Диаметр оправки арматуры: Минимальный радиус загиба арматуры
alexxlab | 09.07.2023 | 0 | Разное
ДИАМЕТР ГИБКИ АРМАТУРЫ | ТРАСТ МЕТАЛЛ
Они могут быть недостаточными для: — элементов, подверженных динамической нагрузке, вызванной сейсмическими воздействиями или вибрацией машин, ударной нагрузкой, — элементов, содержащих специально окрашенные, покрытые эпоксидной смолой или цинком стержни. Рекомендуемые значения приведены в таблице 8.1N. Общие положения. Должно быть достаточное расстояние между вертикальными рядами стержней для размещения вибраторов и качественного уплотнения бетона. (4) Соединяемые внахлестку стержни могут соприкасаться друг с другом в пределах длины нахлеста. Рекомендуемые значения — 1 мм и 5 мм соответственно. (3) Когда стержни расположены отдельными горизонтальными слоями, стержни каждого отдельного слоя должны располагаться по вертикали друг над другом. Подробнее см. 8.7. (1)Р Минимальный диаметр, вокруг которого изгибается стержень, должен быть таким, чтобы избежать трещин от изгиба в стержне и исключить разрушение бетона внутри зоны загиба стержня. (2) Чтобы избежать повреждения арматуры, диаметр, вокруг которого загибается стержень (диаметр оправки), должен быть не менее Æ m , min . Они действительны для обычных зданий и мостов.
(2) Чтобы избежать повреждения арматуры, диаметр, вокруг которого загибается стержень (диаметр оправки), должен быть не менее Æ m , min . Они действительны для обычных зданий и мостов.
Диаметр гибки арматуры
Примечание — Значения k 1 и k 2 могут быть указаны в национальном приложении. Дополнительные правила приведены для стержней больших диаметров. (2)Р Требования к минимальному защитному слою бетона должны быть удовлетворены (см. 4.4.1.2). (3) Для легкого бетона действуют дополнительные правила, приведенные в разделе 11. (4) Правила для конструкций, подверженных усталостной нагрузке, приведены в 6.8. (1)Р Расстояние между стержнями должно быть таким, чтобы бетон мог быть удовлетворительно уложен и уплотнен для обеспечения достаточного сцепления. (2) Расстояние в свету (горизонтальное и вертикальное) между параллельными отдельными стержнями или горизонтальными слоями параллельных стержней должно быть не менее чем максимальное значение из: k 1 — диаметр стержня, ( d g + k 2 ) мм или 20 мм, где d g — диаметр наибольшего зерна заполнителя. Примечание — Значения Æ m , min могут быть указаны в национальном приложении. Допустимые диаметры оправки для загибаемых стержней, Расстояние между стержнями.
Примечание — Значения Æ m , min могут быть указаны в национальном приложении. Допустимые диаметры оправки для загибаемых стержней, Расстояние между стержнями.
Таблица 8.1N — Минимальный диаметр оправки во избежание повреждений арматуры. а) для стержней и проволоки. Конструирование арматуры и напрягающих элементов — общие положения. (1)Р Приведенные в настоящем разделе требования распространяются на арматуру периодического профиля, сетки и напрягающие элементы при преимущественно статической нагрузке.
Гибки арматуры
Смотрите также
АРМАТУРА А500 ДИАМЕТРОМ 10 ВЕС
Предлагает купить черный и нержавеющий металлопрокат оптом и в розницу, за наличный и безналичный расчет, с нарезкой и доставкой. На сайте металлобазы…
АРМАТУРА ДИАМЕТР 5 ВЕС
Читайте также: с помощью чего можно гнуть арматуру — об устройстве специальных гибочных станков. Объем цилиндра равен площади его сечения умноженной на…
АРМАТУРА ДИАМЕТР 16 ВЕС
Читайте также: для чего и как правильно применяется флюсовая проволока для сварки? Рассчитаем количество арматуры, нужное для строительства (при условии,…
АРМАТУРА ДИАМЕТР 12 ВЕС
Классы и обозначения арматуры: Вычисленный по данной формуле вес арматуры совпадает с номинальными значениями ГОСТ, но, если вы выберите в калькуляторе…
АРМАТУРА ДИАМЕТРОМ 12 ММ ВЕС
Такая арматура изготавливается следующих классов: А240С с гладким профилем, и А1000 с периодическим профилем.
 Эти данные помогут вам при расчете…
Эти данные помогут вам при расчете…
Гибка арматуры: технологические особенности процесса
Металлические прутки используются в разных областях промышленности, но чаще всего востребованы в строительной сфере. Гибка металла также используется и в изготовлении различных фиксирующих элементов: крюки для соединения профиля, лапки и т.д. Востребованы прутки для усиления бетонных конструкций, испытывающих различные виды напряжения: сжатия, растяжения, среза. При этом создание угловых связок выполняется не в стык, а при помощи изогнутой арматуры.
Технологические особенности процесса гибки арматуры
Несмотря на то, что стальные прутки довольно устойчивы к воздействию напряжения растяжения, в процессе изгибания необходимо соблюдать определенные технические условия, которые могут меняться в зависимости от марки стали и диаметра.
Например, арматура А3, изготавливаемая из низколегированной конструкционной стали 25ГС наиболее востребована в строительстве.
Она не теряет технических характеристик при 900, но при дальнейшем изгибе до 1800 прочностные показатели снижаются.
Гибка стержней выполняется на ручных или приводных станках. Допустимый диаметр сгибаемой заготовки зависит от характеристик оборудования. Основная масса приспособлений для ручной работы рассчитана на изгибание прутков диаметром от 3 до 20 мм. При этом на установках без привода не рекомендуется работать с заготовкой толще 14 мм.
Для получения надежной металлоконструкции радиус закругления (оправки) рассчитывается исходя из целей и дальнейших условий эксплуатации. В строительстве для армирования бетонных конструкций оптимальным считается радиус равный 10–15 d арматуры. При создании крюков анкеровки, согласно установленным стандартам, радиус оправки не может превышать 80мм. Все сгибы должны быть плавными, без острых углов.
Принцип действия гибочных станков
В основе работы большинства устройств лежит один и тот же принцип: изгибаемая деталь надежно закрепляется в горизонтальной плоскости на рабочем диске между двумя валами (центральным и упорным).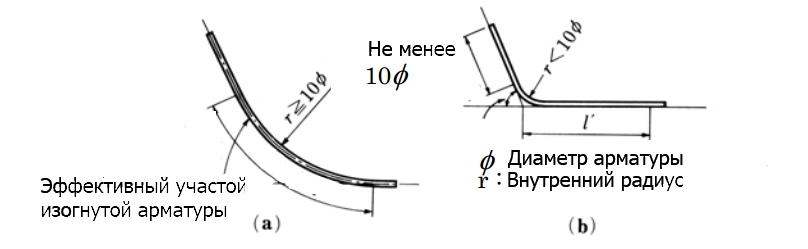 На стойке закреплен упорный ролик, который препятствует во время вращения диска движению или повороту заготовки. Благодаря чему деформация происходит в намеченном месте, а не по всей длине. Деформация арматуры происходит вокруг центрального пальца под действием гибочного вала, проходящего по внешней поверхности прута.
На стойке закреплен упорный ролик, который препятствует во время вращения диска движению или повороту заготовки. Благодаря чему деформация происходит в намеченном месте, а не по всей длине. Деформация арматуры происходит вокруг центрального пальца под действием гибочного вала, проходящего по внешней поверхности прута.
Закругление выполняется в любом направлении, как по часовой, так и против часовой стрелки и регулируется движением гибочного валка.
Оборудование для гибки арматуры
Выпускается большое количество приборов разнообразной конфигурации и предназначения. Но все они делятся на два основных типа: с ручным и приводным управлением. Ручные модели предназначены преимущественно для частного использования. На производствах применяются станки с механическим приводом, которые подразделяются на более сложные, специализированные модели и классические, отличающиеся стандартным устройством механизма.
В зависимости от мощности и производительности все устройства можно подразделить на несколько категорий:
- Предназначенные для изгибания легкой арматуры.
 На них можно обрабатывать прутки диаметром от 3–20 мм. Часто изготавливаются беспроводными и используются в домашних целях, при индивидуальном строительстве;
На них можно обрабатывать прутки диаметром от 3–20 мм. Часто изготавливаются беспроводными и используются в домашних целях, при индивидуальном строительстве; - Для тяжелой арматуры диаметром от 20 до 40 мм;
- Для сверхтяжелых прутков до 90 мм в диаметре;
- Универсальные – для гибки заготовок от 3 до 90 мм.
Более производительные модели часто используются для единовременного сгибания нескольких тонких заготовок. Конструкции сложного типа с углами разного радиуса изготавливают на станках с гидравлическим приводом. Такие устройства позволяют получить продукцию без изломов или складок, вызванных напряжением металла. На таких установках возможно качественное изгибание с радиусом до 1800.
Ручные модели относятся к бюджетному варианту оборудования и могут быть как стационарными, так и переносными. Они просты в эксплуатации, но не продуктивны при работе с большими объемами, поэтому используются преимущественно на частных строительных объектах. К тому же такие модели имеют ограничения по диаметру деформируемого прутка.
К тому же такие модели имеют ограничения по диаметру деформируемого прутка.
Недопустимо делать надрезы, нагревать поверхность автогеном или использовать в работе кувалду. Гибка арматуры осуществляется только в холодном виде (если другое не указано проектировщиком).
Выбор оборудования зависит от объемов и поставленных целей. Во время сгибания внешняя сторона прута испытывает напряжение растяжения, а внутренняя – сжатия. Неправильно подобранное оборудование может привести к появлению дефектов (надломов, складок), снизить качество арматуры и металлоконструкции в целом.
Используйте оборудование для повторной гибки арматуры для проверки качества
На месте мы можем согнуть ее на станке для гибки стержней, используя оправку соответствующего размера. Образец
проверенный стержень.
После гибки стержня проверьте поверхность стержня, противоположную стороне изгиба (получившую растяжение, удлинившуюся от изгиба) на наличие трещин и разрывов, видимых человеку с нормальным или корригированным зрением.
Если нет признаков разрыва и трещин, арматура соответствует требованию испытания на изгиб.
Кроме того, при необходимости на месте можно провести испытание на повторный изгиб. (IS указывает на выполнение, но если он проходит испытание на изгиб, как правило, он также проходит испытание на повторный изгиб. Вы можете сделать это сбоку, если у вас есть необходимые условия на месте для этого испытания)
Для испытания на повторный изгиб
Сначала согните бар до включая угол 135 градусов.
Подержите в кипящей воде при температуре 100 градусов в течение 30 минут.
Затем охладите его некоторое время.
После охлаждения согнул обратно, включая угол 157,5 градусов
На арматуре не должно быть никаких разрывов или трещин для человека с нормальным или корригированным зрением.
Оправка, используемая для испытания на повторный изгиб, как указано в IS 1786
Ниже приведен рисунок, показывающий испытание на повторный изгиб (внимательно посмотрите на направление изгиба и повторного изгиба, чтобы выполнить правильный тест)
После получения удовлетворительные результаты, вы можете допустить сталь к дальнейшему использованию в реальном строительстве.
Продолжайте проводить испытания стали в сторонней лаборатории при 200 метрических тонах или при каждой полученной партии в зависимости от того, что приемлемо для вашего руководства.
Я лично провел испытания на изгиб и повторный изгиб стержня диаметром 25 мм и 32 мм, наблюдая за этим в сторонних лабораториях.
Когда сталь вышла из строя на моем объекте и прошла несколько сторонних испытаний.
Когда я проводил тест в качестве свидетеля, я был потрясен, увидев, что многие лаборатории не имеют оборудования для его тестирования, так как их текущая установка не позволяет проводить испытания стержней большего диаметра на изгиб и повторный изгиб.
Либо машина достигает максимальной производительности, либо существует вероятность аварии, если мы сделаем это в соответствии со спецификацией (эти же лаборатории предоставили мне отчет о выходе из строя арматуры, это реальное состояние, по крайней мере, в моей области лабораторий, аккредитованных NABL)
Так что совет всем, когда у вас возникают сомнения в качестве стали, вы лично наблюдаете за процессом испытаний, чтобы понять проходит сталь испытание или нет.
Чтобы повысить ценность компании и себя, вы можете применить следующую практику во время разгрузки стали на площадке;
Подсчет количества полученных слитков.
Запишите среднюю длину стержня, выполнив случайные измерения.
Рассчитайте фактический вес полученной стали по теоретическому весу и сравните его с фактическим общим весом.
Сделать сравнительный отчет, показывающий изменение веса стали в зависимости от марки стали.
Если я получу сталь толщиной 25 мм с избыточным весом на 3%, технически в этом нет ничего плохого.
Участок будет страдать из-за 3% потерь без фактического расхода стали, и подсчет отходов всегда будет добавлять эти неучтенные 3% потерь как потери инженером объекта, если это не будет зарегистрировано.
Экономия этих 3% может привести к получению миллиардов рупий, которые идут непосредственно в карман поставщика и вызывают косвенные затраты на проект, из-за которых инженеры на местах сильно страдают, чтобы получить продвижение по службе. Это может помочь вам подняться в вашей карьере.
Это может помочь вам подняться в вашей карьере.
Это всего лишь один пример стали, если вы сделаете правильную работу, вы можете сэкономить много денег для компании и получить прибыль за выполнение такой работы.
Интернет: www.iwintesting.com
Эл. Tool.com /
 org/ListItem”> Электрический гибочный станок для арматуры 5/8″, 800 Вт/900 Вт
org/ListItem”> Электрический гибочный станок для арматуры 5/8″, 800 Вт/900 Вт 1 обзор(ы) | Добавьте свой отзыв
Продам арматурогиб электрический. Диапазон изгиба Ф4-Ф16мм (5/8 дюйма). Угол изгиба 0~130°. Мощность без нагрузки 800 Вт или 900 Вт на выбор. Скорость изгиба 5с. Подходит для стального стержня, круглого стержня, железного стержня, углеродистой стали и т. д. Высокое качество по низкой цене.
Артикул: Т-ЭРБ-16
- Номинальная мощность *
- 800W900W
- Номинальное напряжение *
- 110В220В
$762,31
Кол-во:
я час
Бесплатная доставка
Дата доставки: 6-12 дней
Электрический гибочный станок для арматуры представляет собой портативную гидравлическую машину для гибки арматуры с высокой прочностью. Управляется 220 В/110 В переменного тока, быстрый изгиб и короткое время. Применяемые материалы: низко/среднеуглеродистая сталь, круглая сталь и арматура.
Управляется 220 В/110 В переменного тока, быстрый изгиб и короткое время. Применяемые материалы: низко/среднеуглеродистая сталь, круглая сталь и арматура.
Спецификация
| Модель | Т-HRB-16 |
| Номинальное напряжение | 110 В, 220 В |
| Мощность без нагрузки | 800 Вт, 900 Вт |
| Диапазон изгиба | Ф4-Ф16мм (5/8 дюйма) |
| Угол изгиба* | 0~130° |
| Скорость изгиба | 5с |
| Длина машины | 600 мм |
| Упаковка | железный ящик |
| Вес | 14,6 кг |
*Примечание: изгиб под углом 90°, диаметр арматурного стержня должен быть 10-16 мм. Диаметр арматуры <10 мм, угол изгиба не может достигать 90°.
Характеристики
- Электрический станок для гибки арматуры имеет длинный болтовой стержень, который ограничивает ход для достижения точного изгиба.

- Когда гибка завершена или в середине возникает ошибка, поршень можно вернуть в исходное положение с помощью кнопки ручного сброса.
- Электрический арматурогиб специально предназначен для гибки стальных стержней и различных арматурных стержней.
Электрический гибочный станок для арматуры Структурная схема
Применение электрического гибочного станка для арматуры
Схема эффекта изгиба арматурного стержня
Советы: Подготовка перед использованием электрического арматурогибочного станка.
- Проверьте механические свойства электрического арматурогибочного станка. Поверхность верстака и станка для гибки арматуры должна быть ровной. Подготовьте различные оправки и блоки инструментов.
- Установите оправку в соответствии с диаметром арматурного стержня и руководством по эксплуатации электрического станка для гибки арматуры, сформируйте из него профильный вал.
 Диаметр оправки блокирующего железного вала или регулируемого блока должен быть в 2,5 раза больше диаметра стального стержня.
Диаметр оправки блокирующего железного вала или регулируемого блока должен быть в 2,5 раза больше диаметра стального стержня. - Проверьте оправку. Блок и поворотный стол не должны иметь повреждений и трещин, защитный кожух должен быть закреплен и надежно закреплен.
- После запуска электрического арматурогибочного станка дайте ему поработать некоторое время без нагрузки и начните работу, убедившись, что все в порядке.
Существующие отзывы
Высокопроизводительный электрический станок для гибки арматуры
Электрический арматурогиб — это очень хороший инструмент с полным набором функций и долговечностью. Это намного проще, чем ручной станок для гибки прутков. Его можно использовать для всех целей гибки и резки стали. Электрический арматурогиб хорошо влияет на гибку стальных стержней, что более эффективно, чем гибка стальных стержней вручную, и может сэкономить много рабочего времени.