Дефекты сварных швов фото: Дефекты сварных соединений и швов: трещины, подрез, поры, включения, брызги
alexxlab | 25.06.2018 | 0 | Разное
ультразвуковая дефектоскопия и контроль соединений  Внешние дефекты сварных швов.
Внешние дефекты сварных швов.  Причины дефектов сварных швов.
Причины дефектов сварных швов. Наименования дефектов сварного шва.
Наименования дефектов сварного шва.  Разновидности сварных соединений.
Разновидности сварных соединений. Дефекты контактной сварки сквозного типа – это: Наплывы на внутренней и внешней стороне сварного шва.
Наплывы на внутренней и внешней стороне сварного шва. Виды дефектов сварных соединений.
Виды дефектов сварных соединений.
На чтение 10 мин. Просмотров 22.4k. Опубликовано
Дефекты негативно влияют на качество и долговечность изготовленной металлоконструкции, провоцируя ее деформацию и разрушение со временем.
Поэтому сварку нужно выполнять таким образом, чтобы созданные соединения получались максимально качественными и аккуратными, лишенными недостатков.
Если же справиться с этой задачей мастерски не вышло, стоит поинтересоваться, существуют ли надежные способы устранения дефектов при сварке и изучить их.
Что такое дефекты сварочных соединений?
Дефекты сварных швов ‒ это изъяны на поверхности или внутри созданного путем применения сварочного оборудования шва.
Они могут иметь разную степень выраженности, форму, размер и приводят к снижению полезного срока , могут влиять на ее эксплуатационные параметры, поэтому крайне нежелательны в работе.
Внешние дефекты сварных швов.Появление сварочных изъянов можно объяснить разными причинами:
- Созданные соединения могут иметь низкое качество, если мастер не обладает большим опытом выполнения сварочных операций: нарушает технологию электродуговой, аргоновой, лучевой сварки, пренебрегает подготовительным процессом, термообработкой узлов, путает схему сборки деталей, выбирает неверный режим функционирования сварочного аппарата при лазерной сварке и т. п.
- Также неважные показатели швов могут являться следствием применения кустарно изготовленного или неисправного оборудования при ручной электродуговой сварке, низкокачественного металла, дешевых расходных материалов.
Все шовные дефекты называются по-разному и условно делятся на несколько групп, каждая из которых отличается определенным видом и особенностями:
- наружные;
- внутренние;
- сквозные.
Особенности недостатка определят наиболее подходящий способ его исправления. Для предупреждения подобных проблем в дальнейшем сварщику важно провести работу над ошибками и уяснить, что в его работе повлекло столь печальные результаты.
[box type=”info”]Важно! Не каждый проблемный участок шва считается недопустимым недостатком. Исходя из перечня требований, предъявляемых к сварным соединениям и металлоконструкции в целом, существуют допустимые дефекты.[/box]Это такие изъяны, которые не способны влиять на качество сварочного соединения. Но их количество в любом варианте должно быть минимальным, чтобы срок службы изделия был максимальным.
https://youtu.be/g8DD8I_lemQ
Видовое разнообразие дефектов
Неопытный сварщик в процессе создания сварных стыков полуавтоматом может столкнуться с разными видами дефектов сварки. Они отличаются внешними характеристиками и появляются вследствие нарушения технологии сварки: , электродуговая ручная сварка, автомат и т.п.
Причины дефектов сварных швов.Такие проблемы важно хорошенько изучить, что позволит не допускать порчу свариваемых деталей при ручной дуговой сварке и реализации иных технологий создания соединений металлоконструкций в дальнейшем.
- наружные: трещины, подрезы, наплывы, кратеры, окалины, сварные раковины;
- внутренние: пористая структура, недостаточная провариваемость, посторонние включения;
- сквозные: трещины, прожоги.
Наружные недостатки имеют такое название, так как находятся на лицевой стороне соединения и видимы глазу. Для их обнаружения достаточно провести визуальный осмотр детали. Внутренние дефекты располагаются внутри сварочного соединения, поэтому сразу не заметны.
Определить наличие данной проблемы можно с помощью дефектоскопии сварных швов, включая ультразвуковую, механическую и рентген обработку. Наиболее катастрофичны сквозные изъяны, поскольку их устранение не всегда осуществляется на 100%.
Наружные дефекты
При нарушении технологии сварки и применении расходного материала неважного качества можно получить следующие дефекты сварки: наплывы, подрезы, незаваренные кратеры, поверхностные поры, прожоги, трещины и т.п.
Наплывы являются результатом стекания расплавленного металла сварной проволоки на нерасплавленный основной металл конструкции или предварительно осуществленный валик.
Такие недостатки могут иметь местный характер и проявляться отдельными зонами, а могут приобретать вытянутую форму и занимать приличную площадь на металлоизделии.
Основная причина появления наплывов заключаются в следующем:
- сварщик неверно выставил силу тока при длинной дуге и ошибся с подбором скорости работы оборудования;
- был выбран чрезмерно большой наклон плоскости, на которую накладывался сварной шов;
- электрод неправильно вели, или он изменил свое первоначальное положении при выполнении кольцевых швов под флюсом;
- сварщик имел недостаточный опыт или работал в неудобном пространственном положении: вертикальном или горизонтальном.
Подрезы являются углублениями на поверхности основного , идущими по краям сварного шва. Глубина подреза может колебаться в пределах 0,1-1 мм.
Причинами, по которым образуются такие дефекты сварных соединений, являются:
- ток чрезмерно высокой силы;
- напряжение дуги свыше нормы;
- неудобная поза сварщика в пространственном плане;
- небрежно выполненная сварка.
Наличие такой погрешностей опасно, поскольку подрезы способны уменьшить рабочую толщину металла в местах соединения металлических деталей, спровоцировать появление местной концентрации напряжений от рабочих нагрузок и стать причиной деформации сварных швов со временем.
Наименования дефектов сварного шва.Также отметим, что подрезы стыковых и угловых швов, располагающиеся поперек действующих на них сил, могут вызвать резкое снижение вибрационной прочности соединений.
Кратер ‒ вмятина, появляющаяся в случае резкого обрыва дуги в конце сварки. Очень часто такая проблема возникает при создании коротких швов.
Размер кратера определяется величиной сварного тока:
- при ручном методе сварки его диаметр составляет 3-20 мм;
- при автоматической сварке кратер приобретает форму удлиненной канавки.
Прожоги представляют собой проплавление основного или наплавленного металла, на котором иногда образуются сквозные отверстия.
Причиной возникновения данных дефектов являются:
- недостаточное притупление кромок, большой зазор между ними;
- завышенный сварочный ток или мощность горелки на фоне невысоких скоростей сварки;
- недостаточного поджатия флюсовой подушки, медной подкладки при автоматической сварке;
- при чрезмерно длительной сварке, недостаточном усилии сжатия, при наличии загрязнений на поверхностях сварных деталей, проволоки при точечной и шовной контактной сварке.
Особенно часто можно наблюдать прожоги при сварке тонкого металла, при организации первого прохода многослойного сварного шва. Такие дефекты можно устранить, но даже после этого соединение не приобретает удовлетворительные характеристики и эстетический вид.
Поэтому стоит изначально прилагать все усилия, чтобы не допустить появления подобных дефектов на поверхности сварного шва.
На заметку! Отдельно стоит отметить такой дефект, как трещина сварного соединения. Ответим, что называют трещиной: нарушение плоскости металла, спровоцированное охлаждением, воздействием нагрузок. Она может относиться и к наружным, и к внутренним дефектам сварки.
Обнаружить наружные дефекты на сварных швах можно с помощью визуально-измерительного контроля, капиллярной дефектоскопии, а также иными способами неразрушающего контроля: рентген, ультразвук.
Внутренние дефекты
Разновидности сварных соединений.К внутренним дефектам сварки причисляют:
- Холодные трещины.
Появляются исключительно после остывания и затвердевания сварного соединения вследствие его несоответствия действующим нагрузкам. - Горячие трещины.
Проявляются в момент нахождения металла сварного соединения в состоянии между температурой плавления и отвердевания ввиду применения низкокачественной присадки, неверной технологии заварки кратера, из-за резкой остановки сварочного процесса, вследствие прожогов при сварке. Такие дефекты могут иметь несколько типов расположения: вдоль и поперек соединения металлических деталей. - Поры.
Могут возникнуть при любой технологии сварки из-за наличия загрязнений на поверхности соединяемых деталей, неважной защиты сварной ванны потоком газа, маслом, краской, сварки несовместимых сплавов, ржавчины и окисления металла. Поры различаются по размерам и, зачастую, имеют хаотичное распределение по сварному шву: располагаются как внутри соединения, так и на его поверхности.
Устранение выявленных дефектов сварочных швов, незаметных глазу, необходимо осуществлять после определения основных причин, спровоцировавших появление дефекта, вне зависимости от того факта, осуществлялась технология или применялся иной вид выполнения сварочных операций.
Это позволит подобрать наиболее эффективный метод борьбы с проблемой и не допустить таких ошибок в будущем.
Сквозные
Сквозные дефекты представляют собой отверстия в металлической детали, которое образуется вследствие неправильной сварки. Мастер выбирает неверный режим работы сварочного аппарата и прожигает металл насквозь.
[box type=”warning”]Также такие проблемы возникают при резкой остановке сварки, выполнении операций на сквозняках, работе с тонким металлом.[/box]- подрез при выполнении сварки;
- трещина;
- прожог.
Как обнаружить сварные дефекты?
Обнаружить дефект сварного соединения можно следующими способами:
- визуальный осмотр осуществляется при помощи увеличительного прибора и позволяет обнаружить даже крохотные дефекты точечной сварки;
- дефектоскопия сварных швов – метод диагностирования качества сварного шва, основанный на склонности специального материала менять свой цвет в момент, когда он соприкасается с текучим материалом, к примеру, с керосином;
- метод – выполнение измерений искажения магнитных волн;
- УЗК – проверка ультразвуком предполагает использование специальных ультразвуковых дефектоскопов, способных измерить степень отражения звуковых волн;
- радиационный метод осуществляется путем просвечивания сварного шва рентгеном, получением снимка, описывающего все детали проблемного участка.
Наплывы на внутренней и внешней стороне сварного шва.Цветная дефектоскопия и ультразвуковой контроль сварных соединений считаются наиболее эффективными методами выявления дефектных сварных соединений, но осуществить их в бытовых условиях практически невозможно.
Устранение недостатков сварных швов
Практически все дефекты сварных соединений, за исключением наиболее незначительных по размеру, требуют устранения.
Если этого не сделать, эксплуатационные параметры швов и самой металлоконструкции значительным образом ухудшатся: наличие дефектов сварки может привести к деформации металла, его скорого разрушения при механическом давлении.
Разновидности недостатков определят методы борьбы с ними.
Виды дефектов сварных соединений.Поэтому охарактеризуем самые распространенные дефекты сварки и способы их устранения:
- Отклонения параметров швов от норм по ширине, высоте, катету, перетяжки соединений.
Выявляются путем осуществления внешнего осмотра швов, анализ их размеров при помощи шаблонов. Устранить дефект можно путем срубания излишков металла, зачистки швов, подварки узких мест соединения. - Подрезы представляют собой углубление по линии сплавления рабочего и основного металла.
Найти проблему поможет внешний осмотр швов, а устранить ее получится, если выполнить качественную зачистку места подреза и подварку самого шва. - Пора сварного шва представляет собой полость округлой формы с газом.
Иногда несколько пор соединяются в цепочку. Способ выявления и методы устранения дефектов такого рода: визуальный осмотр, осмотр излома шва. - Свищи в форме воронкообразного углубления выявляются при внешнем осмотре, удаляются рубкой, строжкой с дальнейшей зачисткой и подваркой.
- Непровар появляется из-за недостаточного расплавления кромок сварного соединения.
Устранить дефект можно после визуального выявления, выяснения причины образования непроваров. Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой. - Наплывы на сварных швах имеют вид натекания металла сварного шва на поверхность рабочего металла.
Эффективно выявляются и устраняются путем проведения внешнего осмотра, подрубки и удаления наплыва, а непроваренные участки потребуется подварить. - Шлаковые включения ‒ дефекты в виде вкрапления шлака.
Выявить такую проблему и устранить ее можно при помощи визуального анализа детали, рентгено- и гаммаконтроля, контроля ультразвуковым агрегатом, магнитографическим оборудованием. Шлак из дефектного участка потребуется удалить, зачистить, подварить.
Подведем итоги
Дефекты сварочных швов возникают при нарушении технологии сварки и ставят под угрозу стабильность сварочного шва и функциональность всей металлоконструкции.
По этой причине уважающему себя мастеру важно выучить основные дефекты швов ‒ появления пор, наплывов, прогаров и т.п ‒ и причины их образования при сварочном процессе.
Это позволит подобрать максимально эффективное решение для устранения недостатков соединений при точечной сварке, использовании лазера, электрической дуги, аргона и т.п.
виды, способы контроля и устранения
Сварные металлоконструкции активно используются в разных сферах жизнедеятельности. Но в процессе сваривания отдельных элементов в цельные конструкции могут возникать дефекты сварных швов и соединений, которые негативно сказываются на прочности и безопасности эксплуатации готовых металлоизделий.
Что такое дефекты сварных соединений
Размерные параметры сварного соединения четко определены государственными стандартами, при этом свой ГОСТ есть у каждого вида сварки. Любые отклонения от установленных нормативно-техническими документами показателей считаются дефектами. Возникают они как при проведении сварочных работ, так и при нарушении требований в процессе подготовки соединяемых элементов и сборке конструкций в единое целое.
Виды дефектов сварочных швов
В силу разных обстоятельств сварочные стыки могут иметь повреждения, влияющие на их прочностные характеристики. Все виды дефектов сварных соединений разделяются на три основные группы:
- наружные дефекты. К данной группе относят неравномерность формы стыкового соединения, наплывы, трещины, прожоги металла, подрезы шва, кратеры и другие изъяны, возникающие на поверхности. Обнаружить их можно при визуальном осмотре;
- внутренние дефекты. Это может быть некачественное сплавление металла, пористость и трещины, сторонние включения (оксидные, шлаковые и неметаллические) и другие, находящиеся внутри шовного соединения;
- сквозные дефекты. Сюда относят трещины, подрезы, прожоги и другие повреждения, которые изнутри проходят на внешнюю поверхность сквозь шовное соединение.
Дефекты любого вида не допускаются в сварных соединениях и подлежат устранению, особенно касается это случаев, когда металлоконструкции выступают составляющими элементами несущих конструкций и должны выдерживать интенсивные нагрузки.
Характеристики и причины основных дефектов сварки
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.
Трещины
Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- неправильное расположение стыков;
- резкое охлаждение места сварки;
- неправильный выбор материалов;
- кристаллизация металла вследствие чрезмерно высоких температур.
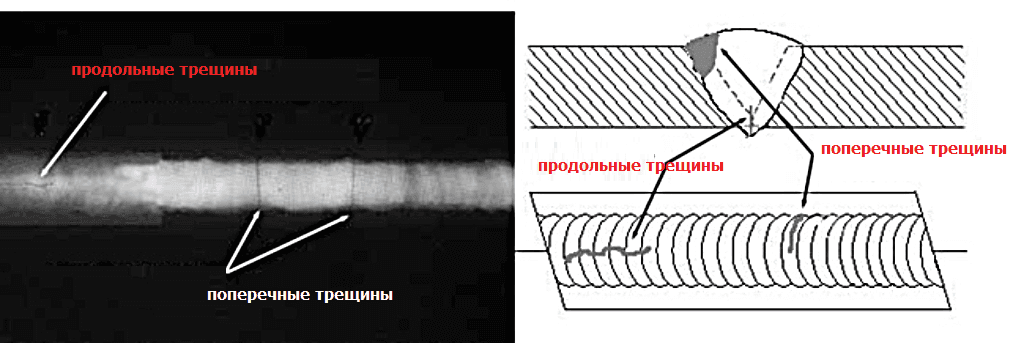
По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
Подрезы
Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
Наплывы
Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью. Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
Прожоги
Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Непровары
Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры
Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности. Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи
Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин. Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.
Пористость
Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла. Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения. Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Причины появления дефектов
Каждый из всех встречающихся дефектов возникает вследствие конкретных факторов. При этом выделяют причины образования дефектов сварных соединений общего характера:
- использование некачественных расходных материалов для сваривания элементов;
- несоблюдение сварочных технологий;
- низкое качество металла, из которого создаются конструкции;
- некачественное или неисправное оборудование;
- неправильный режим сварки;
- технологические ошибки, вызванные низкой квалификацией сварщика.
Чтобы металлоконструкции получались качественными и выносливыми, следует строго соблюдать нормы сваривания и доверять работы профессиональным сварщикам.
Методы выявления дефектов
Выявление дефектов сварных соединений осуществляется следующими способами:
- визуальный осмотр и обмер стыковочных швов;
- испытания стыков на непроницаемость;
- определение дефекта сварного соединения специальными приборами;
- испытания образцов на прочность в лабораторных условиях.
Осмотр сварочного шва осуществляется только после очистки его от шлака, устранения застывших брызг металла и других типов загрязнений. Проверке подлежат размеры и правильность формы соединений, наличие или отсутствие прожогов, кратеров, трещин, свищей и других погрешностей.
Испытание непроницаемости позволяет выявить дефекты сварных соединений трубопроводов, например, поры, трещины, сквозные непровары. Проверяются конструкции несколькими способами:
- обдуванием или заполнением швов воздухом;
- поливом струей воды или наполнение отсеков водой под давлением;
- смазыванием швов керосином.
Если в ходе проверки обнаружен дефект, то деталь возвращается на дополнительную обработку.
Способы устранения дефектов
Любой сварочный процесс сопровождается образованием дефектов, вне зависимости выполняется он инвертором, полуавтоматом, трансформатором или другим оборудованием. При этом выделяют недопустимые и допустимые дефекты сварных соединений, по сложности которых определяется пригодность или непригодность конструкции к дальнейшей эксплуатации.
Способы устранения дефектов сварных соединений выбираются с учетом типа обнаруженного повреждения:
- прожоги исправляют тщательной зачисткой стыка с последующей его заваркой;
- для устранения подрезов выполняется наплавка тонкого соединения по всей линии дефекта;
- исправление трещины осуществляется методом ее полного рассверливания, вырубкой шва на проблемном участке, очисткой поверхностей и повторным завариванием с соблюдением сварочной технологии и действующих нормативов;
- непровары удаляются путем их вырезания и повторного сваривания;
- свищи и кратеры вырезаются до достижения основного металла, после чего по-новому завариваются;
- наплывы аккуратно срезаются, но при этом обязательно следует проверить срез на предмет наличия непровара;
- деформация при сварке устраняется термическим или термомеханическим способом;
- все типы дефектов с посторонними включениями устраняют вырезкой и завариванием.
Если в ходе обследования обнаружены технологические дефекты сварных соединений труб, то устранять их следует строго в соответствии нормативных требований одним из методов:
- механическим без последующей заварки;
- механическим с завариванием места выборки;
- вырезкой участка трубы, на котором присутствует дефект;
- полным удалением шовного соединения и выполнением нового.
При проверке на прочность и герметичность газораспределительных сетей разрешается исправлять дефекты сварных соединений газопроводов в случае, когда сварочный процесс выполнялся дуговой сваркой и не допускается при сваривании газовой сваркой.
Методы контроля сварных соединений
Тот факт, что влияние дефектов на качество сварной металлоконструкции максимизирует риски разрушения изделий доказывать не нужно. Чтобы в процессе сваривания получать действительно надежные, прочные и выносливые конструкции, после завершения работ должен проводиться контроль качества сварных соединений.
Осуществляется контроль сварочных швов поэтапно:
- предварительный. Включает проверку марки металла, качества заготовок, кислорода, присадочной проволоки и других расходных материалов;
- контроль в ходе сварочных работ. Подразумевает постоянные проверки режима сварки, исправности оборудования, осмотр швов и измерение их специальными шаблонами. При выявлении отклонений от установленных стандартов сразу же можно провести удаление дефектов сварных соединений;
- контроль готовой конструкции. Внешние дефекты можно увидеть при обычном осмотре. При необходимости стыки проверяются на плотность, а также подвергаются другим испытаниям.
Все методы контроля сварных соединений разделяются на две группы – разрушающие и неразрушающие. Как правило для выявления дефектов применяются неразрушающие методы, к которым принадлежат:
- внешний осмотр:
- ультразвуковая дефектоскопия;
- магнитный контроль;
- цветная дефектоскопия;
- радиационная дефектоскопия;
- капиллярная дефектоскопия;
- контроль стыков на проницаемость и другие методы обнаружения дефектов сварных соединений.
Методы разрушающего контроля подразумевают испытания отобранных образцов и применяются в основном при необходимости получить параметры сварного шва и зоны термического влияния. Контроль осуществляется химическим анализом, механическими и металлографическими испытаниями.
Заключение
Чтобы сварочный шов по всем параметрам соответствовал стандартам качества и заданным требованиям, то начиная с подготовки подлежащих соединению элементов и до окончания сварочного процесса необходимо осуществлять контроль. Это позволит предотвратить основные дефекты сварных соединений или же оперативно их устранить.
ФОТОАЛЬБОМ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ
- Главная
- О сайте
- Политика защиты авторских прав
- Контакты
Advertisements
Распространенные дефекты сварных швов и методы их контроля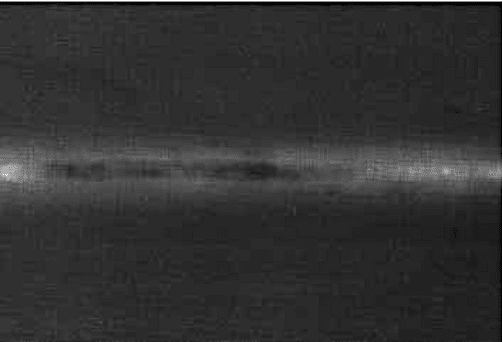
 Дефекты сварных швов
Дефекты сварных швов





Время чтения: ≈12 минут
Не важно, какую технологию вы выбрали для выполнения сварочных работ. Дефекты могут возникнуть в любом случае, что при ручной дуговой сварке, что при сварке под флюсом с применением автоматического сварочного аппарата. Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.

Поэтому важно предотвращать дефекты и контроль качества сварных соединений должен проводится после выполнения каждой сварочной операции. В этой статье мы подробно расскажем, какие существуют распространенные дефекты сварных швов. И какие методы контроля можно использовать, чтобы обнаружить их.
Содержание статьи
Распространенные дефекты
Любой опытный сварщик скажет вам, что существуют многочисленные виды дефектов сварных швов. Их можно разделить на две категории — наружные и внутренние. Наружные дефекты сварных швов можно обнаружить прямо на поверхности шва с помощью специального инструмента (например, лупы) или хорошего зрения. Внутренние дефекты сварных швов визуально не видны и для их обнаружения нужно использовать особые методики контроля качества. О них мы расскажем ближе к концу. А пока дефекты.

В рамках этой статьи мы не будем перечислять все возможные дефекты, а расскажем только о самых распространенных. Итак, ниже наша краткая классификация дефектов сварных швов.
Непровар
Непровар в сварном шве — один из самых часто встречающихся дефектов у новичков. Представляет собой небольшой участок с недостаточно проваренным металлом. Основные причины образования непроваров — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков непровары образуются в том случае, если была выполнена неправильная разделка кромок или если сварка велась слишком быстро. Как не трудно догадаться, чтобы предотвратить непровар сварного шва нужно подобрать оптимальный режим сварки, варить не слишком быстро и на короткой дуге.
Подрез
Если вы когда-либо варили тавровый или нахлесточный шов, то наверняка могли заметить небольшие углубления вдоль сторон сварного валика. Это и есть подрезы. Частая причина образования подрезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также подрезы порой возникают из-за слишком длинной дуги.
Читайте также: Исправление дефектов сварки
Некоторые новички спрашивают: «Допускаются ли подрезы сварных швов?». Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Наплыв
Наплыв в сварном шве в 95% случаев свидетельствует о том, что вы неправильно настроили режим сварки или недостаточно тщательно зачистили кромки. Очевидно, что для предотвращения образования дефекта нужно правильно настроить силу сварочного тока и немного повысить напряжение дуги.
Прожог
Прожог сварного шва — это сквозное отверстие в сварном соединении, которое вы можете обнаружить невооруженным глазом. Прожоги образуются из-за медленной сварки. В одном месте концентрируется слишком большая температура и металл плавится больше, чем должен. Главная опасность прожогов — существенное снижение прочности шва.
Понизьте сварочный ток и ускорьте формирование шва. Только так вы сможете предотвратить появление прожогов. Уделите особое внимание, если варите алюминий. У него очень высокая теплопроводность, при этом низкая температура плавления. Так что получить прожог на алюминиевой заготовке проще простого.
Кратер
Кратер — это воронка небольшого размера, расположенная прямо на валике шва. Чаще всего в самом его конце. Образуется из-за резкого обрыва дуги. Ведите дугу плавно и оканчивайте сварку постепенно. Если на вашем сварочном аппарате есть специальный режим предотвращения образования кратеров, то включите его.
Горячая или холодная трещина
Трещины в сварных швах — также один из самых часто встречающихся дефектов. Трещины бывают холодными и горячими. Горячие образуются во время сварки, а холодные — после. Горячие трещины образовываются при несовместимости электрода/присадочной проволоки и свариваемого металла. Иногда трещины могут образоваться при попытке заварить кратер, о котором мы говорили выше. Проверяйте, чтобы состав присадочного материала и металла был идентичен.
Читайте также: Способы предотвращения горячих трещин
С холодными трещинами все проще. Они образовываются только в том случае, если шов слишком хрупкий и не выдерживает механической нагрузки. Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Поры
Что такое пора в сварке? Пора (а чаще всего поры) — это небольшие углубления в структуре шва. Могут быть поверхностными или внутренними. Представьте муравейник, который пронизывают множественные ходы. Вот то же самое происходит и со швом. Поры без сомнения можно назвать самым частым дефектом из всех возможных.
Если в ходе процесса образовались поры в сварном шве, значит вы с самого начала все делали неправильно. Скорее всего, вы недостаточно тщательно зачистили кромки и не защитили шов от попадания кислорода. А подобные ошибки совершают только те, кто только-только начал свое знакомство со сваркой. На работайте на сквозняке и проверяйте качество электродов/исправность горелки/исправность системы подачи газа.
Методы контроля качества
Что ж, теперь вы знаете самые распространенные дефекты сварных соединений и причины их возникновения. Теперь давайте поговорим о методах контроля. Мы расскажем вам о самых часто применяемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Визуально-измерительный контроль
Визуально-измерительный контроль (ВИК) — это самый простой и самый старый способ оценки качества сварного соединения. Из названия понятно, что в ходе этого контроля используется визуальное наблюдение и измерительные приборы. Под визуальным наблюдением подразумевается простой осмотр шва невооруженным глазом или с помощью лупы. В отдельных случаях используют микроскопы. А в качестве измерительных инструментов чаще всего применяют обычные линейки. Это самый доступный и недорогой метод контроля, поскольку инструменты стоят недорого и такому контролю можно обучить самого сварщика, выполняющего работу. Предприятию даже не нужно нанимать отдельных специалистов для проведения этого контроля.

Сейчас в магазинах продаются специальные наборы со всеми необходимыми инструментами и даже подробно инструкцией, как проводить контроль. Вам достаточно один раз прочесть брошюру, все запомнить и вы уже можете провести такой контроль самостоятельно. Но, несмотря на все плюсы, есть у ВИК большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность ложится на плечи человека. И если он в силу объективных или субъективных причин не сможет выполнить контроль качественно, то есть вероятность брака.
Радиационный контроль
Радиационный контроль (его также называют радиографическим) — очень интересный метод контроля, который основан на применение рентгеновских лучей. Да, как при рентген-диагностике в поликлинике. Деталь повещается в специальный аппарат (или аппарат устанавливается на деталь), затем сквозь металл пропускают рентгеновское излучение и на выходе получают снимок, на котором видны все дефекты сварки. Эта технология наверняка известна вам давно.

Нетрудно догадаться, что подобная диагностика крайне эффективна. На снимке видны малейшие дефекты, которые невозможно обнаружить любым другим способом. Особенно, если снимок выполняется с применением компьютера, на котором потом можно детально рассмотреть все изъяны сварки. Но при работе с рентгенографом необходимо соблюдать повышенную технику безопасности. Частицы радиации могут заражать воздух, из-за чего он становится токопроводимым. А о возможном вреде для здоровья и говорить не приходится. Так что к выполнению радиационного контроля должны быть допущены только хорошо обученные сотрудники.
Ультразвуковой контроль
Ультразвуковая дефектоскопия сварных швов (он же ультразвуковой контроль качества или просто УЗК сварных швов) — метод контроля, который во многом схож с выше описанным радиационным. Только вот вместо рентгеновских лучей здесь используются ультразвуковые волны. Для фиксации результата используется ультразвуковой дефектоскоп для контроля сварных соединений.

Суть его работы проста. На поверхность шва посылаются ультразвуковые волны, которые проходят сквозь металл. Проходят не полностью, часть лучей отражается и возвращается обратно. Если у шва есть какой-либо дефект, то отразившиеся и вернувшиеся назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были пущены вначале проведения контроля. Все эти изменения как раз и фиксирует дефектоскоп.
Читайте также: Неразрушающий контроль сварных соединений
Ультразвуковой контроль используется очень часто. Для его проведения можно установить большой стационарный дефектоскоп в отдельном кабинете, а можно приобрести компактную модель для выездной диагностики. И эта компактная модель сможет дать вполне объективный результата. С помощью дефектоскопа можно не только узнать местонахождение дефекта, но и его размеры. Но нужно учитывать, что дефектоскопы стоят дорого и для работы с ними нужно дополнительно обучать персонал. Или искать специалиста «на стороне».
Вместо заключения
Дефекты сварных швов и соединений бывают разными, но суть всегда одна — они так или иначе нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать необходимо как можно больше практиковаться, правильно настраивать режим сварки и не забывать о контроле качества. Проведение ультразвукового контроля занимает считанные минуты, а в результате вы получаете объективную картину и можете трезво оценить качество своей работы.
Снимки сварных швов, обучение и фото
В дополнение к вашему высококачественному рентгеновском аппарату, ваш рентгенолог также должен обладать навыками интерпретации снимков.
Снимки сварных швов, обучение и фото
Предлагаем вам ознакомиться с нашими шаблонными снимками. Ниже вы найдёте подробное описание с причинами по каждому дефекту. В том числе и с дефектами Tig сварки (сварки аргоном)
внутренняя вогнутость
Изображение 1 из 13
Понимание сварных швов на снимках происходит в три основных этапа:
- Обнаружение
- Интерпретация
- Оценка
Для всех этих шагов необходимо чтобы ваш специалист имел УМ “Универсальный модулятор” – ибо все эти шаги используют УМ рентгенолога. В данному случае УМ – это способность разрешать пространственную картину используя воображение.
Способность человека обнаруживать неоднородности в рентгеновских снимках также зависит от условий освещения в месте просмотра и уровня опыта для распознавания различных особенностей изображения. (подобрее о рентгеновских снимках)
Данная статья написана, чтобы помочь лучше понять типы дефектов, обнаруженных в сварных швах и то, как они появляются на снимках и фотографиях сварных швов.
Разрывы
Разрывы – это прерывания в типичной структуре материала. Эти прерывания могут возникать в структуре металла, сварочном материале или зонах термического влияния. Разрывы, которые не соответствуют требованиям и допускам, используемых в детали – называются дефектами.
Виды сварочных разрывов на снимках
Холодные круги
Холодные круги – это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом или материалом предыдущего сварочного прохода (образуя холодный круг между проходами).
Дуга недостаточно плавит основной металл и заставляет слегка расплавленную лужу течь в основной материал без склеивания.
На рентгене сварного шва это выглядит так:
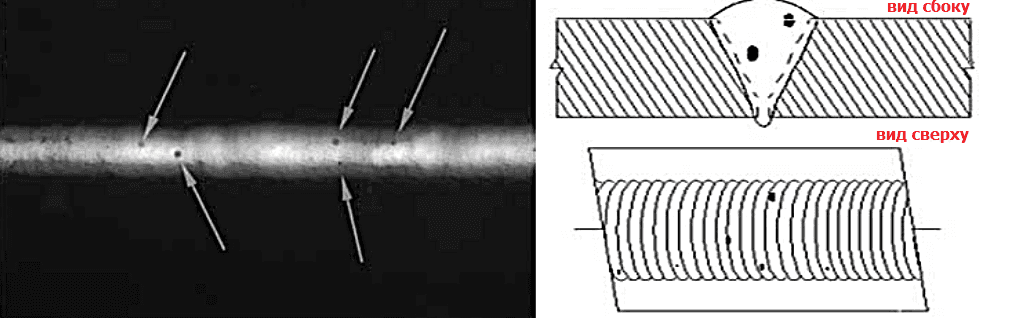
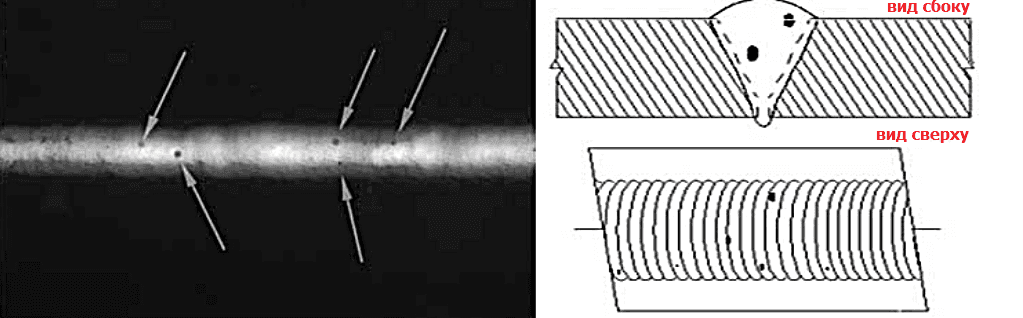
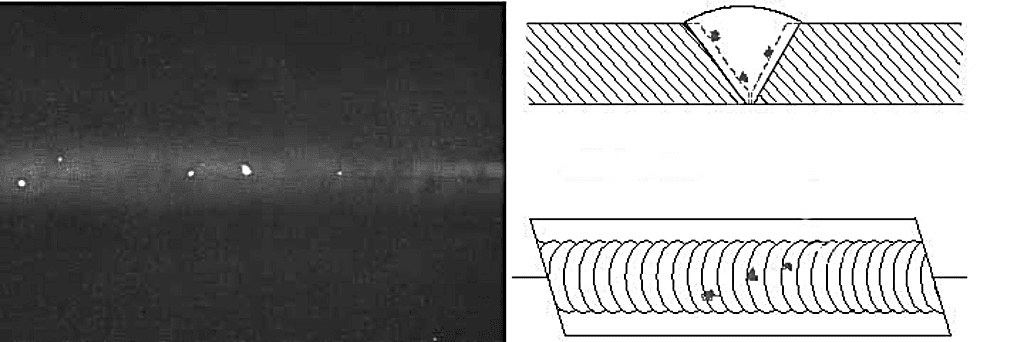
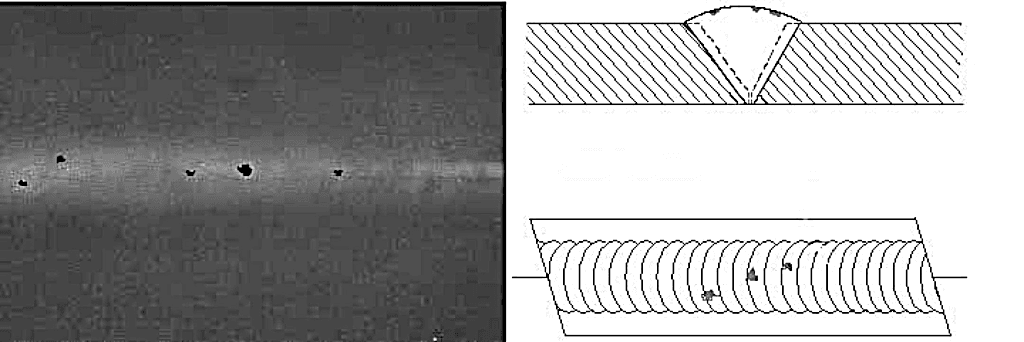
Пористость сварного шва
Пористость может принимать различные формы на рентгенограмме, но часто проявляется в виде темных круглых или неправильных пятен или пятна, появляющегося по отдельности, в скоплениях. Иногда пористость удлиняется и может иметь хвост.
Это результат того, что газ пытается уйти, пока металл еще находится в жидком состоянии.
Вся пористость является пустотой в материале и она будет иметь более высокую рентгенографическую плотность, чем окружающая область.
Пористость в кластерах
Пористость в кластере возникает, когда покрытые флюсом электроды загрязнены влагой.
При нагревании влага превращается в газ и захватывается в сварном шве в процессе сварки. Пористость выглядит как обычная пористость при рентгеновском контроле, но на снимке она будет сильно сгруппирована друг к другу.
Смотрите снимок ниже
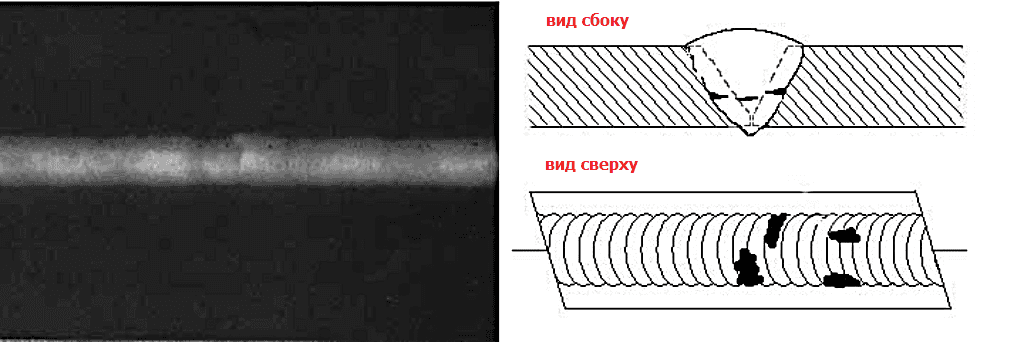
Шлаковые включения
Шлаковые включения представляют собой неметаллический твердый материал, захваченный в металле сварного шва или между сварным швом и основным металлом.
На рентгене темные неровные асимметричные формы внутри сварного шва или вдоль участков сварного соединения указывают на наличие шлаковых включений.
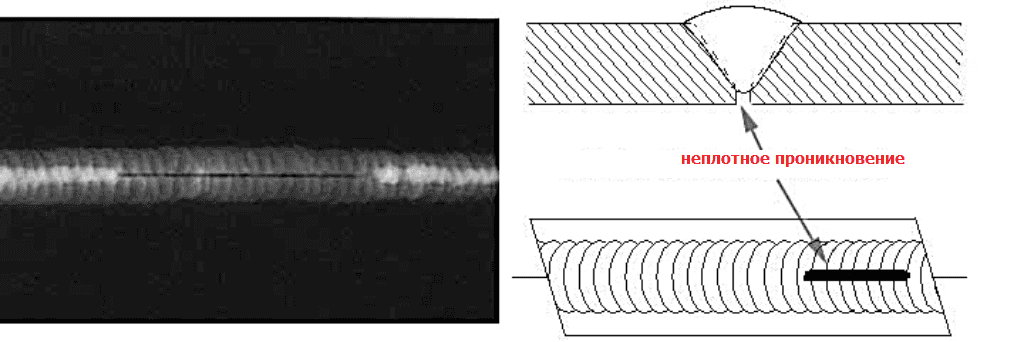
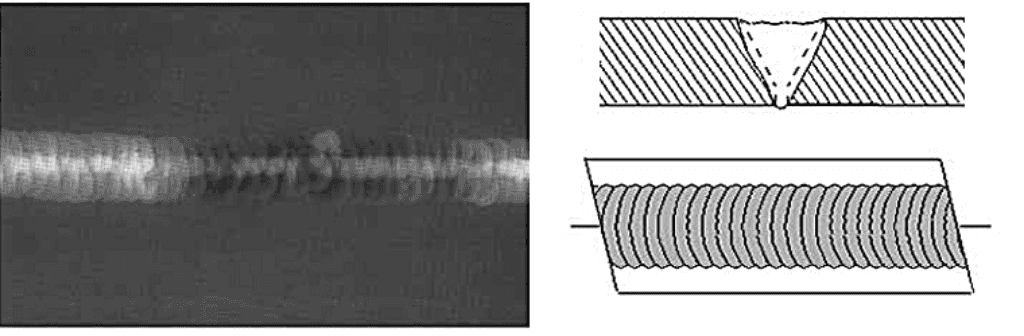
Неполное проникновение или отсутствие проникновения
Неполное проникновение происходит, когда металл сварного шва не проникает сквозь соединение.
Это один из самых нежелательных дефектов сварного шва. Отсутствие проникновения позволяет позволяет появиться напряжению, из которого может появиться трещина. На рентгеновском снимке она показана как темная область с четко очерченными прямыми краями, которая находится за поверхностью или корнем вниз, по центру сварного шва.
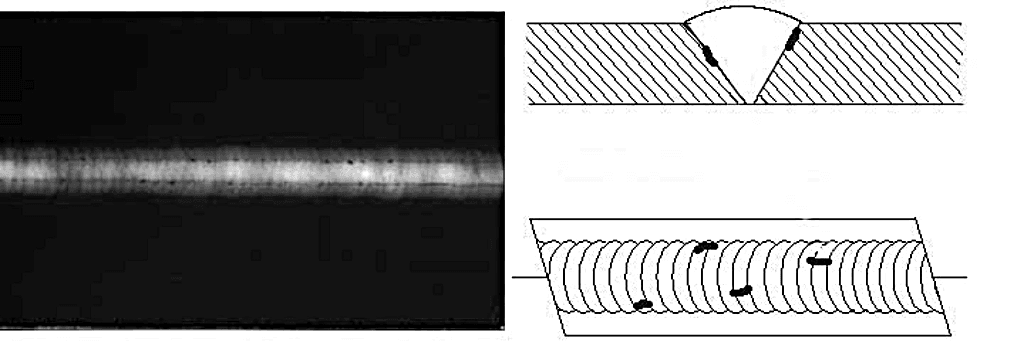
Неполное плавление
– это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом.
На рентгеновском снимке: обычно отображается темной линией или линиями, ориентированными в направлении сварного шва вдоль зоны подготовки или соединения шва.
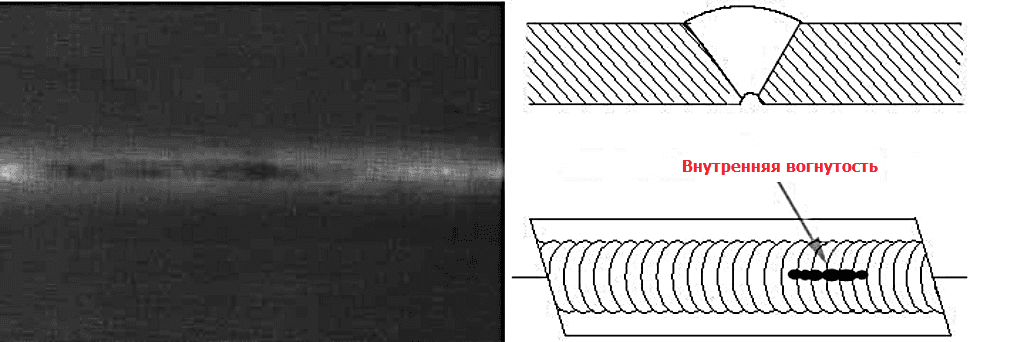
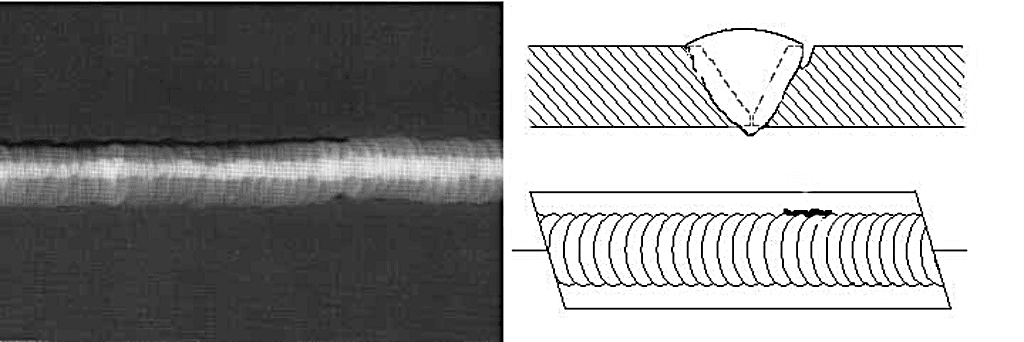
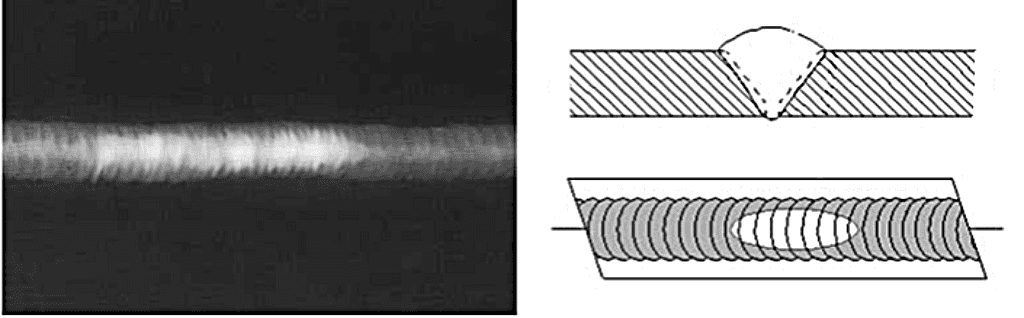
Внутренняя вогнутость
Внутренняя вогнутость – это состояние при котором металл сварного шва сжимается, при его охлаждении и втягивается в корень сварного шва.
На рентгеновском снимке это похоже на отсутствие проникновения, но линия имеет неровные края и она, обычно, довольно широкая в центре сварного шва.
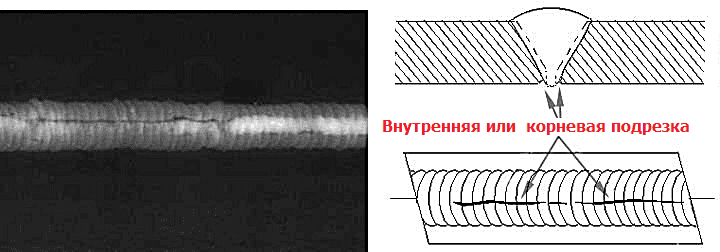
Внутренняя или корневая подрезка
– это эрозия основного металла рядом с корнем сварного шва.
На рентгеновском контроле это выглядит как темная нерегулярная линия, смещенная от центральной линии сварного шва.
Наружная или коронковая подрезка
Наружная или коронковая подрезка представляет собой эрозию основного металла рядом с коронкой сварного шва.
На снимке это выглядит как темная нерегулярная линия вдоль внешнего края в области сварки.
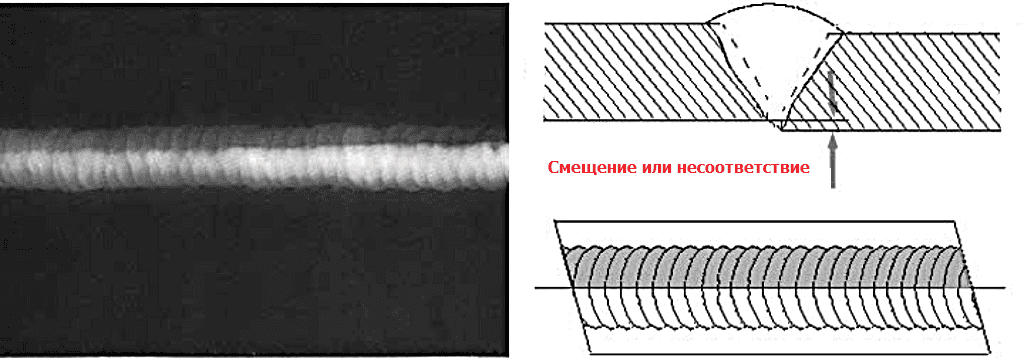
Смещение или несоответствие
Смещение или несоответствие – это термины, связанные с условием когда две части, которые свариваются вместе, не выровнены должным образом.
Рентгеновском снимке показывает заметную разницу в плотности между двумя частями. Разница в плотности обусловлена разницей в толщине материала.
Темная прямая линия вызвана неспособностью металла сварного шва слиться с площадью поверхности.
Недостаточное армирование сварного шва
Недостаточное армирование сварного шва представляет собой область сварного шва, где толщина наплавленного металла шва меньше толщины основного материала.
По рентгеновскому контролю очень легко определить, имеет ли шов недостаточное усиление, потому что плотность изображения в области предполагаемой неадекватности будет выше (темнее), чем плотность изображения окружающего основного материала.
Избыточное усиление сварного шва
Избыточное усиление сварного шва – это область сварного шва, в которой металл сварного шва добавлен сверх того, что указано в технических чертежах и нормах.
На рентгенограмме появляется локализованная более светлая область сварного шва. Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях.
Трещины
Трещины могут быть обнаружены на снимке только тогда, когда они распространяются в направлении которое параллельное рентгеновскому лучу. Трещины будут выглядеть как неровные и часто очень слабые нерегулярные линии.
Трещины могут иногда появляться как “хвосты” на включениях или пористости.
Дефекты в сварке аргоном TIG
Следующие неоднородности являются уникальными для процесса сварки аргоном TIG. Эти разрывы имеют место в большинстве металлов, сваренных в процессе, включая алюминий и нержавеющую сталь. Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
Вольфрамовые включения
Вольфрамовые включения Вольфрам является хрупким и по своей природе плотным материалом, используемым в электроде при сварке вольфрамовым инертным газом. Если используются неправильные процедуры сварки, вольфрам может попасть в сварной шов.
На рентгеновском снимке сварного шва вольфрам более плотный, чем алюминий или сталь, поэтому он выглядит как более светлая область с четким контуром на рентгенограмме.
Оксидные включения
Оксидные включения обычно видны на поверхности свариваемого материала (особенно алюминия). Оксидные включения менее плотны, чем окружающий материал и поэтому на рентгенограмме выглядят как темные неоднородности неправильной формы
.
Дефекты сварки в защитных газах
Следующие разрывы чаще всего встречаются в сварных швах GMAW.
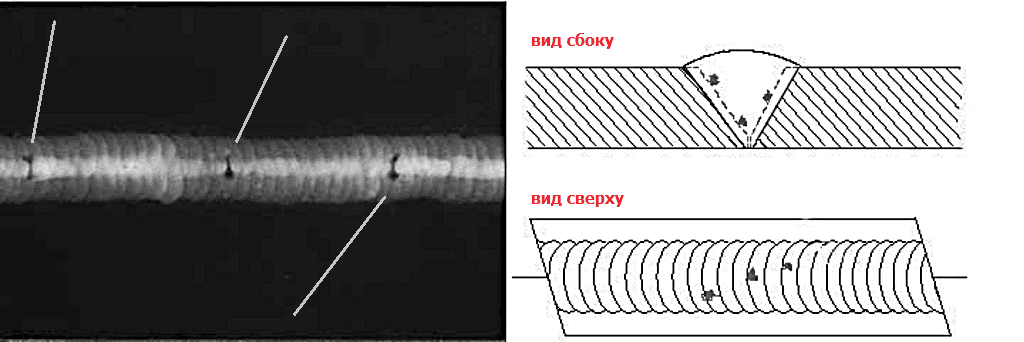
Усы
Усы – это короткие отрезки сварочной электродной проволоки видимые на верхней или нижней поверхности сварного шва, или находящиеся внутри сварного шва.
На рентгенограмме они выглядят как светлые «проводные» индикаторы.
Прожигание
Прожигание происходит когда из-за слишком большого количества тепла металл сварного шва проникает в зону сварки
. Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).
[maxbutton id=”1″]
виды, методы обнаружения и контроля, причины
Надежность конструкции зависит от качества выполненных работ. Дефекты сварных креплений не допускаются, иначе изделие может выйти из строя в самый неподходящий момент. Халатность при работе, невысокая квалификация мастера, могут повлечь за собой различные проблемы, технологии работ и оборудование должны применяться в соответствие с ГОСТами. Значения сварных швов могут быть в допуске или напротив, в последнем случае, необходимо заново проделывать работу до достижения требуемого результата.
Дефекты сварных швовКлассификация дефектов сварных швов
При воздействии различных факторов при работе образуются некоторые недопустимые несоответствия шва. Дефекты сварки подразделяются на несколько групп, допуски которых находят подробное описание в ГОСТе:
- Наружные дефекты имеют неравномерную форму конструкции, следствием не соблюдения технологии формирования.
- Согласно ГОСТ-23055, к внутренним бракованным частям принимаются неметаллические либо шлаковые отложения, несплавления и непровары металлических изделий. К выявлению данной категории брака применяются приборы контроля сварочного производства.

- Классификация дефектов сварки

- Классификация дефектов сварных швов
Также встречаются сквозные прожоги и трещины, которые недопустимы при эксплуатации материала. Основными недочетами при производстве шва, считаются некачественный металл или оборудование, а также неподготовленный персонал, пренебрегший технологии процесса.
Скачать ГОСТ 23055-78
Трещины
Наиболее опасные дефекты сварного шва являются трещины. Появление данных несоответствий способствует разрушению конструкции, выявляются на линии, рядом располагающихся участках. Дефекты сварных швов образовываются с малым раскрытием после производства соединения, в последующим, в следствии напряжения, размеры увеличиваются.
Классифицируются трещины на:
- Холодные, возникшие после остывания, при температурах ниже 320 °C. Появляются недуги как сразу, так и при эксплуатации устройства. Причиной может являться нарушение технологии сварки, формирования соединения.
- Горячие, формируются при кристаллизации металла на высоких температурах, из-за резкого падения пластических характеристик металла. Способствует дефекту наличие недопустимого количества кремния, водорода, никеля, углерода. Распространение происходит вдоль стыковки либо поперечно, классифицируются на макро и микроскопические трещины.
Продольная трещина на шве
Исправление производится рассверливанием по всей полости, в целях исключения развития, брак удаляется и наваривается новое соединение.
Полости
Произвольная форма, появившееся при результате воздействия газов, называется полостью. Возникает при расплавлении металла, не полном цикле оттеснения излишних газов, не правильного формирования сварочной ванны. Несплошности образовываются к форме продолговатых полостей, к категории относятся кратеры и раковины. Основной разновидностью браковки сварки, являются свищи, появившиеся обстоятельствами:
- пластичность металла не соответствует требованиям;
- закалочные структуры;
- неравномерный нагрев.
Дефекты отличаются по форме, глубине и расположению, которое может находится как на внутри, так и на внешней части шва. Свищи имеют продолговатую трубчатую форму, причиной появления являются газы. Не соблюдение технического регламента, а именно наличие на участке сварки масла, окисления и прочих загрязнений ведут к дефекту конструкции.
Полость в сварном шве
Некачественный инструмент может организовать непоправимые разрушения, так же как и использование вспомогательных материалов в виде флюсов. Повышенная скорость изготовления, нестандартный ход защитных газов неблагоприятно воздействуют на характеристики шва. Поры образуются вследствие применения неисправного инструмента, проволоки, чрезмерно проветриваемого помещения.
При обрыве дуги, либо не верного способа выполнения конечного участка, образуются кратеры. Внешний вид обуславливается видом воронки, которую нужно заварить по обнаружению. Современные агрегаты, изготавливающие сварочный шов, способны устранить несоответсвие путем снижения тока по окончанию соединения.
Твердые включения
Инородные вещества любого происхождения являются серьезной проблемой в процессе сварки. Основные ошибки — большая скорость сварки, ток малой силы, загрязненность кромок. Дефекты сварного шва производятся из-за:
- флюсовых остатков;
- шлаковых либо оксидных включений.
Оксидные, образовываются результатом отсутствия зачистки металла, химического воздействия. Шлак, при соблюдении технологии, всплывает на поверхность, однако при некоторых ситуациях остается внутри шва. Защитными газами создается среда, при которой невозможно включения инородного тела. Металлические включения могут быть опасны, т.к. имеют размеры до нескольких десятков миллиметров.
Различные виды включений в сварные швы
Условия возникновения зависят на тип образования:
- разобщенным;
- линейным;
- прочим образованием.
Участок производимых действий по сварки, на котором превышается содержание шлаковых добавок, переваривается. Зачастую включения проявляются на местах стыковки статичного и добавляемого шва, при исполнении многослойных изделий.
Несплавления и непровары
Отсутствие стыковки основного металла, или между отдельными элементами называется несплавлением. Различаются на поверхностные, состоящие между вилками, расположенные при основании шва. Основными причинами несплавлений определяют:
- увеличенная длина дуги;
- несоответствующая зачистка кромок;
- уменьшенный сварочный ток;
- повышенная скорость сварки.
Наличие дефекта статическими соединениями может быть восполнено дополнительным наплавом. В результате, происходит снижение прочности, возникает концентрация напряжений зоной несплавления.
Непровар на шве
Недостаточное сплавление стыка при зоне сварки именуется непровар. Основными причинами является остатки ржавчины, окисления, окалины, других неблагоприятных воздействий. В следствие уменьшения концентрации, возрастает возможность появления напряжений, отрицательно сказывающихся на конструкции в целом. При отклонениях от допусков, зоны с непроваренным швом зачищаются до основания, операция по сварке происходит заново.
Нарушение формы шва
Отклонение от заданных параметров формы поверхности шва, геометрического состояния соединения, обуславливается нарушением формы.
Существуют различные нарушения, каждый из которых возникает вследствие определенных условий.
- Подрезы – по краям сварного шва образуется дефект в виде углублений при продольном расположении. Образуется зачастую при повышенной скорости сварки, результатом чего сварочная ванная затвердевает быстрее, чем положено. Увеличенное расстояние дуги способствует распространению ширины шва по металлу, т.к. при такой схеме теплоотдача дуги остается на прежнем уровне, мощности не хватает для расплавления всей полости металла.
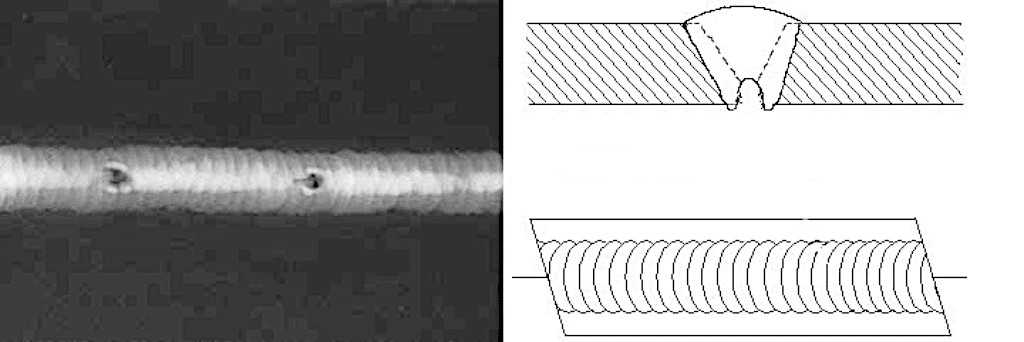
- Избыток наплавленного материала, обнаруженный на внутренней стороне сварного шва – превышение проплава. Дефектами линейного смещения называют состояние, при котором соединяемые детали располагаются на разном уровне, между стыками существует разница в высоте. Существует угловой тип брака, при ситуациях, когда угол асимметричен стыковому элементу.
- Наплав – избыточное количество материала, образованное при процессе стыковки шва. Дефект образуется вследствие излишне длинной дуги, неверного наклона электрода, повышенного сварочного тока.
- Прожог – сквозное отверстие, образованное в результате вытекания металлической составляющей сварочной ванны. Брак образуется результатом использования большого тока при малой скорости движения электродом, плохая подкладка или неверный зазор кромок.
Нарушение формы шва
Также существуют прочие неприятности, связанные с формой, к примеру, вогнутые края шва, образованные со стороны корня соединения. К прочим несоответствиям приравниваются задиры поверхностного типа, случайная дуга, брызги металла, и другие.
Методы обнаружения и контроля
Качественный шов имеет соответствующие показатели маркировки. На крупных предприятиях каждый специалист устанавливает определенное клеймо на стыкуемый участок. Для обнаружения дефектов применяются следующие способы:
- визуальный осмотр;
- цветная дефектоскопия;
- ультразвуковой метод определения бракованных участков;
- радиационный;
- магнитный метод.
После того, как обнаружен дефект, сотрудником отдела качества определяется дальнейшая судьба детали, в большинстве случаев они отправляются на доработку. Наплывы удаляются с помощью абразивного инструмента, путем механических воздействий. Заварка применяется при дефектоскопии крупных трещин, с предварительным зачищенным местом остаточной сварки.
Допустимые и недопустимые по ГОСТу виды дефектов сварных соединений
 Продольная трещина
Продольная трещина Непровар и несплавление
Непровар и несплавление
 Наплыв и подрез
Наплыв и подрез
Перепечатано любезно предоставлено журналом Welding Journal
Нарушение требований, установленных нормативными документами, при сварке плавлением приводит к образованию брака. Дефекты сварных соединений ГОСТ 30242-97 разделяет на шесть групп. Их нужно знать так же хорошо, как и то, как варить металл правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещиной.
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплавления;
- в области температурного влияния.
Продольная трещинаТрещины в основном металле, причиной которых являются высокие напряжения, называют скрытыми. Внешне они напоминают ступеньки. Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплавления шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные – возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного влияния.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичны локализациям поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и у продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения – основной материал, металл шва, область термического влияния. Причины возникновения такие же, как и у продольных трещин.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость – это образование произвольной формы, не имеющее углов, причиной появления которого явились газы, не успевшие покинуть расплавленный материал.
- Газовой порой называют газовую полость, имеющую сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор – это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышающем тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышающем трех диаметров наибольшей из пор.
- Если дефектом является несплошность, вытянутая вдоль оси сварного шва и имеющая высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
- Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время затвердевания вследствие усадки образуется полость – она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, называется кратером.
Поры – дефекты сварных соединений, фото которых приведено ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном. Поры могут образовываться из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса, нарушений защиты сварочной ванны. Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают, предварительно механически его зачистив.  Поры и шлаковые включения
Поры и шлаковые включения
Виды твердых включений в сварном шве
Твердые инородные включения, как металлического, так и неметаллического характера, имеющие в своей конфигурации хотя бы один острый угол, являются недопустимым дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.  Шлаковые включения в сварном соединении
Шлаковые включения в сварном соединении
Твердые включения разделяются на следующие виды:
- Шлаковые включения – это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, прочими. Причины их образования – большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищены некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, являются причиной образования флюсовых включений. Также, как и шлаковые, флюсовые включения делят на линейные, разобщенные и прочие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытаскивание горячего сварочного прутка из области газовой защиты, неправильная подготовка кромок – слишком сильное их затупление.
- Частицы сторонних металлов – вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.
Несплавление и непровар: причины возникновения
Непровар и несплавлениеДефекты – несплавление и непровар – это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавлений необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает по причине невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличенная длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбранный – увеличенный – диаметр электрода.
- попадание шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.
Непровар – очень опасный и недопустимый сварочный дефект.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные – представляют собой непрерывные углубления, расположенные на наружной части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
- Превышения выпуклостей стыкового или углового шва представляют собой избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплава. Разновидность – местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваемые поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натек образуется из металла сварного шва который оседает под воздействием силы тяжести. Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
- При прожоге металл сварочной ванны вытекает, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостаточного количества присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерная ширина сварного шва.
- Неровная поверхность – это неравномерность формы усиления шва по его протяженности.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась по причине усадки.
- Из-за возникновения пузырьков в период затвердевания металла образуется пористость в корне шва.
- Возобновление. Этот дефект представляет собой местную неровность поверхности в зоне возобновления сварочного процесса.
Наплыв и подрезПрочие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории “прочие”. К ним принадлежат следующие типы дефектов:
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла – капли, которые образовались от наплавляемого или присадочного металла во время сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги – создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры – это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, которое меньше допустимой величины.
Допустимые дефекты сварных соединений – это отклонения, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией. Все остальные дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не разрешается, так как может произойти перегрев или пережог металла.
Сварочные дефекты | Эддифи
- Интернет-магазин
- Поддержка клиентов
- О нас
- Карьера
- Свяжитесь с нами
- FR
- Продукты
- Приложения
- Отрасли промышленности
- Ресурсы
- Eddyfi Academy
- Блог
Приложения
Обзор по активам
Обзор по типу дефекта
- Авиация и Космос
- Болты и резьбы
- Теплообменники
- Оффшор
- Трубопроводы
- Железная дорога
- Корабли
- Танки
- Трубы
- Трубы
- Турбины
- Суда
- Дефекты литья
- Составные дефекты
- Коррозия
- Коррозия под изоляцией (CUI) и огнезащита (CUF)
- трещины
- Дефекты трубок теплообменника
- Коррозионное растрескивание под напряжением
- Сварочные дефекты
Об Eddyfi Technologies
- О нас
- Наши бренды
- Управленческая команда
- довольных клиентов
- Новости
- События
Отрасли промышленности
- Аэрокосмический
- Энергия
- Продукты питания и напитки
- Тяжелая промышленность и горнодобывающая промышленность
- Морские и морские перевозки
- Городское водоснабжение и канализация
- оффшорных и подводных
- Производство электроэнергии
- Железнодорожный и автомобильный
- Безопасность и оборона
Ресурсы
- Замечания по применению
- Программное обеспечение
- Технологии
- Видео и вебинары
- Литература
Программное обеспечение
- Эддифи Лифт
- Eddyfi Lyft Pro
- Эддифи Магнифи
- Эддифи Магнифи GO
- Eddyfi Magnifi R
- Eddyfi SurfacePro 3D
- Eddyfi TubePro
- Inuktun ICON
- Inuktun ICON Диагностика
- M2M Acquire
- M2M Capture Software
- Silverwing CMAP
- Silverwing Этаж Карта
- Silverwing RMS2
- Silverwing SIMS
- Silverwing Swift GO & Scorpion 2
- Телетест TeleCheck
- Телетест Wavescan
- TSC Assist
Технологии
- Измерение поля переменного тока (ACFM)
- Вихретоковый массив (ECA)
- Вихретоковый контроль (ECT)
- Внутренняя роторная инспекционная система (IRIS)
- Long Range UT (LRUT) / Управляемая волна
- Утечка магнитного потока (MFL)
- Осмотр резервуара на наличие утечки магнитного потока (MFL)
- Массив ближнего поля (NFA)
- Тестирование ближнего поля (NFT)
- УЗИ с фазированной решеткой (PAUT)
- Импульсный вихревой ток (PEC)
- Удаленная визуальная проверка (RVI)
- Удаленное полевое тестирование (RFT)
- Тангенциальный вихретоковый массив (TECA ™)
- Метод полной фокусировки (TFM)
- Информационный бюллетень по τ-скану
Продукты
Обзор по брендам
Обзор по экспертизе
- Eddyfi
- M2M
- Silverwing
- Teletest
- TSC
- Inuktun
- Фазированная решетка и обычная ультразвук
- Поверхностный вихретоковый массив
- Импульсный вихревой ток
- Утечка магнитного потока
- Измерение поля переменного тока
- Волновая ультразвук
- Дистанционная визуальная проверка
- Тестирование на утечку пузыря
- Технологии испытаний труб
Неразрушающий сварочный контроль
Азбука неразрушающего контроля сварных работПерепечатано любезно предоставлено журналом Welding Journal
Понимание преимуществ и недостатков каждой формы неразрушающего контроля может помочь вам выбрать лучший метод для вашего приложения.
Философия, которая часто руководит изготовлением сварных узлов и конструкций, заключается в том, чтобы «гарантировать качество сварки». Однако термин «качество сварки» является относительным. Приложение определяет, что хорошо или плохо.Как правило, любой сварной шов имеет хорошее качество, если он отвечает требованиям внешнего вида и будет продолжать выполнять работу, для которой он предназначен, в течение неопределенного времени. Первым шагом в обеспечении качества сварного шва является определение степени, необходимой для применения. Стандарт должен быть установлен на основе требований к обслуживанию.
Стандарты, разработанные для придания качества сварки, могут отличаться от работы к работе, но использование соответствующих методов сварки может обеспечить уверенность в соблюдении применимых стандартов.Каким бы ни был стандарт качества, все сварные швы должны проверяться, даже если проверка включает в себя не что иное, как сварщик, следящий за своей работой после каждого прохода сварки. Красивый внешний вид поверхности сварного шва часто считается показателем высокого качества сварного шва. Однако один только внешний вид поверхности не гарантирует хорошего качества изготовления или внутреннего качества.
Методы контроля неразрушающего контроля (NDE) позволяют на постоянной основе проверять соответствие стандартам путем проверки поверхности и подповерхности сварного шва и окружающего основного материала.Пять основных методов обычно используются для исследования готовых сварных швов: визуальный, проникающий в жидкость, магнитные частицы, ультразвуковой и рентгенографический (рентген). Растущее использование компьютеризации с некоторыми методами обеспечивает дополнительное улучшение изображения и позволяет просматривать в реальном времени или почти в реальном времени, проводить сравнительные проверки и архивировать возможности. Обзор каждого метода поможет решить, какой процесс или комбинацию процессов использовать для конкретной работы, и выполнить экзамен наиболее эффективно.
Визуальный осмотр (VT)
Визуальный осмотр часто является наиболее экономичным методом, но он должен проводиться до, во время и после сварки.Многие стандарты требуют его использования раньше других методов, потому что нет смысла подвергать явно плохой сварной шов сложным методам контроля. Стандарт ANSI / AWS D1.1, Кодекс конструкционной сварки – Сталь, гласит: «Сварные швы, подлежащие неразрушающему контролю, должны быть признаны приемлемыми при визуальном осмотре». Визуальный осмотр требует мало оборудования. Помимо хорошего зрения и достаточного освещения, все, что требуется, – это правило кармана, измеритель размера сварного шва, увеличительное стекло и, возможно, прямой край и квадрат для проверки прямолинейности, выравнивания и перпендикулярности.
Прежде чем ударить первую сварочную дугу, материалы должны быть проверены на предмет соответствия спецификациям качества, типа, размера, чистоты и отсутствия дефектов. Смазка, краска, масло, оксидная пленка или тяжелые накипи должны быть удалены. Соединяемые детали следует проверять на плоскостность, прямолинейность и точность размеров. Кроме того, выравнивание, сборка и подготовка суставов должны быть проверены. Наконец, необходимо проверить параметры процесса и процедуры, включая размер и тип электрода, настройки оборудования и условия для предварительного или последующего нагрева.Все эти меры предосторожности применяются независимо от используемого метода проверки.
Во время изготовления визуальный осмотр сварного шва и концевого кратера может выявить такие проблемы, как трещины, недостаточное проникновение и включения газа или шлака. Среди дефектов сварного шва, которые можно определить визуально, – трещины, поверхностные шлаковые включения, поверхностная пористость и подрез.
На простых сварных швах проверка в начале каждой операции и периодически по мере выполнения работ может быть достаточной.Однако, если осаждается более одного слоя металлического наполнителя, может быть желательно осмотреть каждый слой перед нанесением следующего. Корневой проход многопроходной системы является наиболее важным для обеспечения надежности сварки. Он особенно подвержен растрескиванию и, поскольку он быстро затвердевает, он может задерживать газ и шлак. На последующих проходах условия, вызванные формой сварного шва или изменениями в конфигурации соединения, могут вызвать дальнейшее растрескивание, а также подрезание и улавливание шлака. Затраты на ремонт могут быть сведены к минимуму, если визуальный осмотр обнаружит эти недостатки до начала сварки.
Визуальный осмотр на ранней стадии производства также может предотвратить недосварку и переплавку. Сварные швы меньшего размера, чем указано в технических требованиях, недопустимы. Слишком большие бусины без необходимости увеличивают затраты и могут вызвать искажения из-за дополнительного напряжения усадки.
После сварки визуальный осмотр может выявить различные дефекты поверхности, включая трещины, пористость и незаполненные кратеры, независимо от последующих процедур осмотра. Могут быть оценены отклонения в размерах, дефекты коробления и внешнего вида, а также характеристики размера сварного шва.
Перед проверкой на наличие дефектов поверхности сварные швы должны быть очищены от шлака. Дробеструйная обработка не должна проводиться перед исследованием, потому что очищающее действие может запечатать мелкие трещины и сделать их невидимыми. Например, Кодекс по сварке конструкций AWS D1.1 не позволяет наносить покрытие «на корневой или поверхностный слой сварного шва или на основной металл по краям сварного шва».
Визуальный осмотр позволяет обнаружить только дефекты на поверхности сварного шва. Спецификации или применимые коды могут требовать, чтобы внутренняя часть сварного шва и прилегающие металлические зоны также были проверены.Неразрушающие исследования могут использоваться для определения наличия дефекта, но они не могут измерить его влияние на исправность продукта, если они не основаны на корреляции между дефектом и некоторой характеристикой, которая влияет на обслуживание. В противном случае разрушающие испытания являются единственным надежным способом определения исправности сварного шва.
Рентгенографическое обследование
Рентгенография (рентген) является одним из наиболее важных, универсальных и общепринятых из всех неразрушающих методов исследования – рис.1. Рентген используется для определения внутренней прочности сварных швов. Термин «качество рентгеновского излучения», широко используемый для обозначения высокого качества сварных швов, является результатом этого метода контроля.

Рентгенография основана на способности рентгеновских и гамма-лучей проходить через металл и другие материалы, непрозрачные для обычного света, и производить фотографические записи передаваемой лучистой энергии. Все материалы будут поглощать известные количества этой лучистой энергии, и, следовательно, рентгеновские лучи и гамма-лучи могут быть использованы для отображения разрывов и включений в непрозрачном материале.Постоянная запись фильма о внутренних условиях покажет основную информацию, с помощью которой будет определяться прочность сварного шва.
произведен генераторами высокого напряжения. Когда высокое напряжение, приложенное к рентгеновской трубке, увеличивается, длина волны испускаемого рентгеновского излучения становится короче, обеспечивая большую проникающую способность. Гамма-лучи создаются атомным распадом радиоизотопов. Радиоактивными изотопами, наиболее широко используемыми в промышленной радиографии, являются кобальт 60 и иридий 192.Гамма-лучи, испускаемые этими изотопами, аналогичны рентгеновским лучам, за исключением того, что их длины волн обычно короче. Это позволяет им проникать на большую глубину, чем рентгеновские лучи той же мощности, однако время экспозиции значительно больше из-за большей интенсивности.
Когда рентгеновские или гамма-лучи направлены на участок сварного шва, не все проходящие лучи проходят через металл. Различные материалы, в зависимости от их плотности, толщины и атомного номера, будут поглощать различные длины волны лучистой энергии.
Степень, в которой различные материалы поглощают эти лучи, определяет интенсивность лучей, проникающих через материал. Когда регистрируются изменения этих лучей, доступно средство наблюдения внутри материала. Изображение на проявленной светочувствительной пленке называется рентгенограммой. Более толстые области образца или материала с более высокой плотностью (включение вольфрама) будут поглощать больше излучения, и их соответствующие области на рентгенограмме будут светлее – Рис 2.
Будь то в магазине или в полевых условиях, надежность и интерпретирующая ценность рентгенографических изображений зависят от их резкости и контрастности.Способность наблюдателя обнаружить дефект зависит от резкости его изображения и его контраста с фоном. Чтобы быть уверенным, что радиографическое воздействие дает приемлемые результаты, на детали помещается датчик, известный как индикатор качества изображения (IQI), так что его изображение будет отображаться на рентгенограмме.
IQI, используемые для определения радиографического качества, также называют пенетрометрами. Стандартный глубинный пенетраметр представляет собой прямоугольный кусок металла с тремя просверленными отверстиями заданного диаметра.Толщина куска металла представляет собой процент от толщины рентгенограммы образца. Диаметр каждого отверстия различен и является кратным толщины пенетраметра. Проводные пенетрометры также широко используются, особенно за пределами США. Они состоят из нескольких кусков проволоки, каждый разного диаметра. Чувствительность определяется наименьшим диаметром провода, который хорошо виден на рентгенограмме.
Пенетрометр не является индикатором или датчиком для измерения размера несплошности или минимально обнаруживаемого размера дефекта.Это показатель качества радиографической техники.
Рентгенографические изображения не всегда легко интерпретировать. При работе с пленкой следы и полосы, туман и пятна, вызванные развивающимися ошибками, могут затруднить выявление дефектов. Такие пленочные артефакты могут маскировать разрывы сварного шва.
Поверхностные дефекты появятся на пленке и должны быть распознаны. Поскольку угол экспонирования также влияет на рентгенограмму, анализировать угловые сварные швы этим методом трудно или невозможно.Поскольку рентгенограмма сжимает все дефекты, возникающие по всей толщине сварного шва, в одну плоскость, она имеет тенденцию создавать преувеличенное впечатление от дефектов рассеянного типа, таких как пористость или включения.
Рентгеновское изображение внутренней части сварного шва может просматриваться на флуоресцентном экране, а также на проявленной пленке. Это позволяет осматривать детали быстрее и с меньшими затратами, но четкость изображения ниже. Компьютеризация позволила преодолеть многие недостатки радиографического изображения, связав флуоресцентный экран с видеокамерой.Вместо того чтобы ждать разработки фильма, изображения можно просматривать в режиме реального времени. Это может улучшить качество и снизить затраты на производственные применения, такие как сварка труб, где проблема может быть быстро выявлена и устранена.
Оцифровывая изображение и загружая его в компьютер, изображение можно улучшить и проанализировать до такой степени, которая раньше была невозможна. Несколько изображений могут быть наложены. Значения пикселей можно регулировать для изменения затенения и контрастности, выявляя небольшие недостатки и неоднородности, которые не будут отображаться на пленке.Цвета могут быть назначены различным оттенкам серого, чтобы еще больше улучшить изображение и лучше выделить недостатки. Процесс оцифровки изображения, снятого с флуоресцентного экрана – с улучшением этого компьютера и передачей его на монитор – занимает всего несколько секунд. Однако из-за задержки мы больше не можем считать это «реальным временем». Это называется «рентгеноскопические снимки».
Существующие пленки могут быть оцифрованы для достижения тех же результатов и улучшения процесса анализа.Еще одним преимуществом является возможность архивировать изображения на лазерных оптических дисках, которые занимают гораздо меньше места, чем хранилища старых пленок, и их гораздо проще вызывать при необходимости.
Промышленная радиография, таким образом, представляет собой метод контроля, использующий рентгеновские и гамма-лучи в качестве проникающей среды и плотную пленку в качестве носителя записи для получения фотографической записи внутреннего качества. Обычно дефекты в сварных швах состоят либо из пустоты в самом металле сварного шва, либо из включения, которое отличается по плотности от окружающего металла сварного шва.
Рентгенографическое оборудованиепроизводит излучение, которое в чрезмерных количествах может быть вредным для тканей организма, поэтому следует строго соблюдать все меры предосторожности. Все инструкции должны тщательно соблюдаться для достижения удовлетворительных результатов. Только персонал, прошедший подготовку по радиационной безопасности и имеющий квалификацию промышленного рентгенографа, должен быть допущен к радиографическому контролю.
Инспекция магнитных частиц (MT)
Инспекция магнитных частиц – это метод определения и определения неоднородностей в магнитных материалах.Он отлично подходит для обнаружения поверхностных дефектов в сварных швах, в том числе несплошностей, которые слишком малы, чтобы их можно было увидеть невооруженным глазом, и тех, которые слегка подповерхностны.
Этот метод может использоваться для проверки кромок листа перед сваркой, в процессе проверки каждого прохода или слоя сварки, оценки после сварки и для проверки ремонта
– Рис. 3.
Это хороший метод для обнаружения поверхностных трещин всех размеров как в сварном шве, так и в прилегающем основном металле, подповерхностных трещин, неполного плавления, поднутрения и недостаточного проникновения в сварной шов, а также дефектов на ремонтируемых кромках основного металла.Хотя испытания магнитных частиц не должны заменять рентгенографию или ультразвук для подземных оценок, это может дать преимущество перед их методами в обнаружении плотных трещин и неоднородностей поверхности.
С помощью этого метода зонды обычно размещаются на каждой стороне области, подлежащей проверке, и между ними через рабочее место проходит высокая сила тока. Магнитный поток создается под прямым углом к потоку тока – Рис. 3. Когда эти силовые линии сталкиваются с разрывом, таким как продольная трещина, они отклоняются и протекают через поверхность, создавая магнитные полюсы или точки притяжения.Магнитный порошок, присыпанный на поверхность, будет цепляться за область утечки более стойко, чем где-либо еще, образуя признак прерывистости.
Для развития этого признака разрыв должен быть направлен против магнитных силовых линий. Таким образом, когда ток пропускается через заготовку в продольном направлении, отображаются только продольные недостатки. Помещение заготовки в соленоидную катушку создаст продольные силовые линии (рис. 3), которые заставляют поперечные и угловые трещины становиться видимыми при применении магнитного порошка.
Хотя метод магнитных частиц намного проще в использовании, чем рентгенографический контроль, он ограничен использованием с ферромагнитными материалами и не может использоваться с аустенитными сталями. Соединение между основным металлом и сварным швом с различными магнитными характеристиками создаст магнитные разрывы, которые могут быть ошибочно интерпретированы как несостоятельные. С другой стороны, истинный дефект может быть скрыт порошком, цепляющимся за безвредный магнитный разрыв. Чувствительность уменьшается с размером дефекта, а также меньше с круглыми трещинами, такими как газовые карманы.Лучше всего с вытянутыми формами, такими как трещины, и ограничивается поверхностными дефектами и некоторыми подповерхностными дефектами, в основном на более тонких материалах.
Поскольку поле должно быть достаточно искажено, чтобы создать внешнюю утечку, необходимую для выявления дефектов, мелкие, вытянутые неоднородности, такие как волосяные трещины, швы или включения, которые параллельны магнитному полю, не будут отображаться. Они могут быть разработаны путем изменения направления поля, и желательно применять поле с двух направлений, предпочтительно под прямым углом друг к другу.
Магнитные порошки можно наносить сухими или влажными. Метод сухого порошка популярен для проверки тяжелых сварных конструкций, в то время как мокрый метод часто используется для проверки компонентов самолета. Сухой порошок равномерно распыляется по работе с помощью распылителя, пылесборника или распылителя. Мелкодисперсные магнитные частицы имеют покрытие для увеличения их подвижности и доступны в сером, черном и красном цветах для улучшения видимости. В мокром способе очень мелкие красные или черные частицы суспендируются в воде или легком нефтяном дистилляте.Это может быть течь или распылять, или деталь может быть погружена в жидкость. Мокрый метод более чувствителен, чем сухой метод, потому что он позволяет использовать более мелкие частицы, которые могут обнаружить очень мелкие дефекты. Флуоресцентные порошки могут быть использованы для дополнительной чувствительности и особенно полезны для обнаружения разрывов в углах, шпоночных канавках, сплайнах и глубоких отверстиях.
Инспекция жидкого пенетранта (PT)
Поверхностные трещины и проколы, которые не видны невооруженным глазом, могут быть обнаружены инспекцией жидкостного пенетранта.Он широко используется для обнаружения утечек в сварных швах и может применяться с аустенитными сталями и цветными материалами, где магнитный контроль частиц будет бесполезным.
Инспекция проникающей жидкости часто упоминается как расширение метода визуального осмотра. Многие стандарты, такие как AWS D.1. Кодекс гласит, что «сварные швы, подвергаемые жидкостным испытаниям на проникновение, должны оцениваться на основе требований к визуальному контролю».
Используются два типа проникающих жидкостей – флуоресцентный и видимый краситель.При осмотре с флуоресцентной проникающей способностью на поверхность исследуемой части наносится высокофлуоресцентная жидкость с хорошими проникающими свойствами. Капиллярное действие втягивает жидкость в поверхностные отверстия, и избыток затем удаляется. «Разработчик» используется для рисования пенетранта на поверхность, а полученная индикация просматривается ультрафиолетовым (черным) светом. Высокий контраст между флуоресцентным материалом и объектом позволяет обнаружить незначительные следы пенетранта, которые указывают на дефекты поверхности.
Проверка проникающей способности красителя аналогична, за исключением того, что используются ярко окрашенные красители, видимые при обычном освещении – Рис. 4. Обычно используется белый проявитель с проникающими красителями, который создает резко контрастирующий фон с ярким цветом красителя. Это позволяет повысить мобильность, устраняя необходимость в ультрафиолетовом свете.
Проверяемая деталь должна быть чистой и сухой, поскольку любые посторонние предметы могут закрыть трещины или отверстия и исключить проникновение. Пенетранты можно наносить окунанием, распылением или нанесением кистью, но должно быть достаточно времени, чтобы жидкость полностью впиталась в неоднородности.Это может занять час или более в очень требовательной работе.
Жидкостный контроль широко используется для обнаружения утечек. Обычной процедурой является нанесение флуоресцентного материала на одну сторону сустава, ожидание достаточного времени для капиллярного воздействия, а затем просмотр другой стороны в ультрафиолетовом свете. В тонкостенных сосудах этот метод идентифицирует утечки, которые обычно не обнаруживаются при обычном воздушном испытании с давлением 5-20 фунтов / дюйм2. Однако, когда толщина стенки превышает � дюйма, однако чувствительность испытания на утечку уменьшается.
Ультразвуковой контроль (UT)
Ультразвуковой контроль – это метод обнаружения неоднородностей путем направления высокочастотного звукового луча через опорную плиту и сварки по предсказуемому пути. Когда траектория звукового луча прерывает непрерывность материала, часть звука отражается обратно. Звук собирается инструментом, усиливается и отображается в виде вертикального транса на видеоэкране – Рис. 5.

Обнаружение в металлах как поверхностных, так и подповерхностных дефектов может быть обнаружено, найдено и измерено ультразвуковым контролем, включая недостатки, слишком малые для обнаружения другими методами.
Ультразвуковой блок содержит кристалл кварца или другого пьезоэлектрического материала, заключенный в датчик или зонд. При подаче напряжения кристалл быстро вибрирует. Поскольку ультразвуковой преобразователь удерживается на подлежащем проверке металле, он передает механические колебания той же частоты, что и кристалл, через материал куплета в основной металл и сварной шов. Эти колебательные волны распространяются через материал до тех пор, пока они не достигнут разрыва или изменения плотности.В этих точках часть вибрационной энергии отражается обратно. Когда ток, который вызывает вибрацию, отключается и включается со скоростью 60-1000 раз в секунду, кварцевый кристалл периодически действует как приемник, чтобы улавливать отраженные вибрации. Это вызывает давление на кристалл и генерирует электрический ток. Поданный к видеоэкрану, этот ток производит вертикальные отклонения на горизонтальной базовой линии. Результирующий рисунок на поверхности трубки представляет отраженный сигнал и разрыв.Компактное портативное ультразвуковое оборудование доступно для полевого контроля и обычно используется на мостовых и строительных работах.
Ультразвуковой контроль менее пригоден, чем другие методы NDE для определения пористости в сварных швах, потому что круглые газовые поры отвечают на ультразвуковые испытания в виде серии одноточечных отражателей. Это приводит к откликам с низкой амплитудой, которые легко спутать с «шумом базовой линии», присущим параметрам тестирования. Тем не менее, это предпочтительный метод испытаний для выявления разрывов и расслоений простого типа.
Портативное ультразвуковое оборудование доступно с цифровым управлением и микропроцессорным управлением. Эти инструменты могут иметь встроенную память и могут предоставлять распечатки или видеомониторинг и запись. Они могут быть связаны с компьютерами, что позволяет проводить дальнейший анализ, документирование и архивирование, так же как и с радиографическими данными. Ультразвуковое обследование требует экспертной интерпретации от высококвалифицированного и хорошо обученного персонала
Выбор Контроль качества
Хорошая программа проверки NDE должна учитывать ограничения, присущие каждому процессу.Например, как рентгенография, так и ультразвук имеют разные ориентационные факторы, которые могут определять, какой процесс использовать для конкретной работы. Их сильные и слабые стороны, как правило, дополняют друг друга. В то время как рентгенография не может надежно обнаружить дефекты, подобные ламинированию, ультразвук намного лучше в этом. С другой стороны, ультразвук плохо подходит для обнаружения рассеянной пористости, в то время как рентгенография очень хороша.
Какие бы методы контроля ни использовались, обращая внимание на «пять P» качества сварного шва, вы сможете сократить последующий контроль до рутинной проверки.Затем правильное использование методов NDE будет служить проверкой для поддержания переменных в соответствии и качества сварного шва в рамках стандартов.
Пять P:
1. Выбор процесса – t Процесс должен подходить для данной работы.
2. Подготовка – Конфигурация соединения должна быть правильной и совместимой с процессом сварки.
3. Процедуры – Процедуры должны быть подробно описаны и строго соблюдаться во время сварки.
4. Предварительное тестирование – следует использовать макеты или моделированные образцы, чтобы доказать, что процесс и процедуры дают желаемый стандарт качества.
5. Персонал – q квалифицированных людей должны быть назначены на работу.