Цветовая маркировка вольфрамовых электродов: Цветовая маркировка вольфрамовых электродов, сварка TIG — EWM AG
alexxlab | 23.07.1990 | 0 | Разное
Вольфрамовые электроды для аргонодуговой сварки. По цветам
Екатерина
Время чтения: 5 минут
Вольфрамовые электроды широко применяются при сварке самых разнообразных металлов. Они изготавливаются из вольфрама — тугоплавкого материала, обеспечивающего стабильное горение дуги. Вольфрамовые электроды относятся к классу неплавящихся, поскольку они плавятся при крайне высоких температурах. При обычных условиях сварки такие температуры практически не используются. Поэтому расход у вольфрамовых электродов крайне невелик.
Все электроды для сварки имеют свою маркировку. На каких-то она указана в виде буквенных или числовых отметок. А в случае с вольфрамовыми стержнями марка указывается с помощью цвета. Конец электрода окрашивается в тот или иной цвет, в котором зашифрована марка. В этой статье мы подробно расскажем, что скрывается за каждым из цветов и как читать буквенные обозначения.
Содержание статьи
- Общая информация
- Маркировка по цветам
- Буквенные обозначения
- Вместо заключения
Общая информация
Классификация вольфрамовых электродов по цветовому индикатору принята в большинстве стран мира. Она позволяет гораздо быстрее и проще подбирать нужный тип электрода для конкретных сварочных работ, чем при отсутствии индикации. Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Она позволяет гораздо быстрее и проще подбирать нужный тип электрода для конкретных сварочных работ, чем при отсутствии индикации. Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Маркировка по цветам
Итак, мы теперь знаем, что такое цветовая индикация и зачем она нужна. Теперь пора узнать, что обозначает каждый цвет по отдельности. Но сначала разберемся, какая именно информация таится за цветовой индикацией.
За каждым цветом зашифрован размер сварочного стержня, его химический состав и основные характеристики. Если вы запомните всю информацию, зашифрованную в цветах, то сможете за секунды определять, какой электрод вам необходим.
Ниже таблица с кратким перечнем цветов. Из нее вы узнаете, что значат электроды зеленого цвета, синие электроды, красные и т.д.
В таблице видно, что у каждого цвета есть буквенная и числовая расшифровка. Вне зависимости от цвета маркировка всегда начинается с буквы W. Следующая буква обозначает, какой еще металл есть в составе, помимо вольфрама.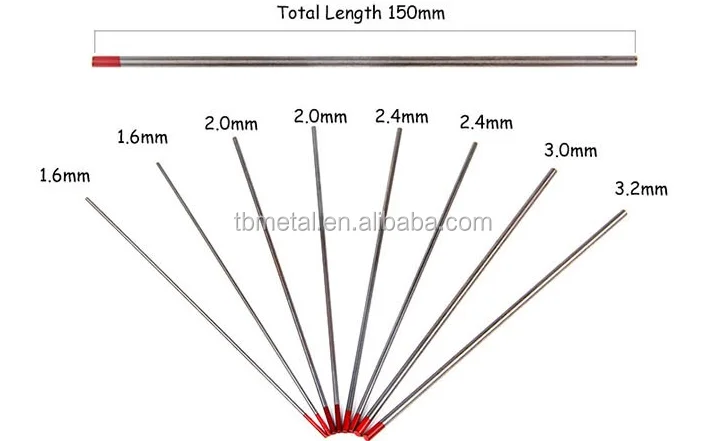 Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
А теперь давайте более подробно разберем, что значит каждая буква.
Буквенные обозначенияЦветовая маркировка вольфрамовых электродов не обходится без правильной расшифровки. Недостаточно просто запомнить цвет. Важно понимать, какая марка кроется за цветовой индикацией.
Итак, буквы WP в марке обозначают, что электрод состоит из чистого вольфрама и не содержит примесей. По факту примеси все же могут быть, но их количество не превышает 0.5%. Такие электроды используются крайне редко. Поскольку чистый вольфрам обладает довольно специфичными свойствами и часто нуждается в разбавлении своего состава иными металлами.
Далее идут буквы, обозначающие металлы, подмешанные к вольфраму.
Буква С обозначает, что в составе есть примеси церия. Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Буквой Т обозначается наличие диоксида тория в составе. Для маркировки данного типа электродов применяется красный цвет. Электроды WT так же часто используются. Их применяют для сварки цветных металлов и различных сталей, в том числе нержавеющих. Но не зря эти электроды обозначаются ярко-красным цветом, чтобы привлечь ваше внимание. Ведь диоксид тория в их составе обладает выраженными радиоактивными свойствами. Так что соблюдайте технику безопасности при работе с WT.
Буквой Z обозначают наличие циркония в составе электрода. Электроды маркируются белым цветом. Стержни WZ используются преимущественно для сварки меди или алюминия. Данные металлы довольно трудно варить, то электроды WZ упрощают эту задачу. При их использовании отмечается очень стабильное горение дуги.
Читайте также: Все, что вы хотели знать о вольфрамовых электродах
Буква Y обозначает, что в составе присутствует иттрий. Для маркировки используется темно-синий цвет. Это узкоспециализированные электроды. Они предназначены для сварки сложных металлоконструкций, которые должны выдерживать высокие нагрузки. Подходят для работы с медью, титаном и некоторыми типами стали.
И последнее обозначение — буква L. Означает, что в составе есть лантан. Такие электроды могут маркироваться любым другим цветом, отличным от описанных выше. Чаще всего используется синий или золотистый оттенок. Можно варить как на переменном, так и на постоянном токе. Такие электроды устойчивы к высокотемпературной сварке и могут применяться во многих сварочных работах.
Это все, что вам нужно знать о маркировке вольфрамовых электродов. Информации немного, поэтому просто выучите ее и постарайтесь применить на практике. Так вы быстрее запомните, для каких работ применяется тот или иной цвет.
Так вы быстрее запомните, для каких работ применяется тот или иной цвет.
Вместо заключения
Электроды для сварки из вольфрама принято маркировать цветом для удобства сварщика. Ведь внешне вольфрамовые стержни никак не отличаются между собой. На них нет никаких надписей или отметок. Поэтому цветовая маркировка является наиболее удачной и удобной в данном случае.
Похожие публикации
Особенности вольфрамовых электродов
Вольфрамовые электроды – широко распространенное понятие среди сварщиков и прочих специалистов, связанных с работой по металлу. Представляют собой небольшие стержни, предназначенные для подвода тока к сваренным изделиям. Конечно же, как и любой предмет, они имеют свои разновидности и виды. Для удобства и условного обозначения применяется установленная маркировка, которая напрямую указывает на технические характеристики используемого сварочного материала.
Вольфрамовые электроды необходимы для передачи тока к свариваемым изделиям.
Типы вольфрамовых электродов и их предназначение
Вольфрам – металл, который практически невозможно встретить в чистом виде. Зачастую его применяют в процессе аргонодуговой сварки, поскольку этот металл довольно тугоплавкий, поэтому он способен удержать собственную прочность даже при длительной сварке. Металл вольфрам экономичный. Во время сварки его используемое количество ничтожно мало.
Самым крупным поставщиком представленного металла является Китай. Именно на их территории наблюдаются огромные запасы вольфрама. В связи с этим фактом, приобретая в магазине вольфрамовые электроды, обратите внимание на производителя. Если вы обнаружите европейскую страну, значит, можете быть уверены, что при покупке вы переплатите денежные средства. Европейские страны выпускают электроды только после приобретения металла в Китае.
Читайте также:
Как производится сварка полипропиленовых труб.
Особенности термитной сварки.
Об ультразвуковой сварке читайте здесь.

Сварочный материал подразделяется на три типа, в число которых входят:
Формы заточки вольфрамового электрода.
- Электроды переменного тока. Основными материалами, которые свариваются при воздействии тока, являются магний, алюминий и их разновидности, сплавы. Представленная разновидность широко применяется в случаях, когда необходимо обезопасить сварку от попадания загрязнений.
- Электроды постоянного тока. Здесь в вольфрамовый электрод добавляют такие металлы, как иттрий или торий. В случае с последним следует помнить о его радиоактивности, которая может существенно навредить людям, находящимся в закрытом помещении. Поэтому электроды с применением тория используют для сварки на открытых местностях или в складских помещениях, где имеется надежная действующая вентиляция. Эти изделия применяются для сварки следующих металлов:
- медь;
- титан;
- никель;
- тантал;
- бронза;
- сталь, не подверженная ржавчине в процессе эксплуатации;
- углеродистые сплавы.

Здесь следует отметить технику безопасности при сварке.
Важно! Поскольку некоторые сплавы и металл могут в процессе горения выделять ядовитые вещества, сварщик должен надевать защитную амуницию, где будут закрыты органы дыхания и глаза.
Характеристики вольфрамовых электродов.
Также необходимо использовать защитный газ аргон.
Универсальные электроды. Универсальные вольфрамовые электроды применяются в случае, когда необходимо сварить изделия из меди, алюминия, бронзы, тантала, никеля, титана и практически всех типов стали. Эти электроды отлично работают на переменном и постоянном токах, что несколько упрощает задачу. Частое применение можно наблюдать в сварке трубопровода, поскольку с их помощью можно соединить тонкие листы металла и сделать шов незаметным.
Использование определенного типа для сварки требует правильного выбора при покупке. Поэтому, чтобы осуществить сварку, необходимо иметь базовые знания о поведении и свойствах свариваемого металла.
Вернуться к оглавлению
Маркировка вольфрамовых электродов
Важно! Маркировка вольфрамовых электродов необходима специалистам, поскольку содержит в себе весь перечень характеристик и используемых металлов как при изготовлении электрода, так и подходящих для сварки.
Установленная и принятая маркировка для удобства различается по обозначению и цвету.
К вольфрамовым электродам применяется следующая маркировка:
Цветная маркировка вольфрамовых электродов.
- WP (цвет зеленый) – здесь электрод практически полностью состоит из вольфрама. Его содержание составляет 99,5%. Применяют для сварки магния и алюминия. Возможное использование электрода представленной маркировки заключается в сварке синусоидальным током. Для защиты используют два вида газа: аргон и гелий.
- WC-20 (серый) – на 2% состоит из оксида церия. Относятся к универсальным электродам, поскольку используются в сварке с переменным током и с применением положительной полярности.
- WL-15, WL-20 (синий) – здесь имеется примесь лантана, которая позволяет добиться устойчивой дуги, и повторный розжиг, что делает электрод этой марки часто используемым в промышленности. Кроме того, применение в электроде лантана способно увеличить рабочий ток и уменьшить износ вполовину. Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
- WT-20 (красный) – здесь в состав входит торий. Как уже было описано выше, его пыль при работе несколько опасна для здоровья человека. Несмотря на этот факт, представленную маркировку иногда используют чаще, чем электроды, практически полностью состоящие из вольфрама. Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности.
 Такие неприятности допускать нельзя.
Такие неприятности допускать нельзя. - WZ-8 (белый) – здесь имеется менее процента оксида циркония. При работе необходимо внимательно следить за чистотой. Рекомендуется использовать переменный ток. Перед использованием следует придать электроду сферическую форму конца. Лучше применять для сварки алюминия.
- WY-20 (темно-синий) – вольфрамовые электроды с тонким покрытием иттрия. Их принято считать самыми устойчивыми электродами, поэтому применяют их зачастую для сварки ответственных и важных конструкций.
При выборе электродов необходимо определиться с методом сварки и свойствами свариваемого металла, потому как для соединения одной конструкции могут потребоваться несколько типов и маркировок вольфрамовых электродов.
Вернуться к оглавлению
Аргонодуговая сварка: ее особенности и технология
Процесс аргонодуговой сварки.
Аргонодуговая сварка представляет собой соединение металлов под защитой аргона. Осуществляется представленный процесс двумя способами, каждый из которых следует рассмотреть детально.
Сварка ручным способом вольфрамовым электродом под защитой аргона. Этот метод включает в себя несколько этапов:
- К горелке подводят аргон и необходимый ток. Вторую фазу тока приводят к поверхности, где и будет сварка. Между электродом, прикрепленным к горелке, и поверхностью возникает дуга. К ней подается проволока для присадки.
- Далее необходимо зажечь дугу. Для этого лучше использовать угольную пластину, чтобы не испортить свариваемую поверхность, поскольку подобная оплошность может привести к загрязнению шва.
- Затем дугу возбуждают. Здесь часто используют осциллятор.
- Следим за движением электрода, поскольку его траектория должна прокладываться ровно по шву, в любом другом случае следует прекратить работу, потому как эта неприятность может сигнализировать о начале плавления электрода.
Здесь допускается применение переменного тока, потому как во время сварочных работ будет образовываться составляющая постоянного тока.
Схема аппарата TIG для аргонодуговой сварки.
Автоматическая сварка вольфрамовым электродом. Этот метод часто используется для сварки трубопроводов в неповоротных стыках.
Автоматическая сварка осуществляется специальными агрегатами, имеющими разные конструкции, которые самостоятельно проводят весь процесс сварки.
Здесь сварочная дуга возникает между поверхностью металла и концом проволоки, в качестве которой выступает электрод.
Зачастую представленные аппараты невозможно применить в некоторых сферах. В особенности это связано с невозможностью сделать короткий шов.
Вольфрамовые электроды для аргонодуговой сварки содержат следующую маркировку: WP, WZ, WT, WY. Это связано с их надежностью и универсальностью в использовании. Многие из представленных типов электродов применяют для сварки тонких листов металла. В этом случае часто требуется тонкая конусная заточка электрода.
Вернуться к оглавлению
Правила аргонодуговой сварки
Для осуществления правильной сварки необходимо соблюдать следующие правила:
- Используйте в работе с тонкими металлическими листами специальные сборочно-сварочные приспособления.
 Они помогут в точности соединить кромку, и вы получите тонкий и прочный сварочный шов.
Они помогут в точности соединить кромку, и вы получите тонкий и прочный сварочный шов. - Электроды должны быть идеально чистыми на концах, чтобы получить качественный шов.
- Перед сваркой необходимо по всем правилам и соблюдая все требования определиться с силой тока. Это обеспечит небольшой расход материала и продолжительность формы заточки.
- Постарайтесь не впускать в зону сварки воздух, в противном случае вы рискуете получить некачественный шов.
Соблюдая все правила и имея необходимые знания для осуществления сварочных работ, вы сможете сделать качественный шов и обеспечить себя десятилетиями спокойной жизни. Вам не предстоит латать дыры, потому как безукоризненно выполненная работа способна сохранять свои первоначальные качества на протяжении долгих лет.
Вольфрамовые электроды
Скачать тех. лист
Серия WP
Электроды без добавок – состоящие из чистого вольфрама. Главной областью применения этих электродов
является сварка переменным током (АС) сплавов из алюминия при хорошей устойчивости дуги. Электроды
Электроды
WP не пригодны для сварки постоянным током (DC).
Цветная маркировка: WP = зеленый
Серия WT 20
Электроды с добавкой оксида тория (ThO2).
Главная область применения данных электродов – сварка высоколегированных и нержавеющих сталей при
постоянном токе.
Цветная маркировка: WT 20 = красный
Внимание! Торий является природным радиоактивным элементом. Его продукты распада тоже
радиоактивны. Поэтому, по возможности, желлательно избегать применение торированных электродов.
Если все-таки используются торированные электроды, следует обратить особое внимание на полный отсос
пыли при шлифовке электродов – допустимы только приборы отсоса пыли класса Н (наивысшего класса) – и
оптимальный отсос паров при сварке. Основную опасность данных электродов представляет собой альфа-
излучение вдыхаемых частиц, осаждающихся в легких навсегда, которое может приводить к повреждению
клеток и раку легких.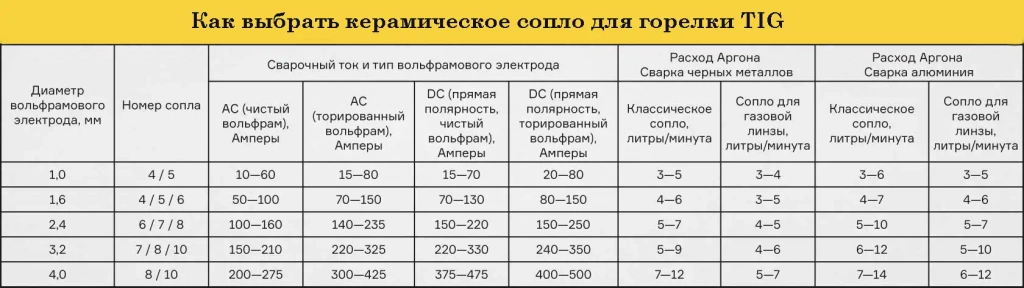
Серия WL 15
Электроды с добавкой оксида лантана универсальные и применяются почти во всех областях сварки DC
и AC. Главное применение они находят при сварке низко- и высоколегированных сталей как и сплавов
алюминия, никеля, меди и магнезия. Также они используются при микроплазменной сварке. Благодаря
хорошим свойствам поджига идеально подходят для автоматической сварки.
Цветная маркировка: WL 15 = золотой
Серия WC 20
Универсальные электроды практически для всех процессов сварки TIG, не радиоактивны. Благодаря
добавке оксида церия (CeO2) электроды данного типа обладают рабочими свойствами, схожими с WT
электродами. Применяются для сварки низко- и высоколегированных сталей, алюминия, титана, никеля,
меди и сплавов магния в режимах DC и AC.
Цветная маркировка: WC 20 = серый
| Артикул | Обозначение | Размеры, мм | Кол-во в упаковке |
| 400P010175 | WP (зеленый) | 1,0×175 | 10 |
| 400P016175 | WP (зеленый) | 1,6×175 | 10 |
| 400P020175 | WP (зеленый) | 2,0×175 | 10 |
| 400P024175 | WP (зеленый) | 2,4×175 | 10 |
| 400P032175 | WP (зеленый) | 3,2×175 | 10 |
| 400P040175 | WP (зеленый) | 4,0×175 | 10 |
| 400P048175 | WP (зеленый) | 4,8×175 | 10 |
| 400P210175 | WP 20 (красный) | 1,0×175 | 10 |
| 400P216175 | WP 20 (красный) | 1,6×175 | 10 |
| 400P220175 | WP 20 (красный) | 2,0×175 | 10 |
| 400P224175 | WP 20 (красный) | 2,4×175 | 10 |
| 400P232175 | WP 20 (красный) | 3,2×175 | 10 |
| 400P240175 | WP 20 (красный) | 4,0×175 | 10 |
| 400P248175 | WP 20 (красный) | 4,8×175 | 10 |
| 400P510175 | WC 20 (серый) | 1,0×175 | 10 |
| 400P516175 | WC 20 (серый) | 1,6×175 | 10 |
| 400P520175 | WC 20 (серый) | 2,0×175 | 10 |
| 400P524175 | WC 20 (серый) | 2,4×175 | 10 |
| 400P532175 | WC 20 (серый) | 3,2×175 | 10 |
| 400P540175 | WC 20 (серый) | 4,0×175 | 10 |
| 400P548175 | WC 20 (серый) | 4,8×175 | 10 |
| 400P910175 | WL 15 (золотой) | 1,0×175 | 10 |
| 400P916175 | WL 15 (золотой) | 1,6×175 | 10 |
| 400P920175 | WL 15 (золотой) | 2,0 × 175 | 10 |
| 400P924175 | WL 15 (золотой) | 2,4×175 | 10 |
| 400P932175 | WL 15 (золотой) | 3,2×175 | 10 |
| 400P940175 | WL 15 (золотой) | 4,0×175 | 10 |
| 400P948175 | WL 15 (золотой) | 4,8×175 | 10 |
Технические данные
Сварка алюминия:
| Толщина, мм | Ток, А (АС) | Диам. Электрода, мм Электрода, мм |
| 1,0-1,5 | 20-50 | 1,6 |
| 2,0 | 40-70 | 2,4 |
| 3,0 | 60-100 | 3,2 |
| 4,0 | 90-130 | 3,2 |
| 5,0 | 120-170 | 4,0 |
| 6,0 | 170-250 | 4,8 |
| >300 | 6,4 |
Сварка стали
| Толщина, мм | Ток, А (АС) | Диам. Электрода, мм |
| 0,4-0,6 | 5-25 | 1,6 |
| 0,6-1,0 | 20-60 | 1,6 |
| 1,5-2,0 | 40-100 | 3,2 |
| 3,0-4,0 | 80-140 | 3,2 |
| 5,0 | 120-170 | 4,0 |
| 5,0->5 | 150->250 | 4,8 |
Как использовать вольфрам для сварки TIG – Eastwood
Одним из определяющих элементов сварки TIG является вольфрамовый электрод. На самом деле это то, что означает первая буква в TIG: Tungsten Inert Gas. Но почему вольфрам важен для этого процесса и как решить, какой электрод(ы) использовать для сварки? Этот обзор вольфрама для сварки TIG поможет людям, плохо знакомым с этим процессом изготовления, делать более качественные сварные швы в любой ситуации.
На самом деле это то, что означает первая буква в TIG: Tungsten Inert Gas. Но почему вольфрам важен для этого процесса и как решить, какой электрод(ы) использовать для сварки? Этот обзор вольфрама для сварки TIG поможет людям, плохо знакомым с этим процессом изготовления, делать более качественные сварные швы в любой ситуации.
Что такое TIG Tungsten?
В дополнение к сварочному аппарату, при сварке TIG используются три других основных элемента: инертный газ для защиты сварного шва (обычно аргон), присадочный стержень или проволока из металла, соответствующего тому, что вы свариваете, и неплавящийся электрод, изготовленный вольфрама, который фокусирует и направляет дугу. Все электроды TIG более чем на 95% состоят из вольфрама, который является редким природным металлом, потому что он твердый и имеет одну из самых высоких температур плавления среди всех металлов.
Так что вольфрам остается вольфрамом, когда дело доходит до покупки электрода, верно? Неправильный.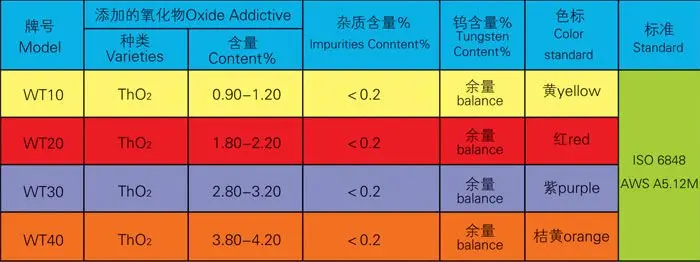 Существует по крайней мере пять различных типов «вольфрама», как их называет большинство людей, и они обычно имеют цветное покрытие в зависимости от того, сколько других элементов было добавлено. Давайте рассмотрим различные вольфрамовые электроды и узнаем, как правильно выбрать вольфрам для сварки TIG.
Существует по крайней мере пять различных типов «вольфрама», как их называет большинство людей, и они обычно имеют цветное покрытие в зависимости от того, сколько других элементов было добавлено. Давайте рассмотрим различные вольфрамовые электроды и узнаем, как правильно выбрать вольфрам для сварки TIG.
Цветовой код и его значение
Для сварки некоторых типов металлов требуются различные составы вольфрама, и разновидности имеют цветовую маркировку. Основные цвета/разновидности электродов TIG и их аббревиатура Американского общества сварщиков следующие:
- Зеленый (EWP) = чистый вольфрам
- Оранжевый (EWCe-2) = 2% церия
- Красный (EWTh-2) = 2% тория
- Золото (EWLa-1.5) = 1,5% лантана
- Коричневый (EWZr-1) = 1% циркония (иногда также продается как белый вольфрам)
Существуют и другие цвета, такие как «Серый» редкоземельный, «Фиолетовый» редкоземельный и «Желтый» 1% торированный. Тем не менее, первые пять из перечисленных нами являются наиболее часто используемыми. Все они имеют свои недостатки и преимущества, и все они в чем-то лучше, чем в чем-то другом, поэтому на всякий случай полезно иметь под рукой разнообразие.
Тем не менее, первые пять из перечисленных нами являются наиболее часто используемыми. Все они имеют свои недостатки и преимущества, и все они в чем-то лучше, чем в чем-то другом, поэтому на всякий случай полезно иметь под рукой разнообразие.
Преимущества и недостатки каждого цвета вольфрама
Зеленый — Зеленые электроды являются самыми дешевыми и наиболее распространенными. Они также быстро расходуются и требуют частой заточки. Этот тип электрода обеспечивает хорошую постоянную дугу при сварке переменным током различных типов, но при сварке постоянным током зажигание дуги плохое, и он имеет самый низкий ток. При нагревании он легко превращается в идеально свернутый наконечник, достаточно устойчивый к загрязнению.
Оранжевый . Оранжевые электроды обладают такими же свойствами, что и красные, но с одним дополнительным преимуществом: отсутствие радиоактивности. Они отлично подходят для зажигания дуги и сварки при более низких токах постоянным или переменным током, но при более высоких значениях силы тока они начинают выходить из строя. Электроды с церием имеют гораздо более длительный срок службы, чем зеленые электроды, при одинаковом использовании.
Электроды с церием имеют гораздо более длительный срок службы, чем зеленые электроды, при одинаковом использовании.
Красный — Красные электроды многого стоят. Они отличаются легким запуском дуги, большой долговечностью, хорошим уплотнением для стабильности дуги, низким риском загрязнения сварного шва и высокой токопроводящей способностью при более низких настройках силы тока. Их также можно использовать как для сварки постоянным током, так и для некоторых видов сварки переменным током в зависимости от материалов. Тем не менее, торий, используемый в красном вольфраме, немного радиоактивен, поэтому убедитесь, что вы знаете, какую процедуру следует выполнять, прежде чем их затачивать.
Золото . Золотые электроды имеют много общих характеристик с оранжевыми и красными электродами. Они долговечны и стабильны, обладают хорошими свойствами зажигания дуги и подходят для сварки на переменном и постоянном токе.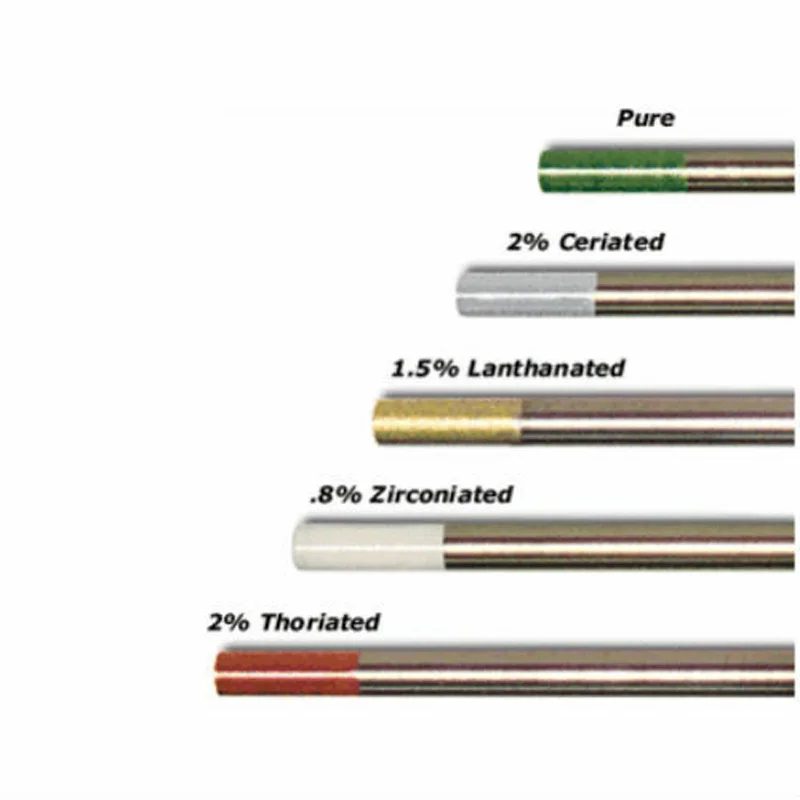 Дополнительным преимуществом этих лантанированных электродов является их более высокая токопроводящая способность для данного диаметра по сравнению с зеленым, красным или оранжевым. Их можно использовать со скругленным или заостренным концом в зависимости от того, что вы свариваете.
Дополнительным преимуществом этих лантанированных электродов является их более высокая токопроводящая способность для данного диаметра по сравнению с зеленым, красным или оранжевым. Их можно использовать со скругленным или заостренным концом в зависимости от того, что вы свариваете.
Коричневый – Коричневые электроды обеспечивают чрезвычайно стабильную дугу. Благодаря этому они отлично подходят для сварки практически без загрязнений. Этот цирконированный тип имеет такие же или лучшие токопроводящие способности, чем красные и оранжевые электроды в приложениях переменного тока со сферическим концом. Коричневый никогда не рекомендуется для сварки постоянным током.
Фиолетовый — Фиолетовый вольфрам представляет собой электрод из сплава редкоземельных элементов, специально разработанный для многоцелевого использования, и один размер подходит почти всем. Он намного более долговечен, чем зеленый, но не имеет радиоактивной проблемы, как красный. Он также обладает отличными свойствами зажигания и стабильности дуги. Их можно использовать практически с любым металлом как в процессах переменного, так и постоянного тока.
Он также обладает отличными свойствами зажигания и стабильности дуги. Их можно использовать практически с любым металлом как в процессах переменного, так и постоянного тока.
Серый — Серые электроды содержат различные редкоземельные элементы. Их состав и характеристики могут варьироваться от бренда к бренду. На каждом из них будет указано, из чего он сделан и каково его предполагаемое применение, на упаковке или в описании каталога.
Где и как использовать определенные цвета вольфрамаКакой вольфрам использовать будет определяться тремя факторами, в основном: 1) Какой металл вы свариваете? 2) Какая толщина металла? 3) Используете ли вы постоянный, переменный синусоидальный или переменный прямоугольный ток и сколько? Конечно, эти три вещи взаимозависимы. Иствуд предлагает вольфрамовые электроды Purple E3 специально для широкого спектра применений и применений, но вот как другие ломаются.
Зеленые электроды лучше всего подходят для синусоидальной сварки переменным током с закругленным наконечником. Они идеально подходят для работы с алюминием и магнием. Это не очень хороший выбор для черных металлов, и его не следует использовать для сварки постоянным током.
Они идеально подходят для работы с алюминием и магнием. Это не очень хороший выбор для черных металлов, и его не следует использовать для сварки постоянным током.
Оранжевые электроды отлично подходят для сварки тонкой стали, нержавеющей стали и никеля благодаря простоте зажигания дуги при меньшей силе тока. Это делает его идеальным для листового металла и очень деликатной работы без риска прожога. Они лучше всего работают при сварке постоянным током с малыми токами, но могут использоваться и при сварке переменным током. Использование их для более высоких значений силы тока быстро сожжет его оксиды, что сделает его намного менее эффективным.
Красные электроды применяются аналогично оранжевым. Их также можно использовать для сварки тонким алюминием и другими материалами на переменном токе, а также для сварки на постоянном токе с прямой или обратной полярностью стали, никелевых и титановых сплавов. И оранжевый, и красный лучше всего работают с заостренными кончиками.
Золотые электроды могут выдерживать больший ток для электрода данного диаметра без ухудшения качества. Это делает их более подходящими для более толстых материалов. Наконечник может быть заостренным или скругленным, в зависимости от того, что и как вы свариваете. Их можно использовать для сварки на переменном или постоянном токе большинства металлов.
Коричневые электроды идеально подходят для сварки на переменном токе, когда вам нужен закругленный наконечник и требуется минимально возможное загрязнение. Однако эти электроды никогда не следует использовать для процессов сварки постоянным током, поэтому они в основном используются для сварки алюминия или магния.
Электрод Purple E3 компании Eastwood был специально легирован, чтобы его можно было использовать практически в любой области применения. Он горит холоднее и долговечнее красных электродов без радиоактивности. Он обеспечивает лучший запуск дуги при более низкой настройке мощности, чем большинство других электродов, и стабильную дугу для более точных сварных швов. Он может выдерживать более высокие токи, чем красные или оранжевые электроды, без ухудшения состояния наконечника или загрязнения сварного шва. Пурпурные электроды можно использовать для сварки всех сталей, титана, никеля, магния и алюминия во всех процессах постоянного и переменного тока.
Он может выдерживать более высокие токи, чем красные или оранжевые электроды, без ухудшения состояния наконечника или загрязнения сварного шва. Пурпурные электроды можно использовать для сварки всех сталей, титана, никеля, магния и алюминия во всех процессах постоянного и переменного тока.
Какой размер вольфрама для сварки TIG использовать
Вольфрам не только бывает разных цветов — электроды также доступны в нескольких диаметрах. Вообще говоря, чем больше ампер вы используете для сварки, тем больше у вас должен быть вольфрам. Вот обзор наиболее распространенных размеров и диапазона силы, в котором они работают лучше всего, который зависит от типа электрода:
| Диаметр электрода | Точки постоянного тока | Ампер переменного тока |
| 0,040 дюйма (1/0 мм) | 15-80 | 10-80 |
| 1/16 дюйма (1,6 мм) | 70-150 | 50-150 |
| 3/32 дюйма (2,4 мм) | 150-250 | 100-235 |
| 1/8” (3,2 мм) | 250-400 | 150-325 |
| 5/32 дюйма (4,0 мм) | 400-500 | 200-400 |
| 3/16” (4,8 мм) | 500-750 | 250-500 |
Если вы ищете универсальный вольфрамовый электрод, мы рекомендуем электрод диаметром 3/32 дюйма. Это самый универсальный вариант для различных сил тока и толщины металла, используемый для производства автомобилей, особенно для начинающих. По мере накопления опыта вы можете переходить на другие размеры электродов.
Это самый универсальный вариант для различных сил тока и толщины металла, используемый для производства автомобилей, особенно для начинающих. По мере накопления опыта вы можете переходить на другие размеры электродов.
Ознакомьтесь с блогом Eastwood и How-To Center , чтобы получить дополнительные советы и рекомендации, которые помогут вам во всех ваших автомобильных проектах. Если у вас есть рекомендации для будущих статей или есть проект, который вы хотите объяснить, не стесняйтесь оставлять комментарии.
Какой из них подходит именно вам?
Типы вольфрамовых сварочных электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от других металлов. Кроме того, у него есть еще одна замечательная способность: не быть мягкой, когда жарко. Добавление легирующих компонентов (например, тория, циркония и др.) расширяет возможности использования этих продуктов.
При сварке TIG (GTAW) выбор подходящего неплавящегося материала электрода ограничен необходимостью соблюдения некоторых жестких условий сварки.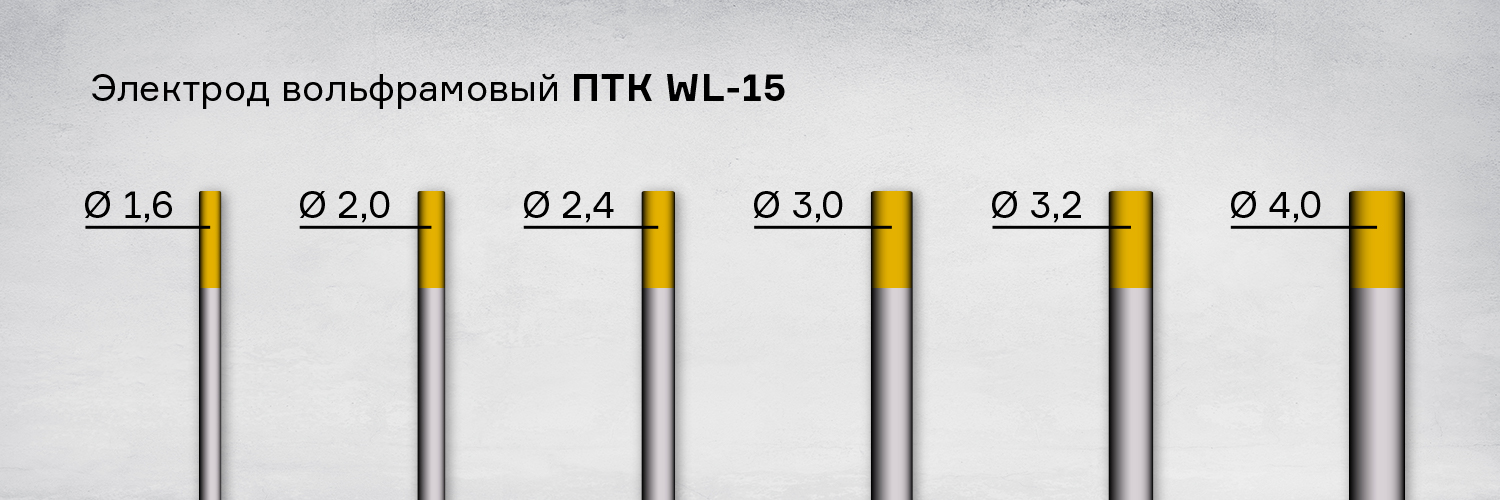 Выбранный материал электрода должен удовлетворять следующим требованиям:
Выбранный материал электрода должен удовлетворять следующим требованиям:
- high electrical conductivity
- high thermal conductivity
- high melting point
- good emissivity
- good термоусталостные свойства
- ограниченная эрозия
Материалы, обладающие некоторыми из этих свойств: углерод, тантал и вольфрам, но вольфрам, имеющий температуру плавления 3410°C, обеспечивает наиболее удовлетворительный компромисс между стоимостью и производительностью. Углерод имеет плохую механическую прочность и низкую эрозионную стойкость, а тантал слишком дорог.
GET THE BEST PRICE FOR 2% THORIATED TUNGSTEN ROD
| Image | Product | Details | Price |
|---|---|---|---|
2% Thoriated Tungsten Electrodes for Сварка TIG 7 дюймов, 10 шт. в упаковке в упаковке | Размер: 0,04 дюйма, 1/8 дюйма, 1/16 дюйма, 3/16 дюйма, 3/32 дюйма, 5/32 дюйма Цветовой код: КРАСНЫЙ Высшее качество стержни | Проверить цену | |
| Вольфрамовые электроды, содержащие 2 % лантана, сварка TIG, 7 дюймов, 10 шт. в упаковке | Размер: 0,04 дюйма, 1/8 дюйма, 1/16 дюйма, 3/16 дюйма, 3/32 дюйма, 5/ 32” Color code: BLUE Top Quality rods | Check Price | |
| bestarc TIG Welding Tungsten Electrode 2% Ceriated 7″ | Size: 0.04”, 1/8”, 1 /16”, 3/16”, 3/32”, 5/32” Цветовой код: Серый Стержни высшего качества | Узнать цену | |
| Вольфрамовый электрод для сварки TIG Чистый вольфрам 7″ (зеленый, EWP) 10 шт. 16 дюймов, 3/32 дюйма, 5/32 дюйма Цветовой код: зеленый | Проверить цену |
Чистый вольфрам (W) обладает ценными свойствами (например, высокой температурой плавления, высокой плотностью и легкостью легирования). с другими элементами), что делает его наиболее важным элементом электродов для сварки TIG и плазмы.
с другими элементами), что делает его наиболее важным элементом электродов для сварки TIG и плазмы.
Кроме того, при добавлении других легирующих элементов, таких как церий (Ce), торий (Th) и многих других, эти свойства улучшаются до более высокого уровня. Для сварки TIG (GTAW) углеродистой стали, алюминия, нержавеющей стали и других реактивных металлов вольфрамовые электроды классифицируются в AWS A5.12-Спецификации для вольфрамовых и оксидно-дисперсных вольфрамовых электродов для дуговой сварки и резки.
Электроды вольфрамовые делятся на две группы: для работы на постоянном и переменном токе. Они также классифицируются и маркируются в соответствии с международным стандартом EN 26848.
AWS A 5.12 Tungsten electrode classification systemFollowing are the main type of tungsten rods used in TIG Welding as per the AWS A 5.12 Specification:
- Pure tungsten, (designation as EWP)
- 1% thorium tungsten, ( designation as EWTh-1)
- 2% thorium tungsten, ( designation as EWTh-2)
- 1/4% to 1/2% zirconium tungsten, ( designation as EWZr)
- 2% Cerium tungsten, ( designation as EWCE-2)
- 1% ЛАНТАНЕВ В вольваре, ( .
 0015 designation as EWG)
0015 designation as EWG)
Types, Color Coding, ISO 6848 & AWSA5.12 Designations of Tungsten electrodes for TIG Welding
Tungsten Electrodes for TIG/ Plasma Welding are classified and designated according to стандарт AWS A5.12 и ISO 6848. Краткое описание обозначения вольфрамового электрода, типа оксида и цвета наконечника приведено на рисунке ниже для справки. Типы
, цветовая маркировка, ISO 6848 и AWSA5.12 Обозначения вольфрамовых электродов для сварки TIGТорированный вольфрам, EWTh-1 и EWTh-2
Оксид тория (ThO 2 ) добавляют к торированным вольфрамовым электродам. В электроды добавлено от 1,7 до 2,2% ThO 2 для улучшения пропускной способности по току и эмиссии электронов (это помогает проводить на 20% больше сварочного тока). Добавление оксида тория (ThO2) также увеличивает срок службы вольфрамового электрода (он может выдерживать высокие температуры и ток) во время сварки по сравнению с электродом из чистого вольфрама. Оксид тория (ThO2) очень хорошо работает с прямой полярностью (DCEN) и используется для сварки углеродистой стали, нержавеющей стали, алюминия, медных сплавов и других материалов.
Оксид тория (ThO2) очень хорошо работает с прямой полярностью (DCEN) и используется для сварки углеродистой стали, нержавеющей стали, алюминия, медных сплавов и других материалов.
Купить Вольфрамовые электроды для сварки TIG с 2% торированием
Торированные вольфрамовые электроды не подходят для полярности переменного тока (AC). Причина в том, что в случае переменного тока вольфрамовый стержень должен иметь закругленный конец, а в случае с торированием его трудно обслуживать.
Чистый вольфрам, сварочный электрод EWP
Чистый вольфрамовый электрод для сварки TIG имеет очень низкую теплостойкость и свойства эмиссии электронов по сравнению со всеми другими типами вольфрамовых электродов. Это ограничивает использование электродов из чистого вольфрама только для сварки алюминиевых и магниевых сплавов, где целесообразно удалить твердый оксидный слой путем очистки. Срок службы электродов из чистого вольфрама короткий.
Купить онлайн Вольфрамовый электрод для сварки TIG Чистый вольфрам по лучшей цене
Вольфрам лантана, EWLa-1.
 5 и 2
5 и 2Оксид лантана (La 2 O 3 -2 добавляется до концентрации около % около -2) вольфрамовые электроды. Оксид вольфрама лантана не радиоактивен и, следовательно, безопасен в использовании в соответствии с требованиями безопасности. Их токопроводящие свойства аналогичны ториевым вольфрамовым электродам, за исключением того, что они имеют немного более высокое напряжение дуги, чем ториевые и цериевые вольфрамовые. 9
Вольфрамовый церий, EWCe-2
Добавление оксида церия (CeO2) на 2 % к вольфраму увеличивает токопроводящую способность аналогично торированному электроду. . Вольфрамовые электроды с церием разработаны вместо ториевых электродов в качестве безопасной альтернативы. Они обеспечивают лучшую стабильность дуги и хорошее зажигание дуги. Срок службы цериевых электродов также больше, чем у торированных вольфрамовых электродов. Эти вольфрамовые электроды можно использовать для полярности DCEP, DCEN и переменного тока.
Циркониевый вольфрам, EWZr-8
Оксид циркония (ZrO 2 ) добавляется к вольфраму для изготовления циркониевого вольфрамового электрода. Оксид циркония (ZrO2) помогает вольфраму свободно испускать электроны. Оксид циркония (ZrO 2 ) оказывает такое же действие, как и торий, но в меньшей степени. Поскольку циркониевый вольфрам легче плавится, чем ториевый вольфрам, электроды ZrO2 можно использовать как с переменным, так и с постоянным током. Из-за сложности получения желаемого закругленного конца на ториевом и циркониевом вольфраме цирконированный электрод используется для сварки на переменном токе алюминиевых и магниевых сплавов.
Оксид циркония (ZrO2) помогает вольфраму свободно испускать электроны. Оксид циркония (ZrO 2 ) оказывает такое же действие, как и торий, но в меньшей степени. Поскольку циркониевый вольфрам легче плавится, чем ториевый вольфрам, электроды ZrO2 можно использовать как с переменным, так и с постоянным током. Из-за сложности получения желаемого закругленного конца на ториевом и циркониевом вольфраме цирконированный электрод используется для сварки на переменном токе алюминиевых и магниевых сплавов.
Купить Вольфрамовые электроды для сварки вольфрамовым электродом в инертном газе 0,8%, цирконирование онлайн по лучшей цене
Сплав не указан, EWG
Классификация EWG для вольфрамовых электродов означает, что производитель может изготовить свой собственный электрод с измененным процентным содержанием легирующих элементов. Вы можете считать их похожими на сварочную проволоку ER70S-G, где производители проволоки могут выбирать химический состав проволоки.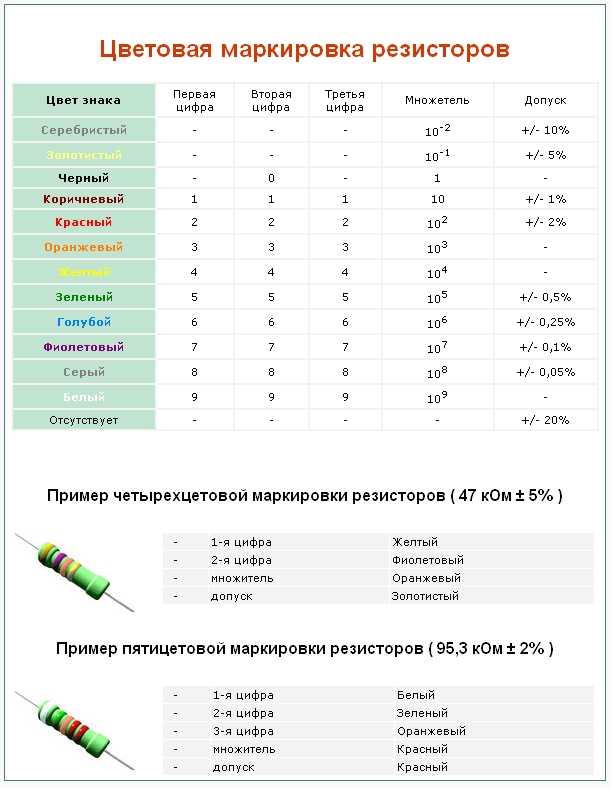 Электроды, обозначенные EWG, редко используются при сварке TIG.
Электроды, обозначенные EWG, редко используются при сварке TIG.
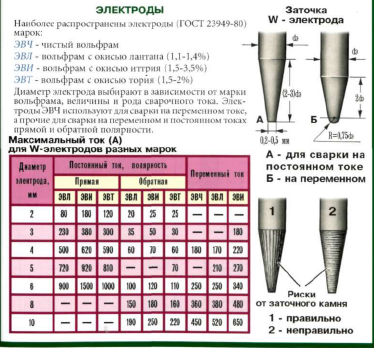
Диапазон тока для различных типов вольфрамовых электродов
Токонесущая способность вольфрамового электрода зависит от:
- Типов вольфрамовых электродов.
- Тип защитного газа.
- Тип полярности сварки.
- Тип оборудования.
На приведенном ниже рисунке показаны различные типы вольфрамовых электродов и их допустимая нагрузка по току.
Характеристики вольфрамовых электродов и цветовая кодировка вольфрамовых электродов
Цветовые коды вольфрамовых электродов показаны на рисунке ниже.
Здесь зеленый цвет для сварки TIG с чистым вольфрамовым электродом, серый для вольфрамового стержня с 2% церия для сварки TIG, красный для сварки TIG с вольфрамовым электродом с 2% тория, золотой и синий для сварки TIG с вольфрамовым электродом с лантанатом, а белый для вольфрамового электрода с цирконием Сварка TIG, как показано ниже.
Применение вольфрамовых сварочных электродов
Знание областей применения определенных типов вольфрамовых электродов, а также их характеристик поможет вам сделать правильный выбор в отношении качественной сварки TIG.
Каждый вид вольфрамовых сварочных электродов создается с определенной целью, определяющей виды производственной сварки, в которых они используются:
- Электроды без легирования (зеленого цвета) применяются для сварки никеля, алюминия. Электроды
- EWCe-2 (цериированные) используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электроды с маркировкой EWLa-2 (лантанированные) могут использоваться для напыления и плазменной сварки обычных и нержавеющих сталей в среде аргона с использованием переменного или постоянного тока прямой полярности.
- Электроды EWZr-8 (цирконированные) могут сваривать никель, алюминий, магний и их сплавы в аргоне.
- Электроды EWTh-2 (торированные) с красным наконечником необходимы для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и длительным сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Преимущества вольфрамовых сварочных электродов
Неплавящийся вольфрамовый электрод имеет следующие преимущества:
- стабильная сварочная дуга;
- наличие в широком ассортименте с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Похожие сообщения:
- Что такое технология Scratch-Start, Lift Arc и HF Ignition при сварке TIG?
- Как правильно заточить вольфрамовый электрод для сварки TIG
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Типы сварочной проволоки MIG-TIG
Страница не найдена : Arc-Zone.com, Магазин сварочных принадлежностей
Выберите условия поискаКлючевое слово
Поиск в описаниях продуктов
Ограничение по категории: Все категорииБестселлеры и специальные предложенияОдежда, каски и средства индивидуальной защиты Сварочные каски, защитные очки и щитки Средства защиты органов слуха Мужские, женские и детские сварочные куртки Сварочное снаряжение BSX™ Xtreme — рукава, куртки и многое другое! Сварочное снаряжение Miller® ArcArmor™ — рукава, куртки и многое другое! WeldX™ Одежда для защиты от высокотемпературной сварки Кожаная одежда – накидки, нагрудники, фартуки и многое другое Женское и детское сварочное снаряжение Pro-Gear Packages™ – выберите лучшее для вас снаряжение! Мужские, женские и детские перчатки Сварочные и металлообрабатывающие перчатки Miller® Ревко сварочные перчатки для мужчин и женщин Сумки и стартовые пакеты для сварочного оборудования Шляпы, футболки и наклейки Arc-ZoneАвтоматика и позиционерыСоединители, кабели и адаптеры Разъемы TIG, фитинги для воды/газа Газовые клапаны Кислородно-топливные фитинги и шланги Машины и кабельные соединители Адаптеры баллонов и тройники Сварочный кабель, кусачки, обжимные инструменты и наконечники Шланг ReelCraft, шнур питания, решения для хранения и отвода кабеляРасходомеры газа, нагреватели, смесители TIG, Argon/ Расходомеры для гелия/мультигаза (CGA 580) Расходомеры для MIG, аргона/CO2 (CGA 320) Двойные газовые расходомеры, комплекты для продувки и смешивания Регулятор СО2 с подогревом/расходомеры Окси-ацетиленовые регуляторы и шланги Пропорциональные газовые смесители и регуляторы смешиванияЗемля и работа Зажимы НОВИНКА – Наборы заземляющих штырей Shorty™ Ручные зажимы заземления – от 180 до 500 А Винтовые зажимы заземления – от 300 до 2000 А Магнитные заземлители – от 300 до 500 А Мощные вращающиеся заземлители – от 500 до 2000 А Пистолеты, питатели и запчасти MIG Оружие и детали MIG с воздушным охлаждением Tweco® в стиле MIG Guns & Dequars 180 AMP MIG Guns и запасные детали MIG PACKATERS Запасные детали Созвезд Запасные детали MIG Gun Packages Запасные детали наконечники наконечники газовые диффузоры и проводные трубки Кабельные сборы и разъемы проволоки сборочных контактов/вкладыш Кабелепроводы в сборе/вкладыши Разные запасные части Распылители MIG для тяжелых условий эксплуатации 450 AMP и запасные части Распылители MIG для тяжелых условий эксплуатации Пакеты запасные детали созлов наконечны газовые диффузоры и проводные трубки кабельные сборы и разъемы проволочные контакты/вкладыш Разное запасные детали Miller® MIG MIG MIG Guns & Parts MIG GUNS с водяным охлаждением и запасные запасные изделия Tweco® MIG и запасные детали с замены 600 AMP MIG GUNS и запасные детали MIG PACKATE Узлы кабельных каналов/вкладыши Разные запасные части Горелки MIG с воздушным охлаждением и детали Горелки MIG типа TWECO® и запасные части Par TS 400 AMP Машина MIG GUNS и запасные детали MIG PACKATERS Запасные детали Созвезд наконечны газовые диффузоры и проводные трубки Кабельные сборы и разъемы проволочные контакты/вкладыши сборочной вклад и проводные трубки кабельные сборы и разъемы проволоки сборочных контактов/вкладыш Горелки MIG и запчасти к ним Горелки MIG типа TWECO® и запасные части 600 AMP Machine GIN и запасные детали MIG PACKATERS Запасные детали Созвезд наконечники газовые диффузоры Кабельные сборы и разъемы проволоки сборочных контактов/вкладышей Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Комплекты приводных роликов и Запасные части Наборы приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV PRO IV Комплект приводных роликов Запасные части Запасные части узла приводного ролика PRO IV Расходомеры и нагреватели CO2 Детали и оборудование для сварки и пайки Ручки для кислородно-топливной горелки Flame Tech Принадлежности для резки Flame Tech Наконечники для резки Flame Tech Запчасти для кислородно-топливной пайки и легкого нагрева Flame Tech Наконечники и насадки для кислородной сварки Flame Tech Шланги, фитинги и адаптеры Flame Tech Регуляторы Flame Tech Tech Flash-Back Arrestors & Check Clape Flame Tech Sureath Duty Rutch Fortches и замены запасные детали режущие насадки резки и ручки Scorpion 6200 Harris® Совместимые с тяжелыми ручными фонариками Scorpion 6200 Тяжелые ручные горелки Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Советы по высокопроизводительной резке Scorpion 6300 Victor® Совместимые с тяжелыми трудными ручными фонарями Scorpion 6300 Тяжелая ручная резка Высокопроизводительные режущие насадки Flame Tech “Scrapper” Scorpion 9Сверхмощные ручные резаки 600 Скорпион 9600 Сверхмощные ручные резаки Наконечники Flame Tech “Scrapper” для высокопроизводительной резки Кислородные регуляторы и расходомеры Кислородно-топливные разрядники и фильтры Flame Tech Двойные кислородно-топливные шланги, фитинги и адаптеры Victor Оборудование для резки и сварки Наборы для кислородно-топливной резки Victor® Ручки для кислородно-топливных горелок Victor® Принадлежности для кислородно-топливной резки Victor® Ручки для кислородно-топливных горелок Victor® 75°, 90° и 180° Насадки Victor® Professional Наконечники и насадки для нагрева Victor® Professional Насадки и насадки для сварки Victor® Наконечники для газокислородной резки Victor® Professional Наконечники для резки ацетиленом Victor® Professional Наконечники для резки пропилена Victor® Professional Наконечники для пропана и природного газа Regtor® O x Fictor® Fictor® O ® Кислородно-топливные разрядники и обратные клапаны Little, Комплекты кислородно-топливных горелок, запасные части и аксессуары Аксессуары для кислородно-топливной резкиПлазменная дуговая резка Hypertherm® Style HPR 130XD / 160XD PAC 110 / Max 20 PAC 120 / MAX 40CS/42/43 PAC 121 / PAC 125 Запасные части Hypertherm® PAC 140 Резаки и запасные части Hypertherm® PAC 160 Резаки и запасные части Hypertherm® PAC 170 Резаки и запасные части Hypertherm® PAC 200 Резаки и запасные части Hypertherm® PAC 500 Резаки и запасные части Hypertherm® PAC 500 Резаки и запасные части 600 Резаки и запасные части Hypertherm® PAC 620 Резаки и запасные части Hypertherm® HT400 Резаки и запасные части Hypertherm® HT2000 Резаки и запасные части Thermal Dynamics® Style PCH 10 Резак для Drag-Gun®/Cougar® Dynapak® 110/PAK® 2XT PCH 25 Горелка для PakMaster® 25/EconoPak® 25 PCH 26 Горелка для EconoPak® 50 PCH/M 28 Горелка для r PakMaster® 50XL/50XL Plus PCH/M 30 Резак для PAK® 3 PCH/M 35 Резак для Stak Pak® 35/PakMaster® 50 PCH/M 4b/4bt Резак для PAK® 5/10/22 Машины PCH 50 Резак для PAK® 5 PCH 51 Резак для 3, 5 и 6XR/5XT/625XR/750XR/Dynak4xi/6xi PCH 52 Резак для моделей с 5 по 10XR, 625/750/1000 и 1250XR 3XR/5XR/5XT/6XR/625XR/750XR/Dynapak® 4xi/6xi PCH/M 60 Резак для PakMaster® 75XL Plus PCH/M-6b Резак для PAK® 44/45 PCH/M-70 Резак для STAK PAK® PCH /M-75 Резак для PakMaster® 75, 75XL, 100XL, Plus и EconoPak® PCH/M-100 Резак для PAK® 10XR PCH/M 140 Резак для STAK PAK® PCH/M 150 Резак для PAK® 15XC Maximizer 300 Резак для Merlin® 1000/3000/6000/6000GST/15XC ESAB® / L-Tec® Style Резаки ESAB® /L-Tec® PT-15/PT-15XL и запасные части ESAB® /L-Tec® PT-19XL Резаки и запасные части Резаки ESAB® /L-Tec® PT-19XLS и запасные части Резаки ESAB® /L-Tec® PT-20AM и запасные части Резаки ESAB® /L-Tec® PT-23 и запасные части Детали Резаки ESAB® /L-Tec® PT-27 и запасные части Резаки ESAB® /L-Tec® PT-31/PT-31XL/PT-31XL и запасные части Miller® Style Резаки Miller® ICE-25C и запасные части Детали Резаки Miller® ICE-50 и запасные части Резаки Miller® ICE-50C/ICE-50CM и запасные части Miller® ICE-70/70M – Резаки ICE-100/100M и запасные части Резаки Miller® APT-1000 и запасные части Запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000/APT-7000 и запасные части Резаки Miller® CP40R и запасные части Lincoln® Style Lincoln® PCT-40 Резаки и запасные части Lincoln® PCT -60 Резаки и запасные части Линкольн® MAGNUM PCT-125 Резаки и Запасные части Аксессуары для плазменной дугиПлазменно-дуговая сварка 2A Thermal Dynamics Горелки и детали Комплекты горелок Корпуса горелок, детали и аксессуары Наконечники силовых кабелей и шланги для защитного газа Резаки и детали Dynamics Комплекты резаков Запчасти и аксессуары для корпусов резаков Выводы кабеля питания и шланги для защитного газа PWM 300 Thermal Dynamics резаки и детали Комплекты резаков Корпуса резаков PWM 300, детали и аксессуары Кабели питания и шланги для защитного газа Комплекты принадлежностей Оборудование для продувки Кислородные мониторы и продувочные камеры для сварки высокой степени чистоты Трубные и трубные заглушки, мешки, перегородки, ленты и пробки из растворяющейся бумаги Защитные экраны и заглушки для сварки TIG и PAW высокой чистотыДистанционное управление силой токаМагазинные инструменты и места для их храненияУдивительные сварочные инструменты и аксессуары Трубные ножницы, монтажные зажимы и плоскогубцы Квадраты, уровень s, угловые искатели и панельные зажимы Решения для хранения сварочной проволоки и стержней Шлифовка, полировка, резка Машины и принадлежности Вырубка труб, гибка, формовка и формовка металлов Сварочные УФ-экраны и тепловые одеяла Сварочные тележки и шкафы Держатели электродов-стержней Горелки TIG и аксессуары Комплекты горелок TIG и горелки Корпуса с рукоятками Pro Accessory Kits™ – чашки Monster™, Stubby и LowRider™ Чашки, цанги, корпуса цанг, колпачки, изоляторы и рукоятки Соединители, комплекты для подключения и адаптеры Соединители, адаптеры и комплекты для сварки TIG с воздушным охлаждением Соединители TIG с воздушным охлаждением CK Соединители TIG с воздушным охлаждением Lenco Соединители TIG с воздушным охлаждением Weldcraft Комплекты удлинителей для сварки TIG с водяным охлаждением Разъемы для машин, заглушки и адаптеры Dinse Соединители “кабель-кабель” Датчики цилиндров и тройники Быстроразъемные муфты и адаптеры Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, питание, фитинги и инструменты для шлангов Силовые кабели, шланги и крышки кабелей Защитные экраны и заливные чашки для TIG и PAWTIG Сварочные присадочные стержниВольфрамовые шлифовальные электроды Вольфрамовые шлифовальные станки Вольфрамовые шлифовальные машины Запчасти и аксессуары Вольфрамовые шлифовальные кругиВольфрамовые электродыОхладители воды, Охлаждающая жидкость и запасные части Премиальный комплект для модернизации сварочного аппарата TIG с водяным охлаждением Охладители воды Dynaflux Охлаждающая жидкость для горелок TIG, MIG и PAW, а также охладители воды Насосы охлаждающей жидкости ProCon Запчасти для систем охлаждения Bernard/ITW Запасные части Dynaflux Запасные части Abicor Binzel Быстроразъемные муфты для шлангов и многое другое Сварочные столы JIG и крепежные инструментыСварочные аппараты и модернизация Сварочные аппараты Комплекты для модернизации аппаратов TIG Установки и детали для холодной подачи проволоки Комплекты для модернизации с водяным охлаждением Вилки, адаптеры и кабели-переходникиПродукция Close-Out
Включить подкатегории
Ограничение по производителю
Все производители3MABICOR BINZELУсилительные электродыAquasol CorporationArc-Zone ProArcTimeBest WeldsCK WorldwideCOB IndustriesDeWaltDiamond GroundDirect Wire & CableDynafluxEdge CupsFlame TechGenstar TechnologiesHuntingdon FusionInelcoInterconITW Системы охлажденияJackson SafetyLencoM.