Деревообрабатывающий комбинированный станок д 400: Комбинированный станок по дереву Д-400 – цена, отзывы, характеристики с фото, инструкция, видео
alexxlab | 28.04.2023 | 0 | Разное
Д-400 Станок деревообрабатывающий комбинированный. Паспорт, схемы, описание, характеристики
Производителем деревообрабатывающего комбинированного станка Д-400 является компания Техснаб, ООО, г. Иваново. Адрес сайта: http://tehsnabstanki.ru
Компания “Техснаб” занимается разработкой и выпуском деревообрабатывающих станков с 1992 года.
Деревообрабатывающие станки Компании Техснаб
- Д-250 – станок делится на 2 независимых станка: Фуганок и рейсмусовый узел
- Д300 – базовый станок. Ширина фугования (рейсмусования): 310мм. Масса станка: 650 кг.
- Д-400 – базовый станок. Максимальная ширина фугования (рейсмусования): 410мм. Масса станка: 780 кг.
Д-400 станок деревообрабатывающий комбинированный. Назначение, область применения
Деревообрабатывающий комбинированный станок Д-400 предназначен для комплексной обработки столярных изделий и несложной мебели пилением, строганием (фугованием), фрезерованием с ручной подачей заготовки на предприятиях средней мощности.
При соответствующей наладке на станке Д-400 можно выполнять следующие виды обработки:
- строгание (фугование) по плоскости до 410 мм по ширине и до 4,3 мм в глубину за один проход;
- строгание по ребрам (кромке) под углом от 0 до 45°;
- рейсмусование одностороннее досок, брусьев с механической подачей до 320 мм по ширине и до 4,3 мм в глубину;
- сверление, изготовление продольных и поперечных пазов концевыми фрезами на сверлильно-пазовальном приспособлении.
- распиловку вдоль и поперек волокон доски толщиной до 80 мм при скорости подачи заготовки до 1,5 м/мин;
- распиловку вдоль волокон под углом от 0 до 45° с помощью линейки;
- распиловку плит, досок поперек волокон (торцевание) прямо и под углом с помощью торцовочной каретки;
- фрезерование фасонными фрезами до Ø180 мм;
- зарезание шипов фасонными фрезами с помощью каретки;
- криволинейное фрезерование фасонными фрезами по шаблону (копировальное устройство по заказу).

Строгальный шпиндель (ножевой вал):
Пильный шпиндель:
Фрезерный вертикальный шпиндель:
Особенности конструкции многофункционального станка Д-400
- Жесткая станина и литые чугунные столы снижают вибрацию и обеспечивают высокую точность обработки длительное время
- Привод пильного, строгального и фрезерного шпинделей индивидуальный от 3-х электродвигателей
- Высокое качество фрезерования обеспечивается вертикальным высокооборотным шпинделем и системой прижимов (по заказу)
- Для зарезания шипов и пиления поперек волокон и под углом служит торцовочная каретка
- Пильный и фрезерный валы имеют возможность вертикального перемещения и при работе одного другой убирается в крайнее нижнее положение и отверстие заглушается
- Рейсмусование с автоподачей через два приводных вала, при этом фуговальные столы откидываются, открывая удобный доступ к рейсмусовому столу
- Сверлильно-пазовальный стол обеспечивает перемещения: в горизонтальной плоскостм в любом направлении с помощью системы рычагов и вертикально – винтом с маховичком и ручкой
- Для безопасной работы станок оборудован защитными устройствами и ограждениями: защитные кожуха имеют патрубки для присоединения стружкоотсосов
- Станок укомплектован эксцентриковыми прижимами, направляющими.

- На станке имеется возможность производить заточку режущего инструмента (сверл, резцов и пр.), а также плоских ножей с пряморежущей кромкой для фуганков и цилиндрических сборных фрез.
Условия эксплуатации – на открытых площадках, под навесом, в закрытых помещениях, кроме жилых помещений.
Станки должны эксплуатироваться в следующих условиях:
- Высота над уровнем моря – до 1000 м;
- Нормальное эксплуатационное значение атмосферного давления: 865…1065 ГПа (650—800 мм рт. ст.)
- Нормальные значения температуры воздуха при эксплуатации станка: +10°С … +25°С
- Рекомендуемая температура воздуха +17°С … +23°С
- Рекомендуемая относительная влажность воздуха не более 75% при 20 ºС
- Допускается влажность воздуха до 85% при +25 “С и при более низких температурах, но без конденсации влаги.
- Исполнение по степени защиты от влаги – незащищенное
Комплект поставки к станку Д-400
Станок в сборе
Ящик Д300. 052
052
Комплектность:
- Шипорезная каретка (в сборе)
- Зажим сверлильный (в сборе)
- Уголок
- Ножи строгальные (установлены на станке)
- Пила дисковая 315х32 z=48 (поставляется за доп. плату)
- Кожух пилы с секторами
- Комплект опор (поставляется за дополнительную плату)
- Вставка на круглопильное устройство
- Упор круглопильного устройства
- Кожух фрезерного устройства
- Зажим кожуха фрезерного устройства
- Кольцо и лист фрезерного устройства
- Стопор фрезерного устройства (установлен на станке)
- Направляющая строгального устройства (в сборе)
- Защита строгального устройства (в сборе)
- Устройство сверлильное (в сборе)
- Винты крепления сверлильного устройства
- Руководство по эксплуатации
Дополнительные приспособления к станку Д-400
- Д300К1 – Быстросъемная копировальная приставка для криволинейного фрезерования;
- Д300ФШ – Приспособление фрезерное прижимное.

- автоподатчик – Автоматическое подающее устройство;
- ДС2200 – Аспирационная система (стружкоотсос).
Деревообрабатывающие станки Компании Техснаб
- Д300 – базовый станок. Ширина фугования (рейсмусования): 310мм. Масса станка: 650 кг.
- Д-400 – базовый станок. Максимальная ширина фугования (рейсмусования): 410мм. Масса станка: 780 кг.
- Д300/260 – станок без вертикального фрезерного шпинделя. Ширина фугования (рейсмусования): 300мм
- Д250 – станок делится на 2 независимых станка: Фуганок и рейсмусовый узел
- Д300ФР – в состав оборудования не входят устройства: — фрезерное, круглопильное, шипорезное, сверлильно-пазовальное
- Д-400ФР – в состав оборудования не входят устройства: — фрезерное, круглопильное, шипорезное, сверлильно-пазовальное
- Д300 Ф1300 – станок делится на 2 независимых станка.
 Восемь функций
Восемь функций - Д300 Ф2000 – станок делится на 2 независимых станка. Восемь функций
- Д300 Ф2600 – станок делится на 2 независимых станка. Восемь функций
Д-400 Общий вид комбинированного станка
Состав комбинированного станка Д-400
- Станина Д300.101.051
- Рейсмус Д300.200.001
- Устройство круглопильное Д300.401.001
- Устройство фрезерное Д300.402.001
- Устройство шипорезное Д300.403.001
- Устройство сверлильное Д300.405.001
Кинематическая схема комбинированного станка Д-400
Кинематическая схема комбинированного станка Д-400. Смотреть в увеличенном масштабе
Устройство комбинированного станка Д-400
Станина (Д-400.101.051) рис. 1.1. поз. 1.
Станина представляет собой сварную конструкцию, являющуюся базой для установки круглопильного, рейсмусового, строгального, фрезерного и сверлильного устройств. Станина монтируется на ровной жесткой плоскости и не требует специального фундамента. Выставка станины осуществляется по уровню в продольном и поперечном направлениях регулировкой опор. Конструкция станины предусматривает возможность установки станка на виброопоры.
Станина монтируется на ровной жесткой плоскости и не требует специального фундамента. Выставка станины осуществляется по уровню в продольном и поперечном направлениях регулировкой опор. Конструкция станины предусматривает возможность установки станка на виброопоры.
Сборочная группа «Рейсмус» (Д300.200.001) рис. 1.1. поз. 3
В сборочную группу «Рейсмус» входят:
- устройство рейсмусовое (Д300.201.001)
- устройство строгальное (Д300.202.001)
Устройство рейсмусовое (Д300.201.001)
Устройство рейсмусовое состоит из ножевого вала, механизма подачи, которые монтируются на двух чугунных щеках, установленных на станину, подъемный стол монтируется непосредственно на станине. На щеках также устанавливается устройство, препятствующее выбросу обрабатываемой заготовки в сторону работающего.
Ножевой вал является режущим органом устройства и представляет собой стальной цилиндр с укрепленными в его пазах тремя строгальными ножами. Закрепление ножей осуществляется посредством зажимных болтов и клиньев, прижимающих ножи к опорным плоскостям вала. Нижняя кромка ножей опирается на пружины, что облегчает их выставку и регулировку. Ножевой вал вращается в двух шарикоподшипниках. Крутящий момент на ножевой вал передается от электродвигателя, установленного в пазах боковой стенки станины, посредством клиноременной передачи.
Нижняя кромка ножей опирается на пружины, что облегчает их выставку и регулировку. Ножевой вал вращается в двух шарикоподшипниках. Крутящий момент на ножевой вал передается от электродвигателя, установленного в пазах боковой стенки станины, посредством клиноременной передачи.
Натяжение ремня осуществляется вертикальным перемещением электродвигателя в пазах.
Подъемный стол монтируется в корпусе и устанавливается непосредственно на станине. Подъем осуществляется с помощью штурвала.
Механизм подачи заготовки состоит из двух валов (подающего рифленого и принимающего гладкого), которые приводятся во вращение с помощью понижающей зубчато-цепной передачи. Отбор мощности на механическую подачу производится от ножевого вала с помощью фрикциона (подпружиненное обрезиненное колесо), установленного на одном из валов зубчато-цепной передачи. Натяжение цепи осуществляется подпружиненной звездочкой.
Противовыбрасывающее устройство (упоры) смонтировано на одной из связей чугунных щек. Для установки подъемного стола по высоте на нужный размер обработки служит линейка с указателем.
Для установки подъемного стола по высоте на нужный размер обработки служит линейка с указателем.
Во время работы на строгальном устройстве механизм подачи заготовки должен быть отключен с помощью фиксируемого рычага.
Регулировка и наладка рейсмусового устройства
Ножи необходимо устанавливать так, чтобы они выступали на 1,5 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе, правильном направлении вращения. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо демонтировать подшипники, промыть и заменить смазку.
Регулярно следить за натяжением цепи механизма подачи заготовки и состоянием резинового покрытия приводного колеса фрикциона.
Примечание: при работе на рейсмусовом устройстве фуговальные столы могут быть повернуты на кронштейнах при наличии защитного кожуха ножевого вала.
Устройство строгальное (Д300.202.001) рис. 1.1. поз. 7
Устройство строгальное состоит из ножевого вала, подающего (переднего) и приемного (заднего) фуговальных столов, направляющей линейки и защиты ножевого вала. Столы смонтированы на верхних гранях щек рейсмусового устройства. Столы имеют регулировку по высоте, что обеспечивает снятие с обрабатываемого материала стружки различной толщины. Задний стол выставляется заподлицо с верхней точкой траектории движения ножей ножевого вала с помощью линейки и в процессе работы регулировке не подлежит.
Передний стол переставляется в зависимости от требуемой толщины снятия стружки. Подъем столов осуществляется за счет перемещения по резьбе осей, жестко связанных со столами.
Направляющая линейка служит для направления обрабатываемого материала и для строгания кромок под определенным углом (максимальный угол 45°). Линейка фиксируется зажимом. Ограждение ножевого вала регулируемое на ширину обрабатываемого материала. Электропривод единый для рейсмусового ,и строгальных устройств.
Регулировка и наладка строгального устройства
Следить за состоянием поверхностей столов. Задиры, выбоины необходимо устранить. Следить за надежностью крепежных элементов направляющей линейки. Остальные требования по регулировке и наладке строгального устройства аналогично п. 6.2.3. «Регулировка и наладка рейсмусового устройства».
Устройство круглопильное (Д300.401.001) рис. 1.1. поз. 2.
Устройство круглопильное применяется для продольной, поперечной и распиловки материала «под углом».
Приспособление состоит из рабочего стола, направляющей линейки, вращающегося шпинделя с дисковой пилой.
Корпус шпинделя имеет возможность перемещаться по направляющим литого кронштейна, на котором жестко закреплен стол, а сам кронштейн крепится к станине.
На шпинделе с одного конца установлена дисковая пила, которая закреплена между фланцев с помощью гайки, на другом конце шпинделя установлен шкив, на который с помощью клинового ремня передается крутящий момент с электродвигателя.
Электродвигатель закреплен на маятниковой опоре, которая смонтирована на боковой стенке станины. Натяжение ремня производится с помощью перемещения маятниковой опоры.
Высота пропила регулируется с помощью рычага путем перемещения корпуса шпинделя по направляющим кронштейна и фиксации в нужном положении.
Направляющая линейка, установленная на столе, имеет возможность, перемещаться для регулирования ширины отпила. Для отсчета ширины отпила на торце стола, установлена линейка.
Для поперечной распиловки и распиловки под углом используется шипорезная каретка, перемещающаяся по направляющим параллельно плоскости пилы. На каретке установлен упорный уголок для базирования заготовки. Для распиловки под углом уголок разворачивается и фиксируется в нужном положении.
Направление вращения пилы – на работающего.
Дисковая пила закрыта сварным стальным ограждением с устройством, препятствующим выбросу обрабатываемой заготовки в сторону работающего.
Сзади дисковой пилы установлен расклинивающий нож.
В нижней части кожуха имеется патрубок для подсоединения отсасывающего устройства удаления стружки.
Регулировка и наладка круглопильного устройства
Дисковую пилу установить на вал и надежно поджать гайкой через фланец. Проверить на холостом ходу направление вращения пилы. Направление вращения на оператора. Проверить надежность крепления расклинивающего ножа, наличие защитного ограждения и его крепление. Зазор между ножом по всей его длине и пилой не должен превышать 10 мм.
Устройство фрезерное рис. 1.1. поз. 4 (шипорезное рис. 1.1. поз. 5)
Устройство фрезерное (шипорезное) состоит из корпуса, прифланцованного к нижней поверхности стола круглопильного устройства. Внутри корпуса перемещается пиноль, в подшипниках которой установлен фрезерный шпиндель. На конце шпинделя устанавливаются фрезы различной толщины и профиля. Для установки фрез имеется комплект проставных втулок. Крепление инструмента на шпинделе производится с помощью гайки. Выдвижение шпинделя в рабочую позицию и регулировка по высоте осуществляется ручным приводом, состоящим из зубчатой пары и винта. В рабочем положении шпиндель фиксируется стопором.
В рабочем положении шпиндель фиксируется стопором.
Электродвигатель привода установлен на подмоторной плите. Натяжение ремня осуществляется перемещением плиты на двух скалках, которые после регулировки фиксируются.
Изменение скорости вращения шпинделя производится перекидыванием ремня на двухручьевых шкивах.
Шпиндель с установленными фрезами закрыт кожухом.
В задней части кожуха имеется патрубок для подсоединения отсасывающего устройства удаления стружки. Глубина фрезерования регулируется перемещением кожуха в направляющих пазах (показанное на рис 1.1. приспособление фрезерное не входит в комплект станка и поставляется за дополнительную плату).
Для нарезания шипов используется каретка со столом. На столе установлен упорный уголок с зажимом, позволяющий базировать и зажимать заготовку.
Уголок имеет возможность разворачиваться, что позволяет осуществлять нарезку шипов под различными углами.
При работе на круглопильном устройстве шпиндель фрезерного (шипорезного) устройства устанавливается в крайнее нижнее положение, а отверстие в столе закрывается специальной заглушкой.
При работе на фрезерном (шипорезном) устройстве дисковая пила круглопильного устройства должна быть установлена в крайнее нижнее положение и надежно зафиксирована, а ее защитный кожух должен быть снят.
Регулировка и наладка фрезерного (шипорезного) устройства
Опустить дисковую пилу круглопильного устройства в крайнее нижнее положение и надежно зафиксировать.
Снять заглушку на столе и выдвинуть шпиндель в рабочую позицию. Установить с помощью втулок фрезу (набор фрез) на шпиндель и надежно поджать гайкой.
Установить ограждение с направляющей планкой (при фрезеровании) или без нее (при нарезании шипов) и отрегулировать на необходимый размер. Надежно закрепить ограждение. Фрезу (набор фрез) путем перемещения шпинделя установить на необходимый размер по высоте, пиноль зафиксировать.
Проверить на холостом ходу направление вращения фрезы.
Направление вращения на оператора.
Устройство сверлильное рис. 1.1. поз. 6
Устройство сверлильное применяется для сверления отверстий и фрезерования пазов, выборок.
Устройство сверлильное состоит из стола, смонтированного на кронштейне, жестко закрепленном на щеке рейсмусового устройства.
Стол имеет возможность перемещаться: вертикально «вверх — вниз», горизонтально вдоль оси и перпендикулярно оси режущего инструмента. Перемещение стола осуществляется: по высоте винтом с маховиком и ручкой, в горизонтальной плоскости с помощью рычага.
На столе имеется базовый упор для заготовки и устройство крепления заготовки.
Регулировка и наладка сверлильного устройства
Сверлильный патрон (в комплект поставки не входит) установить на конический конец ножевого вала, рейсмусового устройства, и закрепить винтом.
Проверить на холостом ходу направление вращения патрона.
Установить режущий инструмент в патрон и зажать.
Проверить радиальное биение инструмента. Если биение больше 0,1 мм, заменить инструмент.
Убедиться в надежности работы зажима заготовки.
По окончании работы инструмент из патрона удалить.
Схема электрическая принципиальная деревообрабатывающего комбинированного станка Д-400
Электрическая схема комбинированного станка Д-400. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Электрическая схема комбинированного станка Д-400. Смотреть в увеличенном масштабе
Читайте также: Заводы производители деревообрабатывающих станков в России
Станок деревообрабатывающий Д-400. Видеоролик
Станок Д-400 в работе
Технические характеристики комбинированного станка Д-400
| Наименование параметра | Д-250 | Д300 | Д400 |
|---|---|---|---|
| Фугование (строгание) | |||
| Наибольшая ширина фугования (строгания), мм | 250 | 320 | 410 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 5 | 4,3 | 4,3 |
| Диаметр режущей части ножевого вала, мм | 75 | 70 | 70 |
| Частота вращения ножевого вала на холостом ходу, об/мин | 4000 | 5600 | 5600 |
| Размеры строгального ножа, мм | |||
| Количество строгальных ножей | 3 | 3 | 3 |
| Ширина строгальных столов, мм | 250 | 320 | 410 |
| Общая длина строгальных столов, мм | 1100 | 1420 | 1420 |
| Рейсмус | |||
| Максимальная и минимальная толщина заготовки при рейсмусовании, мм | 190. .5 .5 | 180..5 | 180..5 |
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 300 | 300 | 300 |
| Скорость подачи заготовки в режиме рейсмуса, м/мин | 6 | 10 | 10 |
| Размеры рабочей поверхности рейсмусового стола, мм | 252 х 600 | 320 х 550 | 400 х 650 |
| Максимальная ширина рейсмусования, мм | 248 | ||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 2,5 | ||
| Высота подъема рейсмусового стола (максимальная высота заготовки), мм | 195 | 180 | 180 |
| Пиление. Устройство круглопильное | |||
| Диапазон глубины пропила, мм | 1..70 | 1..80 | 1..80 |
| Наибольший диаметр пильного диска, мм | Ø250 х 33 х 3 | Ø250. .Ø315 .Ø315 | Ø250..Ø315 |
| Посадочный диаметр пилы, мм | 32 | 32, 50 | 32, 50 |
| Толщина пилы, мм | 3 | 2 | 2 |
| Частота вращения пилы, об/мин | 4500 | 3500 | 3500 |
| Размеры рабочей поверхности пильного стола, мм | 980 х 470 | 750 х 500 | 750 х 500 |
| Размеры торцевой каретки, мм | 400 х 250 | Ход торцевой каретки, мм | 1080 |
| Вертикальное фрезерование. Устройство фрезерное | |||
| Вертикальное перемещение шпинделя (наибольшая толщина обрабатываемого материала), мм | 80 | 80 | 80 |
| Посадочный диаметр фрезерного шпинделя, мм | 32 | 32 | 32 |
| Наибольший диаметр фрезы, мм | 144 | 180 | 180 |
| Частота вращения фрезерного шпинделя, об/мин | 4500 / 6500 | 6000 / 8000 | 6000 / 8000 |
| Размеры рабочей поверхности стола, мм | 980 х 470 | 750 х 500 | 750 х 500 |
| Размеры рабочей поверхности шипорезной каретки, мм | 250 х 400 | 335 х 450 | 335 х 450 |
| Наибольший ход каретки, мм | 1080 | 900 | 900 |
Сверление.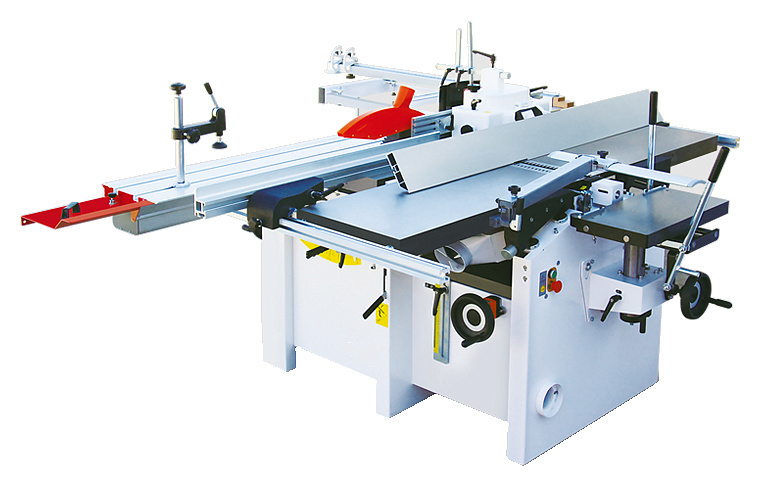 | |||
| Наибольший диаметр сверла, фрезы, мм | 16 | 16 | 16 |
| Частота вращения сверла, фрезы, мин | 4500 | 5600 | 5600 |
| Размеры рабочей поверхности стола, мм | 365 х 150 | 450 х 250 | 450 х 250 |
| Глубина сверления, мм | 100 | 150 | 150 |
| Продольный ход стола, мм | 150 | 150 | 150 |
| Электрооборудование станка | |||
| Род тока питающей сети | 220В / 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 3 | 3 | 3 |
| Электродвигатель строгального, рейсмусового, сверлильного устройства, кВт | 1,5 | 2,2 | 2,2 |
| Электродвигатель круглопильного устройства, кВт | 1,5 | 3,0 | 3,0 |
| Электродвигатель вертикального фрезерного устройства, кВт | 1,4 | 3,0 | 3,0 |
| Суммарная мощность электродвигателей, кВт | 4,4 | 8,2 | 8,2 |
| Габарит и масса станка | |||
| Габарит станка (длна х ширина х высота), мм | 1260 х 1140 х 970 | 1660 х 1500 х 1100 | 2050 х 1560 х 1100 |
| Масса станка, кг | 304/355 | 650 | 750 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Деревообрабатывающий комбинированный станок Д300, Д400.
Каталог товаров
Главная Каталог оборудования Деревообрабатывающие станки Столярное оборудование Комбинированные
Д 300, Д 400
Продажа комбинированных деревообрабатывающих станков Д300, Д400 со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на деревообрабатывающие станки Д-300, Д-400 запрашивайте в отделе станочного оборудования.
Комбинированные станки Д 300, Д 400.
|
Д400. |
|

На станке выполняются следующие операции:
- Продольной, поперечной и под углом распиловки дисковой пилой;
- Строгание (фугование) по плоскости и кромке;
- Рейсмусование с автоподачей заготовки;
- Фрезерование поверхностей различной конфигурации (копировальное устройство по заказу) и зарезки шипов;
- Сверление и фрезерование пазов;
- Жесткая станина и литые чугунные столы снижают вибрацию и обеспечивают высокую точность обработки длительное время.
- Привод шпинделей индивидуальные от 3-х электродвигателей.
- Высокое качество фрезерования обеспечивается вертикальным высокооборотным шпинделем и системой прижимов (по заказу).

- Для зарезки шипов и пиления поперек волокон и под углом служит торцовочная каретка.
- Пильный и фрезерный валы имеют возможность вертикального перемещения и при работе одного другой убирается в крайнее нижнее положение и отверстие заглушается.
- Рейсмусование с автоподачей через два приводных вала, при этом фуговальные столы откидываются, открывая удобный доступ к рейсмусовому столу.
- Сверлильно-пазовальный стол обеспечивает перемещения: в горизонтальной плоскости в любом направлении с помощью системы рычагов и вертикально – винтом с маховичком и ручкой.
- Для безопасной работы станок оборудован защитными устройствами и ограждениями: защитные кожуха имеют патрубки для присоединения стружкоотсосов.
- Станок укомплектован эксцентриковым прижимом, направляющими линейками.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ Д300, Д400:
|
Д300 |
Д400 |
|
|
Наиб. |
310 |
410 |
|
Наиб. толщина при рейсмусовании, мм |
180 |
180 |
|
Длина фуговальных столов, мм |
1850 |
2080 |
|
Скорость подачи при рейсмусовании, м/мин. |
10 |
10 |
|
Наиб. глубина (сверления) и длина (паза), мм |
100х100 |
100х100 |
|
Частота вращения ножевого вала (сверла), об. |
6 000 |
6 000 |
|
Наиб. толщина при пилении, мм |
85 |
85 |
|
Диаметр дисковой пилы, мм |
315 |
315 |
|
Частота вращения пильного вала, об./мин. |
3450 |
3450 |
|
Диаметр фрезерного шпинделя, мм |
32 |
32 |
|
Наиб. диаметр устанавливаемой фрезы, мм |
160 |
160 |
|
Частота вращения фрезерного шпинделя, об. |
6000; 8000 |
6000; 8000 |
|
Количество электродвигателей, шт |
3 |
3 |
|
Суммарная мощность, кВт |
8,2 |
8,2 |
|
Габарит, мм |
1950х1520х1450 |
2050х2080х1450 |
|
Масса, кг |
650 |
780 |
 ширина фугования и рейсмусования, мм
ширина фугования и рейсмусования, мм /мин.
/мин. /мин.
/мин.ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ:
|
Дополнительно на станок рекомендуется установка Преимущества установки автоподатчика:
|
|
|
Быстросъемная копировальная приставка Д300К1. Размеры стола под шаблон: 250х600 мм. |
|
|
Приспособление фрезерное Д300ФШ. Для обеспечения безопасности и увеличения производительности труда обрабатываемый материал прижимается подпружиненными роликами сверху и сбоку. |


Заказать и купить деревообрабатывающий комбинированный станок Д 300, Д 400 вы можете с заказом отгрузки транспортными компаниями в города: в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России. Наверх
Наверх
|
 ..
.. 530мм / 630мм
530мм / 630ммДеревообрабатывающий универсальный комбинированный станок Minimax CU 410ES
(512) 931-1962 Универсальный комбинированный станок со всеми минимаксными качествами по самой доступной цене идеально подходит для требовательных любителей и мастерских по дереву.
Отличительными чертами всех наших комбинированных деревообрабатывающих станков являются:
ПРОСТОТА В ЭКСПЛУАТАЦИИ
Система открытия рабочего стола внутрь станка гарантирует превосходную эргономику.
Все деревообрабатывающие комбинированные станки оснащены анодированными штампованными направляющими с опорой и быстрой фиксацией и эффективной системой подачи на рубанок. Эти особенности делают эти станки простыми в использовании для любого типа обработки.
ГИБКОСТЬ
Максимальная гибкость при использовании фрез с фрезерным шпинделем, оснащенным различными скоростями. Станки оснащены кожухом шпинделя с микрометрической регулировкой, что очень удобно при формовании.
Операции по нарезанию шипов (опция) легко выполняются благодаря алюминиевой каретке и специальной скорости
PRECISION
Наклоняемый пильный блок со скольжением анодированной алюминиевой каретки рядом с диском для повышения точности резки. часть стандартного оборудования минимаксных деревообрабатывающих комбинированных станков.
часть стандартного оборудования минимаксных деревообрабатывающих комбинированных станков.
Подъем и наклон блока с практичными маховиками гарантируют легкую настройку при различных видах обработки.
БЕЗОПАСНОСТЬ
Богатые устройства безопасности CE, такие как защита вала для выполнения операций формовки и работы с изогнутыми профилями. Обработка на строгальном станке очень проста благодаря большому столу для наплавки
Откройте для себя режущую головку ” Xylent” , доступную для этого станка
Преимущества
Единственный в мире в своей категории ! Чугунный пильный агрегат с жесткой конструкцией замкнутого контура может вмещать полотно макс. Диаметр 400 мм (для si 400es и Nova si 40) с установленным подрезным лезвием , обеспечивающим идеальную и легкую резку шпона и толстых массивных древесных материалов. Пильный диск использует 100% мощности двигателя благодаря подрезному диску с независимым двигателем в стандартной комплектации . Точки опоры вращения пильного блока имеют диаметр 120 мм и стоят на устойчивых серповидных упорах, отделяющих его от основания: жесткое надежное решение.
Непревзойденное литье
Максимальная стабильность и жесткость в любых условиях работы благодаря большой фрезерной колонне шпинделя, полностью изготовленной из чугуна. 4 стандартные скорости идеально подходят для любого типа обработки, от формовки до фрезерования и нарезания шипов, с возможностью установки инструментов диаметром до 320 мм (300 мм без CE).
Идеальная отделка
Оптимальное строгание с минимальными усилиями благодаря режущему блоку диаметром 95 мм и 4 ножам. Для безупречной отделки давление подающих роликов рейсмуса можно регулировать в зависимости от типа обрабатываемой древесины. Подающий валик имеет спиральный профиль, что гарантирует надежную и постоянную подачу заготовки, а выходной валик из стали, обработанной пескоструйной обработкой, поддерживает идеальную финишную обработку после обработки.
Стабильность во времени
Удобное и точное строгание. В серии Elite S используются эргономичные решения, такие как наплавочные столы 2200 мм из ребристого чугуна с одновременным открыванием внутрь станка под углом 90°. Для максимальной долговременной стабильности чугунный рейсмусовый стол поднимается на 4 шпинделях с трапециевидной резьбой, защищенной от пыли.
| 410 у.е. | ||
| Рабочая ширина режущей головки | мм/дюймы | 410/16 |
| Длина станины | мм/дюймы | 2200/86 |
| Макс. диаметр пилы с установленным подрезным диском | мм/дюймы | 350/14 |
| Размер оправки пильного диска | мм/дюймы | 25/1 |
Макс. |