Держак для сварочного аппарата самодельный: инструкция, схема сбора, особенности, необходимые инструменты
alexxlab | 06.10.1986 | 0 | Разное
Держатель электродов для сварочного аппарата своими руками
Магнитная масса за 15 минут для сварки листового металла:
Вариант 1: www.drive2.ru/c/493502051305652525/
Теперь новая безделушка, может кому пригодится…
По мотивам этого ролика сделал свой вариант:
Потребуется:
-Шпилька ремонтная выпускного коллектора омедненая с резьбами м10х1 и м10х1.25 длина 50мм
— Гайка удлиненая м10х1 2шт
— Труба ПП армированая стекловолокном для ГВС 250мм
— Гильза медная луженая 35квмм
Инструмент:
-Пресс обжимной с губами 35квмм
-Дрель
-Сверло по металлу D3мм
-Ножевка по металлу
-Напильник
По скольку драйв носит автомобильную тематику то и комплектующие для второго варианта нужны будут автомобильные:
Вариант 2 отличается отсутствием байонета, и несколько другая конструкция.
Потребуется:
-Шпилька ремонтная выпускного коллектора омедненая с резьбами м10х1 и м10х1. 25 длина 50мм
25 длина 50мм
— Гайка удлиненая м10х1 2шт
— Гайка удлиненая м10х1.25 длиной чем больше тем круче. 20-25мм
— Гайка с фланцем М10х1.25
— Труба ПП армированая стекловолокном для ГВС 250мм
-Винт м4х8 2шт
Инструмент:
-Дрель
-Сверло по металлу D3мм
-Сверло по металлу D3.5мм
-Мечик м4
-Ножевка по металлу
-Напильник
Держатель для электродов сварочного аппарата – устройство для управления электродом во время сваривания. Он должен качественно держать электрод с различным сечением и подводить к нему электрический ток, обеспечивая контролируемое управление процессом без особых усилий.
Качество сварки зависит от контакта расходника с держателем. Существует множество модификаций данного приспособления. Рассмотрим подробнее, какие виды бывают, как выбрать держатель для сварочного аппарата.
Классификация сварочных держаков
Условно фиксаторы делят на универсальные и узкоспециализированные модели. Они изготавливаются в строгом соответствии с ГОСТом. Существуют такие разновидности приспособлений:
Существуют такие разновидности приспособлений:
- Зажим прищепка представляет собой держатель с пружинным либо рычажным механизмом. Он совмещается со многими аппаратами, прост в эксплуатации. В некоторых приспособлениях полностью отсутствуют открытые токопроводящие зоны. Автоматизированные устройства обеспечивают электронный запал сварочной дуги. Они являются энергосберегающими и позволяют прокладывать качественные швы.
- Вилка-трезубец – конструкция, изготавливаемая кустарным способом. Ее запретили использовать во многих странах. У нее много открытых токопроводящих участков, которые опасны для жизни сварщика. Во время выполнения работ специалист может получить лучевую травму. Автоматизированный аналог пригоден для сваривания. Он безопасный, обеспечивает качественный шов.
- Зажим цанга пригоден для аппаратов, работающих в среде защитного газа. При соблюдении технологии с помощью него получаются швы высокого качества.

- Электродержатель безогарковый обеспечивает быстрое крепление расходника. Этот держатель электродов для сварочного аппарата изготовлен в виде рукояти цилиндрической формы, к которой прикреплен штырь из металла. В процессе сваривания появление огарков сведено к минимуму из-за отсутствия зажимного контакта. Расходник крепится привариванием к штырю и практически полностью сжигается. Затем используется новый стержень.
- Винтовой инструмент зажимает стержень винтовым соединением, имеющим правостороннюю либо левостороннюю резьбу. Существуют разновидности с прямым и загнутым держаком. Благодаря антикоррозийному покрытию срок службы его увеличивается.
Как выбрать держатель для электродов
От особенностей держателя электродов для сварочного аппарата зависит безопасность мастера и качество шва. Необходимо предварительно изучить его технические возможности. Держак должен подходить к модели сварки и выдерживать силу тока, используемого в оборудовании.
По мощности
Рекомендуется выбирать модель в соответствии с требуемым наименованием тока. Если приспособление подобрано с небольшим запасом по мощности, оно подойдет не во всех ситуациях. Номинал тока прописывается в маркировке, которая расположена на стационарной части устройства.
При длительном сваривании слишком мощный держатель неудобен в использовании из-за увеличенных габаритов и массы. Лишний вес скажется на качестве шва. Тяжесть вызывает перенапряжение мышц, рука будет уставать при длительном применении.
В работах, требующих особой точности и аккуратности, положить качественный шов будет затруднительно. Если рабочий инструмент с одинаковым номиналом мощности различается весом, лучше предпочесть более легкую конструкцию с небольшими габаритами.
По типу конструкции
Рукоять держака должна быть выполнена из качественного диэлектрика. В качестве изоляции используются накладки из толстого диэлектрического пластика, устойчивого к повышенной температуре.
Устройство должно обладать высоким классом надежности, выдерживать перепады температуры, различные загрязнения. Мастера предпочитают выбирать разновидности с литым массивным зажимом. Специалисты утверждают, что пластинчатые приспособления менее износоустойчивые.
Держатель электродов для сварочного аппарата своими руками пригоден для работы при условии, что он соответствует требованиям безопасности. Оптимальными считаются цанговые приспособления с резьбовым либо зажимным креплением.
Резьбовые модели допускают регулировку угла наклона электрода. Следует учитывать, что самодельный трезубец для сварки является самым опасным приспособлением из-за высокой вероятности поражения сварщика электрическим током. Огарок тяжело вынимается из вилки, швы получаются низкого качества.
Рейтинг лучших держателей
При выборе зажима для сварки следует ориентироваться по отзывам профессиональных сварщиков. Китайские аналоги некачественные. Именно с ними связано большинство отрицательных отзывов. В рейтинг лучших моделей иностранного и отечественного производства вошли:
В рейтинг лучших моделей иностранного и отечественного производства вошли:
- ESAB Handy 200 (200 А) – шведское устройство с винтовым креплением, поддерживает установку электродов с сечением 2-4 мм;
- Сибртех 500А – клещевой отечественный зажим с качественным пластиковым диэлектриком на рукояти;
- ESAB 500 – шведский инструмент с минимальным весом, рассчитан на токи до 500 А ;
- Germany type 300 A – оснащен рифленой ручкой для удобства сваривания, латунный корпус устойчив к коррозии.
Следует помнить, что недорогие устройства по возможностям не уступают брендовым аналогам. Они вполне пригодны для кратковременного сваривания или разового выполнения. Для длительного использования в быту желательно выбирать устройства среднего ценового сегмента.
Дорогие брендовые модели подойдут специалистам, занимающимся свариванием профессионально. Они рассчитаны на длительные и повышенные нагрузки. Для частой эксплуатации на выезде рекомендуется иметь запасной держатель, способный выручить при поломке используемого в работе.
Для частой эксплуатации на выезде рекомендуется иметь запасной держатель, способный выручить при поломке используемого в работе.
Если держатель подобран правильно, работа с инструментом будет комфортной, а швы получатся высокого качества.
Электрод, зафиксированный прочно под требуемым углом обеспечит качественный и ровный шов. Следует правильно подбирать держак для сварочного аппарата по мощности и типу работ. При желании можно сделать самостоятельно классический трезубец. Но у него по сравнению с магазинными устройствами недостатков больше, чем достоинств. Лучше внимательно изучить предлагаемые модели, проверить металл зажима и купить качественный держатель для сварки.
Рекомендации по использованию
Сварочный электродержатель предназначен для фиксации электрода во время работы и подвода к нему рабочего тока. Его ручка покрывается изолирующим материалом для защиты от случайного соприкосновения с токопроводящими элементами.
Работа со сварочным держателем проводится в сухом помещении или на улице, в ясную погоду. Держатель электродов подбирается по мощности проводимых работ и типу материала.
Технические характеристики
Все электросварочное оборудование характеризуется силой тока, номинальным напряжением. Кроме этого держаки для электродов характеризуются следующими данными:
- хороший контакт с токоподающими элементами;
- прочная фиксация электрода;
- надежность;
- габариты;
- качество изоляционного материала;
- поворот электрода относительно ручки;
- гарантированный срок службы.
В зависимости от типа работы, электрод приходится поворачивать под различными углами, работать в разных пространственных положениях. Если рука не проходит свободно в зону сварки, увеличивается угол наклона. Существует несколько типов сварочных держателей. Каждый имеет свои особенности.
Каждый специалист делает свой выбор, основываясь на опыте и виде работ, какой держатель ему нужен для работы.
Прищепка
Самый распространенный ручной держатель. Он как прищепка зажимает с помощью пружины электрод. Имеет медные губки с насечками и прочно удерживает стержень в любом положении, включая 180⁰ по отношению к ручке. Накладки с изоляционного пластика закрывают все металлические детали от контакта. Зажим позволяет быстро менять электроды, нажав на рычаг. Остатки небольшие, до 30 мм.
Вилка-трезубец
Самая старая конструкция держака. Он представляет собой 3 штыря, расположенные треугольником. Между ними вставляется электрод. Фиксация жесткая. Можно работать как легированными электродами 2 мм так и вставлять неизолированный провод толщиной 8 – 10 мм длинными кусками при подварке дефектов литья и сварке крупных деталей. Угольный и порошковый электрод с низкой пластичностью установить невозможно, они ломаются.
Наибольшим недостатком являются открытые, не изолированные пруты трезубца. Они могут при контакте поразить током.
Профессиональный сварщик без проблем использует зажим трезубец. Начинающему специалисту сложно работать с держателем, в котором ограничена возможность настройки угла электрода и имеются оголенные токопроводящие элементы.
Цанга
Цанговый держатель имеет узкую специализацию. Его используют при аргонодуговой сварке неплавящимся электродом. Вольфрамовый стержень вставляется в цангу концом без изоляции и зажимается гайкой.
Безогарковый держатель
Основное преимущество безогарковой конструкции в отсутствии отходов. Электрод приваривается к выступающему стержню и сжигается полностью.
Менять угол наклона невозможно.
Винтовой
Держак винтовой отличается прочной фиксацией электрода. Пруток вставляется в специальное отверстие и поджимается винтом. Технологический остаток как у прищепки.
Недостаток в затрате времени на установку и извлечение электрода. Угол наклона менять невозможно.
Как правильно подобрать?
При выборе держака сварочного необходимо учитывать несколько параметров:
- максимальная сила тока, используемая при работе;
- конструкция приспособления;
- материал губок;
- качество изоляционного материала;
- удобство расположения в руке;
- стоимость.

Максимальный ток определяется не по мощности сварочного аппарата, а сколько ампер будет использоваться при работе, в среднем, 300-500 а. Конструкция подбирается под виды работ.
Для домашней сварки мелких деталей и тонкого листа, производящейся в небольших количествах, нет смысла в приобретении дорогого держателя электродов для сварочного аппарата созданного для больших токов. Он прослужит очень долго, но будет использоваться не на полную мощность, иметь большой вес и размеры.
Варианты самостоятельного изготовления
Самодельный держак может поразить током. Он имеет открытые токопроводящие элементы и плохо изолированную ручку.
Как сделать своими руками? Чаще всего умельцы делают трезуб. Его устройство такое простое, что чертеж не нужен. Три прута из низкоуглеродистой стали, чаще всего армированные, предназначенные для строительных конструкций, слегка выгибают в нижней части, соединяют и обматывают медной проволокой внизу. Затем на провод одевают ручку с изоляционного материала.
Затем на провод одевают ручку с изоляционного материала.
Как не купить низкокачественный?
Недобросовестные производители делают губки держака для сварки из стали и покрывают их медью. Внешне отличить детали сложно, особенно если человек не обладает специальными знаниями. Самый простой способ проверить, взять с собой в магазин магнит. Он прилипает к черным металлам и не магнитится к меди.
К сварочному держателю прилагается инструкция, в которой описание устройства, его техническая характеристика. На качественный товар производитель дает гарантийный срок.
На корпусе имеется маркировка. Она включает в себя фирменный знак производителя, клеймо, подтверждающее качество, дату изготовления, а также ГОСТ, которому соответствует данное изделие. Хороший держатель имеет все необходимые документы и значения на корпусе.
Не стоит экономить на держаке и покупать дешевый, или на рынке. Такая экономия приведет к лишним расходам. Устройство быстро выйдет из строя и придется покупать новое. В первую очередь начнут подгорать губки. Невозможно сделать ровный шов, если электрод шатается, выпадает. Изолирующие детали из материала низкого качества будут лопаться и отваливаться.
В первую очередь начнут подгорать губки. Невозможно сделать ровный шов, если электрод шатается, выпадает. Изолирующие детали из материала низкого качества будут лопаться и отваливаться.
Зачем покупать отдельно, если он уже есть в комплекте со сварочником?
Производители сварочных аппаратов не утруждают себя подбором качественных комплектующих. На держателях для сварки они экономят. В результате приспособление быстро выходит из строя и все равно приходится покупать новый держак.
От правильного выбора держака зависит качество сварочного шва и удобство работы. Необходимо ориентироваться на максимальный ток при работе и объемы.
Держак для сварочного аппарата Ресанта, Esab: выбор, характеристики
За все время существования сварочных аппаратов они неоднократно усовершенствовались и меняли свою конструкцию, внешний вид, и особенности работы. Это же касается и аксессуаров, которые для них предназначены. Держак для сварочного аппарата обладает достаточно простой функцией и даже несмотря на это он часто меняет свой внешний вид и принцип зажима, так как здесь, прежде всего, ценится удобство использования и надежность крепления.
Сейчас используются как старые варианты вилочного типа, так и новые в виде зажимов. Все это создает ситуацию, благодаря которой каждый сварщик может подобрать такой держатель электродов для сварочного аппарата, какой ему больше нравится. Их особенность состоит в том, что они легко заменяются и всегда можно переставить держатель с одного места на другое.
Держак для сварочных электродов
Держатель для сварочного аппарата предназначен для закрепления в нем электрода. Он подключается непосредственно к одному из выводов на устройстве. Это токоведущая часть с открытым контактом. Сама закрепляющая часть является этим самым контактом, который подает ток на электрод. Таким образом, не исключены оплавления, попадания расплавленных капель металла, а также приваривание электрода к держателю. Благодаря легкой заменимости, всегда можно купить новый аксессуар, а также более подходящую и удобную модель с удлиненным кабелем и так далее.
Разновидности держаков для сварочного аппарата
Существует несколько разновидностей держателей, представленных в трех основных типах. Их выпускают практически все производители сварочного оборудования, причем каждый со своими модификациями. Но особенности типа, их преимущества и недостатки сохраняются почти во всех моделях. Устаревшие типы могут не производиться современными компаниями. Но их по-прежнему можно встретит на практике. Среди основных разновидностей можно встретить:
Их выпускают практически все производители сварочного оборудования, причем каждый со своими модификациями. Но особенности типа, их преимущества и недостатки сохраняются почти во всех моделях. Устаревшие типы могут не производиться современными компаниями. Но их по-прежнему можно встретит на практике. Среди основных разновидностей можно встретить:
- Прищепка – выделяют автоматизированную и ручную разновидности;
- Цанга – стандартный по современным меркам держатель, который нередко идет в комплекте с аппаратами;
Цанга для зажима электродов
- Вилка-трезубец – один из самых старых вариантов, который представлен в виде ручной и автоматизированной разновидности.
Недостаток использования вилки состоит в том, что если электрод залип, то его нельзя также быстро обесточить, как в других моделях. Здесь требуется изламывать его, пока не прервется контакт. Также здесь сложнее устанавливать расходные материалы. Чем больше вилка, тем у нее больше остается огарков. В качестве преимущества стоит отметить низкую стоимость вилки-трезубца.
В качестве преимущества стоит отметить низкую стоимость вилки-трезубца.
Держак для электродов в виде вилки
Особенности конструкции и принцип действия
Конструкция большинства изделий предельно проста. Вилочный держатель представляет собой три жестких контакта, которые выполнены в виде штырей трезубца. Они располагаются так, что если сквозь них просунуть электрод, то он будет достаточно надежно держаться во время сварки. Это зубцы подведены к токоведущему кабелю, который напрямую связан с выводом сварочного аппарата. Данная модель имеет только ручку и не какого-либо защитного корпуса, так что порой использование ее является не сильно безопасным.
В других типах используется тот же принцип действия, но в качестве зажимов используются два контакта, которые постоянно прижимаются друг к другу. Сварочные электроды подводятся к ним, когда держатель разведен специальной ручкой. Затем ручка отпускается и изделие зажимает стержень. Таким образом, если электрод залипнет, то его моментально можно обесточит, нажав на соответствующий рычаг развода контактов. Щипцы для зажима выполнены в защищенном корпусе, который оберегает от ожогов, попадания металла и прочих негативных моментов.
Щипцы для зажима выполнены в защищенном корпусе, который оберегает от ожогов, попадания металла и прочих негативных моментов.
Схематический вид держателей для сварочного аппарата
Рекомендации по использованию
Применение данной техники является небезопасным, так как это ближайшее место к сварщику, где идет открытый контакт с электричеством. При неправильном использовании можно получить ожог током или даже электрический удар. Держатель сварочного аппарата должен быть выполнен по ГОСТ и не рекомендуется применять самодельные устройства, так как у них могут быть проблемы с изоляцией, сопротивлением и прочими характеристиками.
Вставлять электрод сюда нужно только в отдалении от металлических предметов, чтобы случайно не замкнуть цепь. Расходный материал требуется надежно закреплять, чтобы не было шатания. «Обратите внимание! Закреплять нужно так, чтобы не оставался большой хвост сзади держателя и обмазка не доходила до места контакта.» При залипании нужно как можно быстрее отключиться, открыть зажим, изломать электрод или применить прочий удобный способ.
Технические характеристики
Характеристики большинства изделий совпадают с требованиями сварщиков и вполне подходят для большинства видов работ. Помимо универсальных изделий встречаются также более узкоспециализированные, которые имеют сильно отличающиеся характеристики. В среднем все они выглядят следующим образом:
Марка | Характеристики |
| Binzel DE 2400 | Произведено – Германия Производитель – Binzel Максимальный диаметр расходных материалов – 8 мм Минимальный диаметр расходных материалов – 4 мм Максимальный ток – 500 А |
| Binzel De 2200 Abicor | Максимальный диаметр расходных материалов – 4 мм Минимальный диаметр расходных материалов – 2 мм Максимальный ток – 250 А Минимальный ток – 10 А Масса – 0,25 кг |
| Binzel De 2200 | Максимальный диаметр расходных материалов – 4 мм Минимальный диаметр расходных материалов – 1,6 мм Максимальный ток – 250 А Минимальный ток – 10 А Масса – 0,25 кг |
Особенности выбора
Не так уж важно, хотите вы купить держак для сварочного аппарата Esab или от другого производителя, главное определиться с типом. Вилки уже признаны устаревшими и нормально пользоваться ими могут только опытные мастера. Несмотря на свою дешевизну, это преимущество не перевешивает их недостатков. Лучше выбирать держатели в виде прищепок, которые сделают работу проще, быстрее и безопаснее.
Вилки уже признаны устаревшими и нормально пользоваться ими могут только опытные мастера. Несмотря на свою дешевизну, это преимущество не перевешивает их недостатков. Лучше выбирать держатели в виде прищепок, которые сделают работу проще, быстрее и безопаснее.
В плане характеристик нужно обращать внимание на минимальный и максимальный размер электродов, а также на максимальный ток, с которым он может справиться. Большинство сварочных инверторов для дома обладают такими характеристиками, для которых подходит большая часть держателей.
«Важно!
Перед покупкой стоит убедиться, насколько хорошо инструмент закрепляет электрод, чтобы не купить бракованное изделие.»
Держак для сварочного аппарата своими руками
Держатель можно изготовит и самостоятельно, при наличии медной проволоки. Данный материал выбирается из-за его высокой температуры плавления. Изготовление происходит по следующим этапам.
Данный материал выбирается из-за его высокой температуры плавления. Изготовление происходит по следующим этапам.
- Берется медный провод, на который наматывается мягкая проволока;
- Чтобы уплотнить провод, его обстукивают молотком, чтобы максимально расплющить и он прижался к проволоке;
- Из отдельный прутьев формируется трезубец, который и будет служить контактом держателя;
- Трезубец приваривается к обмотанной части проволоки;
- Часть обмотки изолируется, образуя то место держателя, за которое можно спокойно браться.
Собираем качественные и надежные сварочные кабели, которые будут служить годами / Своими руками (DIY) / iXBT Live
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу…
Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу…
Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:
Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:
Конструкция следующая:
Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:
Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:
Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:
Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:
Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:
Сейчас появились здесь
Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:
Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
Слой меди небольшой, при 120А будет греться:
Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):
Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:
Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:
Я их вырезал из медной фольги в несколько слоев:
Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:
Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:
Получается такая замечательная конструкция:
С кабельной вилкой поступаем аналогичным образом:
Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:
При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Держатель электродов для сварочного аппарата: виды и технические характеристики
Электрододержатель входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ.
Конструкции постепенно совершенствовались, изменялись внешний вид и принцип фиксации, но всегда ценилось удобство и надежность крепления. Сварщики используют как старые, так и новые модели зажимов. Их можно подбирать на свое усмотрение и использовать с любым сварочным аппаратом. К тому же они периодически выходят из строя, потому что контактируют с плавящимся стержнем. Сварочный держак легко заменяется и переставляется благодаря своей универсальности.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.

Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Сварка трехфазной дугой
Устройство
Рассмотрим вкратце устройство держателя электродов. От конструкции прибора зависит несколько важных факторов:
- качество сварных соединений;
- производительность труда мастера;
- удобство и безопасность работ.

недорогой держатель электродов
Держак стандартного типа представляет собой инструмент, состоящий из нескольких частей: корпус, зажим, рукоятка, подвижные части. Но различные виды могут иметь некоторые особенности в строении. Подробнее далее.
Основные технические данные электрододержателей
При покупке электрододержателей следует исходить из того, какие работы будут производиться сварочным аппаратом, какова мощность последнего, какие электроды будут использоваться при сварке. Основные технические характеристики, на которые следует обращать внимание при покупке держака:
Держатель для электродов Parva 2
- тип крепления;
- угол фиксации;
- диаметр электрода;
- ток сварки;
- сечение кабеля;
- вес устройства.
Чем больше сечение кабеля, тем больший ток сварки, тем больше может быть диаметр электрода. Но такие держаки и весят больше. Например, фиксатор винтового типа с фиксированным углом «Superior 6» рассчитан на электроды диаметром от 4. 0 мм до 6.3 мм, кабель сечением до 70 мм2 и ток до 400 ампер. Вес устройства составляет 690 грамм.
0 мм до 6.3 мм, кабель сечением до 70 мм2 и ток до 400 ампер. Вес устройства составляет 690 грамм.
Держак пружинного типа «Parva 2» рассчитан на установку электродов диаметром от 2.0 мм до 3.2 мм под любым углом, к нему подведен кабель сечением до 25 мм2, пропускающий ток до 200 ампер. Устройство весит всего 325 грамм.
Хороший держатель электродов должен:
Держатель электродный должен соответствовать следующим обязательным требованиям:
- Надежность и уверенность фиксации электрического проводника любых диаметров в необходимом положении.
- Возможность быстрого изменения угла выхода электрода.
- Хороший и полноценный контакт.
- Обеспечение быстрой замены электрода.
- Долговечность использования.
- Легкость прибора.
- Изоляция токоведущих частей.
- Возможность проведения сварки в труднодоступных местах.

Сварочный держак своими руками
Конструкция некоторых моделей держаков настолько проста, что многие мастера предпочитают их не покупать, а сделать эти устройства самостоятельно. Речь идет о держаках типа «вилка». Такие держаки считаются классикой сварочного дела, и их изготовление занимает буквально считанные минуты.
Самодельный держатель электродов — схема
Чтобы изготовить такой держак, потребуется один прут рифленой арматуры длинной в один метр, кусок толстого резинового шланга (как вариант – ручка от велосипедного руля), болт М10 с двумя шайбами и гайками. Прут арматуры разрезается на три мерных куска, причем, один должен кусок должен быть чуть длиннее двух других. К нему приваривается болт, резьбой наружу, а затем — два оставшихся куска, так, чтобы образовался трезубец.
Со стороны болта на конструкцию натягивается резиновый шланг. На болт надевается шайба, подсоединяется кабель, затем надевается вторая шайба, закрепляется гайкой и законтривается второй гайкой. Зубцы «вилки» зачищаются напильником для обеспечения лучшего контакта с электродом. Держатель готов к работе. Его недостатком будет слабая защищенность сварщика от токонесущих частей, затрудненность освобождения от огарка, окисление арматуры.
Зубцы «вилки» зачищаются напильником для обеспечения лучшего контакта с электродом. Держатель готов к работе. Его недостатком будет слабая защищенность сварщика от токонесущих частей, затрудненность освобождения от огарка, окисление арматуры.
Некоторые мастера вместо арматуры используют стальной уголок, а в качестве прижимного элемента самостоятельно изготавливают пружину в два витка, которая обеспечивает надежную фиксацию стержня. На ребрах уголка можно сделать небольшие пропилы для установки электродов под разными углами.
Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin – мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании ABICOR BINZEL отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская компания “Сварог” выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.
Шведский концерн ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.
Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Компания SANTOOL – надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения. [ads-pc-3][ads-mob-3]
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ – отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа. При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже.
По продукции данного производителя были замечания, смотрите видео выше и ниже.
Итальянское предприятие Quattro Elementi занимается изготовлением и реализацией оборудования, материалов и аксессуаров. Продукция выпускается под торговой маркой Ergus.
Компания Корд – крупнейший российский изготовитель инновационного оборудования и аксессуаров для сварки. Представленные в ассортименте зажимы созданы в соответствии с нормами ГОСТа и имеют различный тип конструкции.
В 2014 московская компания “Асанта” открыла собственное производство электрододержателей и клемм заземления под торговой маркой “Сатурн“. Зажимы просты в использовании, идеально подходят для сварочных инверторов как бытового, так и профессионального уровня.
Самодельные держаки для электродов
Конструкция “Трезубца” проста и незамысловата. Способов сборки такого вида достаточно много, ниже представлен самой несложный.
Тело “Трезубца” представляет собой подобие жезла с тремя зубцами; делают его путем гибки и сварки арматуры, изготовленной из углеродистой стали, диаметром 8 мм. Средний стержень также гнут, его функция – фиксация прутка в держаке.
Самое сложное – организовать качественный контакт между кабелем и держателем. Для этого необходимо согнуть трубку, разделенную на две половины. Трубка выполняет роль электрической клеммы. Первая половина фиксирует кабель, а вторая – поддерживает его изоляционную оплетку. Клемма также прихватывается сваркой.
Для изоляции рукоятки можно использовать кусок дюритового армированного рукава, который одевается на разогретую арматуру.
Вот еще один вариант, как сделать держак-вилку. Фото кликабельно, для увеличения, кликайте на картинку. Более подробно, как сделать такой держак, описано на этом сайте.
Тип “Уголок” имеет схожее устройство с “Трезубцем”. Главное отличие – вместо двух пружинящих контактов здесь используется металлический уголок, а электрический проводник держит один зубец, а не три.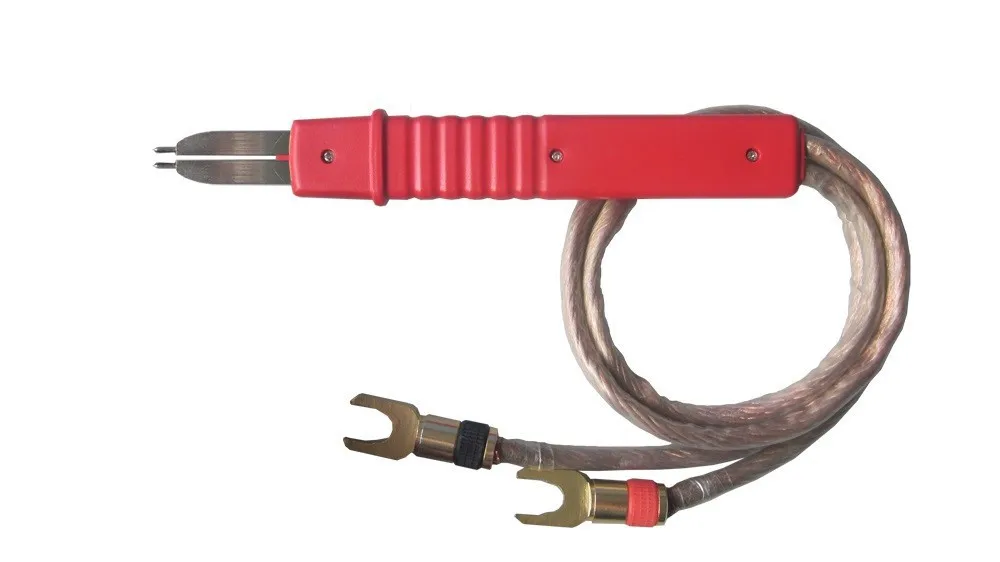
“Продвинутый” вариант самодельного инструмента собирается из обрезков материалов. Мастеру понадобится труба диаметром 15 мм. и длиной 250 мм., к которой крепится пластинка толщиной 3 мм. и шириной 25 мм. Затем пластина сворачивается в кольцо диаметром 50 мм., концы выпрямляются и используются для зажима. В месте крепления кабеля трубка сжимается и сверлится отверстие для болта, который зажимает наконечник кабеля. Рукоятка выполнена из дюрита.
Зачем покупать отдельно держатель сварочный, если он уже есть в комплекте со сварочником
Начинающие сварщики часто задаются вопросом: “Зачем отдельно приобретать держатели для сварочного аппарата, если инвертор уже укомплектован зажимом?”
Штатный держатель от инвертора, поломался
Ответ на данный вопрос достаточно прост: такой электрододержатель обладает низким качеством, соответственно проработает он недолго. Кроме этого, недобросовестные производители часто используют дешевые материалы для изготовления комплектующих для инвертора. Это положительно сказывается на цене и отрицательно на качестве. Чаще всего выходят из строя прижимные губки, они подгорают и перестают обеспечивать фиксацию стержня.
Это положительно сказывается на цене и отрицательно на качестве. Чаще всего выходят из строя прижимные губки, они подгорают и перестают обеспечивать фиксацию стержня.
Как выбрать
Выбор инструмента – ответственное занятие, призванное сделать дальнейшую работу безопасной и эффективной и сварочный держатель электродов не исключение. Рассмотрим, что стоит учесть при выборе, какие параметры.
1.Ампераж. Держатель для электродов должен соответствовать силе тока применяемого сварочного оборудования. Так при использовании сварочного инвертора с силой тока в 300А, подключать к нему держатель, рассчитанный не 150А – идея не очень хорошая. Держатель электродов в таком режиме прослужит не более двух дней, так как зажим электрода обгорит и выйдет со строя. Кроме того, использовать держатель с меньшей силой тока просто не безопасно.
При обратной ситуации, когда приобретаются держатели «с запасом», то есть на аппарат в 160А устанавливают держатель на 300А, решение безопасно, но для работы не очень удобно. При большем ампераже, больше габариты и масса держателя (что повлияет на уставаемость сварщика и возможность подлезть в труднодоступные места, см. следующее требование), так как толще изоляция, массивнее литые части, зажим электрода. Поэтому подбирать держатель необходимо исходя из силы сварочного тока.
При большем ампераже, больше габариты и масса держателя (что повлияет на уставаемость сварщика и возможность подлезть в труднодоступные места, см. следующее требование), так как толще изоляция, массивнее литые части, зажим электрода. Поэтому подбирать держатель необходимо исходя из силы сварочного тока.
2. Габариты и вес. Для удобства прибор должен обладать небольшой массой и небольшими габаритами. Лишние граммы никоим образом не скажутся на проведении краткосрочных работ, а вот при длительных процессах, которые требуют внимания и аккуратности, тяжелый агрегат может вызывать дискомфорт и мышечное напряжение. Поэтому выбирая из нескольких моделей с аналогичными техническими характеристиками, следует отдать предпочтение более легкому и компактному.
Габариты и вес сварочных держаков – почувствуйте разницу
3. Часто выполнение работ проводится при неблагоприятных условиях: пыль, грязь, влажность, слишком высокие или низкие температуры. Компенсацией для этих факторов должна выступать высокая надежность электрододержателя. Корпус прибора, чаще всего, производится из пластика с высокими изолирующими свойствами. Что касается зажима, то профессионалы предпочитают литой, поскольку пластинчатые наборные губки более подвержены выходу из строя. Самым надежным вариантом является винтовой прибор, его резьбовая фиксация гарантирует однозначное положение прутка.
Компенсацией для этих факторов должна выступать высокая надежность электрододержателя. Корпус прибора, чаще всего, производится из пластика с высокими изолирующими свойствами. Что касается зажима, то профессионалы предпочитают литой, поскольку пластинчатые наборные губки более подвержены выходу из строя. Самым надежным вариантом является винтовой прибор, его резьбовая фиксация гарантирует однозначное положение прутка.
4. Известные производители поддерживают свою репутацию, тщательно контролируют качество выпускаемой продукции. Поэтому проверенные бренды пользуются высоким спросом у потребителя. Здесь стоит придерживаться принципа достаточности – недорогой держатель неизвестного производителя не проживет, скорее всего, и месяца на судоверфи при эксплуатации его в две смены, а сварщику любителю его хватит на два-три сезона, а то и на дольше.
5. Напрямую от предыдущего фактора зависит следующий, наиболее важный – стоимость. Цена варьируется в значительных пределах. Дешевые модели по определению не могут отличаться высоким уровнем качества и надежности, продуманностью конструкции, а также они в редких случаях рассчитаны на длительную эксплуатацию. Но недорогой инструмент неплохо подойдет для сварщика-любителя с целью выполнения разовых работ. С другой стороны, для проведения бытовой сварки незачем покупать дорогой аппарат, который необходим для профессиональных и промышленных масштабов.
Дешевые модели по определению не могут отличаться высоким уровнем качества и надежности, продуманностью конструкции, а также они в редких случаях рассчитаны на длительную эксплуатацию. Но недорогой инструмент неплохо подойдет для сварщика-любителя с целью выполнения разовых работ. С другой стороны, для проведения бытовой сварки незачем покупать дорогой аппарат, который необходим для профессиональных и промышленных масштабов.
6. Наибольшим спросом у клиентов пользуются агрегаты, способные фиксировать электроды любых диаметров. Так как подобные приборы являются универсальными и могут применяться при проведении разнообразных работ.
Внимание! Смотрите при покупке на диаметр электродов, для которых сделан держатель, иначе вы рискуете купить, к примеру, рассчитанный на электроды от 6 мм, и варить “двойкой” вы не сможете.
Держатель WESTER 990-046
Купить тут
Держатель SKRAB 27601
Купить тут
[ads-pc-4][ads-mob-4]
Держатель электродов для сварочного аппарата: виды и технические характеристики
Приобретение добротного сварочного аппарата еще не гарантирует высокое качество сварных работ. Для получения качественного шва нужен удобный держатель электродов для сварочного аппарата, с которым можно без усилий выдерживать правильное положение электрода при сварке.
Для получения качественного шва нужен удобный держатель электродов для сварочного аппарата, с которым можно без усилий выдерживать правильное положение электрода при сварке.
Содержание
- Держатель электродов – что это такое
- Разновидности сварочных держателей
- Основные технические данные электрододержателей
- Сварочный держак своими руками
Держатель электродов – что это такое
В общем случае это устройство представляет собой ручку, изготовленную из электроизоляционного материала, с приспособлением для надежной фиксации электродов, к которому подводится напряжение от сварочного аппарата.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.

Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Сварка трехфазной дугой
Основные технические данные электрододержателей
При покупке электрододержателей следует исходить из того, какие работы будут производиться сварочным аппаратом, какова мощность последнего, какие электроды будут использоваться при сварке. Основные технические характеристики, на которые следует обращать внимание при покупке держака:
Держатель для электродов Parva 2
- тип крепления;
- угол фиксации;
- диаметр электрода;
- ток сварки;
- сечение кабеля;
- вес устройства.

Чем больше сечение кабеля, тем больший ток сварки, тем больше может быть диаметр электрода. Но такие держаки и весят больше. Например, фиксатор винтового типа с фиксированным углом «Superior 6» рассчитан на электроды диаметром от 4.0 мм до 6.3 мм, кабель сечением до 70 мм2 и ток до 400 ампер. Вес устройства составляет 690 грамм.
Держак пружинного типа «Parva 2» рассчитан на установку электродов диаметром от 2.0 мм до 3.2 мм под любым углом, к нему подведен кабель сечением до 25 мм2, пропускающий ток до 200 ампер. Устройство весит всего 325 грамм.
Сварочный держак своими руками
Конструкция некоторых моделей держаков настолько проста, что многие мастера предпочитают их не покупать, а сделать эти устройства самостоятельно. Речь идет о держаках типа «вилка». Такие держаки считаются классикой сварочного дела, и их изготовление занимает буквально считанные минуты.
Самодельный держатель электродов — схема
Чтобы изготовить такой держак, потребуется один прут рифленой арматуры длинной в один метр, кусок толстого резинового шланга (как вариант – ручка от велосипедного руля), болт М10 с двумя шайбами и гайками. Прут арматуры разрезается на три мерных куска, причем, один должен кусок должен быть чуть длиннее двух других. К нему приваривается болт, резьбой наружу, а затем — два оставшихся куска, так, чтобы образовался трезубец.
Прут арматуры разрезается на три мерных куска, причем, один должен кусок должен быть чуть длиннее двух других. К нему приваривается болт, резьбой наружу, а затем — два оставшихся куска, так, чтобы образовался трезубец.
Со стороны болта на конструкцию натягивается резиновый шланг. На болт надевается шайба, подсоединяется кабель, затем надевается вторая шайба, закрепляется гайкой и законтривается второй гайкой. Зубцы «вилки» зачищаются напильником для обеспечения лучшего контакта с электродом. Держатель готов к работе. Его недостатком будет слабая защищенность сварщика от токонесущих частей, затрудненность освобождения от огарка, окисление арматуры.
Некоторые мастера вместо арматуры используют стальной уголок, а в качестве прижимного элемента самостоятельно изготавливают пружину в два витка, которая обеспечивает надежную фиксацию стержня. На ребрах уголка можно сделать небольшие пропилы для установки электродов под разными углами.
Видео по теме: Держатель электрода — варианты
Самодельный аппарат для точечной сварки из латра. Как изготавливать самодельные сварочные аппараты? Держатель электродов из стальных уголков
1.1. Общие сведения.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения.
На постоянном токе можно варить электродной проволокой без обмазки и электродами,
которые предназначены для сваривания металлов при постоянном или переменном токе.
Рис.1 Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют
к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и
конденсатора С1. Дроссель L1 представляет собой катушку из
50…70
витков медной шины с отводом от середины сечением S=50 мм 2 намотанную
на
сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного.
Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того,
что его магнитная система войдет в насыщение. При вхождении магнитной системы в
насыщение при больших токах (например при резке) индуктивность дросселя
скачкообразно уменьшается и соответственно сглаживание тока происходить не
будет.
Характеристики мощных диодов и их импортных аналогов можно . Или по ссылке можно скачать справочник по диодам из серии «В помощь радиолюбителю № 110»
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1 хх до 0,9U хх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе..
Для нормальной работы сварочного аппарата необходимо выполнить
ряд условий. Величина выходного напряжения должна быть достаточной для надежного
зажигания дуги. Для любительского сварочного аппарата U хх =60…65В. Для
безопасности проведения работ более высокое выходное напряжение холостого хода не
рекомендуется, у промышленных сварочных аппаратов для сравнения U хх может
составлять 70..75 В..
Величина выходного напряжения должна быть достаточной для надежного
зажигания дуги. Для любительского сварочного аппарата U хх =60…65В. Для
безопасности проведения работ более высокое выходное напряжение холостого хода не
рекомендуется, у промышленных сварочных аппаратов для сравнения U хх может
составлять 70..75 В..
Величина напряжения сварки I св должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки U св может составлять 18…24 В.
Номинальный сварочный ток должен составлять:
I св =KK 1 *d э , где
I св – величина сварочного тока, А;
K 1 =30…40 – коэффициент, зависящий от типа и размера электрода d э , мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35%.
Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат
имеет падающую внешнюю характеристику, которая определяет зависимость между силой
тока и напряжением в сварочной цепи. (рис.2)
(рис.2)
Рис.2 Падающая внешняя характеристика сварочного аппарата:
В домашних условиях, как показывает практика, собрать универсальный сварочный аппарат на токи то 15…20 до 150…180 А достаточно сложно. В связи с этим, конструируя сварочный аппарат, не следует стремится к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2…4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока.
Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые должны быть выполнены при их изготовлении:
- Небольшие габариты и вес
- Питание от сети 220 В
- Длительность работы должна составлять не менее 5…7 электродов d э =3…4 мм
Вес и габариты аппарата напрямую зависят от мощности аппарата и могут быть снижены,
благодаря уменьшению его мощности. Продолжительность работы сварочного аппарата
зависит от материала сердечника и теплостойкости изоляции обмоточных проводов. Для
увеличения времени сварочных работ необходимо использовать для сердечника сталь
с высокой магнитной проницаемостью.
Продолжительность работы сварочного аппарата
зависит от материала сердечника и теплостойкости изоляции обмоточных проводов. Для
увеличения времени сварочных работ необходимо использовать для сердечника сталь
с высокой магнитной проницаемостью.
Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35…0,55 мм и стянуть шпильками, изолированными от сердечника (Рис. 3).
Рис.3 Магнитопровод стержневого типа:
При подборе сердечника необходимо учитывать размеры “окна”, чтобы поместились обмотки сварочного аппарата, и площадь поперечного сердечника (ярма) S=a*b , см 2 .
Как показывает практика, не следует выбирать минимальные значения
S=25..35 см 2 , поскольку сварочный аппарат не будет иметь требуемый
запас мощности и будет трудно получить качественную сварку. А отсюда, как следствие,
возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было,
сечение сердечника сварочного аппарата должно составлять S=45..55
см 2 . Хотя при этом сварочный аппарат будет несколько тяжелее, но будет
работать надежно!
А отсюда, как следствие,
возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было,
сечение сердечника сварочного аппарата должно составлять S=45..55
см 2 . Хотя при этом сварочный аппарат будет несколько тяжелее, но будет
работать надежно!
Следует заметить, что любительские сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Рис. 4 Магнитопровод тороидального
типа:
Для увеличения внутреннего диаметра тора (“окна”)
с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону
сердечника (Рис. 4). После перемотки тора эффективное сечение магнитопровода
уменьшиться, поэтому частично придется подмотать тор железом с другого
автотрансформатора до тех пор, пока сечение S не будет
равно как минимум 55 см 2 .
4). После перемотки тора эффективное сечение магнитопровода
уменьшиться, поэтому частично придется подмотать тор железом с другого
автотрансформатора до тех пор, пока сечение S не будет
равно как минимум 55 см 2 .
Электромагнитные параметры такого железа чаще всего неизвестны, поэтому их с достаточной точностью можно определить экспериментально .
1. 3. Выбор провода обмоток.Для первичных (сетевых) обмоток сварочного аппарата
лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной
или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода
в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы
при повышенной температуре провода в полихлорвиниловой изоляции (ПХВ) изоляции из-за
возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому
полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по
всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать
провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P 2 =I св *U св . Если сварка ведется электродом dэ=4 мм, при токе 130…160 А, то мощность вторичной обмотки составит: Р 2 =160*24=3,5…4 кВт , а мощность первичной обмотки с учетом потерь составит порядка 5…5,5 кВт . Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А . Следовательно, площадь сечения провода первичной обмотки S 1 должна быть не менее 5..6 мм 2 .
На практике площадь сечения провода желательно взять несколько больше,
6…7 мм 2 . Для намотки берется прямоугольная шина или медный обмоточный
провод диаметром 2,6…3 мм без учета изоляции. Площадь сечения S намоточного провода
в мм2 вычисляют по формуле: S=(3,14*D 2)/4 или S=3,14*R 2 ; D
– диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного
диаметра, намотку можно вести в два провода подходящего сечения. При использовании
алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза.
При использовании
алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза.
Число витков первичной обмотки W1 определяется из формулы:
W 1 =(k 2 *S)/U 1 , где
k 2 – постоянный коэффициент;
S – площадь сечения ярма в см 2
Можно упростить расчет применив для расчета специальную программу Сварочный калькулятор
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно.
Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается
как мощность сварочного аппарата, так и U хх,
что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением
только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов
без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть
переключение витков вторичной (сварочной) обмотки W 2 .
Вторичная обмотка W 2 должна содержать 65…70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6…1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты диаметром 8…10 мм (Рис. 5).
1.4. Особенности намотки обмоток.Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции
(стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.

- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются (Рис. 6 а, б )
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа:
Второй способ намотки первичной (сетевой) обмотки
представляет намотку провода на одной из сторон сердечника (рис. 6 в, г ).
В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”,
длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество
сварки.
6 в, г ).
В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”,
длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество
сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин,
включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом
случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 .
При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток
стороне сердечника наматывается 60…65% от общего числа ее витков.
По первому способу намотки вторичная обмотка состоит из двух одинаковых половин,
включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом
случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 .
При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток
стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального
типа можно также произвести несколькими способами (Рис. 7 ).
7 ).
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
1.5. Настройка сварочного аппарата.Изготовив сварочный аппарат, домашний электрик должен произвести его
настройку и проверку качества сварки электродами различного диаметра. Процесс
настройки заключается в следующем. Для измерения сварочного тока и напряжения
нужны: вольтметр переменного
тока на 70…80 В и амперметр переменного тока на 180…200 А. Схема подключения измерительных приборов показана на (Рис. 8 )
8 )
Рис. 8 Принципиальная схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения тока сварки – I св и напряжения сварки U св, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину
провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают
кромки свариваемых изделий. По результатам измерений желательно составить таблицу.
Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов
различного диаметра, помня о том, что при сварке электродами, например, диаметром
3 мм, электродами диаметром 2 мм можно резать, т. к. ток резки больше сварочного
на 30…25%.
к. ток резки больше сварочного
на 30…25%.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В – толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод)
– к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла,
например, при сварке тонколистовых конструкций, то применяют сварку на обратной
полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс
(анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой
детали, но и ускоряется процесс расплавления электродного металла за счет более
высокой температуры анодной зоны и большего подвода тепла.
В этом случае минус (катод) присоединяют к свариваемой детали, а плюс
(анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой
детали, но и ускоряется процесс расплавления электродного металла за счет более
высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм 2 .
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности,
а при настройке аппарата и электробезопасности – во время проведения измерений электроприборами.
Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5
(на токи до 150. ..160 А) и рукавицах. Все переключения в сварочном аппарате обязательно
нужно делать только после отключения сварочного аппарата от сети.
..160 А) и рукавицах. Все переключения в сварочном аппарате обязательно
нужно делать только после отключения сварочного аппарата от сети.
2. Переносной сварочный аппарат на основе “Латра”.
2.1. Особенность конструкции.Сварочный аппарат работает от сети переменного тока напряжением 220 В. Особенностью конструкции аппарата является использование необычной форма магнитопровода, благодаря которой вес всего устройства составляет всего 9 кг, а габариты 125х150 мм (Рис. 9 ).
Для магнитопровода трансформатора используется ленточное трансформаторное железо, свернутое в рулон в форме тора. Как известно, в традиционных конструкциях трансформаторов магнитопровод набирается из Ш-образных пластин. Электротехнические характеристики сварочного аппарата, благодаря использованию сердечника трансформатора в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, а потери минимальные.
2.2. Доработки «Латра».Для сердечника трансформатора можно использовать готовый
«ЛАТР» типа М2 .
Примечание. Все латры имеют шестивыводную колодку и напряжение: на входе 0-127-220, и на выходе 0- 150 – 250. Есть два вида: большие и маленькие, и называются ЛАТР 1М и 2М. Кто из них какой я не помню. Но, для сварки нужны именно большой ЛАТР с перемотанным железом или, если они исправные, то наматывают шиной вторичные обмотки и после этого первичные обмотки соединяют параллельно, а вторички последовательно. При этом нужно учитывать совпадение направлений токов во вторичной обмотке. Тогда получается что-то похожее на сварочный аппарат, правда варит, как и все тороидальные, немного жестковато.
Можно использовать магнитопровод в виде тора от сгоревшего лабораторного трансформатора. В последнем
случае, сначала снимают с «Латра» ограждение, арматуру и удаляют обгоревшую обмотку.
Очищенный магнитопровод при необходимости перематывают (см. выше), изолируют электрокартоном или двумя слоями лакоткани и наматывают
обмотки трансформатора. Сварочный трансформатор имеет всего две обмотки. Для намотки
первичной обмотки используется кусок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм
(Рис. 10 )
Для намотки
первичной обмотки используется кусок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм
(Рис. 10 )
Рис. 10 Намотка обмоток сварочного аппарата:
| 1 – первичная обмотка; | 3 – бухта провода; |
| 2 – вторичная обмотка; | 4 – ярмо |
Для удобства намотки провод предварительно наматывают на челнок в виде деревянной рейки 50х50 мм с прорезями. Однако для большего удобства можно изготовить несложное приспособление для намотки тороидальных силовых трансформаторов
Намотав первичную обмотку, покрывают ее слоем изоляции,
а после наматывают вторичную обмотку трансформатора. Вторичная обмотка содержит
45 витков и наматывается медным проводом в хлопчатобумажной или стекловидной изоляции.
Внутри сердечника провод располагается виток к витку, а снаружи – с небольшим зазором,
что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной
методике, способен дать ток 80…185 А. Принципиальная электрическая схема сварочного
аппарата приведена на рис. 11.
Принципиальная электрическая схема сварочного
аппарата приведена на рис. 11.
Рис. 11 Принципиальная электрическая схема сварочного аппарата.
Работа несколько упростится, если удастся приобрести работающий “Латр” на 9
А.
Тогда снимают с него ограждение, токосъемный ползунок и крепежную арматуру. Далее
определяют и маркируют выводы первичной обмотки на 220 В, а остальные выводы надежно
изолируют и временно прижимают к магнитопроводу таким образом, чтобы их не повредить
при намотке новой (вторичной) обмотки. Новая обмотка содержит столько же витков
и той же марки, и того же диаметра провода, что и в рассмотренном выше варианте.
Трансформатор в этом случае дает ток 70…150 А.
Изготовленный трансформатор помещают на изолированную площадку в прежний кожух,
предварительно просверлив в нем отверстия для вентиляции (рис. 12))
Рис. 12 Варианты кожуха сварочного аппарата на основе “ЛАТРА”.
Выводы первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП, при этом в этой цепи следует поставить отключающий автомат АП-25. Каждый вывод вторичной обмотки соединяют с гибким изолированным проводом ПРГ. Свободный
конец одного из этих проводов крепится к держателю электрода, а свободный конец
другого – к свариваемой детали. Этот же конец провода необходимо заземлять для безопасности
сварщика. Регулировка тока сварочного аппарата производится включением последовательно
в цепь провода держателя электрода кусков нихромовой или константановой проволоки
d=3 мм и длиной 5 м, свернутых «змейкой». «Змейка» крепится
к листу асбеста. Все соединения проводов и балластника производятся болтами М10.
Перемещая по “змейке” точку присоединения провода, устанавливают необходимый ток.
Регулировку тока можно производить с использованием электродов различного диаметра.
Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1
dd=1…3 мм.
Каждый вывод вторичной обмотки соединяют с гибким изолированным проводом ПРГ. Свободный
конец одного из этих проводов крепится к держателю электрода, а свободный конец
другого – к свариваемой детали. Этот же конец провода необходимо заземлять для безопасности
сварщика. Регулировка тока сварочного аппарата производится включением последовательно
в цепь провода держателя электрода кусков нихромовой или константановой проволоки
d=3 мм и длиной 5 м, свернутых «змейкой». «Змейка» крепится
к листу асбеста. Все соединения проводов и балластника производятся болтами М10.
Перемещая по “змейке” точку присоединения провода, устанавливают необходимый ток.
Регулировку тока можно производить с использованием электродов различного диаметра.
Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1
dd=1…3 мм.
При проведении сварочных работ для предотвращения ожогов необходимо
применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательным
является головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом
d=3 мм: для трансформаторов с током 80…185 А – 10 электродов,
а с током 70…150 А – 3 электрода. после использования указанного количества электродов,
аппарат отключают от сети минимум на 5 минут (а лучше около 20).
Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом
d=3 мм: для трансформаторов с током 80…185 А – 10 электродов,
а с током 70…150 А – 3 электрода. после использования указанного количества электродов,
аппарат отключают от сети минимум на 5 минут (а лучше около 20).
3. Сварочный аппарат из трехфазного трансформатора.
Сварочный аппарат, при отсутствии “ЛАТРА”, можно сделать и на основе трехфазного понижающего трансформатора 380/36 В, мощностью 1..2 кВт, который предназначен для питания пониженным напряжением электроинструментов или освещения (рис. 13).
Рис. 13 Общий вид сварочного аппарата и его сердечник.
Здесь подойдет даже экземпляр с одной перегоревшей обмоткой. Такой сварочный аппарат работает от сети переменного тока напряжением 220 В или 380 В и с электродами диаметром до4 мм позволяет сваривать металл толщиной 1…20 мм.
3.1. Детали.Клеммы для выводов вторичной обмотки можно сделать из медной трубки
d 10. ..12 мм и длиной 30…40 мм (рис.14).
..12 мм и длиной 30…40 мм (рис.14).
Рис. 14 Конструкция клеммы вторичной обмотки сварочного аппарата.
С одной стороны ее следует расклепать и в получившейся пластине просверлить отверстие d 10 мм. Тщательно зачищенные провода вставляют в трубку клеммы и обжимают легкими ударами молотка. Для улучшения контакта на поверхности трубки клеммы можно сделать насечки керном. На панели, расположенной наверху трансформатора, заменяют штатные винты с гайками М6 на два винта с гайками М10. Новые винты и гайки желательно использовать медные. К ним присоединяют клеммы вторичной обмотки.
Для выводов первичной обмотки изготовляют дополнительную плату из листового текстолита толщиной 3мм (рис.15 ).
Рис. 15 Общий вид платки для выводов первичной обмотки сварочного аппарата.
В плате сверлят 10…11 отверстий d=6мм и вставляют в них винты М6 с двумя гайками и шайбами. После этого плату крепят в верхней части трансформатора.
Рис. 16 Принципиальная электрическая схема соединения
первичных обмоток
трансформатора на напряжение: а) 220 В; б) 380 В
(вторичная обмотка не указана)
16 Принципиальная электрическая схема соединения
первичных обмоток
трансформатора на напряжение: а) 220 В; б) 380 В
(вторичная обмотка не указана)
При питании аппарата от сети 220 В две его крайние первичные обмотки соединяются параллельно, а среднюю обмотку присоединяют к ним последовательно (рис.16 ).
4. Держатель электродов.
4.1. Держатель электродов из трубы d¾”.Наиболее простой является конструкция электродержателя, изготовленная из трубы d¾” и длиной 250 мм (рис.17 ).
С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпиливают ножовкой выемки глубиной в половину диаметра трубы (рис.18 )
Рис. 18 Чертеж корпуса держателя электродов из трубы d¾”
К трубе над большой выемкой приваривают отрезок стальной проволоки
d=6 мм. С противоположной стороны держателя сверлят отверстие
d=8,2 мм, в которое вставляют винт М8. К винту присоединяется
клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху
на трубу надевается кусок резинового или капронового шланга с подходящим внутренним
диаметром.
Сверху
на трубу надевается кусок резинового или капронового шланга с подходящим внутренним
диаметром.
Удобный и простой в конструкции держатель электродов можно сделать из двух стальных уголков 25х25х4 мм (рис. 19 )
Берут два таких уголка длиной около 270 мм и соединяют маленькими уголками и болтами с гайками М4. В результате получается короб сечением 25х29 мм. В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси фиксаторов и электродов. Фиксатор состоит из рычага и небольшой клавиши, выполненной из листа стали толщиной 4 мм. Эту деталь также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Ручку получившегося держателя покрывают изоляционным материалом, в
качестве которого используется обрезок резинового шланга. Электрический кабель от
сварочного аппарата присоединяется к клемме корпуса и фиксируется болтом.
5. Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока,
с помощью изменения количества витков, например, подключаясь к отводам, сделанным
при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить
регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки
тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора
связана с определенными проблемами. В этом случае, через регулирующее устройство
проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной
цепи практически не удается подобрать мощные стандартные переключатели, которые
бы выдерживали ток величиной до 260 А.
Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора
связана с определенными проблемами. В этом случае, через регулирующее устройство
проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной
цепи практически не удается подобрать мощные стандартные переключатели, которые
бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Регулирование мощности происходит
при периодическом отключении на фиксированный промежуток времени первичной обмотки
сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при
этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно
друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами
VT1, VT2.
Среднее значение тока при
этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно
друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами
VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения
тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению
общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или
уменьшения диапазона регулировки можно изменить сопротивление переменного резистора
R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 21)
Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине
толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все
элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Описание других конструкций можно посмотреть на сайте http://irls.narod.ru/sv.htm , однако сразу хочу предупредить, что многие из них имеют как минимум спорные моменты.
Также по этой теме можно посмотреть:
http://valvolodin.narod.ru/index.html – много ГОСТов, схем как самодельных аппаратов, так и заводских
http://www.y-u-r.narod.ru/Svark/svark.htm то же сайт энтузиаста сварки
При написании статьи использовалась часть материалов из книги Пестрикова В. М. “Домашний электрик и не только…”
Всего хорошего, пишите to © 2005
При сооружении или ремонте техники или бытовых приборов достаточно часто возникает потребность в сварке каких-либо элементов. Чтобы соединить детали, понадобится использовать сварочный аппарат. Сегодня легко можно приобрести подобную конструкцию, однако следует знать, что можно изготовить и самодельные сварочные аппараты.
Сегодня легко можно приобрести подобную конструкцию, однако следует знать, что можно изготовить и самодельные сварочные аппараты.
Сварочные аппараты бывают постоянного и переменного тока. Последние используются для того, чтобы сваривать на небольших токах заготовки из металла небольшой толщины. Дуга сварки на постоянном токе является более устойчивой, при этом возможно производить сварку на прямой и обратной полярности. В данном случае можно использовать электродную проволоку без обмазки или электроды. Чтобы придать стойкости горения дуги, на небольших токах рекомендуется делать завышенное напряжение холостого хода обмотки сварки.
Чтобы выпрямлять переменный ток, следует использовать обыкновенные мостиковые выпрямители на крупных полупроводниках с охладительными радиаторами.
Для того чтобы сглаживать пульсации напряжения, один из выводов нужно подсоединить к держателю электродов через специальный дроссель, который являет собой катушку из нескольких десятков витков шины из меди сечением 35 мм. Подобная шина может наматываться на любой сердечник, лучше всего использовать сердечник от магнитного пускателя.
Подобная шина может наматываться на любой сердечник, лучше всего использовать сердечник от магнитного пускателя.
Чтобы выпрямлять и плавно регулировать сварочный ток, следует использовать более сложные схемы с применением крупных тиристоров для управления.
К достоинствам регуляторов неизменного тока можно отнести их универсальность. У них имеется большой спектр конфигурации напряжений, в связи с чем подобные элементы можно использовать не только для постепенной регулировки тока, но и для зарядки батарей аккумуляторов, питания электрических элементов для нагрева и других цепочек.
Сварочные аппараты переменного тока можно использовать для соединения заготовок электродами, поперечник которых более 1,6 мм. Толщина соединяемых заготовок может быть более 1,5 мм. В данном случае имеется большой ток сварки, а дуга пылает стабильно. Могут использоваться электроды, которые изготовлены для сварки исключительно на переменном токе.
Устойчивое горение дуги можно получить в случае, если приспособление для сварки будет иметь падающую наружную характеристику, которая определяет зависимость между силой тока и напряжением в цепочке сварки.
Что нужно учитывать в процессе изготовления сварочных аппаратов?
Для ступенчатого перекрытия спектра токов сварки необходима коммутация как первичных обмоток, так и вторичных. Для плавной конфигурации тока в рамках выбранного спектра следует употреблять механические свойства перемещения обмоток. Если удалять обмотку сварки по отношению к сетевой, будут увеличиваться магнитные потоки рассеивания. Следует понимать, что это может привести к снижению сварочного тока. В процессе изготовления самодельной конструкции для сварки не нужно стремиться к полному перекрытию спектра токов сварки. Рекомендуется первым делом собрать для работы с электродами 2-4 мм. Если понадобится в дальнейшем работать на небольших сварочных токах, конструкцию можно дополнить отдельным приспособлением для выпрямления с постепенной регулировкой тока сварки.
Самодельные конструкции должны удовлетворить некоторые требования, основными из которых являются следующие:
- Сравнительная компактность и небольшой вес.
 Подобные параметры можно снизить путем уменьшения мощности конструкции.
Подобные параметры можно снизить путем уменьшения мощности конструкции. - Достаточная продолжительность работы от электросети 220 В. Повысить ее можно с помощью использования стали с высокой магнитной проницаемостью термостойкой изоляции проводов для обмотки.
Подобные требования можно с легкостью выполнить, если знать основы сооружения сварочных конструкций и придерживаться технологии их изготовления.
Вернуться к оглавлению
Как выбрать тип сердечника для изготавливаемой конструкции?
В процессе изготовления подобных конструкций используются стержневые магнитные проводы, они являются более технологичными. Сердечник набирается из пластин электротехнической стали любой конфигурации, толщина материала должна составлять 0,35-0,55 мм. Элементы понадобится стянуть шпильками, которые покрыты изоляционным материалом.
В процессе выбора сердечника следует учитывать размеры “окна”. В конструкцию должны помещаться обмотки элементов. Не рекомендуется использовать сердечники с поперечным сечением 25-35 мм, так как в таком случае изготавливаемая конструкция не будет обладать необходимым припасом мощности, в результате чего качественную сварку будет произвести достаточно сложно. В данном случае также нельзя исключать перегрев устройства. Сердечник должен быть сечением 45-55 мм.
В данном случае также нельзя исключать перегрев устройства. Сердечник должен быть сечением 45-55 мм.
В некоторых случаях производятся сварочные конструкции с тороидальными сердечниками. Данные устройства имеют более высокие электротехнические показатели и низкие электропотери. Изготавливать подобные приспособления гораздо сложнее, так как обмотки нужно будет размещать на торе. Следует знать, что намотку в данном случае выполнять достаточно сложно.
Сердечники изготавливаются из ленточного трансформаторного железа, которое сворачивается в рулон в форме тора.
Чтобы увеличить внутренний диаметр тора, с внутренней стороны нужно отмотать часть ленты из металла, после чего намотать ее на наружную сторону сердечника.
Вернуться к оглавлению
Как правильно выбрать обмотку конструкции?
Для первичной обмотки рекомендуется использовать провод из меди, который покрыт изоляционным материалом из стеклоткани. Можно использовать и провода, которые покрыты резиной. Не допускается использовать шнуры, которые покрыты полихлорвиниловой изоляцией.
Не допускается использовать шнуры, которые покрыты полихлорвиниловой изоляцией.
Большое количество отводов сетевой обмотки не рекомендуется делать. За счет снижения количества витков первичной обмотки будет возрастать мощность аппарата для сварки. Это приведет к увеличению напряжения горения дуги и ухудшению качества соединения заготовок. Путем изменения количества витков первичной обмотки достигнуть перекрытия спектра токов сварки без ухудшения свойств сварки не получится. Для этого надо будет предусмотреть переключение витков вторичной обмотки сварки.
Вторичная обмотка должна содержать 67-70 витков шины из меди сечением 35 мм. Можно использовать многожильный сетевой кабель или гибкий многожильный шнур. Изоляционный материал обязательно должен быть теплостойким и надежным.
Вернуться к оглавлению
Самодельный аппарат для сварки из автотрансформатора
Сварочное устройство работает от электросети 220 В. Конструкция обладает отличными электротехническими показателями. Благодаря использованию новой формы магнитного провода вес приспособления составляет порядка 9 кг при размерах 150х125 мм. Это достигается применением ленточного железа, которое сворачивается в рулон в форме тора. В большинстве случаев используется стандартный пакет пластинок Ш-образной формы. Электротехнические показатели трансформаторной конструкции на магнитном проводе приблизительно в 5 раз выше, чем у подобных пластинок. Электропотери будут минимальными.
Благодаря использованию новой формы магнитного провода вес приспособления составляет порядка 9 кг при размерах 150х125 мм. Это достигается применением ленточного железа, которое сворачивается в рулон в форме тора. В большинстве случаев используется стандартный пакет пластинок Ш-образной формы. Электротехнические показатели трансформаторной конструкции на магнитном проводе приблизительно в 5 раз выше, чем у подобных пластинок. Электропотери будут минимальными.
Элементы, которые будут нужны для того, чтобы изготовить сварочный аппарат своими руками:
- магнитный провод;
- автотрансформатор;
- электрокартон или лаковая ткань;
- провода;
- деревянная рейка;
- изоляционный материал;
- трансформатор;
- кабель;
- кожух;
- выключатель.
От компактного и вместе с тем достаточно надежного, дешёвого и простого в изготовлении «сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата — легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных уроков физики) лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки. Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе. Рис.1.
Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки. Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе. Рис.1.
Самодельный сварочный аппарат на основе ЛАТРа. Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги. Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу. Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру. Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением. Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания. Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением. Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания. Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе. При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2. На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А). Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм). Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2. На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А). Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм). Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать». Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать». Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности. И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается. Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении. Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается. Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении. Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу). Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -Uсв) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение. В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм). Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -Uсв) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение. В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм). Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом. В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером). Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку.
Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом. В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером). Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем». Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более — от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны). Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
Можно воспользоваться и автомобильным «прикуривателем». Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более — от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны). Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
Самодельная схема сварочного аппарата собрана на основе девяти амперного лабораторного регулируемого автотрансформатора. В его конструкции имеется возможность регулировки сварочного тока. Наличие в схеме данного сварочного аппарата диодного моста позволяет осуществлять сварку постоянным током.
Режим работы сварочного устройства устанавливается переменным сопротивлением R5. Тиристоры VS1 и VS2 открываются только в свой полупериод попеременно благодаря фазовому сдвигу, на радиокомпонентах R5, С1 и С2.
Благодаря этому, имеется возможность менять на первичной обмотке входное напряжение в диапазоне от 20 до 215 вольт. В результате преобразования на вторичной обмотке будет пониженное напряжение, позволяющее с легкостью зажечь сварочную дугу на контактах X1 и X2 при сварке переменным током и на контактах X3 и X4 при сварке в режиме постоянного тока. Подсоединение сварочного аппарата к переменной сети осуществляется стандартной штепсельной вилкой. В роли тумблера SA1 можно применить спаренный автомат на 25А.
Для начала с автотрансформатора осторожно снимают защитный кожух, электросъемный контакт и отвинчивают крепление. Далее на имеющуюся обмотку 250 вольт накручивают хорошую изоляцию, на которую наматывают 70 витков вторичной обмотки медным проводом с площадью сечения 20 мм 2 .
Если такого провода под рукой нет можно осуществить намотку из нескольких проводов с меньшего сечения. Модернизированный автотрансформатор размещают в самодельном корпусе с вентиляционными отверстиями. Там же необходимо уместить схему регулятора, пакетник, а так же контакты для сварки постоянным и переменным током.
Там же необходимо уместить схему регулятора, пакетник, а так же контакты для сварки постоянным и переменным током.
В случае отсутствия автотрансформатора, его можно сделать своими руками, намотав обе обмотки на сердечник из трансформаторной стали.
На выходе вторичной обмотки в соответствии со схемой сварочного устройства подключают диодный мост состоящий из мощных выпрямительных диодов. Диоды обязательно должны быть установлены на самодельные радиаторы.
Для данной схемы сварочника желательно использовать медный многожильный провод в резиновой изоляции с сечением не менее 20 мм 2 .
Сварочное оборудование своими руками
В основе этого аппарата – легко поддающийся модернизации 9-амперный лабораторный автотрансформатор ЛАТР 2 и самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять U св на электроде, а значит, выбирать нужную величину тока сварки.
Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -U св позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе.
Схема превращающая ЛАТР в сварочный аппарат
Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм 2 . Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм 2 . Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см 2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток – до 32 А).
Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см 2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом – таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом – смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно,
подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» – к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от U св зависит ширина шва: с ростом напряжения она увеличивается.
Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от U св зависит ширина шва: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла – максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -U св) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм).
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером).
Немаловажная вещь – сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм 2) в резиновой изоляции. Потребное количество – два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом – держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Можно воспользоваться и автомобильным «прикуривателем».
Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более – от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны).
Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
М.ВЕВИОРОВСКИЙ, Московская обл.
Моделист-конструктор 2000 №1
Тематические материалы:
Что такое озонотерапия Панкреатит и уколы озоном Озонотерапия: показания и противопоказания процедуры Что дает озонотерапия внутривенно Простые рецепты приготовления Рецепт шоколадных блинчиков на молоке Вкусные блины с шоколадом Имена для девочек — Редкие и Красивые и их значение Описание имен для девочек Сушка тела для девушек: избавляемся от подкожного жира Салаты из крабовых палочек Чувашская государственная сельскохозяйственная академия Чувашская сельскохозяйственная академия заочное отделениеОбновлено: 14. 05.2020
05.2020
103583
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Самодельная стойка для приседаний послужила толчком для развития бизнеса по проектированию и производству оборудования для тренировок
Майк Кауфманн из Вогана, Онтарио, знал, что есть много способов потренироваться дома, когда все спортзалы закрыты из-за COVID-19. Одной вещью, которую он не мог делать дома, было поднятие тяжестей с помощью стойки для приседаний. Поэтому сварщик/изготовитель решил построить свой собственный.
Когда тренажерные залы и тренажерные залы должны были закрыться в первые дни COVID-19Из-за пандемии заядлым любителям фитнеса пришлось придумывать творческие способы проводить тренировки дома.
Майк Кауфманн из Вона, Онтарио, вышел далеко за рамки того, что большинство людей понимает под креативностью. Поднятие тяжестей и тренировки были нормальной частью его распорядка дня. Будучи пожизненным спортсменом, он знал, что есть много способов тренироваться дома, но одной вещью, которую он не мог делать дома, был подъем с использованием стойки для приседаний.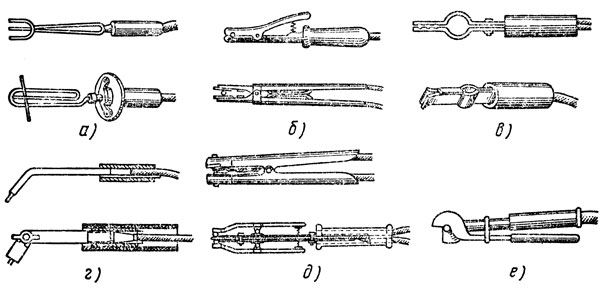 И тут у него появилась идея. Почему бы не построить свою собственную стойку для приседаний?
И тут у него появилась идея. Почему бы не построить свою собственную стойку для приседаний?
В конце концов, он сварщик и изготовитель, сертифицированный CWB, так что насколько это может быть сложно? Кроме того, у него было много свободного времени, так как его работодатель, компания Concise Custom Metal, была временно закрыта, потому что она выполняла в основном коммерческую деятельность и канадское правительство считало ее несущественной.
Почти два года спустя эта одноразовая стойка для приседаний превратилась в побочный бизнес, Squat6stands, продано 500 единиц. Его стойка для приседаний достаточно прочная, чтобы надежно удерживать штангу и вес, но достаточно компактная, чтобы поместиться в чьем-то доме. Он даже расширил ассортимент своей продукции, включив в него регулируемые скамьи, турники и корректирующие руки.
Кауфман недавно говорил с СВАРЩИКОМ о своем бизнесе и о том, что он узнал в процессе.
Как появились Squat6stands?
Большую часть своей жизни я играю в регби и много времени провожу в тренажерном зале. Когда все спортзалы закрылись из-за пандемии, мне понадобилась стойка для приседаний. В то время я изучал AutoCAD, поэтому просто взялся за чертежную доску.
Когда все спортзалы закрылись из-за пандемии, мне понадобилась стойка для приседаний. В то время я изучал AutoCAD, поэтому просто взялся за чертежную доску.
Когда я смотрю на стойку для приседаний, я знаю, что стойки сделаны из 2 на 2 или 3 на 2 11-ga. стали. Если вы используете 7-фут. штанги, у вас есть база шириной 4 фута. Эти размеры являются типичными, независимо от того, кто изготавливает стойку. Я хотел, чтобы высота стоек соответствовала чьему-то подвалу. У большинства людей 96 дюймов подвалы, поэтому верхняя часть стойки составляет 88 дюймов, чтобы дать им около 8 дюймов просвета.
Когда он был закончен, моя жена была в восторге. В итоге мы просто разместили его на Facebook Marketplace и Kajiji, и оттуда начали поступать заказы.
Какие усовершенствования конструкции вы внесли с момента создания своей первой стойки для приседаний?
Почти два года спустя эта одноразовая стойка для приседаний превратилась в побочный бизнес, Squat6stands, который за два года продал 500 единиц. Его стойка для приседаний достаточно прочная, чтобы надежно удерживать штангу и вес, но достаточно компактная, чтобы поместиться в чьем-то доме.
Его стойка для приседаний достаточно прочная, чтобы надежно удерживать штангу и вес, но достаточно компактная, чтобы поместиться в чьем-то доме.
Я начал с чего-то типичного, но из-за конструкционной стали и всего такого я хотел, чтобы она выглядела немного более надежной, поэтому я модернизировал оборудование. Мои J-образные зажимы, на которых держится штанга, не имели защиты; это была просто сталь по стали. Итак, я поместил UHMW, который в основном представляет собой пластик высокой плотности, вокруг J-образного зажима, чтобы защитить стойку от царапин.
Сколько времени потребовалось, чтобы бизнес пошел в гору?
Он быстро рос. Самое приятное то, что мы выросли в основном из уст в уста. Кто-то купил стойку, а затем порекомендовал нас другу и так далее. Когда поступили заказы, я приступил к работе, и сейчас мы достигли точки, когда мы продали около 500 единиц.
Как ваши клиенты отреагировали на продукт?
Людям это нравится. Когда они приходят и забирают его, они могут почувствовать, насколько это тяжело. Это не хлипкая стойка для приседаний. Все прочно, и порошковая покраска действительно хороша.
Это не хлипкая стойка для приседаний. Все прочно, и порошковая покраска действительно хороша.
Я просто очень горжусь тем, что выпускаю качественный канадский продукт. У нас здесь очень не хватает производителей фитнес-оборудования. В штатах есть куча потрясающих, но никто не делает этого здесь, в Канаде.
Оказывалась ли вам какая-либо помощь после резкого увеличения спроса со стороны клиентов?
Когда я только начинал, я сверлил все вручную. Я сделал приспособление, просверлил несколько пилотных отверстий и открыл эти отверстия. На сборку одной стойки у меня уходило от шести до восьми часов. По мере того как поступало все больше заказов, я начал обрезать все свои трубки лазером. У меня были стойки со всеми отверстиями, вырезанными лазером, а затем я изготовил остальные детали. Я просто старался максимально упорядочить вещи. Моя жена занималась всеми социальными сетями, создала веб-сайт и убила его. А еще у меня есть друг, который приходит по выходным, чтобы помочь мне упаковать заказы и выполнить кое-какую рутинную работу.
Приходилось ли вам сталкиваться с неожиданными проблемами?
Абсолютно. Это не то, что мне могли сказать заранее; это было то, что мне нужно было испытать, чтобы научиться. Что касается допусков, не все трубы HSS (полые конструкционные сечения) одинаковы, поэтому мне нужно было учитывать все, что связано с этой трубкой, чтобы убедиться, что мы соблюдаем эти допуски. Я сварщик и изготовитель, но когда я только начинал, я ничего не знал о производстве металлов, включая лазерную резку, штамповку и тому подобное. Это был огромный крученый мяч для меня. Но я твердо верю, что этот опыт сформировал меня и помог завершить мою карьеру. Я сделал несколько ошибок, но это помогло мне вырасти как фабриканту.
Теперь, когда вы вернулись к своей обычной работе, как вы балансируете свое время между этим и работой в Squat6stands?
Я работаю много ночей и много выходных. Но я смог оптимизировать вещи и строить большими партиями, поэтому у меня есть вещи на складе. Я все еще могу вносить изменения, если кому-то нужна нестандартная высота или что-то в этом роде.
Что вы вынесли из всего этого опыта?
Я не работал ни дня за последние два года, и это безумие, потому что я действительно работал каждый день. Я иду на работу, и прежде чем я это осознаю, проходит 13 или 14 часов. Я действительно люблю то, что делаю. Тот факт, что то, что я создаю, является тренажерным залом, для меня просто вишенка на торте.
Ко мне обратились ребята, которые сейчас учатся в школе сварщиков, и сказали, что то, что я делаю, потрясающее. Мы поговорим, я дам им несколько советов и хитростей, и это здорово. Я бы хотел, чтобы больше людей выбирало профессию сварщика и сборщика металла.
61 Лучшие сварочные проекты для дома
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Сварка может быть отличным способом заработать деньги, и ею могут заниматься даже новички. Превратить свое хобби в вещь, которая приносит дополнительный доход, — это одна из лучших вещей, которые вы можете сделать.
Превратить свое хобби в вещь, которая приносит дополнительный доход, — это одна из лучших вещей, которые вы можете сделать.
Различные сварочные работы — отличный способ сделать это.
Но, во-первых, вам нужно подумать о своих навыках сварки и сумме денег, которую вы готовы инвестировать. Новички всегда могут начать с нескольких простых проектов, сделанных из металлолома. Затем, как только вы освоитесь, вы сможете заработать несколько долларов.
Опытные сварщики могут выбрать какой-нибудь серьезный сварочный проект, где вам придется вложить немного больше средств в материалы, но получить большую прибыль.
Вот почему мы составили этот список лучших сварочных проектов для начинающих и профессионалов, которые могут дать вам несколько отличных идей о том, как улучшить вашу мастерскую, двор, украсить дом или просто продать.
Быстрая навигация
- Лучшие сварочные проекты для вашей мастерской
- 1. Простой сварочный стол
- 2. Простой табурет
- 4.
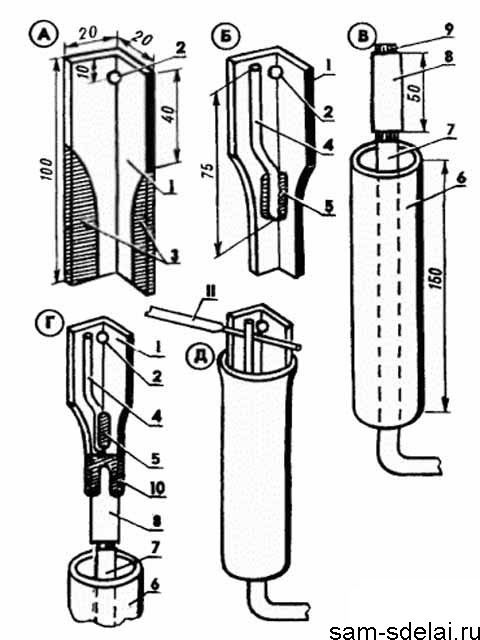 Стойка и полки для инструментов для хранения сварочного оборудования
Стойка и полки для инструментов для хранения сварочного оборудования - 5. Простая тележка для сварки
- 6. Держатель горелки MIG
- Легкие и простые сварочные проекты для начинающих
- 7. Металлическая подставка для одежды Horseshoe2 9008e 9008e Подставка
- 9. Подставка для карандашей «Сделай сам»
- 10. Подставка для украшений
- 11. Миниатюрные скульптуры
- 12. Орнамент «Атом и снежинка»
- Сварочный костер Best Yard Outdoor
- 1000
82
- 14. Шепард крючков
- 15. Металлический тренель
- 16. Яма для барбекю
- 17. Яма для барбекю
- 19. Smoker
- 20. Древесная плита
- 21. Главная цветочка
- 999 22. духовка
- 24. Проект треугольной жаровни
- 25. Журнальный столик
- 26. Набор парных столов
- 27. Обеденный стол 2. Набор для улицы
- 2
 Угловой диван
Угловой диван- 36. Холд
- . Металлические номера домов
- 38. Многоугольная чаша из нержавеющей стали
- 40. Ваза из нержавеющей стали
- 41. Стальная фоторамка
- 43. Флаг Арт
- 44. Держатель для винных бутылок
- 45. Сварные портреты
- 46. РАЧТИЯ ДРУГАЯ ДРУГА
- 47. Садовый забор
- 48. Маленькие ворота
- 49. Проекты въезда
- 50. ПЭТ
- 9 49. Входные ворота
- 50. ПЭТ
- 99 49. Входные ворота
- 50. ПЭТ. 51. Защитная дверь
- 52. Подвесная стальная стойка для посуды
- 53. Автомобильный пандус
- 54.
 Садовый фургон-пазл
Садовый фургон-пазл - 55. Подковообразный пандус
5
- 57. Стеллаж для дров
- 59. Металлические кронштейны
- 61. Дерево для свечей
Лучшие сварочные проекты для вашей мастерской
как это может быть. Для этого мы предложили вам несколько идей о том, как улучшить вашу мастерскую и облегчить вашу работу.
1. Простой сварочный стол
Стол является важной частью вашей мастерской, поскольку он значительно повышает вашу производительность. Вы можете начать с изготовления простого сварочного стола своими руками из нескольких прямых металлических деталей. Вам нужно сделать базовую стальную раму коробки, а затем приварить 12 прямых металлических планок вдоль верхней части. Таким образом, у вас есть функциональный стол с достаточным пространством для зажима. Следуйте этим инструкциям, чтобы узнать, как сделать этот проект.
Изображение взято с 6ldesigns.comИзображение взято из PinterestПодпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
2.
 Табурет Simple Shop
Табурет Simple ShopВокруг вашей мастерской всегда есть металлолом, который вам мешает. Для его хранения вы всегда можете использовать трубчатую сталь, чтобы сделать прямоугольную коробчатую раму и приварить к ней листовую сталь. Вы можете прикрепить висячий замок навсегда, так как вы должны прикрепить только верхнюю часть. Поэтому у вас есть простая коробка для хранения металла, который может вам пригодиться в будущем. Следуйте этим инструкциям, чтобы узнать, как сделать этот проект. Изготовление не займет много времени, а получится вполне полезная коробочка.
instructables.com etsy.com4. Стеллаж и полки для инструментов для хранения сварочного оборудования
Чтобы организовать свои инструменты и оборудование, вы всегда можете сделать простую стеллаж и полки для инструментов. Однако самое лучшее в этом сварочном проекте то, что вы можете настроить его так, как хотите. Если у вас небольшая мастерская, вам следует выбрать настенную вешалку, так как она не займет слишком много места. Прикрепите полки к соответствующим стойкам на стене.
Прикрепите полки к соответствующим стойкам на стене.
Кроме того, если у вас много техники, всегда можно сделать красивую полку. Просто убедитесь, что он достаточно большой, чтобы вместить все ваши вещи. Надлежащая полка для хранения предоставит вам дополнительное пространство для хранения, которое вам понравится.
pinterest.com sk.pinterest.com5. Простая сварочная тележка
Металлические тележки — отличный способ перемещать сварочный аппарат и цилиндры, а также организовывать кабели. Кроме того, их легко сделать. Вам понадобится стержень из холоднокатаной стали для ручек, роликов и опор для колес, металлические полосы и угловые железные скобы.
Имейте в виду, что вам нужно нарисовать дизайн, прежде чем начать. Затем вы должны сделать его достаточно большим, чтобы в него поместился ваш сварочный аппарат и все, что вам нужно. Как только вы это сделаете, вы сможете легко перемещать свой тяжелый сварочный аппарат. Следуйте этим инструкциям, чтобы сделать эту простую сварочную тележку.
6. Держатель горелки MIG
Если вы часто пользуетесь сварочным аппаратом MIG, вы не хотите оставлять инструменты для сварки MIG в своей мастерской. Вы всегда можете сделать простой зажим, который поможет вам безопасно опустить оружие. Это простой проект, поскольку он эффективен и может повысить вашу производительность.
Если вы оставите горелку MIG на пути, это может вызвать проблемы, так как вы можете включить автоматическую подачу или случайно нажать кнопку. Вы можете увидеть идею отличного держателя на картинке ниже.
askforney.cominstructables.comЛегкие и простые сварочные проекты для начинающих
7. Подковообразная вешалка для одежды
Возьмите несколько подков, зажмите их, а затем сварите вместе. Затем вам просто нужно добавить держатели к тому, что вы создали, чтобы оно могло держать пальто. Его можно собрать всего за несколько минут. Проект довольно простой, и вы всегда можете посмотреть видео ниже, чтобы увидеть, как это делается. Это отличный способ начать карьеру своими руками.
Это отличный способ начать карьеру своими руками.
8. Металлическая полка для обуви
Если у вас проблемы со всей обувью в доме, вы всегда можете сделать полку для обуви. Вы можете использовать дешевые металлические детали, которые вы даже можете найти в своем доме, и сварить их вместе, и ваша проблема будет решена.
askforney.cominstructables.com9. Подставка для карандашей своими руками
Это классный проект по сварке, который можно построить очень быстро. Промышленный держатель для карандашей — отличный способ организовать ваши маркеры и карандаши в вашей мастерской, и все, что вам нужно, это металлолом. Просто сварите остатки от других проектов, и все готово.
Вы всегда можете его раскрасить или использовать свой уникальный дизайн, а еще вы получите отличный подарок ручной работы. Инструкции по его изготовлению вы можете найти здесь или просто использовать как идею для своего уникального проекта.
instructables. com reddit.com
com reddit.com10. Подставка для украшений
Это простой проект, который выглядит очень круто. Сначала нужно сварить небольшие прямые детали и сделать форму дерева. Как только вы сделаете дерево, приварите его к квадратному куску стали и поставьте на свое любимое место. Вы только что сделали отличный способ держать и демонстрировать свои украшения. Ниже вы можете найти идею о том, как это сделать. Вы всегда можете импровизировать и использовать картинку в качестве ориентира.
pinterest.com pinterest.com11. Миниатюрные скульптуры
Вы всегда можете сделать несколько миниатюрных скульптур из листового металла или кусков стали, лежащих в вашей мастерской. Просто придайте ему желаемую форму вручную и сварите кусочки вместе. Есть несколько фантастических скульптур, и вы всегда можете начать с чего-то простого. Затем, как только вы освоитесь, вы сможете создавать потрясающие скульптуры, которые могли бы уместиться на полках современной галереи. Кроме того, вы можете украсить свою мастерскую или даже свой дом. Следуйте этим инструкциям, чтобы узнать больше о том, как сделать потрясающие скульптуры.
Следуйте этим инструкциям, чтобы узнать больше о том, как сделать потрясающие скульптуры.
12. Украшение из атомов и снежинок
Если вы любитель науки, вы всегда можете сделать простое украшение из атомов. Во-первых, вам понадобятся шарикоподшипники и стальные стержни, чтобы соединить элементы в кубическую форму. Оставьте подшипник в каждой точке, один в середине, и соедините их большим количеством стальных стержней. Украшением можно украсить дом или подарить другу-ученому, ведь сделать его очень просто. Если им это нравится, вы всегда можете продать его за пару долларов. Следуйте этим инструкциям, чтобы узнать, как сделать этот удивительный проект.
pinterest.com pinterest.comЛучшие проекты по сварке во дворе
Вот несколько отличных идей по сварке, как сделать так, чтобы ваш двор выглядел великолепно. Имейте в виду, что некоторые из них требуют, чтобы вы были опытным сварщиком. Кроме того, вы можете сделать некоторые довольно легко, так что вам стоит попробовать.
13. Яма для костра на открытом воздухе
Нет ничего лучше, чем провести холодную ночь во дворе у костра. Поскольку он обеспечивает тепло, очаг для костра выглядит фантастически, когда он горит полным пламенем. Для его изготовления вам понадобятся стальные листы из текстурированной стали. Просто вырежьте боковые панели из половины листа и основания и сварите их между собой.
Сделайте базовую раму, чтобы яма могла удобно сидеть, и готово. Имейте в виду, что вы всегда можете сделать дренажное отверстие на дне ямы для костра, чтобы убедиться, что он не задерживает дождь, так как он может заржаветь. Следуйте этим инструкциям, чтобы узнать, как сделать этот классный проект.
instructables.com homecrux.com14. Крючки Шепарда
Крючки Шепарда — это прекрасные декоративные вешалки для растений, которые помогают вашим вьющимся растениям расти. Это крутые сварочные проекты, которые требуют немного больше навыков. Вам нужно 0,25-дюймовое свободное пространство для стержня и гибочный станок для создания завитка. Вы можете сделать крючок с одной или двумя прокрутками с несколькими изгибами, так как они оба выглядят фантастически.
Вы можете сделать крючок с одной или двумя прокрутками с несколькими изгибами, так как они оба выглядят фантастически.
15. Металлическая шпалера
Если вы любите выращивать растения, вы всегда можете построить садовую шпалеру, чтобы помочь вьющимся растениям расти. Вы можете сделать его любого размера или формы, оставить его без подставки или прикрепить к забору. Вам нужно сделать базовую раму и прикрепить поперечные сечения и опорные брусья. Вы даже можете соединить треугольную секцию крыши, чтобы она выглядела еще лучше. Вы всегда можете начать с простого, так как это очень поможет вашим растениям. Следуйте этим инструкциям, чтобы узнать, как сделать этот проект.
gardenmetalwork.comgardenmetalwork.com16. Яма для бочонка для барбекю
Если у вас есть старый стальной бочонок, вы всегда можете использовать его для приготовления фантастического барбекю. Однако имейте в виду, что этот проект может потребовать больше навыков. Вам нужно вырезать середину металлической бочки и создать откидную крышку. Для ножек и поперечных сечений вы можете использовать квадратные трубы. Имейте в виду, что вам нужны вентиляционные отверстия сбоку и сверху.
Вам нужно вырезать середину металлической бочки и создать откидную крышку. Для ножек и поперечных сечений вы можете использовать квадратные трубы. Имейте в виду, что вам нужны вентиляционные отверстия сбоку и сверху.
17. Яма для барбекю
Мы все наслаждаемся отличной едой, приготовленной на открытом огне во дворе. Яма для барбекю — замечательный и полезный проект, которым будут восхищаться ваши друзья. Вы всегда можете приварить простую решетку к уже построенной яме для костра. Несмотря на то, что вы всегда можете купить гриль в модном магазине, его изготовление может быть удовлетворительным. Следуйте этим инструкциям, чтобы узнать, как сделать этот проект.
pinterest.com pinterest.com19. Дымарь
Если вы любите жарить гриль во дворе, вам также следует приобрести себе коптильню. Конечно, всегда можно купить дешевый на рынке, потратить деньги и надеяться, что он прослужит не один сезон. Вместо этого вы можете построить его самостоятельно. Это быстрый проект, но вам может понадобиться некоторый опыт. Следуйте этим инструкциям, чтобы узнать, как сделать эту потрясающую коптильню.
Это быстрый проект, но вам может понадобиться некоторый опыт. Следуйте этим инструкциям, чтобы узнать, как сделать эту потрясающую коптильню.
20. Дровяная печь
Если вы любите готовить еду и горячие напитки на улице, вы всегда можете построить дровяную печь. Он прост в использовании, и он будет держать дым подальше от вашего двора. Вам просто нужно следовать простым инструкциям, использовать стальной барабан и чугунную дверцу. Вы приобрели себе дешевую новую дровяную печь, которая хорошо вам послужит. Следуйте этим инструкциям, чтобы узнать, как сделать этот проект.
pinterest.com pinterest.com21. Цветок из ложки
Чтобы украсить свой двор, вы всегда можете сделать из старых ложек цветок из ложки. Вы можете легко сделать это, используя вещи, которые вам не нужны на вашей кухне, и сварив их вместе. Этот простой проект выглядит потрясающе, и вам не нужно много времени, чтобы сделать его. Тем не менее, это придаст уникальный вид вашему саду. Посмотрите видео ниже, чтобы узнать, как сварить удивительный цветок, используя ложки и старую велосипедную цепь.
Посмотрите видео ниже, чтобы узнать, как сварить удивительный цветок, используя ложки и старую велосипедную цепь.
22. Дровяная печь для пиццы
Наличие нескольких отдельных печей, таких как костровая яма, дымоход и плита для пиццы, может занять много места во дворе. Вот почему людям пришла в голову идея делать печи для пиццы самостоятельно.
Используйте старый бак компрессора, чтобы сделать идеальную печь для пиццы своими руками. Просто добавьте дверь, дымоход, ножки и отделите зону приготовления пищи. Этот проект может потребовать некоторых навыков, но результаты удовлетворительны.
wood-pizza-ovens.comLaura Kampf – Youtube24. Проект треугольной жаровни
Это просто более причудливая версия простой ямы для костра, упомянутой выше, и для некоторых она может показаться более примечательной, но имейте в виду, что ее немного сложнее сделать. Вам нужно будет идеально вырезать треугольные стороны, сварить боковые листы и прямоугольную раму, чтобы скрепить все это вместе, и убедиться, что вы можете поставить его на землю, не упав. Посмотрите видео ниже, чтобы узнать, как сделать эту удивительную яму для костра.
Посмотрите видео ниже, чтобы узнать, как сделать эту удивительную яму для костра.
Изготовьте столы, парты, табуретки и мебель
Вы всегда можете обновить свои старые столы и журнальные столики, установив новые каркасы из предпочтительного материала, которые можно сварить самостоятельно. Вам не нужно тратить большие деньги, но имейте в виду, что для этого могут потребоваться дополнительные навыки сварки.
25. Журнальный столик
Кофейные столики обычно дорогие, и они могут довольно быстро изнашиваться. Тем не менее, вы можете сделать простой стол из дешевых материалов, которые могут быть намного более практичными, чем магазинные. Конечно, вы всегда можете использовать старые квадратные трубы или выбрать другой предпочтительный материал. Кроме того, после того, как они повредятся или обожгутся кофейными кружками, они приобретут еще более деревенский вид. Узнайте, как сделать этот удивительный проект, посмотрев видео ниже.
26. Набор столов с парными блоками
Если вам нравится приглашать друзей, это отличная идея для сварочного проекта. Этот набор сэкономит ваше место, но в нем может разместиться больше, чем несколько друзей. Инновационный дизайн позволяет легко вставлять маленькие чашки, предоставляя больше места в комнате, но в то же время достаточно места, чтобы оставить свои напитки. Следуйте этим инструкциям, чтобы узнать, как сделать этот классный проект.
homeisd.comhomeisd.com27. Современный стол для улицы
Этот проект может показаться сложным в первый раз, когда вы его увидите. Тем не менее, этот уникальный квадратный журнальный столик современной формы на самом деле легко сделать. Это отличная вещь, чтобы иметь во дворе, так как вы можете оставить на нем свою еду и напитки. Это одна из многих замечательных уникальных идей сварки квадратных журнальных столиков. Узнайте, как сделать этот замечательный стол, посмотрев видео ниже.
28. Обеденный стол
Вы можете сделать функциональный обеденный стол, не тратя слишком много денег. Это может быть сложный проект, но сэкономленные деньги и окончательный результат в конце концов вас порадуют. Вы можете выбрать отдельные стулья или две скамейки для сидения. Скамейки сделать проще, но кому-то не нравится комфорт. Столовый сервиз может быть сложным в изготовлении, и вы также можете продать его в будущем. Узнайте, как сделать эту таблицу, следуя этим инструкциям.
Southern-welding.cominstructables.com29. Угловой диван
Если вы решите купить угловой диван в розничном магазине, вы потратите немало долларов. Тем не менее, вы можете легко сделать простую раму, используя сварочный аппарат и несколько кусков стали. Будет намного дешевле, если вы потратите деньги только на уютные подушки. Восстановить старый угловой диван будет легко, если вы будете следовать этим инструкциям.
maisonsdumonde.cominstructables. com
com31. Сервировочный стержень
Чтобы создать превосходный сервировочный стержень, достаточно сварочного аппарата MIG, чтобы прикрепить стальную трубку размером 1×1 дюйм к листу гофрированного металла. Также внутри барной стойки можно сделать деревянные полки. Верхняя часть сделана из листа нержавеющей стали, и вам просто нужно удалить острые части. Вы также можете добавить блокируемые колеса, чтобы перемещать его по дому и во дворе. Это может быть немного сложный проект, но если вы будете следовать этим инструкциям, вы легко справитесь.
woodwardthrowbacks.comwoodwardthrowbacks.com32. Минималистский стальной стул
Людям нравится отдыхать в гамаке, но на нем может быть трудно передвигаться. Некоторым даже негде их повесить. Это кресло-качалка, похожее на гамак, способно решить ваши проблемы. Это может быть немного сложно сделать, но все, что вам нужно сделать, это следовать инструкциям. Имейте в виду, что этот проект может быть немного сложным. Тем не менее, результаты потрясающие, так как вам понравится ваше кресло.
33. Простой барный стул
Если вы уже сделали другую мебель, вы всегда можете сделать простой барный стул. В уникальном дизайне используется угловая секция, которая может быть довольно привлекательной. При этом они отлично распределяют вес. Одна из самых важных вещей – это сохранение идеальных углов. Вам нужно точно разметить и вырезать их. Кроме того, вам нужно приварить кронштейны, чтобы стул был прочным. В итоге они легко свариваются. Посмотрите видео ниже, чтобы узнать, как сделать простой барный стул.
instructables.cominstructables.com34. Угловой стол
Угловые столы — отличный способ использовать ограниченное пространство в доме. В конструкции используются стабилизирующие стержни, что делает ее очень прочной. Кроме того, он имеет стильный вид. Преимущество угловых столов в том, что они экономят много места. Посмотрите видео ниже, чтобы узнать, как сделать дешевый, но функциональный угловой стол.
Сварочные изделия для украшения дома
Вот несколько простых и небольших сварочных изделий, которые вы можете легко сделать, чтобы украсить свой дом. Они не займут у вас слишком много времени, и вам не нужно тратить целое состояние на материалы. Кроме того, вы можете продать их за несколько долларов и заработать немного денег, занимаясь любимым делом.
36. Подвесная вывеска
Если вам нравится приглашать друзей, они найдут подвесную вывеску из кованого железа уникальной. Вы можете использовать его, чтобы назвать их любимое место, но вы также можете указать свой адрес. Вывеску из кованого железа сделать просто, и она украсит ваш дом. Следуйте этим подробным инструкциям, чтобы узнать, как построить свою вывеску и придать своему дому приятное сияние.
pinterest.com pinterest.com37. Металлические номера домов
Если вы живете в скучном районе, вы всегда можете выделить свой дом из толпы, используя уникальные номера домов. Вы можете сделать их такими большими и яркими, как хотите, использовать различные методы сварки, чтобы придать им уникальный дизайн. Они могут быть даже 3D, если хотите. Вот несколько идей о том, как может выглядеть дизайн чисел.
Вы можете сделать их такими большими и яркими, как хотите, использовать различные методы сварки, чтобы придать им уникальный дизайн. Они могут быть даже 3D, если хотите. Вот несколько идей о том, как может выглядеть дизайн чисел.
38. Многоугольная ваза из нержавеющей стали
Если вам нравится искусство, вы всегда можете сделать себе уникальную многоугольную вазу для фруктов из нержавеющей стали. Может быть трудно облагородить пластину из нержавеющей стали, но оно того стоит. Все, что вам нужно сделать, это следовать простым инструкциям, прочитать обо всех необходимых инструментах и материалах, и все. Тогда у вас есть идеальная минималистичная ваза для фруктов.
etsy.cometsy.com40. Ваза из нержавеющей стали
Если вы хотите дополнить декоративную коллекцию из нержавеющей стали, вы можете добавить вазу из нержавеющей стали к вазе для фруктов. Ваза также имеет уникальный дизайн, который отлично смотрится как в наборе, так и в качестве отдельного предмета. Это может быть немного сложно сделать, но если вы будете следовать простым инструкциям, у вас получится отличная ваза, и вам не нужно беспокоиться о том, что ваш питомец ее сломает.
Это может быть немного сложно сделать, но если вы будете следовать простым инструкциям, у вас получится отличная ваза, и вам не нужно беспокоиться о том, что ваш питомец ее сломает.
41. Стальная рама для картин
Вы всегда можете сделать потрясающую металлическую раму для картин, разрезав квадратную трубу под углом 45 градусов. Затем соедините их с помощью чистой сварки TIG и очистите валики. Это один из простых сварочных проектов для начинающих, и как только вы освоите его, вы сможете продать его за несколько долларов. Узнайте, как сделать стальные рамы, посмотрев видео ниже.
etsy.comcoldhardart.com43. Искусство флага
Вы всегда можете использовать это фантастическое сочетание дерева и металла для создания потрясающих изображений флага. Вы можете повесить этот интересный сварочный проект перед своим домом или даже продать его, если он понравится вашим друзьям. Вам понадобятся некоторые навыки резки, чтобы сделать это, но окончательные результаты потрясающие. Вот идея о том, как это должно выглядеть с некоторой дополнительной информацией.
Вот идея о том, как это должно выглядеть с некоторой дополнительной информацией.
44. Держатель для винных бутылок
Просто следуйте простым инструкциям, и вам будет легче. Например, это может занять у вас менее получаса. Вы можете использовать старую цепь, которая лежит в вашей мастерской, чтобы сделать отличный держатель для винных бутылок. Этот сварочный проект выглядит невероятно, и он надежно удержит вашу бутылку.
etsy.cominstructables.com45. Сварочные портреты
Вы можете использовать свои навыки сварки, чтобы создать портрет персонажей или людей, которых вы любите. Но сначала вам нужно нарисовать рисунок на металле и доказать свои навыки сварки TIG, следуя указаниям. Это отличная идея для сварки, и она понравится вашим друзьям. Как только вы освоите его, вы даже можете продать его. Вот видео, которое поможет вам начать сварку собственных картин и портретов.
mymodernmet.comboredpanda.com46. Украшения для рождественской елки
Если вам не хватает идей для украшения рождественской елки, этот проект для начинающих может стать отличной идеей. Вам просто нужно сварить простые формы, чтобы сделать звезды, ангелов, санки и все, что может поместиться на вашем дереве. Если они производят впечатление на людей, вы даже можете продать их за несколько долларов. Тем не менее, они просты и дешевы в изготовлении. Следуйте этим инструкциям, чтобы узнать, как сделать простое украшение.
Вам просто нужно сварить простые формы, чтобы сделать звезды, ангелов, санки и все, что может поместиться на вашем дереве. Если они производят впечатление на людей, вы даже можете продать их за несколько долларов. Тем не менее, они просты и дешевы в изготовлении. Следуйте этим инструкциям, чтобы узнать, как сделать простое украшение.
Проекты заборов, дверей и ворот, подтверждающие ваши навыки сварки
Строительство забора или ворот имеет решающее значение для защиты вашего сада от нежелательных гостей. Вы также можете построить защитную дверь, чтобы убедиться, что в вашей мастерской нет злоумышленников. Это серьезные сварочные проекты, которые требуют немного больших инвестиций, и их выполнение может занять некоторое время.
47. Садовый забор
Вы всегда можете построить забор, чтобы защитить свой сад от бродячих домашних животных и диких животных. Вам понадобятся стальные стержни и сетка из алюминиево-магниевой проволоки. Расставьте удилища так, чтобы животные не смогли пройти. Вы можете выбрать высоту самостоятельно и убедиться, что она достаточно высока, чтобы удержать нежелательных гостей. Вот видео с идеей, как сделать садовый забор из металла.
Вы можете выбрать высоту самостоятельно и убедиться, что она достаточно высока, чтобы удержать нежелательных гостей. Вот видео с идеей, как сделать садовый забор из металла.
48. Маленькие ворота
После того, как вы построили лицо, вам понадобятся настоящие садовые ворота. Они не должны быть вычурными, так как маленькие ворота обычно используются на заднем дворе. Вы можете сделать их быстро, так как это простая идея сварочного проекта. Вы можете использовать видео выше, чтобы получить представление о том, как сделать красивые ворота.
fabville.complantsupportsupplier.com49. Проекты въездных ворот
Если вы хотите выделиться из толпы, вы всегда можете построить себе великолепные и модные въездные ворота. Этот крутой сварочный проект потребует времени и денег, но оно того стоит. Чтобы сделать парадные въездные ворота, вам понадобятся алюминиевые стержни или декоративные кованые изделия и инструменты для сварки MIG. Несмотря на то, что их сложно сделать, это намного дешевле, чем покупать их самостоятельно. В конце концов, вы можете продать их в будущем. Вот видео о том, как сделать потрясающие въездные ворота.
В конце концов, вы можете продать их в будущем. Вот видео о том, как сделать потрясающие въездные ворота.
50. Ворота для домашних животных
Если у вас есть домашние животные, вам нужно будет сделать для них небольшую дверцу. Их просто сделать, и это отличный способ убедиться, что ваши питомцы могут выйти на улицу в чрезвычайной ситуации. Вам нужно сделать ворота достаточно большими и приварить бордюры из металлических труб. Вот только идея о том, как должны выглядеть ворота для домашних животных.
bestfloorfordogs.combestfloorfordogs.com51. Защитная дверь
Это отличный сварочный проект, если вы хотите повысить безопасность своего дома или мастерской. Вы можете использовать разные материалы, в зависимости от того, насколько прочными вы хотите их сделать. Имейте в виду, что вам нужно будет подумать о внешнем виде. Чтобы они выглядели потрясающе и прочно, просто используйте инструменты для высококлассной отделки и сварки TIG. Вот видео, которое поможет вам построить потрясающую защитную дверь.
Вот видео, которое поможет вам построить потрясающую защитную дверь.
Другие интересные идеи сварочных проектов
Вот еще несколько интересных идей сварочных проектов, которые вы можете воплотить дома и, возможно, заработать немного денег. Их легко сделать, и вам и вашим друзьям понравится.
52. Подвесная стальная полка для кастрюль
Эта система подвесных полок придает кухне современный индустриальный вид. Это легко сделать, так как вам понадобятся дешевые стальные материалы, которые вы даже можете найти в доме. Следуйте простым инструкциям, и я уверен, вы останетесь более чем довольны. Кроме того, вы можете найти дешевые стальные компоненты в любом магазине. Следуйте этим инструкциям, чтобы узнать, как построить этот проект.
instructables.cometsy.com53. Автомобильная рампа
Сварка автомобильных рамп может быть отличным способом заработать немного денег, поскольку существует высокий спрос среди автомобильных компаний и автолюбителей. Они могут быть немного дорогими в изготовлении и довольно тяжелыми. Тем не менее, вы можете зарабатывать деньги, продавая их, так как есть несколько размеров и размеров, которые могут потребоваться покупателям. Вот видео, которое может помочь вам построить свои собственные автомобильные пандусы.
Они могут быть немного дорогими в изготовлении и довольно тяжелыми. Тем не менее, вы можете зарабатывать деньги, продавая их, так как есть несколько размеров и размеров, которые могут потребоваться покупателям. Вот видео, которое может помочь вам построить свои собственные автомобильные пандусы.
54. Садовая тележка
Если вам нравится работать в саду, вы всегда можете воспользоваться этим классным проектом, который поможет вам переносить тяжелые инструменты и удобрения. Вам понадобятся два листа металла для боковых сторон, один более толстый лист металла для основания и четыре кронштейна. Затем вам просто нужно добавить ручку вагона, и все готово. Посмотрите видео ниже, чтобы узнать, как сделать садовую тележку.
hubpages.comlappwagons.com55. Пандус для инвалидных колясок
Жизнь достаточно сложна для людей в инвалидных колясках, и вы можете облегчить ее, построив пандус для инвалидных колясок. Это отличная идея сварочного проекта, которую вы можете создать и использовать дома или даже продать. Их изготовление может занять некоторое время, но наличие одного очень помогает. Следуйте этим инструкциям, чтобы узнать, как построить пандус для инвалидных колясок.
Их изготовление может занять некоторое время, но наличие одного очень помогает. Следуйте этим инструкциям, чтобы узнать, как построить пандус для инвалидных колясок.
56. Пазл «Подкова»
Это отличная идея сварочного проекта для любителей головоломок, так как она никогда не устареет. Кроме того, это простой проект, так как вам понадобится всего пара подков, кольцо и пара цепей. Следуйте этим инструкциям, чтобы узнать, как сделать эту удивительную, но простую головоломку.
horseshoecowboys.cometsy.com57. Полка для дров
Если вы любите оставаться у камина зимой, вам нужны сухие дрова. Создание красивой дровницы — отличный способ содержать дом в чистоте и всегда иметь под рукой немного дров. Вам понадобятся две U-образные планки из металла и поперечные опоры вместе с рамой. Вы можете использовать изображение ниже, чтобы получить представление о том, как его построить.
Plasticinehouse.cominstructables. com
com59. Металлические скобы
Если вам не нравится, когда ваш кофе остывает, вы всегда можете сделать этот простой, но увлекательный проект. Вы можете наслаждаться приятным и теплым кофе в любое время дня. Это легко сделать, так как вам нужно всего лишь следовать простым инструкциям и сделать пару сварных швов.
drivetribe.cometsy.com61. Дерево для свечей
Вы всегда можете сделать металлические кронштейны из металлолома, так как это отличный способ заработать дополнительные деньги. Кроме того, их можно использовать для изготовления полок, каркасов и мебели. Вы всегда можете купить немного, чтобы получить представление о том, что лучше на данный момент, и вы настроены на успех. Вот видео, которое поможет вам сделать промышленные кронштейны.
Это одна из относительно простых идей сварки, популярная среди подростков и любителей грузовиков. Вы можете сделать это легко, так как это не займет слишком много времени. Обычно они не так уж полезны, но придают транспортным средствам необычный и прочный вид. Вот видео, которое поможет вам сделать потрясающий комплект бампера для бездорожья.
Вот видео, которое поможет вам сделать потрясающий комплект бампера для бездорожья.
Заключение
Если вы профессионал в области сварки, вы можете делать такие серьезные проекты, как заборы, ворота, автомобильные пандусы и каркасы мебели. Сложный проект может принести вам серьезные деньги, и это не займет у вас слишком много времени. Неважно, новичок вы или профессионал. Вы можете использовать эти 61 проектную идею, чтобы улучшить свою мастерскую, двор, украсить свой дом или продать что-нибудь серьезное. Так чего же ты ждешь? Берите свой аппарат и приступайте к сварке!
Адам Мейсон
Сварщик по профессии более десяти лет. Сейчас также веб-дизайнер и владелец блога. Делать обзоры продуктов и вести блоги о сварочном деле, плюсах и минусах работы сварщиком.
Как сделать сварочный аппарат переменного тока из деталей старой микроволновки, часть 1 «Хитрости, модификации и схемы :: Гаджеты хаки
 org/Person”> Автор Король случайностей
org/Person”> Автор Король случайностей
В предыдущей статье я продемонстрировал дуговой сварщик, сделанный из деталей старых микроволновых печей.
Вот часть 1 из 2 о том, как был сделан этот аппарат для дуговой сварки, и как вы могли бы сделать его! Это первая из двух частей по его созданию, посвященная модификации трансформеров.
ПРЕДУПРЕЖДЕНИЕ: Сварка стержнем и/или модификация трансформатора микроволновой печи (M.O.T) могут быть очень опасными и сопряжены с риском УФ-излучения, поражения электрическим током, ожогов, пожаров, дыма и множества других риски. Этот проект не следует предпринимать без полного понимания электричества, присмотра взрослых и соответствующей подготовки. Неправильное или небрежное использование инструментов или предметов может привести к серьезной травме и/или смерти. Вы используете этот контент на свой страх и риск.
В предыдущем проекте я расплавил провода на своем первом плавителе металла. Но сердечник трансформатора все еще был в отличном состоянии, поэтому я повторно использовал его, чтобы сделать сварочный аппарат на переменном токе!
Электросварщик заставлял летать искры, но в конце концов его мощности не хватило, чтобы металл слипся, и детали разваливались без особых усилий.
Если бы я попытался увеличить мощность сварочного аппарата, провода бы перегрелись и расплавились.
Чтобы решить эту проблему, мы будем использовать 2 МТ (трансформатора для микроволновой печи), потому что чем больше трансформаторов, тем больше мощность!
Подготовка MOT для нового вторичного устройства точно такая же, как первые несколько шагов, которые мы предприняли в проекте Metal Melter. Поскольку это немного избыточно, я не буду тратить много времени на пошаговые инструкции для этого, но если вы еще этого не видели, вы можете посмотреть видео или сослаться на мою предыдущую статью.
Чтобы сделать жизнь намного проще, вам понадобится сделать небольшое приспособление для намотки вторичной обмотки. Маловероятно, что вы получите все необходимые витки провода в таком ограниченном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок дерева и обрезал его так, чтобы он был такой же ширины, как центр трансформатора, и чуть короче верхней части. Длина была обрезана так, чтобы она свисала примерно на 1/2 дюйма с концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направить провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он поместился в
После установки в тиски для рычага кабель можно наматывать
Для этого проекта попробуйте намотать около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. деньги, собирая бесплатный провод, но я решил заглянуть в раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за полцены на кабель, поэтому 50-футовый стоил мне всего около 17 долларов.
Для этих модифицированных MOT потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и оба MOT будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120+ ампер.
С практической точки зрения это означает, что вам нужно намотать катушку на форму так, чтобы у вас получилось 6 длин кабеля в высоту и 3 длины кабеля в ширину. Ах да, и все это должно поместиться обратно в трансформатор, так что наматывайте его потуже!
Первый слой не так уж и плох, но наматывать второй и третий слои становится все труднее и может показаться почти невозможным.
После того, как 18 витков провода поместятся в канавке, вы можете согнуть бумагу и скрепить ее скотчем, чтобы катушка держалась вместе.
Вот и сложная часть. Снимите его с приспособления, не дав ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок выдвинуть из центра катушки.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
Установка вторичной обмотки в трансформаторе очень затруднена.
Наилучший результат я добился, используя набор зажимов, чтобы сжать стороны катушки, а также осторожно постучав по катушке резиновым молотком.
Когда он вставлен, катушка должна располагаться ниже верхнего края трансформатора, иначе вы не сможете вернуть его обратно.
Крепление верхней части такое же, как и в проекте Metal Melter.
В основном, используйте двухкомпонентный эпоксидный клей, чтобы покрыть всю верхнюю поверхность, затем установите крышку утюга на место и плотно прижмите ее зажимами или большими тисками.
Чрезвычайно важно оказывать сильное давление на шов во время схватывания эпоксидной смолы. Я даю моему застыть около 24 часов.
Модифицированный трансформатор готов! Вторичная катушка там настолько плотная, что любые вибрации от сети 60 Гц будут сведены к минимуму.
Когда оба трансформатора модифицированы одинаково, мы в основном получили то, что нам нужно для сварки. Осталось только немного почистить его и сделать более полезным и презентабельным.
Кстати, эти два оголенных провода от вторички станут нашим зажимом заземления и жалом.
Вот они! Основные характеристики сварочного аппарата переменного тока.
С этого момента нетрудно превратить систему в хороший маленький сварочный аппарат для хобби. Посмотрите, как это сделать, во второй части.
Если вы еще не видели видео, еще не поздно. Смотрите здесь!
Если вам нравится этот проект, возможно, вам понравятся некоторые из моих других. Проверьте их на thekingofrandom.com.
Обеспечьте безопасность соединения без ежемесячного счета . Получите пожизненную подписку на VPN Unlimited для всех своих устройств, совершив разовую покупку в новом магазине гаджетов, и смотрите Hulu или Netflix без региональных ограничений, повышайте безопасность при просмотре в общедоступных сетях и многое другое.
Купить сейчас (скидка 80%) >
Другие выгодные предложения:
- Скидка 41% на домашний анализатор Wi-Fi
- Скидка 98 % на набор для обучения программированию
- Скидка 98 % на учебный курс по бухгалтерскому учету
- Скидка 59 % на редактор фонового видео XSplit VCam
- Hot
- Последний
Какой сварочный аппарат я должен купить для проектов DIY? – Механические элементы
от Mechanic
Я хочу построить один из ваших трейлеров, но мне нужно знать, какой сварочный аппарат купить? Какой тип и мне нужно 110 или 220 вольт? А как насчет других проектов с вашего сайта, которые могут меня заинтересовать?
Такие простые вопросы, правда? Ну, есть много коротких ответов — особенно от людей, пытающихся что-то продать. Тем не менее, реальный ответ НАМНОГО больше. Чтобы правильно ответить на эти вопросы, нам нужна некоторая предыстория и некоторое понимание того, как вы хотите использовать сварочный аппарат.
Сварка — это очень весело, так что давайте углубимся в некоторые вещи, которые следует учитывать при выборе сварочного аппарата.
Начиная с основ сварщика
Принятие правильного решения требует очень многого, но я не буду вдаваться в подробности. Я укажу на несколько вещей, тогда вы можете сделать больше исследований. Надеюсь, эти биты помогут в процессе принятия решения.
Самое главное, что МАТЕРИАЛ вы будете сваривать. Если это Сталь, есть много вариантов. Если это титан толщиной с бумагу, выбор сварочного аппарата ограничен. Объедините это с информацией ниже.
Относится к материалу . . . что ТОЛЩИНА вы будете сваривать? Убедитесь, что выбранный вами сварочный аппарат легко сделает то, что вы собираетесь ему дать. Лично я бы купил тот, который будет как минимум на один размер толще, чем вы предполагаете. (Два размера еще лучше, потому что это дает возможность выбора в будущем.)
Следующим шагом будет СВАРОЧНЫЙ АППАРАТ ТИПА . Наиболее популярными типами являются Stick, MIG и TIG. Вот несколько быстрых мыслей по теме со ссылкой на гораздо больше о сварочных процессах.
- Стержень (Дуговая сварка защищенным металлом, SMAW) — это, как правило, самые дешевые машины и расходные материалы. Вы можете легко начать работу, но это также один из самых сложных процессов для освоения. И после сварки обычно много зачисток — скалывание, шлифовка и т.д.
- MIG aka Wire Feed (Дуговая сварка металлическим газом, GMAW) — возможно, самый распространенный и самый щадящий метод.
 Машины не очень дорогие, но потребляют изрядное количество (газ, проволока, наконечники и т. д.). Это быстрый способ сварки, и не требуется сертификация, чтобы получить что-то разумное. (Достаточно посмотреть видеоролики о приварных пружинных подвесках.) Они характерны для более крупных объектов, таких как рамы прицепов и краны. Вы также можете использовать проволоку Flux-Core. Хотя они лучше всего работают со сталью, они могут работать с другими материалами, такими как алюминий, с правильными насадками. Одно предостережение: если вы хотите сварить тонкий материал, выбирайте сварщика с умом.
Машины не очень дорогие, но потребляют изрядное количество (газ, проволока, наконечники и т. д.). Это быстрый способ сварки, и не требуется сертификация, чтобы получить что-то разумное. (Достаточно посмотреть видеоролики о приварных пружинных подвесках.) Они характерны для более крупных объектов, таких как рамы прицепов и краны. Вы также можете использовать проволоку Flux-Core. Хотя они лучше всего работают со сталью, они могут работать с другими материалами, такими как алюминий, с правильными насадками. Одно предостережение: если вы хотите сварить тонкий материал, выбирайте сварщика с умом. - TIG (дуговая сварка вольфрамовым электродом в среде защитного газа, GTAW) — лучший сварной шов — лучший по внешнему виду и прочности (от опытного сварщика). Вы можете сваривать любой материал от сверхтонкого до сверхтолстого, потому что вы независимо контролируете температуру и наполнитель. Так почему бы не использовать его для всего? Этот метод, пожалуй, самый медленный. Иногда кропотливо медленный по сравнению с другими методами, и он требует немалого мастерства — для надлежащего проникновения в приложения с высокой прочностью и для того, чтобы не пробить дыры в тонком материале.
- Есть и другие способы сварки, такие как газовые горелки, но они наиболее распространены для самостоятельной сборки.
Затем идет РАБОЧИЙ ЦИКЛ . Если, например, он будет делать 3/8 дюйма, но только при рабочем цикле 20%, это означает, что вы можете сваривать в течение 10 секунд, а затем вам нужно подождать 40 секунд, прежде чем вы сможете снова сварить в течение 10 секунд. Только вы можете сказать, работает это для вас или нет.
Далее, КАЧЕСТВО сварщика. Мой милый Миллер был украден несколько лет назад, так что я получил дешевую замену — и возненавидел ее. Было так сложно поддерживать хороший валик и прочный сварной шов. В конце концов я так расстроился, что пошел и снова купил хороший Миллер — какая разница.
Наконец-то в наличии МОЩНОСТЬ . Да, это было в исходном вопросе, и это действительно важно. Более высокое напряжение почти всегда лучше при сварке. Это даст более длительные рабочие циклы для той же толщины материала (в целом). Легче тянуть больше мощности для больших и толстых сварных швов. Однако, если у вас нет доступа, например, к 220 В переменного тока, это поможет сделать выбор. Смотри ниже.
Другие случайные мысли
Частью хорошего сварного шва является знакомство с аппаратом. У моего друга есть маленькое флюсовое ядро 110 MIG, и ему оно нравится (хотя он редко им пользуется). Я использовал это, и я нахожу это разочаровывающим. Может, мне просто нужно больше тренироваться с ним? Или, может быть, я просто сварщик, но качество для меня много значит.
Тем не менее, если вы только начинаете, я рекомендую что-то гораздо менее дорогое, чтобы вы могли учиться. Узнайте, что вам нравится и для чего вы действительно собираетесь это использовать. Через год или около того, если вы будете часто им пользоваться, вы будете знать, что вам нравится и чего вы хотите. Тогда купите что-нибудь красивое.
Я также рекомендую пройти один или два курса сварки. Я смотрю материал на YouTube и иногда смеюсь над глупостью того, что они говорят. Да, у них это работает, и поэтому они снимают видео, но зачастую есть и лучшие техники. Когда мне было почти 30, даже после того, как я был подростком, сварщиком, я ради развлечения проучился 2 года в местном колледже по сварке. Для меня понимание процессов стало открытием, которое значительно улучшило мои навыки сварки. Я все еще не супер хорош, потому что я не делаю это каждый день, но я настоятельно рекомендую учиться у экспертов.
Одна из лучших дополнительных покупок — правильный шлем. Новые шлемы с автоматическим затемнением (они существуют уже много лет) меняют правила игры. В первый раз, когда я использовал его (вместо того, чтобы щелкнуть головой), я полностью влюбился. Я настоятельно рекомендую потратить немного больше на действительно хороший шлем.
Всегда есть чему поучиться. Иногда представлены вещи, которые на самом деле не соответствуют действительности, как, например, эта статья «Кому следует верить», но есть и отличные сайты для получения знаний о сварке — например, этот хороший обзор сварочных процессов. (На самом деле весь их сайт хорош.) В любом случае, продолжайте учиться.
Это больше, чем просто покупка аппарата
Сварочный аппарат, безусловно, является центром сварки, но это еще не все. Мы считаем его незаменимым инструментом — какой бы сварочный аппарат вы ни выбрали. Учитывайте и это, когда думаете о том, какой сварочный аппарат купить.
- Power Access . Как и выше, почти всегда лучше выбрать источник максимальной мощности, который вы можете. 220 В переменного тока с током от 30 до 50 ампер довольно распространены в США. Да, пожалуйста, учитывайте ток (Ампер) для его запуска. Предполагая, что у вас есть доступное напряжение для вашего магазина (гаража или подвала), обычно не составляет большого труда запустить новую цепь для сварочного аппарата.
- Доступное место . Многие вещи, которые вы можете сварить, требуют места для сборки. Трейлер, например. Многие люди будут строить на подъездной дорожке перед гаражом — и это здорово, если погода позволяет. Тогда выбирай свое место. . .
- Сила в нужное место представляет собой комбинацию двух вышеуказанных предметов. Чтобы добраться от розетки до рабочего места, я сделал несколько удлинителей большого сечения. Главное правильно подобрать концы шнура.
** В качестве забавной истории, когда мы только начинали, мы жили в небольшом арендованном доме. Для сварки я вытащил печку, подключил большой удлинитель (6 калибра) и протянул его в гараж. Это сработало, но я не мог сварить, пока моя жена готовила. ** - Расходные материалы . Покупая сварочный аппарат, не забывайте обо всем, что заставляет его работать. Наконечники, проволока или палочки разного диаметра, защитный газ, кусачки, проволочные щетки, угловая шлифовальная машина, перчатки, каска, фартук и т. д. Кажется, список можно продолжить. Вам не обязательно покупать все это сразу, но это больше, чем просто сварочный аппарат.
- Техника . Наконец, изучите приемы и приемы качественной сварки. Очень важно, чтобы сварные швы были прочными — тогда поработайте над тем, чтобы сделать их красивыми. Возьмите урок или два. YouTube хорош для некоторых вещей, но изучите основы техники у эксперта. Знание – сила. Другие замечательные приемы, такие как предварительное напряжение, могут изменить правила игры, чтобы все получилось правильно.
Отвечает ли это на вопрос «Какой сварочный аппарат?»?
Мы могли бы продолжать и продолжать рассказывать о методах сварки для различных применений и т. д., но я позволю этому быть достаточным. Сварка — это потрясающий навык, и нет ничего лучше, чем иметь собственный станок, чтобы практиковаться в нем сколько угодно. Я снимаю шляпу перед теми, кто учится новым навыкам всю жизнь.
Удачных покупок. Попробуйте сначала Craigslist, потому что люди, купившие хорошие сварочные аппараты и обнаружившие, что они ими не пользуются, иногда продают их по дешевке.
Мы нашли это для вас. . .
Артикул
Форма двутавровой балки Выбор: I, S, W, M или H?
Когда двутавровая балка на самом деле не является «двутавровой» балкой? Хотя обычно используется общий термин «двутавровая балка» для любой балки с двутавровым сечением, на самом деле существуют варианты с другими буквенными обозначениями. И есть преимущества для…
Прочитать статью
Артикул
Видео – тест-драйв трейлера!
Когда резина соприкасается с дорогой, возникает чувство настоящего достижения. Это первое дорожное испытание прицепа (с видео) нашей новой рамы и причудливой конструкции подвески с шагающей балкой.
Читать статью
Артикул
Покупка подержанного прицепа – сюрприз!!
Люди постоянно покупают и продают подержанные прицепы. На Craigslist и других сайтах их много. Вопрос: насколько хорош подержанный прицеп, который вы рассматриваете? Ох и какие подлые мелочи
Прочитать статью
Статья
Экономика проектов «сделай сам»
«Я хочу построить новый трейлер». Это здорово сказать, а еще лучше сделать. Тем не менее, многие такие авантюры не запускаются из-за экономики проекта? Сколько стоит построить?
Прочитать статью
Продукт
Продукт
Схемы хранения Wall-O-Cans
Уникальный продовольственный склад для хранения консервов в порядке FIFO (первый пришел / первый ушел). Блок расположен у стены, поэтому он может хранить банки в любом месте с минимальным вторжением в комнату.
ПодробнееВ корзину
Артикул
Как часто следует подтягивать колесные болты прицепа?
Друг задал мне этот вопрос вместе с компаньоном «Как плотно?» Последнее, чего мы хотим, — это потерять колесо, потому что это не только задержит нашу поездку, но и может привести к серьезному повреждению колеса. самые популярные страницы на Synthesis — это статья о дизайне трейлера, которая теперь имеет новую редакцию. Май 2017 г. В них больше контента, больше изображений и удобный веб-дизайн для мобильных устройств.
Прочтите статью
Артикул
Как остановить подпрыгивание прицепа
Если вы тянете пустой (или почти пустой) прицеп, вам, вероятно, знакомо ощущение подпрыгивания прицепа. Это та ухабистая тряска, которую вы чувствуете в тягаче во время вождения. Иногда кажется, что трейлер…
Прочитать статью
Как заработать на сварке на стороне
Вы опытный сварщик и хотите работать на стороне? По мере роста спроса на сварщиков можно получить дополнительный доход, превратив домашнее хобби или карьеру сварщика в прибыльную подработку. Вам не нужно бросать свою основную работу — по крайней мере, пока. И во многих случаях вы можете получить более высокую почасовую ставку, чем у своего работодателя.
Итак, если вы решили подрабатывать сварщиком, вы движетесь в правильном направлении. Но ваш первый шаг — убедиться, что то, что вы собираетесь делать, законно. И ваш второй — выяснить, какие возможности доступны.
Давайте сначала рассмотрим юридические вопросы, а затем перейдем к нескольким небольшим бизнес-идеям в области сварки, которые помогут вам начать работу.
Начинайте подработку на твердом законном основании
Если вы уже работаете в сварочном цеху, вам нужно знать, что говорится в вашем контракте о подработке. Некоторые компании могут смириться с этим, но другие могут уволить вас или возбудить против вас судебный иск. Примите надлежащие меры предосторожности (при необходимости обратитесь к адвокату) и убедитесь, что вы не нарушаете свои договорные обязательства.
После того, как вы разберетесь с юридическими вопросами, вы можете решить, как заработать деньги сваркой на стороне. Давайте начнем с нескольких идей изготовления, чтобы зарабатывать деньги, не мешая вашей повседневной работе:
1. Делайте и продавайте предметы искусства или мебель
Многие люди любят металлические скульптуры и мебель в своих домах и на улице в своих садах. Большинство из этих деталей были созданы такими же сварщиками, как и вы, и вы также можете выйти на этот востребованный рынок, найдя свою нишу.
Начните с такой платформы, как Etsy. Вы можете увидеть, что делают другие, и определить, какие товары продаются (и по какой цене), проверив количество отзывов. Имейте в виду, что вам придется делать больше, чем просто сварку. Побочный бизнес потребует от вас продавать свои творения, создавая рецензии, создавая хорошие фотографии и создавая профили на различных платформах.
Хотя вы, вероятно, не заработаете столько денег, сколько другие подработки, вы заработаете дополнительные деньги. Вот некоторые из вещей, которые можно сварить и продать на eBay:
- Рамки для картин
- Вешалки
- Дверные ручки
- Подставки для украшений
- Кронштейны для полок
- Цветы из металлолома
- Кофейные и журнальные столики
- Винные стеллажи
2.
Ремонтные работыКомпании полагаются на небольшие независимые сварочные мастерские для большинства своих ремонтных работ. Почему? Они могут выполнить работу быстро, потому что у небольших магазинов есть гибкий график, чтобы сразу приступить к работе. И они ремонтируют без взимания высоких накладных расходов более крупных фирм. Люди найдут вас, если вы сможете получить бизнес по лучшей цене, выполняя работу в своем гараже или мастерской.
В начале рекомендуется сосредоточиться на одном виде работы. Вот список специальных работ, на которых следует сосредоточить свои усилия. Ни один из них не требует дорогостоящего оборудования:
- Ремонт и модификация прицепов
- Сварка кузова: предложите сварку на месте, чтобы получить больше рабочих мест
- Ремонт алюминиевых лодок: вывески возле причала
- Ремонт забора и перил: бросьте визитку в почтовый ящик, когда увидите поврежденный забор. Также ищите промышленные зоны, где больше металлических заборов.
Прежде чем пытаться что-либо починить, изучите Google или YouTube. Немедленное создание хорошей репутации имеет решающее значение, поскольку большую часть ремонтных работ вы узнаете из уст в уста.
3. Изготовление новых прицепов
Помимо модификации и ремонта существующих прицепов, вы можете рассмотреть возможность изготовления новых. Потребуются некоторые авансовые деньги за материалы, но вы должны увидеть неплохую прибыль после того, как начнете работать. Вы можете найти в Интернете несколько бесплатных планов, которые соответствуют американским стандартам для трейлеров.
Лучше всего начать с трейлера обычного размера, так как это даст вам больше потенциальных клиентов. После того, как вы закончите, вы можете рекламировать трейлеры на таких платформах, как eBay или Facebook.
4. Найдите лишнюю работу
Если вы сможете наладить отношения с некоторыми местными мастерскими по металлообработке, вы можете поставить себя в очередь на часть их лишней работы. Многие магазины не хотят нанимать рабочих, когда дела набирают обороты, потому что они боятся уволить их, когда уровень работы снизится. Их решение состоит в том, чтобы использовать фрилансеров или связываться с переполнением, когда они перегружены. Если вы предложили им свои услуги заранее, у вас будет возможность подработать.
Небольшие механические мастерские также являются отличным вариантом, так как им не нужен штатный сварщик, и они предпочитают выполнять сварку опытным людям. Механические мастерские часто получают сварочные работы в рамках более крупного проекта, поэтому имеет смысл поручить сварочные операции тому, кому они могут доверять, и сконцентрироваться на механической обработке.
5. Устройтесь на работу
Работа может быть интересной частью подработки. Вам никогда не будет скучно, потому что каждая работа уникальна. И у вас больше шансов получить эту работу, потому что крупные магазины считают, что эти мелкие работы доставляют больше хлопот, чем они того стоят.
Итак, дайте людям знать, что вы заинтересованы в этих случайных работах, сообщив им, что вы доступный сварщик, готовый выполнять небольшие работы. Разнообразие работы — не единственное преимущество джоббинга. Если вы правильно относитесь к своим клиентам, вскоре они будут рассказывать о вас своим друзьям, а это значит, что вы скоро получите всю работу, с которой сможете справиться.
6. Заключите контракты на техническое обслуживание
Многие крупные предприятия время от времени закрываются, чтобы провести техническое обслуживание своих машин и оборудования. Во время этих коротких закрытий запланировано много работы, и компаниям нужны рабочие, такие как сварщики по контракту, для завершения своих проектов. В то время как работа будет сложной и быстрой, оплата будет исключительной.
Сколько можно сделать сварку на боку?
Ставка для большинства сварочных мастерских колеблется от 60 до 120 долларов в час, в зависимости от требуемого типа сварки. Как независимый сварщик, вы можете брать все, что дешевле, чем в местных магазинах. Сварщики-фрилансеры берут от 30 до 40 долларов в час за большую часть своей работы, что больше, чем вам платит большинство работодателей. Если они пойдут в сварочный цех, они заплатят примерно в два раза больше вашей ставки, поэтому они, как правило, будут платить вашу ставку, если ваше качество и обслуживание будут превосходными.
Вам нужен сварочный аппарат для подработки?
Сварочный аппарат PrimeWeld MIG160 MIG Weld считается одним из лучших сварочных аппаратов для профессионалов или любителей. Он оснащен несколькими элементами управления и настройками сварки, а также очень портативен для выполнения работ любого масштаба. Разработанный для обеспечения надежности, стабильности и простоты использования, MIG160 сваривает магний, чугун, мягкую сталь, алюминий, медь и медные сплавы, нержавеющую сталь и многое другое.
Как заработать на сварке в гараже?【2022】
Сварка — крупный и прибыльный бизнес. Если вы посмотрите вокруг , вы узнаете, как много всего просто спаяно вместе, но служит важной цели. Это означает, что если вы знаете основы искусства сварки и проявляете творческий подход, на рынке для вас существует несколько прибыльных сварочных проектов.
Итак, если вам интересно, как заработать на сварке в гараже, вы обратились по адресу. Эта статья научит вас всем основам сварки, инструментам, которые нам потребуются для сварки, и прибыльным сварочным проектам.
Сварка может быть очень полезной и прибыльной подработкой, если у вас есть необходимые навыки. Многим малым предприятиям требуется сварка, но они не имеют необходимого оборудования и обращаются за помощью в сварочные цеха. Тем не менее, эти магазины могут быть очень дорогими.
Если вы установите установку у себя дома, стоимость будет почти нулевой, и вы сможете получать прибыль. После того, как вы определились с местом, где вы собираетесь установить сварочное оборудование, вам нужно знать, какое необходимое оборудование вам потребуется для начала работы.
У каждого сварщика есть свои сварочные аппараты на 110В. Если у вас есть розетка на 220 В, это еще лучше, так как это мощная машина. Однако для новичка 100-вольтовая машина работает просто отлично.
Содержание
- Инструменты
- Как сделать денежную сварку в своем гараже: 18 проектов по производству сварки
- 1. Сварная корзина
- 2. ДВЕРСКИ из стального лома
- 5. Журнальный столик
- 6. Элегантный C-образный столик «сделай сам»
- 7. Сварная стальная табуретка
- 8. Шестиугольное кашпо
- 9. Стальная яма для костра
- 10. Надувное кресло с подвеской для горного велосипеда
- 90.7 21. Металлическая полка для дров 8 90.0 90.0 Globe Shaped Fire Pit
- 13. Welded Barbeque
- 14. Welded Spoon Flower
- 15. Welded Metal Sculpture
- 16. Weld a Mini Atomium
- 17. Welded Flower Bouquet
- 18. Aesthetic Metal Rug
- Виды сварки
- 1. Сварка МИГ
- 2. Дуговая сварка
- 3. Сварка ВИГ
- 4. Сварка электродом
- Вывод:
- Какой вид сварки самый прочный?
- Какой тип сварки лучше всего подходит для начинающих?
- Сможете ли вы хорошо зарабатывать сварщиком?
- Какой тип сварки лучше всего подходит для алюминия?
Перечислим основных инструментов требуется для любых сварочных работ:
- Бендер: Это может быть либо Hossfeld, либо Harbour Freight. Вы также можете построить его самостоятельно.
- Сварщик MIG: купите себе сварочный аппарат MIG. Millermatic 140 или 250 с опцией импульсного режима.
- Дырокол/ножницы по металлу: Дырокол, ножницы по металлу и подобные инструменты меньшего размера.
- Сварочный аппарат для сварки электродами/сварочный аппарат TIG: Инвестируйте в более дорогой бренд, чтобы получить хорошую стоимость при перепродаже и большую надежность.
- Ленточная пила: переносная ленточная пила по металлу.
- Резак: Резак для предварительного нагрева и других целей. Возможно, плазменный резак или кислородно-ацетиленовый вариант.
- Листогибочный пресс: либо небольшой листогибочный пресс, либо пальчиковый пресс Chicago.
- Grinder: Хорошая шлифовальная машина
Помимо этих основных и обязательных инструментов, вам также потребуются такие основные инструменты для выполнения сварочных работ, как:
- Сварочная маска: Сварочная маска очень важна, особенно сварочная маска с автоматическим затемнением крайне необходима для защиты ваше зрение от всех внезапных вспышек. Подберите удобную деталь, если вы планируете сварку в течение долгих часов.
- С-образные зажимы: Вам понадобится много С-образных зажимов, чтобы взять их в руки.
- Молотки: необходимы для придания формы металлу. Молотки бывают разных типов; вам придется прочитать и определить, что вам нужно.
- Разводной ключ: если вы будете выполнять газовую сварку, вам понадобится ключ для затягивания регулятора. Кроме того, его также можно использовать для разделения металла.
- Сверлильный станок: это не так уж необходимо, но вам рекомендуется иметь его под рукой для производственных работ рано или поздно.
- Огнетушитель: вы будете работать с горячими материалами и должны будете защитить свой магазин от возгорания.
- Перчатки: Сварочные работы требуют перчаток, так как вы будете работать с острыми кромками и горячими металлами.
Сварка — это навык, который со временем совершенствуется, он требует много практики, но это очень полезная сторона, а также работа на полную ставку. Кроме того, обладая навыками и творческим мышлением, вы можете работать над несколькими сварочными проектами, приносящими доход.
Тележки металлические универсальные; Вы можете использовать их для буксировки таких вещей, как газовые баллоны, машины и многое другое. Сварка движущейся тележки с колесами всегда востребована. Просто запишите размеры объекта, для которого вы строите тележку, и создайте высокофункциональную сварочную тележку.
Если вы разрабатываете сварочную тележку для аппарата, попробуйте сделать тележку с различными секциями, чтобы было легче переносить провода аппарата.
2. Сварочные столыСварочный стол легко собрать. Вам просто нужен ряд прямых металлических частей, выровняйте их молотком и сварите вместе в раме. Более того, постарайтесь сварить прочную легкую конструкцию, чтобы облегчить ее подвижность.
3. Сборка и ремонт прицепов Вы можете ремонтировать старые прицепы или производить новые. Для старых вы покупаете старый трейлер, переделываете его и продаете, чтобы заработать немного денег. Наконец, это простой вариант, так как всегда есть подержанные прицепы, которые можно подобрать по низкой цене, и вы можете сделать хорошую обрезку.
Вы можете сделать дверной звонок из неиспользованного цилиндра. Его легко спроектировать, и он добавит нотку класса в ваш дом.
5. Журнальный столикЖурнальный столик – незаменимая вещь в гостиной. Вы можете сварить элегантный и стильный журнальный столик из металла и попробовать положить на него дерево для дизайна.
6. Элегантный С-образный столик своими руками C-образные столы пользуются большим спросом в настоящее время, они используются для подачи завтрака в постель и в качестве дополнительных столиков для дивана, это одна из самых простых, но лучших идей сварки для получения прибыли.
Сварить инструмент не так сложно, если вы новичок, вы можете начать с простого табурета. Кроме того, их легко построить, и вы можете разместить их в любом месте вашего дома.
8. Сеялка с шестигранной головкойВ настоящее время люди украшают свои сады различными стильными вешалками и горшками для растений, так как это выглядит стильно. Сварить элегантную раму с металлическими полосами, чтобы повесить планету, — хорошая идея. Кроме того, это придает саду эстетический вид.
9. Стальная яма для костраВсе любят костры, потому что они привлекательны и веселы. Однако безопасность всегда стоит на первом месте, используя прохладную и компактную яму для костра, вы можете легко обеспечить безопасность и наслаждаться мини-костром.
10. Надувное кресло с подвеской для горного велосипеда Что касается последнего проекта, сидеть в кресле у костра очень приятно. В этом конкретном кресле используется подвеска горного велосипеда, что делает его оригинальным даже для вашего двора. Более того, камин и надувной стул — идеальное сочетание.
Вы можете построить универсальный металлический стеллаж для размещения дров. Более того, он также дополнит ранее сваренную яму для костра. Кроме того, его также очень удобно размещать рядом с камином дома.
12. Яма для костра в форме шараВы можете сварить металлические детали, чтобы создать поистине впечатляющее произведение искусства. Этот костер в форме шара — один из них. Кроме того, континенты загорятся, когда вы запустите его.
13. Сварной гриль Все любят шашлык, но для того, чтобы приготовить шашлык, нам нужно соответствующее оборудование. Собрать оборудование для барбекю легко, прилагая минимум усилий. Вы можете сварить его и наслаждаться барбекю в любое время.
Из использованных и старых ложек можно сделать красивую блестящую сваренную стальную ложку. Попробуйте разместить его в своем саду рядом с цветами. Наконец, это увеличит красоту вашего сада.
15. Сварная металлическая скульптураВозможно, вы видели металлические скульптуры/персонажи в домах людей. Они пользуются большим спросом, и вы можете выйти на рынок, проявив хитрость в нише.
16. Сварить Мини-Атомиум С помощью сварки можно построить знаменитый Атомиум. Это очень интересно, и вам наверняка понравится его строить. Кроме того, его можно использовать в качестве декоративных элементов, размещенных внутри вашей деревянной стойки.
Сварка – это искусство, и из нее можно создавать различные художественные объекты. Например, сварка красивого цветочного букета с помощью металла и болтов. Тем не менее, это потребует немного усилий, но результаты, безусловно, хорошие.
18. Эстетический металлический коврикСейчас в моде металлические коврики, из которых можно создать произведение искусства и разместить его на любой стене дома или в мастерской.
Вот некоторые из многих проектов по сварке, которые приносят прибыль. И эти проекты наверняка решат вашу Как заработать на сварке в гараже? Запрос. Просто купите инструменты и следуйте инструкциям.
Типы сварки
Существует 4 различных типа сварки, давайте обсудим все по порядку:
1. Сварка МИГ Сварка МИГ представляет собой процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через сварочную горелку в сварочную ванну, соединяя два основных материала вместе. Защитный газ также подается через сварочную горелку и защищает сварочную ванну от загрязнения. На самом деле MIG означает металлический инертный газ.
Техническое название – дуговая сварка металлическим газом (или GMAW), а сленговое название – сварка проволокой. В дополнение к гибкости, многие люди обращаются к сварке MIG, потому что слышали, что этому процессу легко научиться. Однако все не так просто: большинство людей действительно могут стать компетентными сварщиками MIG, следуя некоторым простым советам.
2. Дуговая сварка
Дуговая сварка является одним из многих процессов сварки плавлением, используемых для соединения металлов. Он использует электрическую дугу для создания интенсивного тепла для плавления и соединения металлов. Кроме того, источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом.
Дуговая сварка используется для более тяжелых и толстых материалов. Если вы работаете с тяжелой техникой, дуговая сварка даст наилучшие результаты.
Одним из главных преимуществ дуговой сварки является высокая скорость сварки. При дуговой сварке концентрация тепла слишком велика, и благодаря этому мы легко можем выполнить этот процесс очень быстро. Наконец, дуговые сварщики могут использовать либо постоянный ток (DC), либо переменный ток (AC).
3. Сварка ВИГСварка вольфрамовым электродом в среде инертного газа (ВИГ), также известная как дуговая сварка вольфрамовым электродом в газе (GTAW), представляет собой процесс дуговой сварки, при котором сварка производится неплавящимся вольфрамовым электродом.
Этот тип сварки лучше всего подходит для более тонкого материала. Так что, если вы работаете с легким металлом, это лучше для вас.
Одним из основных преимуществ сварки TIG является то, что она обеспечивает чистую и точную обработку. Тем не менее, это немного сложно для начинающих.
4. Сварка электродом Сварка электродом, также известная как электродуговая сварка с защитным металлом (SMAW) или электрод с покрытием. Это наиболее широко используемый метод, в котором используется электрод фиксированной длины и источник электроэнергии для соединения различных металлов.
Ручная сварка обычно используется в строительстве из-за ее прочного сварного шва. Ключевым преимуществом этого типа является то, что он объединяет защитный экран и материал за один раз, количество отходов сведено к минимуму, и он очень эффективен для толстых материалов. Однако он не подходит для толстого материала, так как оставляет шлак и требует финишной обработки.
Прочтите: Сварочные чертежи
Заключение:Если вы ищете подработку или даже работу на полный рабочий день, которая хорошо оплачивается, сварка — это ответ. Все, что вам нужно, это план и оборудование. Начните со своей семьи и круга друзей и спросите их, какие требования к сварке у них есть, и стройте соответственно.
Как только вы начнете получать небольшие проекты, создайте профиль, это поможет вам в получении более крупных проектов. Вы можете заниматься маркетингом через сарафанное радио и платформы социальных сетей.
Итак, если вам интересно, как заработать деньги на сварке дома, в этой статье есть все подробности, которые вам нужны, а также все идеи по сварке, которые приносят деньги. Теперь не теряйте времени, соберите свое оборудование и приступайте к сварке.
Источник: https://www.jstor.org/stable/40245234?seq=1
Часто задаваемые вопросы:
Какой вид сварки самый прочный?Сварка стержнем является самым прочным типом сварки и позволяет достаточно хорошо сваривать толстые и прочные материалы. Он настолько прочен, что может сварить даже железо.
Какой тип сварки лучше всего подходит для начинающих?Сварка MIG — лучший вид сварки для начинающих и домашних сварщиков.
Сможете ли вы хорошо зарабатывать сварщиком? Да, можно. Есть много прибыльных сварочных проектов, которые вы можете попробовать и неплохо заработать.