Детали из алюминия в домашних условиях: Литье деталей из алюминия в гараже
alexxlab | 03.03.2023 | 0 | Разное
Как отлить деталь из алюминия в домашних условиях
Для многих термин «литейное производство» тесно связано с непосильным трудом и специальными профессиональными умениями и навыками. На самом деле отлить деталь из необходимого металла реально для самого обычного человека без профессиональной подготовки в домашних условиях. Процесс имеет свои тонкости, но по силам для выполнения в домашних условиях своими руками. Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала.
Содержание
- Как отлить алюминий
- Литье алюминия: выбор источника тепла
- Подготовка алюминия
- Литье в песчаные формы
- Литье по выплавляемым моделям
- Видео «Литье алюминия под высоким давлением»
- Как отлить деталь сложной формы из алюминия
- Литье по выжигаемым моделям: особенности технологии
- Техника безопасности и подготовка рабочего места
- Основные ошибки при литье алюминия
- Интересные факты об алюминии
Как отлить алюминий
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.

- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.

Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
 Самая простая — литье в песчаные формы:
Самая простая — литье в песчаные формы:- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.
Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»
 youtube.com/embed/sjkXAba2-ks?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””>
youtube.com/embed/sjkXAba2-ks?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””> Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 110
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
- В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.
- Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.
 Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.
Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.
- После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.
Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.

Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.
Сварка алюминия в домашних условиях – Строительство дома, ремонт в квартире, все для дачи
За время развития промышленного производства в мире человечество изобрело огромный спектр различных способов соединения металлических деталей. При этом все они подразделяются на две группы – разъемные, которые можно разобрать, сохранив целостность соединительного элемента, и неразъемные, при разъединении которых соединительный элемент разрушается. К последней группе относят и один из наиболее прочных видов – соединение сварным швом. Лучше всего сварке поддаются стальные детали. Но иногда может возникнуть необходимость проварить и изделия, изготовленные из алюминия.
Процесс сварки алюминия достаточно сложен, но вполне может быть осуществим человеком, имеющим некоторый опыт в освоении данного способа соединения деталей.
Не смотря на широкое применение в технике стальных сплавов различного состава, алюминий и сплавы на его основе по-прежнему остаются очень востребованными там, где имеется потребность в легком высокопрочном сплаве. В настоящее время из них изготавливают блоки ДВС, различные рамные детали и конструкции станков и механизмов.
В настоящее время из них изготавливают блоки ДВС, различные рамные детали и конструкции станков и механизмов.
Очень часто необходимость ремонта алюминийсодержащих сплавов возникает при исправлении дефектов литых дисков легковых автомобилей. Современные российские дороги, изобилующие большим количеством рытвин и ухабов, способствуют повреждению колесных дисков. При использовании стальных колес сильный удар на скорости может привести к его деформации, редко сопровождающейся разрушением. Алюминиевые диски менее пластичны, что зачастую приводит к возникновению трещин, скалыванию отдельных сегментов. В этом случае и пригодится сварка алюминия. Конечно, для исправления тех ил иных проблем можно обратиться за помощью к профессионалам. Но их услуги имеют достаточно высокую стоимость, и, порой, не отличаются высоким качеством.
Если вы не имеете представления о данном способе соединения деталей, следует отметить, что в настоящее время сварка металлов осуществляется двумя совершенно различными способами. Первый предполагает нагрев области соединения с помощью газовой горелки, использующей энергию горения какого либо газа в кислороде.
Первый предполагает нагрев области соединения с помощью газовой горелки, использующей энергию горения какого либо газа в кислороде.
Второй способ требует наличия электрической сети напряжением 220 или 380 вольт и использует энергию контролируемой электрической искры, которая имеет величину до нескольких миллиметров и поддерживается благодаря наличию замкнутой электроцепи, в которой участвуют и свариваемые детали.
Следует заметить, что процесс сваривания алюминия, несмотря на то, что температура плавления этого металла и сплавов на его основе имеет одну особенность. Дело в том, что при взаимодействии с кислородом воздуха на поверхности деталей образуется очень прочная оксидная пленка, которая может быть удалена лишь химическим путем, так как ее температура плавления соответствует температуре кипения оксидообразующего металла. С этим связано применение специальных веществ, которые призваны не допустить образования защитной пленки и дать доступ непосредственно к алюминию. Общее название этих реактивов – флюсы.
Общее название этих реактивов – флюсы.
Кроме этих веществ обязательным при выполнении сварки алюминия как в домашних условиях, так и в специализированных мастерских является применение специального инструмента для очистки поверхности деталей от грязи. Речь идет о ручных или металлических стальных щетках.
Стальной ворс щетки счищает не только загрязнение с металла в зоне выполнения сварного шва, но и частично удаляет оксидную пленку, всегда присутствующую на деталях. При необходимости обработки большой поверхности лучше воспользоваться электродрелью или шуруповертом с установленной в патроне круглой щеткой. При работе она вращается и плотно прижимается к месту обработки.
Кроме флюса и щетки газовая сварка предполагает использование дополнительного алюминиевого прутка небольшого диаметра, который помогает получить качественный сварной шов и высокое качество соединения.
Эти стержни выпускаются производителем в нескольких модификациях, используемых в зависимости от содержания алюминиевого сплава и толщины соединяемых деталей. Различают прутки для сварки сплавов с содержанием марганца до 3% и выше 3%, диаметром 2; 2,4; 3; и 4 миллиметра. Реализуются эти стержни на вес. Можно приобрести пластиковый картридж, в который входит 5 килограмм или небольшие партии от 1 килограмма.
Различают прутки для сварки сплавов с содержанием марганца до 3% и выше 3%, диаметром 2; 2,4; 3; и 4 миллиметра. Реализуются эти стержни на вес. Можно приобрести пластиковый картридж, в который входит 5 килограмм или небольшие партии от 1 килограмма.
Ниже указан основной перечень инструментов и приспособлений для выполнения газовой сварки алюминия.
Процесс выполнения сварного шва с помощью газовой горелки состоит в качественной очистке поверхности деталей в месте соединения, обработке мест контакта и близлежащих областей флюсом, прогреве этого места до достаточно высокой температуры и расплавлении вспомогательного круглого прутка непосредственно в зоне соединения. В результате этого пруток расплавляется, его материал смешивается с материалом деталей и соединяет их.
Электрическая сварка требует от сварщика большего умения и мастерства. Необходимо правильно подобрать не только вид и диаметр электрода, замыкающего электрическую цепь в месте сваривания и разогревающий соединяемые кромки деталей до температуры, близкой или равной температуре плавления, но и режимы работы сварочного аппарата.
Кроме этого надо научиться «держать дугу», не допуская ее разрыва или залипания электрода, добиваться максимальной прямолинейности движения его рабочего края. Только после достаточного количества выполненных сварных швов как на стали, так и на алюминии можно достичь желаемого результата работы и приобрести необходимый навык.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации – нам интересно ваше мнение 🙂
5 способов изготовления алюминиевых деталей
/ Производство / Автор Дэви Вр
Каковы 5 способов изготовления алюминиевых деталей?
Алюминий — широко используемый материал для изготовления механических деталей. Потому что его легко обрабатывать, он легкий и прочный металл. Кроме того, существуют различные методы нанесения покрытия на поверхность для защиты алюминиевых деталей от коррозии и придания им красивого вида. Поскольку мы используем алюминий в самых разных областях, существует 5 различных способов изготовления алюминиевых деталей : обработка алюминия с ЧПУ, экструзия алюминия, листовой металл, литье алюминия и ковка алюминия.
- Обработка алюминия из цельного блока или прутка. Алюминиевый профиль
- имеет большие преимущества.
- Листовой металл – это альтернативный процесс изготовления.
- Литье и литье алюминия.
- Мы куем алюминий, чтобы уменьшить количество отходов.
1. CNC-обработка алюминия из цельного блока или прутка.
Под обработкой с ЧПУ мы подразумеваем фрезерование и токарную обработку. CNC-обработка — самый простой способ обработки алюминия. Крепим блок из алюминия к фрезерному станку. Или зажимаем брусок на токарном станке, чтобы обработать его режущим инструментом. Принцип обоих способов заключается в срезании режущим инструментом стружки металла с целью получения нужной формы изделия. В случае фрезерного станка вращается режущий инструмент. Где, как в токарном станке, вращается продукт.
В случае фрезерного станка вращается режущий инструмент. Где, как в токарном станке, вращается продукт.
CNC-обработка алюминия.
Обработка алюминия с ЧПУ — это общий термин для производственных процессов удаления материала с помощью машины, управляемой компьютером. Фрезерование, токарная обработка и резка проволокой являются наиболее известными среди этих методов производства. При фрезеровании заготовка закрепляется на столе станка, а режущий инструмент, также называемый «фрезой», вращается вокруг нее. Тогда как при токарной обработке деталь вращается, а режущий инструмент перемещается как минимум по 2 осям. Обработка алюминиевых деталей обеспечивает более высокую скорость резания, чем, например, сталь и нержавеющая сталь. Также при хорошем жидкостном охлаждении мы получаем хорошую отделку детали. Однако часто существует разница в шероховатости поверхности в зависимости от направления подачи по сравнению с направлением вращения инструмента. Знаете ли вы, что спирт является очень хорошим охлаждающим средством для резки алюминиевых фрезерных деталей? Это делает обработанные поверхности алюминиевых деталей с ЧПУ блестящими.
Преимущество обработки с ЧПУ в том, что можно получить практически любую форму. Однако нам нужно поворачивать и зажимать деталь для обработки каждой стороны, если только мы не используем 4-осевые или 5-осевые станки с ЧПУ. А брака много, что влияет на себестоимость единицы продукции.
Обычно фрезерные и токарные станки с ЧПУ могут выполняться с допусками +/- 0,05 мм. Такая точность уже очень хороша для производства большинства металлических деталей. В случае, если детали нуждаются в более точных характеристиках, мы можем использовать дополнительный процесс обработки, такой как развертывание и иногда шлифование.
2. Алюминиевый профиль имеет большие преимущества.
Экструзия – это производственный процесс, используемый для изготовления полуфабрикатов. Для уточнения нагреваем брусок алюминия до температуры деформации. Далее отрезается кусок длиной около 500 миллиметров. Затем оператор помещает этот кусок в питатель экструзионной машины. В конце мы с большим усилием продавливаем алюминий через пресс-форму из закаленной стали. В результате получается длинный кусок прессованного алюминия с нужным сечением изделия. Эти куски обычно имеют длину 12 метров. После экструзии алюминия полосы вытягиваются, чтобы сделать их прямыми. Теперь мы нарезаем длинные куски до желаемой длины конечного продукта. Вот так мы получаем экструдированные алюминиевые детали. В большинстве случаев продукт все еще нуждается в механической обработке.
В результате получается длинный кусок прессованного алюминия с нужным сечением изделия. Эти куски обычно имеют длину 12 метров. После экструзии алюминия полосы вытягиваются, чтобы сделать их прямыми. Теперь мы нарезаем длинные куски до желаемой длины конечного продукта. Вот так мы получаем экструдированные алюминиевые детали. В большинстве случаев продукт все еще нуждается в механической обработке.
Преимущество экструдированных алюминиевых деталей заключается в том, что для получения готовой детали требуется значительное сокращение отходов. Однако раздел продукта фиксирован, а количество встроенных функций ограничено.
3. Алюминиевый лист является альтернативным производственным процессом.
Обработка листового металла отличается от 5 способов изготовления алюминиевых деталей . Начнем с тонкого листа алюминия. Затем мы вырезаем алюминиевый лист нужной формы. Поэтому мы используем станки лазерной резки и штамповочные станки. Есть плоские детали из листового металла и гнутые изделия.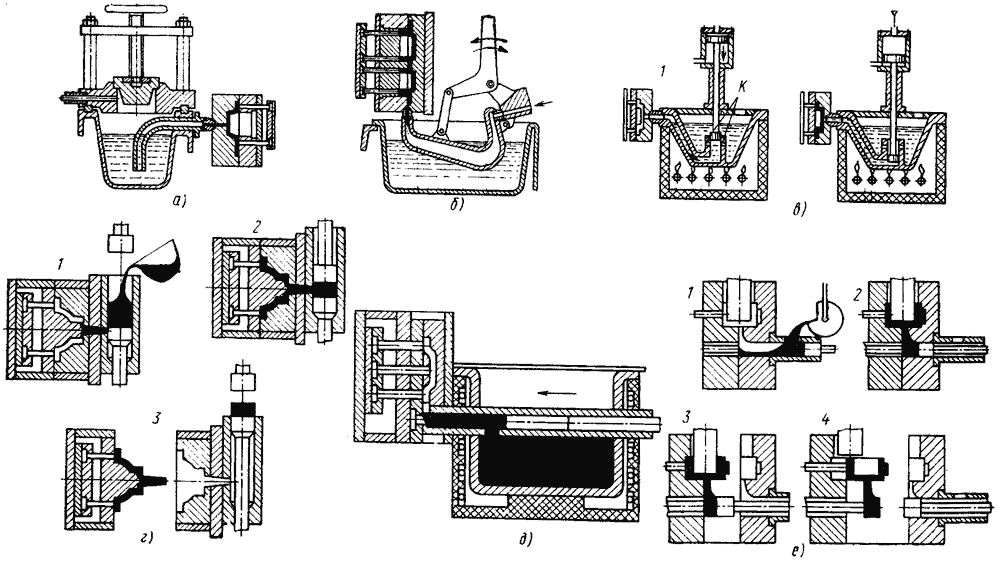 Гибка алюминиевых листов происходит с помощью гибочного станка, а также с помощью штамповочных станков и прессов. Возможности обработки листового металла отличаются от возможностей обработки с ЧПУ. Потому что сам лист и изгиб являются ограничивающими факторами. Однако при использовании этого метода для производства хорошо спроектированных алюминиевых деталей требуется меньше отходов.
Гибка алюминиевых листов происходит с помощью гибочного станка, а также с помощью штамповочных станков и прессов. Возможности обработки листового металла отличаются от возможностей обработки с ЧПУ. Потому что сам лист и изгиб являются ограничивающими факторами. Однако при использовании этого метода для производства хорошо спроектированных алюминиевых деталей требуется меньше отходов.
4. Литье и литье алюминия.
Существуют различные способы литья алюминиевых деталей.
Литые алюминиевые детали.
Мы также занимаемся литьем алюминия под давлением. Это процесс, при котором жидкий алюминий впрыскивается под высоким давлением в форму для литья под давлением. В результате мы получаем детали практически со всеми желаемыми свойствами после того, как они выходят из формы. Этот метод подходит только для производства в больших количествах, потому что форма для литья под давлением относительно дорогая. Мы можем производить литые алюминиевые детали с толщиной стенки 1,2 мм.
Литье алюминиевых деталей в песчаные формы.
Стоимость формы намного дешевле при литье в песчаные формы, но вы должны принять более грубую форму и поверхность изделий. Детали, отлитые в песчаные формы, имеют большие допуски, а материал более хрупкий из-за литья под низким давлением. В большинстве случаев литые алюминиевые детали все еще нуждаются в механической обработке определенных деталей. Например, мы обрабатываем полости с узкими допусками на наших станках с ЧПУ. Также мы сверлим и нарезаем резьбовые отверстия после формовки. Литые алюминиевые детали не подходят для анодирования из-за структуры материала. Поэтому их обычно окрашивают порошковой краской.
5. Мы куем алюминий, чтобы уменьшить количество отходов.
И, наконец, среди 5 способов изготовления алюминиевых деталей есть ковка алюминиевых деталей. Это еще один способ уменьшить количество отходов. Мы буквально вдавливаем алюминиевый блок между положительной и отрицательной сторонами формы из закаленной стали.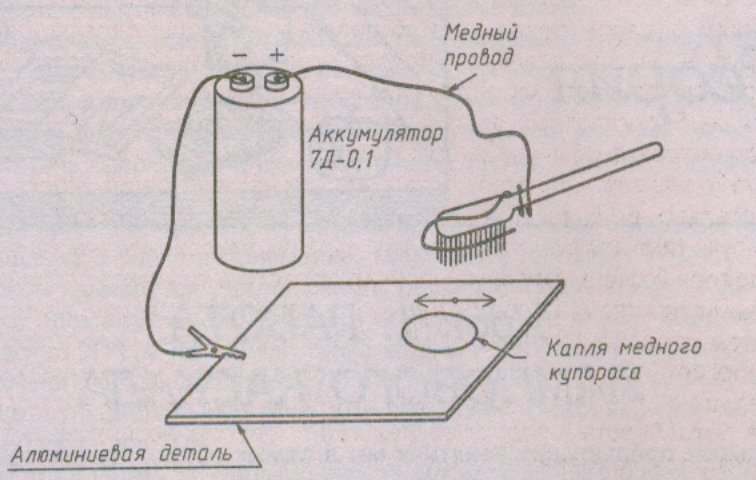
Этот производственный процесс для алюминиевых деталей становится жизнеспособным при тиражах более 3000 штук.
Важно предлагать различные способы производства, чтобы производить широкий спектр алюминиевых компонентов. Надеюсь, вы узнали немного больше о 5 способах изготовления алюминиевых деталей.
#cncmachining #фрезерование #алюминиевые детали #обработка алюминия #литье алюминия #экструзия алюминия #производство #cnc #cncmilling
Литой алюминий: подробное руководство по алюминию для литья
- 23 сентября 2022 г.
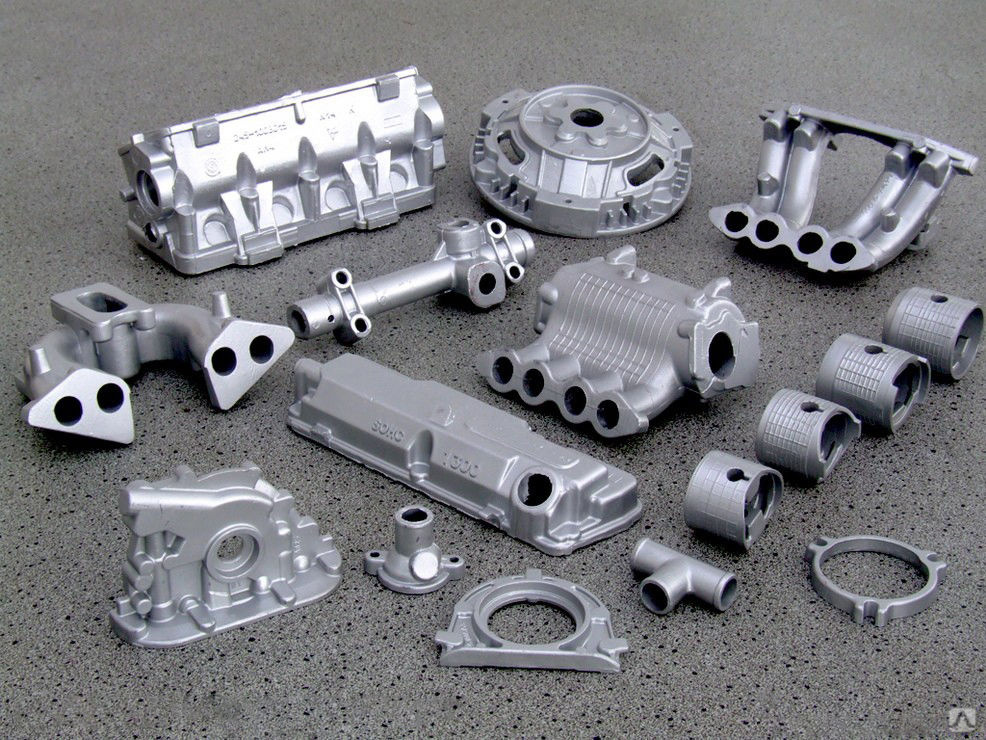
Алюминиевая отливка представляет собой легкую деталь, изготовленную из алюминиевого материала и/или других материалов с использованием процесса алюминиевого литья. Это неотъемлемая часть отраслей промышленности, которым нужны долговечность, прочность и легкий вес алюминия, а также совместимость со сложной конструкцией изделий.
Существует несколько процессов литья алюминия, каждый из которых имеет свои особенности и требования. В результате они отвечают за отливку алюминиевых деталей с разными свойствами. В этой статье вы узнаете, как правильно выбрать алюминиевое литье для вашего проекта.
Что такое литой алюминий?
Литой алюминий — это термин, обозначающий деталь, изготовленную из алюминия и/или других металлов с использованием одного из различных процессов литья. Как правило, большинство процессов литья алюминия включают нагрев алюминия (и другого металла) и заливку их в расплавленном виде в подготовленную форму с желаемым дизайном продукта. После этого расплавленный алюминий остывает, затвердевает и принимает форму полости.
После этого расплавленный алюминий остывает, затвердевает и принимает форму полости.
Литой алюминий обладает свойствами алюминия и других металлов. Кроме того, он образует внешнее покрытие из оксида алюминия, которое помогает предотвратить коррозию и является более прочным, чем обычный алюминиевый материал.
Литой алюминий и чугун
Чугун внешне похож на литой алюминий. Однако они различаются в зависимости от основного материала и внутренних свойств. Ниже приведено несколько сравнений между обоими материалами:
– Вес : алюминиевое литье легче чугуна без потери прочности и долговечности.
– Размерный допуск : Литой алюминий имеет лучший размерный допуск, чем чугун, из-за мягкости алюминиевого материала по сравнению с железом.
– Точность и аккуратность : Алюминий мягче железа, что увеличивает обрабатываемость, точность и аккуратность.
– Термостойкость : Литой алюминий имеет более высокую теплоемкость, чем чугун. Следовательно, он нагревается и теряет тепло быстрее, чем чугун.
Следовательно, он нагревается и теряет тепло быстрее, чем чугун.
Литой алюминий по сравнению с кованым алюминием
Литой алюминий имеет более высокое содержание углерода, чем кованый алюминий. Следовательно, он прочнее и прочнее по механическим свойствам. Вот три важных различия между обоими материалами.
– Различные формы изделий : С одной стороны, кованый алюминий обычно применяется для обработки алюминия с ЧПУ или экструзии алюминия. Следовательно, они имеют пластинчатую или стержневую форму. С другой стороны, алюминиевая отливка имеет твердую форму, сформированную на основе формы заготовки или конечного продукта.
– Различные легирующие элементы : Оба материала могут иметь одинаковые легирующие элементы. Однако они имеют разный состав и количество. Например, алюминиевые отливки имеют более высокий процент кремния. Следовательно, они обладают лучшей текучестью.
– Различные свойства продукта : Чугунный алюминий является более прочным из двух частей. Напротив, кованый алюминий имеет более высокую прочность на растяжение, обрабатываемость и хорошую точность размеров.
Напротив, кованый алюминий имеет более высокую прочность на растяжение, обрабатываемость и хорошую точность размеров.
Различные процессы литья алюминия
Существует три основных процесса литья алюминия. Ниже приведены процессы и их особенности.
1. Литье под давлением
Литье под давлением является наиболее популярным методом литья алюминиевых деталей. Существует два процесса: литье под низким давлением и литье под высоким давлением, причем последний является наиболее подходящим для материала.
Литье под давлением включает в себя предварительный нагрев алюминия и впрыскивание его под высоким давлением в пресс-форму, разработанную в соответствии с предполагаемым продуктом. При охлаждении литая алюминиевая деталь вынимается из матрицы, и после остывания матрицы цикл повторяется.
Одним из преимуществ литья под давлением является то, что отлитый под давлением алюминий обладает отличной электро- и теплопроводностью. Кроме того, они прочны и устойчивы к коррозии, износу и нагреву.
Литые под давлением алюминиевые детали применяются в массовом производстве деталей в кулинарии, аэрокосмической и медицинской промышленности.
2. Литье в песчаные формы
Литье в песчаные формы является наиболее распространенным процессом литья в производстве. Здесь он применим благодаря способности песка выдерживать повышенные температуры.
Процесс включает изготовление формы с использованием песка. После этого алюминиевый материал нагревают, и расплавленный алюминий заливают в песчаную форму. После остывания литая алюминиевая деталь удаляется.
Алюминий, отлитый в песчаные формы, имеет низкую точность размеров и шероховатую поверхность. Поэтому чаще всего требуются опции постобработки, такие как обрезка. Процесс литья алюминия применяется для изготовления алюминиевых шестерен, фитингов, газовых и масляных баков и т. д.
3. Литье в постоянные формы
Литье в постоянные формы аналогично литью под давлением. Однако разница между процессами заключается в механизме впрыска алюминия в форму. В отличие от литья под давлением, при литье в постоянные формы для заполнения формы используется сила тяжести, а не высокое или низкое давление. В результате снижается турбулентность в процессе впрыска.
В отличие от литья под давлением, при литье в постоянные формы для заполнения формы используется сила тяжести, а не высокое или низкое давление. В результате снижается турбулентность в процессе впрыска.
Алюминиевые отливки, изготовленные с помощью этого процесса, обладают большей прочностью, хорошей обработкой поверхности и близкой точностью размеров. Этот процесс применяется для изготовления алюминиевых деталей в автомобильной и авиационной промышленности.
Как правильно выбрать процесс литья алюминия?
Каждый процесс литья имеет свои преимущества и недостатки. Чтобы выбрать правильный процесс для вашего проекта, учитывайте следующие факторы:
Сложность дизайна
Сложность дизайна конечного продукта влияет на выбор процесса литья. Большие и сложные детали из алюминиевого литья в основном изготавливаются с использованием литья в песчаные формы, что предпочтительно для изделий сложной конструкции. Для точных по размерам литых алюминиевых деталей лучшим вариантом являются отливки в постоянные формы.
Скорость производства
Литье под давлением использует процесс впрыскивания под давлением. Поэтому он подходит для массового производства алюминиевых деталей. Литье в песчаные формы является следующим процессом с точки зрения скорости, а литье в постоянные формы – последним.
Большое количество
Литье под давлением является наиболее подходящим процессом для изготовления многих литых деталей из алюминия. Однако для баланса между большим количеством и оснасткой литье в песчаные формы и литье в постоянные формы являются лучшим выбором.
Прототип
Литье в песчаные формы является наиболее подходящим процессом для прототипирования из-за низких инвестиционных затрат. Другие потребуют больших капиталовложений, что нецелесообразно, поскольку для прототипирования требуется всего несколько штук.
Прочность и отделка поверхности
Литье в постоянные формы обеспечивает наиболее выгодный баланс прочности и хорошей обработки поверхности. Тем не менее, литье в песчаные формы и литье под давлением имеют сравнимую прочность, при этом литье под давлением имеет лучшую чистоту поверхности.
Тем не менее, литье в песчаные формы и литье под давлением имеют сравнимую прочность, при этом литье под давлением имеет лучшую чистоту поверхности.
Дополнительные отделки для литья алюминиевых деталей
Процессы отделки могут быть эстетическими или функциональными. Ниже приведены несколько процессов отделки, которые вы можете рассмотреть.
Порошковая окраска
Порошковая окраска — это процесс сухой отделки, который включает нанесение сухого порошка на алюминий. При нанесении алюминиевая отливка становится более прочной и обладает лучшей коррозионной стойкостью.
Покраска
Это популярный процесс эстетической отделки. Однако он может иметь и функциональное назначение. Он заключается в нанесении слоя краски на алюминиевую часть. Сначала материал очищается и шлифуется. Затем наносится самопротравливающая грунтовка, слой краски и дополнительный защитный слой, содержащий эмалевый герметик. Покраска может быть средством добавления цвета или улучшения коррозионной стойкости материала.
Гальваническое покрытие
Гальваническое покрытие включает покрытие материала тонким слоем другого материала. Этот процесс работает за счет электролиза. С помощью электрода пропустить электрический ток через раствор, проводящий электричество (электролит). Например, если вы хотите омеднить литой алюминий, вам понадобится электролит на основе меди и медный анод, а литой алюминий будет служить катодом. Медь из покрытия поступает из медного раствора, который заменяет медный анод. Этот процесс добавляет эстетики и защиты алюминиевой отливке.
Анодирование
Анодирование — это электрохимический процесс, при котором поверхность литого алюминия превращается в анодированное оксидное покрытие, обладающее долговечностью и высокой коррозионной стойкостью. Он включает погружение алюминиевой отливки в резервуар с электролитом серы или хромовой кислоты (в зависимости от типа) при пропускании электрического тока через среду.
Преимущества литого алюминия
Детали из литого алюминия имеют преимущества перед другими материалами. В результате они являются важной частью нескольких отраслей. Ниже приведены несколько причин, почему вы должны рассмотреть возможность их использования.
В результате они являются важной частью нескольких отраслей. Ниже приведены несколько причин, почему вы должны рассмотреть возможность их использования.
Финишная обработка поверхности
Гладкая серебристая поверхность. Следовательно, это снижает потребность в дорогостоящих процессах отделки поверхности. Кроме того, их превосходная отделка поверхности делает их применимыми в обычных предметах домашнего обихода, таких как кухонная посуда.
Сложные формы
Три общепринятых процесса промышленного литья алюминия позволяют эффективно отливать алюминий любой формы. Поэтому производителям легче создавать детали со сложной геометрией и точными размерами.
Легкие детали
Алюминиевые отливки имеют малый вес без потери прочности, долговечности и других механических свойств. Следовательно, они применимы для изготовления деталей, которые должны быть легкими, но прочными. Например, автомобильная промышленность широко использует литой алюминий для повышения эффективности использования топлива.
Общие области применения алюминиевого литья
Из-за его превосходных физических и химических свойств литой алюминий используется во многих основных отраслях промышленности. Вот несколько распространенных применений материала.
1. Медицинская промышленность
Производители медицинских деталей полагаются на алюминиевые отливки из-за их прочности и легкости при изготовлении протезов, хирургических подносов и т. д. Кроме того, этот процесс подходит для изготовления сложных и точных форм, известных в отрасли. для. Кроме того, алюминий является подходящим материалом из-за его коррозионной стойкости, поскольку большая часть медицинского оборудования контактирует с биологическими жидкостями.
2. Автомобильная промышленность
Производители автомобильных деталей полагаются на алюминиевые отливки из-за их легкости, но без прочности и долговечности. В результате улучшилась топливная экономичность. Кроме того, процесс литья алюминия упрощает изготовление автомобильных деталей сложной формы. Алюминиевые отливки подходят для изготовления таких деталей, как тормоза и рулевые колеса.
Алюминиевые отливки подходят для изготовления таких деталей, как тормоза и рулевые колеса.
3. Кулинарная промышленность
Литой алюминий используется в кулинарии из-за его прочности, коррозионной стойкости, легкости и отличной теплопроводности. Кроме того, материал подходит для изготовления посуды из-за отличной теплоотдачи, т. е. может быстро нагреваться и быстро остывать.
4. Авиационная промышленность
Алюминиевые детали идеально подходят для авиационной промышленности благодаря своему легкому весу и прочности. Его легкий вес позволяет самолету использовать меньше топлива, чтобы нести больший вес.
Заключение
Алюминиевые отливки — это детали, изготовленные из алюминия и других материалов с использованием одного из нескольких способов литья. Они прочные, долговечные, легкие и важны в таких отраслях, как авиация и автомобилестроение.
В этой статье были представлены сведения о литье алюминия, его свойствах, распространенных процессах литья алюминия и выборе правильного процесса для проекта.