Центровочные отверстия гост: Центровые отверстия – Inzhener-Info
alexxlab | 07.02.2023 | 0 | Разное
Центровые отверстия – Inzhener-Info
- Категория: Конструирование механически обрабатываемых деталей
Детали, обрабатываемые на круглошлифовальных и токарных станках с установкой заготовки в центрах или в патроне с поддержкой другого конца заготовки в пиноли, снабжают центровыми отверстиями.
По ГОСТ 14034-74 предусмотрены следующие типы центровых отверстий: А, В, Т, R, F, N. Форма и размеры некоторых из них показаны на рис. 537. Центровые отверстия с предохранительной фаской (вид б) или выточкой (вид в), защищающими центрирующий конус от забоин, применяют, когда деталь при контроле устанавливают в центрах, а также когда необходимо обеспечить сохранность центров в эксплуатации на случай ремонтной переточки при перешлифовке. Центры с резьбовым отверстием (вид г) применяют при необходимости установки болта, а также (для тяжелых валов) как средство крепления вала при такелажировании.
Точность изготовления размера d и углов 60 и 120° обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° другими видами режущего инструмента отклонение угла должно быть не более минус 30’.
Длина конической поверхности l1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5l1.
Параметры шероховатости посадочных поверхностей центрового отверстия должны быть не более Ra = 2,5 мкм.
Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в рекомендуемом приложении к ГОСТ 14034-74.
Центровые отверстия на чертежах обозначают по ГОСТу, как показано на рис. 538. Отсутствие сведений о центрах указывает, что деталь обрабатывают без их использования (точение с креплением в патроне, бесцентровое шлифование и т. д.) или что наличие центров недопустимо по функциональному назначению детали. В этом случае предпочтительнее во избежание ошибок сделать в технических требованиях на поле чертежа соответствующую надпись: «Центровые отверстия недопустимы».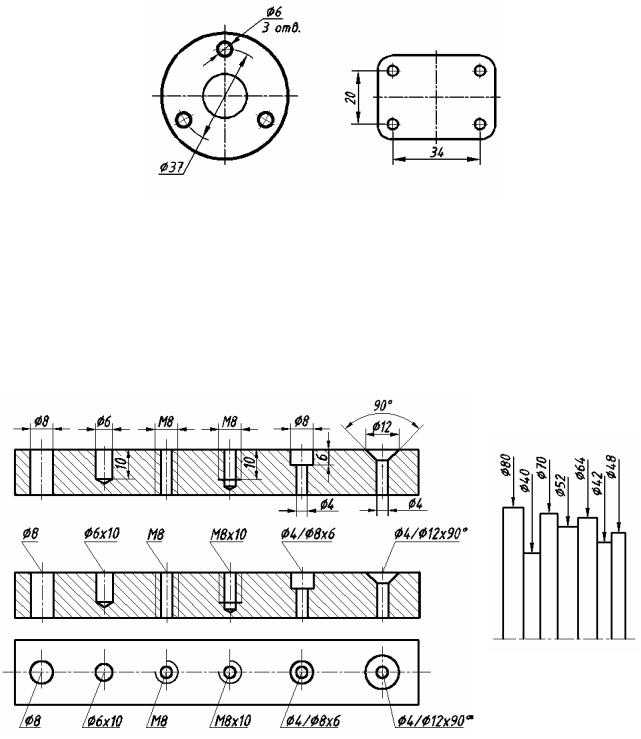
Для удаления центровых отверстий необходимо отрезать зацентрованные концы вала, что вызывает непроизводительную затрату материала и увеличение объема механической обработки, поэтому применять этот способ следует лишь при необходимости.
Введение центровых отверстий нередко предопределяет конструктивную форму деталей. Такие случаи приведены на рис. 539, а, б (криволинейный рычаг), в, г (болт с асимметричной головкой) и д, е (трехопорная деталь).
В пустотелых валах центрирующие поверхности выполняют в виде фасок с центральным углом 60°. Для расширения выбора технологических операций, а также уменьшения массы деталей и приближения их формы к форме тела равного сопротивления изгибу рекомендуется торцы отверстий пустотелых цилиндрических деталей во всех случаях выполнять с конической фаской с центральным углом 60° (рис. 540, б) вместо обычной фаски под углом 45° (вид а). Если деталь обрабатывается в центрах, то поверхности центровых фасок выполняют с необходимой шероховатостью и снабжают защитными фасками или выточками (виды в—е).
Не рекомендуется выполнять центровые фаски на прерванных поверхностях, например, на валах с торцовыми пазами (рис. 541, а) и шлицами (вид б). Центровая фаска должна быть отнесена на расстояние, достаточное для пропуска центра (вид в). При больших размерах отверстия, когда возможно применение срезанных центров (вид г), это ограничение отпадает.
Нельзя допускать, чтобы резьба выходила на центровую фаску (вид д). Смятие начальных витков резьбы при завинчиваниях и отвинчиваниях портит центрирующую поверхность, исключая возможность повторного пользования центровой фаской. Резьбовой пояс должен быть отделен от фаски выточкой (вид е), имеющей длину l, достаточную для прохода центра.
- Назад
- Вперед
ГОСТ 14034-74. Отверстия центровые. Размеры (71351)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ОТВЕРСТИЯ ЦЕНТРОВЫЕ
РАЗМЕРЫ
ГОСТ 14034-74
И
Цена 4 коп.
здание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва
УДК 62-472 : 621.957(083.74) Группа Г02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Г
ОТВЕРСТИЯ ЦЕНТРОВЫЕ
Размеры
Centre holes. Dimensions
14034—74
Взамен
ГОСТ 14034—68
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 сентября 1974 г. № 2253 срок действия установлен
с 01.07. 1975 г. до 01.07 1980 г.;
в части формы 7? с 01.01 1977 г. Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает формы и размеры центровых отверстий.
Стандарт соответствует рекомендации СЭВ по стандартизации PC 2772—70.
В стандарте учтены требования рекомендаций ИСО Р866, Р254 0—1972 и Р2541—1972.
Формы и размеры центровых отверстий должны соответствовать указанным на черт. 1—4 и в табл. 1—4.
Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1 :7, 7 : 24, метрической и Морзе.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 60°
Форма А Форма В Форма Т
* Размеры для справок.
П
Издание официальное
ерепечатка воспрещена
Переиздание. Сентябрь 1975 г.
©Издательство стандартов, 1?75
2 Зак. 182
SD | d | 41 | (пред. | ||||||
Номин. | Пред. откл. | ||||||||
2,0 2,5 | (0,5) | 1,06 | — | — | 0,8 | 0,48 | с.и; | — | — |
(0,63) | 1,32 | — | — | 0,9 | 0,60 | — | — | ||
3 | (0,8) | 1,70 | 2,50 | — | 1,1 | 0,78 | 1,02 | — | |
4 | 1,0 | 2,12 | 3,15 | — | 1,3 | 0,97 | 1,27 | — | |
5 | (1,25) | 2,65 | 4,00 | — | 1,6 | 1,21 | СМ3 | 1,60 | — |
6 | 1,6 | 5,00 | — | 2,0 | 1,52 | 1,99 | — | ||
10 | 2,0 | 4,25 | 6,30 | 7,0 | 2,5 | 1,95 | 2,54 | 0,6 | |
14 | 2,5 | 5,30 | 8,00 | 9,0 | 3,1 | 2,42 | 3,20 | 0,8 | |
20 | 3,15 | 6,70 | 10,00 | 12,0 | 3,9 | 3,07 | 4,03 | 0,9 | |
30 40 | 4 | 8,50 | 12,50 | 16,0 | 5,0 | 3,90 | 5,06 | 1,2 | |
(5) | 10,60 | 16,00 | 20,0 | 6,3 | 4. | 6,41 | 1,6 | ||
60 | 6,3 | 13,20 | 18,00 | 25,0 | 8,0 | 5,98 | 7,36 | 1,8 | |
80 | (8) | 17,00 | 22,40 | 32,0 | 10,1 | 7,79 | 9,35 | 2,0 | |
100 | 10 | 21,20 | 28,00 | 36,0 | 12,8 | 9,70 | 11,66 | 2,5 | |
120 | 12 | 25,40 | 33,00 | — | 14,6 | 11,60 | 13,80 | ||
160 | 16 | 33,90 | 42,50 | — | 19,2 | 15,50 | 18,00 | — | |
240 | 20 | 42,40 | 51,60 | — | 25,0 | 19,40 | 22. | — | |
360 | 25 | 53,00 | 63,30 | — | 32,0 | 24,00 | 27,00 | — |
 8
8 85
85 00
00Таблица 1
мм
Стр. 2 ГОСТ 14034—74
Примечания. 1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы А диаметром мм:
Отв. центр. AI ГОСТ 14034—74ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 75°
•Форма С Форма Е
Черт. 2
* Размеры для справок.
Таблица 2
мм
D | d | а, | 1 не менее, | Л (пред, откл. | /в (пред, откл. по СЛІ10) | |
120 | 8 | 23,3 | 30,2 | 10 | 10 | 12,0 |
180 | 12 | 36,6 | 45,4 | 15 | 16 | 18,5 |
260 | 20 | 60,0 | 70,3 | 22 | 26 | 29,0 |
360 | 30 | 91,4 | 105,0 | 32 | 40 | 44,0 |
500 | 40 | 120,0 | 137,0 | 43 | 52 | 57,0 |
800 | 50 | 150,0 | 170,5 | 52 | 65 | 71,0 |
1200 | 63 | 186,0 | 213,7 | 65 | 80 | 88,0 |
 по СТИю)
по СТИю)Примечание.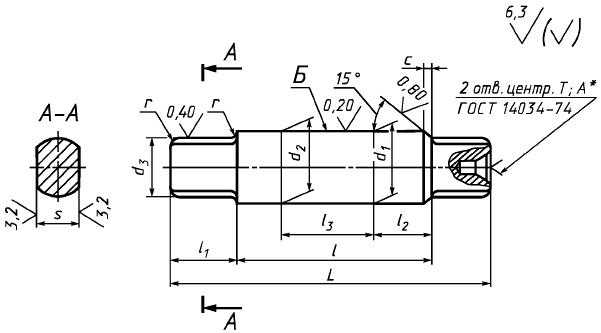 Размеры D рекомендуемые.
Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы С диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034—74
ЦЕНТРОВОЕ ОТВЕРСТИЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
Форма /?
Черт. 3
* Размеры для справок.
Таблица 3 мм
D | d | Л не менее | г | ||
Наим. | Наиб. | ||||
2 | (0.5) | 1,30 | 1,3 | 1,30 | 1,60 |
2,5 | (0,63) | 1,50 | 1,5 | 1,60 | 2,00 |
3 | (0. | 1,70 | 1,9 | 2,00 | 2,Й0; |
.4 | 1 | 2,12 | 2,3 | 2,50 | 3,15 |
. 5 | (1.25) | 2,65 | 2,8 | 3,15 | 4,00 |
. 6 | 1.6 | 3,35 | 3,5 | 4,00 | 5,00 |
10 | 2 | 4,25 | 4,4 | 5,00 | 6,30 |
14 | 2,5 | 5,30 | 5,5 | 6,30 | 8,00 |
20′ | 3,15 | 6,70 | 7,0 | 8,00 | 10,00 |
30 | 4 | 8,50 | 8,9 | 10,00 | 12,50 |
40 | (5) | 10,60 | 11,2 | 12,50 | 16,00 |
60 | 6,3 | 13,20 | 14,0 | 16,00 | 20,00 |
80 | (8) | 17,00 | 17,9 | 20,00 | 25,00 |
100 Приме
| 10 ч а н и я: ры, заключен ры D рекоме | 21,20 ные в скобки тдуемые. | 22,5 применять не р | 25,00 гкомендуется. | 31,50 |
 8)
8)
Пример условного обозначения центрового отверстия формы 7? диаметром d—Л мм:
Отв. центр. R1 ГОСТ 14034—74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ мм Форма Н 12 D для форм | d | (пред, откл. по Д7) | 1 не более | /1 (пред, откл. по CMS) | ||||||
F | н | |||||||||
8 | — | М3 | 3,2 | 5 | — | 2,8 | 1,56 | — | — | |
10 | 16 | М4 | 4,3 | 6,5 | 8,2 | 3,5 | 1,90 | 4,0 | 2,4 | |
12,5 | 20 | М5 | 5,3 | 8,0 | 11,4 | 4,5 | 2,30 | 5,5 | 3,3 | |
16 | 25 | Мб | 6,4 | 10,0 | 13,3 | 5,5 | 3,00 | 6,5 | 4,0 | |
20 | 32 | М8 | 8,4 | 12,5 | 16,0 | 7,0 | 3,50 | 8,0 | 4,5 | |
25 | 40 | М10 | 11,0 | 15,6 | 19,8 | 9,0 | 4,00 | 10,2 | 5,2 | |
32 | 50 | М12 | 13,0 | 18,0 | 22,0 | 10,0 | 4,30 | 11,2 | 5,5 | 60°’ |
40 | 63 | М16 | 17,0 | 22,8 | 28,7 | 11,0 | 5,00 | 12,5 | 6,5 | |
63 | 80 | М20 | 21,0 | 28,0 | 33,0 | 12,5 | 6,00 | 14,0 | 7,5 | |
100 | М24 | 25,0 | 36,0 | 43,0 | 14,0 | 9,50 | 16,0 | 11,5 | ||
160 | МЗО | 31,0 | 44,8 | 51,8 | 18,0 | 12,00 | 20,0 | 14,0 | ||
250 | М36 | 37,5 | 53,0 | 60,0 | 20,0 | 13,50 | 22,0 | 15,5 | ||
400 | М42 | 43,5 | 59,7 | 70,5 | 22,0 | 14,00 | 25,0 | 17,0 | ||
630 | М48 | 49,5 | 74,0 | 88,0 | 24,0 | 16,00 | 28,0 | 20,0 | 75° | |
900 | М56 | 58,0 | 85,6 | 99,5 | 27,0 | 18,00 | 31,0 | 22,0 | ||
 3 (пред. ОТКЛ.
3 (пред. ОТКЛ.Скачать бесплатно
Точно центрировать отверстия на сверлильном станке?
костиj32
Участник
- #1
Я только что получил новый сверлильный станок. Возникли проблемы с точным сверлением размеченных отверстий. Сначала я попробовал центральное сверление, но затем стол пришлось опустить, чтобы поместить сверло, поэтому все позиционирование теряется. Вчера попробовал сделать несколько отверстий в алюминии диаметром 1/4 дюйма, но, найдя на глаз отмеченное место, я все еще выхожу за пределы центра. Есть какой-нибудь трюк, чтобы сделать это? Отметить отметку трудно, чтобы он не сместился от центра. Буду признателен за любые предложения.
Дженаро
Накидная гайка
Известный член
- #2
Когда вы используете вигглер/воблер, как бы вы его ни назвали, начните с довольно быстрого запуска сверлильного станка, а затем концом карандаша толкните конец иглы к центральной оси, пока он не станет работать правильно. , требуется немного практики, чтобы не зайти слишком далеко. Затем опустите наконечник, пока он не станет всего на несколько тысяч. над заготовкой, достаньте увеличительное стекло и отрегулируйте стол так, чтобы наконечник был выровнен в обоих направлениях, затем используйте центрирующее сверло, таким образом, вы можете получить в пределах нескольких тысяч
te_gui
Известный член
- #3
Я понимаю, что у большинства домашних дрелей нет реверса, но если вам повезло, вы можете работать обратным ходом до тех пор, пока не почувствуете, что центральное сверло или сверло падает в углубление пуансона, а затем, сохраняя давление на Переключатель пиноли в положение «вперед» и сверление в обычном режиме.
Брайан
мклоц
Известный член
- #4
Очень сложно найти центральный щелчок сверлом большего размера (скажем, > 1/4″). Маленькие сверла легко войдут в центральный щелчок.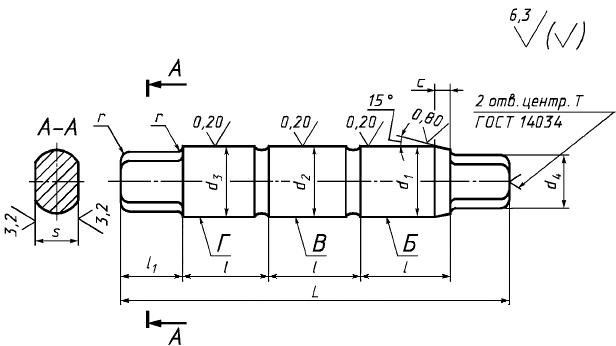 (Попробуйте на каком-нибудь ломе, пока не почувствуете.) Центрирующее сверло предназначен для сверления центральных отверстий для центров токарных станков.Поэтому он намеренно сделан жестким и не может достаточно согнуться, чтобы легко входить в центральную защелку.
(Попробуйте на каком-нибудь ломе, пока не почувствуете.) Центрирующее сверло предназначен для сверления центральных отверстий для центров токарных станков.Поэтому он намеренно сделан жестким и не может достаточно согнуться, чтобы легко входить в центральную защелку.
Таким образом, для больших сверл сначала просверлите обычным сверлом меньшего размера (~1/8 дюйма). Помимо того, что пилотное отверстие поможет вам попасть в цель, пилотное отверстие значительно облегчит сверление большего отверстия.
Также обратите внимание, что трудно начать сверлить по отметке, сделанной пробойником.После того, как вы отметите место отверстия пробойником, снова пробейте его настоящим кернером, чтобы создать щелчок, который дрель может легко найти.
гилессим
Известный член
- #5
Можно попробовать повернуть конец буровой штанги примерно такого же диаметра. и длину, как ваше сверло, и сначала определите свой центр, используя это, даже легкого нажатия на острие может быть достаточно, чтобы помочь сверлу войти, в противном случае припаяйте самое маленькое центральное сверло, которое вы можете найти, в отверстие, просверленное в конце еще одного куска буровой штанги и использую его в качестве удлинителя, я использую увеличительное стекло, чтобы найти точку и просто коснуться ее, этого должно быть достаточно, чтобы направить сверло.
Джайлз
Макгайвер
Известный член
- #6
В 99,9% случаев я позволяю работе «плавать», другими словами, она не зажата и не закреплена на столе. таким образом, центрирующее сверло (или центрирующее сверло, но центрирующее сверло облегчает последующее сверление) вытянет метку центрирующего пуансона вровень со шпинделем. Это совершенно безопасно и является стандартной практикой, однако вы должны иметь представление о взаимосвязи между инерцией работы (или, если она небольшая, работы в тисках DP) и потенциальным крутящим моментом.
В то же время ДП – самая опасная машина в магазине, так что с ней надо быть поумнее. вы можете получить большой крутящий момент от больших сверл, работающих медленно, или внезапно, когда сверло захватывает очень тонкий материал или при сверлении латуни и бронзы без правильной геометрии сверла. Для больших сверл, если вы беспокоитесь о том, что работа может ускользнуть от вас, просверлите точечное сверло, а затем просверлите отверстие малого диаметра.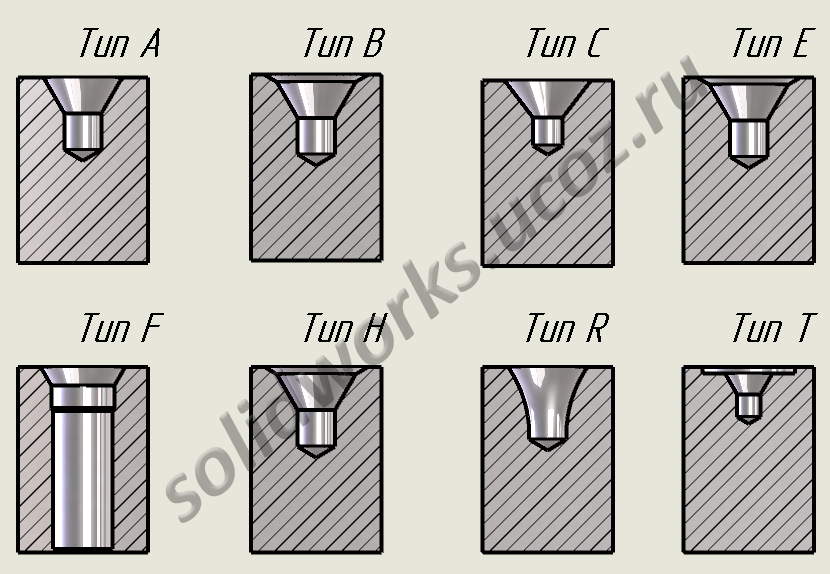 С маленьким диаметром маловероятно, что крутящий момент будет настолько высоким, что он ускользнет от вас. затем, просверлив предварительное отверстие, если вы чувствуете необходимость прижать его к столу для последующих сверл, даже если вы не идеально выровняете их, они будут стремиться следовать уже просверленному отверстию. скажем, вы делаете отверстие 3/4 через кусок стали – я бы не стал держать его в руках – но я бы сделал отверстие 3/8, которое я сделал в качестве пилота, – затем зажмите отверстие 3/4
С маленьким диаметром маловероятно, что крутящий момент будет настолько высоким, что он ускользнет от вас. затем, просверлив предварительное отверстие, если вы чувствуете необходимость прижать его к столу для последующих сверл, даже если вы не идеально выровняете их, они будут стремиться следовать уже просверленному отверстию. скажем, вы делаете отверстие 3/4 через кусок стали – я бы не стал держать его в руках – но я бы сделал отверстие 3/8, которое я сделал в качестве пилота, – затем зажмите отверстие 3/4
Для латуни и некоторых видов бронзы шлифуйте или шлифуйте с нулевым передним углом, и они не будут хвататься, а для тонкого листового материала выберите другой тип сверла (шлифовальный или ступенчатый) или прослоите его. если заготовка маленькая, используйте тиски для сверлильного станка или место для пальца, чтобы увеличить массу – невозможно и очень небезопасно держать мелкие детали руками для сверления.
На всякий случай я держу на столе короткий кусок большого (может быть, 3 или 4 дюйма) углового железного зажима. Я часто использую его в качестве упора при сверлении больших заготовок.
Я часто использую его в качестве упора при сверлении больших заготовок.
составной драйвер 2
Известный член
- #7
Hi
Купите приличный набор центрирующих сверл Slocomb от 1 до 6 и используйте для начала хорошо отшлифованный центрирующий пуансон.
Маленькие сверла НЕ должны направлять себя в метку/центральную точку, а должны падать прямо внутрь. Если сверло будет блуждать по метке, это может привести к тому, что сверло слипнется с лески и, в худшем случае, сломается. Выровнять сверло по отметке пуансона не составит труда, и еще меньше проблем, если вы использовали центральное сверло Slocomb с заготовкой, закрепленной на столе пресса.
ура
ГенК
Новый член
- #8
Еще один метод заключается в использовании небольшого количества Rodico, синей липкой или другой палочки, чтобы удерживать швейную иглу на кончике сверла. (или фреза) запустить дрель и «доить» иглу true и используйте это, чтобы выровняться с поп-меткой. Удалите иглу и наклейте шрифт и просверлите отверстие.
GeneK
ps Я думаю, что это в одном из прикроватных ридеров Machinist, стоит денег за все советы и вещи в них.
райм 11
Известный член
- #9
В крайнем случае я иногда использую кромкорез с заостренным концом. Шпиндель , а не , токарная обработка . Я могу перемещать деталь до тех пор, пока метка укола или маленькое установочное отверстие не окажутся в точке с легким нажатием, и я не почувствую никакого смещения кромочного приспособления ногтем.
Если вы хотите увидеть биение шпинделя, если таковое имеется, поверните шпиндель вручную и отметьте любое изменение смещения кромкомерного устройства.
Бернд
Известный член
- #10
Я сделал несколько больших алюминиевых пластин с несколькими отверстиями. Сначала я протыкаю нанесенные линии. Затем я использую кернер, чтобы увеличить след от укола. Я использую центрирующее сверло №2. Сверло достаточно маленькое, чтобы тянуть работу по центру во время бега. Затем я просто прикладываю давление, чтобы сделать центральное отверстие. Отверстия будут находиться в пределах допуска ваших отмеченных линий. Надеюсь, это помогло.
Сначала я протыкаю нанесенные линии. Затем я использую кернер, чтобы увеличить след от укола. Я использую центрирующее сверло №2. Сверло достаточно маленькое, чтобы тянуть работу по центру во время бега. Затем я просто прикладываю давление, чтобы сделать центральное отверстие. Отверстия будут находиться в пределах допуска ваших отмеченных линий. Надеюсь, это помогло.
Бернд
райм 11
Известный член
- #11
Gene K
Я не могу понять, как вставить частичную цитату в ответ, поэтому я просто скажу, что согласен с Прикроватными ридерами очень достойные. Я многому у них научился и сделал несколько его проектов.
Я многому у них научился и сделал несколько его проектов.
Интересно, Гай Лютар еще жив? ???
Рэй М
Лью Хартсвик
Известный член
- #12
ЭльГринго сказал:
Gene K
Я не могу понять, как вставить частичную цитату в ответ
Ray MНажмите, чтобы развернуть…
Просто выделите часть, которая вам не нужна, и удалите ее. Как и я в вашем посте.
…левый…
райм 11
Известный член
- №13
Просто выделите ненужную часть и удалите ее. Как и я в вашем посте.
…лью…
[/quote]
Спасибо Лью,
Рэй М
Бернд
Известный член
- №14
ЭльГринго сказал:
Интересно, Гай Лютар еще жив? ???
Ray MНажмите, чтобы развернуть…
Да, он. Вот его сайт: http://lautard.com/
Bernd
P.S. Жду от него публикации четвертой «Читательницы прикроватной».
Дик Подлый40
Известный член
- №15
GeneK сказал:
Еще один метод – использовать немного Rodico, синей гвозди или другого материала, чтобы прикрепить швейную иглу к кончику сверла. и используйте это, чтобы выровняться с поп-меткой. Удалите иглу и наклейте шрифт и просверлите отверстие.
Нажмите, чтобы развернуть…
Меня научили альтернативе этому, которую мы также назвали «липким штифтом», которая работает с большими отверстиями, где кончик долота сверла не попадает в щелчок. Если вы уверены, что ваш центральный выступ расположен точно, начертите самый большой круг, какой только сможете, с помощью пары разделителей на рабочем месте синим маркером или фломастером.
Если вы уверены, что ваш центральный выступ расположен точно, начертите самый большой круг, какой только сможете, с помощью пары разделителей на рабочем месте синим маркером или фломастером.
Установите работу на столе с дрелью в патроне и штифтом, прикрепленным к боковой стороне дрели с помощью липкой ленты или резинки, а острие штифта ниже кончика дрели. рукой вращайте сверло, регулируя штифт, пока не установите его на радиус большого начерченного круга, а затем перемещайте работу до тех пор, пока при вращении шпинделя кончик иглы не будет следовать начерченному кругу. Зажать хомуты и перепроверить, снять резинку и просверлить.
Боже, я ненавидел этот метод, но он сработал.
Всегда лучший
Самоцентрирующееся сверло для сверления отверстий под шпильки и деревообработки
(пока отзывов нет) Написать рецензию
POWERTEC
71202 Самоцентрирующееся сверло 5 мм для сверления отверстий под шпильки и деревообработки
В настоящее время: $15,99
- Артикул:
- 71202
- СКП:
- 843441102243
- Состояние:
- Новый
Обзор продукта
Представляем самоцентрирующееся сверло по POWERTEC.
- В КОМПЛЕКТЕ: Сверло 5 мм
- НАЗНАЧЕНИЕ: Самоцентрирующееся сверло для высокоточного и воспроизводимого сверления отверстий под штифты на полке – идеально подходит для устранения разрывов отверстий и получения профессионально выглядящих результатов защищенная пружина, которая устанавливает глубину, но уменьшает засорение и заклинивание, обычно вызываемые мусором, по сравнению с пружинами без кожуха
- КАЧЕСТВО: Это тщательно спроектированное и острое сверло изготовлено из ударопрочной и сверхпрочной прочной углеродистой стали для гладких отверстий , долговечность и неизменно высокое качество работы
- ПРИМЕНЕНИЕ: идеально подходит для деревообработки, изготовления шкафов, сборки книжных шкафов, работы с петлями, направляющими ящиков и/или может использоваться с другими шаблонами с направляющими отверстиями глубины 3/8 дюйма. производить гладкие, последовательные и профессионально выглядящие результаты для сверления полочных штифтов.
 Его можно использовать с набором стандартных зажимных приспособлений и насадок, а также с другими шаблонами с направляющими отверстиями 3/8 дюйма. Его также можно сочетать с любым хвостовиком 5 мм или ¼ дюйма, чтобы использовать его с мощными битами или быстросменными патронами. Больше нет необходимости в неэффективной оценке/измерении глубины и центрирования, потому что этот удобный инструмент для сверления превращает то, что раньше было сложной и требовательной задачей, в легкое и приятное занятие.
Его можно использовать с набором стандартных зажимных приспособлений и насадок, а также с другими шаблонами с направляющими отверстиями 3/8 дюйма. Его также можно сочетать с любым хвостовиком 5 мм или ¼ дюйма, чтобы использовать его с мощными битами или быстросменными патронами. Больше нет необходимости в неэффективной оценке/измерении глубины и центрирования, потому что этот удобный инструмент для сверления превращает то, что раньше было сложной и требовательной задачей, в легкое и приятное занятие.Премиум-сборка
Он имеет инновационную надежно закрепленную пружину для оптимизированного подпружиненного действия и точку автоматического центрирования, которая обеспечивает высокую точность определения местоположения и результаты. Это деревообрабатывающее сверло было изготовлено и спроектировано с использованием прочной конструкции из углеродистой стали, что обеспечивает прочность и долговечность этого инструмента для сверления. Это поможет устранить шаблоны для сверления, которые изнашиваются от сверл.
 Его можно использовать с набором стандартных зажимных приспособлений и насадок, а также с другими шаблонами с направляющими отверстиями 3/8 дюйма. Его также можно сочетать с любым хвостовиком 5 мм или ¼ дюйма, чтобы использовать его с мощными битами или быстросменными патронами. Больше нет необходимости в неэффективной оценке/измерении глубины и центрирования, потому что этот удобный инструмент для сверления превращает то, что раньше было сложной и требовательной задачей, в легкое и приятное занятие.
Его можно использовать с набором стандартных зажимных приспособлений и насадок, а также с другими шаблонами с направляющими отверстиями 3/8 дюйма. Его также можно сочетать с любым хвостовиком 5 мм или ¼ дюйма, чтобы использовать его с мощными битами или быстросменными патронами. Больше нет необходимости в неэффективной оценке/измерении глубины и центрирования, потому что этот удобный инструмент для сверления превращает то, что раньше было сложной и требовательной задачей, в легкое и приятное занятие.