Центр задний вращающийся: Центр вращающийся токарный|Торцевые захваты, поводковые патроны
alexxlab | 03.07.2018 | 0 | Разное
Нормальный, обратный, вращающийся токарный центр
На токарных станках применяют различные типы центров. Наиболее распространенный центр показан на рис. 37, а. Он состоит из конуса 1, на который устанавливается обрабатываемая деталь, и конического хвостовика 2. Хвостовик должен точно входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис. .37, б).
Рис 37 – Центры: а – нормальный, б – обратный центр
Вершина конуса центра должна точно совпадать с осью хвостовика. Для проверки центр вставляют в отверстие шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет «бить».
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большинстве случаев неподвижен-о его поверхность трется вращающаяся деталь.
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скоростях (v>75 м/мин) происходит быстрый износ центра и разработка центрового отверстия детали. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применять вращающиеся центры.
Рис. 38 – Вращающийся центр, вставляемый в пиноль задней бабки
На рис. 38 показана конструкция вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5.
При обработке тяжелых деталей на больших скоростях резания, а также при срезании стружек большого сечения вращающиеся центры имеют недостаточную жесткость, вследствие чего возможен и отжим детали, и сильные вибрации в работе. Чтобы избежать этих явлений, применяют вращающиеся центры, встроенные в пиноль задней бабки.
Рис. 39. Вращающийся центр, встроенный в пиноль задней бабки
На рис. 39 показана конструкция такого центра, В передней части пиноли 1 расточено отверстие, в котором установлены передний упорный 3 и задний радиальный 2 подшипники для втулки 4. Осевая сила воспринимается упорным шарикоподшипником 3. Втулка 4 имеет коническое отверстие, в которое вставляют центр 5. Если при помощи стопора соединить втулку 4 с пинолью втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой осевой инструмент (зенкер, развертку).
Похожие материалы
Все для металлообработки Вращающиеся центра станочные
Центра предназначены для установки деталей типа «вал», имеющих центровые отверствия, при их обработке на станках токарной группы. Подбор осуществляется исходя из степени нагрузки, максимально допустимых оборотов, допустимого биения при обработке.
Подбор осуществляется исходя из степени нагрузки, максимально допустимых оборотов, допустимого биения при обработке.
|
Вращающийся центр с цельным хвостовиком. Moд. GT-E Профилированные задние центра со стандартными подшипниками, рекомендуемые для токарной |
|
|||||||
| Конус Морзе | 1 | 2 | 3 | 4 | 5 | 6 | ||
| КОД GT-E |
812090 | 822100 | 832110 | 842120 | 852130 | 862140 | ||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-S Moд. GT-SCо сменными наконечниками Moд. GT-AS Профилированные задние центра с прецизионными Корпус и вал закалены иотрихтованы. Постоянная смазка длительного срока экстплуатации. |
|
|||||||
| Конус Морзе | 1 | 2 | 3 | 4 | 5 | 6 | ||
| КОД GT-S | 812091 | 822101 | 832111 | 842121 | 852131 | 862141 | ||
| КОД GT-AS | – | 823091 | 833101 | 843111 | 853121 | 863131 | ||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-M Moд. GT-MCо сменными наконечниками Moд. GT-AM Удлиненный с переменной конусностью Moд. GT-M C C усеченным конусом Moд. GT-MT C (Вставки в каталоге)
|
|
|||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-M | 822110 | 832112 | 842122 | 852132 | 862142 | 862152 | 880802 | 801002 |
| КОД GT-AM | 823092 | 833102 | 843112 | 853122 | 863132 | 863142 | ||
| КОД GT-M C | 822202 | 832212 | 842222 | 852232 | 862242 | 862252 | ||
| КОД GT-MT C | 834092 | 844102 | 854112 | 864122 | 864132 | |||
|
Вращающийся центр Профилированные задние центра с гайкой экстрактора и |
|
|||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-MG | 8302112 | 8402122 | 8502132 | 8602142 | 8602152 | |||
| КОД GT-AMG | 8303102 | 8403112 | 8503122 | 8603132 | 8602142 | |||
| КОД GT-M CG | 8302212 | 8402222 | 8502232 | 8602242 | 8602252 | |||
| КОД GT-MT CG | 8304092 | 8404102 | 8604122 | 8604132 | ||||
|
Вращающийся центр подшипниками, рекомендуемые для токарной обработки со средними нагрузками и на высоких скоростях. Корпус и вал закалены и отрихтованы.Постоянная смазка длительного срока экстплуатации. |
|
|||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-V | 832161 | 842171 | 852181 | 862191 | ||||
| КОД GT-VW | 832163 | 842173 | 852183 | 862193 | ||||
| КОД GT-VA | 832162 | 842172 | 852182 | 862192 | ||||
| КОД GT-V C | 832164 | 842174 | 852184 | 862194 | ||||
| КОД GT-V CW | 832165 | 842175 | 852185 | 862195 | ||||
|
Центра с осевой компенсацией Вращающийся центр с осевой компенсацией для использования вместе с резцедержателем. |
|
|||||||
| Хвостовик | VDI30 | VDI40 | ||||||
| КОД VDI-C | 802176 | 802186 | ||||||
| КОД VDI-A | 802177 | 802187 | ||||||
| Центра с осевой компенсацией Подпружиненный с цилиндрическим хвостовиком Moд.  VDC-C VDC-CПодпружиненный с цилиндрическим хвостовиком cо сменными наконечниками Moд. VDC-A
|
|
|||||||
| Хвостовик | Ø 30 | Ø 40 | ||||||
| КОД VDС-C | 800176 | 800186 | ||||||
| КОД VDС-A | 800177 | 800187 | ||||||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-VG Moд. GT-VGC т/с наконечником Moд. GT-VWG Cо сменными наконечниками Moд. GT-VAG C переменной конусностью Moд. GT-V CG C переменной конусностью и центром из т/с Moд.GT-V CWG Профилированные задние центра с гайкой экстрактора и прецизионными подшипниками рекомендуются для токарной обработки со средними нагрузками и на высоких скоростях. Корпус и вал закалены и отрихтованы. Постоянная смазка длительного срока эксплуатации. |
|
|||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-VG | 8302161 | 8402171 | 8502181 | 8602191 | ||||
| КОД GT-VWG | 8302163 | 8402173 | 8502183 | 8602193 | ||||
| КОД GT-VAG | 8302162 | 8402172 | 8502182 | 8602192 | ||||
| КОД GT-V CG | 8302164 | 8402174 | 8502184 | 8602194 | ||||
| КОД GT-V CWG | 8302165 | 8402175 | 8502185 | 8602195 | ||||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-1990-N Moд. GT-1990-NCо сменными наконечниками Moд. GT-1990-NI Удлиненный с переменной конусностью Moд. GT-1990-CO Профилированные задние центра с гайкой экстрактора, прецизионными подшипниками и низким сопротивлением качению, рекомендуются для токарной обработки с большими нагрузками и на очень высоких скоростях. Корпус и вал закалены и отрихтованы. Постоянная смазка длительного срока эксплуатации. |
|
|||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-1990-N | 831992 | 841992 | 851992 | |||||
| КОД GT-1990-NI | 831993 | 841993 | 851993 | |||||
| КОД GT-1990-CO | 831991 | 811991 | 851991 | |||||
|
Вращающийся центр Профилированные задние центра с гайкой экстрактора |
|
|||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-1980-N | 831982 | 841982 | 851982 | |||||
| КОД GT-1980-NW | 831984 | 841984 | 851984 | |||||
| КОД GT-1980-NI | 831983 | 841983 | 851983 | |||||
| КОД GT-1980-CO | 831981 | 841981 | 851981 | |||||
| КОД GT-1980-COW | 831985 | 841985 | 851985 | |||||
|
Наборы вращающихся центров Для подбора наборов центров со сменными наконечниками просьба обращаться к каталожным данным, приведенным в конце таблицы. |
||||||||
|
Вращающийся центр для деревообработки Mod. GT-VL Вращающийся центр со специальным центром для токарной обработки дерева.
|
|
|||||||
| Конус Морзе | 2 | 3 | 3 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-VL | 822104 | 832166 | 832167 | |||||
 Moд. GT-MG
Moд. GT-MG Moд. GT-V
Moд. GT-V VDI-C
VDI-C Moд. GT-1980-N
Moд. GT-1980-N
МИР ISO рассказывает для чего и как используется вращающийся центр
Центры вращающиеся и неподвижные для станков
Важной частью любого токарного станка это центр станочный, который может вращаться или же оставаться недвижимым. Он нужен для того, чтобы проводить фиксацию деталей в необходимом положении. Устройство такого типа дает возможность обрабатывать, используя максимальные показатели скорости и при этом с минимальным биением. Рационально использовать центра вращающиеся и неподвижные на шлифовальных, а также токарных станках с ручным или программный метод управления.
Он нужен для того, чтобы проводить фиксацию деталей в необходимом положении. Устройство такого типа дает возможность обрабатывать, используя максимальные показатели скорости и при этом с минимальным биением. Рационально использовать центра вращающиеся и неподвижные на шлифовальных, а также токарных станках с ручным или программный метод управления.
Алгоритм точения
Весь процесс точения начинается с того, что мы проводим крепление заготовки непосредственно в кулачковый патрон, который выполняет функцию передачи вращения, но в то же время отвечает за неподвижность. Движение резца перпендикулярное, что позволяет полностью обточить до необходимого размера. Максимально подойдет для изделий, форма которых похожа на цилиндр.
Сама заготовка фиксируется при использовании передней, а также задней бабки, то есть по двум противоположным сторонам. Это помогает очень прочно закрепить заготовку и эффективно с ней работать.
В то же время стоит отметить, что в процессе выполнения точения огромное внимание стоит уделить нюансам эксплуатирования задней бабки. Данный элемент конструкции имеет разное назначение, что зависит от того, какой вид работ предполагается выполнить. Она используется не только для закрепления изделия в неподвижном состоянии, но и для ее обработки.
Если мы рассматриваем её более подробно, то обязательно стоит отметить такие нюансы:
- Предназначена исключительно для того, чтобы провести закрепление специального оснащения. Исходя из вида используемой оснастки можно определить функции задней бабки, а именно фиксация детали или эксплуатирования ее непосредственно для обработки.
- Применение центра вращающегося необходимо для того, чтобы при больших оборотах изделие находилось в недвижимом положении.
Скорость вращения деталей при обработке может доходить до 75 м/мин или даже превышать данный показатель. Данная скорость является достаточно высокой, поэтому в таком случае рационально говорить об использовании центра вращающегося токарного, плюсы которого выглядят таким образом:
- достаточно длительный период качественного использования, что достигается весьма низким износом;
- в работе отмечается универсальность использования;
- появляется возможность нормально работать на высоких нагрузках.

Крепление по двум торцам
Если более детально рассмотреть фиксацию по двум торцам, то это необходимо в таких ситуациях:
- Токарный станок позволяет регулировать обороты, а во избежание погрешности нужно применить фиксирование по двум торцам.
- Изделие обладает достаточно большой длиной и весом.
- В ситуациях, когда возникает вероятность слишком большой подачи поперечного типа и есть риск влияния на показатель точности.
- При работе на станках с ЧПУ, где крайне необходимо провести фиксацию заготовки по ее торцам.
Купить вращающийся станочный центр можно при обращении в нашу компанию сделать заказ.
К металлообработке деталей необходимо подходить очень серьёзно. Так как это дорогая и трудоёмкая задача. Ведь узлы металлоконструкций должны иметь точные размеры. От этого зависят многие факторы. Главная из них прочность и износостойкость.
Специалисты нашей компании МИР ISO знают ответ на этот вопрос. И применят всё свои знания и опыт, чтобы обеспечить качественными вращающимися центрами и многой другой оснасткой любое производство металлоконструкций.
И применят всё свои знания и опыт, чтобы обеспечить качественными вращающимися центрами и многой другой оснасткой любое производство металлоконструкций.
Свяжитесь с нами любым удобным способом.
Получите бесплатную консультацию. Мы поможем вам купить вращающийся центр высокого качества под ваши технологические операции.
Тел: +7 (960) 850-40-16
Email: [email protected]
Часы работы: Пн-Пт с 900 до 1800
сделать заказ.
Центр вращающийся грибковый Тип 2480
Центры вращающиеся грибковые Тип 2480
DIN 228 (ГОСТ 25557-82)
КОНУС МОРЗЕ 2, D1= 17.780 мм
| Обозначение |
Тип |
L, мм |
L1, мм |
D, мм |
d, мм |
Угол |
Нагрузка, Н |
Обороты, об/мин |
Точность, мм |
|
DS2x60A(60°) |
A | 143 | 75 | 60 | 20 | 60° | 3 000 | 3 000 | 0,012 |
|
DS2x60(60°) |
B | 132 | 64 | 60 | 20 | 60° | 3 000 | 3 000 | 0,012 |
|
DS2x60(75°) |
В | 129 | 64 | 60 | 12 | 75° | 3 000 | 3 000 | 0,012 |
|
DS2x61. |
В | 135 | 64 | 61.9 | 13 | 70° | 3 000 | 3 000 | 0,012 |
|
DS2x62(54.6°) |
В | 130 | 64 | 62 | 13 | 54.6° | 3 000 | 3 000 | 0,012 |
|
DS2x63(70°) |
В | 132 | 64 | 63 | 13 | 70° | 3 000 | 3 000 | 0,012 |
|
DS2x70A(60°) |
A | 143 | 75 | 70 | 20 | 60° | 3 000 | 3 000 | 0,012 |
|
DS2x70(60°) |
B | 132 | 64 | 70 | 20 | 60° | 3 000 | 3 000 | 0,012 |
|
DS2x70(75°) |
В | 129 | 64 | 70 | 12 | 75° | 3 000 | 3 000 | 0,012 |
|
DS2x80A(60°) |
A | 156 | 75 | 80 | 25 | 60° | 4 000 | 3 000 | 0,012 |
|
DS2x80(60°) |
B | 145 | 64 | 80 | 25 | 60° | 4 000 | 3 000 | 0,012 |
|
DS2x80(75°) |
В | 133 | 64 | 80 | 12 | 75° | 4 000 | 3 000 | 0,012 |
|
DS2x90A(60°) |
A | 156 | 75 | 90 | 25 | 60° | 4 000 | 2 500 | 0,012 |
|
DS2x90(60°) |
B | 145 | 64 | 90 | 25 | 60° | 4 000 | 2 500 | 0,012 |
|
DS2x90(75°) |
В | 133 | 64 | 90 | 12 | 75° | 4 000 | 2 500 | 0,012 |
 9(70°)
9(70°)КОНУС МОРЗЕ 3, D1= 23. 825 мм
825 мм
| Обозначение |
Тип | L, мм |
L1, мм |
D, мм |
d, мм |
Угол | Нагрузка, Н |
Обороты, об/мин |
Точность, мм |
|
DS3x60A(60°) |
A | 168 | 94 | 60 | 20 | 60° | 3 000 | 3 000 | 0,012 |
|
DS3x60(60°) |
B | 155 | 81 | 60 | 20 | 60° | 3 000 | 3 000 | 0,012 |
|
DS3x60(75°) |
В | 152 | 81 | 60 | 12 | 75° | 3 000 | 3 000 | 0,012 |
|
DS3x70A(60°) |
A | 168 | 94 | 70 | 20 | 60° | 3 000 | 3 000 | 0,012 |
|
DS3x70(60°) |
B | 155 | 81 | 70 | 20 | 60° | 3 000 | 3 000 | 0,012 |
|
DS3x70(75°) |
В | 152 | 81 | 70 | 12 | 75° | 3 000 | 3 000 | 0,012 |
|
DS3x76. |
В | 152 | 81 | 76.2 | 19 | 54.6° | 4 000 | 3 000 | 0,012 |
|
DS3x76.2(70°) |
В | 150 | 81 | 76,2 | 19 | 70° | 4 000 | 3 000 | 0,012 |
|
DS3x80A(60°) |
A | 175 | 94 | 80 | 25 | 60° | 4 000 | 3 000 | 0,012 |
|
DS3x80(60°) |
B | 162 | 81 | 80 | 25 | 60° | 4 000 | 3 000 | 0,012 |
|
DS3x80(75°) |
В | 156 | 81 | 80 | 12 | 75° | 4 000 | 3 000 | 0,012 |
|
DS3x90A(60°) |
A | 175 | 94 | 90 | 25 | 60° | 4 000 | 3 000 | 0,012 |
|
DS3x90(60°) |
B | 162 | 81 | 90 | 25 | 60° | 4 000 | 3 000 | 0,012 |
|
DS3x90(75°) |
В | 156 | 81 | 90 | 12 | 75° | 4 000 | 3 000 | 0,012 |
|
DS3x100A(60°) |
A | 183 | 94 | 100 | 30 | 60° | 6 000 | 2 500 | 0,015 |
|
DS3x100(60°) |
B | 170 | 81 | 100 | 30 | 60° | 6 000 | 2 500 | 0,015 |
|
DS3x 100(75°) |
В | 164 | 81 | 100 | 32 | 75° | 6 000 | 2 500 | 0,015 |
|
DS3x110A(60°) |
A | 183 | 94 | 110 | 35 | 60° | 6 000 | 2 500 | 0,015 |
|
DS3x110(60°) |
B | 170 | 81 | 110 | 35 | 60° | 6 000 | 2 500 | 0,015 |
|
DS3x110(75°) |
В | 164 | 81 | 110 | 32 | 75° | 6 000 | 2 500 | 0,015 |
|
DS3x120A(60°) |
A | 183 | 94 | 120 | 40 | 60° | 6 000 | 2 000 | 0,015 |
|
DS3x120(60°) |
B | 170 | 81 | 120 | 40 | 60° | 6 000 | 2 000 | 0,015 |
|
DS3x120(75°) |
В | 164 | 81 | 120 | 32 | 75° | 6 000 | 2 000 | 0,015 |
|
DS3x130A(60°) |
A | 197 | 94 | 130 | 40 | 60° | 6 000 | 2 000 | 0,015 |
|
DS3x130(60°) |
B | 184 | 81 | 130 | 40 | 60° | 6 000 | 2 000 | 0,015 |
|
DS3x130(75°) |
В | 174 | 81 | 130 | 35 | 75° | 6 000 | 2 000 | 0,015 |
|
DS3x140A(60°) |
A | 202 | 81 | 140 | 40 | 60° | 6 000 | 2 000 | 0,015 |
|
DS3x140(60°) |
B | 189 | 94 | 140 | 40 | 60° | 6 000 | 2 000 | 0,015 |
|
DS3x140(75°) |
В | 174 | 94 | 140 | 35 | 75° | 6 000 | 2 000 | 0,015 |
 2(54.6°)
2(54.6°)КОНУС МОРЗЕ 4, D1= 31. 267 мм
267 мм
| Обозначение |
Тип | L, мм |
L1, мм |
D, мм |
d, мм |
Угол | Нагрузка, Н |
Обороты, об/мин |
Точность, мм |
|
DS4x60A(60°) |
A | 193 | 117.5 | 60 | 20 | 60° | 3 000 | 3 000 | 0.012 |
|
DS4x60(60°) |
B | 178 | 102.5 | 60 | 20 | 60° | 3 000 | 3 000 | 0. 012 012 |
|
DS4x60(75°) |
В | 175 | 102,5 | 60 | 12 | 75° | 3 000 | 3 000 | 0.012 |
|
DS4x70A(60°) |
A | 193 | 117.5 | 70 | 20 | 60° | 3 000 | 3 000 | 0.012 |
|
DS4x70(60°) |
B | 178 | 102.5 | 70 | 20 | 60° | 3 000 | 3 000 | 0.012 |
|
DS4x70(75°) |
В | 175 | 102,5 | 70 | 12 | 75° | 3 000 | 3 000 | 0. 012 012 |
|
DS4x80A(60°) |
A | 208 | 117.5 | 80 | 25 | 60° | 4 000 | 3 000 | 0.012 |
|
DS4x80(60°) |
B | 193 | 102.5 | 80 | 25 | 60° | 4 000 | 3 000 | 0.012 |
|
DS4x80(75°) |
В | 179 | 102,5 | 80 | 12 | 75° | 4 000 | 3 000 | 0.012 |
|
DS4x90A(60°) |
A | 208 | 117. 5 5 |
90 | 25 | 60° | 4 000 | 3 000 | 0.012 |
|
DS4x90(60°) |
B | 193 | 102.5 | 90 | 25 | 60° | 4 000 | 3 000 | 0.012 |
|
DS4x90(75°) |
В | 179 | 102,5 | 90 | 12 | 75° | 4 000 | 3 000 | 0.012 |
|
DS4x100A(60°) |
A | 208 | 117.5 | 100 | 30 | 60° | 8 000 | 2 500 | 0.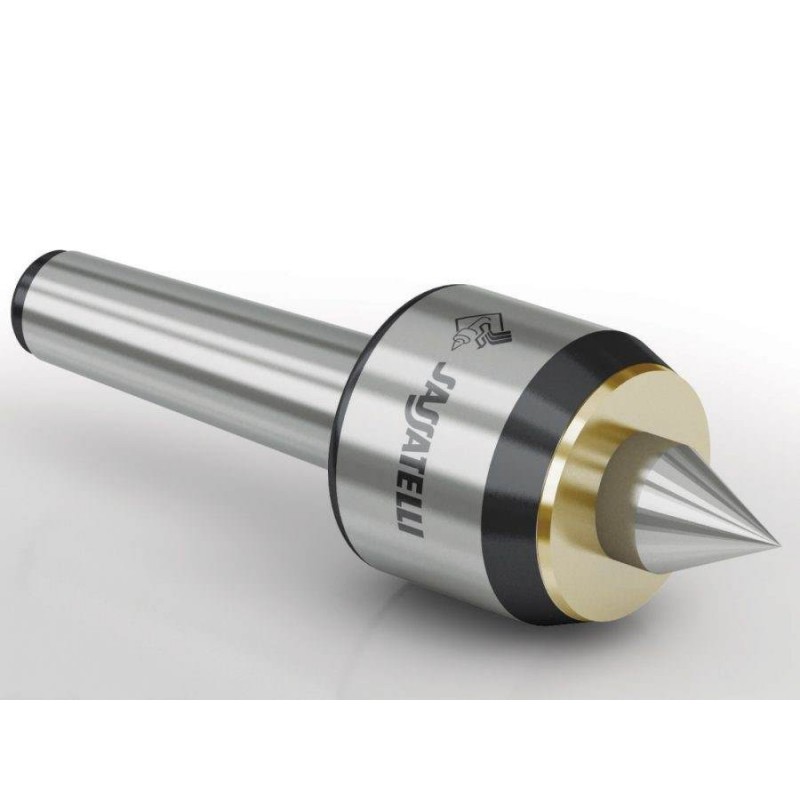 015 015 |
|
DS4x100(60°) |
B | 193 | 102.5 | 100 | 30 | 60° | 8 000 | 2 500 | 0.015 |
|
DS4x100(75°) |
В | 187 | 102,5 | 100 | 32 | 75° | 8 000 | 2 500 | 0.015 |
|
DS4x110A(60°) |
A | 208 | 117.5 | 110 | 35 | 60° | 8 000 | 2 500 | 0.015 |
|
DS4x110(60°) |
B | 193 | 102. 5 5 |
110 | 35 | 62° | 8 000 | 2 500 | 0.015 |
|
DS4x110(75°) |
В | 187 | 102,5 | 110 | 32 | 75° | 8 000 | 2 500 | 0.015 |
|
DS4x120A(60°) |
A | 208 | 117.5 | 120 | 40 | 60° | 8 000 | 2 500 | 0.015 |
|
DS4x120(60°) |
B | 193 | 102.5 | 120 | 40 | 60° | 8 000 | 2 500 | 0. 015 015 |
|
DS4x120(75°) |
В | 187 | 102,5 | 120 | 32 | 75° | 8 000 | 2 500 | 0.015 |
|
DS4x130A(60°) |
A | 222 | 117.5 | 130 | 40 | 60° | 8 000 | 2 000 | 0.015 |
|
DS4x130(60°) |
B | 207 | 102.5 | 130 | 40 | 60° | 8 000 | 2 000 | 0.015 |
|
DS4x130(75°) |
В | 197 | 102,5 | 130 | 35 | 75° | 10 000 | 2 000 | 0. 015 015 |
|
DS4x140A(60°) |
A | 227 | 117.5 | 140 | 40 | 60° | 8 000 | 2 000 | 0.015 |
|
DS4x140(60°) |
B | 212 | 102.5 | 140 | 40 | 60° | 8 000 | 2 000 | 0.015 |
|
DS4x140(75°) |
В | 197 | 102,5 | 140 | 35 | 75° | 10 000 | 2 000 | 0.015 |
|
DS4x150A(60°) |
A | 237 | 117. 5 5 |
150 | 40 | 60° | 10 000 | 1 600 | 0.020 |
|
DS4x150(60°) |
B | 222 | 102.5 | 150 | 40 | 60° | 10 000 | 1 600 | 0.020 |
|
DS4x150(75°) |
В | 207 | 102,5 | 150 | 35 | 75° | 10 000 | 1 600 | 0.020 |
|
DS4x160A(60°) |
A | 247 | 117.5 | 160 | 40 | 60° | 10 000 | 1 600 | 0. 020 020 |
|
DS4x160(60°) |
B | 232 | 102.5 | 160 | 40 | 60° | 10 000 | 1 600 | 0.020 |
|
DS4x160(75°) |
В | 212 | 102,5 | 160 | 35 | 75° | 10 000 | 1 600 | 0.020 |
|
DS4x200A(60°) |
A | 247 | 117.5 | 200 | 66 | 60° | 10 000 | 1 500 | 0.030 |
|
DS4x200(60°) |
B | 232 | 102. 5 5 |
200 | 66 | 60° | 10 000 | 1 500 | 0.030 |
|
DS4x200(75°) |
В | 225 | 102,5 | 200 | 40 | 75° | 10 000 | 1 500 | 0.030 |
КОНУС МОРЗЕ 5, D1=44.399 мм
| Обозначение |
Тип | L, мм |
L1, мм |
D, мм |
d, мм |
Угол | Нагрузка, Н |
Обороты, об/мин |
Точность, мм |
|
DS5x60A(60°) |
A | 225 | 149. 5 5 |
60 | 20 | 60° | 3 000 | 3 000 | 0.012 |
|
DS5x60(60°) |
B | 205 | 129.5 | 60 | 20 | 60° | 3 000 | 3 000 | 0.012 |
|
DS5x60(75°) |
В | 202 | 129,5 | 60 | 12 | 75° | 3 000 | 3 000 | 0.012 |
|
DS5x70A(60°) |
A | 225 | 149.5 | 70 | 20 | 60° | 3 000 | 3 000 | 0.012 |
|
DS5x70(60°) |
B | 205 | 129. 5 5 |
70 | 20 | 60° | 3 000 | 3 000 | 0.012 |
|
DS5x70(75°) |
В | 202 | 129,5 | 70 | 12 | 75° | 3 000 | 3 000 | 0.012 |
|
DS5x80A(60°) |
A | 240 | 149.5 | 80 | 25 | 60° | 4 000 | 3 000 | 0.012 |
|
DS5x80(60°) |
B | 220 | 129.5 | 80 | 25 | 60° | 4 000 | 3 000 | 0.012 |
|
DS5x80(75°) |
В | 206 | 129,5 | 80 | 12 | 75° | 4 000 | 3 000 | 0. 012 012 |
|
DS5x90A(60°) |
A | 240 | 149.5 | 90 | 25 | 60° | 4 000 | 3 000 | 0.012 |
|
DS5x90(60°) |
B | 220 | 129.5 | 90 | 25 | 60° | 4 000 | 3 000 | 0.012 |
|
DS5x90(75°) |
В | 206 | 129,5 | 90 | 12 | 75° | 4 000 | 3 000 | 0.012 |
|
DS5X100A(60°) |
A | 248 | 149. 5 5 |
100 | 30 | 60° | 8 000 | 2 500 | 0.015 |
|
DS5x100(60°) |
B | 228 | 129.5 | 100 | 30 | 60° | 8 000 | 2 500 | 0.015 |
|
DS5x100(75°) |
В | 222 | 129,5 | 100 | 32 | 75° | 8 000 | 2 500 | 0.015 |
|
DS5x110A(60°) |
A | 248 | 149.5 | 110 | 35 | 60° | 8 000 | 2 500 | 0.015 |
|
DS5x110(60°) |
B | 228 | 129. 5 5 |
110 | 35 | 60° | 8 000 | 2 500 | 0.015 |
|
DS5x110(75°) |
В | 222 | 129,5 | 110 | 32 | 75° | 8 000 | 2 500 | 0.015 |
|
DS5x120A(60°) |
A | 248 | 149.5 | 120 | 40 | 60° | 8 000 | 2 500 | 0.015 |
|
DS5x120(60°) |
B | 228 | 129.5 | 120 | 40 | 60° | 8 000 | 2 500 | 0.015 |
|
DS5x120(75°) |
В | 222 | 129,5 | 120 | 32 | 75° | 8 000 | 2 500 | 0. 015 015 |
|
DS5x 130(70°) |
В | 231 | 129,5 | 130 | 40 | 70° | 8 000 | 2 000 | 0.015 |
|
DS5x130A(60°) |
A | 254 | 149.5 | 130 | 40 | 60° | 8 000 | 2 000 | 0.015 |
|
DS5x130(60°) |
B | 234 | 129.5 | 130 | 40 | 60° | 8 000 | 2 000 | 0.015 |
|
DS5x130(75°) |
В | 232 | 129,5 | 130 | 35 | 75° | 10 000 | 2 000 | 0. 015 015 |
|
DS5x140A(60°) |
A | 259 | 149.5 | 140 | 40 | 60° | 8 000 | 2 000 | 0.015 |
|
DS5x140(60°) |
B | 239 | 129.5 | 140 | 40 | 60° | 8 000 | 2 000 | 0.015 |
|
DS5x140(75°) |
В | 232 | 129,5 | 140 | 35 | 75° | 10 000 | 2 000 | 0.015 |
|
DS5x150A(60°) |
A | 269 | 149.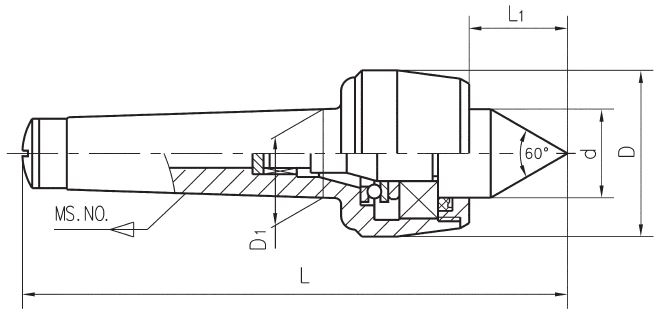 5 5 |
150 | 40 | 60° | 12 000 | 1 600 | 0.020 |
|
DS5x150(60°) |
B | 249 | 129.5 | 150 | 40 | 60° | 12 000 | 1 600 | 0.020 |
|
DS5x150(75°) |
В | 234 | 129,5 | 150 | 35 | 75° | 12 000 | 1 600 | 0.020 |
|
DS5x160A(60°) |
A | 279 | 149.5 | 160 | 40 | 60° | 12 000 | 1 600 | 0.020 |
|
DS5x160(60°) |
B | 259 | 129. 5 5 |
160 | 40 | 60° | 12 000 | 1 600 | 0.020 |
|
DS5x160(75°) |
В | 239 | 129,5 | 160 | 35 | 75° | 12 000 | 1 600 | 0.020 |
|
DS5x200A(60°) |
A | 279 | 149.5 | 200 | 66 | 60° | 12 000 | 1 500 | 0.030 |
|
DS5x200(60°) |
B | 259 | 129.5 | 200 | 66 | 60° | 12 000 | 1 500 | 0.030 |
|
DS5x200(75°) |
В | 252 | 129,5 | 200 | 40 | 75° | 12 000 | 1 500 | 0. 030 030 |
|
DS5x250A(60°) |
A | 302.5 | 149.5 | 250 | 57 | 75° | 12 000 | 1 000 | 0.030 |
|
DS5x250(75°) |
B | 281 | 129.5 | 250 | 57 | 75° | 12 000 | 1 000 | 0.030 |
КОНУС МОРЗЕ 6, D1=63.348 мм
| Обозначение | Тип | L, мм | L1, мм | D, мм | d, мм | Угол | Нагрузка, Н | Обороты, об/мин | Точность, мм |
| DS6x100A(60°) | A | 310 | 210 | 100 | 30 | 60° | |||
|
DS6x100(60°) |
B | 282 | 182 | 100 | 30 | 60° | |||
|
DS6x100(75°) |
В | 276 | 182 | 100 | 32 | 75° | |||
|
DS6x110A(60°) |
A | 310 | 210 | 110 | 35 | 60° | |||
|
DS6x110(60°) |
B | 282 | 182 | 110 | 35 | 60° | |||
|
DS6x110(75°) |
В | 276 | 182 | 110 | 32 | 75° | |||
|
DS6x120A(60°) |
A | 310 | 210 | 120 | 40 | 60° | |||
|
DS 6×120(60°) |
B | 282 | 182 | 120 | 40 | 60° | |||
|
DS6x120(75°) |
В | 276 | 182 | 120 | 32 | 75° | |||
|
DS6x130А(60°) |
A | 324 | 210 | 130 | 40 | 60° | |||
|
DS6x130(60°) |
B | 296 | 182 | 130 | 40 | 60° | |||
|
DS6x130(75°) |
В | 286 | 182 | 130 | 35 | 75° | |||
|
DS6x140A(60°) |
A | 329 | 210 | 140 | 40 | 60° | |||
| DS6x140(60) | В | 301 | 182 | 140 | 40 | 60° | |||
| DS6x140(75°) | B | 286 | 182 | 140 | 35 | 75° | |||
| DS6x150A(60°) | A | 341 | 210 | 150 | 40 | 60 |
Центр вращающийся. Паспорт | PRO-TechInfo
Паспорт | PRO-TechInfo
Назначение.
Вращающиеся центры применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками.
Изготавливаются двух типов:
- тип А — с постоянным центровым валиком;
- тип Б — с насадкой на центровой валик.
Изготавливаются двух исполнений:
- исп. 1 — центровой валик с конусом 60°;
- исп. 2 — центровой валик с конусом 60°, дополнительно проточенным под конус 30°.
Центры вращающиеся изготавливаются по ГОСТ 8742-75.
Пример обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.

Твердость центрового валика (насадки) — не менее HRC 58.
Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
Устройство и принцип работы.
3.1. Конструкция вращающегося центра представлена на рис.2.
Рис.2 Конструкция вращающегося центра
3.2. В хвостовой части центра на опорах качения смонтирована ось, на конце которой выполнена рабочая часть центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой.
Порядок работы и техническое обслуживание.
4.1. Перед установкой вращающегося центра на токарный станок, его необходимо расконсервировать и проверить подвижность оси. При необходимости поверхности скольжения вращающегося центра (опоры качения) смазать машинным маслом, заливая масло в технологические отверстия и вращая ось центра.
4.2. После необходимой проверки и подготовки центр установить в пиноль задней бабки токарного станка.
4.3. После окончания работы центр протереть мягкой тканью и смазать противокоррозионной смазкой.
4.4. Условия эксплуатации вращающегося центра – ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию изделия.
Комплектность.
В комплект входят:
- центр вращающийся;
- паспорт.
Правила хранения.
Хранить в футляре в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относительной влажности не более 80% при температуре +20˚С.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) уровня, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Центр вращающийся. Паспорт
Центры станочные (Центр вращающийся ГОСТ 8742-75 и Центр упорный ГОСТ 13214-79)
Для обеспечения нормальной функциональности токарного оборудования ему необходима определенная оснастка. В некоторых случаях фиксация заготовки на станке производится при помощи патрона, однако он не применяется при обработке изделий с большой величиной центрового отверстия.
В этом случае используются специальные станочные центры, позволяющие производить обработку металла с высокой точностью. Стоит учитывать, что в центр заготовка помещается лишь после ее зацентровки.
Виды и назначения станочных центров
Согласно нормативной документации выделяется два основных вида центров:
- Упорный (ГОСТ 13214-79) – у этого центра наконечник и хвостовик имеют практически равный диаметр. Наконечник изготавливается из твердого сплава или закаленной стали.
- Вращающийся (ГОСТ 8742-75) – отличается тем, что наконечник имеет больший диаметр и усеченный рабочий конус. Существуют центры с двумя типами наконечников: с центрированным валиком и с насадкой под него. Данное устройство может применяться для фиксации деталей вращения с полыми торцевыми отверстиями.
Если существует необходимость в обработке деталей на высоких скоростях со значительной толщиной удаляемого слоя, используется вращающийся задний центр. Если же оси вращения заготовок и шпинделей отличаются, рекомендуется использовать при обработке специальную конусную установку.
Станочные вращающиеся центры
Вращающийся центр согласно ГОСТ 8742-75 используется для обработки деталей типа тел вращения на металлорежущем оборудовании с ЧПУ или ручным управлением. Данный тип оснастки позволяет зажимать обрабатываемую деталь с максимальным диаметром для резания на высокой скорости с минимальным биением.
Существует два варианта вращающихся центров:
- исполнение 1 – центровой валик обладает конусом 60;
- исполнение 2 – центровой валик отличается конусом 60, который к тому же проточен под конус 30.
В зависимости от режима резания металла угол конуса может быть 60 или 90 градусов.
Станочные упорные центры
Для обеспечения наиболее точной установки при обработке заготовки применяют упорные центры, однако они отличаются ограниченностью в режимах резания. При работе с этой оснасткой в центровое отверстие необходимо закладывать смазку.
Обычно упорные центры устанавливают на шлифовальное оборудование, где обеспечивается подпружиненный тип прижима. При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
Упорные центры изготавливаются из закаленной стали высокого качества и шлифуются, что обеспечивает надежность и точность при обработке заготовок. Чтобы увеличить долговечность и износостойкость, рабочий конус оснащают твердым сплавом.
Вращающийся полый центр Deluxe Hollow Revolving Centre Set конус КМ1 Robert Sorby LDRC/1 М00009056
Вращающийся полый центр Deluxe Hollow Revolving Centre Set конус КМ1 Robert Sorby (Роберт Сорби)
Применение:
Вращающиеся полые центры предназначены для установки в пиноль задней бабки.
Описание:
Выпускаются с присоединительным конусом морзе КМ1 (данная модель) и КМ2 (доступна для покупки) – подберите подходящий для вашего станка типоразмер.
Полностью настраиваемый центр, и возможность установки любого подходящего наконечника для выполнения разнообразных работ. в комплекте с вращающимся центров идет стандартный наконечник – конус с углом 60°, используемый в большинстве работ.
Он дает отличный доступ к торцу детали.
В полом конусе имеется сквозное отверстие для удаления наконечников ф8мм.
Также в комплекте идет экстрактор наконечников, для удаления последних не прибегая к снятию центра из пиноли задней бабки.
Изготовлен в соответствии с чрезвычайно высокими стандартами инструментов для токарной обработки.
Использованы роликовые подшипники – выдерживающие значительные осевые нагрузки.
Для использования центра с конусом КМ1 в пиноле с КМ2 необходимо использовать переходную втулку.
Технические характеристики:
Длина конуса без установленного наконечника: КМ1 – 71мм
Производство – Robert Sorby (Шеффилд, Великобритания)
История марки Robert Sorby (Роберт Сорби) тесно переплетена с их родным городом Шеффилдом в Англии, начиная с 16 века.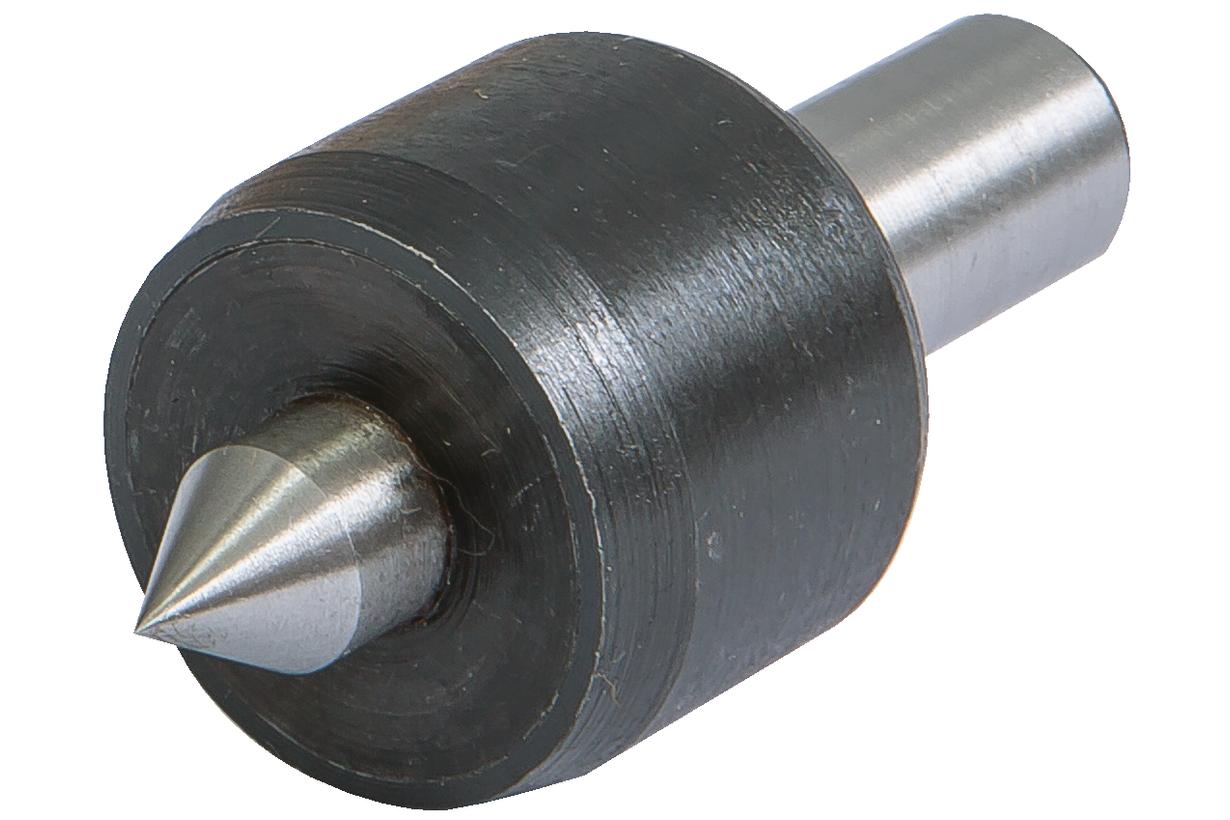 Компания всегда выпускала только высококачественную продукцию, создавая высокую репутацию по всему миру. Сегодня компания Robert Sorby представляет собой независимое производство с ручными операциями, доставшимися еще со времен ножевщиков, включая несколько старых Шеффилдовских марок. В ассортименте столярный инструмент: для токарного дела (различные токарные резцы, кронциркули, патроны), для резьбы по дереву, для изготовления мебели, стамески, долота для плотников и тд.
Компания всегда выпускала только высококачественную продукцию, создавая высокую репутацию по всему миру. Сегодня компания Robert Sorby представляет собой независимое производство с ручными операциями, доставшимися еще со времен ножевщиков, включая несколько старых Шеффилдовских марок. В ассортименте столярный инструмент: для токарного дела (различные токарные резцы, кронциркули, патроны), для резьбы по дереву, для изготовления мебели, стамески, долота для плотников и тд.
Рекомендация “Арсенал Мастера”:
Рекомендуем к покупке, Доставим в любой город России.
Посмотреть в каталоге Все инструменты и приспособления Robert Sorby
Посмотреть в каталоге Все резцы и стамески Robert Sorby
Отзывы о Вращающийся полый центр Deluxe Hollow Revolving Centre Set конус КМ1 Robert Sorby LDRC/1 М00009056
Нормальный, обратный, вращающийся токарный центр
На токарных станках применяют различные типы центров.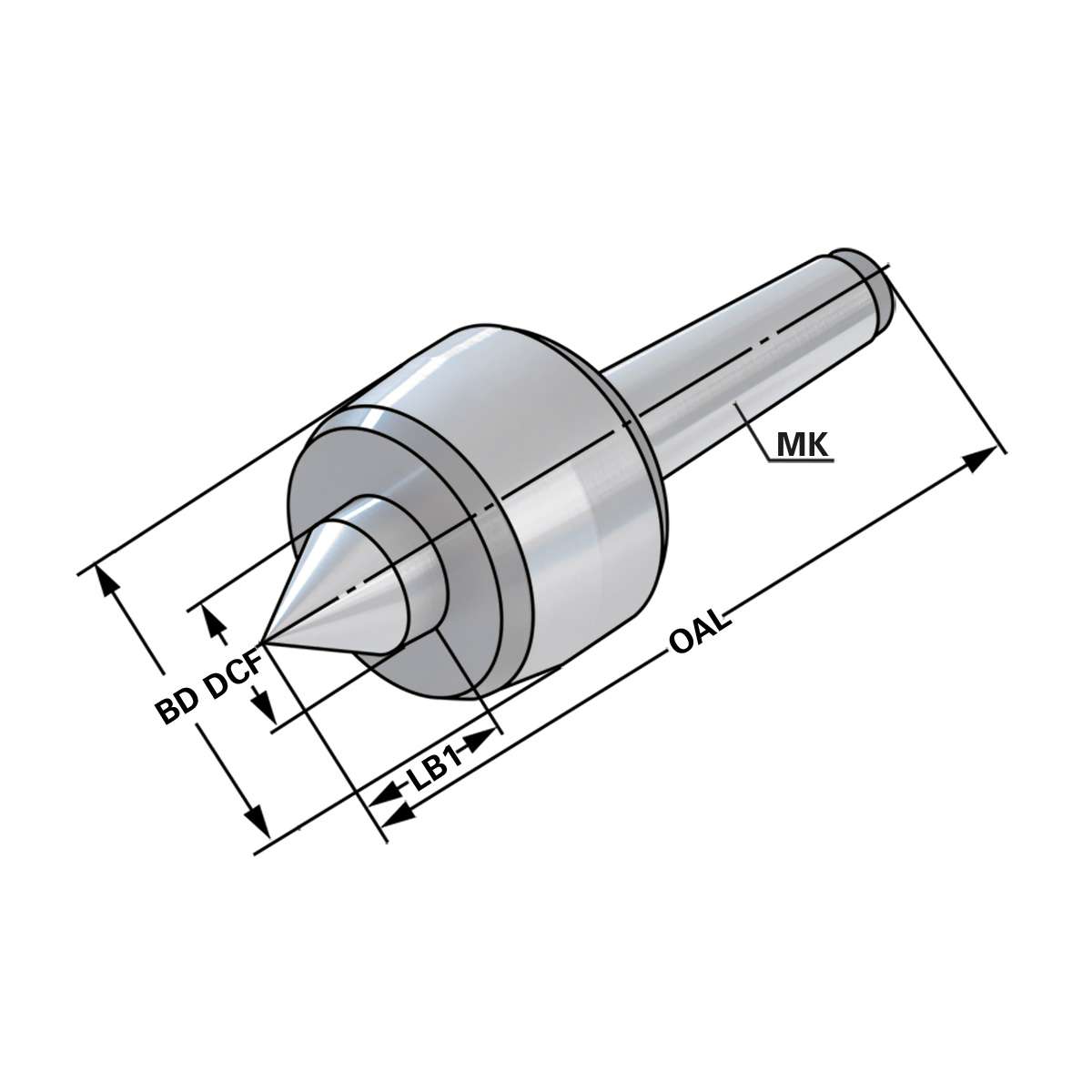 Наиболее распространенный центр показан на рис. 37, а. Он состоит из конуса 1, который устанавливается обрабатываемая деталь, и конический хвостовика 2. Хвостовик должен входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Наиболее распространенный центр показан на рис. 37, а. Он состоит из конуса 1, который устанавливается обрабатываемая деталь, и конический хвостовика 2. Хвостовик должен входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис..37, б).
Рис 37 – Центры: а – нормальный, б – обратный центр
Вершина конуса центра должна точно совпадать с осью хвостовика. Для проверки центр вставляют в отверстие шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет «бить».
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большинстве случаев неподвижен-о его поверхность трется вращающаяся деталь. От трения нагреваются и изнашиваются как коническая поверхность заднего центра, так и поверхность центрового отверстия детали.Для уменьшения трения необходимо наполнить центровое отверстие детали у заднего центра густой смазкой следующего состава: тавот – 65%, мел – 25%, сера – 5%, графит – 5% (мел, сера и графит должны быть тщательно растерты).
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скоростях (v> 75 м / мин) происходит быстрый износ центра и разработка центрового отверстия деталей. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применяющиеся центры.
Рис. 38 – Вращающийся центр, вставляемый в пиноль задней бабки
На рис. 38 конструкции вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
При обработке тяжелых деталей на больших скоростях резания, а также при срезании стружек большого вращения имеют недостаточную жесткость, усилительные вибрации в работе.Чтобы избежать этих явлений, применяют вращающиеся центры, встроенные в пиноль задней бабки.
Рис. 39. Вращающийся центр, встроенный в пиноль задней бабки
На рис. В передней части конструкции такого центра, В передней части пиноли 1 расточено отверстие, в котором установлены передний упорный 3 и задний радиальный 2 подшипники для втулки 4. Осевая сила воспринимается упорным шарикоподшипником 3. Втулка 4 имеет коническое отверстие, в которое вставляют центр 5. Если помощи стопора соединить втулку 4 с пинолью втулка вращаться не будет.В этом случае в заднюю бабку можно установить сверло или другой осевой инструмент (зенкер, развертку).
Похожие материалы
МИР ISO сообщает для чего и как используется вращающийся центр
Центры вращающиеся и неподвижные для станков
Важной частью любого токарного станка это центр станочный, который может вращаться или оставаться недвижимым. Он нужен для того, чтобы проводить фиксацию деталей в необходимом положении.Устройство такого типа дает возможность обрабатывать, используя максимальные показатели скорости и при этом с минимальным биением. Рационально использовать вращающиеся и неподвижные на шлифовальных станках, а также токарных станках с ручным или программным методом управления.
Рационально использовать вращающиеся и неподвижные на шлифовальных станках, а также токарных станках с ручным или программным методом управления.
Алгоритм точения
Весь процесс точения начинается с того, что мы проводим крепление непосредственно в кулачковый патрон, который выполняет функцию передачи вращения, но в то же время отвечает за неподвижность.Движение резца перпендикулярное, что позволяет полностью обточить до необходимого размера. Максимально подойдет для изделий, форма которых похожа на цилиндр.
Сама заготовка фиксируется при использовании передней, а также задней бабки, то есть по противоположным сторонам. Это помогает очень прочно закрепить заготовку и эффективно с ней работать.
В то же время стоит отметить, что в процессе выполнения точения огромное внимание стоит уделить нюансам эксплуатирования задней бабки.Данный элемент конструкции имеет разное назначение, что зависит от того, какой вид работ решено.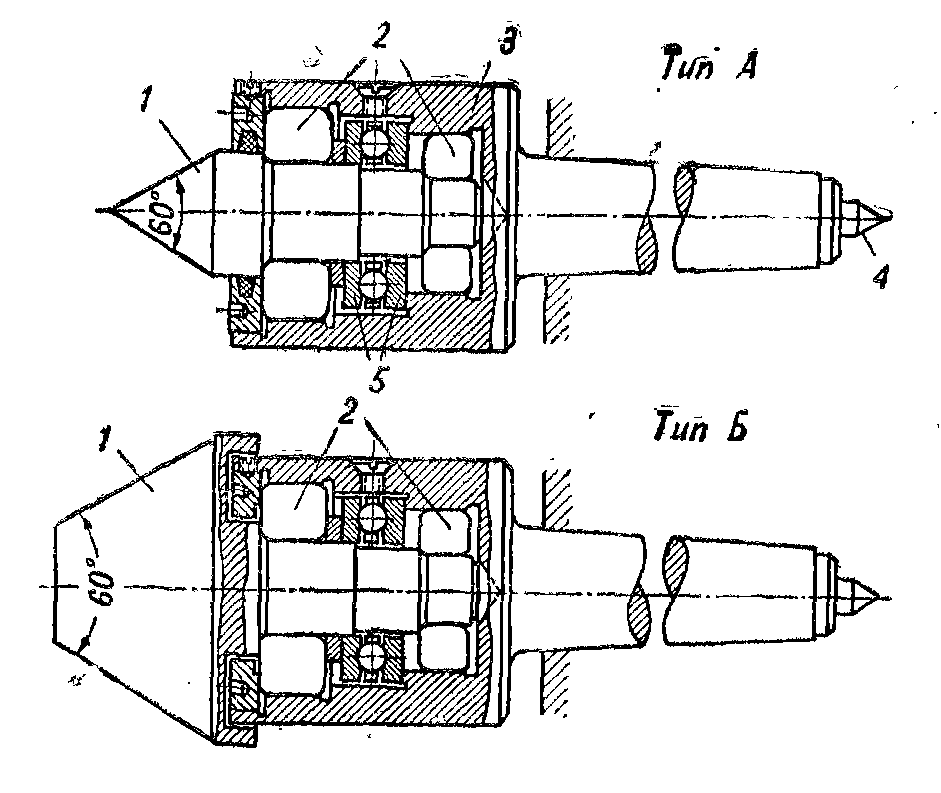 Она используется не только для закрепления, изделия в неподвижном состоянии, но и для ее обработки.
Она используется не только для закрепления, изделия в неподвижном состоянии, но и для ее обработки.
Если мы рассматриваем её более подробно, то обязательно стоит отметить такие нюансы:
- Предназначена исключительно для того, чтобы провести закрепление специального оснащения. Исходя из вида используемой оснастки можно определить функции задней бабки, а именно фиксацию деталей или эксплуатирования ее непосредственно для обработки.
- Применение центра вращающегося необходимо для того, чтобы при большом оборотах изделие находилось в недвижимом положении.
Скорость вращения деталей при обработке можетить до 75 м / мин или даже доход в данный показатель. Данная скорость вращается в таком положении:
- достаточно длительный период качественного использования, что обеспечивает низкий износ;
- отмечается универсальность использования;
- появляется возможность нормально работать на высоких нагрузках.
Крепление по двум торцам
Если более детально рассмотреть фиксацию по двум торцам, то необходимо в таких ситуациях:
- Токарный станок позволяет регулировать обороты, а во избежание погрешности нужно применить фиксирование по двум торцам.

- Изделие обладает достаточно большой длиной и весом.
- В ситуации, когда вероятность слишком большой подачи поперечного типа и есть риск влияния на показатель точности.
- При работе на станках с ЧПУ, где крайне необходимо провести фиксацию заготовки по ее торцам.
Купить вращающийся станочный центр можно при обращении в нашу компанию сделать заказ .
К металлообработке деталей необходимо подходить очень серьёзно. Так как это дорогая и трудоёмкая задача. Ведь узлы металлоконструкций иметь точные размеры. От этого входят многие факторы. Главная из них прочность и износостойкость.
Специалисты нашей компании МИР ISO знают ответ на этот вопрос.И применят всё свои знания и опыт, чтобы обеспечить качественными вращающимися центрами и многой другой оснасткой любое производство металлоконструкций.
|
Получите бесплатную консультацию. Мы поможем вам вращающийся центр высокого качества под ваши технологические операции.
Тел: +7 (960) 850-40-16
Эл. Почта: [email protected]
Часы работы: Пн-Пт с 9 00 до 18 00
сделать заказ .
Центр вращающийся. Паспорт | ПРО-ТехИнфо
Назначение.
Вращающиеся центры применяются для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками.
Изготавливаются двух типов:
- тип А – с постоянным центровым валиком;
- тип Б – с насадкой на центровой валик.
Изготавливаются двух исполнений:
- исп.1 – центровой валик с конусом 60 °;
- исп. 2 – центровой валик с конусом 60 °, дополнительно проточенным под конус 30 °.
Центры вращающиеся изготавливаются по ГОСТ 8742-75.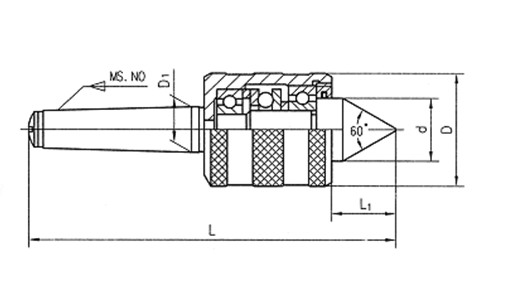
Пример обозначения центра типа А, исполнение 1 с конусом Морзе 4, нормальная серия повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии – 0,012 мм;
- для нормальной серии повышенной точности – 0,006 мм;
- для усиленной серии – 0,016 мм.
Твердость центрового валика (насадки) – не менее HRC 58.
Твердость конуса Морзе хвостовика – не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | д | д1 – д1 | л | л | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | – | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | – | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | – | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | – | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | д | д1 – д1 | л | л | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | – | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об / мин и срок службы 4000 часов.
Устройство и принцип работы.
3.1. Конструкция вращающегося центра на рис.2.
Рис.2 Конструкция вращающегося центра
3.2. В задней части центра на опорах качения смонтирована ось, в конце которой выполнена рабочая часть центра, которая выполняет ее вращение вместе с обрабатываемой заготовкой.
Порядок работы и техническое обслуживание.
4.1. Перед установкой вращающегося центра на токарный станок, его необходимо расконсервировать и проверить подвижность оси.При необходимости скольжения вращающегося центра (опоры качения) смазать машинным маслом, залить масло в технологические отверстия и вращающаяся ось центра.
4.2. После необходимой проверки и подготовки центр установить в пиноль задней бабки токарного станка.
4.3. После окончания работы центра протереть мягкой тканью и смазать противокоррозионной смазкой.
4.4. Условия эксплуатации вращающегося центра – ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию продуктов.
Комплектность.
В комплект входят:
- центр вращающийся;
- паспорт.
Правила хранения.
Хранение в футляре в сухом помещении при температуре воздуха от +5 до + 40˚С и относительной влажности не более 80% при температуре + 20˚С.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получение покупателем) уровня, при условии соблюдения потребителя правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc .
Центр вращающийся. Паспорт
Все для металлообработки Вращающиеся центра станочные
Центра предназначены для установки деталей типа «вал», имеющий центры отверствия, при их обработке на станках токарной группы. Подбор осуществляется исходя из степени нагрузки, максимально допустимых оборотов, допустимого биения при обработке.
Вращающийся центр с цельным хвостовиком. Moд. GT-E Профилированные задние центра со стандартными подшипниками, рекомендуемые для токарной | ||||||||
| Конус Морзе | 1 | 2 | 3 | 4 | 5 | 6 | ||
| КОД GT-E | 812090 | 822100 | 832110 | 842120 | 852130 | 862140 | ||
| Вращающийся центр C цельным хвостовиком.Moд. GT-S Cо сменными наконечниками Moд.  GT-AS GT-AS Профилированные задние центра с прецизионными | ||||||||
| Конус Морзе | 1 | 2 | 3 | 4 | 5 | 6 | ||
| КОД GT-S | 812091 | 822101 | 832111 | 842121 | 852131 | 862141 | ||
| КОД GT-AS | – | 823091 | 833101 | 843111 | 853121 | 863131 | ||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-M Moд. GT-M Cо сменными наконечниками Moд. GT-AM Удлиненный с номинальной конусностью Мод. GT-M C C усеченным конусом Мод. GT-MT C (Вставки в каталог) | ||||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 специальных | M80 | M100 |
| КОД GT-M | 822110 | 832112 | 842122 | 852132 | 862142 | 862152 | 880802 | 801002 |
| КОД GT-AM | 823092 | 833102 | 843112 | 853122 | 863132 | 863142 | ||
| КОД GT-M C | 822202 | 832212 | 842222 | 852232 | 862242 | 862252 | ||
| КОД GT-MT C | 834092 | 844102 | 854112 | 864122 | 864132 | |||
Вращающийся центр Профилированные задние центра с гайкой экстрактора и | ||||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 специальных | M80 | M100 |
| КОД GT-MG | 8302112 | 8402122 | 8502132 | 8602142 | 8602152 | |||
| КОД GT-AMG | 8303102 | 8403112 | 8503122 | 8603132 | 8602142 | |||
| КОД GT-M CG | 8302212 | 8402222 | 8502232 | 8602242 | 8602252 | |||
| КОД GT-MT CG | 8304092 | 8404102 | 8504112 | 8604122 | 8604132 | |||
Вращающийся центр , рекомендуемые для токарной обработки со средними нагрузками и на высоких скоростях. Корпус и вал закалены и отрихтованы.Постоянная смазка длительного срока экстплуатации. | ||||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 специальных | M80 | M100 |
| КОД GT-V | 832161 | 842171 | 852181 | 862191 | ||||
| КОД GT-VW | 832163 | 842173 | 852183 | 862193 | ||||
| КОД GT-VA | 832162 | 842172 | 852182 | 862192 | ||||
| КОД GT-V C | 832164 | 842174 | 852184 | 862194 | ||||
| КОД GT-V CW | 832165 | 842175 | 852185 | 862195 | ||||
Центра с осевой компенсацией Вращающийся центр с осевой компенсацией для использования вместе с резцедержателем. | ||||||||
| Хвостовик | VDI30 | VDI40 | ||||||
| КОД VDI-C | 802176 | 802186 | ||||||
| КОД VDI-A | 802177 | 802187 | ||||||
| Центра с осевой компенсацией Подпружиненный с цилиндрическим хвостовиком Мод.  VDC-C VDC-C Подпружиненный с цилиндрическим хвостовиком со сменными наконечниками Moд. VDC-A | ||||||||
| Хвостовик | Ø 30 | Ø 40 | ||||||
| КОД VDС-C | 800176 | 800186 | ||||||
| КОД VDС-A | 800177 | 800187 | ||||||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-VG Moд. GT-VG C т / с наконечником Мод. GT-VWG Cо сменными наконечниками Moд. GT-VAG C стандартной конусностью Мод. GT-V CG C стандартной конусностью и центром из т / с ModGT-V CWG Профилированные задние центра с гайкой экстрактора и прецизионными подшипниками для токарной обработки со средними нагрузками и на высоких скоростей . Корпус и вал закалены и отрихтованы.Постоянная смазка длительного срока эксплуатации. | ||||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 специальных | M80 | M100 |
| КОД GT-VG | 8302161 | 8402171 | 8502181 | 8602191 | ||||
| КОД GT-VWG | 8302163 | 8402173 | 8502183 | 8602193 | ||||
| КОД GT-VAG | 8302162 | 8402172 | 8502182 | 8602192 | ||||
| КОД GT-V CG | 8302164 | 8402174 | 8502184 | 8602194 | ||||
| КОД GT-V CWG | 8302165 | 8402175 | 8502185 | 8602195 | ||||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-1990-N Moд. GT-1990-N Со сменными наконечниками Moд. GT-1990-NI Удлиненный с номинальной конусностью Мод. GT-1990-CO Профилированные задние центра с гайкой экстрактора, прецизионными подшипниками и низким сопротивлением качению, рекомендуются для токарной обработки с большими нагрузками и на очень высоких скоростях. Корпус и вал закалены и отрихтованы. Постоянная смазка длительного срока эксплуатации. | ||||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 специальных | M80 | M100 |
| КОД GT-1990-N | 831992 | 841992 | 851992 | |||||
| КОД GT-1990-NI | 831993 | 841993 | 851993 | |||||
| КОД GT-1990-CO | 831991 | 811991 | 851991 | |||||
Вращающийся центр Профилированные задние центра с гайкой экстрактора | ||||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 специальных | M80 | M100 |
| КОД GT-1980-N | 831982 | 841982 | 851982 | |||||
| КОД GT-1980-NW | 831984 | 841984 | 851984 | |||||
| КОД GT-1980-NI | 831983 | 841983 | 851983 | |||||
| КОД GT-1980-CO | 831981 | 841981 | 851981 | |||||
| КОД GT-1980-COW | 831985 | 841985 | 851985 | |||||
Наборы вращающихся центров Для набора наборов центров со сменными наконечниками просьба обращаться к каталожным данным, приведенным в конце таблицы. | ||||||||
Вращающийся центр для деревообработки Mod. GT-VL Вращающийся центр со специальным центром для токарной обработки дерева. | ||||||||
| Конус Морзе | 2 | 3 | 3 | 5 | 6 | 6 специальных | M80 | M100 |
| КОД GT-VL | 822104 | 832166 | 832167 | |||||
 Moд. GT-MG
Moд. GT-MG  Moд. GT-V
Moд. GT-V  VDI-C
VDI-C  Moд. GT-1980-N
Moд. GT-1980-N 
Центр вращающегося грибкового Тип 2480
Центры вращающиеся грибковые Тип 2480
DIN 228 (ГОСТ 25557-82)
КОНУС МОРЗЕ 2, D1 = 17. 780 мм
780 мм
| Обозначение | Тип | L, мм | L1, мм | D, мм | d, мм | Угол | Нагрузка, Н | Обороты, об / мин | Точность, мм |
DS2x60A (60 °) | А | 143 | 75 | 60 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS2x60 (60 °) | B | 132 | 64 | 60 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS2x60 (75 °) | В | 129 | 64 | 60 | 12 | 75 ° | 3 000 | 3 000 | 0,012 |
DS2x61. | В | 135 | 64 | 61,9 | 13 | 70 ° | 3 000 | 3 000 | 0,012 |
DS2x62 (54,6 °) | В | 130 | 64 | 62 | 13 | 54,6 ° | 3 000 | 3 000 | 0,012 |
DS2x63 (70 °) | В | 132 | 64 | 63 | 13 | 70 ° | 3 000 | 3 000 | 0,012 |
DS2x70A (60 °) | А | 143 | 75 | 70 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS2x70 (60 °) | B | 132 | 64 | 70 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS2x70 (75 °) | В | 129 | 64 | 70 | 12 | 75 ° | 3 000 | 3 000 | 0,012 |
DS2x80A (60 °) | А | 156 | 75 | 80 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS2x80 (60 °) | B | 145 | 64 | 80 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS2x80 (75 °) | В | 133 | 64 | 80 | 12 | 75 ° | 4 000 | 3 000 | 0,012 |
DS2x90A (60 °) | А | 156 | 75 | 90 | 25 | 60 ° | 4 000 | 2 500 | 0,012 |
DS2x90 (60 °) | B | 145 | 64 | 90 | 25 | 60 ° | 4 000 | 2 500 | 0,012 |
DS2x90 (75 °) | В | 133 | 64 | 90 | 12 | 75 ° | 4 000 | 2 500 | 0,012 |
 9 (70 °)
9 (70 °) КОНУС МОРЗЕ 3, D1 = 23. 825 мм
825 мм
| Обозначение | Тип | L, мм | L1, мм | D, мм | d, мм | Угол | Нагрузка, Н | Обороты, об / мин | Точность, мм |
DS3x60A (60 °) | А | 168 | 94 | 60 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS3x60 (60 °) | B | 155 | 81 | 60 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS3x60 (75 °) | В | 152 | 81 | 60 | 12 | 75 ° | 3 000 | 3 000 | 0,012 |
DS3x70A (60 °) | А | 168 | 94 | 70 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS3x70 (60 °) | B | 155 | 81 | 70 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS3x70 (75 °) | В | 152 | 81 | 70 | 12 | 75 ° | 3 000 | 3 000 | 0,012 |
DS3x76. | В | 152 | 81 | 76,2 | 19 | 54,6 ° | 4 000 | 3 000 | 0,012 |
DS3x76.2 (70 °) | В | 150 | 81 | 76,2 | 19 | 70 ° | 4 000 | 3 000 | 0,012 |
DS3x80A (60 °) | А | 175 | 94 | 80 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS3x80 (60 °) | B | 162 | 81 | 80 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS3x80 (75 °) | В | 156 | 81 | 80 | 12 | 75 ° | 4 000 | 3 000 | 0,012 |
DS3x90A (60 °) | А | 175 | 94 | 90 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS3x90 (60 °) | B | 162 | 81 | 90 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS3x90 (75 °) | В | 156 | 81 | 90 | 12 | 75 ° | 4 000 | 3 000 | 0,012 |
DS3x100A (60 °) | А | 183 | 94 | 100 | 30 | 60 ° | 6 000 | 2 500 | 0,015 |
DS3x100 (60 °) | B | 170 | 81 | 100 | 30 | 60 ° | 6 000 | 2 500 | 0,015 |
DS3x 100 (75 °) | В | 164 | 81 | 100 | 32 | 75 ° | 6 000 | 2 500 | 0,015 |
DS3x110A (60 °) | А | 183 | 94 | 110 | 35 | 60 ° | 6 000 | 2 500 | 0,015 |
DS3x110 (60 °) | B | 170 | 81 | 110 | 35 | 60 ° | 6 000 | 2 500 | 0,015 |
DS3x110 (75 °) | В | 164 | 81 | 110 | 32 | 75 ° | 6 000 | 2 500 | 0,015 |
DS3x120A (60 °) | А | 183 | 94 | 120 | 40 | 60 ° | 6 000 | 2 000 | 0,015 |
DS3x120 (60 °) | B | 170 | 81 | 120 | 40 | 60 ° | 6 000 | 2 000 | 0,015 |
DS3x120 (75 °) | В | 164 | 81 | 120 | 32 | 75 ° | 6 000 | 2 000 | 0,015 |
DS3x130A (60 °) | А | 197 | 94 | 130 | 40 | 60 ° | 6 000 | 2 000 | 0,015 |
DS3x130 (60 °) | B | 184 | 81 | 130 | 40 | 60 ° | 6 000 | 2 000 | 0,015 |
DS3x130 (75 °) | В | 174 | 81 | 130 | 35 | 75 ° | 6 000 | 2 000 | 0,015 |
DS3x140A (60 °) | А | 202 | 81 | 140 | 40 | 60 ° | 6 000 | 2 000 | 0,015 |
DS3x140 (60 °) | B | 189 | 94 | 140 | 40 | 60 ° | 6 000 | 2 000 | 0,015 |
DS3x140 (75 °) | В | 174 | 94 | 140 | 35 | 75 ° | 6 000 | 2 000 | 0,015 |
 2 (54,6 °)
2 (54,6 °) КОНУС МОРЗЕ 4, D1 = 31.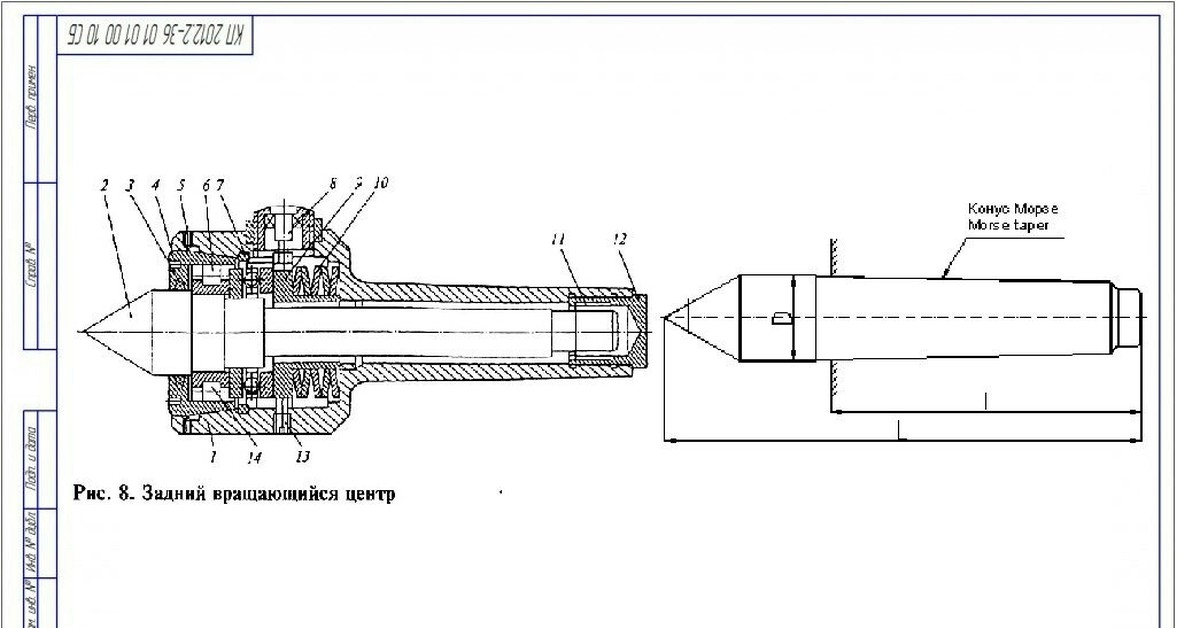 267 мм
267 мм
| Обозначение | Тип | L, мм | L1, мм | D, мм | d, мм | Угол | Нагрузка, Н | Обороты, об / мин | Точность, мм |
DS4x60A (60 °) | А | 193 | 117.5 | 60 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS4x60 (60 °) | B | 178 | 102,5 | 60 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS4x60 (75 °) | В | 175 | 102,5 | 60 | 12 | 75 ° | 3 000 | 3 000 | 0.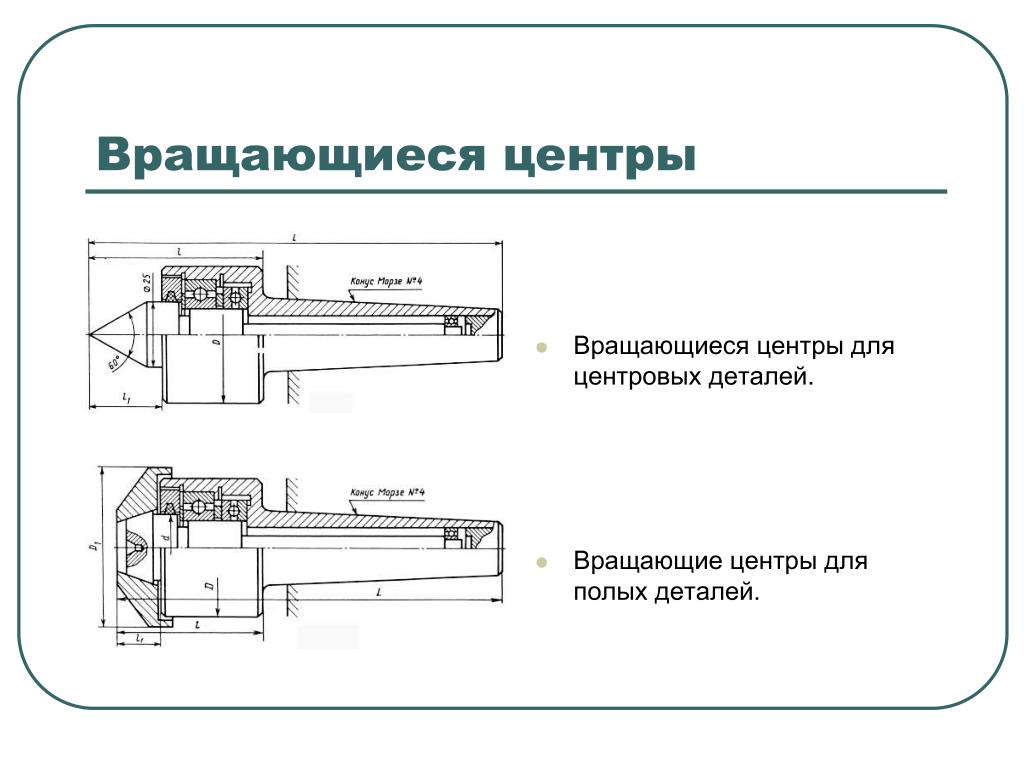 012 012 |
DS4x70A (60 °) | А | 193 | 117,5 | 70 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS4x70 (60 °) | B | 178 | 102,5 | 70 | 20 | 60 ° | 3 000 | 3 000 | 0.012 |
DS4x70 (75 °) | В | 175 | 102,5 | 70 | 12 | 75 ° | 3 000 | 3 000 | 0,012 |
DS4x80A (60 °) | А | 208 | 117,5 | 80 | 25 | 60 ° | 4 000 | 3 000 | 0. 012 012 |
DS4x80 (60 °) | B | 193 | 102,5 | 80 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS4x80 (75 °) | В | 179 | 102,5 | 80 | 12 | 75 ° | 4 000 | 3 000 | 0.012 |
DS4x90A (60 °) | А | 208 | 117,5 | 90 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS4x90 (60 °) | B | 193 | 102,5 | 90 | 25 | 60 ° | 4 000 | 3 000 | 0. 012 012 |
DS4x90 (75 °) | В | 179 | 102,5 | 90 | 12 | 75 ° | 4 000 | 3 000 | 0,012 |
DS4x100A (60 °) | А | 208 | 117,5 | 100 | 30 | 60 ° | 8 000 | 2 500 | 0.015 |
DS4x100 (60 °) | B | 193 | 102,5 | 100 | 30 | 60 ° | 8 000 | 2 500 | 0,015 |
DS4x100 (75 °) | В | 187 | 102,5 | 100 | 32 | 75 ° | 8 000 | 2 500 | 0. 015 015 |
DS4x110A (60 °) | А | 208 | 117,5 | 110 | 35 | 60 ° | 8 000 | 2 500 | 0,015 |
DS4x110 (60 °) | B | 193 | 102,5 | 110 | 35 | 62 ° | 8 000 | 2 500 | 0.015 |
DS4x110 (75 °) | В | 187 | 102,5 | 110 | 32 | 75 ° | 8 000 | 2 500 | 0,015 |
DS4x120A (60 °) | А | 208 | 117,5 | 120 | 40 | 60 ° | 8 000 | 2 500 | 0. 015 015 |
DS4x120 (60 °) | B | 193 | 102,5 | 120 | 40 | 60 ° | 8 000 | 2 500 | 0,015 |
DS4x120 (75 °) | В | 187 | 102,5 | 120 | 32 | 75 ° | 8 000 | 2 500 | 0.015 |
DS4x130A (60 °) | А | 222 | 117,5 | 130 | 40 | 60 ° | 8 000 | 2 000 | 0,015 |
DS4x130 (60 °) | B | 207 | 102,5 | 130 | 40 | 60 ° | 8 000 | 2 000 | 0. 015 015 |
DS4x130 (75 °) | В | 197 | 102,5 | 130 | 35 | 75 ° | 10 000 | 2 000 | 0,015 |
DS4x140A (60 °) | А | 227 | 117,5 | 140 | 40 | 60 ° | 8 000 | 2 000 | 0.015 |
DS4x140 (60 °) | B | 212 | 102,5 | 140 | 40 | 60 ° | 8 000 | 2 000 | 0,015 |
DS4x140 (75 °) | В | 197 | 102,5 | 140 | 35 | 75 ° | 10 000 | 2 000 | 0. 015 015 |
DS4x150A (60 °) | А | 237 | 117,5 | 150 | 40 | 60 ° | 10 000 | 1 600 | 0,020 |
DS4x150 (60 °) | B | 222 | 102,5 | 150 | 40 | 60 ° | 10 000 | 1 600 | 0.020 |
DS4x150 (75 °) | В | 207 | 102,5 | 150 | 35 | 75 ° | 10 000 | 1 600 | 0,020 |
DS4x160A (60 °) | А | 247 | 117,5 | 160 | 40 | 60 ° | 10 000 | 1 600 | 0. 020 020 |
DS4x160 (60 °) | B | 232 | 102,5 | 160 | 40 | 60 ° | 10 000 | 1 600 | 0,020 |
DS4x160 (75 °) | В | 212 | 102,5 | 160 | 35 | 75 ° | 10 000 | 1 600 | 0.020 |
DS4x200A (60 °) | А | 247 | 117,5 | 200 | 66 | 60 ° | 10 000 | 1 500 | 0,030 |
DS4x200 (60 °) | B | 232 | 102,5 | 200 | 66 | 60 ° | 10 000 | 1 500 | 0.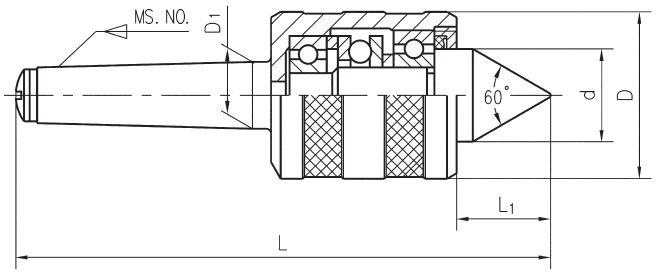 030 030 |
DS4x200 (75 °) | В | 225 | 102,5 | 200 | 40 | 75 ° | 10 000 | 1 500 | 0,030 |
КОНУС МОРЗЕ 5, D1 = 44,399 мм
| Обозначение | Тип | L, мм | L1, мм | D, мм | d, мм | Угол | Нагрузка, Н | Обороты, об / мин | Точность, мм |
DS5x60A (60 °) | А | 225 | 149.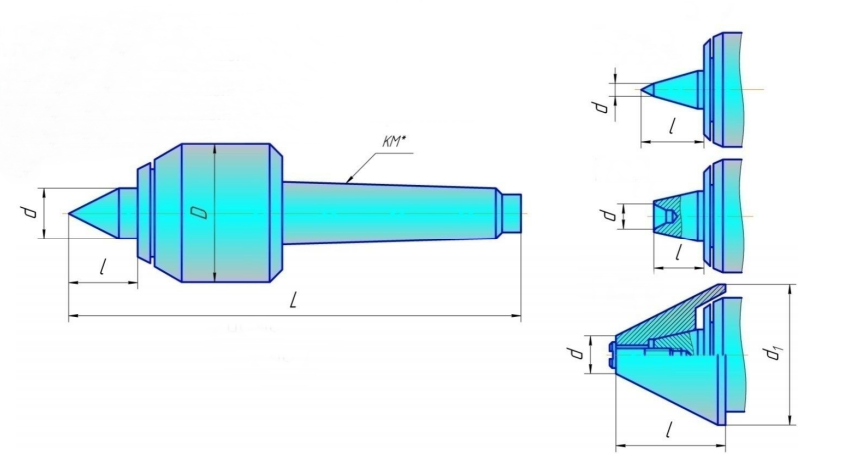 5 5 | 60 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS5x60 (60 °) | B | 205 | 129,5 | 60 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS5x60 (75 °) | В | 202 | 129,5 | 60 | 12 | 75 ° | 3 000 | 3 000 | 0.012 |
DS5x70A (60 °) | А | 225 | 149,5 | 70 | 20 | 60 ° | 3 000 | 3 000 | 0,012 |
DS5x70 (60 °) | B | 205 | 129,5 | 70 | 20 | 60 ° | 3 000 | 3 000 | 0. 012 012 |
DS5x70 (75 °) | В | 202 | 129,5 | 70 | 12 | 75 ° | 3 000 | 3 000 | 0,012 |
DS5x80A (60 °) | А | 240 | 149,5 | 80 | 25 | 60 ° | 4 000 | 3 000 | 0.012 |
DS5x80 (60 °) | B | 220 | 129,5 | 80 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS5x80 (75 °) | В | 206 | 129,5 | 80 | 12 | 75 ° | 4 000 | 3 000 | 0. 012 012 |
DS5x90A (60 °) | А | 240 | 149,5 | 90 | 25 | 60 ° | 4 000 | 3 000 | 0,012 |
DS5x90 (60 °) | B | 220 | 129,5 | 90 | 25 | 60 ° | 4 000 | 3 000 | 0.012 |
DS5x90 (75 °) | В | 206 | 129,5 | 90 | 12 | 75 ° | 4 000 | 3 000 | 0,012 |
DS5X100A (60 °) | А | 248 | 149,5 | 100 | 30 | 60 ° | 8 000 | 2 500 | 0. 015 015 |
DS5x100 (60 °) | B | 228 | 129,5 | 100 | 30 | 60 ° | 8 000 | 2 500 | 0,015 |
DS5x100 (75 °) | В | 222 | 129,5 | 100 | 32 | 75 ° | 8 000 | 2 500 | 0.015 |
DS5x110A (60 °) | А | 248 | 149,5 | 110 | 35 | 60 ° | 8 000 | 2 500 | 0,015 |
DS5x110 (60 °) | B | 228 | 129,5 | 110 | 35 | 60 ° | 8 000 | 2 500 | 0. 015 015 |
DS5x110 (75 °) | В | 222 | 129,5 | 110 | 32 | 75 ° | 8 000 | 2 500 | 0,015 |
DS5x120A (60 °) | А | 248 | 149,5 | 120 | 40 | 60 ° | 8 000 | 2 500 | 0.015 |
DS5x120 (60 °) | B | 228 | 129,5 | 120 | 40 | 60 ° | 8 000 | 2 500 | 0,015 |
DS5x120 (75 °) | В | 222 | 129,5 | 120 | 32 | 75 ° | 8 000 | 2 500 | 0. 015 015 |
DS5x 130 (70 °) | В | 231 | 129,5 | 130 | 40 | 70 ° | 8 000 | 2 000 | 0,015 |
DS5x130A (60 °) | А | 254 | 149,5 | 130 | 40 | 60 ° | 8 000 | 2 000 | 0.015 |
DS5x130 (60 °) | B | 234 | 129,5 | 130 | 40 | 60 ° | 8 000 | 2 000 | 0,015 |
DS5x130 (75 °) | В | 232 | 129,5 | 130 | 35 | 75 ° | 10 000 | 2 000 | 0. 015 015 |
DS5x140A (60 °) | А | 259 | 149,5 | 140 | 40 | 60 ° | 8 000 | 2 000 | 0,015 |
DS5x140 (60 °) | B | 239 | 129,5 | 140 | 40 | 60 ° | 8 000 | 2 000 | 0.015 |
DS5x140 (75 °) | В | 232 | 129,5 | 140 | 35 | 75 ° | 10 000 | 2 000 | 0,015 |
DS5x150A (60 °) | А | 269 | 149,5 | 150 | 40 | 60 ° | 12 000 | 1 600 | 0.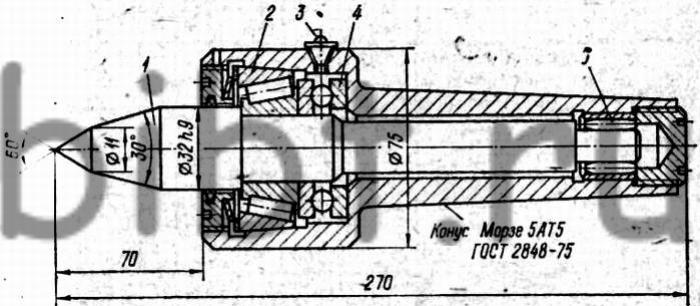 020 020 |
DS5x150 (60 °) | B | 249 | 129,5 | 150 | 40 | 60 ° | 12 000 | 1 600 | 0,020 |
DS5x150 (75 °) | В | 234 | 129,5 | 150 | 35 | 75 ° | 12 000 | 1 600 | 0.020 |
DS5x160A (60 °) | А | 279 | 149,5 | 160 | 40 | 60 ° | 12 000 | 1 600 | 0,020 |
DS5x160 (60 °) | B | 259 | 129,5 | 160 | 40 | 60 ° | 12 000 | 1 600 | 0. 020 020 |
DS5x160 (75 °) | В | 239 | 129,5 | 160 | 35 | 75 ° | 12 000 | 1 600 | 0,020 |
DS5x200A (60 °) | А | 279 | 149,5 | 200 | 66 | 60 ° | 12 000 | 1 500 | 0.030 |
DS5x200 (60 °) | B | 259 | 129,5 | 200 | 66 | 60 ° | 12 000 | 1 500 | 0,030 |
DS5x200 (75 °) | В | 252 | 129,5 | 200 | 40 | 75 ° | 12 000 | 1 500 | 0. 030 030 |
DS5x250A (60 °) | А | 302,5 | 149,5 | 250 | 57 | 75 ° | 12 000 | 1 000 | 0,030 |
DS5x250 (75 °) | B | 281 | 129,5 | 250 | 57 | 75 ° | 12 000 | 1 000 | 0.030 |
КОНУС МОРЗЕ 6, D1 = 63,348 мм
| Обозначение | Тип | L, мм | L1, мм | D, мм | d, мм | Угол | Нагрузка, Н | Обороты, об / мин | Точность, мм |
| DS6x100A (60 °) | А | 310 | 210 | 100 | 30 | 60 ° | |||
DS6x100 (60 °) | B | 282 | 182 | 100 | 30 | 60 ° | |||
DS6x100 (75 °) | В | 276 | 182 | 100 | 32 | 75 ° | |||
DS6x110A (60 °) | А | 310 | 210 | 110 | 35 | 60 ° | |||
DS6x110 (60 °) | B | 282 | 182 | 110 | 35 | 60 ° | |||
DS6x110 (75 °) | В | 276 | 182 | 110 | 32 | 75 ° | |||
DS6x120A (60 °) | А | 310 | 210 | 120 | 40 | 60 ° | |||
DS 6×120 (60 °) | B | 282 | 182 | 120 | 40 | 60 ° | |||
DS6x120 (75 °) | В | 276 | 182 | 120 | 32 | 75 ° | |||
DS6x130А (60 °) | А | 324 | 210 | 130 | 40 | 60 ° | |||
DS6x130 (60 °) | B | 296 | 182 | 130 | 40 | 60 ° | |||
DS6x130 (75 °) | В | 286 | 182 | 130 | 35 | 75 ° | |||
DS6x140A (60 °) | А | 329 | 210 | 140 | 40 | 60 ° | |||
| DS6x140 (60) | В | 301 | 182 | 140 | 40 | 60 ° | |||
| DS6x140 (75 °) | В | 286 | 182 | 140 | 35 | 75 ° | |||
| DS6x150A (60 °) | А | 341 | 210 | 150 | 40 | 60 |
Нормальный, обратный, вращающийся токарный центр
На токарных станках применяют различные типы. Наиболее распространенный центр показан на рис. 1, а. Он состоит из конуса 1, который устанавливается обрабатываемая деталь, и конический хвостовика 2. Хвостовик должен входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Наиболее распространенный центр показан на рис. 1, а. Он состоит из конуса 1, который устанавливается обрабатываемая деталь, и конический хвостовика 2. Хвостовик должен входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис. 1, б).
Рис. 1. – Центры: а – нормальный, б – обратный центр
Вершина конуса центра должна точно совпадать с осью хвостовика.Для проверки центр вставляют в отверстие шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет «бить».
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большей степени неподвижен-о его поверхность трется вращающаяся деталь. От трения нагреваются и изнашиваются как коническая поверхность заднего центра, так и поверхность центрового отверстия детали. Для уменьшения трения необходимо наполнить центровое отверстие детали у заднего центра густой смазкой следующего состава: тавот – 65%, мел – 25%, сера – 5%, графит – 5% (мел, сера и графит должны быть тщательно растерты).
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скорости (v> 75 м / мин) происходит быстрый износ центра и разработка центрового отверстия деталей. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применяющиеся центры.
Рис. 2. – Вращающийся центр, вставляемый в пиноль задней бабки
На рис.2 конструкции вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
При обработке тяжелых деталей на больших скоростях резания, а также при срезании большого сечения большого сечения имеют недостаточную жесткость.Чтобы избежать этих явлений, применяют вращающиеся центров, встроенные в пиноль задней бабки.
Рис. 3. Вращающийся центр, встроенный в пиноль задней бабки
На рис. В передней части конструкции такого центра, в передней части пиноли 1 расточено отверстие, в котором установлены передний упорный 3 и задний радиальный 2 подшипники для втулки 4. Осевая сила воспринимается упорным шарикоподником 3. Втулка 4 имеет коническое отверстие, которое вставляют центр 5.Если при помощи стопора соединить втулку 4 с пинолью втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой осевой инструмент (зенкер, развертку).
|
 DIN 228 (ГОСТ 25557-82).
DIN 228 (ГОСТ 25557-82). Центр станочный вращающийся с конусом Морзе №3
Центр станочный вращающийся с конусом Морзе №3 