Деревообрабатывающий станок кн 2м – станок кн-2М в Москве
alexxlab | 11.01.2020 | 0 | Разное
МП8-1540 Станок деревообрабатывающий комбинированныйСхемы, описание, характеристики
Сведения о производителе деревообрабатывающего комбинированного станка МП8-1540
Разработчиком и изготовителем деревообрабатывающего комбинированного станка МП8-1540 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
МП8-1540 станок деревообрабатывающий комбинированный. Назначение, область применения
Бытовой комбинированный деревообрабатывающий станок МП8-1540 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок МП8-1540 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения – 1745 и 4465 об/мин при перестановке клинового ремня.
В одном торце строгального вала крепится приемный шкив в другом дисковая пила (дисковая фреза), сверлильный патрон, шлифовальный диск или гребенка токарного приспособления.
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 2,5 мм в глубину за один проход при скорости подачи заготовки до 5,4 м/мин. Скорость вращения ножевого вала – 4465 об/мин;
- Строгание в размер (ресмусование) по ширине до 200 мм и до 50 мм тощиной за один проход при скорости подачи заготовки до 5,4 м/мин. Скорость вращения ножевого вала – 4465 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловка вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 1745 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Сверление отверстий диаметром до 16 мм и Фрезерование торцовой фрезой диаметром до 16 мм;
- Токарная обработка заготовки диаметром до Ø 60 мм и длиной до 450 мм;
- Заточка инструмента шлифовальным кругом.
Принцип работы и конструктивные особенности комбинированного станка МП8-1540
Станок состоит из трех основных частей (см.рис.5.1):
- Строгальный механизм, закрепленный стойками на корпусе
- Привод
- Рейсмусовый стол
Электродвигатель закреплен внутри корпуса привода 3
Электрические аппараты, обеспечивающие работу электродвигателя, размещены в электрошкафу 5. Подвод электроэнергии производится, через шнур с вилкой 13.
Ограждение 4 закрывает вращающиеся части.
На строгальном механизме может быть установлено прижимное приспособление (рис. 6.2). В этом случае обрабатываются пиломатериалы толщиной до 50 мм. При большей толщине обработка ведется без прижимного приспособления.
В строгальном механизме (рис.6.1) на подшипниках установлен ножевой вал 6, получающий вращение от электродвигателя через клиновую передачу.
МП8-1540 Общий вид комбинированного станка

Фото комбинированного станка мп8-1540

Фото комбинированного станка мп8-1540

Фото комбинированного станка мп8-1540

Фото комбинированного станка мп8-1540
Расположение составных частей и органов управления станком мп8-1540
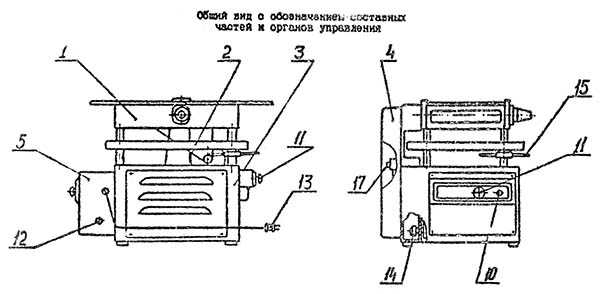
Расположение составных частей и органов управления станком мп8-1540
- Механизм строгальный – МП8-1540.100.002.00
- Стол рейсмусовый – МП8-1540.200.002.00
- Привод – МП8-1540.410.001.00
- Ограждение – МП8-1540.450.000.00
- Электрошкаф – МП8-1540.610.003.00
- Кнопка пуска станка
- Кнопки отключения электродвигателя
- кнопка ввода в рабочее состояние теплового реле
- Вилка электрокабеля
- Рукоятка перемещения рейсмусового стола
Исполнения комбинированного деревообрабатывающего станка МП8-1540

Исполнения комбинированного станка мп8-1540
Строгальный механизм комбинированного деревообрабатывающего станка МП8-1540

Строгальный механизм комбинированного станка мп8-1540
Ножевой вал имеет конусную часть, на которую устанавливается рабочий инструмент (патрон) или переходная втулка для закрепления режущего инструмента (дисковая Фреза, пила, шлифовальный круг).
При пилении клиновой ремень с большего шкива электродвигателя перебрасывается на малый шкив для снижения числа оборотов.
При рейсмусовании пиломатериалы подаются под строгальным механизмом по поверхности рейсмусового стола 12 (см. рис.6.1). Загрузка производится со стороны, противоположной электрошкафу. Вертикальное перемещение рейсмусового стола производится цепной передачей при вращении рукояток 15 (см.рис.5.1).
Подачу пиломатериала обеспечивают ведущие валы 5 и 10 (см.рис.6.1), получающие вращение от электродвигателя черев зубчатую и цепную передачи.
Детали 4 “коготь”, смонтированные на оси, предотвращают выбрасывание пиломатериала при работе ножевого вала.
Строгальный механизм (рис.6.1.) имеет неподвижный 1 я подвижный 3 столы. Глубина строгания выбирается установкой Подвижного стола, перемещаемого поворотом ручки 14.
Для нормальной работы строгального механизма необходимо:
1) Правильно установить и надежно закрепить ножи 9 на ножевом валу 6. Установка ножей проверяется с помощью шаблона, прижатого гранью к неподвижному столу 1. Шаблон входит в комплект поставки.
При повороте ножевого вала 6 правильно установленные ножи должны слегка касаться режущей кромкой нижней грани шаблона. После установки ножей 9 болты 7 крепежных клиньев 8 необходимо надежно затянуть.
Установленные заводом-изготовителем в ножевой вал ножи, клинья и болты комплектно подобраны по массе. Во избежание вибрации станка запрещается переводить детали из одного комплекта в другой.
2) Проверить натяжение ремня и цепной передачи, открыв ограждение 4 (см.рис.5.1). Натяжение контролируется путем приложения к середине ветви усилия 7Н(0,7кгс), при этом величина прогиба не должна превышать 12мм. Натяжение ремня регулируется поворотом электродвигателя после отпускания стопорной гайки рукояткой 14 (см. рис. 5.1). После натяжения ремня затянуть стопорную гайку поворотом рукоятки 14.
Натяжение цепи регулируется поворотом кривошипа, на котором установлен блок шестерня-звездочка. После регулировки затянуть стопорную гайку кривошипа.
3) Установить прижимное приспособление (рис.6.2) и закрепить его винтами. Рукояткой 1, расположенной сверху приспособления, установить прижимные ролики 2 на нужную толщину обрабатываемого материала
При строгании без прижимного приспособления оставлять открытой рабочую часть ножевого вала 6 (рис.6.1) на ширину обрабатываемого материала. Неработающая часть ножевого вала должна быть закрыта защитным кожухом 2.
При строгании коротких брусьев (до 500 мм) следует обязательно пользоваться дополнительным брусом для подталкивания, при этом работающий не должен находиться позади обрабатываемого материала. Строгание коротких брусьев производится только с прижимным приспособлением.
Конусный конец ножевого вала при строгании должен быть закрыт кожухом 11.
Комбинированный деревообрабатывающий станок МП8-1540 с фрезерным и сверлильным приспособлением
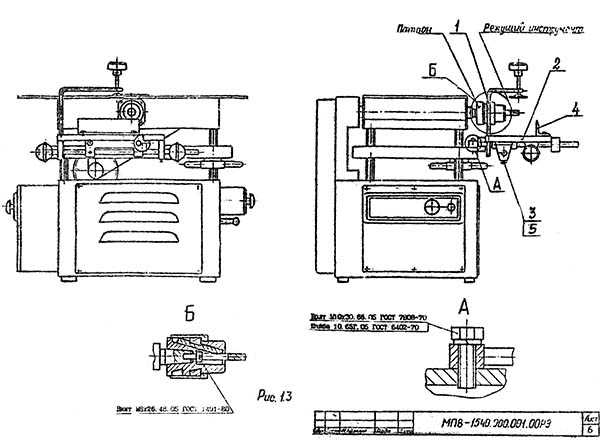
Комбинированный станок мп8-1540 с фрезерным и сверлильным приспособлением
Стол для сверления и фрезерования (рис. 1.3) устанавливается на плоскость рейсмусового механизма и может перемещаться по высоте.
Предназначен стол для выполнения сверлильных и фрезерных работ инструментом, закрепленным в патроне. Патрон устанавливается на конический конец ножевого вала и крепится винтом через центральное отверстие.
Плита стола 2 переметается по скалкам 6,7 в двух направления. Стол после перемещения в нужном направлении фиксируется винтами 3.
ВНИМАНИЕ! ПРИ РАБОТЕ НА СТОЛЕ ДЛЯ СВЕРЛЕНИЯ И ФРЕЗЕРОВАНИЯ НОЖЕВОЙ ВАЛ ДОЛЖЕН БЫТЬ ЗАКРЫТ КОЖУХОМ.
Комбинированный деревообрабатывающий станок МП8-1540 с дисковой пилой

Комбинированный станок мп8-1540 с дисковой пилой
Стол для пиления и фрезерования устанавливается над строгальным механизмом (см. рис. 1.4).
Для пиления и фрезерования дисковой фрезой используется конусный конец ножевого вала, на который одевается переходная втулка 12 и крепится винтом. На втулку устанавливается дисковая фреза или пила, закрепляемые гайкой 10. Плита стола 6 крепится на стояках 13 к рейсмусовому механизму и может перемешаться в вертикальном направлении. Коническая втулка (патрон) снимается вращением гайки 11 при помощи ключа S-32. Пила (фреза) проходит через паз стола
Для защиты пильного диска в зоне резания устанавливается защитное приспособление 1, состоящее из расклинивающего ножа и козырька, и кожух 7. Для упора заготовки, при продольной распиловке, на столе . устанавливается направляющий уголок 4. Для распиловки под углом применяется направляющая 2, которая монтируется в паз стола 6 и устанавливается под нужным углом пропила
Комбинированный деревообрабатывающий станок МП8-1540 с токарным приспособлением

Комбинированный станок мп8-1540 с токарным приспособлением
Приспособление для точения (см. рис. 1.5) крепится к строгальному механизму станка.
Состоит приспособление из гребенки 1, установленной на ножевом валу, скалки 2, закрепленной через переходную плиту 7 на строгальном механизме. На скалке устанавливается подручник 3 и задний центр 4. Задний центр устанавливается на длину заготовки и закрепляется на скалке.
Для выполнения токарных работ заготовка устанавливается между гребенкой и задним центром. Задний центр вращением маховичка 8 поджимает заготовку и контрится гайкой 5.
Заготовка для точения готовится в виде восьмигранника, имеющего описанную окружность 30 мм для древесины твердых пород, 40 мм для пород средней твердости и 60 мм для мягких пород. Максимальная длина заготовки 450 мм. Перед закреплением заготовки в станок для центра на одном торце необходимо пробить или высверлить отверстие глубиной 5-7мм. При точении обеспечить расстояние между подручником и заготовкой не более 5 мм.
ВНИМАНИЕ! ПРИ ТОЧЕНИИ ПОЛЬЗОВАТЬСЯ ЗАЩИТИЛИ ОЧКАМИ, НЕ ДОПУСКАТЬ ПРИСУТСТВИЯ ПОСТОРОННИХ ЛЮДЕЙ В ЗОНЕ ОБСЛУЖИВАНИЯ СТАНКА, НОЖЕВОЙ ВАЛ ЗАКРЫТЬ ЗАЩИТНЫМ КОЖУХОМ.
ЗАПРЕЩАЕТСЯ ЗАЧИЩАТЬ. ВРАЩАЮЩУЮСЯ ЗАГОТОВКУ ПРИЖАТИЕМ НАЖДАЧНОЙ ШКУРКИ РУКАМИ.
Комбинированный деревообрабатывающий станок МП8-1540 с прижимным и заточным приспособлением
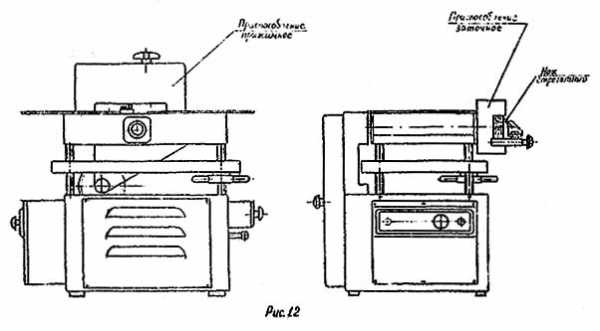
Станок мп8-1540 с прижимным и заточным приспособлением
Приспособление заточное (рис. 6.3) предназначено для заточки строгальных ножей.
Корпус 1 приспособления крепится к строгальному механизму. Шлифовальный круг через мягкие прокладки 6 крепится гайкой 5 на переходной втулке, установленной на конический конец ножевого вала. Для установки шлифовального круга необходимо снять направляющую планку 3.
Затачиваемый нож 8 крепится винтами 9 в каретке 4 и механизмом подачи 2 плавно подводится к шлифовальному кругу до появления слабой искры. Продольным перемещением каретки вдоль шлифовального круга производится заточка ножа.
Электрооборудование деревообрабатывающего комбинированного станка МП8-1540
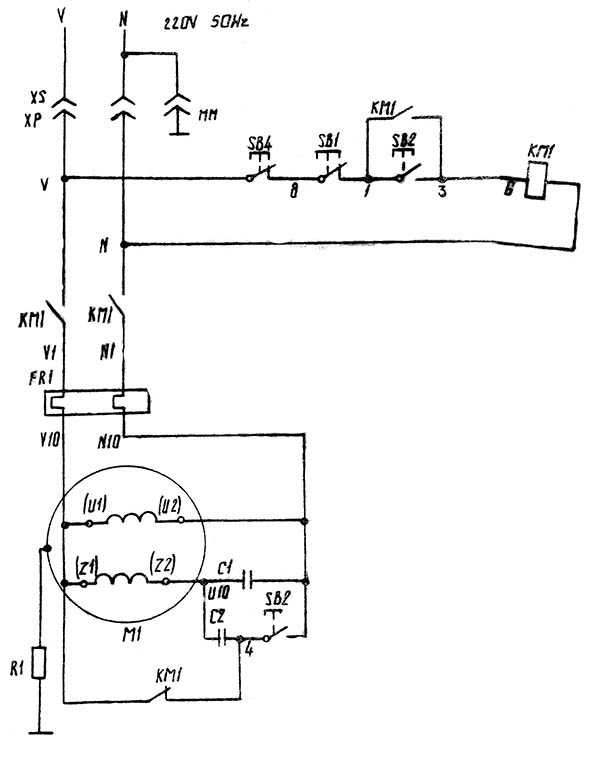
Электрическая схема станка МП8-1540 на 220 В
Станок имеет исполнения:
- МП8-1540 с однофазным электродвигателем;
- МП8-1540-600 с трехфазным электродвигателем
Станок комбинированный МП8-1540
Станок обеспечивает работу от однофазной сети напряжением 220 В +10% при частоте 50 Гц.
Подключение у потребителя провода ММ к розетке осуществляется к клемме “Заземление”, а второй конец провода ММ подсоединить к винту на щитке счетчика, к которому подсоединен нулевой провод.
Станок не заземлять.
Потребитель должен установить на электрощитке стандартные плавкие вставки на ток 15-20 А или автоматический двухполюсный (трехполюсный) выключатель на ток 8-10 А.
Работа станка на холостом ходу более 10 минут недопустима.
Режим работы станка – повторно-кратковременный S3, ПВ60%, указанный в разделе 2.2. п.6 означает, что в течении каждого часа должно быть не более б включений, в каждом 10 минутном цикле между включениями обеспечить 6 минут работы и 4 минуты паузы, при этом во время паузы электродвигатель допускается не отключать.
Станок комбинированный МП8-1540-600
Станок обеспечивает работу от трёхфазной четырехпроводной сети с глухозаземленной нейтралью напряжением 380 В +10% при частоте 50 Гц.
Станок имеет заземление. Защитный зяземляющий провод является частью гибкого кабеля, подключаемого к питающей сети четырехштырковой вилкой.
Потребитель должен установить на электрощитке стандартные плавкие вставки на ток 10 А или автоматический трехполюсный выключатель на ток 4 А.
Получить от местных органов энергонадзора разрешение на подключение станка в электросеть и инструктаж по технике электробезопасности.
Подготовительные операции для МП8-1540
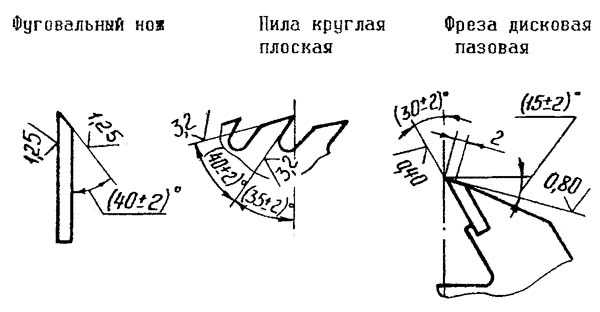
Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка МП8-1540

Планка для калибровки ножей в строгальном барабане станка МП8-1540
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Технические характеристики комбинированного станка МП8-1540
| Наименование параметра | БДС-4 | БДС-5 | МП8-1540 |
|---|---|---|---|
| Пиление дисковой пилой | |||
| Диапазон глубины пропила, мм | 50 | 50 | 50 |
| Наибольший диаметр пильного диска, мм | Ø250 | Ø250 | Ø200 |
| Посадочный диаметр пилы, мм | 32, 50 | ||
| Частота вращения пилы, об/мин | 2400, 4000 | 3000, 4500 | 1745, 4465 |
| Размеры рабочей поверхности пильного стола, мм | Наибольший диаметр дисковой фрезы, мм | 180 | 180 | 125 | Наибольшая глубина фрезерования, мм | 16 | 16 |
| Фугование (строгание) | |||
| Наибольшая ширина фугования (строгания), мм | 200 | 200 | 200 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 | 3 |
| Частота вращения ножевого вала на холостом ходу, об/мин | 2400, 4000 | 3000, 3900 | |
| Размеры строгального ножа, мм | |||
| Количество строгальных ножей в ножевом барабане | 2 | 2 | |
| Ширина строгальных столов, мм | |||
| Общая длина строгальных столов, мм | 1300 | ||
| Рейсмус | |||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | нет | нет | 60 |
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | нет | нет | 400 |
| Скорость подачи заготовки в режиме рейсмуса, м/мин | нет | нет | 5,4 |
| Размеры рабочей поверхности рейсмусового стола, мм | нет | нет | |
| Максимальная ширина рейсмусования, мм | нет | нет | 200 |
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | нет | нет | 3 |
| Сверление. Фрезерование концевой фрезой | |||
| Наибольший диаметр сверла, фрезы, мм | нет | нет | 16 |
| Размеры посадочных мест сверла, фрезы, мм | Морзе В18 | ||
| Размеры рабочей поверхности стола, мм | нет | нет | |
| Глубина сверления, мм | нет | нет | |
| Продольный ход стола, мм | нет | нет | |
| Устройство токарное | Частота вращения токарного шпинделя, об/мин | нет | 1300 | Наибольшая длина заготовки при токарной обработке, мм | нет | 630 | 450 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | нет | 100 | 60 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | нет | 200 | Вес токарного приспособления, кг | нет | 26 |
| Электрооборудование станка | |||
| Род тока питающей сети | ~220В | ~220В / ~380В | ~220В / ~380В |
| Количество электродвигателей на станке, шт | 1 | 1 | 1 |
| Электродвигатель, кВт | 2,2 | 1,5/ 2,2 | 1,1 |
| Габарит и масса станка | |||
| Габарит станка (длна х ширина х высота), мм | 1035 х 560 х 1280 | 825 х 580 х 1000 | 720 х 525 500 |
| Масса станка, кг | 140 | 125 | 93 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок комбинированный, универсальный по дереву
Многофункциональный станок по дереву виды работ.
Электрический стационарный инструмент, комбинированный 3 в 1, станок Белмаш, многофункциональный деревообрабатывающий – оборудование для универсальной обработки древесины в бытовых условиях может использоваться для постройки домов, веранды, бани на даче. Выполняет продольный, поперечный распил, строгание по плоскости или фугование, фрезерование. Наличие нескольких функций при работе с деревом таких как распил, досок, бруса вдоль и поперек как циркулярка, фугование по плоскости с прижимом и без прижима, позволяют экономить на дополнительном оборудовании и значительно сберегает рабочее пространство. Мобильный инструмент при сравнительно не больших размерах станок универсальный не заменим при строительных и ремонтных работах, если необходимо оборудование для постройки ульев для пчел, станок способен выполнить весь необходимый набор операций для постройки. Универсальный инструмент который выполнит пиление циркулярной пилой, строгание или фугование с прижимом, отбор четверти досок и фрезерование заготовок. Большой выбор станков, различные особенности и технические характеристики, потребуют
консультации с продавцом, соотношение параметров к цене и качеству, каковы гарантии
производителя на электрическую технику.
Настройка для работы при переходе с одной функции станка на следующую займет минимум времени, благодаря своей компактной многофункциональной конструкции. Станок комбинированный, уступает специализированым профессиональным инструментам которые предназначены для выполнения одной операции в производительности по характеристикам точности в легкости настроек и качестве обработки заготовок. Цена на бытовые комбинированные устройства является основным преимуществом при выборе покупателя, так как он способен сразу заменить несколько видов оборудования. Станок по дереву Белмаш, Белорусского производства лучшее предложение в соотношении цена качество на комбинированные станки по дереву, отзывы покупателей на оборудование Белорусского производителя подтверждает качество и надежность марки Белмаш. Надежные электрические асинхронные двигатели способны работать длительное время без перегревов и без потери мощности. Качество материалов высокого класса, станины металлические жесткие, если применяется пластик то качественный и износоустойчивый ударопрочный, рабочие привода ременные что предусматривает защиту при заклинивании режущего инструмента, защита обмоток двигателя при перегрузке тепловое реле гарантирует отключение инструмента в аварийной ситуации, производитель постоянно совершенствует линейку моделей, повышением ресурса, снижением вибрации, совершенствованием установочных шкал и линеек для более точной работы.Станок комбинированный универсальный выбрать, Белмаш Могилев-2,4, Белмаш СДМ 2500 давно пользуются спросом благодаря своей надежности и качеству а также приемлемой цене, BELMASH SDM-2500M – новинка флагманской линейки модернизированная модель с улучшенным стальным строгальным валом качественной комбинированной линейкой, новая технология нанесения цифровых шкал устойчивых к истиранию. Белмаш СДМ 2000, BELMASH SDM-2200M инструмент средней мощности в линейке флагманских моделей серии SDM индекс M означает модернизацию предыдущей модели новый строгальный вал, новая линейка с перемещением по шкале на роликах, имеет тепловое реле и токовый предохранитель для защиты двигателя при длительной и интенсивной эксплуатации. Современный настольный универсальный по возможностям инструмент для выполнения работ по дереву, пластику либо мягким металлам, различных производителей из Белоруссии , КНР обладают необходимой мобильность, компактность, универсальностью, что является достоинством подобного оборудования при постройки стен дома на даче за городом. Недорогие станки для деревообработки Мастер-Универсал 2500, Могилев ИЭ 6009 А4, Кама, станок Белмаш в интернет магазине Альянс-Техник.
Купить в Новосибирске, доставка по городу, отправка оплаченных товаров транспортными компаниями в регионы России на выбор покупателя.
www.a-technik.ru
Станок деревообрабатывающий бытовой настольный Садко – СДБН
Станок деревообрабатывающий бытовой настольный Садко СДБН Руководство эксплуатации ИнструкцияИнструкция, описание, схемы станка
Руководство эксплуатации Инструкция
pdf 2 Мб 55 страниц
Содержание:
1. Общие указания
2. Технические данные
3. Комплектность
4. Указания мер безопасности
5. Состав и устройство станка
6. Подготовка к работе и порядок работы
7. Техническое обслуживание и правила хранения
8. Возможные неисправности и способы их устранения
9. Свидетельство о приемке 10. Гарантии изготовителя
Приложение 1. Схема электрическая принципиальная
и перечень элементов Приложение 2. Чертеж ножа Приложение 3. Схема обмотки
статора двигателя Приложение 4. Обмоточные данные статора двигателя
1. ОБЩИЕ УКАЗАНИЯ
1.1. Станок представляет собой компактное настольное переносное устройство
и предназначен для выполнения различных видов механической обработки древесины
и других работ, перечисленных для разных типов станков
в табл. 1.
На станке можно производить заточку режущего инструмента хозяйственного
назначения и другого мелкого инструмента.
1.2. Станок используется в бытовых условиях, кроме жилых помещений, и
предназначен для работы в следующих условиях:
температура окружающего воздуха от плюс 5°С до плюс 40°С; относительная
влажность окружающего воздуха не более 80% при температуре плюс 20°С;
1.3. Станок предназначен для работы от сети переменного тока частотой
50 Гц напряжением 220 В.
СКАЧАТЬ pdf 2Мб
fircone.ru
УБДН-6М Станок комбинированный деревообрабатывающийСхемы, описание, характеристики
Производителем комбинированного деревообрабатывающего станка УБДН-6М является Завод Электромаш, НП ЗАО, Приднестровье, г. Тирасполь
УБДН-6М станок бытовой комбинированный деревообрабатывающий. Назначение, область применения
Станок деревообрабатывающий настольный УБДН-6М представляет собой компактное настольное устройство для обработки пиломатериалов хвойных и лиственных пород.
Станок деревообрабатывающей УБДН-6М предназначен для выполнения следующих работ:
- раскрой пиломатериалов (продольная и поперечная распиловка, распиловка под углом), толщиной не более 55 мм
- фугование пиломатериалов, шириной не более 200 мм
- сверление отверстий диаметром не более 13 мм
- фрезерование пазов шириной не более 15 мм
- Фасонное фрезерование
- токарная обработка заготовок диаметром не более 70 мм
- заточка инструмента
Особенности конструкции станка УБДН-6М
- Мощный, вентилируемый, асинхронный двигатель при малом размере
- Регулируемый стол для фугования заготовок
- Быстро перенастраивается с одной операции на другую
- Для получения ровной и чистой поверхности на фуганке установлены 3 регулируемых ножа
- Для выполнения продольной и поперечной распиловки в комплект входит пила 32х200мм
- Выборка пазов происходит с помощью фрезы барабанного типа со сменными ножами
- Для фрезерования концевыми фрезами используется сверлильный патрон, который можно использовать для шлифования заготовок
Исполнение по степени защиты влаги – незащищенное.
Станок УБДН-6М может работать в следующих условиях.
- высота над уровнем моря – до 1000 м;
- температура окружающего воздуха – от плюс 5 до плюс 40 °С;
- относительная влажность окружающего воздуха – не более 80% при температуре плюс 20 °С.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока номинальным напряжением 230 В частотой 50 Гц. Машины не требуют стационарного заземления.
Описание конструкции деревообрабатывающего станка УБДН-6М
Устройство состоит из сборного корпуса, в котором установлен приводной асинхронный однофазный электродвигатель. Система крепления двигателя — «мягкая». Вращение от двигателя на вал фуговального барабана осуществляется с помощью клиноременной передачи. Шкив на валу двигателя изготовлен из изоляционного материала. Корпус устройства изолирован от токоведущих частей двойной изоляцией. При ремонте привода двойную изоляцию необходимо сохранять.
В средней части ножевого вала установлен барабан с закрепленными на нем тремя ножами для фугования (строгания) пиломатериалов.
Выступающие концы вала фуговального барабана служат для установки различных сменных инструментов и приспособлений:
- Один конец вала имеет внешний конус для крепления сверлильного патрона 13-В16 ГОСТ 8522-79. Патрон используется для установки сверла или концевой фрезы диаметром до 13 мм
- Другой конец вала служит для крепления дисковой пилы, шлифовального круга, фасонных или дисковых фрез. Крепление осуществляется с помощью конусной втулки с левой резьбой.
Для сверлильных и фрезерных работ сбоку корпуса станка УБДН-6М крепится стол. Для токарных работ сбоку корпуса крепится токарное приспособление.
Включение устройства производится выключателем, находящимся на боковой стенке устройства.
УБДН-6М Общий вид комбинированного деревообрабатывающего станка

Фото комбинированного станка УБДН-6М. Смотреть в увеличенном масштабе







УБДН-6М. Видеоролик
Технические характеристики комбинированного станка УБДН-6М
| Наименование параметра | ИЭ-6009 | УБДН-6М |
|---|---|---|
| Основные параметры станка при операции – Фугование (строгание) | ||
| Наибольшая ширина фугования, мм | 200 | 200 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 2,4 | 0,2..3,0 |
| Частота вращения ножевого барабана на холостом ходу, об/мин | 5000 | 3500 |
| Количество строгальных ножей | 2 | 3 |
| Пиление продольное, поперечное, под углом | ||
| Толщина распиливаемой заготовки, мм | 45 | 55 |
| Частота вращения пилы на холостом ходу, об/мин | 2200 | 3500 |
| Диаметр окружности резания наибольший, мм | 200 | |
| Сверление. Фрезерование | ||
| Диаметр хвостовика сверла, мм | 3..16 | 13 |
| Диаметр хвостовика для установки сверлильного патрона, мм | Конус Морзе В18 | Конус Морзе В16 |
| Ширина ножа фасонной фрезы, мм | 40 | |
| Глубина выборки четверти, мм | 15 | |
| Заточка инструмента. Шлифование | – | |
| Диаметр шлифовального круга не более, мм | – | 125 |
| Токарная обработка | ||
| Диаметр заготовки для токарной обработки, мм | – | 70 |
| Длина заготовки, мм | – | 420 |
| Электрооборудование станка | ||
| Род тока питающей сети | 220В 50Гц | 220В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель – номинальная мощность, кВт | 1,7 | 1,5 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 700 х 670 х 420 | 415 х 820 х 240 |
| Масса станка БРУТТО, кг | 53 | 56 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
stanki-katalog.ru
УБДН-1 Станок комбинированный деревообрабатывающийСхемы, описание, характеристики
Производителем комбинированного деревообрабатывающего станка УБДН-1 является Завод ЭлекроТяжМаш, г. Харьков
УБДН-1 станок бытовой комбинированный деревообрабатывающий. Назначение, область применения
Станок деревообрабатывающий настольный УБДН-1 представляет собой компактное настольное устройство для обработки пиломатериалов хвойных и лиственных пород.
Станок деревообрабатывающей УБДН-1 предназначен для выполнения следующих работ:
- раскрой пиломатериалов, толщиной не более 25 мм
- фугование пиломатериалов, шириной не более 100 мм
- сверление отверстий диаметром не более 6 мм
- фрезерование пазов шириной не более 6 мм
- токарная обработка заготовок диаметром не более 70 мм
- заточка инструмента
Станок должен эксплуатироваться в закрытых сухих бытовых помещениях, кpoме жилых. После 15 минут работы останавливайте устройство на 10 мин для охлаждения двигателя. Через каждые 500 час. работы устройства необходимо производить смазку подшипников фуговального барабана и электродвигателя.
Для смазки подшипников фуговального барабана необходимо: отвернуть гайки 20, снять крышки 21, удалить старую смазку и заполнить подшипник новой в количестве 3—5 граммов на подшипник.
Смазку подшипников электродвигателя производить в мастерских по ремонту бытовой техники.
В качестве смазки можно применять любую смазку для подшипников качения.
Исполнение по степени защиты влаги – незащищенное.
Станок УБДН-1 может работать в следующих условиях.
- высота над уровнем моря – до 1000 м;
- температура окружающего воздуха – от плюс 5 до плюс 40 °С;
- относительная влажность окружающего воздуха – не более 80% при температуре плюс 20 °С.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока номинальным напряжением 230 В частотой 50 Гц. Машины не требуют стационарного заземления.
Описание конструкции деревообрабатывающего станка УБДН-1
Устройство состоит из сборного корпуса, в котором установлен приводной асинхронный однофазный электродвигатель. Система крепления двигателя — «мягкая». Вращение от двигателя на вал фуговального барабана осуществляется с помощью клиноременной передачи. Шкив на валу двигателя изготовлен из изоляционного материала. Корпус устройства изолирован от токоведущих частей двойной изоляцией. При ремонте привода двойную изоляцию необходимо сохранять. Выступающие концы вала фуговального барабана служат для установки различных сменных инструментов и приспособлений. В средней части вала установлен барабан с закрепленными на нем ножами для фугования пиломатериалов. Кроме этого, к корпусу устройства крепятся стол для фрезерных и сверлильных работ и токарное приспособление.
Включение устройства производится выключателем, находящимся на боковой стенке устройства.
Комплект поставки деревообрабатывающего станка УБДН-1

- Устройство в сборе – 1 шт
- Ящик упаковочный – 1 шт
- Плита верхняя с защитным козырьком рис.1 + поз.3,2,5 – 1 шт
- Угольник рис.1 + поз.1 – 1 шт
- Стол с упорами рис.4 поз.24,25,26 – 1 шт
- Труба рис.5 + поз.35 – 1 шт
- Кронштейн рис.5 + поз.34,29 – 1 шт
- Стойка рис.5 + поз.33,30,31 – 1 шт
- Втулка рис.5 + поз.28 – 1 шт
- Кожух шлифовального круга рис.6 поз.37,38,39 – 1 шт
- Втулка рис.1,6 + поз.10 – 1 шт
- Шайба стальная рис.1,6 + поз.11 – 1 шт
- Шайба картонная рис.6 + поз.40 – 1 шт
- Шайба картонная рис.6 + поз.42 – 1 шт
- Гайка М12 рис.1,6 + поз.9 – 1 шт
- Толкатель рис.3 + поз.18 – 1 шт
- Защитное ограждение фуговального барабана рис.3 + поз.19 – 1 шт
- Защитное ограждение сверлильного патрона рис.4 + поз.22 – 1 шт
- Кожух дисковой пилы рис.1 + поз.7 – 1 шт
- Винт М 6х12 – 1 шт
- Пила дисковая рис.1 + поз.8 – 1 шт
- Круг шлифовальный ПП 125х20х32=Э=К рис.6 + поз.41 – 1 шт
- Фреза концевая – 1 шт
- Резец для токарных работ рис.5 + поз.36 – 2 шт
- Нож строгальный рис.2 + поз.13 – 2 шт
- Патрон сверлильный рис.4 + поз.23 – 1 шт
- Ключ специальный – 1 шт
- Руководство по эксплуатации – 1 шт
Приспособления:
Приспособление для производства токарных работ, в которое входит:
Приспособление для заточки инструмента, в которое входят:
Вспомогательные приспособления:
Инструменты:
Вспомогательные инструменты:
УБДН-1 Общий вид комбинированного деревообрабатывающего станка


Фугование пиломатериалов на комбинированном станке УБДН-1

Перечень деталей для фугования на комбинированном станке УБДН-1 (рис.3)
- 6 — плита
- 18 — толкатель
- 19 — ограждение фуговального барабана
- 20 — гайка
- 21 — крышка подшипника
Для Фугования пиломатериалов на комбинированном станке УБДН-1 необходимо:
- Установить ножи согласно рис. 2;
- Установить защитное ограждение 19 фуговальных ножей. При этом шип ограждения должен войти в отверстие плиты 6;
- Закрепить ограждение винтом М6, который устанавливается при повороте защитной планки (красного цвета) до упора по часовой стрелке;
- Включить устройство и осуществить подачу пиломатериала
При подаче пиломатериала планка красного цвета защитного ограждений 19 отходит, открывая фуговальные ножи. После прохода материала под действием пружины планка возвращается в исходное положение, закрывая ножи, предохраняет руки в опасной зоне.
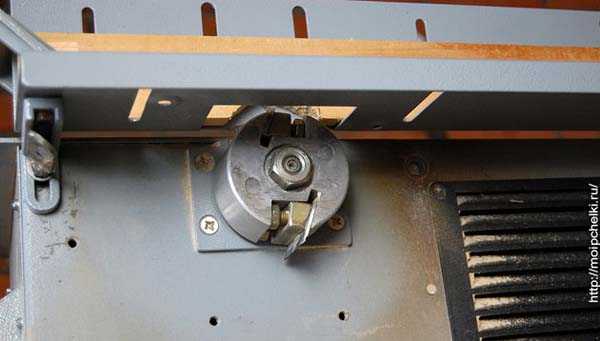
Сверление и фрезерование пиломатериалов на комбинированном станке УБДН-1
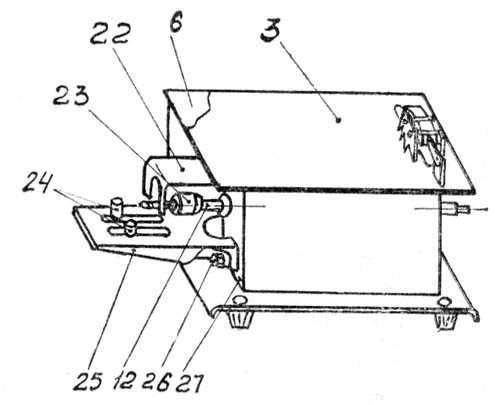
Перечень деталей для сверления и фрезерования на комбинированном станке УБДН-1 (рис.4)
- 3 — плита верхняя
- 6 — плита
- 12 — вал
- 22 — ограждение патрона
- 23 — патрон
- 24 — упоры
- 25 — стол
- 26 — фиксатор
- 27 -стойка
Для выполнения cверления и фрезерования пиломатериалов на комбинированном станке УБДН-1 необходимо:
- Отвернуть 6 винтов крепления плиты 6 и снять ее. Отвернуть со стола 25 установленные на нем два фиксатора 26 с гайками М6 Гайки завести в прорези, имеющиеся с внутренней стороны стойки 27 и прикрепить к стойке 27 стол 25 при помощи фиксаторов 26, ввернув их в гайку сквозь отверстия в стенке стола 21>,
- Установить защитное ограждение 22. Для этого направляющие штыри ограждения 22 вставить в прорези стойки 27, установить о внутренней стороны штырей шайбы и зашплинтовать их приложенными шплинтами. При установке ограждения 22 пружины должны остаться снаружи устройства.
- Поставить стол 25 на необходимую высоту, упоры 24 на необходимую глубину сверления (фрезерования)
- После этого установить на место плиту 6, предварительно заведя уголок ограждения 22 в пазы этой плиты
- Установить плиту 3 в нерабочее положение (см. рис. 4)
- Насадить на конический конец вала 12 сверлильный патрон 23 и укрепить в нем сверло (фрезу)
- Включить устройство и осуществить подачу материала
Если сверло заклинило и вал остановился, необходимо немедленно выключить устройство и осторожно вынуть сверло.
Токарная обработка на комбинированном станке УБДН-1
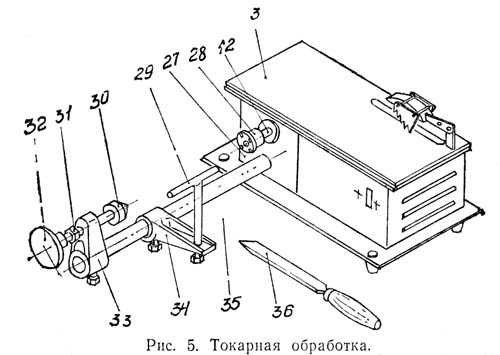
Перечень деталей для токарной обработки на комбинированном станке УБДН-1 (рис.5)
- 12 — вал
- 28 — втулка
- 27 — стойка
- 29 — подручник
- 30 — конус
- 31 — гайка
- 32 — маховик
- 33 — стойка
- 34 — кронштейн
- 35 — труба
- 36 — резец
Для выполнения токарной обработки на комбинированном станке УБДН-1 необходимо:
- Установить плиту 3 в нерабочее положение (см. рис. 5)
- Завести трубу 35 в отверстия, имеющиеся в нижней части стоек 27 и закрепить ее двумя болтами внизу устройства. При этом нужно следить, чтобы заостренные концы болтов вошли в отверстия, имеющиеся в трубе, и надежно зафиксировали ее.
- Установить на вал 12 втулку 28 (резьба левая)
- Установить на трубу 35 кронштейн 34 с подручником 29, стойку 33. Стойка, кронштейн и подручник устанавливаются в необходимое положение в зависимости от размеров обрабатываемой заготовки и закрепляются болтами.
- Установить заготовку между втулкой 28 и конусом 30
- Поджать заготовку маховиком 32 и законтрагаить гайкой 31
- Включить устройство и приступить к обработке заготовки с помощью резцов 36
- Стакан, входящий в комплект устройства, предназначен для внутренней токарной обработки. Он устанавливается вместо втулки 28
Заточка инструмента на комбинированном станке УБДН-1
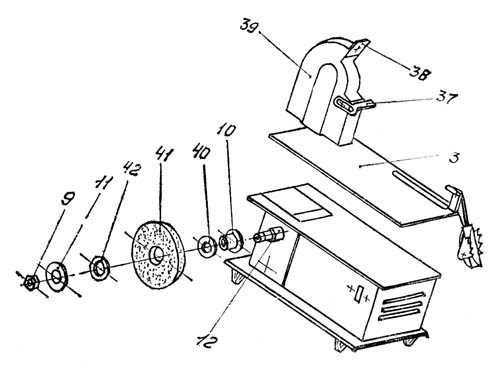
Перечень деталей для заточки на комбинированном станке УБДН-1 (рис.6)
- 3 — плита верхняя
- 9 — гайка
- 11 — шайба стальная
- 12 — вал
- 37 — подручник
- 38 — планка
- 39 — кожух шлифовального круга
- 10 — втулка
- 40 — шайба картонная
- 41 — круг шлифовальный
- 42 — шайба картонная
Для выполнения заточки инструмента на комбинированном станке УБДН-1 необходимо:
- Установить на вал 12 шлифовальный круг 41 и закрепить его с помощью картонных шайб 40, 42, стальной шайбы и, втулки 10 и гайки 9;
- Установить кожух 39. При этом выступы в нижней части кожуха должны войти в отверстие нижней плиты устройства;
- Установить плиту 3 в нерабочее положение и сквозь отверстие в плите и кожухе 39 завернуть винт М6, прикрепив плиту и кожух к стойке 27;
- Установить в необходимое положение подручник 37 на кожухе 39;
- Перед началом работы шлифовальный круг в течение 2 минут должен быть подвергнут вращению вхолостую.
Расширение возможностей комбинированного станка УБДН-1 (В. Г. Шириков)
Внесение несложных изменений в конструкцию станка УБДН-1 позволит расширить его возможности, например, изготавливать из досок вагонку для обивки стен садового домика, делать различные наличники, плинтуса, уголки, рейки, штапики, оконные и дверные переплеты и другие изделия. Выбирать на заготовках из древесины четверти и пазы разных размеров, делать овал, желобок и т.д.
Изготовление вагонки на станке УБДН-1
Прежде всего в верхней плите станка необходимо сделать дополнительные вырезы-проемы в отверстии для фуговального барабана, как указано на рис. 1. Размер вырезов составляет 22х20 мм. Это дает возможность применять режущий инструмент шириной до 20 мм и выбирать паз, четверть и т. д. на глубину до 12-15 мм. При устройстве вырезов качество фугования пиломатериалов не ухудшается.
Дополнительные вырезы в верхней плите УБДН-1 комбинированного станка УБДН-1. Рис.1

К металлическому направляющему уголку необходимо прикрепить на двух болтах дополнительно деревянную планку толщиной 25 мм, шириной 50 мм и длиной 600 мм, приладив ее с внутренней стороны уголка. На планке выбирается овальное углубление для барабана с ножами.
Самодельные ножи для комбинированного станка УБДН-1. Рис.2
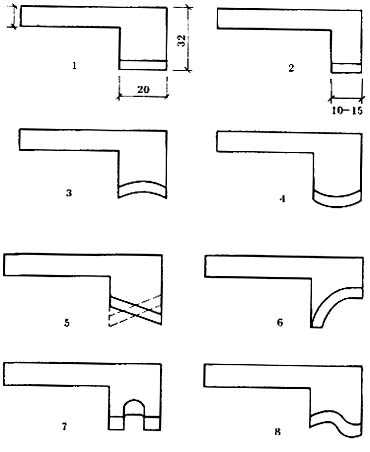
После этого усовершенствования вам остается изготовить необходимый на ваше усмотрение инструмент (ножи). Можно, например, изготовить из инструментальной стали (рис. 2). Перемещая направляющий уголок и обрабатываемое изделие или заготовку, можно выбирать четверти и пазы разных размеров с одной или нескольких сторон заготовки. Обработку, возможно, придется вести разными ножами, изменять их положение, так как за один пропуск ножу не всегда удается выбрать нужный профиль.
- Нож для выборки пазов и четвертей
- Нож для выборки пазов и четвертей
- Нож для создания овала
- Нож для выборки желоба
- Нож для снятия фасок
- Нож для изготовления штапиков
- Нож для выборки шипов
- Нож для изготовления наличников
Паз или четверть лучше выбирать за два приема, сначала производить обработку на глубину 5-7 мм, а затем уже добиваться нужной глубины обработки 10-15 мм).
Незаменимым инструментом для выборки четвертей, а особенно пазов и канавок являются фрезы, приобрести которые можно в магазинах инструментов. При покупке инструмента (дисков и фрез) обращайте внимание на диаметр отверстия в инструменте, так как он должен быть равен 32 мм.
Увеличение толщины пиломатериалов при пилении на комбинированном станке УБДН-1
Одним из серьезных недостатков станка является то, что, согласно заводской инструкции, на нем разрешается раскрой досок толщиной не более 25 мм, тогда как в домашних условиях нередко возникает потребность в распиловке досок большей толщины.
Устранить этот недостаток можно применив дисковую (продольную) пилу заводского изготовления диаметром 200 мм с крупным зубом, что позволило вести раскрой досок толщиной 50 мм и более.
Для этого необходимо изготовить дополнительно новую верхнюю плиту. Я ее сделал сам из обрезка листовой стали. Конструкция плиты, размеры и форма аналогичные заводской, имеющейся в комплекте устройства. Однако необходимы и нововведения – на левой стороне плиты делается выступ 50х50 мм, длина паза в плите для прохода диска пилы увеличивается до 210-220 мм (рис. 3).
Дополнительная плита для комбинированного станка УБДН-1. Рис.3

Придется изготовить также новый защитный кожух для диска пилы из листовой стали. Он делается аналогично имеющемуся в комплекте, но больших размеров (не менее 210-220 мм) и несколько измененной конструкции крепления к станку. Без кожуха работать на станке нельзя. Кожух устанавливаю и при работе с заводскими наждачными дисками, диаметр которых 200 мм, а толщина 3 мм.
Диском удается вырезать необходимые металлические заготовки из уголка, листовой и арматурной стали, затачивать инструменты, сверла, резать проволоку и т. д.
При пользовании фрезой 023-02 Х6вФ необходимо изготовить из древесностружечной плиты накладку (плиту) на плиту станка, ибо имеющаяся в комплекте заводская верхняя плита, применяемая для раскроя досок, в этом случае не годится. Для крепления накладки к плите станка используются имеющиеся в плите отверстия и направляющий уголок. При этом болты крепления уголка к плите заменяются на более длинные. В плите необходимо выбрать паз для фрезы.
УБДН-1. Видеоролик
Технические характеристики комбинированного станка УБДН-1
| Наименование параметра | ИЭ-6009 | УБДН-1 |
|---|---|---|
| Операции, выполняемые на станке | ||
| Распиловка продольная, поперечная | + | + |
| Строгание по плоскости, по ребру | + | + |
| Распиловка под углом | + | – |
| Фрезерование дисковой фрезой (отбор четверти) | + | + |
| Сверление | + | + |
| Фрезерование цилиндрической (торцовой) фрезой | + | – |
| Основные параметры станка | ||
| Толщина распиливаемой заготовки, мм | 45 | 25 |
| Наибольшая ширина фугования (строгания), мм | 200 | 100 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 2,4 | |
| Частота вращения ножевого барабана на холостом ходу, об/мин | 5000 | 3500 |
| Частота вращения пилы на холостом ходу, об/мин | 2200 | 3500 |
| Количество строгальных ножей | 2 | 2 |
| Сверление. Фрезерование | ||
| Диаметр хвостовика сверла, мм | 3..16 | 6 |
| Диаметр хвостовика для установки сверлильного патрона, мм, мм | Конус Морзе В18 | |
| Электрооборудование станка | ||
| Род тока питающей сети | 220В 50Гц | 220В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель – номинальная мощность, кВт | 1,7 | 0,58 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 700 х 670 х 420 | 415 х 820 х 240 |
| Масса станка БРУТТО, кг | 53 | 18 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
stanki-katalog.ru
Торцовочные станки ЦМЭ-2А, ЦМЭ-ЗА и ЦТЗ-2М
 Торцовочный станок ЦМЭ-2A и ЦМЭ-ЗА применяют в столярно-строительном, мебельном и других перерабатывающих производствах. Они предназначены для поперечной прямолинейной распиловки пиломатериалов на заготовки. Отличие торцовочного станка ЦМЭ-ЗА от станка ЦМЭ-2 состоит в том, что привод движения подачи в нем механизирован. Пильный суппорт станка ЦМЭ-2 перемещается вручную. Кроме этого, станок ЦМЭ-ЗА оснащен роликовыми конвейерами.
Торцовочный станок ЦМЭ-2A и ЦМЭ-ЗА применяют в столярно-строительном, мебельном и других перерабатывающих производствах. Они предназначены для поперечной прямолинейной распиловки пиломатериалов на заготовки. Отличие торцовочного станка ЦМЭ-ЗА от станка ЦМЭ-2 состоит в том, что привод движения подачи в нем механизирован. Пильный суппорт станка ЦМЭ-2 перемещается вручную. Кроме этого, станок ЦМЭ-ЗА оснащен роликовыми конвейерами.
Круглая пила установлена непосредственно на валу специального электродвигателя типа МДМУ-2 с электродинамическим торможением при выключении. Электродвигатель смонтирован на конце рычажно-шарнирного направляющего механизма, установленного на головке и полой цилиндрической стойке. Соотношение длин рычагов шарнирного механизма и точки их закрепления выбраны с расчетом обеспечения прямолинейности траектории перемещения оси пильного вала при движении подачи.На поворотной опоре вместе с электродвигателем над пильным диском установлено ограждение, которое благодаря системе крепления сохраняет при движении подачи горизонтальное положение.
Привод подачи в станке ЦМЭ-ЗА — пневматический с гидравлическим дроссельным регулированием скорости. При отсутствии в цехе пневмосети в станке предусмотрена возможность ручной подачи. Величина хода пильного суппорта регулируется ограничительным винтом в зависимости от ширины распиливаемого материала. Изменение скорости рабочего хода суппорта бесступенчатое, что позволяет регулировать скорость подачи пилы с учетом ширины, толщины и породы древесины распиливаемого материала.
Торцовочный станок ЦМЭ-ЗА оснащен впередистаночным (неприводным) и позадистаночиым (приводным) роликовыми конвейерами для перемещения раскраиваемого пиломатериала. Для базирования подаваемого материала конвейеры оборудованы направляющими линейками. На линейке позадистаночного конвейера установлен переналаживаемый упор с электромагнитным приводом, убирающий флажок упора.
В процессе пиления заготовке, прижимается к столу станка рычажным прижимом с педальным приводом. После отапливания заготовки флажок упора автоматически убирается и заготовка по приводному роликовому конвейеру передается на укладку. Ограждения станка имеют электроблокировку, что исключает пуск электродвигателей привода при снятии или неправильно установленном ограждении.
Торцовочный станок-агрегат ЦТЗ-2М относится к станкам проходного типа (слешерам) с поперечным надвиганием пиломатериалов. Станок-агрегат предназначен для торцовки обеих сторон досок, поступающих с лесопильного потока, торцовки и обрезки досок по длине с градацией 250 мм для внутрисоюзного потребления и 305 мм (1 фут) для экспорта.
Станок включает в себя следующие основные узлы: три круглые пилы-торцовки с индивидуальными приводами; поперечный цепной конвейер; два роликовых конвейера с приводными косо поставленными роликами; роликовый конвейер с не левой рукой доску к линейке, станочник должен держать руку на безопасном расстоянии от пилы (300—400 мм).
www.woodtechnology.ru
Станок деревообрабатывающий кн-2м технические характеристики
На любом предприятии (заводы, фабрики), большое значение имеет грамотная подача воздуха, а так же охлаждение воды, необходимое в любом технологическом процессе. Для этих целей применяют специальные системы, оснащенные вентиляторами. Различные насосы и вентиляторы — это станок деревообрабатывающий кн-2м технические характеристики для стабилизации температурного процесса на производстве. Специальные машины контролируют расход электрической энергии и поглощают шумовой эффект.
На любом предприятии торговли, реализующем продовольственные товары, используются весы. Современные весы представляют собой автоматический прибор, с точностью измеряющий вес товара. Прибор оснащен дисплеем, а так же специальной клавиатурой, за счет чего тройной рыбий хвост на станке видео определяет и выводит необходимую информацию для продавца и клиента. Весы могут работать от электрической сети, или заряжаться от аккумулятора (переносной вариант).
В любом офисе или на предприятии, с помощью специальных приборов, поддерживается оптимальная температура воздуха, и воздухообмен. Это необходимо для организации комфортного рабочего процесса. Среди разновидностей приборов используют оборудование обь лифт: вытяжки, кондиционеры различных модификаций, вентиляционные шахты с естественным и искусственным охлаждением. Вентиляция бывает вытяжная, приточная и механическая.
Важно: станок деревообрабатывающий кн-2м технические характеристики
Также zip-lock оборудование для производства, фрезерный станок к 41, образец паспорта на оборудование гост, купить оборудование мини пекарню цена, вентиляционное оборудование купить в иркутске, станок для обжига доски, складское логистическое оборудование, разведение стерляди оборудование, волжском токарный станок, оборудования для ночного клуба.
На предприятиях, занимающихся выпуском продовольственной продукции, применяют различные машины, которые обеспечивают автоматизированный процесс работы. Установленную автоматику можно классифицировать в станок по производству консервов по определенным признакам. Это различные группы машин, различающиеся выполняемыми функциями. Все технологические операции можно классифицировать по принципу выполняемой работы, по устройству и методам выполнения.
Предприятия, на которых производятся полуфабрикаты для реализации в продовольственных супермаркетах, оснащены специальными холодильными установками. Морозильные камеры представляют собой акт приема передачи швейного оборудования, с помощью которого готовая продукция хранится определенное время на складах. В морозильные камеры, готовые полуфабрикаты поступают по специальному конвейеру, которые оснащены спиралевидной лентой.
obo.tw1.ru