Дефектоскоп сварных швов: Ультразвуковой дефектоскоп сварных швов для контроля сварных соединений
alexxlab | 04.06.2023 | 0 | Разное
Ультразвуковые дефектоскопы
Previous Next
- Просмотров: 9332
Ультразвуковой дефектоскоп УД4-86 портативный
Дефектоскоп ультразвуковой УД4-86 оптимизирован для работы одной рукой, предназначен для проведения ручного ультразвукового контроля на наличие дефектов типа нарушения сплошности и однородности материалов, готовых изделий, полуфабрикатов, сварных соединений.
Подробнее
Previous Next
- Просмотров: 11868
Ультразвуковой дефектоскоп УД4-76
Ультразвуковой дефектоскоп общего назначения УД4-76, с большим высококонтрастным TFT дисплеем, предназначен для контроля продукции на наличие (обнаружение) дефектов типа нарушения сплошности и однородности материалов, изделий и полуфабрикатов, сварных соединений, измерения отношения амплитуд сигналов от дефектов, глубины и координат их залегания.
Подробнее
- Просмотров: 3311
Универсальный ультразвуковой дефектоскоп УД4-76(TOFD версия)
Ультразвуковой дефектоскоп УД4-76 (версия TOFD), с большим высококонтрастным TFT дисплеем, предназначен для контроля продукции на наличие (обнаружение) дефектов типа нарушения сплошности. Также в дефектоскопе реализована функция TOFD, которая позволяет выполнять механизированный ультразвуковой контроль сварных соединений на наличие дефектов типа трещин, непроваров и т. д.
Подробнее
Previous Next
- Просмотров: 5630
Ультразвуковой многоканальный дефектоскоп УД4-94-ОКО-01
Универсальный многоканальный ультразвуковой дефектоскоп УД4-94-ОКО-01

Подробнее
Previous Next
- Просмотров: 12370
Ультразвуковой дефектоскоп УД3-71
Дефектоскоп УД3-71 – ультразвуковой дефектоскоп общего назначения применяется для ручного неразрушающего контроля продукции на наличие дефектов типа нарушения сплошности и однородности материала в сырье, готовых изделиях, полуфабрикатах, сварных, паяных, болтовых, клепаных и других соединениях.
Подробнее
- Просмотров: 5013
Беспроводная система контроля сварных швов ДВМ 2.
 2 М
2 МДифракционно-временной метод TOFD используется для широкого ряда решений в области неразрушающего контроля, его основное предназначение – быстрый и точный контроль сварных швов. Система ДВМ 2.2М представляет высокотехнологичное и доступное по цене решение для контроля дифракционно-временным методом TOFD.
Подробнее
- Просмотров: 1634
Беспроводная система контроля сварных швов ДВМ 3.0
Система предназначена для контроля сварных соединений труб, резервуаров, сосудов, цистерн, корпусов судов, мостов и т. д. С использованием Дифракционно-временного метода (TOFD).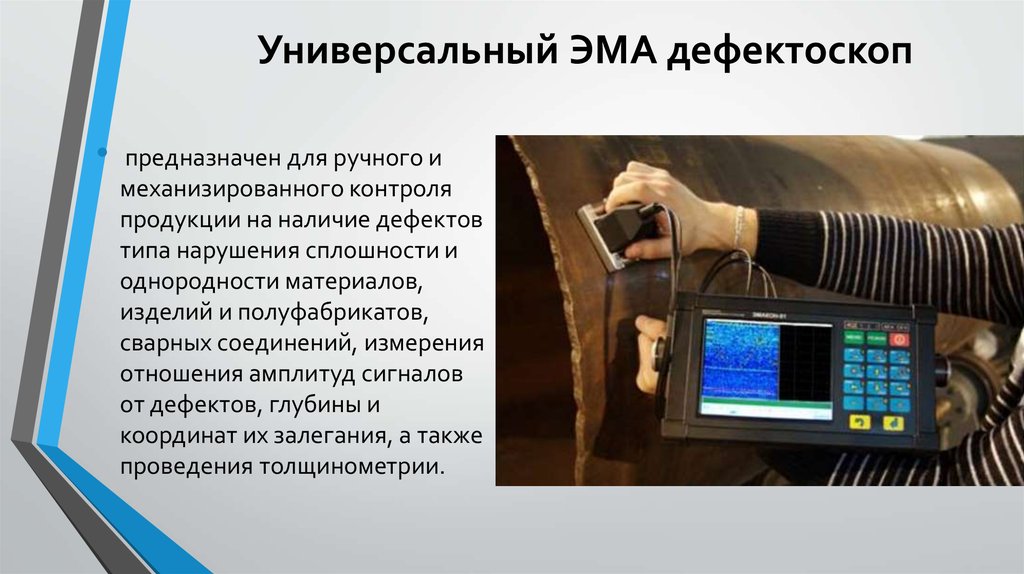 Метод позволяет выявлять такие дефекты как трещины, непровары, несплавление кромок,поры, различные включения и т.д
Метод позволяет выявлять такие дефекты как трещины, непровары, несплавление кромок,поры, различные включения и т.д
Подробнее
- Главная
- Продукция
- Ультразвуковой контроль
- Ультразвуковые дефектоскопы
Ультразвуковой дефектоскоп для контроля сварных соединений
Точность превыше всего |
26.08.2016
Неразрушающий контроль соединений – современный метод диагностики наличия и глубины дефектов в узлах и деталях. В отношении оценки последующей работоспособности сварных соединений особенно эффективной признана ультразвуковая дефектоскопия. Дело в том, что в подавляющем большинстве производственных ситуаций имеющиеся неоднородности сварного шва располагаются так, что хорошо отражают именно акустические волны сверхвысокой частоты. Этот метод проверки и заключает в себе ультразвуковой дефектоскоп.
В чём заключается эффективность неразрушающего контроля сварных соединений?
Идеально однородные среды в процессе взаимодействии с источником ультразвуковых колебаний не ослабляют амплитуду звуковых волн. Совсем иное происходит, если сканируются реальные объекты. При наличии в них участка с искажениями первоначальной структуры всегда наблюдается существенное искажение и уменьшение амплитуды звукового давления, которое количественно проявляется в виде ослабления или даже полного поглощения ультразвуковых волн.
Совсем иное происходит, если сканируются реальные объекты. При наличии в них участка с искажениями первоначальной структуры всегда наблюдается существенное искажение и уменьшение амплитуды звукового давления, которое количественно проявляется в виде ослабления или даже полного поглощения ультразвуковых волн.
Интенсивность таких искажений устанавливается законом ослабления
P=Р0 exp(-αd),
где: Р0 – исходное значение амплитуды звукового давления; Р – значение на выходе из диагностируемого сварного шва; d – толщина шва; α – коэффициент ослабления.
Поскольку параметр d чаще представляют как расстояние до источника ультразвукового излучения, то считается, что звуковая волна имеет вид полусферы, а потому ослабление будет равномерным по всем направлениям. В практике измерений оно обычно устанавливается в децибелах (дБ), поэтому может быть вычислено по формуле
α = 20/d∙lg(P0/Р)
Промышленный ультразвуковой дефектоскоп, применяемый для определения сплошности и качества сварных швов, оценивает интенсивность эхо-сигнала, которая пропорциональна амплитуде звукового давления:
p0/P = H0/H
где: Н0 и Н соответственно — амплитуды звукового сигнала на входе и выходе из прибора.
Для практически применяемого диапазона частот 1…15 МГц (что и случается для подавляющего большинства металлических изделий) интенсивность эхо-сигналов соотносится с относительным ослаблением ультразвукового сигнала следующими соотношениями:
| Н/Н0 | 1,26 | 1,78 | 2,82 | 5,01 | 10,0 | 21,62 |
| Мощность сигнала, дБ | 2 | 5 | 9 | 14 | 20 | 30 |
Из представленной таблицы следует, что применение оценочного критерия логарифмической интенсивности ультразвукового сигнала может эффективно фиксировать изменения в его амплитуде.
Причинами ослабления ультразвуковых волн происходит вследствие поглощения и рассеивания сигналов. Энергия поглощения превращает колебательную энергию в тепловую. Она пропорциональна частоте ультразвуковых колебаний, поэтому ультразвуковые дефектоскопы для контроля сварных соединений изготавливаются с максимально возможными генерируемыми частотами.
С повышением частоты облегчается фокусировка прибора, благодаря чему распознавание неоднородностей или дефектов улучшается. При этом должны соблюдаться следующие условия:
- Размер оцениваемой неоднородности должен быть больше половины длины волны.
- Направление сканирования должно быть перпендикулярным направлению хода звукового луча.
- Прибор не должен использовать так называемые критические частоты (для металлических конструкций это, например, частоты близкие к 6 МГц), при которых из-за явления дифракции ультразвуковых волн чувствительность метода резко снижается.
Энергия рассеивания более существенна для поликристаллических тел. Поэтому для крупнозернистых структур (например, чугуна) ультразвуковая дефектоскопия малочувствительна. Также неэффективно ультразвуковое сканирование при пониженных температурах окружающей среды.
Для получения ультразвуковых колебаний применяются два вида источников: магнитострикционные генераторы и пьезоэлектрические преобразователи. Каждое из устройств имеет свои рациональные области применения.
Каждое из устройств имеет свои рациональные области применения.
Конструкции ультразвуковых пьезоэлектрических дефектоскопов
Пьезоэффект заключается в том, что при силовом воздействии на определённые кристаллические вещества (изоляторы с полярно расположенными осями) в них возникают напряжения определённого знака, которые, в свою очередь, инициируют электрические поверхностные заряды. При этом величина напряжений прямо пропорциональна механической нагрузке, что очень важно именно в конструктивном смысле, поскольку упрощает конструкцию прибора. Таким образом цена ультразвукового дефектоскопа для контроля сварных соединений будет невысокой.
Пьезоэлектрический эффект обратим, а потому использующие его ультразвуковые дефектоскопы быстро переналаживаются, и не нуждаются в сложной регулировке. При этом при помощи прямого пьезоэффекта ультразвуковые волны обнаруживаются, а при помощи обратного – генерируются.
Принцип работы пьезогенератора дефектоскопа следующий. На конденсаторные пластины, которые наложены на кристалл, подаётся переменное электрическое напряжение. Это вызывает колебание кристалла с той же частотой. В качестве преобразователей используют такие материалы, как кварц, титанат бария, сульфат лития и др. При наличии внешнего давления атомы в структурной ячейке пьезоэлемента сдвигаются, что и является моментом начала разряда конденсаторных пластин. При изготовлении ультразвукового дефектоскопа для контроля сварных соединений, использующего подобный принцип, излучатель вырезается таким образом, чтобы плоскость колебания по отношению к толщине рассматриваемого сварного шва излучала продольные волны. Если требуется оценить неравномерность структуры соединения на значительной площади, то используют пластину, вырезанную в перпендикулярном направлении. Тогда с приложением напряжения она будет излучать поперечные волны, которые будут равномерно распространяться в толще исследуемого соединения.
Тогда с приложением напряжения она будет излучать поперечные волны, которые будут равномерно распространяться в толще исследуемого соединения.
Корпуса пьезоизлучателей изготавливают из керамики, что повышает уровень требований к условиям работы ультразвуковых дефектоскопов для контроля сварных соединений. В частности, им противопоказаны удары и сотрясения корпуса.
Магнитострикционные преобразователи ультразвуковых дефектоскопов
Магнитоскрикция заключается в деформации ферромагнитной детали, которая размещена в силовом магнитном поле. Длина этой детали изменяется в зависимости от вида силовых линий магнитного поля, её материала, температуры и степени намагниченности. В ультразвуковых дефектоскопах используются ферромагнетики, относительное изменение длины которых – не менее 10-5.
Работают такие преобразователи следующим образом. В приборе создаётся переменное электромагнитное поле, при этом ферромагнитный стержень начинает совершать колебания удвоенной амплитуды. Поскольку линейная деформация магнитостриктора не зависит от направления силовых линий магнитного поля, то подмагничивания такого элемента не требуется.
Поскольку линейная деформация магнитостриктора не зависит от направления силовых линий магнитного поля, то подмагничивания такого элемента не требуется.
Как и пьезоэффект, магнитострикция обратима. В качестве излучателей применяются химически чистый никель, а также его сплавы с медью или железом. Минимальная частота, при которой обнаружение дефектов сварных конструкций окажется эффективным, составляет 60 Гц, хотя в приборах обычно реализуются частоты от 300 Гц.
Магнитострикционные преобразователи конструктивно проще, однако уступают пьезогенераторам по параметрам минимальной площади диагностируемой зоны: она должна быть достаточно большой. Кроме того, такие ультразвуковые дефектоскопы теряют свою чувствительность при обследовании только что полученных сварных швов. Ещё одним ограничением магнитострикционных источников получения ультразвуковых волн считается их повышенная энергоёмкость. Зато они более компактны, а потому применимы в стеснённых для диагностики условиях.
Промышленные конструкции ультразвуковых дефектоскопов для контроля сварных соединений
Для измерения необходимы:
- Сам регистрирующий прибор.
- Искательная головка (передатчик).
- Контрольная головка (приёмник).
- Устройство отображения (монитор или цифровой дисплей).
Напряжение от источника переменного тока (аккумулятор или генератор — для стационарных дефектоскопов) подаётся на излучатель, а от него ультразвуковые волны передаются в исследуемый сварной шов. Интенсивность ослабления исходного сигнала определяет степень неоднородности шва. Возникающая амплитуда сигнала далее усиливается и регистрируется, при этом возможна как визуальная оценка качества, так и запись результатов на цифровой носитель информации.
Перед использованием ультразвуковой дефектоскоп для контроля сварных соединений подлежит юстировке. Как образец, используется сварной стык с идеальными параметрами качества, при этом отклонение шкалы/стрелки должно быть максимально возможным.
В качестве приёмника дефектоскопы некоторых фирм используют преобразователь изображения. При этом фиксируется фактическое значение плотности энергии звукового поля за швом. Этот способ получения конечной информации более нагляден, но требует определённого пространства за исследуемым соединением.
Излучение звуковой энергии в ультразвуковых дефектоскопах может быть выполнено двумя способами – резонансным или импульсным. В первом случае излучение ультразвука происходит непрерывно, а применяемые частоты находятся в диапазоне 1…12,5 кГц. При импульсном методе используется сигнал (эхо) звуковой волны, который отражается от дефектной зоны или задней поверхности сварного стыка. Подача звукового импульса происходит через 1…2 мкс, чем обеспечивается высокая точность сканирования объекта. Конечный импульс отражается на мониторе, и может регистрироваться цифровым устройством записи. Энергопотребление дефектоскопов такого типа значительно меньше.
Конечный импульс отражается на мониторе, и может регистрироваться цифровым устройством записи. Энергопотребление дефектоскопов такого типа значительно меньше.
Признанным мировым лидером в производстве переносных дефектоскопов для контроля сварных соединений, цена которых вполне соответствует их качеству, считаются аппараты от компании SONATEST (Франция). Данные приборы отличаются компактностью и точностью получаемых данных. Например, применяемые для тестирования качества сварки труб, листовых материалов и т.п. ультразвуковые дефектоскопы линейки Harfang Veo характеризуются следующими эксплуатационными достоинствами:
- большим диапазоном регулировки направления и силы излучения, а также скорости диагностики;
- точностью измерения;
- воспроизводимостью результатов, включая и 3D-моделирование структуры сварного шва;
- удобствами настройки;
- возможностью подключения для целей сканирования нескольких источников;
- ёмкими батареями, допускающими замену непосредственно в ходе измерений.

Лубрикатор для пневмоинструмента. Маленькая деталь правильной работы
Правило для штукатурки. Советы опытных отделочников
Дефектоскопы | Olympus IMS
Главная/ Продукция/ Дефектоскопы / Дефектоскопы с фазированной решеткой
Наш полный ассортимент портативных ультразвуковых дефектоскопов и дефектоскопов с фазированной решеткой обеспечивает исключительные возможности обнаружения подповерхностных дефектов. Используя ультразвуковые звуковые волны, эти усовершенствованные устройства можно использовать для обнаружения и измерения скрытых трещин, пустот, отслоений и подобных дефектов в широком диапазоне материалов. Компания Olympus предлагает различные устройства для расширенного контроля дефектоскопом: дефектоскоп EPOCH™ 650 разработан для обеспечения превосходной производительности контроля и удобства использования, а легкий дефектоскоп EPOCH 6LT оптимизирован для работы одной рукой в условиях канатного доступа и в приложениях с высокой портативностью. Поговорите с экспертами |

Вихретоковые и ультразвуковые дефектоскопы
Наш ассортимент ультразвуковых (УЗ) дефектоскопов предлагает передовые функции и возможности для обнаружения несплошностей и других дефектов.
Приборы Olympus с фазированной решеткой (ФАР) позволяют получать точные и подробные изображения поперечных сечений внутренних структур при высокой скорости контроля. Устройства с TFM/FMC доступны для расширенных приложений.
Усовершенствованные вихретоковые (ЭТ) дефектоскопы используются для контроля металлических деталей и выполнения высоконадежной дефектоскопии поверхностных и приповерхностных дефектов.
Вихретоковые матричные (ECA) приборы обеспечивают возможность электронного управления и считывания вихретоковых датчиков, расположенных рядом в одном блоке датчика.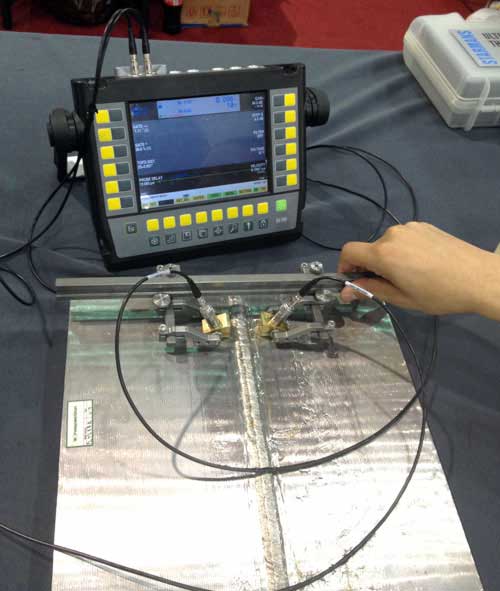
Наша полная линейка дефектоскопов для испытания соединений (BT) обеспечивает выдающиеся возможности для обнаружения несплошностей и других дефектов в композитных конструкциях. Мы предлагаем широкий спектр измерительных функций и специальных опций для дефектоскопии.
Датчики и преобразователи помогут вам выполнить строгие требования к контролю благодаря высококачественным датчикам и преобразователям с различными частотами, конфигурациями, типами разъемов и типами кабелей.
Часто задаваемые вопросы
Что такое ультразвуковой неразрушающий контроль?
Ультразвуковой неразрушающий контроль (НК) — это метод, используемый для определения толщины или внутренней структуры различных материалов. Он позволяет выявлять дефекты материала, такие как подповерхностные дефекты. Ультразвуковой контроль работает, посылая высокочастотные звуковые волны через материал и анализируя возвращающееся эхо. Анализируя эти отражения, вы можете проверить толщину материала или определить, есть ли какие-либо внутренние повреждения, такие как трещины или дефекты.
Видеоматериалы о дефектоскопах
Обзор основных операций EPOCH 6LTВ этом видеоролике представлен основной обзор функций EPOCH 6LT. Он проведет вас через все возможности дефектоскопа и как их использовать. | |
Контроль рельсов: использование ультразвуковых технологий неразрушающего контроляВ этом видеоролике объясняется, как использовать ультразвуковой дефектоскоп EPOCH 650 для обнаружения несплошностей и других дефектов в рельсах. | |
Литые детали в литейной промышленностиУзнайте, как использовать ультразвуковой дефектоскоп EPOCH 650 для определения пористости и пустот в литых деталях, а также для проверки графитовых сфер в чугуне. |
К сожалению, эта страница недоступна в вашей стране
Дайте нам знать, что вы ищете, заполнив форму ниже.
Phased Array, Olympus Phased Array Instruments
Главная/ Продукция/ Дефектоскопы / Дефектоскопы с фазированной решеткой/ Фазированная решетка
Приборы с фазированной решеткой обеспечивают точные измерения с наиболее надежными результатами. Наш ассортимент устройств с фазированной решеткой позволяет получать точные и подробные изображения поперечных сечений внутренних структур с высокой скоростью контроля. Здесь вы можете найти оборудование и инструменты с фазированной решеткой, включая дефектоскопы, масштабируемые блоки сбора данных и программное обеспечение для проверки с фазированной решеткой, которое можно использовать вместе с вашим устройством с фазированной решеткой. Эти мощные инструменты позволяют с уверенностью выполнять даже самые сложные проверки, предлагая точный сбор данных, визуализацию и анализ ультразвуковых сигналов. Наше оборудование для фазированных решеток и программные решения для фазированных решеток полностью интегрированы, обеспечивают быструю калибровку и оптимизированные пользовательские интерфейсы, поэтому вы можете завершить настройку и проверку за минимальное время. Поговорите с экспертами |

Устройства с фазированной решеткой
Каждый дефектоскоп серии OmniScan™ X3 представляет собой полный набор инструментов с фазированной решеткой. Инновационный TFM и расширенные возможности PA помогают уверенно выявлять дефекты, а мощные программные инструменты и простые рабочие процессы повышают производительность.
Посмотреть продукт
Масштабируемое устройство сбора данных FOCUS PX и программное обеспечение FocusPC включают в себя новейшие технологии фазированной решетки (ФАР) и традиционные технологии УЗ для легкой интеграции в автоматизированные и полуавтоматические системы. Это решение для проверки позволяет создавать и сохранять необработанные данные C-скана и A-скана для приложений, в которых вердикт основан на анализе данных после проверки. Это включает в себя приложения в таких отраслях, как аэрокосмическая промышленность (композитный ламинат), производство электроэнергии (лопасти ветра), транспорт (железнодорожные колеса), металлургия (кованые детали) и многое другое.
Просмотреть продукт
Легкий дефектоскоп OmniScan SX с одной группой оснащен удобным для чтения 8,4-дюймовым (21,3 см) сенсорным экраном и обеспечивает экономичное решение. OmniScan SX выпускается в двух моделях: SX PA и SX UT. SX PA представляет собой устройство 16:64PR, которое, как и SX UT, предназначенное только для УЗК, оснащено обычным УЗ-каналом для контроля P/E, PC или TOFD.
Посмотреть продукт
OmniScan MX2 оснащен новым модулем фазированной решетки (PA2) с УЗ-каналом и двухканальным обычным ультразвуковым модулем (UT2), который можно использовать для TOFD (времяпролетной дифракции), а также а также новые программы, расширяющие возможности успешной платформы OmniScan MX2.
Посмотреть продукт
Часто задаваемые вопросы о машинах с фазированной решеткой
Для чего используются фазированные решетки?
Системы с фазированной решеткой можно использовать практически в любых испытаниях, где традиционно использовались обычные ультразвуковые дефектоскопы. Они используются в различных отраслях, включая аэрокосмическую, энергетическую, нефтехимическую, поставку металлических заготовок и трубных изделий, строительство и обслуживание трубопроводов, конструкционные металлы и общее производство. Фазированные решетки часто используются при контроле сварных швов, обнаружении трещин и картировании коррозии.
Они используются в различных отраслях, включая аэрокосмическую, энергетическую, нефтехимическую, поставку металлических заготовок и трубных изделий, строительство и обслуживание трубопроводов, конструкционные металлы и общее производство. Фазированные решетки часто используются при контроле сварных швов, обнаружении трещин и картировании коррозии.
Каковы преимущества систем с фазированной решеткой?
По сравнению с традиционными системами ультразвукового контроля, в которых используются одно- или двухэлементные преобразователи, в системах контроля с фазированной решеткой используется несколько элементов. Многоэлементная конфигурация позволяет пользователю направлять, фокусировать и сканировать луч с помощью одного датчика. Это делает картирование компонентов со странными углами и сложной геометрией намного проще и точнее, чем с помощью традиционного ультразвукового оборудования.
Ресурсы по приборам с фазированной решеткой
Основные принципы FMC/TFM Узнайте больше о FMC/TFM в этом видеоролике об основных принципах и о том, чем они отличаются от обычных фазированных решеток. |
