Цианирование это – виды, технологии, принципы, особенности и применение
alexxlab | 02.10.2019 | 0 | Разное
виды, технологии, принципы, особенности и применение
Существует множество способов обработки стали, направленных на изменение ее свойств. Один из них — цианирование. Виды, технологии, принципы, особенности и применение данных работ рассмотрены далее.
 Цианирование стали
Цианирование сталиСуть технологии
Цианированием называют один из видов химико-термической обработки стали. Суть данного метода состоит в насыщении металлических поверхностей азотом и углеродом в температурном диапазоне от 530 до 950°С. По технологии это напоминает совмещение азотирования и цементации.
Рассматриваемый метод используется для сталей различных типов. Так, осуществляют цианирование нержавеющей стали, легированной, высокохромистой, с различным содержанием углерода, без легирующих добавок, конструкционной, быстрорежущей.
Цель цианирования состоит в улучшении свойств металла. Так, данная технология обработки повышает твердость, предел выносливости, износостойкость материала. Принцип цианирования основан на диффузии в структуру материала углерода и азота.
Данный процесс включает две стадии:
- Сначала происходит насыщение верхнего слоя углеродом и азотом. Это продолжается 1 — 3 ч.
- Далее абсорбированные в структуру материала атомы азота могут десорбироваться (выходить через поверхность, перейдя в газовую фазу). При этом насыщение углеродом продолжается и на втором этапе.
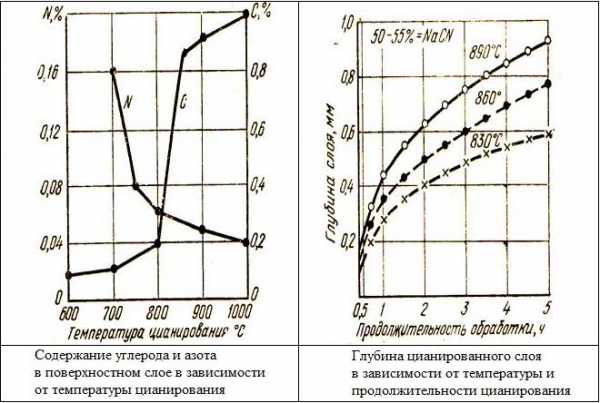
Ход рассматриваемого процесса определяется температурным режимом. Так, в диффузионном верхнем слое при возрастании температуры сокращается содержание азота, и увеличивается количество углерода, причем непрерывно либо до конкретного момента. На последних стадиях операции концентрация азота начинает сокращаться. Вследствие этого возможна фиксация насыщения данным элементом верхнего слоя стали при различных температурах. Сокращение содержания азота и повышение концентрации углерода при возрастании температуры происходит линейно. Однако это актуально лишь для верхнего слоя материала, а в нижележащих данная закономерность не наблюдается.
Величина насыщения также значительно зависит от науглероживающих параметров среды, в которой осуществляется цианирование металла.
Кроме того, на особенности совместной диффузии воздействует количество азота, определяющее глубину распространения диффузии углерода и величину насыщения им слоя. Чрезмерное содержание азота может повлечь недостаточную скорость диффузии углерода. Это объясняется способствованием азота формированию карбонитридных образований на поверхности.
Глубина проникновения обоих элементов в сталь определяется ее микроструктурой. Однако в любом случае азот проникает на большую глубину, чем углерод.
Таким образом, результат работ определяется несколькими факторами. К ним относятся температура нагрева, концентрация азота и углерода, свойства среды и материала.

Поточный агрегат для цианирования
В результате на поверхности стали формируется двухслойное покрытие. Сверху расположен карбонитридный слой (Fe2(C, N)) толщиной 10 — 15 мкм. Он характеризуется высокой износостойкостью и меньшей хрупкостью в сравнении с чистыми нитридами и карбидами. Нижележащий слой представлен азотистым твердым ферритом (мартенситом). Общая толщина — 0,15 — 2 мм.
Виды
Цианирование классифицируют на основе следующих особенностей:
- температурного режима;
- фазового состава среды.
На основе фазы среды цианирование классифицируют на:
- газовое;
- твердое;
- жидкое.
Принцип называемого также нитроцементацией газового цианирования заключается в нагреве при 530 — 570°С на протяжении 1,5 — 3 ч. предмета в содержащей азот и углерод газовой смеси, включающей, например, аммиак (NH3) и окись углерода (CO). Химическое взаимодействие названных газов приводит к формированию атомарных азота и углерода. Они создают слой, толщина которого определяется температурой и длительностью и составляет от 0,02 до 0,004 мм. Его твердость равна 900 — 1200 HV.
Технология твердого цианирования близка к твердой цементации. Отличие состоит в составе карбюризатора: для рассматриваемых работ применяют материал, содержащий цианистые соли. Твердое цианирование по производительности значительно уступает прочим видам, поэтому оно используется редко. Далее рассмотрены более подробно жидкое и газовое цианирование.

Установка для цианирования
Жидкое цианирование является наиболее распространенным способом. При этом применяют расплавленные цианистые соли, представленные NaCl, NaCN, Na2CO3, BaCl2, BaCO2 в различных концентрациях и сочетаниях.
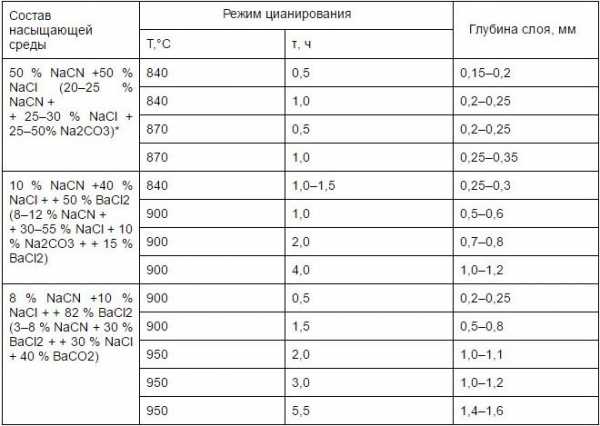
Существует регламент, определяющий температурный режим и продолжительность работ для разных составов смесей. Он же отображает толщину получаемого в результате слоя, которая составляет 0,15 — 1,6 мм. Взаимодействие цианистых солей натрия с содой и солью приводит к их разложению с выделением атомарных азота и углерода. Основным компонентом цианистых солей является CN. Повышение его содержания приводит к возрастанию концентрации азота и углерода в диффузионном слое, но не сказывается на его толщине. Жидкое цианирование служит в качестве окончательной обработки стали.
На основе температурного режима цианирование подразделяют на низко- и высокотемпературное. Обработка металла первого типа обеспечивает большее насыщение азотом, а высокотемпературное цианирование — наоборот углеродом.
Жидкую высокотемпературную обработку, называемую также жидкостной цементацией, осуществляют путем выдерживания деталей в печах-ваннах при 840 — 950°С на протяжении 5 — 45 мин. Такой способ позволяет достичь толщины диффузионного слоя до 0,075 — 0,1 мм. Данный параметр определяется температурой и длительностью процесса. В любом случае наращивание слоя таким методом быстрее, чем при газовом цианировании. Однако данный способ весьма вредоносен, так как расплавленные цианистые соли токсичны. Поэтому необходимы особые меры безопасности при осуществлении таких работ.
Ввиду этого жидкостной высокотемпературной технологии предпочитают газовое цианирование, несмотря на меньшую скорость работ. Это компенсируется меньшей стоимостью. Его осуществляют при 830 — 950°С в муфельных печах на протяжении 1 — 2 ч. По завершении закалки и низкого отпуска твердость обработанного данным способом материала возрастает до 60 — 64 HRC (56 — 62 по другим данным).
Низкотемпературное цианирование стали среднеуглеродистого состава называют также тенифер-процессом. Он заключается в насыщении материала преимущественно азотом путем пропускания через него сухого воздуха при 540 — 600°С.
Перед низкотемпературным цианированием осуществляют термическую обработку полного цикла при 500 — 600°С.

Процесс цианирования стали
Таким образом, низкотемпературное цианирование создает слой с большим содержанием азота, а при высокотемпературном образуется покрытие преимущественно углеродного состава (концентрация углерода составляет 0,6 — 1,2%, азота — 0,2 — 0,6%).
Применение
Учитывая результаты цианирования, а именно придаваемые им свойства, данный способ обработки используют для подверженных значительным нагрузкам в процессе эксплуатации стальных деталей. К ним относят, например, шестерни и валы. Для данных предметов, а особенно их сердцевин, предъявлены повышенные требования не только к прочности, но и к вязкости. Эти характеристики и придает цианирование.
Область применения данной технологии обработки определяется ее типом. Так, низкотемпературную нитроцементацию используют для быстрорежущих сталей, цианирование — для среднеуглеродистых, быстрорежущих, высокохромистых сталей, а высокотемпературный способ — для шестерен и прочих деталей различных механизмов из простых углеродистых, легированных, средне- и низкоуглеродистых сталей. Кроме того, жидкое высокотемпературное цианирование может применяться с целью придания деталям товарного вида, так как, благодаря такой обработке, на поверхности образуется матовая текстура. Причем для этого нужно нагреть их в цианистой ванне без выдержки.
Достоинства, недостатки
При выборе способа обработки необходимо учитывать толщину изделий, так как тонкие предметы, подвергнутые цианированию, могут иметь большую хрупкость, чем обработанные по технологии обычной цементации детали. Это является недостатком рассматриваемой технологии. Кроме того, в результате такой обработки изменяются свойства не всего материала, а лишь его поверхностного слоя толщиной до 1,6 мм. Наконец, в ходе цианирования необходим постоянный контроль степени науглероживания и азотирования рабочей среды.
Основной положительной особенностью рассматриваемой технологии обработки является относительно невысокий температурный режим. Во-первых, это упрощает осуществление благодаря отсутствию необходимости охлаждения изделия по завершении. Во-вторых, повышает надежность оборудования, снижая его износ. В-третьих, не вызывает деформации обрабатываемых предметов. К тому же в подвергнутом цианированию материале содержится остаточный аустенит, способствующий улучшению многих параметров стали, а именно возрастает ударная вязкость поверхностей, стойкость к износу, прочность на изгиб, пластичность. Кроме того, цианирование повышает твердость (до 58 — 62 HRC) и контактную выносливость материала. Также подвергнутые газовому цианированию детали отличаются улучшенной прокаливаемостью благодаря повышению устойчивости аустенитной структуры стали. Так, например, низколегированную сталь после такой обработки можно закаливать в масле.
Близкие методы
Близким методом является мягкое азотирование. Его осуществляют при температуре примерно 590°С. Такую обработку используют для повышения износостойкости и предела выносливости среднеуглеродистых сталей.
Также по технологии рассматриваемая обработка близка к цементации. В сравнении с ней цианирование выгодно отличается тем, что образуемый слой обладает лучшей износостойкостью и устойчивостью к коррозии, большей твердостью, а также усталостной прочностью. Кроме того, благодаря меньшим температурному режиму и продолжительности процесса, не происходит рост зерен. Ввиду этого сразу по завершении цианирования осуществляют закалку, что придает поверхности большую твердость. Наконец, высокотемпературный процесс цианирования стали занимает меньше времени, чем цементация.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
его назначение, что такое нитроцементирование
Цианирование стали – один из способов улучшения физико-химических свойств металла. Применение метода необходимо, когда нужно повысить прочность, твердость, сопротивляемость коррозии, износоустойчивость поверхностного слоя стали, сделать ее более стойкой к естественному старению.
Нитроцементация укрепляет сталь путем воздействия на нее углерода и азота, точнее, введения этих молекул в кристаллическую решетку поверхностного слоя. Весь этот процесс происходит под воздействием высоких температур в среде цианистых солей натрия, окисление которого приводит к выделению углерода и азота.
Насколько глубоко проникнут цементирующие вещества в структуру металла и какая степень концентрации образуется, зависит от выбранной температуры проведения операции и временного интервала воздействия. Нитроцементация и цианирование стали – операции, преследующие одну цель, но проходящие в разных средах.

Цель цианирования стали и суть технологии
Первоочередная цель цианирования лежит в укреплении поверхностного слоя стали различных деталей, придании ему более высокого предела выносливости, так как этот слой подвержен наибольшим нагрузкам во время эксплуатации механизмов, конструкций. Насыщение поверхностного слоя металла углеродом и азотом принято применять из-за их быстрого проникновения, когда они взаимодействуют одновременно. Методом цианирования можно обрабатывать следующие виды металла:
- любые нержавеющие стали;
- сплавы стальные легированные либо те, где нет присутствия легирующих компонентов, стали с концентрацией углерода средних показателей;
- стали конструкционного назначения, где присутствует мало углерода.
Химико-термический способ цианирования придерживается следующей технологии:
- В рабочую ванну с расплавленной солью цианистой состава 15% Na₂CO₃, 60% NaCl и 25% NaCN помещают деталь.
- Далее рабочую среду нагревают до температуры от 930 до 530 градусов по Цельсию (в зависимости от выбранного режима обработки).
- Выделяющиеся из соли оксид углерода и азот насыщают металл несколько часов.
Все нюансы прохождения обработки металла в итоге зависят от выбранного температурного режима.
Сущностью процесса, по которому углерод с азотом могут проникнуть внутрь слоя стали, является диффузия. В течение перечисленных выше этапов технологии процесс проходит две основные стадии, разделенные временными периодами:
- Начальный период нитроцементации длительностью от одного до трех часов, характеризующийся внедрением в кристаллическую решетку металла атомов азота, углерода.
- Конечный период, когда предварительно проникшие и насытившие сталь атомы азота начинают десорбироваться (покидать поверхность, вновь приобретая состояние газа), углерод же при этом продолжает насыщать металл до тех пор, пока не закончится воздействие температуры и рабочей среды.
Виды цианирования
Есть несколько способов цианирования, которые выполняют по своей технологии для определенных типов стали с достижением разных результатов обработки. Так можно классифицировать процесс:
- по используемому термическому режиму;
- по физическому состоянию среды, где происходит цианирование (твердая, жидкая или газообразная нитроцементация).
Высокотемпературное цианирование
Высокотемпературное цианирование выполняют при рабочей температуре порядка 800–900 градусов по Цельсию. Здесь сталь насыщается преимущественно углеродом с численным показателем процентного содержания в слое от 0.6 до 1.2% (цементация жидкостная). Азот присутствует в таком процентном соотношении – 0.2–0.6%. Образованный укрепленный слой может быть толщиной от 2 до 0.15 миллиметров.
Высокотемпературный метод отличается тем, что обработанные изделия требуют проведения дополнительных операций воздействия, таких как закаливание металла, низкий отпуск. После проведения полного комплекса мероприятий полученный слой имеет структуру, состоящую из поверхностного слоя тонкого Fe₂(C, N) (карбонитриды), следующего за ним слоя мартенсита азотистого.

Низкотемпературное цианирование
Обработку металла низкотемпературную (тенифер-процесс) выполняют при рабочей температуре порядка 540–600 градусов по Цельсию. Здесь металл насыщается преимущественно азотом. Таким способом укрепляют высокохромистые, быстрорежущие стали, которые используются для изготовления инструментов. Низкотемпературное цементирование не предполагает более никаких операций – это заключительный этап обработки.
Метод жидкостного цементирования цианистыми солями считается одним из самых вредных для здоровья, так как соли натрия представляют собой сильное ядовитое вещество.
Свойства и применение цианированных сталей
Стали, которые прошли обработку методом цианирования, резко отличаются от обычных увеличением параметра усталостной прочности, предела выносливости. Область применения таких сталей разнообразна:
- конструкции строительные сварного типа;
- переплеты фонарные, а также оконные в зданиях промышленного назначения;
- различные мелкие метизы: шайбы, собачки, заклепки, звездочки, муфты – все то, что эксплуатируется при температуре до –40 градусов по Цельсию;
- шестерни, валы в механизмах, где присутствует трение.

Технология, цель и виды нитроцементации
Нитроцементация – это насыщение изделия из стали углеродом и азотом, которое протекает в среде из газа цементирующего с добавлением аммиака диссоциированного. Меняя состав газа и температуру, при которой происходит процесс нитроцементации, можно влиять на процентное содержание углерода и азота в получаемом слое. Толщину слоя также можно контролировать за счет выбора температуры и времени выдержки. Процесс нитроцементации представляет собой диффузию.
Бывает нитроцементация стали высокотемпературная и низкотемпературная. Первый метод нитроцементации применяют в условиях температуры от 830 до 950 градусов по Цельсию. В этом случае используют аммиак в повышенных дозах. После операции над изделием проводят мероприятия по закалке с отпуском низким. Твердость, которая достигается в результате, соответствует 62–56 HRC. Стали, в основном подвергаемые нитроцементации, – это углеродистые (из них изготавливают детали машиностроения) и низколегированные металлы.
Метод нитроцементации низкотемпературный подразумевает применение термической среды в пределах 530–570 градусов продолжительностью не более 3 и не менее 1.5 часов, предварительно выполняют закалку и отпуск деталей. Полученный твердый слой имеет толщину от 0.004 до 0.02 миллиметра с крепостью 1200–900 HV.
Нитроцементация является безопасным процессом с низкой себестоимостью операции, поэтому ее часто используют в автомобилестроении.
Преимущества нитроцементации перед цементацией
Процесс нитроцементации – самый безопасный и передовой метод укрепления стали углеродом и азотом. По сравнению с обычным цементированием он имеет ряд преимуществ:
- быстрее происходит поверхностная диффузия;
- нет необходимости в подготовке;
- металл при нитроцементации не подвергается сильному перегреву, и, как следствие, не происходит изменение кристаллической решетки;
- заготовки менее подвержены деформации;
- после прохождения обработки последующее закаливание и отпуск проходят более качественно;
- нитроцементация – самый дешевый способ укрепления стали, поэтому ее повсеместно используют в машиностроении.
Всем, кто имеет представление, практические навыки или профессионально занимается нитроцементацией стальных изделий, просьба поддержать в комментариях тему, так как больше достоверной информации необходимо для понимания процесса.
wikimetall.ru
Цианирование – это… Что такое Цианирование?
в гидрометаллургии, способ извлечения металлов (главным образом золота и серебра) из руд и концентратов избирательным растворением их в растворах цианидов щелочных металлов. Избирательность растворения достигается слабой концентрацией раствора (0,03—0,3% цианида), благодаря чему он мало взаимодействует с др. компонентами руды. Растворение золота и серебра в цианистом растворе происходит в присутствии растворённого в воде кислорода; повышение его концентрации интенсифицирует процесс (см. Цианиды). Для предотвращения разложения цианидов в растворы вводят в количестве 0,005—0,02% защитную щёлочь в виде извести или едкого натра.В основе теории процессов Ц. лежат закономерности кинетики растворения на неоднородной поверхности (при катодной деполяризации кислородом) и диффузионного растворения металлов (при одновременной диффузии цианида и кислорода). Большое значение имеют закономерности взаимодействия реагентов с минералами, учитывающие их состав и структуру.
В промышленности применяют 2 метода Ц.: просачивание (перколяция) растворов через слой мелкораздробленной руды или песков и перемешивание пульпы при её интенсивной аэрации. Из раствора золото и серебро часто осаждаются цинковой пылью.
Развивается сорбционное Ц., совмещающее процессы выщелачивания и извлечения растворённого золота и серебра из пульпы сорбцией анионитами или активированными углями. Этот вид Ц. эффективен при переработке труднофильтруемых шламистых руд.
Извлечение золота при Ц. пульп составляет 90—96%, при расходе цианида натрия 0,25—3 кг/т и защитной щёлочи 0,5—5 кг/т.
Впервые растворение золота и серебра в цианистых растворах изучил в 1843 П. Р. Багратион. Его исследования дополнили Ф. Эльснер (Германия, 1846) и М. Фарадей (1856). В производственную практику Ц. вошло в начале 90-х гг. 19 в. (патенты Дж. Мак-Артура и братьев Р. и У. Форрест, Великобритания, 1887 и 1888). См. также Благородные металлы, Гидрометаллургия.Лит.: Масленицкий И. Н., Чугаев Л. В., Металлургия благородных металлов, М., 1972; Основы металлургии, т. 5, М., 1968.
стали, разновидность химико-термической обработки (См. Химико-термическая обработка), заключающаяся в комплексном диффузионном насыщении поверхностного слоя стали углеродом и азотом в расплавах, содержащих цианистые соли, при 820—860 °С (среднетемпературное Ц.) или при 930—950 °С (высокотемпературное Ц.). Основная цель Ц. — повышение твёрдости, износостойкости и предела выносливости стальных изделий. В процессе Ц. цианистые соли окисляются с выделением атомарных углерода и азота, которые диффундируют в сталь. При среднетемпературном Ц. образуется цианированный слой глубиной 0,15—0,6 мм с 0,6—0,7% С и 0,8—1,2% N, при высокотемпературном (этот вид Ц. часто применяют вместо цементации (См. Цементация))Лит.: Минкевич А. Н., Химико-термическая обработка металлов и сплавов, 2 изд., М., 1965; Лахтин Ю. М., Металловедение и термическая обработка металлов, 2 изд., М., 1977.
Ю. М. Лахтин.
dic.academic.ru
46. Цианирование сталей.
Цианирование – процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при температурах 600–1200 °С в расплавленных солях, содержащих группу NaCN (значительно ниже температур цементации и температур фазовых превращений). Различают низко-, средне- и высокотемпературное цианирование.Наиболее часто это насыщение применяют для деталей, работающих на износ: винтов, шайб, осей, шестерён, а также инструментов из быстрорежущей и высокохромистой сталей; стойкость инструмента при этом повышается в полтора два раза.
Среднетемпературное цианирование сталей проводят в ванне, содержащей 20-25%NaCN и 25-50% Na2Cl3 25-50%NaCl при 820-960’С в течении 30- 90 мин для получения слоя небольшой толщины (0.15-0.36 мм) После цианирования при таких сравнительно невысоких температурах следует закалка непосредственно из ванны и низкий отпуск при 160-200 ‘С Твёрдость слоя достигает HRCэ 59-63.
Высокотемпературное цианирование проводят в ваннах, содержащих 8% NaCN, 8% BaCl 10% NaCl при 930-950 ‘C в течение 1.5-6 часов для получения слоя толщиной 0.5-2.0 мм. При цианировании в большей степени поверхность насыщается углеродом. После цианирования детали охлаждают на воздухе, а затем для измельчения зерна закаливают и подвергают низкому отпуску.
Низкотемпературное цианирование проводят в ваннах, содержащих 50-90% активных солей NaCN или NaCN и KCN, а остальные – неактивные соли – Na2CO3, NaCl, NaOH, KCH, при температурах 500-600 и иногда 700C Преимущественно идёт насыщение азотом. При температурах 550-570’C азотируют инструмент из быстрорежущих сталей после окончательной термической обработки. Толщина слоя 0.01-0.015 мм для инструментов с тонкой режущей кромкой. Продолжительность процесса от 10-15 минут до 2 ч.
Преимущества цианирования по сравнению с цементацией – значительно меньшая продолжительность процесса и более высокая износостойкость и коррозионная стойкость.
47. Диффузионная металлизация (алитирование, хромирование, силицирование, борирование).
Диффузионная металлизация – процесс, основанный на диффузионном насыщении поверхностных слоёв изделий из металлов и сплавов различными металлами. Д. м. проводят, чтобы придать поверхности металлических деталей специальные физико-химические и механические свойства. В зависимости от диффундирующего элемента различают: алитирование, диффузионное хромирование, молибденирование; марганценирование, хромоалитирование, хромотитанирование и другие виды. Диффузионное насыщение возможно из различных фаз: твёрдой, паровой, газовой и жидкой.
Алитирование – насыщение поверхности стальных и др. металлических деталей алюминием с целью повышения окалиностойкости до t 1100°С и сопротивления атмосферной коррозии.
Хромирование – нанесение хрома или его сплава на металлическое изделие для придания поверхности комплекса физико-химических свойств: высокого сопротивления коррозии, износостойкости, жаростойкости, высоких механических и электромагнитных свойств. наиболее распространены электролитический и диффузионный.
Силицирование – процесс химико-термической обработки, состоящий в высокотемпературном (950–1100 °С) насыщении поверхности стали кремнием. Силицирование придаёт стали высокую коррозионную стойкость в морской воде, в азотной, серной и соляной кислотах и несколько увеличивает стойкость против износа. Силицирование может производиться в газообразных и жидких средах как электролизным, так и безэлектролизным методом.
Борирование — химико-термическая обработка, заключающаеся в диффузионном насыщении поверхностного слоя стали бором при нагреве в соответствующей среде (упрочнение поверхностей). Борирование чаще всего проводят при электролизе расплавленной буры применяют для повышения износостойкости втулок грязевых нефтяных насосов, дисков пяты турбобура, вытяжных, гибочных и формовочных штампов, деталей пресс-форм и машин литья под давлением.
studfiles.net
Цианирование и нитроцементация стали: технология и назначение
Цианирование, целью которого является насыщение поверхностных слоев стали азотом и углеродом, представляет собой одну из разновидностей такой технологической операции, как нитроцементация. По сравнению с обычной цементацией, этот метод обработки стали является более эффективным, так как позволяет придавать стальным изделиям особые механические свойства.

Рассматриваемые процессы предусматривают термическую обработку изделий, производимую в специальных газовых печах
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием. Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости. Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей. Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла. Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.

Добыча золота методом цианирования
Диффузия азота и углерода в поверхностный слой стали
Насыщение поверхностного слоя изделия из стали азотом и углеродом, что и подразумевают под собой нитроцементация и цианирование, происходит за счет диффузии данных элементов во внутреннюю структуру стального сплава. В поверхностном диффузионном слое стального изделия при повышении температуры во время цианирования снижается количество азота, а количественное содержание углерода, наоборот, увеличивается.
Содержание углерода в диффузионном слое может увеличиваться непрерывно или только до определенного момента, а снижаться оно начинает только на последних этапах выполнения технологической операции. За счет такой особенности процесса диффузии углерода насыщение поверхностного слоя стального изделия данным элементом может фиксироваться при разных температурах выполнения цианирования. На степень насыщения большое влияние оказывают науглероживающие способности среды, в которой выполняется эта технологическая операция.
Температура цианирования влияет на глубину и состав нанесенного слоя
На параметры процесса совместной диффузии серьезно влияет азот, от которого, в частности, зависят:
- глубина слоя металла, на которую будет происходить диффузия углерода;
- степень насыщения такого слоя углеродом.
Между тем большое содержание азота в среде для цианирования может привести к тому, что диффузия углерода в структуру стали будет протекать недостаточно активно. Объясняется это тем, что азот, когда в рабочей среде для цианирования его содержится слишком много, способствует формированию на поверхности обрабатываемого изделия карбонитридных фаз или образований.
Процесс насыщения поверхностного слоя стального изделия азотом и углеродом при выполнении цианирования и нитроцементации протекает в две стадии, которые имеют мало общего, если сравнивать их кинетические показатели. Так, на первой стадии, которая может продолжаться от 60 до 180 минут, поверхностный слой изделия насыщается и азотом, и углеродом. На следующем этапе отдельные атомы азота, уже абсорбированные в структуру стали, могут десорбироваться, то есть перейти обратно в газовую фазу и выйти наружу через поверхность сплава. При протекании второй фазы цианирования наружный слой обрабатываемой стали продолжает насыщаться углеродом.

Установка для цианирования
Процесс уменьшения количества азота и увеличения содержания углерода в составе обрабатываемой стали, протекающий при увеличении температуры в ходе цианирования, имеет линейный характер. При этом такая линейность характерна лишь для верхнего слоя диффузионной зоны, в то время как в слоях стального изделия, располагающихся на большей глубине от его поверхности, она не наблюдается.
Характерной особенностью цианирования является то, что углерод проникает в обрабатываемое изделие на меньшую глубину, чем азот. Глубина проникновения этих элементов в структуру стали зависит преимущественно от микроструктуры обрабатываемого материала. Цианированные изделия небольшой толщины могут отличаться более высокой хрупкостью, если сравнивать их с деталями, обработанными по стандартной технологии цементации.
Преимущества и недостатки технологии
Процесс нитроцементации и цианирования, как уже отмечалось выше, осуществляется при относительно невысоких температурах, что способствует менее интенсивному износу используемого оборудования, а также не приводит к значительным деформациям обрабатываемых деталей. При этом выполнение технологических операций на таких режимах исключает необходимость охлаждать обрабатываемое изделие до низких температур.
После цианирования аустенитная структура стали становится более устойчивой, что улучшает прокаливаемость отдельных участков материала, которые были подвергнуты такой обработке. В частности, именно благодаря таким свойствам цианированного материала низколегированные стали можно закаливать в масле.

Нитроцементация и цианирование повышают твердость и контактную выносливость изделий
Остаточный аустенит, присутствующий в сталях, которые были подвергнуты цианированию, способствует улучшению таких характеристик материала, как:
- прочность на изгиб;
- ударная вязкость;
- пластичность;
- усталостная прочность.
Именно поэтому с помощью цианирования обрабатывают детали, которые в процессе своей эксплуатации подвергаются значительным нагрузкам. Сюда, в частности, относятся валы и шестерни, сердцевина которых должна отличаться не только достаточной прочностью, но и достаточной вязкостью. Формирования именно таких характеристик и добиваются при цианировании.
Между тем выполнение цианирования имеет и ряд недостатков:
- Величина поверхностного слоя стали, характеристики которого улучшаются в результате выполнения такой технологической операции, составляет всего семь-восемь десятых миллиметра.
- При выполнении цианирования необходимо постоянно контролировать степень азотирования и науглероживания, которой обладает рабочая среда.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Цианирование — Большая советская энциклопедия
I
Циани́рование
в гидрометаллургии, способ извлечения металлов (главным образом золота и серебра) из руд и концентратов избирательным растворением их в растворах цианидов щелочных металлов. Избирательность растворения достигается слабой концентрацией раствора (0,03—0,3% цианида), благодаря чему он мало взаимодействует с др. компонентами руды. Растворение золота и серебра в цианистом растворе происходит в присутствии растворённого в воде кислорода; повышение его концентрации интенсифицирует процесс (см. Цианиды). Для предотвращения разложения цианидов в растворы вводят в количестве 0,005—0,02% защитную щёлочь в виде извести или едкого натра.
В основе теории процессов Ц. лежат закономерности кинетики растворения на неоднородной поверхности (при катодной деполяризации кислородом) и диффузионного растворения металлов (при одновременной диффузии цианида и кислорода). Большое значение имеют закономерности взаимодействия реагентов с минералами, учитывающие их состав и структуру.
В промышленности применяют 2 метода Ц.: просачивание (перколяция) растворов через слой мелкораздробленной руды или песков и перемешивание пульпы при её интенсивной аэрации. Из раствора золото и серебро часто осаждаются цинковой пылью.
Развивается сорбционное Ц., совмещающее процессы выщелачивания и извлечения растворённого золота и серебра из пульпы сорбцией анионитами или активированными углями. Этот вид Ц. эффективен при переработке труднофильтруемых шламистых руд.
Извлечение золота при Ц. пульп составляет 90—96%, при расходе цианида натрия 0,25—3 кг/т и защитной щёлочи 0,5—5 кг/т.
Впервые растворение золота и серебра в цианистых растворах изучил в 1843 П. Р. Багратион. Его исследования дополнили Ф. Эльснер (Германия, 1846) и М. Фарадей (1856). В производственную практику Ц. вошло в начале 90-х гг. 19 в. (патенты Дж. Мак-Артура и братьев Р. и У. Форрест, Великобритания, 1887 и 1888). См. также Благородные металлы, Гидрометаллургия.
Лит.: Масленицкий И. Н., Чугаев Л. В., Металлургия благородных металлов, М., 1972; Основы металлургии, т. 5, М., 1968.
II
Циани́рование
стали, разновидность химико-термической обработки (См. Химико-термическая обработка), заключающаяся в комплексном диффузионном насыщении поверхностного слоя стали углеродом и азотом в расплавах, содержащих цианистые соли, при 820—860 °С (среднетемпературное Ц.) или при 930—950 °С (высокотемпературное Ц.). Основная цель Ц. — повышение твёрдости, износостойкости и предела выносливости стальных изделий. В процессе Ц. цианистые соли окисляются с выделением атомарных углерода и азота, которые диффундируют в сталь. При среднетемпературном Ц. образуется цианированный слой глубиной 0,15—0,6 мм с 0,6—0,7% С и 0,8—1,2% N, при высокотемпературном (этот вид Ц. часто применяют вместо цементации (См. Цементация)) — слой глубиной 0,5—2 мм с 0,8—1,2% С и 0,2—0,3% N. После Ц. изделие подвергают закалке и низкому отпуску. Недостатки Ц.: высокая стоимость, ядовитость цианистых солей и необходимость в связи с этим принятия специальных мер по охране труда и окружающей природы. Ц. отличается от нитроцементации (См. Нитроцементация), при которой насыщение азотом и углеродом ведётся из газовой среды.
Лит.: Минкевич А. Н., Химико-термическая обработка металлов и сплавов, 2 изд., М., 1965; Лахтин Ю. М., Металловедение и термическая обработка металлов, 2 изд., М., 1977.
Ю. М. Лахтин.
Источник: Большая советская энциклопедия на Gufo.megufo.me
Цианирование | Учебные материалы
Цианированием называется процесс насыщения поверхностного слоя стали одновременно углеродом и азотом.
Процесc ведется при температуре 820…950 0С в расплавленных солях, содержащих группу <CN>.
Среднетемпературное цианирование
Нагрев производится до 820…860 0С в расплавленных солях, содержащих NaCN. Для получения слоя толщиной 0,15…0,35 мм процесс идет в ваннах, содержащих 25…50 % NaCH, 25…50 % Na2CO3. Продолжительность процесса составляет 30…90 минут.
Цианистый натрий в процессе цианирования окисляется кислородом воздуха, и происходят следующие реакции:
2NaCN + O2 -> 2NaCNO;
2NaCNO + O2 -> Na2CO3 + CO + 2N;
2CO -> CO2 + C.
Происходит насыщение атомами углерода и азота поверхностного слоя стали. Цианированный слой содержит 0,7 % С и 0,8…1,2 % N. Закалка выполняется непосредственно из цианистой ванны, затем следует низкотемпературный отпуск (180…200 0С). Твердость цианистого слоя после термообработки НRС 58…62. По сравнению с цементованным обладает более высокой износостойкостью и пределом выносливости. Этот вид цианирования применяют для упрочнения мелких деталей.
Высокотемпературное цианирование
Его применяют для получения слоя толщиной 0,5…2,0 мм при температуре 930…950 0С в ванне, содержащей 8% NaCN, 82 % ВаСl2 и 10 % NaCl2. Зеркало ванны покрывают слоем графита во избежание потерь тепла и угара цианистых солей. Время выдержки составляет 1,5…6 часов.
При цианировании протекает следующая реакция:
BaCl2 + 2NaCN -> 2NaCl + Ba(CN)2;
Ba(CN)2 -> BaCN2 + C;
BaCN2 + О2-> BaO + CO +2N.
После высокотемпературного цианирования детали охлаждают на воздухе, а затем закаливают с нагревом в соляной воде. После закалки проводится низкотемпературный отпуск.
Процесс цианирования по сравнению с процессом цементации требует меньше времени для получения слоя заданной толщины, характеризуется значительно меньшими деформациями и короблением деталей сложной формы и более высоким сопротивлением износу и коррозии.
Недостатками цианирования являются ядовитость цианистых солей и необходимость в связи с этим принятия специальных мер по охране труда.
dprm.ru