Чугун вч 50 характеристики: Чугун ВЧ50 / Auremo
alexxlab | 14.05.2023 | 0 | Разное
Чугун ВЧ50 в России – характеристики, аналоги, свойства
| Марка: ВЧ50 | Класс: Чугун с шаровидным графитом |
| Использование в промышленности: для изделий с высокой прочностью и удовлетворительной пластичностью | |
| Химический состав в % чугуна ВЧ50 | ||
| C | 2,7 – 3,7 | |
| Si | 0,8 – 2,9 | |
| Mn | 0,3 – 0,7 | |
| S | до 0,02 | |
| P | до 0,1 | |
| Cr | до 0,15 | |
| Fe | ~94 | |
| Дополнительная информация и свойства |
| Твердость материала: HB 10 -1 = 153 – 245 МПа |
| Механические свойства чугуна ВЧ50 при Т=20oС | |||||||
| Прокат | Размер | Напр. | σв(МПа) | sT (МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| 500 | 320 | 7 | |||||
| Краткие обозначения: | ||||
| σв | – временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | – относительная осадка при появлении первой трещины, % | |
| σ0,05 | – предел упругости, МПа | Jк | – предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | – предел текучести условный, МПа | σизг | – предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | – относительное удлинение после разрыва, % | σ-1 | – предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | – предел текучести при сжатии, МПа | J-1 | – предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | – относительный сдвиг, % | n | – количество циклов нагружения | |
| sв | – предел кратковременной прочности, МПа | R и ρ | – удельное электросопротивление, Ом·м | |
| ψ | – относительное сужение, % | E | – модуль упругости нормальный, ГПа | |
| KCU и KCV | – ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | – температура, при которой получены свойства, Град | |
| sT | – предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | – коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | – твердость по Бринеллю | C | – удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] | |
| HV | – твердость по Виккерсу | pn и r | – плотность кг/м3 | |
| HRCэ | – твердость по Роквеллу, шкала С | а | – коэффициент температурного (линейного) расширения (диапазон 20o – T ), 1/°С | |
| HRB | – твердость по Роквеллу, шкала В | σtТ | – предел длительной прочности, МПа | |
| HSD | – твердость по Шору | G | – модуль упругости при сдвиге кручением, ГПа | |
ВЧ50
ВЧ50 Челябинск
| Марка : | ВЧ50 |
| Классификация : | Чугун с шаровидным графитом |
| Применение: | для изделий с высокой прочностью и удовлетворительной пластичностью |
| Зарубежные аналоги: | Известны |
Химический состав в % материала ВЧ50 ГОСТ 7293- 85
| C | Si | Mn | S | P | Cr |
2. 7- 3.7 7- 3.7 | 0.8- 2.9 | 0.3- 0.7 | до 0.02 | до 0.1 | до 0.15 |
Механические свойства при Т=20oС материала ВЧ50 .
| Сортамент | Размер | sв | sT | d5 | y | KCU | Термообр. | |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Отливки, ГОСТ 7293-85 | 500 | 320 | 7 |
| Твердость ВЧ50 , ГОСТ 7293-85 | HB 10 -1 = 153-245 МПа |
Зарубежные аналоги материала ВЧ50Внимание! Указаны как точные, так и ближайшие аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Чехия | Финляндия | Австрия | Австралия | Inter | Индия | Голландия | Люксембург | COPANT | |||||||||||||||||||||
| – | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE | GB | SS | BDS | MSZ | PN | CSN | SFS | ONORM | AS | ISO | IS | NEN | – | COPANT | |||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначения:
| Механические свойства : | |
| sв | -Предел кратковременной прочности , [МПа] |
| sT | -Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | -Относительное удлинение при разрыве , [ % ] |
| y | -Относительное сужение , [ % ] |
| KCU | -Ударная вязкость , [ кДж / м2] |
| HB | -Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | -Температура, при которой получены данные свойства , [Град] |
| E | -Модуль упругости первого рода , [МПа] |
| a | -Коэффициент температурного (линейного) расширения (диапазон 20o-T ) , [1/Град] |
| l | -Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | -Плотность материала , [кг/м3] |
| C | -Удельная теплоемкость материала (диапазон 20o-T ), [Дж/(кг·град)] |
| R | -Удельное электросопротивление, [Ом·м] |
ВЧ50-Чугун с шаровидным графитом
ВЧ50-химический состав, механические, физические и технологические свойства, плотность, твердость, применение
Доступный металлопрокат
ВЧ50Материал ВЧ50 Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал ВЧ50 большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал ВЧ50 большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал ВЧ50 закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Материал ВЧ50 купить в Челябинске
Индивидуальная стоимость выстраивается за счет персонального общения с каждым потенциальным заказчиком. Менеджеры учитывают объем сделки, делают скидки постоянным клиентам и ведут открытый диалог. В результате, даже при возникновении спорных ситуаций мы способны найти компромисс и прийти к решению, удовлетворяющему обе стороны.
Доставка
Работы по осуществлению логистики входят в пакет наших профессиональных услуг. Мы постоянно совершенствуем свои знания, приобретаем новейшую технику, для того, чтобы груз был доставлен в любую точку России.
Наличие собственных железнодорожных подъездов заметно увеличивает скорость отгрузки и последующей доставки. Имея такие ресурсы, мы гарантируем доставку грузов любого объема и габаритов. Такой профессиональный подход и делает нас лидерами на рынке металлопродукции.
Имея такие ресурсы, мы гарантируем доставку грузов любого объема и габаритов. Такой профессиональный подход и делает нас лидерами на рынке металлопродукции.
Свяжитесь с менеджером
По любым вопросам, касающихся выбора или качества продукции, оформления или доставки заказа, вы можете связаться с нашими высококвалифицированными менеджерами.
Наши телефоны в Челябинске:
+7 (351) 216-64-38
+7 (351) 216-31-28
Заказать обратный звонок
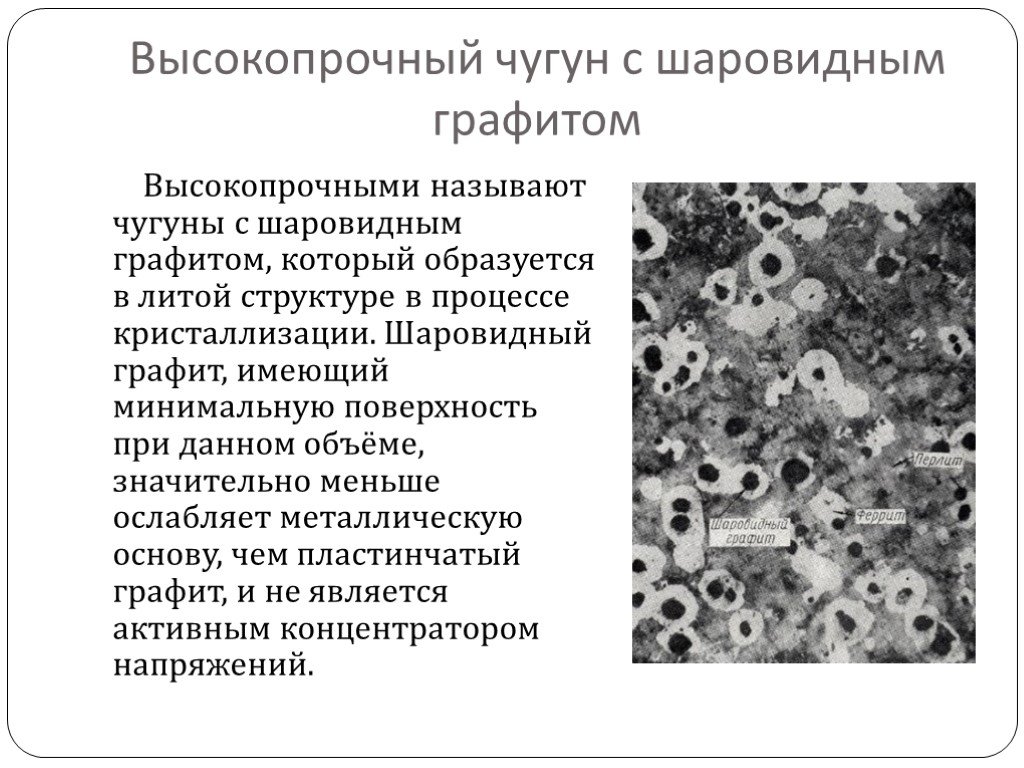
Чугун высокопрочный
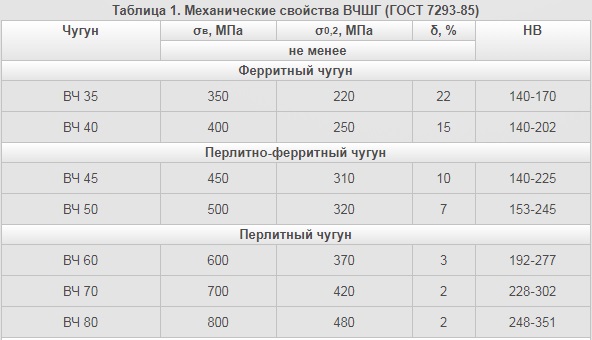
Чугун высокопрочный со сферическим графитом обладает высокими физико-механическими свойствами, благодаря сферической форме графита. Такие графитовые образования в наименьшей степени ослабляют сечение отливки, придавая ей высокую прочность и пластичность. Механические свойства чугуна регламентируются ГОСТ 7293-85 и представлены в табл. 1. ГОСТ включает восемь марок чугуна. Буквы ВЧ обозначают наименование чугуна-высокопрочный чугун, следующие цифры обозначают минимально допустимый предел прочности при растяжении в кгс/мм2. Прочностные и эксплуатационные характеристики материала отливок из ХЧГ можно варьировать в широких пределах без ухудшения литейных и технологических характеристик.
Прочностные и эксплуатационные характеристики материала отливок из ХЧГ можно варьировать в широких пределах без ухудшения литейных и технологических характеристик.
Таблица 1. Механические свойства чугуна или после термической обработки
Марка чугуна Предел прочности при растяжении σВ, Мпа (кгс/мм2) предел текучести σ02, МПа (кгс/мм2) относительное удлинение, δ, % по Бринеллю Число твердости, HB
тем не менее
RF 35 350 (35) 220 (22) 22 140-170
RF 40 400 (40) 250 (25) 15 140-202
RF 45 450 (45) 310 (31) 10 140-225
RF 50 500 (50) 320 (32) 7 153-245
РФ 60 600 (60) 370 (37) 3 192-277
РФ 70 700 (70) 420 (42) 2 228-302
РФ 80 800 (80) 480 (48) 2 248-351
РФ 100 1000 (100) 700 (70) 2 270-360
Механические свойства ВЧ в сравнении со сталью:
Предел прочности такой же или более.
Более высокое отношение предела текучести к прочности-0,65-0,80 (сталь-0,55-0,60).
Высокая износостойкость.
Повышенная демпфирующая способность.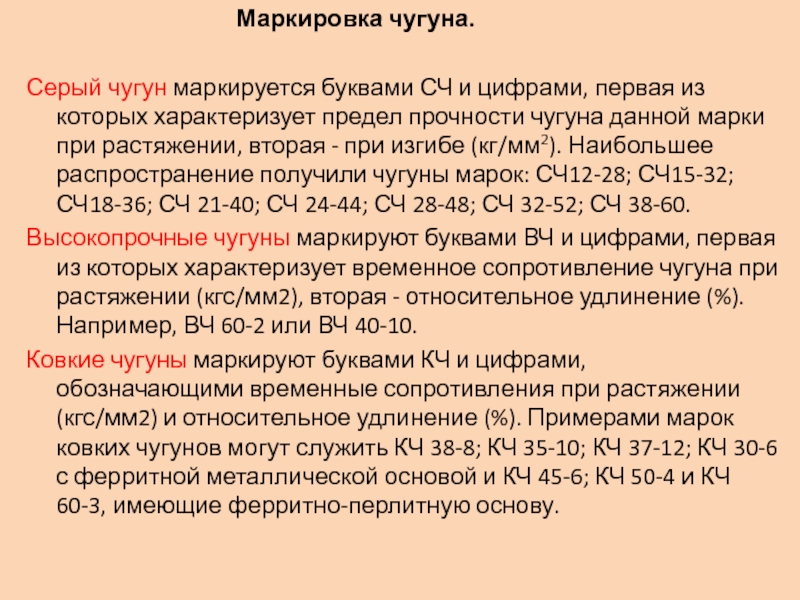
Меньшая чувствительность к концентраторам напряжения.
По микроструктуре ковкий чугун подразделяется на ферритный, наследуемый, перлитный, полинестабильный и самоплавкий. Различают также высокопрочные чугуны с трооститной, трооститной, мартенситной и др. поликристаллическими структурами. Ферритный и аустенитный чугуны обладают высокими пластическими свойствами (удлинение 5-35%, ударная вязкость 2-20 кгс • м/см2). К аустенитным чугунам относятся номаг и нирезист с разным содержанием никеля. Высокий мех. свойства аустенитного чугуна не изменяются до температуры 600°С. Такие чугуны особенно перспективны при эксплуатации при низких температурах (до температуры — 250°С). Перлитовое и трооститовое железо характеризуются высокой прочностью (прочность при растяжении 60—140 кгс/мм2) при относительно невысоких пластических свойствах (удлинение — 2,0—6%, ударная вязкость 2,0—6,0 кгс • м/см2). Никель, медь, хром, марганец и олово способствуют образованию структуры перлита. Чугун с перлитной и тростниковой структурой отличается высокой износостойкостью; литые трооститовые и трооститовые структуры, полученные изотермической закалкой. [1]
[1]
Грубо говоря: вчшг имеет механические свойства стали (иногда превосходящие их) и литейные свойства серого чугуна (высокая текучесть, отсутствие склонности к трещинообразованию и др.). Все это дает предпосылки для широкого применения высокочастотных отливок в промышленности. В частности, срок службы металлургической формы из ковкого чугуна в 1,5-2,5 раза выше, чем изложницы из серого чугуна.
Опыт чешского предприятия «КАСИ», освоившего крупносерийное (самое крупное в Европе) производство смотровых колодцев из вчшг на АФТ ГВС, при этом масса смотрового колодца снижена практически на 50%, по сравнению с люками из серого чугуна интересно. Московский завод «Водоприбор» с 80-х годов прошлого века также изготавливает люки смотровых колодцев от ВЧ печи до кокила АФЛ (с вертикальным соединителем), используя синтетическое железо, вес люка также значительно снижен.
Из вчшг производят детали прокатного и кузнечно-прессового оборудования; горно-шахтное и дробильно-измельчительное оборудование; детали турбины; корпус редуктора; детали зубчатых передач и подъемно-транспортной техники.
Меньший удельный вес и значительно более высокая текучесть ковкого чугуна по сравнению со сталью позволяет с высокой эффективностью использовать отливки из ковкого чугуна в автомобильной промышленности для замены стального литья, уменьшая массу автомобиля и увеличивая его мощность. Из ВЧШГ производят коленчатые валы, шестерни, картеры и т.п.
Значительное место в производстве труб большого диаметра, работающих под высоким давлением, занимают трубы центробежнолитые из ВЧ. Изготовление арматуры для метрополитенов и тоннелей из высокопрочного чугуна позволит значительно снизить их массу.
Применение ЧШГ в станкостроении позволило проектировать сложные литые детали машин и оборудования тяжелого машиностроения массой более 150 т (держатели матриц термопластавтоматов, цилиндры и рамы ковочных прессов, поршни и другие детали), к уменьшить вес литых деталей при сохранении достаточной жесткости. ЧШГ — идеальный материал для различных ручных инструментов (гаечных ключей, зажимов, калибров и т. д.). В деталях бумагоделательных машин ЧШГ дает значительный технико-экономический эффект (например, за счет того, что модуль упругости ЧШГ на 60% выше по сравнению с ЧПГ, снижена масса нажимных и сушильных валков машин). ЧШГ- распространенный материал запорно-регулирующей арматуры, работающей в газовых и жидких средах (кислых, солевых и щелочных). Например, из ЧШГ за рубежом была отлита партия заглушек шаровых кранов для магистрального газопровода Сибирь — Западная Европа диаметром 1420 мм. Первоначально эти пробки изготавливались из стальных поковок диаметром 2440 мм и весом 17 тонн каждая. [4]
д.). В деталях бумагоделательных машин ЧШГ дает значительный технико-экономический эффект (например, за счет того, что модуль упругости ЧШГ на 60% выше по сравнению с ЧПГ, снижена масса нажимных и сушильных валков машин). ЧШГ- распространенный материал запорно-регулирующей арматуры, работающей в газовых и жидких средах (кислых, солевых и щелочных). Например, из ЧШГ за рубежом была отлита партия заглушек шаровых кранов для магистрального газопровода Сибирь — Западная Европа диаметром 1420 мм. Первоначально эти пробки изготавливались из стальных поковок диаметром 2440 мм и весом 17 тонн каждая. [4]
Патент на высокопрочный чугун со сферическим графитом №2485760 от 25.10.1949 г. получен К. Д. Миллис. С пятидесятых годов прошлого века во всем мире началось промышленное производство отливок из средней школы. Первые места по объемам производства отливок из ГХГ за последние годы поделили между собой Япония и США, как наиболее технологически развитые страны. Сегодня в большинстве промышленно развитых стран производство хчг отливок среди железоуглеродистых сплавов уступает только серому чугуну.
Анализ корпуса станка из чугуна: теоретический и экспериментальный подход
Abstract
В статье представлен теоретический и экспериментальный модальный анализ корпуса токарного станка из чугуна. Модальный анализ обычно используется на практике как метод определения динамических свойств объектов. Целью работы было сравнение теоретически полученных результатов с экспериментальными исследованиями. Модальный анализ, как теоретический, так и экспериментальный, проводился в частотной области в диапазоне от 0 до 1600 Гц. Результаты теоретического модального анализа в значительной степени совпадали с экспериментальными исследованиями. Эта проверка теоретической модели экспериментальными результатами дала обоснованное основание для проведения исследований на основе проверенной модели. В последующем модель может быть применена для моделирования поведения анализируемого тела в условиях, не изученных экспериментально. На этой основе были сформулированы выводы о динамическом поведении анализируемого объекта.
1 Введение
Корпуса — элементы станков, соединяющие основные узлы и механизмы в единую конструкцию. Их роль заключается в удержании других деталей и узлов станка в определенном взаимном положении. Как правило, станок состоит из основного корпуса, являющегося основной опорной конструкцией, и от нескольких до дюжины меньших корпусов, которые крепятся болтами к основному корпусу и составляют весь станок. Корпуса большинства станков изготавливаются из серого или модифицированного чугуна (Лопес де Лакалье, 2009 г.).).
Чугун представляет собой высокоуглеродистый сплав железа с углеродом. Обычно он также содержит легирующие добавки, такие как кремний, марганец, фосфор или сера. Чугун содержит от 2,06 до 6,67% углерода в виде цементита или графита. Появление той или иной фазы углерода зависит от скорости охлаждения и химического состава сплава. Одним из типов чугуна является серый чугун, в котором углерод присутствует в виде графита. Его название происходит от того, что этот прорыв имеет серый цвет. Он считается чугуном более высокого качества и более пластичен, легко поддается обработке, обладает хорошей текучестью и имеет меньшую усадку отливки (около 1,0%), чем белый чугун. Он используется для изготовления корпусов, корпусов, блоков насосов, компрессоров и двигателей, хотя он более хрупок и подвержен растрескиванию, чем сталь (Костылева и др., 2008).
Он считается чугуном более высокого качества и более пластичен, легко поддается обработке, обладает хорошей текучестью и имеет меньшую усадку отливки (около 1,0%), чем белый чугун. Он используется для изготовления корпусов, корпусов, блоков насосов, компрессоров и двигателей, хотя он более хрупок и подвержен растрескиванию, чем сталь (Костылева и др., 2008).
Модальный анализ — это процесс определения присущих системе динамических характеристик в виде собственных частот, коэффициентов демпфирования и форм колебаний и их использования для формулирования математической модели ее динамического поведения. Он успешно применялся для решения структурно-динамических задач в механике (Мацуо и др., 1986; Ли и др., 2013; Загбани и др., 2009; Чжан и др., 2003; Ганьол и др., 2011) и авиации (Виво и др. 2013) машиностроение. В последнее время модальный анализ также нашел широкое применение для гражданских и строительных (Rahmatalla et al. 2014) конструкций, задач биомеханики и сбора урожая (Ebrahimi et al. 2013), космических конструкций, электрики и электроники (Brecher et al. 2014), акустических инструментов. (Chomette et al. 2015), транспорт (Nangolo et al. 2014) и атомные электростанции (Park et al. 2014). В результате модального анализа приведены моды, их собственные частоты и коэффициенты затухания. Знание этих параметров позволяет прогнозировать поведение объекта в связи с любыми дисбалансами. Модальный анализ используется для модификации конструкции, диагностики состояния конструкции, синтеза систем управления активным подавлением вибраций, а также для проверки и проверки численных моделей, таких как модели конечных и граничных элементов (Żółtowski 2002).
2013), космических конструкций, электрики и электроники (Brecher et al. 2014), акустических инструментов. (Chomette et al. 2015), транспорт (Nangolo et al. 2014) и атомные электростанции (Park et al. 2014). В результате модального анализа приведены моды, их собственные частоты и коэффициенты затухания. Знание этих параметров позволяет прогнозировать поведение объекта в связи с любыми дисбалансами. Модальный анализ используется для модификации конструкции, диагностики состояния конструкции, синтеза систем управления активным подавлением вибраций, а также для проверки и проверки численных моделей, таких как модели конечных и граничных элементов (Żółtowski 2002).
В области станкостроения метод модального анализа также очень часто применяется. Исследования проводились как на целых конструкциях станков, так и на отдельных деталях. Были исследованы круглошлифовальный станок (Barzegar et al. 2013), фрезерный станок (Pedrammehr et al. 2012) и подвижный стол параллельного станка с 4 степенями свободы (Mahboubkhah et al. 2017). Сравнивались формы мод и собственные частоты. Исследование показало, что было очень высокое сходство исследований МКЭ по сравнению с экспериментальными тестами.
2017). Сравнивались формы мод и собственные частоты. Исследование показало, что было очень высокое сходство исследований МКЭ по сравнению с экспериментальными тестами.
В данной статье представлен модальный анализ, который был проведен для сравнения результатов динамических свойств теоретического моделирования с экспериментальными исследованиями станины токарного станка из чугуна. Сравнение проводилось для проверки теоретической модальной модели и получения подтверждения предположений относительно материала этой модели и структурных свойств.
2 Теоретический модальный анализ
Теоретический модальный анализ основан на физической модели динамической системы с ее массовой жесткостью и демпфирующими свойствами (Żółtowski 2002). Теоретический модальный анализ требует решения системы дифференциальных уравнений для предполагаемой структурной модели сооружения. Полученные таким образом наборы частот свободных колебаний, коэффициентов демпфирования и форм колебаний позволяют моделировать поведение конструкции при любых воздействиях, подборе органов управления, конструктивных изменениях и т. п. Теоретический модальный анализ используется в процессе проектирования, когда нет возможности провести экспериментальное исследование на реальном объекте (Жултовский, 2002).
п. Теоретический модальный анализ используется в процессе проектирования, когда нет возможности провести экспериментальное исследование на реальном объекте (Жултовский, 2002).
Для проведения теоретического модального анализа в среде Autodesk Inventor была создана 3D-модель корпуса станка. Это станина токарного станка производства Koluszki Foundry and Machinery. Его размеры составляют 300 мм × 300 мм × 2000 мм (высота × ширина × длина). Корпус выполнен из серого чугуна (рис. 1).
Рис. 1Изометрический вид станины станка
Изображение в полный размер
В ходе исследования был проведен теоретический модальный анализ в частотной области до 1600 Гц. Механические свойства конструкционного материала, использованного в анализах, представлены в таблице 1.
Таблица 1 Механические свойства чугунаПолная таблица
Определение граничных условий является очень важным аспектом при анализе. С левой и правой стороны корпуса имеется по 8 (по 4 с обеих сторон корпуса) монтажных отверстий, через которые станина крепится к основанию. Модель была закреплена с помощью этих монтажных отверстий цилиндров (рис. 2), которые блокировали движение во всех направлениях.
С левой и правой стороны корпуса имеется по 8 (по 4 с обеих сторон корпуса) монтажных отверстий, через которые станина крепится к основанию. Модель была закреплена с помощью этих монтажных отверстий цилиндров (рис. 2), которые блокировали движение во всех направлениях.
Места крепления корпуса
Изображение в натуральную величину
Настройка сетки конечных элементов является еще одной очень важной проблемой при анализе. Чем меньше размер элемента сетки, тем больше элементов, узлов и количество уравнений необходимо решить. В случае более мелких элементов время создания сетки было больше, но результаты были более точными. На рис. 3 показан вид сетки чугунного корпуса. Сетка чугунного корпуса состоит из 475 499 узлов и 277 603 элементов.
Рис. 3Вид сетки чугунного корпуса
Увеличенное изображение
После определения всех необходимых настроек был проведен теоретический модальный анализ. Результаты моделирования представлены в таблице 2. Режимы колебаний отмечены от F1 до F20.
Результаты моделирования представлены в таблице 2. Режимы колебаний отмечены от F1 до F20.
Полная таблица
На этом уровне исследования было трудно указать важность мод и их влияние на поведение тела. Все моды рассматривались как одинаково поддающиеся выкачиванию, поскольку при теоретическом анализе моделей коэффициенты демпфирования некоторых мод не рассчитываются.
3 Экспериментальный модальный анализ
Экспериментальный модальный анализ — метод, часто используемый на практике для изучения динамических свойств механических объектов как при строительстве, так и при эксплуатации машин. Идентификационный эксперимент в экспериментальном модальном анализе включает вынуждающую вибрацию объекта с одновременным измерением вынуждающей силы и отклика системы, обычно в виде спектра ускорения колебаний (Żółtowski 2002).
Процедура экспериментального модального анализа может быть реализована методами с одним входом и одним выходом (SISO), с одним входом и несколькими выходами (SIMO) и с несколькими входами и несколькими выходами (MIMO).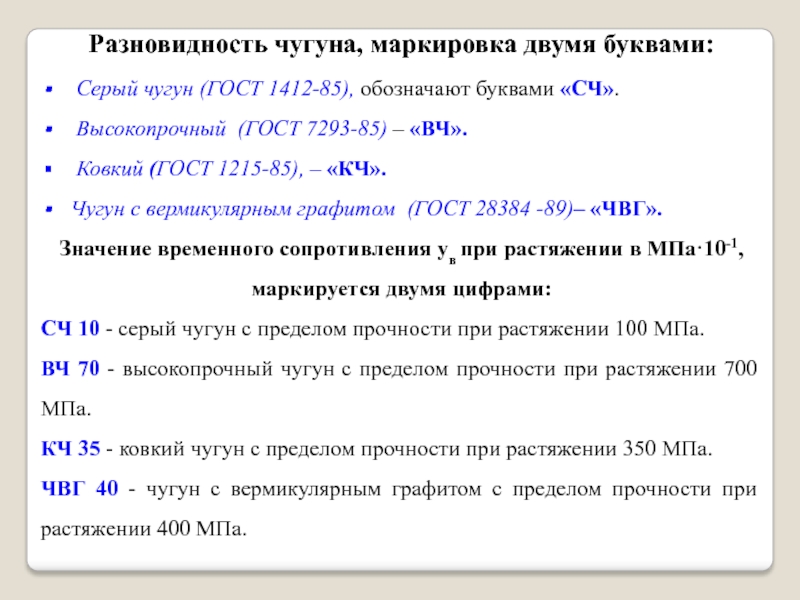 Эти методы различаются не только требованиями к измерительным приборам, но и требованиями к исследованиям и точности результатов анализа.
Эти методы различаются не только требованиями к измерительным приборам, но и требованиями к исследованиям и точности результатов анализа.
Метод SISO в основном используется для двухканальной системы сбора данных, и когда частотная характеристика (АЧХ) может быть ограничена несколькими точками измерения. Обычно используется во время модального молоткового теста. (Возбуждение является входным сигналом, когда ускорение является выходным сигналом.) Этот метод можно использовать в двух вариантах: первый как передвижной молоток (фиксированный акселерометр) и второй как неподвижный молоток (перемещающийся акселерометр). На практике проще осуществить первый способ, так как нет необходимости менять место фиксации акселерометра с одной точки измерения на другую. Проблема может появиться при нормализации входного сигнала с нескольких точек измерения; поэтому в этом случае необходимо использовать процедуру усреднения.
Метод SIMO позволяет использовать возбудитель гармоник в качестве генератора входного сигнала для одновременного вычитания множества точек. В этом методе требуется многоканальная плата системы сбора данных. В этом случае результаты более точны, так как один и тот же сигнал вымогательства используется для всех ответов точек анализа при модальном анализе.
В этом методе требуется многоканальная плата системы сбора данных. В этом случае результаты более точны, так как один и тот же сигнал вымогательства используется для всех ответов точек анализа при модальном анализе.
Метод MIMO более требователен к оборудованию, но дает более точную информацию об анализируемой системе, чем SISO или SIMO. Обычно используется при наличии многоканальной системы сбора данных. Выбранные точки могут быть выкачаны с различными силовыми характеристиками, чтобы повысить точность и эффективность модального анализа.
В дальнейшем анализе использовался метод SISO, поскольку количество точек измерения было значительно уменьшено.
Для проведения экспериментального модального анализа необходимо было смоделировать тестируемый элемент в программе Pulse LabShop (рис. 4). Геометрическая модель корпуса анализируемого станка необходима в системе экспериментального модального анализа для правильного планирования и проведения экспериментов, определения форм колебаний и их графического представления.
Модель тела в программе Pulse LabShop
Изображение в натуральную величину
Экспериментальный модальный анализ проводился для поперечного, продольного и вертикального направлений. Сигнал курса силы от модального молотка и сигнал ускорения от датчика акселерометра собирались и обрабатывались в системе сбора данных Pulse. Был использован пакет Pulse Lite от Brüel and Kjær, включающий: измерительный модуль 3560L, 2-канальную программу анализа БПФ, датчик ускорения 4514 и модальный молоток типа 8206-003. Функцию когерентности определяли с помощью системы Pulse LabShop на основе пятикратного повторения возбуждения. Схема измерительного стенда представлена на рис. 5. В ходе исследований корпус крепился к земле за счет монтажных отверстий, расположенных по обеим сторонам станины. Экспериментальный модальный анализ проводился в частотной области до 1600 Гц, аналогично теоретическому модальному анализу. Для анализа для возбуждения были выбраны 75 точек в поперечном направлении, 77 точек в продольном направлении и 45 точек в вертикальном направлении, которые представлены на рис. 6. Расположение датчика ускорения показано на рис. 7. Тело тестировалось трижды. . Результаты экспериментального модального анализа представлены в таблицах 3, 4 и 5.
6. Расположение датчика ускорения показано на рис. 7. Тело тестировалось трижды. . Результаты экспериментального модального анализа представлены в таблицах 3, 4 и 5.
Схема испытательного стенда: 1 – ЭВМ, 2 – модальный молоток, 3 – система сбора данных, 4 – корпус станка, 5 – акселерометр
Изображение в натуральную величину
Рис. сетки возбужденных точек a в поперечном направлении, b в продольном направлении c в вертикальном направленииИзображение в натуральную величину
Рис. направление, b в продольном направлении c в вертикальном направленииИзображение в натуральную величину
Таблица 3 Результаты экспериментального модального анализа в поперечном направленииПолноразмерная таблица
Таблица 4 Результаты экспериментального модального анализа в продольном направленииПолноразмерная таблица
Таблица 5 Результаты экспериментального модального анализа для вертикального направленияПолноразмерная таблица
4 Результаты и обсуждение
После того, как была подготовлена сводка результатов исследования, для сравнительного анализа были выбраны режимы, которые могут проявляться в реальности (экспериментальные результаты).
Первая характерная мода (одна полуволна в поперечном направлении) появляется на частоте около 200 Гц. В случае теоретического анализа она составила 189 Гц, когда частота экспериментального анализа составила 211 Гц. На рисунках 8 и 9 показаны формы свободных колебаний теоретического и экспериментального модального анализа.
Рис. 8Режим частоты 189 Гц (теоретический модальный анализ)
Полноразмерное изображение
Рис. 9Режим для частоты 211 Гц (экспериментальный модальный анализ)
Полноразмерное изображение
3
одна полуволна в вертикальном направлении) появляется на частоте около 340 Гц. В случае теоретического анализа она составила 364 Гц, когда частота экспериментального анализа составила 322 Гц. На рисунках 10 и 11 показаны формы свободных колебаний теоретического и экспериментального модального анализа.
Рис. 10Режим частоты 364 Гц (теоретический модальный анализ)
Полноразмерное изображение
Рис. 11
11 Режим для частоты 322 Гц (экспериментальный модальный анализ)
Полноразмерное изображение 9 (третье анализируемое изображение
две полуволны в поперечном направлении) появляется на частоте около 400 Гц. В случае теоретического анализа она составила 393 Гц, когда частота экспериментального анализа составила 365 Гц. На рисунках 12 и 13 показаны формы свободных колебаний теоретического и экспериментального модального анализа.
Рис. 12Мода частоты 393 Гц (теоретический модальный анализ)
Полноразмерное изображение
Рис. 13Мода частоты 365 Гц (экспериментальный модальный анализ)
Полноразмерное изображение
две полуволны в вертикальном направлении и параллельные колебания в продольном направлении) появляется на частоте около 500 Гц. В случае теоретического анализа она составила 477 Гц, когда частота экспериментального анализа составила 529 Гц. На рисунках 14 и 15 показаны формы свободных колебаний теоретического и экспериментального модального анализа.
 Рис. 14
Рис. 14 Мода частоты 477 Гц (теоретический модальный анализ)
Полноразмерное изображение
Рис. 15Мода частоты 529 Гц (экспериментальный модальный анализ)
Мода2 Полноразмерное изображение
из трех полуволн в поперечном направлении появляется на частоте около 750 Гц. В случае теоретического анализа она составила 765 Гц, когда частота экспериментального анализа составила 756 Гц. На рисунках 16 и 17 показаны формы свободных колебаний теоретического и экспериментального модального анализа.
Рис. 16Режим частоты 765 Гц (теоретический модальный анализ)
Полноразмерное изображение
Рис. 17Режим частоты 756 Гц (экспериментальный модальный анализ)
Полноразмерное изображение
3 на частоте около 1000 Гц появляется форма из трех полуволн в вертикальном направлении и противоположных колебаний в продольном направлении.
 В случае теоретического анализа она составляла 1016 Гц, при частоте экспериментального анализа – 9 Гц.75 Гц. На рисунках 18 и 19 показаны формы свободных колебаний теоретического и экспериментального модального анализа. Рис. 18
В случае теоретического анализа она составляла 1016 Гц, при частоте экспериментального анализа – 9 Гц.75 Гц. На рисунках 18 и 19 показаны формы свободных колебаний теоретического и экспериментального модального анализа. Рис. 18 Режим частоты 1016 Гц (теоретический модальный анализ)
Полноразмерное изображение
Рис. 19Режим частоты 975 Гц (экспериментальный модальный анализ)
Таблица 3Полный размер . 20 представили сравнение результатов, полученных теоретическим и экспериментальным путем.
Таблица 6 Сравнение теоретических и экспериментальных исследованийПолноразмерная таблица
Рис. 20Сравнительная диаграмма результатов
Изображение в натуральную величину
Результаты теоретического и экспериментального модального анализа демонстрируют очень высокое сходство с учетом форм свободных колебаний и частот. Для уточнения точности модели был проведен анализ сходимости. В ходе анализа ячеистая сеть была сглажена шесть раз, что привело к улучшению результатов моделирования с относительной ошибкой между последующими шагами сглаживания на уровне 0,1%.
Для уточнения точности модели был проведен анализ сходимости. В ходе анализа ячеистая сеть была сглажена шесть раз, что привело к улучшению результатов моделирования с относительной ошибкой между последующими шагами сглаживания на уровне 0,1%.
Для первой моды, представленной одной полуволной в поперечном направлении, относительная ошибка между теоретическим и экспериментальным результатом достигла 10,4%. Наибольшая разница в результатах наблюдалась на второй моде (одна полуволна в вертикальном направлении), где относительная ошибка составила 11,5 %. Для третьего режима разница результатов достигла 7,1%. Для четвертого режима относительная ошибка составила 9,8%. Наименьшая разница получена для пятой моды (три полуволны в поперечном направлении), где она достигает 1,2 %, тогда как для последней моды она составляла 4,0 %. Первые две моды вибрации характеризуются наибольшим уровнем относительной погрешности. Это можно объяснить тем, что при экспериментальном исследовании реального объекта измерения низкочастотных мод более подвержены шуму, чем в случае измерения высокочастотных мод. Низкочастотные моды более склонны к возбуждению как измеряемой силой возбуждения, так и не измеряемыми силовыми воздействиями из окружающей среды (шум в выходном измерении).
Низкочастотные моды более склонны к возбуждению как измеряемой силой возбуждения, так и не измеряемыми силовыми воздействиями из окружающей среды (шум в выходном измерении).
5 Выводы
В ходе исследования были проведены теоретический и экспериментальный модальные анализы станины токарного станка. Анализы проводились для того, чтобы сравнить результаты динамических свойств, полученные при моделировании и эксперименте. Полученные результаты показывают высокую сходимость. Для всех режимов относительная погрешность результатов составила от 1,2 до 11,5 %. Столь высокая сходимость результатов свидетельствует о том, что свойства материала, подвергнутого теоретическому анализу, были определены очень точно. При этом достигнута высокая точность отображения формы станка в виде пространственной имитацион- ной модели. Результаты также подтверждают правильный способ разделения 3D-модели на конечные элементы во время построения сетки методом конечных элементов. Благодаря проведенной экспериментальной проверке результатов моделирования можно сказать, что результаты моделирования достоверны. Моделирование динамического поведения объекта при различных условиях нагрузки может быть успешно выполнено на основе верифицированного цифрового прототипа и может быть выполнено без проведения дополнительных обширных экспериментальных исследований.
Моделирование динамического поведения объекта при различных условиях нагрузки может быть успешно выполнено на основе верифицированного цифрового прототипа и может быть выполнено без проведения дополнительных обширных экспериментальных исследований.
Ссылки
Barzegar R, Mahboubkhah M, Ettefagh MM (2013) Исследование модальных параметров конструкции круглошлифовального станка с помощью экспериментальных испытаний и FEM. Appl Mech Mater 307:275–278
Артикул Google Scholar
Брехер С., Баумлер С., Гуральник А. (2014) Экспериментальный модальный анализ с использованием следящего интерферометра. CIRP Ann—Manuf Technol 63(1):345–348
Статья Google Scholar
Chomette B, Carrou JL (2015) Оперативный модальный анализ применительно к концертной арфе. Mech Syst Signal Process 56–57:81–91
Статья Google Scholar
Эбрахими Р.
 , Исфаханян М., Зиаи-Рад С. (2013) Моделирование вибрации и модификация режущей платформы уборочного комбайна с помощью оперативного модального анализа (OMA). Измерение 46(10):3959–3967
, Исфаханян М., Зиаи-Рад С. (2013) Моделирование вибрации и модификация режущей платформы уборочного комбайна с помощью оперативного модального анализа (OMA). Измерение 46(10):3959–3967Артикул Google Scholar
Gagnol V, Le T-P, Ray P (2011) Модальная идентификация узла шпиндель-инструмент при высокоскоростной обработке. Mech Syst Signal Process 25(7):2388–2398
Артикул Google Scholar
Костылева Л.В., Палаткина Л.В., Ильинский В.А. (2008) Сопротивление распространению трещин отрыва основной конструкции серого чугуна. Термообработка Met Sci 50(5–6):248–251
Статья Google Scholar
Li B, Cai H, Mao X, Huang J, Luo B (2013) Оценка динамических параметров станка с ЧПУ на основе случайного возбуждения резания с помощью операционного модального анализа. Int J Mach Tools Manuf 71:26–40
Статья Google Scholar
Лопес де Лакалье Л.
 Н., Ламикиз А. (2009 г.) Станки для высокопроизводительной обработки. Springer, Берлин
Н., Ламикиз А. (2009 г.) Станки для высокопроизводительной обработки. Springer, БерлинКнига Google Scholar
Махбубхах М., Пакзад С., Араси А.Г., Эттефаг М.М. (2017) Модальный анализ вертикального подвижного стола параллельного станка с 4 степенями свободы с помощью МКЭ и экспериментальных испытаний. J Vibroeng 19(7):5301–5309
Статья Google Scholar
Мацуо М., Ясуи Т., Инамура Т., Мацумура М. (1986) Высокоскоростное испытание тепловых эффектов для конструкции станка на основе модального анализа. Precis Eng 8:72–78
Статья Google Scholar
Нанголо Н.Ф., Соукуп Дж., Рыхликова Л., Скочилас Дж. (2014) Комбинированный численный и модальный анализ вертикальной вибрации железнодорожного транспортного средства. Procedia Eng 96:310–319
Статья Google Scholar
Park JB, Choi Y, Lee S-J, Park N-CH, Park KS, Park Y-P, Park CH-I (2014) Анализ модальных характеристик внутренних устройств ядерного реактора APR1400 для сейсмического анализа.
 Nucl Eng Technol 46 (5): 689–698
Nucl Eng Technol 46 (5): 689–698Артикул Google Scholar
Педраммехр С., Фаррохи Х., Хани Шейх Раджаб А., Пакзад С., Махбубха М., Эттефаг М.М., Садеги М.Х. (2012) Модальный анализ конструкции фрезерного станка с помощью фем и экспериментальных испытаний. Adv Mater Res 383–390:6717–6721
Google Scholar
Рахматалла С., Хадсон К., Лю Ю., Ын ХЧ (2014) Модальный анализ методом конечных элементов и формы вибрационных сигналов при проверке состояния старых мостов. Конечный элемент, анальный вариант 78: 40–46
Артикул Google Scholar
Виво А., Брутти С., Леофанти Дж. (2013) Модальная идентификация формы крупной конструкции, подверженной воздействию ветра, с помощью метода оперативного модального анализа. Mech Syst Signal Process 39(1–2):195–206
Артикул Google Scholar
Zaghbani I, Songmene V (2009) Оценка динамических параметров станка во время обработки с помощью операционного модального анализа.
 Int J Mach Tools Manuf 49(12–13):947–957
Int J Mach Tools Manuf 49(12–13):947–957Артикул Google Scholar
Чжан Г.П., Хуан Ю.М., Ши В.Х., Фу В.П. (2003) Прогнозирование динамического поведения всей конструкции станка на основе автоматизированного проектирования. Int J Mach Tools Manuf 43:699–706
Артикул Google Scholar
Жултовски Б. (2002) Badania dynamiki maszyn (исследование динамики машин). Wydawnictwo MAKAR, Быдгощ
Google Scholar
Скачать ссылки
Информация об авторе
Авторы и организации
Институт станкостроения и организации производства, Факультет машиностроения, Лодзинский технологический университет, Стефановского 1/15, 90-924 9, Лодзь, Польша
Норберт Кепчак и Витольд Павловский
Авторы
- Норберт Кепчак
Посмотреть публикации авторов
Вы также можете искать этого автора в PubMed Google Scholar
- Witold Pawlowski
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
Автор, ответственный за переписку
Витольд Павловский.