Цветовая маркировка электродов вольфрамовых – Вольфрамовые электроды для аргонодуговой сварки по цветам
alexxlab | 12.03.2020 | 0 | Разное
Вольфрамовые электроды для аргонодуговой сварки по цветам
В последнее время сварочные работы получили достаточно большое распространение, что связано с высоким качеством получаемого шва и многими другими моментами. Проводить сварку можно с использованием специального оборудования, а также расходного материала – электродов. Вольфрамовые электроды для аргонодуговой сварки на сегодняшний день весьма распространены. Они представляют собой неплавящийся подводник, который предназначен для работы в защитной среде. В качестве защитной среды могут применяться газ аргона или гелия.
 Вольфрамовые электроды для аргонодуговой сварки
Вольфрамовые электроды для аргонодуговой сваркиПри применении специального электрода для рельефной сварки стоит учитывать, что он предназначен для образования дуги и ее удерживания, не выступает в качестве припоя. Для использования вольфрамовых электродов требуются специальные сварочные аппараты. Классификацияимеет огромное количество особенностей, к примеру, применяются различные цвета для обозначения химического состава.
Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.

Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
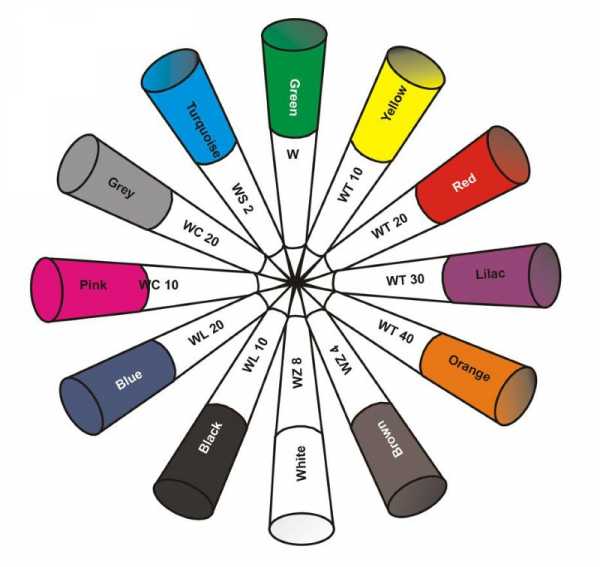
Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Особенности сварки вольфрамовым электродом
Правильно выбрав электроды для сварки, можно лишь обеспечить условия для проведения качественной работы. Каждый сварщик должен знать все особенности сварки в аргоновой среде, когда применяются неплавящиеся электроды из вольфрама. Среди особенностей отметим следующие моменты:
- При соединении нержавеющей стали или других материалов наконечник выступает в качестве проводника тока. Плавящиеся электродымогут иметь разную форму наконечника, так как этот параметр не отражается на особенностях проводимой работы.
- За счет правильной заточки формируется стабильная дуга. Если допустить ошибку при заточке, образующаяся дуга будет нестабильной, что не позволит получить качественный шов.
- При применении вольфрамовых электродов учитывается их химический состав и многие другие моменты.

Сварка вольфрамовым электродом
В некоторых случаях без подобных электродов просто не обойтись, но при обычной сварке их применять не рекомендуется.
Заточка вольфрамовых электродов
Заточка вольфрамовых электродов должна проводиться для того, чтобы можно было получить ровный шов при минимальных трудовых затратах. Заточка вольфрамовых сварочных электродов для аргонной сварки может проводиться для получения следующей формы:
- сферы;
- конуса.
Кроме этого, при проведении рассматриваемого процесса уделяется внимание:
- углу заточки;
- длине участка, с которого снимается материал при заточке.
Длина определяется при помощи специальной формулы, а вот выдержать требуемый угол заточки довольно сложно.
Особенности заточки вольфрамовых стержней также заключаются в нижеприведенных моментах:
- С увеличением угла существенно повышается качество получаемого изделия, но возникают трудности при сваривании элементов, изготовляемых из толстого металла.
- При выдерживании 60-ти градусов формирующаяся дуга становится более стабильной, перестает скакать, за счет чего процесс сварки существенно упрощается.
Приведенная ваше информация определяет то, что угол заточки выбирается в зависимости от особенностей конкретного случая. Если предъявляются высокие требования к получаемому шву, то заточка проводится под острым углом, если важна производительность, его можно снизить.

Правила заточки вольфрамовых электродов
Образование требующейся формы наконечника может проводится вручную или при использовании специальных инструментов. Для срезания материала может использоваться болгарка или наждачный круг. Кроме этого, в продаже встречается и специальное оборудование, предназначенное для проведения рассматриваемой работы.
При выполнении заточки вручную могут допускаться следующие ошибки:
- Создается слишком острый угол. За счет допущения подобной ошибки материал начинает слишком быстро плавиться, работа существенно усложняется. Слишком острый угол создается лишь в том случае, когда нужно получить высококачественный шов. Перед тем как проводить сварку при большом угле заточки следует немного потренироваться, так как задача существенно усложняется.
- Следует выдерживать ширину. Слишком большой или малый показатель становится причиной, по которой нельзя выдержать требуемые параметры проплавления шва.
- Довольно часто встречается ситуация, при которой заточка проводится несимметрично. Это приводит к тому, что контролировать передвижение дуги становится очень сложно. Именно поэтому при проведении работы не стоит спешить, лучше всего проверять симметричность периодически, так как на определенном этапе исправить дефект уже будет невозможно.
- При критическом снижении угла заточки снижается степень проплавки получаемого шва.
- При применении болгарки есть вероятность того, что на поверхности появятся небольшие канавки. Этот дефект становится причиной блуждания дуги. Именно поэтому при проведении работы следует быть осторожным, не следует делать резких движений.
Если аргонодуговая сварка проводится часто, то следует применить специальный затачивающий станок. Кроме этого, некоторые фирмы предоставляют соответствующие услуги. Процесс заточки должен проводиться также с учетом того, какой материал будет обрабатываться.
В заключение отметим, что стоимость вольфрамовых электродов весьма велика. Это связано со сложностью производства, количеством и типом используемых материалов при изготовлении. Выпускают подобные изделия самые различные производители, большей популярностью пользуется продукция зарубежных производителей, но можно приобрести и варианты исполнения, предлагаемые отечественными производителями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Вольфрамовые электроды для аргонодуговой сварки. По цветам
Время чтения: 5 минут
Вольфрамовые электроды широко применяются при сварке самых разнообразных металлов. Они изготавливаются из вольфрама — тугоплавкого материала, обеспечивающего стабильное горение дуги. Вольфрамовые электроды относятся к классу неплавящихся, поскольку они плавятся при крайне высоких температурах. При обычных условиях сварки такие температуры практически не используются. Поэтому расход у вольфрамовых электродов крайне невелик.

Все электроды для сварки имеют свою маркировку. На каких-то она указана в виде буквенных или числовых отметок. А в случае с вольфрамовыми стержнями марка указывается с помощью цвета. Конец электрода окрашивается в тот или иной цвет, в котором зашифрована марка. В этой статье мы подробно расскажем, что скрывается за каждым из цветов и как читать буквенные обозначения.
Содержание статьи
Общая информация
Классификация вольфрамовых электродов по цветовому индикатору принята в большинстве стран мира. Она позволяет гораздо быстрее и проще подбирать нужный тип электрода для конкретных сварочных работ, чем при отсутствии индикации. Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Маркировка по цветам
Итак, мы теперь знаем, что такое цветовая индикация и зачем она нужна. Теперь пора узнать, что обозначает каждый цвет по отдельности. Но сначала разберемся, какая именно информация таится за цветовой индикацией.
За каждым цветом зашифрован размер сварочного стержня, его химический состав и основные характеристики. Если вы запомните всю информацию, зашифрованную в цветах, то сможете за секунды определять, какой электрод вам необходим.
Ниже таблица с кратким перечнем цветов. Из нее вы узнаете, что значат электроды зеленого цвета, синие электроды, красные и т.д.

В таблице видно, что у каждого цвета есть буквенная и числовая расшифровка. Вне зависимости от цвета маркировка всегда начинается с буквы W. Следующая буква обозначает, какой еще металл есть в составе, помимо вольфрама. Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
А теперь давайте более подробно разберем, что значит каждая буква.
Буквенные обозначения
Цветовая маркировка вольфрамовых электродов не обходится без правильной расшифровки. Недостаточно просто запомнить цвет. Важно понимать, какая марка кроется за цветовой индикацией.
Итак, буквы WP в марке обозначают, что электрод состоит из чистого вольфрама и не содержит примесей. По факту примеси все же могут быть, но их количество не превышает 0.5%. Такие электроды используются крайне редко. Поскольку чистый вольфрам обладает довольно специфичными свойствами и часто нуждается в разбавлении своего состава иными металлами.
Далее идут буквы, обозначающие металлы, подмешанные к вольфраму.
Буква С обозначает, что в составе есть примеси церия. Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Буквой Т обозначается наличие диоксида тория в составе. Для маркировки данного типа электродов применяется красный цвет. Электроды WT так же часто используются. Их применяют для сварки цветных металлов и различных сталей, в том числе нержавеющих. Но не зря эти электроды обозначаются ярко-красным цветом, чтобы привлечь ваше внимание. Ведь диоксид тория в их составе обладает выраженными радиоактивными свойствами. Так что соблюдайте технику безопасности при работе с WT.
Буквой Z обозначают наличие циркония в составе электрода. Электроды маркируются белым цветом. Стержни WZ используются преимущественно для сварки меди или алюминия. Данные металлы довольно трудно варить, то электроды WZ упрощают эту задачу. При их использовании отмечается очень стабильное горение дуги.
Читайте также: Все, что вы хотели знать о вольфрамовых электродах
Буква Y обозначает, что в составе присутствует иттрий. Для маркировки используется темно-синий цвет. Это узкоспециализированные электроды. Они предназначены для сварки сложных металлоконструкций, которые должны выдерживать высокие нагрузки. Подходят для работы с медью, титаном и некоторыми типами стали.
И последнее обозначение — буква L. Означает, что в составе есть лантан. Такие электроды могут маркироваться любым другим цветом, отличным от описанных выше. Чаще всего используется синий или золотистый оттенок. Можно варить как на переменном, так и на постоянном токе. Такие электроды устойчивы к высокотемпературной сварке и могут применяться во многих сварочных работах.
Это все, что вам нужно знать о маркировке вольфрамовых электродов. Информации немного, поэтому просто выучите ее и постарайтесь применить на практике. Так вы быстрее запомните, для каких работ применяется тот или иной цвет.
Вместо заключения
Электроды для сварки из вольфрама принято маркировать цветом для удобства сварщика. Ведь внешне вольфрамовые стержни никак не отличаются между собой. На них нет никаких надписей или отметок. Поэтому цветовая маркировка является наиболее удачной и удобной в данном случае.
Чтобы разобраться в маркировке, не нужно учить много теории, как в случае с плавящимися электродами. Достаточно запомнить цвета и что они обозначают. Есть самый простой способ запомнить цветовые индикаторы — часто использовать вольфрамовые электроды в своей сварке. Чем чаще вы пользуетесь стержнями, тем быстрее запомните, какой марке принадлежит тот или иной цвет. Может у вас есть другой способ запоминания цветовых индикаторов? Расскажите о нем в комментариях ниже. Желаем удачи в работе!
svarkaed.ru
Маркировка вольфрамовых электродов
Аргонодуговая сварка неплавящимся, вольфрамовым электродом – это оптимальный метод сварки для получения качественного сварочного шва. Этот метод позволяет получить красивый шов, с высокими прочностными характеристиками. Этот метод позволяет производить сварку широкого спектра материалов – легированные и нелегированные стали, чугун, цветные металл и их сплавы и т.д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
Вольфрам — самый тугоплавкий из известных современной науке металлов, температура его плавления равна 3410°С, а температура кипения — 5900°С. Это обусловливает незначительный расход электродов при сварочных работах.. Чистота и точность итогового шва – еще один критерий, наличие которого влияет на выбор именно аргонодуговой сварки вольфрамовым электродом в ряде отраслей, к примеру, в автомобилестроении. Для усиления стабильности и устойчивости сварочной дуги создаются специальные электроды из вольфрама с добавлением оксидов редкоземельных элементов — лантана, циркония, тория, церия.
Особенности применения конкретной марки вольфрамовых электродов зависят от химического состава и количества в нем легирующей добавки. Маркировка вольфрамовых электродов с одного конца разными цветами дает возможность ориентироваться в ассортименте продукции и значительно упрощает выбор необходимого вида изделия. Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
Рассмотрим перечень основных марок вольфрамовых электродов.

Электрод с содержанием вольфрама, не опускающимся ниже 99,5%, известен также под названием «чистый вольфрам». Обеспечивает отличную устойчивость дуги при работе на переменном токе. Приоритетной областью использования изделия является сварка на переменном токе таких металлов, как алюминий, магний и их сплавы. Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.

Электрод с 2-процентной добавкой диоксида тория. Это самые популярные легированные электроды, именно они впервые продемонстрировали превосходство легированных электродов над классическими изделиями при работе в условиях постоянного тока. Приоритетной областью использования изделия считается сварка нержавеющих, углеродистых, низколегированных сталей, а также меди, титанов и их сплавов. При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.
Универсальный электрод с 2-процентной добавкой диоксида церия. Это вещество повышает допустимый диапазон значений тока сварки. Но даже при малых значениях тока цериевые электроды превосходят изделия из чистого вольфрама. Подходит для работы с любыми типами сталей и сплавов (включая молибден, никель, титан, бронзу) в условиях переменного и постоянного тока. Отличаются высоким сроком службы. Наиболее яркий недостаток материала – концентрация оксида церия на раскаленном конце электрода при сварке с большими значениями тока.

Электрод с добавкой диоксида иттрия, размер которой может составлять 1,8-2,2%. Иттрированные вольфрамовые электроды являются наиболее устойчивыми из используемых сегодня неплавящихся электродов. Применяются для сварки особо ответственных соединений на постоянном токе прямой полярности. Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.

Электрод с содержанием 0,8% оксида циркония. Подходит для работ с алюминием, магнием и их сплавами в условиях переменного тока. Идеальное решение для задач, при которых недопустим даже минимум загрязнения сварочной ванны. Изделия позволяют создать максимально стабильную дугу.

Электроды с добавкой 1,5% и 2% оксида лантана. Изделия обеспечивают чрезвычайно легкий запуск дуги, устойчивость дуги на всем протяжении работ и превосходные показатели повторного запуска дуги. Оксид лантана снижает износ рабочего конца изделия и повышает токовую нагрузку на 50% в сравнении с электродом из чистого вольфрама при одинаковом типоразмере. Равномерное распределение оксида лантана по всей длине изделия позволяет сохранять изначальную заточку электрода в ходе длительных работ. Электроды полностью безопасны для здоровья сварщика.
Компания GlobalWeldingCompany предлагает приобрести вольфрамовые электроды с легирующими добавками и унифицированной маркировкой, рабочие характеристики которых отвечают современным мировым стандартам. Огромный ассортимент профессиональных сварочных материалов напрямую от поставщиков всегда в наличии в Москве — чтобы вы могли сделать выбор в пользу баланса цены и качества. У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
Купить вольфрамовые электроды можно в нашем интернет-магазине.
Оптовые цены уточняйте у наших менеджеров.
gweld.ru
различия по цветам и маркировке
Различают плавящиеся и неплавящиеся электроды. К плавящимся электродам относятся те, которые во время сварки, расплавляясь, смешиваются с расплавленным металлом свариваемой детали. При этом образуется целостная сварочная система. Эти электроды изготовлены из меди и стали. Неплавящиеся электроды, как это видно из названия, не плавятся. К разряду таких электродов и относятся вольфрамовые. Применяя вольфрамовые электроды необходимо учитывать наличие присадочного материала, благодаря которому и образуется сварочная ванна.
Вольфрамовые электроды – это незаменимый элемент, участвующий в сварке. Большее применение эти электроды нашли в дуговой сварке. Дуговая сварка вольфрамовыми электродами подразумевает под собой плавку металла с помощью термической энергии. За счет вольтовой дуги образуется тепловая энергия. Сама дуга – это мощнейший электрозаряд в ионизированной среде среди газов и паров. Через вольфрамовый электрод к месту сварки поступает электрический ток.
Вольфрамовые электроды, используемые вместе с присадочным материалом, характерны для процесса сварки цветного металла, а также сплавов и сварки элементов, изготовленных из легированной стали. В этом случае электрод образует шов. В производстве вольфрамовых электродов применяется только чистый вольфрам и ряд специальных присадок, улучшающих качество швов. Однако есть ряд недостатков в такой сварке.

Поджиг сварочной дуги проходит три фазы:
- Сначала происходит короткое замыкание на деталь.
- Затем, удаляется электрод на небольшом расстоянии.
- Наконец, появляется стабильный дуговой разряд.
Как правило, в целях повышения качества зажигания сварочный дуги в электроды с содержанием вольфрама добавляют цирконий. В этом случае, получает распространение аргонодуговая сварка. Данный тип сварки особенно важен в сварке цветных металлов. При сварке аргон защищает электрод, саму дугу сварки и сварочную ванну от газа.
Как известно, электроды из чистого вольфрама используются и в сварке на постоянном токе. Правда, нагрузка при этом снижается, если сравнивать торированные и лантанированные электроды. Данные виды электродов чаще используются для сварки на постоянном токе при прямой полярности. Для этого проводят острую заточку электрода на конус на уровне, равном 2-3 диаметрам самого электрода. Заточка вольфрамовых электродов осуществляется посредством твердых дисков с мелким зерном с целью избежать образование заусенцев на торце.
Чтобы рабочий конец изнашивался как можно меньше, взамен ториевого электрода используют универсальные вольфрамовые электроды WL-20 или лантановые электроды. Они характеризуются легким запуском дуги, пониженной степенью к поджогам, устойчивостью дуги, а также хорошим повторным зажиганием дуги. Кроме того, при добавлении 2% оксида лантана повышается максимальные присутствие тока. При этом способность электрода возрастает примерно на 50% больше, чем при чистом вольфраме. Сварной шов не настолько сильно загрязняется, да и лантано
moesms.ru
Цветовая маркировка вольфрамовых электродов, сварка TIG — EWM AG
| Маркировка | Вес оксида в % | Оксид | Цвет | В ассортименте |
| WP | – | – | зеленый |
да |
| WT 4 | 0,35-0,55 | Th | голубой | нет |
| WT 10 | 0,80-1,20 | Th | желтый | нет |
| WT 20 | 1,70-2,20 | Th | красный | нет |
| WT 30 | 2,80-3,20 | Th | сиреневый | нет |
| WT 40 | 3,80-4,20 | Th | нет | |
| WZ 3 | 0,15-0,50 | Zr | коричневый | нет |
| WZ 8 | 0,70-0,90 | Zr | белый | нет |
| WL 10 | 0,90-1,20 | La | черный | по запросу |
| WL 15 | 1,40-1,60 | La | золотой |
да |
| WL 20 | 1,80-2,20 | La | темно-синий |
да |
| WC 20 | 1,80-2,20 | Ce | серый |
да |
| WR 2* | Смешанные оксиды | Редкоземельные элементы | бирюзовый |
да |
| E3® | Смешанные оксиды | Редкоземельные элементы | сиреневый |
да |
* WR 2 на данный момент еще не стандартизировано
Th: торий; Zr: цирконий; La: оксид лантана; Ce: оксид церия
www.ewm-group.com
Вольфрамовая сварка в среде аргона, маркировка электродов по цветам и буквам.
Из всех существующих видов соединений металлов и сплавов, пожалуй, самым распространенным является сварка. Из множества существующих разновидностей сварки, одной из самых надежных и качественных является аргоновая сварка вольфрамовым электродом. Вольфрамовую сварку проводят так же в среде углекислоты и смеси газов.
Особенности
Сварка с использованием вольфрама очень эффективна. Вольфрам является настолько тугоплавким металлом, что выдерживает температуры, при которых другие металлы плавятся. Поэтому, в отличие от плавящихся электродов, вольфрамовый можно использовать в течение длительного времени для производства большого объема работ.
Такая особенность позволяет изготовить непрерывные сварочные швы большой длины при постоянных параметрах сварки. Так как вольфрамовый электрод не оплавляется, для заполнения сварочной ванны металлом почти всегда используется присадочная проволока.

Еще одной особенностью сварки вольфрамовыми электродами является электрическая схема. При сварке вольфрамом полярность постоянного тока меняют на обратную.
По причине того, что электрод не плавится, зажигать дугу касанием свариваемых деталей не рекомендуется, так как вольфрамовый электрод теряет свои свойства из-за наслоения побочных продуктов, образующихся при сгорании металла.
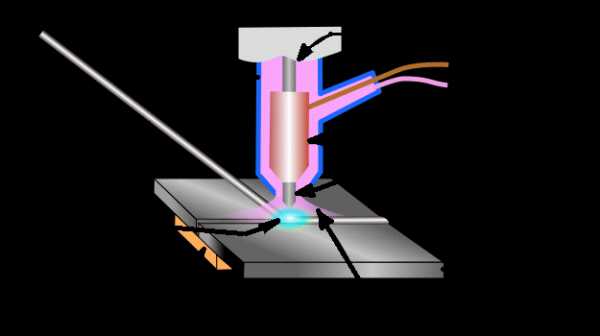
В этом случае для бесконтактного зажигания дуги используется осциллятор-стабилизатор сварочной дуги (ОССД), работа которого заключается в инвертировании переменного напряжения промышленной частоты в импульсы высокой частоты, необходимые для розжига. Осциллятор должен подключаться к источнику сварочного тока последовательно.
Применение аргона
Для повышения качества сварных швов при сварке вольфрамом используется аргон. Этот инертный газ, будучи тяжелее воздуха, вытесняет его, опускаясь на дно сварочной ванны.
Сам аргон практически нейтрален при взаимодействии с вольфрамом и свариваемым металлом. При горении дуги он препятствует образованию соединений металла с составляющими воздуха.
Для уменьшения пористости шва иногда в аргон добавляется кислород в количестве 2-5% от объема инертного газа. Это помогает защитить металл от загрязнений, влаги и прочих включений, которые попадают в область вольфрамовой сварки.
Кислород способствует повышению температуры дуги в среде аргона. Большинство посторонних неметаллических частиц сгорает еще до твердения присадочного металла в шве или всплывает на его поверхность.
При малой толщине свариваемых деталей допускается сварка вольфрамовым стержнем без применения присадочного материала.
Применение аргоновой сварки и вольфрама наиболее эффективно при использовании сварочных автоматов. При малой длине швов или их разной ориентации использование автоматической сварки неприменимо, а темп ручной сварки очень низок.
Сварка в аргоне происходит при помощи специальной горелки, внутрь которой по специальному шлангу подается инертный газ. При помощи двух кабелей – питающего и управляющего – подается ток на электрод.
Цветная и буквенная маркировка
Электроды из вольфрама различаются по материалу легирующих присадок, применяемых при их изготовлении. Эти добавки увеличивают долговечность электродов. Они же и определяют свойства изделий при их использовании для сварки соответствующих материалов.
Тип вольфрамового электрода определяется по содержанию буквенно-цифровой информации и по цветам маркировки, нанесенной на стержень. Буквенно-цифровая и цветовая маркировки соответствуют друг другу.
Буквенная
Первой буквой идет всегда W. Она указывает на материал, из которого изготовлен электрод – вольфрам. Вторая буква латинского алфавита указывает на тип легирующей добавки:
- C – оксид церия. Это универсальный вольфрамовый проводник. Его можно применять для сварки постоянным и переменным током. Горение сварочной дуги происходит даже при незначительной величине тока;
- Z – оксид циркония (наиболее тугоплавкий). Пригоден для сварки переменным током. Крайне важно соблюдать требования к чистоте сварочной ванны. Недопустимо малейшее загрязнение. Сварка отличается стабильной и мощной дугой;
- L – окись лантана. При использовании вольфрамовых стержней с этой добавкой происходит быстрый и легкий розжиг дуги и стабильное ее горение. Практически устраняется возможность прожига свариваемых деталей. Электроды, в составе которых содержится оксид лантана, наиболее долговечны;
- T – окись тория. Эта добавка позволяет с высоким качеством сваривать заготовки из коррозионностойкой стали. Сварка при этом должна производиться на постоянном токе. При работе вольфрамовыми электродами с торием предъявляются высокие требования к подготовке свариваемых поверхностей, иначе дуга может «перескакивать» с одного «микровыступа» на другой. Очевидно, что шов будет не проваренным. Из-за высокой радиоактивности тория рабочее место должно быть оборудовано идеальной вентиляцией, иначе пары могут оказать вредное влияние на здоровье;
- Y – иттрий. Сварка постоянным током с помощью этих вольфрамовых изделий осуществляется при изготовлении наиболее ответственных конструкций, так как подобные электроды являются наиболее устойчивыми к разрушению;
- P – без добавок. В изделиях с такой маркировкой содержание вольфрама должно быть не ниже 99,5 %. Такие электроды обеспечивают устойчивое горение дуги при использовании переменного тока. Это делает их наиболее востребованными при сварке алюминия в среде аргона.
Чтобы донести более полную информацию о характеристиках вольфрамовых электродов, на стержнях после латинских букв указываются два цифровых значения через дефис. Число в первом показывает процентное содержание присадки, увеличенное в десять раз, во втором – длину стержня в миллиметрах. Например, маркировка WL 15-150 указывает, что в составе вольфрамового стержня, длиной 150 миллиметров, содержится 1,5 % оксида лантана.
Цветовая

Цветовое обозначение применяется для большего удобства при необходимости выбора вольфрамовых прутков. Оно представляет собой окраску концов стержня в один из следующих цветов:
- зеленый – изделия без присадок, обозначаемые символами WP;
- серый – вольфрамовый электроды с 2,0 % окиси церия, имеющие обозначение WC 20;
- черный – изделия, содержащие 1,0 % оксида лантана, обозначаемые WL 10;
- золотистый – прутки с 1,5 % оксида лантана, на которых проставлено WL 15;
- синий – стержни с 2,0 % окиси лантана, маркируемые как WL 20;
- белый – изделия с оксидом циркония с содержанием его 0,8 %. Обозначение таких изделий – WZ 8;
- желтый – прутки, имеющие в своем составе 1,0 % окиси тория. Их маркировка – WT 10;
- красный – изделия из вольфрама, изготовленные с добавлением 2,0 % оксида тория, имеющие обозначение WT 20;
- фиолетовый – прутки с 3,0 % оксида тория и с маркировкой WT 30;
- оранжевый – стержни, в состав которых включены 4,0 % оксида тория. Обозначение таких электродов – WT 40;
- темно-синий – электроды с иттрием в соотношении 2,0 % к вольфраму. Их обозначение WY 20;
Таким образом, идентификация нужного вида вольфрамовых электродов упрощается.
Для алюминия
Соединение алюминиевых деталей должно быть легким и прочным. Эти требования возможно выполнить, используя сварку. Но вся проблема в том, что при отличных эксплуатационных качествах, алюминий очень сложно сваривать.
Проблемы при сваривании обусловлены химическими и физическими свойствами металла. На поверхности изделий всегда присутствует алюминиевая окисная пленка, которая имеет температуру плавления более 2000 °C при том, что сам алюминий плавится уже при 650 °C. Это требует от сварщика удаления и прожигания окисной пленки до прогрева алюминия.
Алюминий на воздухе, да еще в разогретом состоянии быстро окисляется, что создает предпосылки для образования тугоплавкой пленки на расплавленном металле.
В результате шов получается неоднородным. Для устранения этого фактора необходимо обеспечить отсутствие доступа воздуха в зону сварки, что и делает аргон при вольфрамовом методе.
Текучесть алюминия в расплавленном состоянии требует применения различных теплоотводящих подкладок. Водород, выходящий из алюминия наружу при разогреве, создает множество пор, приводящих к ослаблению сварочного шва.
Большой коэффициент температурного расширения и возникающая поэтому усадка при остывании приводит к значительной деформации изделия. Высокая теплопроводность материала требует применения тока, который превосходит по значению ток, необходимый для соединения более тугоплавких материалов.
Для качественного соединения свариваемых деталей с учетом вышеописанных свойств, применение вольфрамового электрода для аргонодуговой сварки алюминия становится наиболее целесообразным. Лучшим решением в этом случае будет применение вольфрамовых стержней без добавок.
Для устранения окисной пленки на поверхности материала необходимо сварку производить непременно током обратной полярности.
Заточка вольфрамовых электродов
Качество сварочных работ, помимо выбора типа электрода и параметров сварочного тока, зависит еще и от правильной заточки стержня. От формы наконечника неплавящегося электрода будет зависеть ширина и глубина зоны проплавления металла.
Форма заточки зависит еще и от применяемого тока и его значения. Требования по заточке в справочной литературе могут различаться, но эти различия существенного влияния на качество вольфрамовой сварки не окажут.
Общая рекомендация по заточке следующая – стержни марок WP, WL необходимо затачивать до состояния полусферы, в то время, как для марки WT достаточно лишь обозначить небольшую выпуклую форму. Остальные типы вольфрамовых электродов затачиваются конусом.
Важным условием правильной заточки является недопустимость ошибок. Не должно быть несимметричной заточки, вызывающей отклонение дуги в сторону от шва, и наличия рисок от заточки, не совпадающих по направлению с осью стержня, что также может вызвать блуждание дуги.
При правильном выборе материалов и обеспечении необходимой среды, с помощью вольфрамовой сварки возможно соединение практически любых металлов и сплавов.
svaring.com
Вольфрамовые электроды. Маркировка по цветам и способ применения
 Вольфрамовые электроды используют для сварки, когда для заполнения сварочного шва используется металл из расплавленных совмещаемых материалов, либо дополнительно уложенный в шов материал. Расход вольфрамового электрода незначителен, он выполняет лишь роль проводника тока и поддерживает дугу горения бесконтактным способом, то есть она образуется на некотором расстоянии от электрода до места сварки.
Вольфрамовые электроды используют для сварки, когда для заполнения сварочного шва используется металл из расплавленных совмещаемых материалов, либо дополнительно уложенный в шов материал. Расход вольфрамового электрода незначителен, он выполняет лишь роль проводника тока и поддерживает дугу горения бесконтактным способом, то есть она образуется на некотором расстоянии от электрода до места сварки.
Также часто, для работы с вольфрамовыми электродами, используется инертный газ, для предотвращении металла от окисления. Угловые и стыковые швы во всех пространственных положениях, выполняемые с помощью вольфрамовых электродов, могут производится полуавтоматически и автоматически.
Сварка вольфрамовыми электродами осуществляется в среде защитного газа. При сварке важно выдержать точную геометрию свариваемых кромок и обеспечить необходимо расстояние между электродом и металлом, для обеспечения дуги. При получении дуги важно чтобы конец электрода был чистым, что в противном случае будет сказываться на электрическом сопротивлении и снижении температуры в зоне сварки. Каждый раз перед началом операции сварки необходимо начисто зачищать электрод. Также важным моментом в процессе сварки будет подача необходимого количества инертного газа, в том объеме, чтобы его хватало для заполнения зоны сварки, что особо важно при высоких скоростях наложения сварочного шва
– WZ 8. Подходит для аргонодуговой сварки. С помощью вольфрамового электрода этой марки работают с алюминием, никелем и их сплавами.
– WC 20. С помощью этого электрода можно работать с высокосплавляющимися металлами, с бронзой, никелем, медью, титаном и другими сплавами.
– WL. Вольфрамовые электроды этой маркировки нужны для плазменной сварки, для напыления переменным и постоянным током. Они подходят для работ переменным и постоянным током на деталях из высоколегированной стали.
Существуют международные стандарты маркировки вольфрамовых электродов. Согласно стандарту EN 26848 они должны иметь буквенно-цифровое обозначение. Все вольфрамовые электроды также обозначаются цветом. Состав электрода указывается буквами (первая буква W означает вольфрам, вторая означает оксид химического элемента, входящего в состав данного электрода).
Обозначения основных оксидов, из которых состоят вольфрамовые электроды (дополнительная маркировка):
– P — чистый вольфрам;
– L — оксид лантана;
– C — оксид церия;
– T — оксид тория;
– Z — оксид циркония.
Особенности маркировки вольфрамовых электродов:
– Число, которое идет после буквенного обозначения, указывает процент добавок. Например, 20 говорит о том, что в составе электрода есть легирующий оксид 2%.
– Иногда указывается еще одно число после процента добавок. Оно означает длину вольфрамового электрода (в мм). По стандарту электроды имеют длину 50, 75, 150 и 175 мм.
– Вольфрамовые электроды имеют различные диаметры (от 1 мм до 6,4 мм).
О чем говорят цветовые отметки (маркировка) на вольфрамовых электродах:
– синий — WL 20 — в составе электрода есть оксид лантан 2%
– черный — WL 10 — электрод содержит оксид лантана 1%
– желтый — WT 10 — в составе электрода есть оксид тория 1%
– зеленый — WP — в составе электрода только чистый вольфрам
– фиолетовый — WT 30 — электрод содержит оксид тория 3%
– красный — WT 20 — в составе электрода есть оксид тория 2%
– оранжевый — WT 40 — электрод содержит оксид тория 4%
– золотой — WL 15 — в составе электрода есть оксид лантана 1,5%
– серый — WC 20 — электрод содержит оксид церия 2%
– белый — WZ 8 — в составе электрода есть оксид циркония 0,8%
xn—–7kcglddctzgerobebivoffrddel5x.xn--p1ai