно, могут содержать карбидную сетчатую структуру, которая препятствует реализации улучшенных свойств. Однако свойства таких некачественно изготовленных отливок можно улучшить термической обработкой выше температуры, при которой в сплаве происходит альфа-гамма-превращение. Время обработки при температурах выше критической температуры обычно составляет по меньшей мере примерно один час, но менее примерно 15 часов, т.
 е. г., около 3-5 часов. Подходящая обработка включает воздействие на отливку температур примерно от 17500 до 15000°F, хотя можно использовать температуры в диапазоне примерно от 18000 до 14000°F.
е. г., около 3-5 часов. Подходящая обработка включает воздействие на отливку температур примерно от 17500 до 15000°F, хотя можно использовать температуры в диапазоне примерно от 18000 до 14000°F.Настоящее изобретение может быть применено к производству широкого спектра изделий из черных металлов, что будет очевидно специалистам в данной области техники из свойств и структуры сплава черных металлов, обеспечиваемого изобретением. Чугун, обеспечиваемый изобретением, особенно полезен там, где использовались так называемые высококачественные чугуны предшествующего уровня техники. Иллюстративные продукты и изделия включают коленчатые валы; штамповочные штампы; термостойкие и стойкие к окислению детали, такие как детали печей, детали печей, колосники и т. д.; станины и рамы станков, особенно те, которые имеют тяжелые сечения; рамы для другой техники, в том числе пробивных прессов и т.п.; отливки железнодорожной и сельскохозяйственной техники; отливки двигателей внутреннего сгорания; и т.
 д.
д.Хотя настоящее изобретение было описано в связи с предпочтительными вариантами его осуществления, следует понимать, что можно прибегнуть к модификациям и вариациям, не отступая от сущности и объема изобретения, как легко поймут специалисты в данной области техники.
‘0 Варианты и модификации, очевидные специалистам в данной области. считаются находящимися в пределах объема изобретения и прилагаемой формулы изобретения.
Мы заявляем: 5 1. В качестве промышленного изделия отливка, состоящая из серого чугуна, содержащего от около 2,5 до 4% углерода, от около 1,5 до 4,5% кремния, от около 0,01 до 2,5% марганца, не менее 0,02 % и до 0,04% магния, а остальное в основном железо, при этом указанный серый чугун характеризуется микроструктурой, содержащей по меньшей мере 75% графита в форме уплотненных чешуек.
2. В качестве готового изделия отливка, содержащая от 0,02% до 0,04% магния, остальное представляет собой композицию из серого чугуна.
3. Серый чугун, содержащий примерно от 2% до 4,5% углерода, примерно от 1,3% до 5% кремния, по меньшей мере примерно от 0,02% до 0,04% магния, а в остальном все железо и легирующие элементы.

4. Серый чугун, содержащий от около 1,7% до около 5% углерода, менее 1,2% углерода в комбинированной форме, от около 1% до 6% кремния, по меньшей мере около 0,02% и. до 0,04% магния, до 40% никеля, до 3,5% хрома, до 2,5% марганца, до 2% молибдена, до 3% меди и остальное практически все железо.
5. Способ получения улучшенного серого чугуна, который включает создание ванны расплавленного металла, содержащей по меньшей мере около 87% железа, от 1,7% до 5% барбона и от 0,5% до 5,5% кремния, и имеющего такой состав, чтобы серый чугун при модифицировании и литье, введение в указанную ванну количества магния, достаточного для обеспечения остаточного содержания магния в отливках, изготовленных из указанной ванны, с содержанием магния не менее 0,02% и до 0,04%, модифицирование металла в ванне, содержащей указанное количество магния с по меньшей мере примерно 0,3% кремния и разливки модифицированного металла с получением серого чугуна, содержащего указанные выше количества остаточного магния, по меньшей мере примерно 87% железа, от 1% до 6% кремния и от 1,7% до 5% углерода.

6. Способ получения улучшенного серого чугуна, который включает создание ванны с расплавленным металлом, имеющего такой состав, чтобы при модифицировании и литье представлял собой серый чугун, вводя в указанную ванну количество магния, достаточное для обеспечения удержания магния. содержание в отливках из указанного шихта не менее 0,02% и до 0,04% магния модифицируют металл в ванне, содержащей необходимое количество магния, таким образом, чтобы модифицирование не предшествовало введению магния, и разливка модифицированного металла с получением серый чугун, содержащий вышеуказанные количества остаточного магния.
7. Отливка, имеющая микроструктуру, содержащую в литом состоянии несвязанный углерод в виде уплотненных частиц, при этом указанная отливка содержит от примерно 0,03% до примерно 0,04% магния, а остаток представляет собой композицию из серого чугуна, содержащую по меньшей мере 87% железа. и отсутствие подрывных количеств элементов, существенно препятствующих возникновению вышеупомянутой формы несвязанного углерода.

8. В качестве нового изделия отливка из чугуна, характеризующаяся микроструктурой, содержащей уплотненные частицы несвязанного углерода в матрице из группы, состоящей из перлита и феррита, и содержащая от около 0,02% до около 0,04% магния, способствующая возникновению несвязанный углерод в виде уплотненных частиц, а остальное – состав из серого чугуна, обычно содержащий несвязанный углерод в виде удлиненных чешуек в матрице, при этом указанный состав из серого чугуна не содержит вредных количеств элементов, которые существенно мешают вышеупомянутому появлению несвязанного углерода.
КИТ ДУАЙТ МИЛБС.
АЛЬБЕРТ ПОЛ ГАГНЕБИН.
НОРМАН БОДЕН ПИЛЛИНГ.
ЦИТИРОВАННЫЕ ССЫЛКИ Следующие ссылки зарегистрированы в файле S8 этого патента: ПАТЕНТЫ СОЕДИНЕННЫХ ШТАТОВ Номер Название Дата 1,683,086 Meehan———– 4 сентября 1928 г. S40 ДРУГИЕ ССЫЛКИ Справочник по чугунам из сплавов, 2-е издание, страницы 173, 174 и 175. Опубликовано в 1944 г. Американской ассоциацией литейщиков, Чикаго, * Иллинойс.
