Чугунные отливки: Отливки из чугуна | Чугунные отливки изготовление по ГОСТ
alexxlab | 31.08.1987 | 0 | Разное
Отливки из чугуна. Технология литья в кокиль
Серые чугуны обладают хорошими литейными свойствами: высокой жидкотекучестью, небольшой усадкой (до 1 %), незначительным влиянием газосодержания на механические свойства, достаточно высоким сопротивлением образованию горячих трещин, малой склонностью к образованию усадочных раковин и пористости. Литейные свойства чугуна существенно зависят от его химического состава. С увеличением содержания углерода жидкотекучесть доэвтектических чугунов повышается, а заэтектических уменьшается. При увеличении содержания кремния и фосфора жидкотекучесть чугуна повышается, влияние марганца и серы на жидкотекучесть металла несущественно.
Линейная усадка чугунов зависит от химического состава и скорости охлаждения: перлито-ферритные чугуны со структурой (П+Ф+Гр) имеют усадку 0,7 – 0,9, перлитные – 1,1 – 1,15, белые – 1,65 –1,75%.
Трещиноустойчивость чугунов возрастает с повышением содержания углерода и кремния; увеличение содержания серы снижает трещиноустойчивость чугунов; увеличение содержания марганца до 0,9% повышает трещиноустойчивость, а при дальнейшем увеличении его содержания вероятность появления трещин возрастает.
Чугунные отливки, полученные в кокилях, меньше поражены газовыми раковинами, чем отливки, полученные в песчаных формах, так как вследствие высокой скорости охлаждения металла в кокилях газы не успевают выделяться из расплава. Однако неправильная конструкция вентиляционной и литниковой систем, нарушения при окраске кокилей и подготовке расплава повышают вероятность образования газовых дефектов в отливке.
Чугун в большей степени, чем другие сплавы, способен изменять структуру в зависимости от скорости охлаждения и затвердевания отливки. Поэтому, управляя скоростью охлаждения чугуна, можно получать отливки с любой структурой. Большое влияние на структуру чугуна оказывает также его химический состав. В свою очередь, от структуры чугуна зависят механические свойства, износостойкость, герметичность, обрабатываемость отливки. Повышение скорости охлаждения отливки при литье в кокиль приводит к уменьшению количества и размеров графитных включений, к увеличению содержания перлита и уменьшению его зерна, что повышает механические и другие служебные свойства отливок.
Однако высокая скорость охлаждения может привести к образованию отбеленного поверхностного слоя в отливке. В этом слое углерод почти полностью находится в виде цементита (Fe3C), определяющего высокую твердость структуры. В результате отливки с отбеленной поверхностью трудно обрабатываются, но обладают высокой износостойкостью. Обычно их применяют без механической обработки или после шлифования. Примером могут служить мелющие тела для дробильно-размольного оборудования, валки для прокатки металлов и др. Чугунные отливки с отбеленным поверхностный слоем, которые необходимо подвергать обработке резанием, предварительно термически обрабатывают – подвергают графитизирующему отжигу для устранения отбела.
Для отжига отливок требуется дополнительное оборудование. Он сопряжен с энергетическими затратами, а также увеличивает длительность технологического цикла. По этой причине получение в кокилях отливок из чугуна с заданной структурой является одной из важнейших проблем данного способа литья.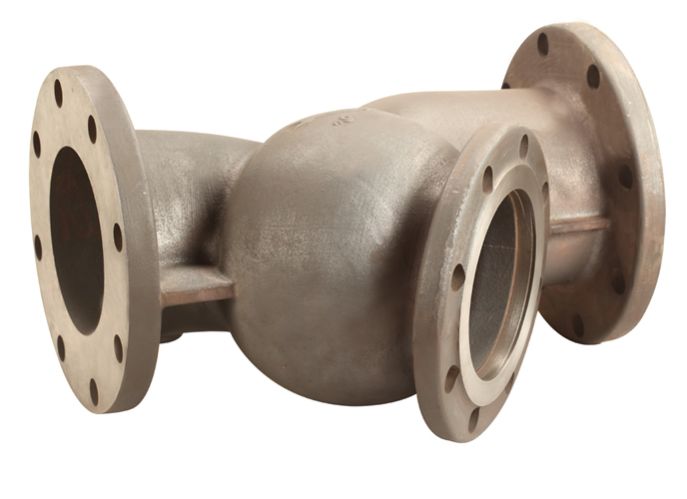
Исследования и производственный опыт показывают, что основными направлениями решения этой проблемы являются: правильный выбор химического состава чугуна и способов его модифицирования; снижение скорости охлаждения чугуна путем повышения начальной температуры кокиля, нанесения на его поверхность облицовок и красок, создающих термические сопротивления переносу теплоты от отливки к кокилю.
Для предотвращения отбела повышают содержание углерода и кремния в чугуне. Однако содержание кремния не должно быть выше 2,5%, так как иначе снижается жидкотекучесть чугуна и в структуре отливок появляются силикокарбиды. Уменьшение глубины отбела может быть достигнуто модифицированием чугуна ферросилицием, силикокальцием. Наилучшими являются комплексные модификаторы, вводимые в состав чугуна в количестве 0,2 – 0,3 мас. %, например, модификатор марки ФЦМ5. Составы чугунов, рекомендуемых для литья в кокиль, и режимы модифицирования приведены в таблице 3.4.
Таблица 3. 4 – Химический состав серого чугуна, мас. % (остальное – Fe), рекомендуемый для кокильного литья
4 – Химический состав серого чугуна, мас. % (остальное – Fe), рекомендуемый для кокильного литья
Температура заливки чугуна в кокиль обычно составляет 1300 – 1350оС. При более высоких температурах заливки снижается стойкость кокиля. Температуры заливки назначают в зависимости от толщины стенки отливки.
Температура выбивки отливки из кокиля обычно находится в пределах 600 – 1000оС.
Отжиг для устранения отбела обычно состоит в нагреве отливок до 850 – 950оС, выдержке 2 – 4 часа и охлаждении на воздухе. Для уменьшения внутренних напряжений отливки нагревают до 500 – 600оС и после выдержки при температуре нагрева в течение 2 – 8 часов (в зависимости от толщины стенки и массы отливки) их охлаждают с печью со скоростью 20 – 50оС/ч до 250оС.
Дефекты отливок и меры их предупреждения
Наиболее характерными дефектами чугунных отливок, полученных литьем в кокиль, являются: неслитины и недоливы вследствие недостаточно высокой температуры кокиля или заливаемого чугуна, а также большой протяженности литниковых каналов или недостаточной площади их поперечного сечения; трещины, вызванные нетехнологичной конструкцией отливки, местным перегревом кокиля, заливами металла по поверхностям сопряжения частей кокиля; газовые раковины, обусловленные недостаточной вентиляцией кокиля, повышенной газотворной способностью огнеупорного покрытия или песчаных стержней, повышенным газосодержанием чугуна; несоответствие структуры заданной вследствие отклонения химического состава чугуна, температуры кокиля, нарушений в составе, толщине и режимах нанесения огнеупорного покрытии кокиля.
Особенности изготовления отливок из высокопрочного чугуна в кокилях
Литейные свойства высокопрочного чугуна во многом определяются присутствием шаровидного графита и в этой связи имеют ряд особенностей: линейная усадка (1,17 – 2%) больше, чем у серого чугуна, поэтому для питания массивных узлов отливки используют питающие бобышки и прибыли. Однако, так как его предусадочное расширение в 2 – 3 раза больше, чем у серого чугуна, вероятность образования в отливках горячих трещин уменьшается. Высокопрочные чугуны склонны к образованию холодных трещин.
При модифицировании магний из модификатора и сера, содержащаяся в чугуне, образуют сульфиды магния, вследствие чего в структуре отливки появляются «темные пятна», которые отрицательно влияют на служебные характеристики металла. Для их устранения понижают содержание серы в чугуне, обрабатывая его флюсами (криолитом, плавиковым шпатом и т.д.). Высокопрочные чугуны после модифицирования магнием обладают повышенной окисляемостью.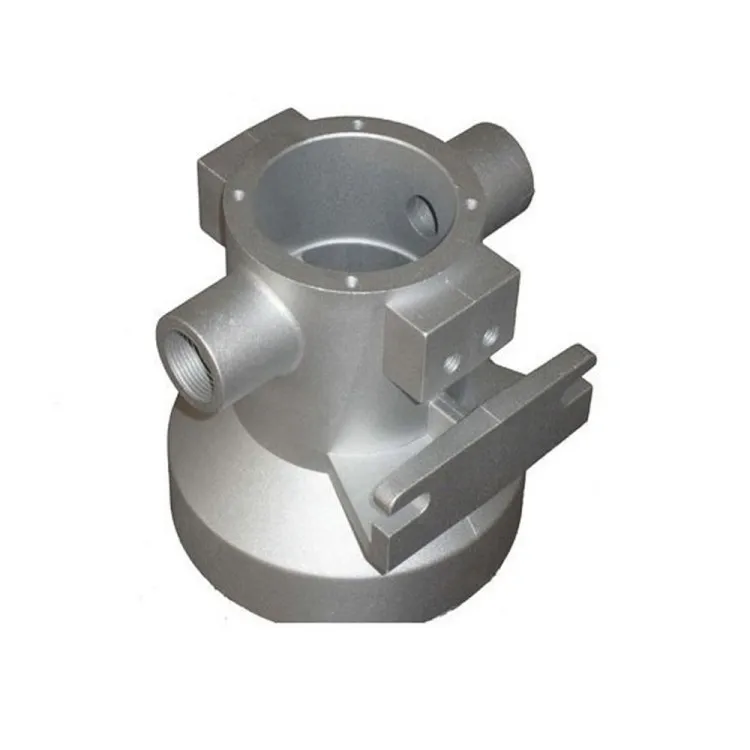 Пленки оксидов могут содержаться в металле отливки и механические свойства его снижаются.
Пленки оксидов могут содержаться в металле отливки и механические свойства его снижаются.
Отжиг отливок из чугуна с шаровидным графитом проводят для снижения внутренних напряжений по режиму: нагрев до 550 – 650оС, выдержка при температуре нагрева 2 – 5 ч в зависимости от конфигурации и толщины стенки отливки. Для получения перлитной структуры проводят нормализацию по режиму: нагрев до 900 – 950 оС, выдержка 1 –3 ч и охлаждение на воздухе. Далее ДЛИ получения высоких механических свойств и пластичности проводят изотермическую закалку по режиму: нагрев до 850оС, выдержка при температуре нагрева 2 – 2,5 ч и охлаждение в масле, нагретом до 300 – 350оС.
- ← Раздел 3.3.1
- Раздел 3.3.3 →
Чугунное литье на заказ | Отливки из чугуна – заказать с доставкой по РФ
«ЭнергоМашСнабжение» выполняет чугунное литье для разных отраслей промышленности. Чугунолитейный цех включает плавильный, формовочный и стержневой участки с общей проектной мощностью 25 000 тонн в год. И каждый оснащен мощными печами и другим дорогостоящим оборудованием, в том числе современными формовочными машинами и смесителями для создания деталей из высокопрочного, антифрикционного, серого и кремнистого чугуна. Такая производственная база позволяет получать чугунные отливки весом от нескольких граммов с точными габаритами в соответствии с ГОСТами.
И каждый оснащен мощными печами и другим дорогостоящим оборудованием, в том числе современными формовочными машинами и смесителями для создания деталей из высокопрочного, антифрикционного, серого и кремнистого чугуна. Такая производственная база позволяет получать чугунные отливки весом от нескольких граммов с точными габаритами в соответствии с ГОСТами.
Технологии литейного производства
- В песчано-глиняные формы. Чугунные отливки получаются без внутреннего напряжения благодаря естественной усадке.
- В холоднотвердеющие смеси. На выходе — изделия с высоким качеством поверхности. Способ подходит и для деталей сложных форм.
- По выплавляемым моделям. Можно добиться минимального количества припусков для дальнейшей механообработки. У готовых элементов будет высокая геометрическая точность.
- В кокиль с использованием разборных форм. В них заливается расплавленный чугун, а после его охлаждения и отвердевания части кокиля снимаются.
Номенклатура изделий
Принимаем заказы на литье корпусных деталей, элементов печного и котельного оборудования, запорной арматуры, высокоточных изделий для сельскохозяйственной техники, бурильных установок, агрегатов для нефтеперерабатывающей отрасли, машиностроения, металлургии. Также отливаем бытовые и промышленные колосники, кронштейны, шкивы, маховики и художественные элементы. Всего в ассортименте более 7 000 позиций, которые востребованы в самых разных сферах. Плюс работаем по чертежам клиента.
Также отливаем бытовые и промышленные колосники, кронштейны, шкивы, маховики и художественные элементы. Всего в ассортименте более 7 000 позиций, которые востребованы в самых разных сферах. Плюс работаем по чертежам клиента.
Качество чугунного литья регламентируется ГОСТ 1412-85, 7293-85, Р 53464-2009 и другими стандартами. Но с учетом специфики технического задания заказчика и условий эксплуатации деталей возможно отступление от нормативов, например превышение требований или изменение массогабаритных характеристик готовых отливок. Чугун проверяется в лабораториях «Спектролаб» и «Георг Фишер Диса», поэтому эталонное качество гарантировано. Возможно производство крупнотоннажных чугунных отливок массой от 0,1 до 20 тонн в специальных кессонах и опоках.
Этапы литья чугуна
- Работа с чертежами, техническим заданием и документацией.
- Создание макета детали.
- Выбор материалов, технологии литья и оборудования.
- Проектирование производственных операций, внедрение схемы.

- Утверждение промежуточного результата, плана изготовления.
- Выпуск пробной партии (при необходимости).
- Запуск автоматического производства на линиях, разработка серий.
- Дополнительная механическая и химическая обработка отливок (если требуется).
Каждая фаза литья строго контролируется, поэтому готовые элементы из чугуна имеют высокую точность и полностью соответствуют ТЗ.
Дополнительная информация
Высокое качество выпускаемой продукции;
Контроль ОТК на всех этапах производства;
Удобные логистические решения;
Изготовление в короткие сроки;
Низкая стоимость продукции;
Нам доверяют лидеры горной промышленности.
Тонн в год
Наименований изделий
Сотрудников
Этапы производственного процесса
1
Заявка
Вы отправляете в заявке техническую характеристику необходимого изделия;
2
Расчет
Мы бесплатно рассчитываем будущую стоимость изготовления;
3
Согласование
Заключаем договор и осуществляем изготовление модельной оснастки;
4
Производство
Производим необходимые детали в соответствии с контролем качества;
5
Доставка
Отгружаем и доставляем готовую продукцию в любую точку России и зарубежья!
Консультируем бесплатно
Подготовим коммерческое предложение и ответим на все возникшие вопросы по сотрудничеству. Оставьте заявку на консультацию, или позвоните нам по телефонам 8 (800)-301-12-99, +7 (3522) 42-80-99
Оставьте заявку на консультацию, или позвоните нам по телефонам 8 (800)-301-12-99, +7 (3522) 42-80-99
Вас также может заинтересовать
Изготовление поковок
Занимаемся изготовлением поковок по типовым и индивидуальным чертежам. Производим изделия весом от 2 кг для буксировочных и грузоподъемных механизмов, заготовки крепежных деталей, шестерен, крышек, запчастей для автомобилей и оборудования.
Подробнее
Изготовление по чертежам
Производство деталей по Вашим чертежам и образцам. Спроектируем/изготовим высококачественные оснастки и пресс-формы любой сложности и размеров.
Подробнее
Кузнечно-литейное производство
Литейное производство является основным и главным направлением нашей компании. Три специализированных цеха с современным оборудованием позволяют поддерживать производственную мощность до 4000 тонн в месяц.
Подробнее
Кузнечный цех
Цех состоит из 4-х основных участков: участок резки и термообработки (подготовка деталей), кузнечно-штамповочный, помещения очистки от окалины и контроль качества, сдачи и упаковки готовой продукции (мастерские и складские помещения).
Подробнее
Сталелитейный цех
Основное направление деятельности цеха — это производство отливок из стали.
Подробнее
Цех точных заготовок
Специализируется на изготовлении точных литых заготовок различного назначения и применения.
Подробнее
Изготовление оснастки
Занимаемся изготовлением технологической оснастки на заказ. Мы создаем продукцию для выпуска деталей, востребованных в горнодобывающей и литейной промышленности, строительстве, сельском хозяйстве и других отраслях.
Подробнее
Штамповка металлических изделий
Занимаемся проектированием и изготовлением штампов для обработки листового металла — гибки и формовки. Мы создаем детали любой сложности, предлагая оснастку, которая сократит ваши производственные расходы.
Подробнее
Изготовление пресс-форм
Занимаемся изготовлением пресс-форм для литья черного и цветного металла. Мы производим оснастку весом от 2 кг до нескольких тонн. Располагаем автоматизированным оборудованием, которое гарантирует высокую точность и практически полное отсутствие брака.
Мы производим оснастку весом от 2 кг до нескольких тонн. Располагаем автоматизированным оборудованием, которое гарантирует высокую точность и практически полное отсутствие брака.
Подробнее
Изготовление металлических деталей
Наше высокоточное оборудование подходит для производства на заказ деталей из черных и цветных металлов любой сложности.
Подробнее
КОНСТРУИРОВАНИЕ ЛИТЫХ ДЕТАЛЕЙ чугун,сталь,отливки,конструирование литых деталей из чугуна,стали,алюминияПромышленные миксеры и мешалки, емкости и аппараты с мешалкой, смесители сыпучих смесей.
КОНСТРУИРОВАНИЕ ЛИТЫХ ДЕТАЛЕЙ ИЗ ЧУГУНА
Считается установленным, что увеличение прочности отливок достигается не столько путем увеличения толщины их тела, сколько улучшением структуры чугуна в связи с переходом на тонкостенные конструкции, усиленные ребрами, приливами, окантовкой. Кроме того, прочность чугунных отливок зависит не только от механических свойств чугуна, но и в значительной мере от их конструктивной формы. Наибольшей прочностью обладают отливки, выполненные в виде таврового и коробчатого сечения.
Наибольшей прочностью обладают отливки, выполненные в виде таврового и коробчатого сечения.
Обладая высокими литейными свойствами, чугун может быть применен для отливок любой формы. Как уже указывалось, в настоящее время широко используются асимметричные конструкции, в которых металл распределен наиболее выгодно по отношению к нагрузке. Однако при создании технологичной конструкции необходимо стремиться не только к лучшему использованию материала, но и получению отливки, лишенной литейных пороков и внутренних напряжений.
Так как чугун хорошо сопротивляется сжимающим нагрузкам, то чугунные отливки при надлежащей форме по своей прочности могут не уступать стальным, несмотря на недостаточную упругость. На рисунке показана конструкция станины токарного станка, отлитая из стали (а) и из чугуна (б). Если сравнить открытую станину, изготовленную из стали, со станиной такой же формы, изготовленной из чугуна, то чугунная, конечно, окажется менее прочной. Но используя положительное свойство чугуна — жидкотекучесть, станине можно придать иную конфигурацию , бла-годаря которой получится облегченная конструкция, отличающаяся максимальной прочностью на изгиб и скручивание. Чугунные отливки, с тонкими стенками охлаждаются с повышенной скоростью, благодаря этому структура получается мелкозернистой, выделения графита мелкими, а отливка достаточно прочной. Усадочные напряжения в отливках из чугуна меньше, чем в отливках из других сплавов, так как чугун имеет небольшую объем-ную усадку. Чугунные отливки, работающие под большим внутренним давлением, как правило, имеют минимальные припуски на механическую обработку по наружной поверхности, так как мелкозернистый поверхностный слой отливки наряду с повышенными механическими свойствами обладает высокой плотностью. Если деталь работает в очень тяжелых условиях, плотность отливки можно увеличить, получая ее в металлической форме или применяя холодильники при литье в песчаную форму. Но главным условием сохранения плотности отливки является равномерность толщины ее стенок. Для этого при конструировании чугунных деталей должны быть приняты меры, исключающие местные скопления металла.
Чугунные отливки, с тонкими стенками охлаждаются с повышенной скоростью, благодаря этому структура получается мелкозернистой, выделения графита мелкими, а отливка достаточно прочной. Усадочные напряжения в отливках из чугуна меньше, чем в отливках из других сплавов, так как чугун имеет небольшую объем-ную усадку. Чугунные отливки, работающие под большим внутренним давлением, как правило, имеют минимальные припуски на механическую обработку по наружной поверхности, так как мелкозернистый поверхностный слой отливки наряду с повышенными механическими свойствами обладает высокой плотностью. Если деталь работает в очень тяжелых условиях, плотность отливки можно увеличить, получая ее в металлической форме или применяя холодильники при литье в песчаную форму. Но главным условием сохранения плотности отливки является равномерность толщины ее стенок. Для этого при конструировании чугунных деталей должны быть приняты меры, исключающие местные скопления металла.
Получение тонкостенной отливки требует тщательного проведения технологического процесса формовки и сборки формы. Если деталь изготовляется с применением стержней, их установка во избежание перекосов должна осуществляться на массивных знаках, а не на жеребейках. Последние, не свариваясь с телом отливки, способствуют образованию пористости, особенно недопустимой для деталей, работающих под давлением.
Если деталь изготовляется с применением стержней, их установка во избежание перекосов должна осуществляться на массивных знаках, а не на жеребейках. Последние, не свариваясь с телом отливки, способствуют образованию пористости, особенно недопустимой для деталей, работающих под давлением.
На рисунке показана литая конструкция кронштейна, высокой прочности которого добились за счет придания детали соответствующей формы. Ребра жесткости, имеющие толщину всего 4 мм, хотя и препятствуют протеканию процесса свободной усадки, все же обеспечивают максимальную равностенность детали. Исключено скопление металла в местах сочленения и уменьшена возможность коробления и появления усадочных пороков в отливке.
При конструировании деталей из ковкого чугуна, усадка которого в 1,5-2 раза больше усадки серого, особое внимание необходимо уделять выбору формы сечений и равномерности толщины стенок. Наиболее выгодными являются сечения коробчатого и таврового вида, из которых тавровые открытые сечения вследствие меньшего сопротивления усадке являются наилучшими.
Детали из ковкого чугуна, с целью предупреждения возникновения горячих трещин, снабжаются ребрами жесткости. Чтобы в процессе формовки они не мешали свободному удалению модели из формы, применять их следует только на горизонтальных плоскостях модели. Сочленение ребер жесткости с основным телом отливки осуществляется так же, как и в отливках из стали и чугуна. При расстановке ребер жесткости, учитывая хорошую сопротивляемость ковкого чугуна сжимающим нагрузкам, необходимо добиваться, чтобы они работали на сжатие, а тело Отливки на растяжение.
При конструировании деталей из высокопрочного чугуна с шаровидным графитом следует учитывать склонность этого чугуна к образованию сосредоточенных усадочных раковин. Поэтому особенно важно в отливках из высокопрочного чугуна не допускать местных скоплений металла и создавать условия для направленного затвердевания. Для этого стенкам отливки придают необходимую конусность. Отливки из высокопрочного чугуна склонны к образованию холодных трещин, поэтому переход от массивных сечений плавным.
Знание процесса кристаллизации и свойств чугуна позволяет правильно решать вопросы конструирования литых деталей. Для получения высококачественных деталей необходимо:
а)по возможности уменьшать толщину стенок;
б)делать равномерный и плавный проход от толстых сечений к тонким;
в)использовать хорошую жидкотекучесть чугуна для создания технологичных деталей;
г)эффективно использовать литейную корку для получения гидропрочных отливок.
КОНСТРУИРОВАНИЕ ЛИТЫХ ДЕТАЛЕЙ ИЗ СТАЛИ
Номенклатура литых деталей из стали из года в год расширяется. Этому в немалой степени способствует высокая технологичность создаваемых конструкций. Но все же, несмотря на высокие механические свойства литой стали, замена кованых деталей литыми идет еще крайне медленно. Это отчасти объясняется тем, что не всегда удается получение отливок, свободных от усадочных и газовых раковин, шлаковых и неметаллических включений. Кроме того, труден еще расчет прочности литых деталей, который необходимо проводить с учетом не только механических свойств стали и особенностей эксплуатации отливок, но и с учетом особенностей ее литой структуры, зависящей от технологии производства. Следовательно, конструкция отливок определяется как механическими, так и литейными свойствами стали.
Следовательно, конструкция отливок определяется как механическими, так и литейными свойствами стали.
Литейные свойства стали, несмотря на ее высокую температуру плавления, очень низки и создают большие неудобства при проектировании отливок. Высокая объемная усадка требует применения больших прибылей и особых способов питания металлом утолщенных мест отливок. Нередко в связи с этим вес отливки составляет меньше половины веса жидкого металла, заливаемого в форму.
Уменьшение числа прибылей на отливках возможно лишь в случае, когда отливки не имеют разобщенных друг от друга тонкими стенками толстых сечений или когда отливки сплошь равностенны и не требуют больше одной прибыли. Но самой совершенной конструкцией литой детали, изготовляемой из стали, следует считать такую конструкцию, которая не требует применения прибылей. Появление таких отливок, не нуждающихся в установке прибылей, является результатом длительных исканий и творческих усилий конструкторов и технологов.
Получение бесприбыльных отливок возможно при условии, если толщина их основных стенок находится в пределах не больше 8-10 мм. При этом с целью получения максимальной прочности необходимо строго придерживаться правила равностенности отливки и только в редких случаях допускать утолщенные места, оформляя их плавными переходами от одного сечения к другому. Если все же в отливке образуется усадочная раковина, в каждом отдельном случае необходимо решать вопрос, ослабляется ли конструкция вследствие наличия этого порока и нельзя ли переместить его в те места отливки, где его присутствие не отразится на прочности этой конструкции.
При этом с целью получения максимальной прочности необходимо строго придерживаться правила равностенности отливки и только в редких случаях допускать утолщенные места, оформляя их плавными переходами от одного сечения к другому. Если все же в отливке образуется усадочная раковина, в каждом отдельном случае необходимо решать вопрос, ослабляется ли конструкция вследствие наличия этого порока и нельзя ли переместить его в те места отливки, где его присутствие не отразится на прочности этой конструкции.
Во многих случаях усадочная раковина, располагаясь внутри массивной части отливки, не влияет на ее прочность и не уменьшает ее надежности в работе. ‘К числу таких деталей относятся буферные стаканы, тормозные башмаки и некоторые детали железнодорожных вагонов. Без прибылей отливают ведущие звездочки тракторов и многие виды литого инструмента. Так, при массовом изготовлении литых резцов для бурения угля в месте перехода от хвостовика к более массивной части стального корпуса обычно появляется небольшая усадочная раковина округлой формы, слегка вытянутая вдоль оси инструмента. Резкий переход от массивного сечения к тонкому вообще понижает прочность, в резце же в этом месте имеется и раковина, устранение которой возможно, но потребовало бы усложнения процесса отливки. С целью определения допустимости указанного порока были опробованы образцы резцов с усадочной раковиной и без нее. В результате испытания на кручение (резцы при работе испытывают большой крутящий момент) был сделан обоснованный вывод, что усадочная раковина, располагаясь в области нейтральной оси, практически не оказывает влияния на прочность корпуса литого, инструмента. Конструкция резца в связи с этим не потребовала пе-ределки, а технологический процесс изготовления резца не усложнился.
Резкий переход от массивного сечения к тонкому вообще понижает прочность, в резце же в этом месте имеется и раковина, устранение которой возможно, но потребовало бы усложнения процесса отливки. С целью определения допустимости указанного порока были опробованы образцы резцов с усадочной раковиной и без нее. В результате испытания на кручение (резцы при работе испытывают большой крутящий момент) был сделан обоснованный вывод, что усадочная раковина, располагаясь в области нейтральной оси, практически не оказывает влияния на прочность корпуса литого, инструмента. Конструкция резца в связи с этим не потребовала пе-ределки, а технологический процесс изготовления резца не усложнился.
Детали, для изготовления которых Применение прибылей затруднительно, необходимо отливать с холодильниками, установленными в литейной форме в местах скопления металла. Однако применение холодильников сопряжено с усложнением производства и удорожанием готовой продукции и не всегда дает положительные результаты. Поэтому при конструировании рекомендуется избегать применения холодильников, создавая отливки со стенками равной толщины, отсутствием острых углов и резких переходов от одного сечения к другому.
Поэтому при конструировании рекомендуется избегать применения холодильников, создавая отливки со стенками равной толщины, отсутствием острых углов и резких переходов от одного сечения к другому.
При конструировании литой детали конструкторы и технологи стремятся к тому, чтобы различные узлы детали питались не несколькими прибылями, а всего одной. На рисунке показаны элементы конструкции литой крышки редуктора, которая в результате кропотливых экспериментов значительно упростилась и стала технологичной. В последнем варианте в) совсем устранена внутренняя стенка, а вместе с ней и стержень, образующий в отливке полость A. B связи с улучшением конструкции значительно облегчилась обрубка и очистка отливки.
Стальные тонкостенные детали, сконструированные равностенными, после нанесения припусков на механическую обработку вследствие образования целого ряда местных утолщений иногда перестают быть технологичными. Это объясняется тем, что деталь конструировалась без учета особенностей литейного производства и возможной механической обработки, на которую полагаются соответствующие припуски. Сталь имеет низкие литейные свойства и склонна к образованию газовых раковин на поверхности отливок, поэтому припуски на механическую обработку достигают 8-10 мм для мелких и средних и 10-15 мм для крупных отливок. При литье тонкостенных деталей местное увеличение толщины стенок за счет припусков на механическую обработку может резко изменить технологичность конструкции. Например, на отливке, показанной на рисунке, нанесение припуска 1 на обработку создало местное утолщение, не доступное для питания его прибылями. Это сопровождалось повышенным браком отливок. В некоторых случаях после нанесения припуска разница в толщине стенок достигает таких размеров, что изготовление здоровой отливки без применения большого количества прибылей становится очень трудным. Однако установкой прибылей не всегда удается ликвидировать местную рыхлость и усадочные раковины, тогда как в ряде случаев значительные скопления металла устраняются без особых затруднений. На рисунке показана деталь с устраненными и неустраненными узлами скопления металла.
Сталь имеет низкие литейные свойства и склонна к образованию газовых раковин на поверхности отливок, поэтому припуски на механическую обработку достигают 8-10 мм для мелких и средних и 10-15 мм для крупных отливок. При литье тонкостенных деталей местное увеличение толщины стенок за счет припусков на механическую обработку может резко изменить технологичность конструкции. Например, на отливке, показанной на рисунке, нанесение припуска 1 на обработку создало местное утолщение, не доступное для питания его прибылями. Это сопровождалось повышенным браком отливок. В некоторых случаях после нанесения припуска разница в толщине стенок достигает таких размеров, что изготовление здоровой отливки без применения большого количества прибылей становится очень трудным. Однако установкой прибылей не всегда удается ликвидировать местную рыхлость и усадочные раковины, тогда как в ряде случаев значительные скопления металла устраняются без особых затруднений. На рисунке показана деталь с устраненными и неустраненными узлами скопления металла. В этой детали излишнее скопление металла устранено с помощью создания выемки 3, замены сплошного основания 1 прерывистым и установкой дополнительных стерженьков для получения литых отверстий 2. Указанные мероприятия полностью предохраняют отливку от возникновения усадочной рыхлости в утолщенных местах и в местах сочленения ребер жесткости с основной стенкой.
В этой детали излишнее скопление металла устранено с помощью создания выемки 3, замены сплошного основания 1 прерывистым и установкой дополнительных стерженьков для получения литых отверстий 2. Указанные мероприятия полностью предохраняют отливку от возникновения усадочной рыхлости в утолщенных местах и в местах сочленения ребер жесткости с основной стенкой.
В деталях, в которых максимальную равноценность достичь невозможно и в которых неизбежны местные утолщения, необходимо стремиться к такому размещению утолщений, чтобы они легко питались металлом из близлежащей прибыли.
Сталь, как указывалось выше, имеет повышенную склонность к образованию усадочных раковин; при этом, чем толще стенки отливки, тем больше вероятность появления этих раковин. Поэтому прочность отливки определяется не столько толщиной стенки, сколько правильным размещением металла и выбором надлежащего профиля сечения. В связи с этим для стали так же, как и для чугуна, применение ребристых и коробчатых сечений, вместо сплошных, наиболее рационально.
Отливки с ребристыми сечениями имеют по сравнению с другими целый ряд преимуществ, главные из которых направленное затвердевание и меньшая склонность к образованию трещин. Отливки с ребристыми сечениями представляют собой легкие технологичные конструкции, обладающие вследствие отсутствия пороков усадочного происхождения большой прочностью.
В литых стальных деталях во избежание развития внутренних напряжений следует избегать применения сплошных плоских стенок, прямых ребер жесткости и больших фланцев. Рекомендуется, особенно в крупных отливках, в стенках и ребрах устраивать окна, способствующие разгрузке этих напряжений. Стенки следует делать не плоскими, а изогнутыми, для того чтобы они меньше сопротивлялись процессу усадки.
КОНСТРУИРОВАНИЕ ОТЛИВОК ИЗ ЦВЕТНЫХ СПЛАВОВ,АЛЮМИНИЯ
Отливки из алюминиевых сплавов. Алюминиевые сплавы, подобно стали, обладают большой объемной и линейной усадкой, в результате чего конструирование алюминиевых отливок принято производить согласно правилам, установленным для стальных деталей. Исключения не составляют даже силумины, которые по сравнению с другими алюминиевыми сплавами обладают наибольшей жидкотекучестью, наименьшей усадкой и незначительной склонностью к образованию усадочных трещин. По своим литейным свойствам силумины ближе к стали, чем к чугуну.
Исключения не составляют даже силумины, которые по сравнению с другими алюминиевыми сплавами обладают наибольшей жидкотекучестью, наименьшей усадкой и незначительной склонностью к образованию усадочных трещин. По своим литейным свойствам силумины ближе к стали, чем к чугуну.
При конструировании алюминиевых деталей следует учитывать не только механические свойства сплава, но и литейные. Очень часто жидкотекучесть является решающим свойством при решении вопроса о выборе сплава для сложных по форме деталей, так как только в этом случае представляется возможным получение здоровых отливок. Благодаря хорошим литейным свойствам силумины нашли более широкое применение, чем другие алюминиевые сплавы, особенно для тонкостенного литья. Детали из алюминиевых сплавов, особенно те из них, которые отлиты в песчаную форму, обладают одним существенным недостатком: для них характерна пористость. В связи с этим для получения плотных отливок рекомендуется литье под давлением, литье с затвердеванием отливок в автоклаве, литье в металлические формы и модифицирование жидкого металла перед его разливкой по формам. Массивные сечения отливок вследствие наличия пор, надрывов, ликвационных участков и осевой рыхлости имеют, как правило, пони-женные прочностные характеристики. Поэтому при конструировании следует учитывать это обстоятельство и назначать минимально допустимую толщину стенок. Кроме того, необходимо избегать острых углов, переходов от одного сечения к другому и по возможности соблюдать правило равностенности.
Массивные сечения отливок вследствие наличия пор, надрывов, ликвационных участков и осевой рыхлости имеют, как правило, пони-женные прочностные характеристики. Поэтому при конструировании следует учитывать это обстоятельство и назначать минимально допустимую толщину стенок. Кроме того, необходимо избегать острых углов, переходов от одного сечения к другому и по возможности соблюдать правило равностенности.
В деталях, имеющих ребра жесткости, в местах сочленения ребер с основными стенками рекомендуется делать выемки с целью устранения возможности образования рыхлости и усадочных раковин. На рисунке показаны конструкции отливок из чугуна и алюминиевых сплавов. Алюминиевые детали проектируются с максимальной равностенностью, что способствует повышению их качества.
Литые детали из алюминиевых сплавов следует изготовлять с минимальными припусками, так как при механической обработке снимается наиболее прочный поверхностный слой с отливок. Однако склонность алюминиевых сплавов к образованию поверхностного окисного слоя во время заливки отрицательно сказывается на жидкотекучести металла и качестве отливок. Учитывая эти особенности алюминиевых сплавов, необходимо создавать такие конструкции де-талей, которые имели бы простые плавные формы без выступов и карманов и легко заполнялись металлом. При этом должна быть обеспечена возможность беспрепятственного удаления окислов из полости литейной формы в прибыль или в выпоры.
Учитывая эти особенности алюминиевых сплавов, необходимо создавать такие конструкции де-талей, которые имели бы простые плавные формы без выступов и карманов и легко заполнялись металлом. При этом должна быть обеспечена возможность беспрепятственного удаления окислов из полости литейной формы в прибыль или в выпоры.
Чугунные отливки – zavod-litja.ru
«Zavod-Litja.ru» производит работу по отливу чугунных изделий. При помощи лучшего технического оборудования мы можем отлить детали из чугуна весом от двух килограмм, до пол тонны. Способ литья чугунных отливок зависит от сложности вашего заказа. Помимо выработки полуфабрикатных изделий, различных материалов для сварки и оборудования, наш завод полностью сертифицирует готовую продукцию в государственных учреждениях по контролю качества. А также для полного удобства клиента, мы доставляем заказы по России и СНГ.
Применение чугуна
Такой вид металла, как чугун давно известен и обширно применяется в различных сферах промышленности. Литье из этого материала довольно распространённый вид деятельности, который производит различные детали из этого металла.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Чугун хорош в применении изделий на природных условиях, а также при любых других условиях содержания. Все благодаря антикоррозийным свойствам. Готовые изделия обрабатывают цинком, но также они могут выпускаться и в необработанном виде. Подобное цветное литье достаточно хорошо известно выпуском продукции для декоров, придающих старинность архитектуре, например, музеям и театрам. Также чугунные изделия применяют в облицовке каминов и в садах с типичной тематикой ландшафтного дизайна. Благодаря этому металлу мы до сих пор можем наблюдать архитектуру и старинный стиль прошедших эпох, что позволяет нам убедиться в отличном качестве металла и вечной «молодости» чугунных изделий. У нас можно заказать прямо сейчас все виды литья из черных и цветных металлов от 1кг.
Чугунные отливки
Серый вид чугуна, достаточно хорошо зарекомендовал себя в применении в сантехнике и строительстве, и в машиностроении. А вот белый чугун не достаточно хорош, так как имеет не высокие механические характеристики, что делает его довольно хрупким.
Вид половинчатого чугуна используют для фрикционного материала. Применяют его только при условии высокого трения, для стойкости его изнашивания.
Ковкий вид чугуна применяется в сельскохозяйственных автомобилях, а также в обычном машиностроении. Если требуется замена любых литых деталей или кованых изделий, тогда в помощь придет высокопрочный чугун, который имеет хорошие линейные качества и технологичные свойства. Первичный вид чугуна отличается качественной структурой при его отливании, хорошими механическими характеристиками и стойкостью к истиранию. Заказывайте у нас чугунные отливки самого высокого качества.
Профессиональное оборудование
В компетенции нашего завода находится высокотехнологичное оборудование, которое позволит нам произвести работы по отливу и производству продукции из чугуна по любым чертежам таких марок:
- СЧ10- СЧ35 — это серый чугун,
- ВЧ 35-ВЧ50 — это высокопрочный чугун.

«Zavod-Litja.ru» – это предприятие с командой квалифицированных специалистов, которые имеют большой стаж в подобной работе. Это предприятие, которое имеет лучшее оборудование мирового масштаба и выполняет свою работу в лучшем виде, с качеством и низкой стоимостью. Также наш завод может осуществить доставку по России и другим городам СНГ.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Наши возможности
Как уже говорилось, мы обладаем лучшим оборудованием, которое отливает чугун любой марки. Например, чугун марки СЧ15-СЧ30 при весе до полутоны, максимальная габаритность составляет 1100х1200х700 мм.
Наш завод настоящий ас в литейном производстве, которое постоянно обновляется и модернизируется. В машиностроении используют много разных деталей для рабочего инструмента и оборудования, наш завод производит полную выработку всевозможных деталей для этой сферы промышленности. При использовании литья изделий из чугуна, заготовка заливается в уже подготовленные заранее формы, это отличает этот способ изготовления продукции от других.
Еще в старину использовали метод литья и ковки металла. Также и сегодня, этот метод используется, добавляя все больше новшеств и различных новаторских технологий. Но главным приоритетом и принципом литья остается – придание требуемой формы при помощи нагревания материала. Новаторство технологий предлагает широкий ассортимент услуг по литью металла.
Самый оптимальный и распространённый – это литье под давлением. Такое литье максимально точно добивается положенных результатов, потери при которых абсолютно исключаются. Также литье под давлением благотворно влияет на целостность всей готовой формы. Какой метод литья понадобится, определяется по выбору используемого материала.
Модернизация технологии литья
Каждый метод литья металла по своему хорош и находится в постоянном процессе модернизации. Такой процесс не обошел стороной и наш отдел с лучшим оборудованием. «Zavod-Litja.ru» имеет огромный цех с высокотехнологичным оборудованием, которое находится в постоянном режиме обновления для работы с чугунными отливками. Это оборудование полностью автоматизировано, что дает открытый доступ выполнения изделий с исключительной точностью. А сотрудники с большим стажем работы прекрасно осведомлены в работе по изготовлению продукции при помощи ковки и литья.
Это оборудование полностью автоматизировано, что дает открытый доступ выполнения изделий с исключительной точностью. А сотрудники с большим стажем работы прекрасно осведомлены в работе по изготовлению продукции при помощи ковки и литья.
Литье чугуна и цветных металлов
«Zavod-Litja.ru» занимается литьем чугуна, и различных других цветных сплавов и сталей для разных сфер промышленности:
- машиностроения,
- судостроения,
- для летательных аппаратов.
Опыт и возможности нашего завода с каждым днем накапливаются и дают положительные результаты в этой сфере деятельности.
Чугунные отливки
Как известно, при отливе чугуна, существует поражение газовыми раковинами. Это происходит, если чугун отливали в глиняно-песчаной форме. При точном литье чугуна в кокилях этого не происходит, все потому, что в кокилях при большой скорости охлаждения, не успевает выделяться газ из расплава. Но если вдруг была нарушена система вентиляции или линейная система, а также нарушено окрашивание кокиля или его подготовка к литью – тогда отливка подвержена появлению дефектов.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
В зависимости от скорости охлаждения после отливки, чугун, в отличие от других металлов, имеет свойство изменять свою структуру. Таким образом, можно управлять скоростью охлаждения чугуна и получать требуемую структуру материала чугунных отливок.
Состав чугуна и характеристики
Химический состав самого чугуна, тоже имеет большое влияние на структуру данного материала. Также от структуры зависят и другие характеристики чугуна:
- герметичность,
- износостойкость,
- механические свойства
- и сама обрабатываемость отливки.
Если охлаждение увеличено при литье в кокиль, тогда размеры и количество графитных примесей уменьшится. А содержание перлита приведет к его увеличению, но уменьшится количество зерна. Все эти манипуляции приводят к повышению механических свойств и других требуемых качеств отливок.
Скорость охлаждения влияет и на поверхность самого чугуна, а конкретно, на его выбеленность. Поскольку углерод в верхнем слое материала находится в виде Fe3C, то есть цементид, который непосредственно определяет, насколько высока прочность всей структуры.
Не смотря на то, что выделенные участки отливок плохо обрабатываются, все же белизна говорит в первую очередь о высокой износостойкости изделия. Но их прекрасно применяют и после шлифовки и даже без дополнительной обработки в процессе литья чугуна на заказ цены которые вас точно обрадуют.
Подобные отливки с выбеленными поверхностями подходят для изготовления деталей и оборудования помола, дробления, а также валов для прокатки металла. Для полного устранения белизны на поверхности отливок, используют графитный отжиг всей поверхности, и уж потом отливки из чугуна обрабатываются резкой и прочими механическими обработками.
Для проведения отжига чугуна нужно организовать дополнительные работы и подходящее оборудование. Все это напрямую зависит от затрат электроэнергии и увеличения самого процесса отжига. Это и является основной проблемой при использовании отлива чугуна в кокилях с определенной структурой материала.
Все это напрямую зависит от затрат электроэнергии и увеличения самого процесса отжига. Это и является основной проблемой при использовании отлива чугуна в кокилях с определенной структурой материала.
Опытные специалисты и лабораторные исследования показали, как можно избежать подобных казусов. Сначала нужно правильно выбрать химический состав самого чугуна и нужный способ его модификации. А затем правильно наносить на кокиль специальные краски и облицовку, которые препятствуют быстрой отдаче тепла от кокиля к отливке. Также нужно снизить скорость охлаждения самого чугуна, если изначально повысить температуру самого кокиля.
Гарантированные услуги литья
При обращении за подобными услугами на «Zavod-Litja.ru», вы гарантированно получите высококлассное и качественное обслуживание, получите скидку на стоимость при оптовом заказе чугунных отливок. Мы найдем общий язык, и вы останетесь приятно удивлены нашему профессионализму и качеству готовых изделий. У нас есть и доставка в города России и СНГ. Также мы производим литье из разных сплавов и сталей.
Также мы производим литье из разных сплавов и сталей.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Дорожа своей репутацией и клиентами, ежегодно мы проходим жесткий контроль качества продукции и контроль используемого оборудования. Все это для того, чтобы промышленности нашей страны слаженно работали, а клиенты оставались довольными, выполняя каждый заказ в срок. Гарантия качества нашего завода, твердая как чугун!
Чугунные отливки и трубы
Все детали, получаемые из чугуна, изготавливают методами литья. Литые изделия (отливки) получают путем заливки жидкого металла в литейные формы. Процесс их изготовления называется литейным производством. Жидкий чугун для изготовления отливок получают в специальных печах (вагранках, пламенных и электропечах, тигельных горнах) из чушкового чугуна, ферросплавов, чугунного лома, возврата (брака) литейного производства и флюсов.
Чугунные отливки по структуре литого чугуна подразделяются
на четыре группы: серые (СЧ), ковкие (КЧ),
высокопрочные (ВЧ) и специальные
(жаростойкие, антифрикционные и др.
В зависимости от допустимых отклонений от установленных размеров чугунные отливки подразделяются на классы точности.
Отливки поставляются партиями, сопровождаемыми документом о качестве. В нем отражаются товарный знак предприятия-изготовителя, номер чертежа детали или отливки, номер или дата плавки, количество и мас-
са отливок, марка чугуна, результаты испытаний, штамп ОТК, и обозначение стандарта.
В последние годы
массовой продукцией литейного производства
являются чугунные трубы и соединительные части к ним. Чугунные
трубы на одном конце имеют специальной
формы раструб, с помощью которого
производится их соединение. Они
отличаются повышенной стойкостью против
коррозии и большим сроком службы, чем
стальные, пластмассовые, керамические.
Они
отличаются повышенной стойкостью против
коррозии и большим сроком службы, чем
стальные, пластмассовые, керамические.
Чугунные трубы по назначению подразделяются на канализационные и напорные (для передачи жидкостей под давлением), а по качеству—на 6 групп (А,Б,В,Г,ДиЕ).
Основными характеристиками чугунных труб являются внутренний диаметр (условный проход), толщина стенки и длина (табл. 7).
При заказе в условном обозначении труб указываются их назначение и основные размеры. Например, труба ЧНР 400АХ6000, где ЧНР — чугунная напорная раструбная, 400—условный проход, мм, А—класс поставки (качества), 6000—длина, мм.
Соединительными частями чугунных труб являются фланцы, отводы, переходы, патрубки и другие детали, необходимые для сооружения сложной системы трубопроводов. Они выпускаются классов А (для наиболее ответственных участков) и Б (для внутренней канализационной системы зданий).
При заказе в условном
обозначении соединительных частей
указываются их вид и основные размеры. Например, ТК
60°—100Х50—Б,
где ТК
60°—тройник
косой под углом
60°, (100Х50) —
условные проходы, Б
— класс
поставки.
Например, ТК
60°—100Х50—Б,
где ТК
60°—тройник
косой под углом
60°, (100Х50) —
условные проходы, Б
— класс
поставки.
Методы изменения свойств и контроль качества чугунов
Основными методами изменения свойств чугунов является регулирование химического состава, условий кристаллизации или термообработка литых изделий. Химический состав чугуна может быть изменен по содержанию постоянных ‘примесей (табл. 8) и специальным
легированием.
Чем выше содержание
в чугуне углерода, тем больше образуется
графита и, следовательно, ниже его
механические свойства. Однако для
обеспечения высоких литейных свойств
(хорошей жидкотекучести) углерода в
литейных чутунах должно быть не менее
2,4 %. Кремний
способствует увеличению количества
графита (графити-зация чугуна). Поэтому
с увеличением его содержания чугун
становится мягче. Марганец препятствует
графи-тизации, повышает способность
чугуна к отбеливанию. Сера является
вредной примесью. Она ухудшает литейные
свойства чугуна, увеличивает усадку и
склонность к образованию трещин. Фосфор
улучшает литейные свойства чугуна,
повышает его твердость и хрупкость.
Она ухудшает литейные
свойства чугуна, увеличивает усадку и
склонность к образованию трещин. Фосфор
улучшает литейные свойства чугуна,
повышает его твердость и хрупкость.
Легирование применяется для изготовления чугунов с особыми свойствами. Так, для производства чугунов, обладающих повышенными механическими свойствами и применяемых для нагруженных литых деталей, в их состав вводят хром, никель и молибден, для износостойких чугунов — хром, никель, молибден и марганец, для антифрикционных чугунов — хром, никель, титан и медь, для немагнитных чугунов — никель, марганец, медь и алюминий, для коррозионностойких чугунов — никель, хром,
медь, сурьму и свинец.
Изменение условий кристаллизации сводится в основном к регулировке скорости их охлаждения. Уменьшение скорости охлаждения приводит к увеличению количества графитных включений. Слишком медленное охлаждение
может привести к
нежелательному их укрупнению, вслед-ствие
чего прочность и пластичность чугуна
сильно снизятся.
При модифицировании чугунов производится изменение условий кристаллизации. Здесь для измельчения графитных включений и получения более плотных отливок осуществляется перегрев жидкого чугуна до температуры 1400°С.
Для производства отбеленных чугунов, поверхностный слой отливок из которых имеет структуру белого или половинчатого, а сердцевина — серого чугуна, применяют быстрое охлаждение посредством литья в металлическую (кокиль) или песчаную форму.
Термическая обработка чугунов применяется для повышения их механических свойств или перевода белого чугуна в ковкий. Так, для снятия напряжений в крупных отливках применяют их отжиг при температуре 500— 600 °С в течение 2—10 ч и длительное охлаждение, иногда вместе с печью. Внутреннее напряжение при этом снижается на 80—90 %. С этой же целью иногда применяют естественное старение чугуна, т. е. выдержку на складе в течение 6—10 ч, что снижает внутреннее напряжение на 40—50 %.
Для повышения
механических свойств чугунов производятся
их нагрев до
950 °С,
охлаждение до
600 °С,
подогрев до
725 °С и
длительная выдержка при этой температуре.
Для перевода белого чугуна в ковкий отжиг проводят в две стадии. Первоначально отливки выдерживают при температуре 950—970°С, затем охлаждают и длительно выдерживают при температуре 720—740 °С.
Контроль качества жидких и чушковых чугунов осуществляется по их химическому составу. Для этого из жидкого чугуна пробы берут при разливе его из домны. От чушкового чугуна пробы берут путем насверливания стружки.
На заводах-изготовителях чушковый чугун хранится в штабелях или навалом. При этом обеспечиваются раздельное хранение чугуна разных выпусков и целостность чушек (бой допускается не более 2 % массы).
Чушковый чугун заказывают с указанием его марки. Документом, удостоверяющим его качество при поставке, является сертификат, содержащий данные полного химического анализа каждого выпуска. По требованию
потребителя каждую чушку маркируют полосками несмываемой краски; например, Ml —красными, М2—зелеными, МЗ — голубыми и т. д.
Чугунные отливки
проходят многосторонний контроль по
химическому составу, внешнему виду,
соответствию чертежам по размеру и
массе. Для многих отливок проводят
механические испытания на твердость,
изгиб, растяжение, ударную вязкость.
Образцы для этих испытаний изготавливают
из специально отлитых заготовок.
Макроанализом для большинства отливок
определяют структуру металлической
основы чугуна, а также количество, форму
и распределение графитных включений.
Макроструктура чугуна раздельно по
основе и включениям оценивается
баллами путем сравнения с эталонными
шкалами.
Для многих отливок проводят
механические испытания на твердость,
изгиб, растяжение, ударную вязкость.
Образцы для этих испытаний изготавливают
из специально отлитых заготовок.
Макроанализом для большинства отливок
определяют структуру металлической
основы чугуна, а также количество, форму
и распределение графитных включений.
Макроструктура чугуна раздельно по
основе и включениям оценивается
баллами путем сравнения с эталонными
шкалами.
Чугунное литье, отливки из чугуна
Изготавливим массой от 1 до 100 килограмм по ГОСТ.
Болванки чугунные, плита чугунная, втулка, чугунные отливки, заготовка, деталь чугунная, круг, квадрат чугунный
Широчайший ассортимент, размеры и конфигурация производимых нашим предприятием фасонных отливок различных марок
Печное.
- Печное чугунное литье оптимально для
использования в конструкциях печей, т.
 к. оно
достаточно прочно при эксплуатации в высоких
температурах, имеет исключительную коррозионную
стойкость, не деформируется и очень
долговечно.
к. оно
достаточно прочно при эксплуатации в высоких
температурах, имеет исключительную коррозионную
стойкость, не деформируется и очень
долговечно. - Литье (черное литье) широко используется для изготовления изделий, применяемых в различных отраслях промышленности и у конечных потребителей. Это обусловлено хорошими литейными и механическими свойствами чугуна, и популярностью данных изделий.
Изготовление колес и шкивов
Изготовление осуществляется по следующим технологиям:
- Литье чугунное в песчаные формы по заранее подготовленным деревянным моделям
- Литье в специальные металлические формы – кокили
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИзделияИЗ ЧУГУНА Общие технические условия | ГОСТ Взамен |
Постановлением Государственного комитета СССР по
стандартам от 14 декабря 1984 г. № 4431
срок действия установлен
№ 4431
срок действия установлен
с01.01.86
до01.01.96
Настоящий стандарт распространяется на отливки, полученные любым способом из нелегированного и легированного с пластинчатым, вермикулярным или шаровидным графитом.
Установленные настоящим стандартом показатели технического уровня предусмотрены для высшей и первой категории качества.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Отливки чугуна должны
соответствовать требованиям настоящего стандарта,
“Отливки из ковкого чугуна. Общие технические
условия”ГОСТ 1215-79, “Чугун с пластинчатым графитом
для отливок. Марки”>ГОСТ 1412-79, “Чугун
антифрикционный для отливок. Марки”ГОСТ 1585-79, “Чугун
легированный для отливок со специальными свойствами. Марки”>ГОСТ 7769-82, “Чугун с шаровидным графитом
для отливок. Марки”ГОСТ 7293-79.
Марки”>ГОСТ 7769-82, “Чугун с шаровидным графитом
для отливок. Марки”ГОСТ 7293-79.
1.2. Конфигурация и марка должны соответствовать требованиям чертежа детали, оформленного по ГОСТ 2.423-73.
1.3. Предельные отклонения размеров и массы, а также припуски на механическую обработку – по
ГОСТ 1855-55и ГОСТ 2009-55.Формовочные уклоны в соответствии с конфигурацией назначают по
ГОСТ 3212-80. Допуск прямолинейности плоских поверхностей должен быть не более 2/600.
1.4. Отливки чугунов должны быть очищены от формовочной смеси и пригара.
Заливы, наросты, ужимины, прибыли и
литники должны быть удалены любым способом. Места
удаления заливов, наростов, ужимин, прибылей и литников
должны быть зачищены в соответствии с требованиями
чертежа.
Места
удаления заливов, наростов, ужимин, прибылей и литников
должны быть зачищены в соответствии с требованиями
чертежа.
1.5. Отливки из чугуна не должны иметь дефектов, ухудшающих их внешний вид. Допускаются незначительные дефекты в соответствии с ГОСТ 19200-80 в пределах припуска на механическую обработку.
1.6. В зависимости от назначения деталей в чертежах или в ТУ на конкретные отливки по согласованию изготовителя с потребителем допускается определять и нормировать дополнительные технологические и эксплуатационные свойства в соответствии с
ГОСТ 4.439-86и приложением настоящего стандарта.(
Поправка, ИУС № 8
1988 г. )
)
2. ПРАВИЛА ПРИЕМКИ
2.1. Для контроля соответствия требованиям настоящего стандарта предприятие-изготовитель проводит приемно-сдаточные и периодические испытания.
2.2. Отливки из чугуна принимают партиями. Партия должна состоять из одной марки, полученного одной плавкой в печах периодического действия или в течение одной смены в условиях установившегося ваграночного или дуплекс-процесса на постоянной шихте, прошедших совместную термическую обработку и оформленных одним документом о качестве, содержащим следующие данные:
товарный знак или наименование предприятия-изготовителя и его адрес;
номер чертежа и наименование;
номер партии или плавки, объем партии;
марку чугуна и обозначение стандарта;
результаты испытаний и штамп
ОТК..jpg?1429168978113)
2.3. Проверке соответствия внешнего вида чертежу согласно пп. 1.2, 1.4 подвергают каждую партию партии.
2.4. Проверку соответствия свойств, характеризующих марку чугуна, выполняют для партии по нормам государственных стандартов на конкретные марки чугуна.
2.5. Размеры и массу проверяют при периодических испытаниях. План и вид контроля, объем выборки от партии устанавливают в ТУ.
2.6. Периодичность, объем выборки и нормы для контроля чугунного литья дополнительных свойств выполняют по стандартам на конкретную продукцию, а при их отсутствии по ТУ.
2.7. При получении
неудовлетворительных результатов испытаний хотя бы по
одному из показателей проводят повторные испытания на
удвоенной выборке. Допускается при неудовлетворительных
результатах повторных испытаний устанавливать сплошной
контроль чугунных изделий . После устранения
несоответствия свойств, структуры или дефектов
допускается отливки из чугуна представлять повторно к
приемке.
Допускается при неудовлетворительных
результатах повторных испытаний устанавливать сплошной
контроль чугунных изделий . После устранения
несоответствия свойств, структуры или дефектов
допускается отливки из чугуна представлять повторно к
приемке.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1>. Состояние поверхности проверяется визуально.
3.2. Размеры и массу по ГОСТ 1855-55 проверяют измерительным инструментом и приборами.
3.3. Проверку качества и марки чугуна выполняют в соответствии с требованиями настоящего стандарта, ГОСТ 1215-79, ГОСТ 1412-79, ГОСТ 1585-79, ГОСТ 7293-79, ГОСТ 7769-82.
3.4. Испытание свойств, определенных
дополнительными требованиями чертежа или ТУ, выполняют
по действующим стандартам, а при отсутствии – по
методикам, согласованным между изготовителем и
потребителем.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Партию снабжают ярлыком с обозначением марки чугуна и указанием числа и массы отливок в партии.
4.2. Транспортная маркировка выполняется по ГОСТ 14192-77 и заказу-наряду внешнеторговой организации с нанесением манипуляционных знаков «Верх, не кантовать», габаритов и массы отдельного грузового места.
4.3. При необходимости, указанной в ТУ, упаковывают в ящики по ГОСТ 2991-76 или ГОСТ 10198-78. Тип ящика выбирают в зависимости от габаритов и массы отливок, указанных в ТУ.
Размеры ящиков и размещение их на поддоне должно соответствовать ГОСТ 21140-75.
4.3.1. Из высоколегированного
кремнистого чугуна при упаковке должны быть переложены
древесной стружкой или закреплены
распорками.
4.4. Транспортируют всеми видами транспорта в соответствии с правилами погрузки, крепления грузов, перевозки, действующими на данном виде транспорта.
4.4.1. Формирование транспортного пакета указывают в ТУ и производят по ГОСТ 21929-76.
4.4.2. Габаритные размеры и масса брутто транспортного пакета по ГОСТ 24597-81.
. Условия консервации и хранения
указывают в ТУ и должны соответствовать требованиям
“ЕСЗКС. Временная противокоррозионная защита изделий.
Общие требования”ГОСТ 9.014-78, “Машины, приборы и
другие технические изделия. Исполнения для различных
климатических районов. Категории, условия эксплуатации,
хранения, транспортировки в части воздействия
климатических факторов внешней среды”>ГОСТ
15150-69.
ПРИМЕРЫ РАСЧЕТА УРОВНЯ ТРЕБОВАНИЙ
. Уровень основных и дополнительных требований (УТ) выражают в процентах суммой надбавок или скидок по их выполнению, определенным по прейскуранту 25-01-81, 07-01-80 или 08-01-80, отнесенной к базовой цене одной тонны чугунных отливок соответствующей марки и способа литья. УТ определяет изготовитель и отражает в технологической карте.
. При назначении дополнительных требований, не предусмотренных прейскурантами 07-01-80, 08-01-80, надбавки или скидки устанавливают в соответствии с прейскурантом 25-01-81.
Заказать
компаний по литью из серого чугуна | Поставщики серого железа литья
Компании по литьям с серого железа перечисляют
Связанные процессы
Die Castings
Покраски
Инвестиционные отливки
Песчаные отливы строительство, электроника, ирригация, машиностроение, транспорт и вентиляция.
Отливки из серого чугуна обеспечивают долговечность, твердость и прочность при любых операциях, для которых они используются. Применения отливок из серого чугуна много. Являясь негорючими строительными элементами, они обеспечивают превосходную противопожарную защиту деревянных несущих конструкций. Кроме того, их содержание графита/графитовых чешуек полезно для рассеивания энергии таких деталей, как блоки цилиндров и коленчатые валы, которые зависят от гашения механических вибраций.
Производимая продукцияОтливки из серого чугуна часто используются для изготовления: клапанов, корпусов, блоков двигателей, штампов, корпусов насосов, труб, тормозных барабанов, декоративных украшений и посуды из серого чугуна.
История Серый чугун, первый из когда-либо отлитых чугунов, имеет долгую и славную историю в нашем мире. Самые ранние изделия из чугуна были изготовлены в Китае примерно в 5 веке до нашей эры. В то время железо отливали в виде оружия, простых горшков, лемехов и дроби. Также между 9до н.э. люди разработали литье из ковкого чугуна. С ковким чугуном было намного легче манипулировать. Вполне вероятно, что китайцы поделились своим чугунным процессом вдоль Шелкового пути. Несмотря на это, западноевропейцы начали литье чугуна только в 15 веке нашей эры. Ремесленники использовали процесс литья для изготовления тяжелых пушек для британского Королевского флота в соответствии с инструкциями Генриха VIII.
Также между 9до н.э. люди разработали литье из ковкого чугуна. С ковким чугуном было намного легче манипулировать. Вполне вероятно, что китайцы поделились своим чугунным процессом вдоль Шелкового пути. Несмотря на это, западноевропейцы начали литье чугуна только в 15 веке нашей эры. Ремесленники использовали процесс литья для изготовления тяжелых пушек для британского Королевского флота в соответствии с инструкциями Генриха VIII.
Отливки из серого чугуна – OSCO Industries, Inc.
Несколько столетий спустя, в 1707 году, британец по имени Авраам Дарби открыл способ отливки чугунных котлов с более тонкими стенками. Он использовал это, чтобы сделать чугунную посуду. По той же методике другие производители изготавливали чугунные щиты и некоторые детали бронежилетов. Это использование чугунного литья для доспехов было популярно в середине 1700-х годов.
В 1770-х годах Джеймс Уатт разработал атмосферный паровой двигатель, модернизированный по сравнению с более ранним Томасом Ньюкоменом. Паровой двигатель Уатта упростил литье из серого чугуна, а детали стали более точными и прочными.
Паровой двигатель Уатта упростил литье из серого чугуна, а детали стали более точными и прочными.
До появления стали люди использовали отливки из серого чугуна в качестве конструктивных элементов мостов. Они перешли на сталь в начале 1800-х годов, так как сталь имеет гораздо более высокую прочность на растяжение и твердость. Использование серого чугуна оказалось более успешным при строительстве таких зданий, как текстильные фабрики. Железная конструкция помогла предотвратить пожары. В частности, от этого выиграли текстильные фабрики, потому что они были заполнены горючими волокнами и легковоспламеняющейся пылью. Железо помогло настолько, что со временем производители стали изготавливать свое оборудование и из чугуна.
На протяжении всего прошлого века отливки из серого чугуна продолжали пользоваться популярностью. В 1967 году, например, отливки серого чугуна примерно в два с половиной раза превышали объем отливки других металлов. В том же году производители отлили более 14 миллионов тонн изделий из серого чугуна.
Несмотря на то, что сегодня серый чугун является одним из старейших чугунов, его по-прежнему регулярно отливают. Это свидетельство его полезности. За последнее десятилетие производители значительно увеличили размерный контроль, с помощью которого они могут отливать серый чугун. Они также смогли улучшить качество тонких срезов. Контроль размеров и качество продукции будут только улучшаться в ближайшие годы, поскольку производители продолжают совершенствовать эту практику. Чтобы сделать более качественные детали, производители также работают над обработкой поверхности пресс-формы, что позволяет им пропустить процедуры пескоструйной обработки после отливки. Пропуск этого шага приводит к более быстрому и менее затратному литью. Как всегда, они также ищут способы укрепить серый чугун.
Процесс обработки материаловОбщепринятый состав серого чугуна: 95 % железа по весу, плюс 1 % силикона к 3 % силикона и 2,1 % углерода к 4 % углерода.
Высокое содержание силикона в сером чугуне приводит к образованию графита при нагревании. Графит является элементом, ответственным за окраску серого чугуна. Вы можете увидеть серый графит при разрушении серого чугуна. Когда он разрушается, он образует графитовые чешуйки, что свидетельствует о его графитовой микроструктуре. В своей естественной форме графитовая чешуйка выглядит как буквальная чешуйка. На полированной поверхности графитовые хлопья чугуна выглядят как тонкие линии. Графитовые чешуйки легко растрескиваются, что делает серый чугун более пригодным для литья. В целом серый чугун содержит от 6% до 10% графита по объему.
Графит является элементом, ответственным за окраску серого чугуна. Вы можете увидеть серый графит при разрушении серого чугуна. Когда он разрушается, он образует графитовые чешуйки, что свидетельствует о его графитовой микроструктуре. В своей естественной форме графитовая чешуйка выглядит как буквальная чешуйка. На полированной поверхности графитовые хлопья чугуна выглядят как тонкие линии. Графитовые чешуйки легко растрескиваются, что делает серый чугун более пригодным для литья. В целом серый чугун содержит от 6% до 10% графита по объему.
Присутствие углерода изменяет прочность на растяжение и твердость. Чем выше количество углерода, тем выше прочность на растяжение и твердость.
Внешний вид отдельного серого чугуна зависит как от температуры, так и от времени. Помимо внешнего вида, к переменным свойствам отливок относятся: теплопроводность, прочность на растяжение, твердость, рассеивание энергии, сопротивление износу и деформации, а также температура плавления.
В отливках из серого чугуна могут появиться дополнительные элементы.![]() Некоторые из них могли быть намеренно помещены производителями для изменения определенных свойств. Другие, например графит, могли появиться случайно. Среди них выделяются марганец, углерод и сера. При добавлении к расплавленному серому чугуну марганец способствует увеличению образования перлита на стадии охлаждения, а сера увеличивает твердость. Другие элементы могут присутствовать, но в меньшей степени.
Некоторые из них могли быть намеренно помещены производителями для изменения определенных свойств. Другие, например графит, могли появиться случайно. Среди них выделяются марганец, углерод и сера. При добавлении к расплавленному серому чугуну марганец способствует увеличению образования перлита на стадии охлаждения, а сера увеличивает твердость. Другие элементы могут присутствовать, но в меньшей степени.
1. Чтобы получить серый чугун, рабочие-металлисты должны сначала добыть железную руду или оксиды железа, а затем переработать их в специальной доменной печи, называемой электрической индукционной печью или вагранкой.
2. Когда слесари получили желаемую смесь серого чугуна, они переходят к литью.
3. Рабочие литейного производства имеют в своем распоряжении различные процессы для производства отливок из серого чугуна, хотя все они более или менее следуют одной и той же основной процедуре. Сначала серый чугун разжижается, затем его заливают в форму, где ему дают остыть, а затем выбрасывают.
4. Независимо от выбранного метода, часто бывает так, что после литья вновь сформированные отливки необходимо подвергнуть вторичной обработке, чтобы закончить их и удалить дефекты, такие как заусенцы и окалина. Эти процессы включают удаление заусенцев, отжиг, механическую обработку, цинкование, покраску и многое другое. Чтобы производить больше готовой продукции, большинство чугунолитейных заводов имеют оборудование и персонал для выполнения таких процессов в цеху.
ДизайнПроизводители выбирают, какой материал из серого чугуна и какой процесс литья использовать, исходя из требований применения. Им легко выбрать материал, потому что ASTM классифицирует их в соответствии с их механическими свойствами, такими как прочность на растяжение и пластичность.
Они выбирают процессы на основе таких факторов, как желаемая конечная структура, скорость затвердевания отливки, скорость охлаждения (определяет свойства), точность размеров, желаемая толщина стенки, желаемая твердость детали и бюджет. Кроме того, если ваша отливка имеет внутренний стержень, производители должны выбрать метод или конструкцию формы, которые будут поддерживать этот стержень. Для создания нестандартных отливок производители просто создают нестандартные формы/отливки под давлением и/или нестандартные материалы из серого чугуна.
Кроме того, если ваша отливка имеет внутренний стержень, производители должны выбрать метод или конструкцию формы, которые будут поддерживать этот стержень. Для создания нестандартных отливок производители просто создают нестандартные формы/отливки под давлением и/или нестандартные материалы из серого чугуна.
Производители выполняют отливку чугуна в литейных цехах. Внутри чугунолитейного завода вы найдете литейное оборудование, такое как: штампы и формы, литниковые системы и печи, среди прочего.
Отливки под давлением , используемые для литья серого чугуна, состоят из двух штампов из закаленной инструментальной стали. Они также могут быть изготовлены из цветных металлов, таких как алюминиевые сплавы, цинк или медь.
Формы могут быть изготовлены из различных материалов в зависимости от их применения. Несмотря на это, они обычно имеют полость, куда производители заливают расплавленное железо. Полость формы формируется по образцу, который они хотят, чтобы металл принял. Они могут изменить процесс, добавив вставки сердечника для создания отверстий или других внутренних элементов.
Полость формы формируется по образцу, который они хотят, чтобы металл принял. Они могут изменить процесс, добавив вставки сердечника для создания отверстий или других внутренних элементов.
Литейные системы дополняют пресс-формы. Они направляют расплавленный металл по ряду каналов в полость формы. Они включают в себя такие компоненты, как: сливная чаша / чаша, литники, направляющие и ворота.
Вариации и аналогичные процессыРазличные процессы литья из серого чугуна включают центробежное литье, литье под давлением, литье в песчаные формы и литье из ковкого чугуна.
Центробежное литье — это метод литья цилиндрических деталей и компонентов, который позволяет получить мелкозернистую наружную поверхность с равномерным распределением. Для работы сжиженный серый чугун заливают в форму, которая вращается с большими скоростями по мере его введения. Центробежное литье отличается от многих других видов литья тем, что оно в основном используется для создания заготовок для дальнейшей обработки, а не для изготовления деталей для конкретных применений. Отливки из серого чугуна, изготовленные с помощью этого процесса, также могут быть практически любого диаметра, длины и толщины.
Отливки из серого чугуна, изготовленные с помощью этого процесса, также могут быть практически любого диаметра, длины и толщины.
Литье под давлением популярен для непрерывного цикла или быстрого производства отливок. Он использует многоразовые формы, которые изготавливаются в форме желаемого готового продукта. Чтобы отлить металл под давлением, производители должны ввести его в форму и применить давление. Литье под давлением подходит для изготовления мелких и средних деталей, требующих хорошей размерной стабильности, тщательного изготовления деталей и хорошего качества поверхности.
Литье в песчаные формы , или литье в песчаные формы, представляет собой недорогой и не требующий особого ухода вариант литья, в котором в качестве формы используется песчаная смесь. Четыре основных смеси, из которых могут выбирать производители, называются без выпечки, сухой песок, высушенный кожей и зеленый песок.
• Формы для выпечки – это одноразовые формы, изготовленные из песка, быстротвердеющей смолы и катализатора. Они формируются с помощью опоки для литья, которая обычно изготавливается из пластика, дерева или металла. В формах для выпечки не используется процесс литья без нагревания с холодным отверждением.
Они формируются с помощью опоки для литья, которая обычно изготавливается из пластика, дерева или металла. В формах для выпечки не используется процесс литья без нагревания с холодным отверждением.
• При формовании в сухую песчаную форму несвязанный песок смешивают с клеем или химическим связующим, формируют форму, а затем обжигают при определенной температуре для завершения. Для изготовления отливок расплавленный серый чугун заливают в форму, принимая ей форму.
• Для создания формы с использованием метода литья с сушкой на коже, также известного как лепка с воздушной сушкой, операторы смешивают воду, песок, связующее, такое как глина, и связующие добавки, а затем высушивают с помощью горелки или нагревательной лампы.
• Формы из сырого песка изготавливаются таким же образом, за исключением связующих добавок и тепловой сушки.
Отливка из высокопрочного чугуна , также известная как отливка из сфероидального графита, отливка из чугуна с шаровидным графитом или отливка из чугуна с шаровидным графитом, была разработана в 1943 году Кейтом Миллсом. Этот процесс включает плавление и литье ковкого чугуна (железных сплавов с контролируемой микроструктурой) вместе с одним из элементов, который делает его пластичным. Обычно это магний, церий или иттрий. Отливки из ковкого чугуна не только более пластичны, чем отливки из серого чугуна, но и имеют более высокую прочность на растяжение, чем отливки из серого чугуна. Из-за высокой прочности на растяжение и пластичности отливки из ковкого чугуна используются для производства: водопроводных труб, канализационных труб и компонентов: ветряных мельниц, тракторов, грузовиков и автомобилей, фортепианных арф и нефтяных вышек.
Этот процесс включает плавление и литье ковкого чугуна (железных сплавов с контролируемой микроструктурой) вместе с одним из элементов, который делает его пластичным. Обычно это магний, церий или иттрий. Отливки из ковкого чугуна не только более пластичны, чем отливки из серого чугуна, но и имеют более высокую прочность на растяжение, чем отливки из серого чугуна. Из-за высокой прочности на растяжение и пластичности отливки из ковкого чугуна используются для производства: водопроводных труб, канализационных труб и компонентов: ветряных мельниц, тракторов, грузовиков и автомобилей, фортепианных арф и нефтяных вышек.
Отливка из серого чугуна имеет множество преимуществ. Во-первых, он придает изделиям высокую демпфирующую способность, прочность на сжатие и прочность на растяжение. Во-вторых, это быстро и просто в изготовлении. Точно так же из-за присутствия графита и графитовых чешуек серый чугун обладает хорошей обрабатываемостью и свариваемостью. С его помощью литейщики чугуна могут создавать самые разнообразные сложные формы. Кроме того, процесс литья из серого чугуна создает меньшую усадку при охлаждении, чем аналогичные методы литья. Это означает, что отливки требуют небольшой вторичной обработки. Вишенкой на торте является тот факт, что отливки из серого чугуна относительно недороги, поэтому инвестиции в них не опустошат банк.
С его помощью литейщики чугуна могут создавать самые разнообразные сложные формы. Кроме того, процесс литья из серого чугуна создает меньшую усадку при охлаждении, чем аналогичные методы литья. Это означает, что отливки требуют небольшой вторичной обработки. Вишенкой на торте является тот факт, что отливки из серого чугуна относительно недороги, поэтому инвестиции в них не опустошат банк.
Отливки из серого чугуна имеют один недостаток: они не являются ударопрочными и при достаточном усилии могут мгновенно разбиться.
На что следует обратить вниманиеДля качественного литья вам необходимо работать с уважаемой компанией по литью из серого чугуна. Найдите качественное литейное производство, ознакомившись с компаниями, которые мы перечислили на этой странице. Их соответствующие профили разбросаны между нашими информационными абзацами.
Перед просмотром мы рекомендуем вам составить список ваших спецификаций, чтобы вы могли легко сравнить и сопоставить их предложения продуктов и услуг. Обязательно запишите свой бюджет, сроки и предпочтения по доставке. Как только вы подготовите свой список, приступайте к просмотру. Выберите трех или четырех производителей отливок, которые обладают наибольшим потенциалом для вашего применения. Свяжитесь с каждым из них, чтобы обсудить ваши требования. Просмотрите все в своем списке; не бойтесь задавать много вопросов. Затем сравните и сопоставьте ваши разговоры и информацию, которую вы получили. Среди них выберите литейный завод, который может предложить вам все необходимое в рамках вашего бюджета и сроков. Затем позвоните им и приступайте к работе.
Обязательно запишите свой бюджет, сроки и предпочтения по доставке. Как только вы подготовите свой список, приступайте к просмотру. Выберите трех или четырех производителей отливок, которые обладают наибольшим потенциалом для вашего применения. Свяжитесь с каждым из них, чтобы обсудить ваши требования. Просмотрите все в своем списке; не бойтесь задавать много вопросов. Затем сравните и сопоставьте ваши разговоры и информацию, которую вы получили. Среди них выберите литейный завод, который может предложить вам все необходимое в рамках вашего бюджета и сроков. Затем позвоните им и приступайте к работе.
Посетите наш веб-сайт, посвященный литью под давлением.
Посетите наш веб-сайт, посвященный литью под давлением. Это очень распространено в литейных цехах для различных применений. Мы все видим чугунные детали от производителей чугунного литья, от садовой городской мебели, морской до кухонных принадлежностей.
Чугунные отливки очень популярны в литейных цехах и вносят большой вклад во многие области нашей повседневной жизни.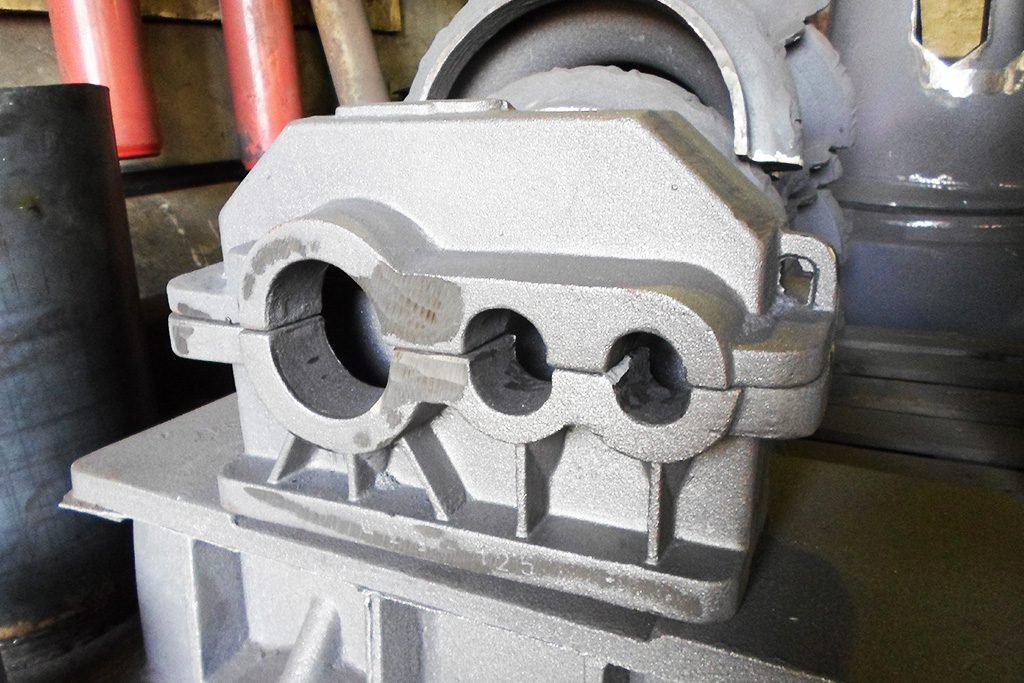 Каждый день мы видим целый ряд приложений от производителей литейного производства чугуна, таких как фонарный столб, противовес, крышка люка, скамья, плантатор для урн и т. д.
Каждый день мы видим целый ряд приложений от производителей литейного производства чугуна, таких как фонарный столб, противовес, крышка люка, скамья, плантатор для урн и т. д.
Оставайтесь с нами, чтобы получить больше информации об индустрии литья чугуна и производители чугунных отливок.
Содержание
- Что такое чугунное литье?
- чугун
- . Чугунное определение
- Тип чугуна
- ЧИСТОВНЫЕ СВОДИ
- Факторы, влияющие на свойства ливой железы
- ОТЛОБИТЕЛЬНОСТИ ЧИСТИЧЕСКИЙ ЖЕЛЕЗ
- . Отливка из ковкого чугуна
- Почему популярны отливки из чугуна?
- Недостаток чугунных отливок
- Чугунные отливки техники
- Чугунные детали
- Производители чугунного литья
Чугунные отливки – это деятельность по металлообработке, обычно наблюдаемая у производителей литейного производства. Его процессы включают плавление чугуна, заполнение расплавленной жидкостью формы и формование отливок.
Его процессы включают плавление чугуна, заполнение расплавленной жидкостью формы и формование отливок.
Чугунное литье имеет очень давнюю традицию, восходящую к 1200 г. до н.э., и в настоящее время чугунное литье вносит большой вклад в ряд жизненных приложений. Мы видим, что есть много продуктов, поступающих от производителей и заводов по литью чугуна.
Чугунные отливки вносят большой вклад в область применения ЧугунОпределение чугуна
Чугун представляет собой тип материала из железоуглеродистого сплава, обычно используемого в литейных цехах металлообработки. Чугун получают путем плавки железоуглеродистого сплава и заливки в форму.
Химический состав чугуна состоит в основном из 95% железа, более чем от 2,14% до 4% углерода, от 1% до 3% кремния и других примесей, таких как фосфор (P), сера (S), марганец (Mn) .
Тип чугуна
Чугун подразделяется на различные типы в основном в зависимости от содержания углерода, кремния и других примесей.
Диапазон композиций для типичных литых утюгов
Значения в процентах (%)
| ЧИСТ ИЗНАЧЕНИЯ | (C) | 9 | (C) | 9 | (C) | 9 | . ) | Сера (S) | Фосфор (P) |
| Grey Cast Iron | 2.5-4.0 | 1.0-3.0 | 0.2-1.0 | 0.02-0.25 | 0.02- 1.0 | ||||
| Ductile Cast Iron | 3.0 -4.0 | 1.8-2.8 | 0.1-1.0 | 0.01- 0.03 | 0.01-0.1 | ||||
| White cast iron | 1.8-3.6 | 0.5-1.9 | 0.25-0.8 | 0.06-0.2 | 0.06-0.2 | ||||
| Ковкий чугун | 2.0-2.9 | 0.9-1.9 | 0.15-1.2 | 0.02-0.2 | 0.02-0.2 |
Cast iron properties
RANGE OF TYPICAL CAST IRON PROPERTIES
| Cast тип чугуна | Чугун Свойства |
| Серый чугун | Хорошая обрабатываемость; Хорошая теплопроводность; Высокая прочность на сжатие; Низкая прочность на растяжение; Хорошая устойчивость к истиранию и износу; Хрупкий |
| Ковкий чугун | Высокая пластичность; Высокая прочность |
| Белое железо | Высокая прочность на сжатие; Трудно обрабатывать; Хорошая твердость; Износостойкость |
| Ковкий чугун | Высокая пластичность; Прочнее серого чугуна; Быть скрученным или согнутым без перелома; Отличные возможности обработки |
Факторы, влияющие на свойства чугуна
Химический состав
- Углерод (C) : это элемент, который способствует процессу графита.
 Чем выше процент углерода, тем ниже пластичность и теплопроводность. Если углерод, содержащийся в чугуне, находится в виде цементита, его называют белым чугуном; а если углерод находится в форме графита, его называют серым чугуном. Образование различных видов чугуна зависит от его химического состава и скорости охлаждения.
Чем выше процент углерода, тем ниже пластичность и теплопроводность. Если углерод, содержащийся в чугуне, находится в виде цементита, его называют белым чугуном; а если углерод находится в форме графита, его называют серым чугуном. Образование различных видов чугуна зависит от его химического состава и скорости охлаждения. - Кремний (Si): Кремний является элементом, который больше всего влияет на кристаллическую структуру чугуна, поскольку способствует графитизации. Повышенное содержание Si повысит стойкость чугуна к разжижению, истиранию и коррозии. Обычно содержание Si в чугуне составляет 1,5‒3 %.
- Марганец (Mn) : Mn в чугуне способствует образованию белого чугуна и предотвращает графитизацию. Поэтому в белом чугуне обычно содержится 2-2,5 % Mn. Наоборот, в сером чугуне количество Mn не превышает 1,3 %. Mn – повысить стойкость к истиранию, износостойкость; и уменьшить вредное воздействие серы.
- Фосфор (P) : P является вредным элементом в чугуне.
 Он снижает прочность и повышает хрупкость чугуна, что вызывает растрескивание отливки. Однако P увеличивает текучесть, этот эффект используется для отливки статуй и деталей изобразительного искусства. В случае отливки тонких деталей содержание Р в важных деталях не должно превышать 0,1%, а в неважных может быть до 1,2%.
Он снижает прочность и повышает хрупкость чугуна, что вызывает растрескивание отливки. Однако P увеличивает текучесть, этот эффект используется для отливки статуй и деталей изобразительного искусства. В случае отливки тонких деталей содержание Р в важных деталях не должно превышать 0,1%, а в неважных может быть до 1,2%. - Сера (S) : вредный элемент в чугуне. Предотвращает графитизацию, тем самым уменьшая разжижение и тем самым снижая литейные свойства. Так содержание S в чугуне не более 0,1%.
Скорость охлаждения
Фактором, влияющим на кристаллическую структуру чугуна, являются условия затвердевания и охлаждения отливки. Если охладить быстро, получится белое железо, если охладить медленно, получится серое железо. Скорость охлаждения чугуна зависит от типа формы отливки и толщины отливки.
Литейные свойства типов чугуна
Литье из серого чугуна
Литье из серого чугуна Серый чугун обладает лучшими литейными свойствами благодаря низкой температуре плавления, высокой текучести и простоте литья сложных изделий. Усадка серого чугуна незначительна, иногда образует концентрированную усадочную вмятину, но ее можно контролировать с помощью технических советов.
Усадка серого чугуна незначительна, иногда образует концентрированную усадочную вмятину, но ее можно контролировать с помощью технических советов.
Отливки из серого чугуна, благодаря присутствию графита хорошо поглощают удары; кроме того, благодаря их высокой текучести можно легко отливать сложные отливки. Благодаря хорошей литейной способности и низкой стоимости серый чугун стал одним из наиболее часто используемых сплавов в литейных цехах по металлообработке, а также у производителей чугунолитейного производства.
Серый чугун подразделяется на различные марки в зависимости от прочности на растяжение и свойств. Решетки из серого чугуна GG10, GG15, GG20, GG25, GG30 (стандарт ASTM) в основном используются при литье деталей для различных целей.
Можно перечислить некоторые области применения литья из серого чугуна, такие как уличная мебель, фонарные столбы, заборы, скамейки, урны для растений, газовые принадлежности, корпуса насосов, блоки цилиндров двигателей, маховики, корпуса коробок передач, станины и т. д.
д.
Белый чугун Отливка
Белый чугун твердый и хрупкий, плюс большая усадка, поэтому он менее предпочтителен для отливок. Мы можем видеть некоторые опорные поверхности с использованием отливки из белого чугуна, но это не популярно.
Литье из ковкого чугуна
Ковкий чугун имеет высокие механические свойства, сравнимые со сталью. В то же время, благодаря хорошим литейным свойствам, его часто используют при изготовлении сложных деталей вместо стали.
В основном ковкий чугун используется для изготовления деталей, которые требуют высоких растягивающих нагрузок и ударопрочности (например, стали) и в то же время легко поддаются формованию методом литья.
Типичными отливками из ковкого чугуна являются коленчатые валы. Это деталь сложной формы, с большими нагрузками и ударами, с хорошей износостойкостью. Если из стали (например, С45), то крупные заготовки методом ковки необходимо прессовать на больших прессах, что требует резки. При замене отливкой из ковкого чугуна несколько более простое устройство позволяет получить отливку ближе к готовому изделию и, следовательно, снизить затраты на механическую обработку. Ковкий чугун также хорошо известен и предпочитается производителями литейного производства чугуна для отливки крышек люков из-за его хорошей несущей способности.
Ковкий чугун также хорошо известен и предпочитается производителями литейного производства чугуна для отливки крышек люков из-за его хорошей несущей способности.
Почему популярны чугунные отливки?
Чугунные урны, изготовленные VICСреди материалов отливки из чугуна в основном используются в литейных цехах из-за его превосходных литейных свойств. Чугунные отливки обладают рядом замечательных свойств и имеют большие преимущества во многих областях применения.
- Во-первых, благодаря сочетанию высокого содержания углерода и кремния чугун обладает превосходной литейной способностью. Этот материал имеет возможность литья под различные термообработки и технологии обработки. Следовательно, это позволяет отливать различные изделия в различных стилях.
- Во-вторых, чугун в целом обладает хорошей текучестью, малой усадкой, низкой температурой плавления, легко заливается в формы. Это очень хороший компрессионный материал, хорошая статическая нагрузка и устойчивость к истиранию.
%20%D0%A2%D0%B0%D1%80%D0%B5%D0%BB%D0%BA%D0%B8%2C%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg)
- В-третьих, чугун очень долговечен. Следовательно, он очень подходит для наружной уличной мебели.
- Наконец, чугун делится на различные типы с типичными свойствами, чтобы литейщики могли использовать гибкость в различных областях применения.
Недостаток чугунных отливок
Помимо огромного преимущества, в производстве чугуна остаются некоторые ограничения.
- Как правило, изделия из чугуна хрупкие, за исключением ковкого и ковкого чугуна. Так что это ограничивает в некоторых приложениях, которые требуют хорошей ударопрочности.
- Кроме того, белый чугун не поддается механической обработке. В то время как серый чугун дешев, ковкий и ковкий чугун стоит дороже.
Однако эти ограничения не касаются чугуна в целом. Каждый тип чугуна имеет как сильные, так и слабые стороны. Поэтому производители чугунного литья часто рассматривают заявки, корректируют и выбирают правильный материал для литья, чтобы обеспечить наилучшее качество.
Технология литья чугуна
Чугунные изделия, отличающиеся хорошими свойствами литья, могут обрабатываться различными методами. Каждый производитель чугунного литья имеет свою типичную технику литья чугуна и литейные линии. В основном распространенными и экономичными методами являются литье в сырой песок, литье по газифицируемым моделям и литье в песчаные формы из фурановой смолы. Каждая из этих технологий литья выбрана для производства определенного типа приложений.
- Литье в сырой песок: этот метод отличается универсальностью и доступной стоимостью. Он часто используется для литья простых деталей и изделий малого и среднего размера из чугуна. Это литье в песчаные формы широко применяется производителями чугунолитейного производства из-за его низкой стоимости.
- Литье по газифицируемым моделям: Преимущество заключается в высокой детализируемости литья. Следовательно, эта техника в основном применяется для сложных конструкций и форм.
 Готовые изделия из чугуна сохраняют превосходную гладкую поверхность и высокую точность. Также почти не обнаруживаются ошибки и дефекты.
Готовые изделия из чугуна сохраняют превосходную гладкую поверхность и высокую точность. Также почти не обнаруживаются ошибки и дефекты.
- Литье в песчаные формы из фурановой смолы: Этот метод литья отлично подходит для литья сложных отливок из чугуна. Это гарантирует отличный внешний вид, меньшее количество дефектов и хорошее качество конечного результата. Однако это литье довольно дорогое, чем эти два, перечисленных выше.
Детали из чугуна
Благодаря большому преимуществу литья, литье из чугуна находит широкое применение в различных отраслях промышленности. От сельскохозяйственной техники; Строительная промышленность; Транспорт; Морской; Водоснабжение и водоотведение, все мы где-то видим чугунные отливки с литейных заводов.
Обладая хорошей литейной способностью, обычно используется для литья деталей машин, деталей автомобилей, декоративно-детальных изделий и т. д.
Чугунные литейные деталиЧугунные гири Кроме того, чугунные детали устойчивы к атмосферным воздействиям, долговечны и не требуют особого ухода, поэтому они широко используются для изготовления наружной уличной мебели, такой как фонарные столбы, горшки для цветов, скамейки, заборы, урны для мусора, столбы и т. д.
д.
В частности, в морской промышленности чугун часто применяется для литых противовесов морских буев, якорей для кораблей, деталей лодок и т. д. из-за его коррозионной стойкости.
Другим примером применения чугунных деталей для кухонной мебели можно назвать, например, чугунную подставку для посуды, чугунную газовую горелку и т. д.
Ковкий чугун является предпочтительным материалом для отливки крышки люка из-за его высокой пластичности и высокой прочности.
Производители чугунного литья
Чугунное литье Отливки являются основным рабочим полем многих металлообрабатывающих литейных заводов, включая нас. Компания Vietnam Cast Iron является одним из OEM-производителей чугунного литья, специализирующихся на поставках чугунных деталей на мировой рынок. Наше литейное производство применяет три основных метода обработки отливок из чугуна: литье в сырые песчаные формы, литье по газифицируемым моделям и литье в песчаные формы из фурановой смолы. Каждый метод литья считается применимым в зависимости от конкретных требований к литью.
Каждый метод литья считается применимым в зависимости от конкретных требований к литью.
Предоставляем услуги OEM, мы работаем практически со всеми деталями литья из чугуна, как мелкими, так и крупными деталями. В частности, у нас есть большой опыт в литье фонарных столбов, крышек люков, мусорных баков, горшков для урн, аксессуаров для газовых плит, корпусов насосов, фитнес-оборудования и т. д. для США и ЕС, которые получают от них высокую оценку. Либо у вас есть конкретные чертежи и требования, либо вам нужны дополнительные советы по решениям, мы можем предложить нашу поддержку даже для услуги ODM.
Являясь одним из ведущих производителей чугунного литья, экспортирующих продукцию в США и ЕС, мы контролируем и тщательно проверяем весь производственный процесс от входа до выхода. Сырье всегда должно пройти анализ химического состава, чтобы убедиться, что вход соответствует требованиям. На каждый этап литья мы назначаем инспекционного менеджера, который контролирует все рабочие процессы и приемы труда. Мы не только предлагаем детали для чернового литья из чугуна, но также можем обеспечить обработку поверхности и механическую обработку, если в этом есть необходимость.
Мы не только предлагаем детали для чернового литья из чугуна, но также можем обеспечить обработку поверхности и механическую обработку, если в этом есть необходимость.
VIC является одним из производителей чугунного литья, который всегда обязуется поставлять своим клиентам чугунные детали самого высокого качества по конкурентоспособной цене. На нашем чугунолитейном заводе мы работаем под девизом «Удовлетворение потребностей клиентов — это наше развитие» . Следовательно, все, что мы предлагаем, имеет высокое качество; и что бы мы ни говорили, это наше обязательство. Мы относимся к нашим клиентам как к нашим друзьям и надеемся на построение долгосрочных партнерских отношений с взаимовыгодным сотрудничеством. Таким образом, инвестиции с нами будут очень выгодными, потому что мы никогда не разочаруем вас ни в коем случае.
Посетите наш веб-сайт, чтобы узнать о наших возможностях литья чугуна. Оставьте свою информацию или свяжитесь с нами, мы поймаем вас немедленно.
Контактная информация
- Компания: Vietnam Cast Iron Co.Ltd
- Адрес: Lai Xuan, Thuy Nguyen District, Hai Phong city, Vietnam
- Эл. www.substech.com/dokuwiki/doku.php?id=iron-carbon_phase_diagram
чугунное литье
Waupaca Foundry Отливки из серого и высокопрочного чугуна
Запросить цену
Чугунное литье, необходимое для стабильной цепочки поставок
Самые уважаемые бренды в мире доверяют Waupaca Foundry неизменно высокое качество отливок из серого чугуна, ковкого чугуна, высокопрочного ковкого чугуна и ковкого чугуна после отпуска. Waupaca является ценным партнером в цепочке поставок, потому что мы поставляем стабильные, высококачественные литые и обработанные чугунные литые компоненты с подтвержденным опытом решения самых сложных задач цепочки поставок.
Waupaca Foundry предлагает явное преимущество производителям на таких рынках, как автомобильный, внедорожный, грузовой, промышленный, железнодорожный и нефтегазовый.

Внедорожник
Промышленность и прочее
Рейка
Коммерческий автомобиль
Автомобилестроение
Нефть и газ
Мы обещаем вам просто. Чтобы обеспечить надежность цепочки поставок от концепции до запуска и далее, мы поставляем:
- Чугунное литье высочайшего качества
- Минимально возможная стоимость
- Надежность
- Стабильность цепочки поставок
Наша команда понимает вашу позицию: вы постоянно сталкиваетесь с проблемой ежегодного снижения затрат, не допуская проблем с качеством, доставкой задержки или неожиданные отключения. Мы прикроем вашу спину.
В Waupaca Foundry опыт поколений литейщиков, управление процессами и инновации объединяются, чтобы создать культуру стабильности и успеха.
 Все — от наших вертикальных формовочных машин (разработанных, изготовленных и обслуживаемых собственными силами) до совместной разработки чугунного литья и управления производственным процессом — предназначено для вашего бизнеса.
Все — от наших вертикальных формовочных машин (разработанных, изготовленных и обслуживаемых собственными силами) до совместной разработки чугунного литья и управления производственным процессом — предназначено для вашего бизнеса.Мы сотрудничаем с OEM-производителями и их поставщиками уровня 1 в области поддержки VA/VE, аддитивного производства, снижения веса деталей за счет интеллектуальных стратегий облегчения веса и оценки того, когда нужно преобразовать изготовленные и сварные детали в чугунные отливки.
– 05 апреля 2022 г.
Первый чугунный ковш обратной лопаты на рынке
Литейный завод Waupaca помог в модернизации и запуске первого на рынке чугунного ковша навесное оборудование для компактного универсального трактора навесное OEM.
 После инновационного и совместного
дизайн и процесс решения проблем, в результате чего ковш и зубья обратной лопаты более долговечны,
экономически эффективным, и сделано в Соединенных Штатах.
После инновационного и совместного
дизайн и процесс решения проблем, в результате чего ковш и зубья обратной лопаты более долговечны,
экономически эффективным, и сделано в Соединенных Штатах.– 29 апреля 2021 г.
Инновации и решение проблем: снижение рисков в цепочке поставок
Благодаря совместному проектированию и созданию прототипа 3D-печатной основной сборки, Ваупака Компания Foundry предоставила решение, которое могло улучшить качество, доставку и стоимость компрессора. кузов уже в производстве. Это также означало надежное изменение производства чугунного литья. процесс от горизонтального к вертикальному формованию, а также переоборудование детали на поставку в США база — с полным спокойствием.
#3дпечать #цепочка поставок
– 05 марта 2021 г.

Сотрудничество в отрасли привело к революционной разработке нового продукта
Компания Oil Tool Solutions (OTS) изначально искала отечественного поставщика для разработки и производства хомута Hulk, используемого при добыче нефти в скважине. После обсуждения с Waupaca Foundry OTS изменила курс, чтобы выйти на новые рынки, изменив конструкцию и создав хомут меньшего диаметра и более длинный, второго поколения.
#масло #вав
Предыдущий Следующий
Наши механообрабатывающие и литейные производства в США следуют системам управления IATF и ISO, включая качество, здоровье и безопасность, окружающую среду и энергопотребление. Это постоянное совершенствование операций и процессов сочетает в себе богатое наследие инноваций и принципов бережливого производства с управлением процессом, которое позволило автоматизации и технологиям постоянно предоставлять высококачественные решения для литья чугуна.
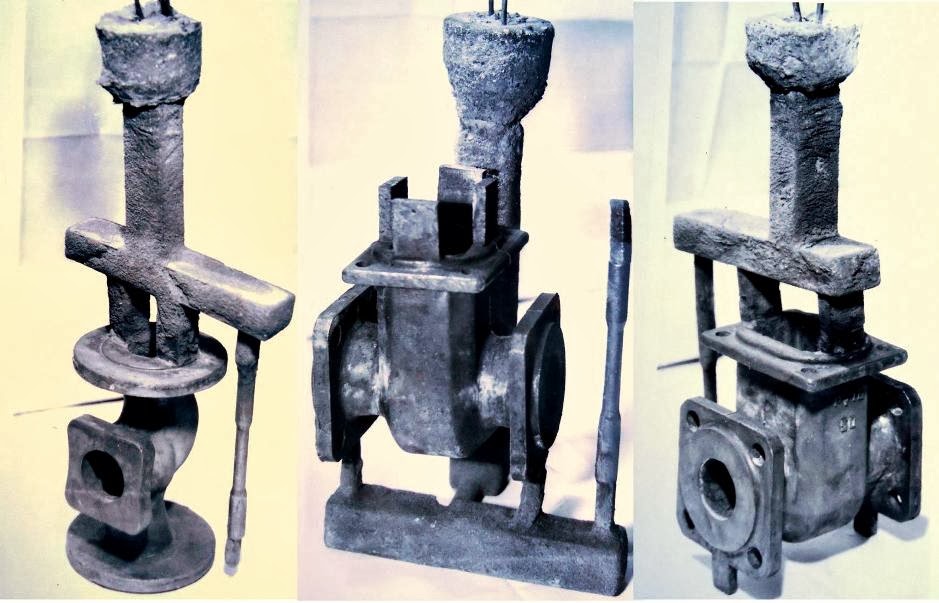
Мы подчеркиваем все это с помощью очень внимательной команды поддержки клиентов, включая менеджеров по работе с ключевыми клиентами и технических специалистов по качеству, которые регулярно посещают клиентов – лично. Наличие выездных представителей на местах, ценное преимущество для клиентов, является примером приверженности Waupaca Foundry вашему успеху.
Откройте для себя силу истинной емкости. Получите отливки из чугуна самого высокого качества с лучшим соотношением цены и качества. Будьте уверены.
Нажмите ниже, чтобы узнать, как мы предоставляем непревзойденную ценность OEM-производителям и их поставщикам уровня 1 на рынках, которые мы обслуживаем.
Обслуживаемые рынки
В Waupaca Foundry мы перевозим людей. Мы строим инфраструктуры. Мы культивируем возможности. Когда вам это нужно сейчас, мы там.
 Мы создаем отливки из ковкого чугуна и серого чугуна, которые используют и которым доверяют во всем мире.
Мы создаем отливки из ковкого чугуна и серого чугуна, которые используют и которым доверяют во всем мире.Твердые, как отливки, которые мы создаем
Узнайте о снижении веса, конверсиях и успехах VA/VE.
Практические примеры
Ищете решения для повышения качества литья, решения по облегчению веса, поддержки проектирования или снижения затрат?
Свяжитесь с нами
Отливки Меса | Чугунолитейный завод | Отливки из ковкого и серого чугуна
чугунолитейный завод чугунолитейныйMesa Castings — это чугунолитейный завод, принадлежащий и управляемый американцами, расположенный в Тихуане, Мексика. Мы объединяем более 100 лет знаний и опыта в области литья с лучшими материалами, чтобы производить отливки высочайшего качества в срок, в соответствии со спецификациями и в рамках бюджета.
Мы специализируемся на отливках из серого и ковкого чугуна весом от 1 до 350 фунтов.
 в мелком, среднем и крупном тираже. Мы предлагаем полный спектр услуг от проектирования и оснастки до готовых деталей, включая механическую обработку в нашем механическом цехе.
в мелком, среднем и крупном тираже. Мы предлагаем полный спектр услуг от проектирования и оснастки до готовых деталей, включая механическую обработку в нашем механическом цехе.Клиенты Mesa Castings в автомобильной, насосной, арматурной, промышленной, сельскохозяйственной, электротехнической, горнодобывающей, нефтегазовой и станкостроительной отраслях скажут вам о нашей приверженности предоставлению отливок высочайшего качества, индивидуальному обслуживанию и своевременной доставке. не имеют себе равных в нашей отрасли.
ПРОДУКЦИЯ
Мы предлагаем полный спектр услуг от проектирования и оснастки до готовых деталей.
Подробнее
ВОЗМОЖНОСТИ
Мы специализируемся на литье в песчаные формы от 1 фунта до 350 фунтов. в малых, средних и больших пробегах.
Подробнее
КАЧЕСТВО
Мы предлагаем отливки высочайшего качества, не имеющие себе равных в нашей отрасли.
Узнать больше
СВЯЖИТЕСЬ С НАМИ
Позвоните нам сегодня, чтобы назначить встречу с нашим отделом продаж.

Узнать больше
чугунолитейныйчугунолитейныйчугунолитейный заводКачество, которому доверяют
Мы стремимся к превосходному качеству, которого ожидают и ценят наши клиенты. Наши знания и опыт, а также лучшие материалы гарантируют, что все наши отливки соответствуют требованиям ASTM, ASME и SAE или превосходят их.
Подробнее
Отливки высочайшего качества
При работе с Mesa Castings наша команда экспертов по литью становится продолжением вашей команды. Вместе мы работаем для вашего успеха.
Узнать больше
чугунолитейный чугунолитейный чугунолитейный цехМАГАЗИН ОБРАЗЦОВ НА МЕСТЕ
От проектирования до инструментов, литья и механической обработки компания Mesa Castings стремится предоставлять персональные услуги высочайшего качества и своевременную доставку в нашей отрасли. Мы предоставляем профессиональную помощь с новым дизайном отливок и модификациями существующих отливок.
Особое внимание в компании Mesa Castings уделяется особым требованиям.
Мы вложили средства в современную технологию твердотельных моделей, которая позволяет нам точно и эффективно воплощать идеи наших клиентов от чертежей, моделей, оснастки, литья, механической обработки и нанесения покрытий.
У нас есть возможность четырехосевого фрезерования и несколько поддонов для максимальной эффективности и точности с допусками менее одной тысячной дюйма.
Служба контроля качества в MMI полностью обучена и оснащена для обеспечения точной окончательной проверки каждой детали, чтобы убедиться, что все допуски соблюдены или превышены, чтобы детали не покидали наше предприятие, не удовлетворяя всем требованиям наших клиентов. .
Компания Mesa Machining (MMI) полностью укомплектована талантливыми и хорошо обученными машинистами, работающими на различных обрабатывающих центрах с ЧПУ. Мы можем выполнить любую требуемую операцию на деталях любой конфигурации для любой отрасли.
Наше оборудование включает в себя центры настройки с ЧПУ, вертикальные обрабатывающие центры с ЧПУ и горизонтальные обрабатывающие центры с ЧПУ.

чугун, литейный завод, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, калифорния, чугунное литье, чугунное литье, чугунолитейное производство, литейное производство, сталь, железо, литье железо, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплавы, сплавы, литье в песчаные формы, литейное производство, литейные цеха, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд высокого давления, производство пара , теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, днища, крышки резервуаров, смотровые колодцы, смотровые люки, смотровые люки, смотровые отверстия, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME , 516-70, сварные, узлы, пластины, шарнирные затворы, Чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, Калифорния, железо литье, чугунное литье, чугунное литье, литейное производство, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, fo undries, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд высокого давления, производство пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки резервуаров, смотровые колодцы, лазы, смотровые люки, смотровые люки, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, пластины, навесные затворы, Чугун, ковкий чугун, чугун , литейный завод, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, калифорния, чугунное литье, чугунное литье, чугунное литье, литейные цеха, сталь, железо, чугун, чугунное литье, CAST ЧУГУН, литье, углеродистая сталь, сплавы, сплавы, литье в песчаные формы, литейное производство, литейные производства, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, люки, очистка воды, котел, сосуд под давлением, производство пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки резервуаров, смотровые колодцы, смотровые люки, смотровые люки, отверстия для рук, кольца, прокладки, неопрен, нержавеющая сталь сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, плиты, шарнирные затворы, чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, чугунное литье, чугунное литье, чугунное литье, литейные цеха, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейные, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд высокого давления, производство пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки резервуаров, смотровые колодцы, лазы, смотровые люки, смотровые люки, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, пластины, навесные затворы, Чугун, ВЧ
чугун, литейный завод, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, калифорния, чугунное литье, чугунное литье, чугунолитейное производство, литейные цеха, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейные цеха, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, люки, очистка воды, котел, сосуд под давлением, производство пара, тепло обмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки резервуаров, смотровые колодцы, смотровые люки, смотровые люки, отверстия для рук, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516 -70, сварные, узлы, пластины, шарнирные затворы, Чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, Калифорния, чугунное литье, чугунное литье, чугунное литье, литейное производство, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейное производство, пластичный , серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд под давлением, выработка пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки баков, люки, смотровые колодцы , смотровые люки, смотровые люки, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, пластины, навесные затворы, чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, чугунное литье, чугунное литье, чугунное литье, литейные заводы, сталь, железо, чугун, чугунное литье, ЧУГУН, литье , углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейный цех, литейные цеха, пластичный, серый пластичный, металл, турбо, корпуса насосов, люки, люк, водоподготовка, котел, сосуд под давлением, выработка пара, теплообмен, отрасли промышленности, промышленность, труба колпаки, фланцевые, дымоходы, баки, днища, днища баков, смотровые колодцы, смотровые люки, смотровые люки, смотровые люки, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, T-316, ASME, 516-70, сварные, узлы, пластины, шарнирные затворы, чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, калифорния, чугунное литье, чугунное литье, чугунное литье, литейное производство, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейное производство, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд высокого давления, производство пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки баков, смотровые колодцы, смотровые люки, смотровые люки, отверстия для рук, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, пластины, навесные затворы, Чугун, ВЧ
чугун, литейный завод, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, калифорния, чугунное литье, чугунное литье, чугунолитейное производство, литейные цеха, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейные цеха, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, люки, очистка воды, котел, сосуд под давлением, производство пара, тепло обмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки резервуаров, смотровые колодцы, смотровые люки, смотровые люки, отверстия для рук, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516 -70, сварные, узлы, пластины, шарнирные затворы, Чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, Калифорния, чугунное литье, чугунное литье, чугунное литье, литейное производство, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейное производство, пластичный , серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд под давлением, выработка пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки баков, люки, смотровые колодцы , смотровые люки, смотровые люки, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, пластины, навесные затворы, чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, чугунное литье, чугунное литье, чугунное литье, литейные заводы, сталь, железо, чугун, чугунное литье, ЧУГУН, литье , углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейный цех, литейные цеха, пластичный, серый пластичный, металл, турбо, корпуса насосов, люки, люк, водоподготовка, котел, сосуд под давлением, выработка пара, теплообмен, отрасли промышленности, промышленность, труба колпаки, фланцевые, дымоходы, баки, днища, днища баков, смотровые колодцы, смотровые люки, смотровые люки, смотровые люки, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, T-316, ASME, 516-70, сварные, узлы, пластины, шарнирные затворы, чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, калифорния, чугунное литье, чугунное литье, чугунное литье, литейное производство, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейное производство, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд высокого давления, производство пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки баков, смотровые колодцы, смотровые люки, смотровые люки, отверстия для рук, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, пластины, навесные затворы, Чугун, ВЧ
чугун, литейный завод, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, калифорния, чугунное литье, чугунное литье, чугунолитейное производство, литейные цеха, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейные цеха, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, люки, очистка воды, котел, сосуд под давлением, производство пара, тепло обмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки резервуаров, смотровые колодцы, смотровые люки, смотровые люки, отверстия для рук, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516 -70, сварные, узлы, пластины, шарнирные затворы, Чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, Калифорния, чугунное литье, чугунное литье, чугунное литье, литейное производство, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейное производство, пластичный , серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд под давлением, выработка пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки баков, люки, смотровые колодцы , смотровые люки, смотровые люки, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, пластины, навесные затворы, чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, чугунное литье, чугунное литье, чугунное литье, литейные заводы, сталь, железо, чугун, чугунное литье, ЧУГУН, литье , углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейный цех, литейные цеха, пластичный, серый пластичный, металл, турбо, корпуса насосов, люки, люк, водоподготовка, котел, сосуд под давлением, выработка пара, теплообмен, отрасли промышленности, промышленность, труба колпаки, фланцевые, дымоходы, баки, днища, днища баков, смотровые колодцы, смотровые люки, смотровые люки, смотровые люки, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, T-316, ASME, 516-70, сварные, узлы, пластины, шарнирные затворы, чугун, ковкий чугун, чугун, литейное производство, Сан-Диего, Сан-Диего, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Лос-Анджелес, Калифорния, Калифорния, Калифорния, калифорния, чугунное литье, чугунное литье, чугунное литье, литейное производство, сталь, железо, чугун, чугунное литье, ЧУГУН, литье, углеродистая сталь, сплав, сплавы, литье в песчаные формы, литейное производство, литейное производство, ковкий, серый ковкий, металл, турбо, корпуса насосов, люки, смотровые колодцы, водоподготовка, котел, сосуд высокого давления, производство пара, теплообмен, промышленность, промышленность, заглушки труб, фланцевые, дымоходы, резервуары, головки, крышки баков, смотровые колодцы, смотровые люки, смотровые люки, отверстия для рук, кольца, прокладки, неопрен, нержавеющая сталь, Т-304, Т-316, ASME, 516-70, сварные, узлы, пластины, навесные затворы, Чугун, ВЧ
чугунолитейный чугунолитейный заводЧТО ГОВОРЯТ ЛЮДИ
“Mesa Castings всегда делает отличную работу! Они были нашим основным поставщиком литья в течение 30 лет.

Ward N
“Чрезвычайно компетентны! Их обслуживание клиентов было отличным, и с ними было легко общаться».
Рита N
«Они доставили мой продукт вовремя, а их услуги по проектированию и инструментам были именно тем, что мне было нужно. Еще раз спасибо!»
Ричард Мол
Можете ли вы изготовить отливку по моим требованиям?
Да! Наш литейный цех — это гибкая мастерская, которая позволяет нам адаптировать процессы литья к вашим спецификациям.
Каким стандартам вы следуете?
Мы строго следуем практикам, процедурам и рекомендациям ISO 9001. Наши клиенты ISO считают, что наши системы качества и процедуры соответствуют их стандартам и утверждениям, хотя мы не сертифицированы.
Что такое серый чугун?
Подавляющее большинство производимых чугунных отливок изготавливается из серого чугуна. Общий термин «чугун» часто используется для обозначения серого чугуна.
 Название происходит от характерного серого цвета металла на поверхности излома. Это вызвано наличием в чугуне мелких чешуек графита.
Название происходит от характерного серого цвета металла на поверхности излома. Это вызвано наличием в чугуне мелких чешуек графита.Чешуйчатый графит в сером чугуне придает ему превосходную обрабатываемость при таких уровнях твердости, которые обеспечивают превосходные характеристики износа, способность противостоять истиранию при граничной смазке и необычные эластичные свойства, обеспечивающие превосходное гашение вибрации.
Что такое ковкий чугун?
Последним дополнением к семейству чугунов является ковкий чугун, открытый в 1940-х годах. Его иногда называют чугуном с шаровидным графитом, а в Англии его называют SG или чугуном с шаровидным графитом. Необычное сочетание свойств получается в ковком чугуне, потому что графит встречается в виде сфер или сферолитов, а не в виде отдельных чешуек. Этот способ затвердевания получается путем сплавления очень небольшого количества магния с расплавленным железом. Металлургия этой добавки довольно сложна, потому что магний является очень реакционноспособным металлом и испаряется при температуре расплавленного железа.

Высокое содержание углерода и кремния в ковком чугуне сохраняет преимущества процесса литья и превосходную обрабатываемость серого чугуна. Ковкий чугун имеет высокий модуль упругости с линейной зависимостью напряжения от деформации, очень хороший диапазон предела текучести и пластичности. Большинство применений ковкого чугуна было сделано для использования его механических свойств, подобных стали, в сочетании с литейностью, обрабатываемостью и коррозионной стойкостью серого чугуна.
Что такое литейный цех?
Литейный цех изготавливает песчаные формы, в которые заливают расплавленный металл. После заливки металла отливку вынимают из формы, а песок можно использовать повторно. Существует несколько распространенных типов литья в песчаные формы:
No-Bake \ Airset
Green Sand
No-Bake \ Airset
катализатор. Формовочный песок засыпают в опоку и выдерживают до затвердевания смолы, которое происходит при комнатной температуре. Поскольку при этом не используется тепло, этот процесс называется холодным отверждением. Процесс без выпечки в основном используется для работы с небольшими и средними объемами.
Поскольку при этом не используется тепло, этот процесс называется холодным отверждением. Процесс без выпечки в основном используется для работы с небольшими и средними объемами.Зеленый песок
В процессе зеленого песка песок покрывают смесью бентонитовой глины и воды. Эти формы сделаны из влажного песка, который используется для придания формы форме. Процесс зеленого песка подходит для больших объемов работ.
Какие преимущества обеспечивают отливки из серого чугуна?
Использование серого чугуна для литья дает ряд важных преимуществ. Отливки из серого чугуна могут быть:
Обрабатывается легче
Используется для демпфирования или контроля вибрации в широком диапазоне применений
Разработаны таким образом, чтобы их металлургия соответствовала требованиям конкретных приложений
Используется в приложениях, требующих стабильности размеров
Используется в приложениях, требующих высокого отношения прочности к весу
Производится экономично в больших объемах с использованием оборудования Disamatic, и
Качество проверено неразрушающими методами
Проектирование отливок, которые в настоящее время свариваются или собираются из нескольких деталей
Как изготавливают отливки из серого чугуна?
Для изготовления отливок из серого чугуна используется определенный ряд этапов.
 4 общих шага:
4 общих шага:Создайте деревянную или металлическую модель детали или деталей, которые необходимо отлить.
Используйте шаблон для создания песчаной формы, сохраняющей форму детали после удаления шаблона.
Залейте расплавленное серое железо в песчаную форму.
Удалите песчаную форму после того, как отливка остынет, оставив новую необработанную отливку из серого чугуна.
Сколько стоят отливки?
Мы не можем указать цены на оплату труда, не увидев предварительно рассматриваемую деталь или детали. Мы приглашаем вас присылать свои проекты в наш отдел продаж Reliance Foundry, и мы с радостью предоставим вам оценку до начала любой работы. Конечно, все проекты, присланные нам для оценки или в качестве заказов для обработки, хранятся в строгой конфиденциальности.
Как изготавливают отливки?
Существует несколько способов производства отливок.
 Песочное формование, при котором копия готовой детали (или узора) спрессовывается с помощью песка и связующих добавок для формирования формы конечной детали, вероятно, является наиболее распространенной формой производства. Шаблон удаляется после того, как форма или слепок сформированы, а затем металл вводится через систему каналов для заполнения полости. Затем песок и металл разделяются, а отливка очищается и дорабатывается для отправки заказчику.
Песочное формование, при котором копия готовой детали (или узора) спрессовывается с помощью песка и связующих добавок для формирования формы конечной детали, вероятно, является наиболее распространенной формой производства. Шаблон удаляется после того, как форма или слепок сформированы, а затем металл вводится через систему каналов для заполнения полости. Затем песок и металл разделяются, а отливка очищается и дорабатывается для отправки заказчику.Чугунное литье, Чугунное литье Китай
Чугунное литье, один из старейших и наиболее признанных методов литья, расплавляется и разливается в формы или отливки для создания части изделий желаемых размеров и формы. Им дают остыть и затвердеть перед извлечением из форм и использованием. Чугунные отливки могут использоваться в различных отраслях промышленности и использоваться для множества целей.
Чугун представляет собой сплав железа, углерода и кремния с содержанием углерода около 3,2% и кремнием около 2,2%. По сравнению со стальным литьем, чугунное литье имеет ряд преимуществ, но не менее выгодных свойств.
 Мы можем разделить чугун на серый чугун, ковкий чугун и ковкий чугун. Отличие этих видов железа заключается в характеристиках используемого в материале графита.
Мы можем разделить чугун на серый чугун, ковкий чугун и ковкий чугун. Отличие этих видов железа заключается в характеристиках используемого в материале графита.Отливка из серого чугуна : Серый чугун называется так потому, что при разрушении его поверхность приобретает тускло-серый цвет. Он обладает хорошими литейными свойствами, высокой обрабатываемостью, хорошей износостойкостью, а также хорошим гашением вибрации. Он может выдерживать большие нагрузки и имеет хорошую степень коррозионной стойкости. Однако он имеет низкую прочность на растяжение и относительное удлинение. Он часто используется для изготовления таких деталей, как блоки цилиндров, поршни, коробки передач, ножи, колеса стола, трубы, клапаны и т. д.
Отливка из ковкого чугуна : В ковком чугуне графит подобен подушке и действует как «преградитель трещин», придавая пластичность и ударную вязкость выше, чем у всех других чугунов. Они обладают высокой прочностью, высокой термостойкостью и ударной вязкостью.
 Они используются в самых разных отраслях промышленности: машиностроении, сельском хозяйстве, автомобилестроении, дорожно-строительной и др. Производство литья из ВЧШГ сложнее и дороже, чем из серого чугуна. Они также могут иметь больше дефектов литья, чем отливки из серого чугуна.
Они используются в самых разных отраслях промышленности: машиностроении, сельском хозяйстве, автомобилестроении, дорожно-строительной и др. Производство литья из ВЧШГ сложнее и дороже, чем из серого чугуна. Они также могут иметь больше дефектов литья, чем отливки из серого чугуна.Общие стандарты используемых материалов в чугунном литье:
Чугун Стандарты ГБ АВС БС НФ ДИН ИСО Серый чугун НТ200 № 30 Класс 220 EN-GJL-200 ГГ20 200 HT250 № 35 Класс 260 EN-GJL-250 ГГ25 250 НТ300 № 45 Класс 300 EN-GJL-300 ГГ30 300 НТ350 № 50 Класс 350 EN-GJL-350 ГГ35 350 Ковкий чугун QT450-10 65-45-12 ГГГ-40 EN-GJS-450-10 450/10 450-10 QT450-18 60-40-18 ГГГ-40 EN-GJS-450-18 400/18 450-18 QT500-7 80-55-06 ГГГ-50 EN-GJS-500-7 500/7 500-7 Процесс литья чугуна
Как и литье стали, существуют также различные методы производства литья чугуна.
 Проще говоря, чугунные отливки могут быть адаптированы для литья в песчаные формы или литья по выплавляемым моделям.
Проще говоря, чугунные отливки могут быть адаптированы для литья в песчаные формы или литья по выплавляемым моделям.Литье в песчаные формы : Также называется литьем в песчаные формы. Это процесс, в котором используются одноразовые песчаные формы для формования металлических отливок. Литье в песчаные формы используется для производства широкого спектра чугунных компонентов со сложной геометрией. В Китае существует три типа методов литья в песчаные формы для изготовления чугунных отливок. Это литье в песчаные формы с предварительно нанесенным покрытием, литье в песчаные формы из смолы и литье в глиняные песчаные формы. Среди них литье в песчаные формы с предварительным покрытием является наиболее точным процессом литья в песчаные формы с общим допуском литья CT8. Он способен производить чугунные отливки весом менее 2 кг. Литье в глиняные пески – это второй процесс точного литья с общим допуском литья CT9.. В этом методе доступны чугунные отливки весом от 2 до 60 кг.
 А литье в смоляные пески в основном используется для производства крупных чугунных отливок весом более 60 кг.
А литье в смоляные пески в основном используется для производства крупных чугунных отливок весом более 60 кг.Литье по выплавляемым моделям : Литье по выплавляемым моделям является еще одним методом литья чугунных отливок. Это тип процесса литья по выплавляемым моделям, аналогичный литью по выплавляемым моделям. Но замените воск пеной для выкройки. Преимущества литья по выплавляемым моделям в том, что температура кипения пены низкая, это помогает упростить процесс литья по выплавляемым моделям, устраняя необходимость вытапливать воск из формы. Чугун является одним из обычно отливаемых материалов в процессе литья по газифицируемым моделям. С помощью литья по газифицируемым моделям мы можем изготавливать небольшие чугунные отливки с хорошей точностью размеров и чистотой поверхности. Для крупных чугунных отливок предпочтительнее литье в песчаные формы.
Преимущества чугунного литья перед стальным
Прочность : И сталь, и железо обладают высокой прочностью.
 Для сравнения, чугунное литье обычно имеет лучшую прочность на сжатие, чем стальное литье.
Для сравнения, чугунное литье обычно имеет лучшую прочность на сжатие, чем стальное литье.Стоимость: Хотя стоимость стальных отливок изначально выше, чем чугунных, в конечном итоге они могут оказаться более рентабельным вариантом, если учитывать долгосрочное использование и затраты на замену.
Недостатком чугунного литья является то, что оно обладает лучшей коррозионной стойкостью, чем стальное литье. То есть оба металла окисляются и начинают тускнеть в присутствии влаги. В результате сталь на самом деле является лучшим вариантом при поиске коррозионной стойкости, поскольку она лучше предотвращает окисление.
Чугунное литье из китайской компании
CFS Iron Casting Company имеет долгую историю производства чугунного литья в Китае, мы продолжаем модернизировать наше оборудование и заводские мощности, чтобы предоставлять нашим клиентам продукцию высочайшего качества с использованием новейшего литья по выплавляемым моделям. и технология литья в песчаные формы.
 Наши современные печи могут помочь сократить время производства за счет более быстрой плавки и расширить наши возможности по предоставлению высококачественных чугунных отливок по конкурентоспособным ценам. Наша знающая и опытная команда обеспечивает внутреннюю термообработку и металлургические испытания, чтобы обеспечить своевременное выполнение вашего заказа. Ниже приведены фотографии некоторых чугунных отливок, которые мы сделали. Напишите нам по электронной почте или позвоните, чтобы узнать о ваших потребностях в чугунных отливках на заказ.
Наши современные печи могут помочь сократить время производства за счет более быстрой плавки и расширить наши возможности по предоставлению высококачественных чугунных отливок по конкурентоспособным ценам. Наша знающая и опытная команда обеспечивает внутреннюю термообработку и металлургические испытания, чтобы обеспечить своевременное выполнение вашего заказа. Ниже приведены фотографии некоторых чугунных отливок, которые мы сделали. Напишите нам по электронной почте или позвоните, чтобы узнать о ваших потребностях в чугунных отливках на заказ.Марки ковкого чугуна для литья | Чугунные отливки по выплавляемым моделям
Fe Отливки из ковкого чугуна, корпус дверной фурнитуры, защитная фурнитура/дверная/замочная фурнитура Fe Отливки из ковкого чугуна, Цилиндр ручного инструмента сборочной линии, Промышленный Fe Отливки из ковкого чугуна, приводной рычаг дверной фурнитуры, фурнитура безопасности/двери/замка Fe Отливки из ковкого чугуна, корпус дверной фурнитуры, защитная фурнитура/дверная/замочная фурнитура Литые детали из ковкого чугуна использовались во многих отраслях промышленности в течение последних нескольких десятилетий, что в значительной степени способствовало развитию современных машин.
 При создании отливок по выплавляемым моделям из ковкого чугуна почти нетто-формы инженеры-конструкторы могут обеспечить огромную универсальность без ущерба для производительности.
При создании отливок по выплавляемым моделям из ковкого чугуна почти нетто-формы инженеры-конструкторы могут обеспечить огромную универсальность без ущерба для производительности.Aero Metals производит отливки по выплавляемым моделям почти сетчатой формы из ковкого чугуна уже почти 60 лет. Наше предприятие мирового класса площадью 175 000 квадратных футов оснащено самым передовым технологическим оборудованием в отрасли для обслуживания ваших потребностей в крупномасштабном литье по выплавляемым моделям из ковкого чугуна.
Свяжитесь с Aero Metals
Получить предложение
Свяжитесь с Aero Metals для получения дополнительной информации о наших вариантах литья по выплавляемым моделям из ковкого чугуна или позвоните нам по телефону 219-326-1976, и мы с радостью ответим на любые ваши вопросы. Aero Metals — ваш надежный поставщик высококачественных металлических деталей из ковкого чугуна, изготовленных методом литья по выплавляемым моделям.
Преимущества литья по выплавляемым моделям из ковкого чугуна
Литье по выплавляемым моделям из ковкого чугуна, близкое к чистому, обеспечивает инженеру-конструктору наилучшее сочетание конструкции детали, способности к поверхностному упрочнению, модуля упругости, коррозионной стойкости и отношения прочности к весу.
 Все это достигается при сохранении благоприятной стоимости производства. Кроме того, ковкий чугун с сетчатой формой дает инженеру-конструктору больше свободы при проектировании и обеспечивает наилучшее общее сочетание характеристик литья и последующего литья. К дополнительным преимуществам относятся:
Все это достигается при сохранении благоприятной стоимости производства. Кроме того, ковкий чугун с сетчатой формой дает инженеру-конструктору больше свободы при проектировании и обеспечивает наилучшее общее сочетание характеристик литья и последующего литья. К дополнительным преимуществам относятся:- Свобода дизайна
- Экономичный
- Стабильный готовый продукт
- Несуществующая степень усадки
- Предотвращает образование внешней усадки
Ковкий чугун Применение для литья по выплавляемым моделям
Ковкий чугун обеспечивает гибкость конструкции и снижение производственных затрат по сравнению со сварными конструкциями и поковками. Отливки из ковкого чугуна обладают многими «лучшими в своем классе» характеристиками, а также являются экономически выгодной альтернативой другим ферросплавам. Кроме того, ковкий чугун широко используется во многих отраслях промышленности, включая:
- Аэрокосмическая отрасль
- Производство
- Сельское хозяйство
- Автомобилестроение
- Безопасность, фурнитура для дверей и замков
Марки литья по выплавляемым моделям из ковкого чугуна
Aero Metals предлагает множество различных марок литья по выплавляемым моделям из ковкого чугуна, близких к чистой форме, для потребностей вашего проекта, некоторые из которых включают:
- ASTM A536 класс 80-55-06 (SAE D5506)
- Прочность на растяжение 80 тыс.
 фунтов/кв.дюйм
фунтов/кв.дюйм - Предел текучести 55 тысяч фунтов на квадратный дюйм
- Пластичность (удлинение) 6%
- Твердость по Бринеллю 187-255
- Прочность на растяжение 80 тыс.
- ASTM A536 Класс 60-40-18 (SAE D4018)
- Прочность на растяжение 60 тысяч фунтов на квадратный дюйм
- Предел текучести 40 тысяч фунтов на квадратный дюйм
- Пластичность (удлинение) 18%
- Твердость по Бринеллю 187 максимум
- Номинальная скорость обработки 100 м/мм твердосплавными инструментами
- ASTM A536 Класс 65-45-12 (SAE D4512)
- Прочность на растяжение 65 тысяч фунтов на квадратный дюйм
- Предел текучести 45 тысяч фунтов/кв. дюйм
- Пластичность (удлинение) 12%
- Твердость по Бринеллю 156-217
- ASTM A536 Класс 100-70-03 (SAE D7003)
- Высокопрочный сплав с пределом прочности 100 тыс.фунтов/кв.дюйм
- Предел текучести 70 тысяч фунтов/кв.
 дюйм
дюйм - Пластичность (удлинение) ограничена 3%
- Твердость по Бринеллю 214-302
- Номинальная скорость обработки 66 м/мм твердосплавными инструментами
- На 10% легче углеродистой стали
Austempered Литье по выплавляемым моделям из высокопрочного чугуна
Austempering — это процесс термообработки, разработанный для повышения прочности и ударной вязкости ферросплавов, таких как ковкий чугун. Литой ковкий чугун может подвергаться аустенитному отпуску для достижения более высокого предела прочности на растяжение и предел текучести в качестве вторичной службы.
Austempering производится в пяти (5) различных классах ASTM A897, начиная с класса 1, обеспечивающего предел прочности на разрыв 130 тысяч фунтов на квадратный дюйм и предел текучести 90 тысяч фунтов на квадратный дюйм, до класса 5, обеспечивающего предел прочности на разрыв 230 тысяч фунтов на квадратный дюйм и предел текучести 185 тысяч фунтов на квадратный дюйм.
