Диаметр отверстия для нарезания резьбы таблица: Диаметр сверла под резьбу: таблица размеров по ГОСТ
alexxlab | 09.05.1996 | 0 | Разное
Как правильно подобрать сверло под резьбу для метчиков − таблицы диаметров и рекомендации
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы
В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал. Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
- Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.
 д.
д. - Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6.7 мм. К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
- Для хрупких металлов (чугун) размеры черновых отверстий нужно уменьшить на одну десятую миллиметра от рекомендованных.
- Диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы (таблицу для бесстружечных метчиков вы найдете ниже в статье).
- Все рекомендации отражены в ГОСТах, в специальных таблицах, придерживаясь которых можно получить качественную резьбу и свести к минимуму поломку метчиков.

Метчики машинно-ручные
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Читать также: Какие основные требования предъявляются к одежде сварщика
Диаметр предварительного отверстия для метрических метчиков
Итак, рассмотрим ГОСТы для метрической резьбы, получаемой стандартными метчиками.
Наиболее популярные размеры: М3, М4, М5, М6, М8, М10 и М12, с основным шагом.
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10.2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 | 17.4-17.6 |
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
| М | Шаг, мм | Внутр.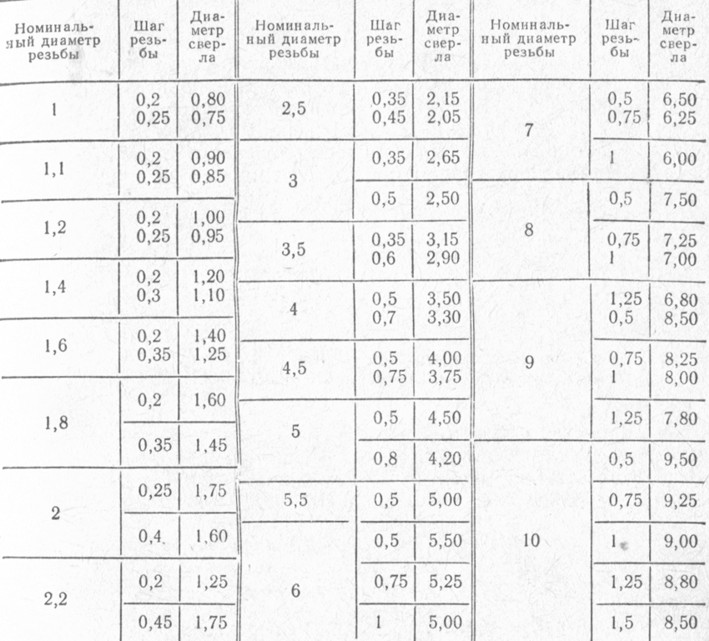 диаметр резьбы гайки, мм диаметр резьбы гайки, мм(доп. по ISO2 — 6H) | D сверла, мм (по DIN336) |
| 1 | 0,25 | *0,774 | 0,75 |
| 1,1 | 0,25 | *0,874 | 0,85 |
| 1,2 | 0,25 | *0,974 | 0,95 |
| 1,4 | 0,3 | *1,128 | 1,1 |
| 1,6 | 0,35 | 1,321 | 1,25 |
| 1,8 | 0,35 | 1,521 | 1,45 |
| 2 | 0,4 | 1,679 | 1,6 |
| 2,2 | 0,45 | 1,838 | 1,75 |
| 2,5 | 0,45 | 2,138 | 2,05 |
| 3 | 0,5 | 2,599 | 2,5 |
| 3,5 | 0,6 | 3,010 | 2,9 |
| 4 | 0,7 | 3,422 | 3,3 |
| 4,5 | 0,75 | 3,878 | 3,7 |
| 5 | 0,8 | 4,334 | 4,2 |
| 6 | 1 | 5,153 | 5,0 |
| 7 | 1 | 6,153 | 6,0 |
| 8 | 1,25 | 6,912 | 6,8 |
| 9 | 1,25 | 7,912 | 7,8 |
| 10 | 1,5 | 8,676 | 8,5 |
| 11 | 1,5 | 9,676 | 9,5 |
| 12 | 1,75 | 10,441 | 10,2 |
| 14 | 2 | 12,210 | 12,0 |
| 16 | 2 | 14,210 | 14,0 |
| 18 | 2,5 | 15,744 | 15,5 |
| 20 | 2,5 | 17,744 | 17,5 |
| 22 | 2,5 | 19,744 | 19,5 |
| 24 | 3 | 21,252 | 21,0 |
| 27 | 3 | 24,252 | 24,0 |
| 30 | 3,5 | 26,771 | 26,5 |
| 33 | 3,5 | 29,771 | 29,5 |
| 36 | 4 | 32,270 | 32,0 |
| 39 | 4 | 35,270 | 35,0 |
| 42 | 4,5 | 37,799 | 37,5 |
| 45 | 4,5 | 40,799 | 40,5 |
| 48 | 5 | 43,297 | 43,0 |
| 52 | 5 | 47,297 | 47,0 |
| 56 | 5,5 | 50,796 | 50,5 |
| 60 | 5,5 | 54,796 | 54,5 |
| 64 | 6 | 58,305 | 58,0 |
| 68 | 6 | 62,305 | 62,0 |
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | |
| 2×0,25 | *1,774 | 1,75 | 24×1 | 23,153 | 23 | |
| 2,2×0,25 | *1,974 | 1,95 | 24×1,5 | 22,676 | 22,5 | |
| 2,3×0,25 | 2,071 | 2,05 | 24×2 | 22,210 | 22 | |
| 2,5×0,35 | *2,184 | 2,15 | 25×1 | 24,153 | 24 | |
| 2,6×0,35 | 2,252 | 2,2 | 25×1,5 | 23,676 | 23,5 | |
| 3×0,35 | *2,684 | 2,65 | 26×1,5 | 24,676 | 24,5 | |
| 3,5×0,35 | *3,184 | 3,15 | 27×1,5 | 25,676 | 25,5 | |
| 4×0,35 | *3,684 | 3,65 | 27×2 | 25,210 | 25,0 | |
| 4×0,5 | 3,599 | 3,5 | 28×1,5 | 26,676 | 26,5 | |
| 5×0,5 | 4,599 | 4,5 | 28×2 | 26,210 | 26,0 | |
| 6×0,5 | 5,599 | 5,5 | 30×1 | 29,153 | 29,0 | |
| 6×0,75 | 5,378 | 5,2 | 30×1,5 | 28,676 | 28,5 | |
| 7×0,75 | 6,378 | 6,2 | 30×2 | 28,210 | 28,0 | |
| 8×0,5 | 7,599 | 7,5 | 32×1,5 | 30,676 | 30,5 | |
| 8×0,75 | 7,378 | 7,2 | 33×1,5 | 31,676 | 31,5 | |
| 8×1 | 7,153 | 7,0 | 33×2 | 31,210 | 31,0 | |
| 9×0,75 | 8,378 | 8,2 | 34×1,5 | 32,676 | 32,5 | |
| 9×1 | 8,153 | 8,0 | 35×1,5 | 33,676 | 33,5 | |
| 10×0,5 | 9,599 | 9,5 | 36×1,5 | 34,676 | 34,5 | |
| 10×0,75 | 9,378 | 9,2 | 36×2 | 34,210 | 34,0 | |
| 10×1 | 9,153 | 9,0 | 36×3 | 33,252 | 33,0 | |
| 10×1,25 | 8,912 | 8,8 | 38×1,5 | 36,676 | 36,5 | |
| 11×1 | 10,153 | 10,0 | 39×1,5 | 37,676 | 37,5 | |
| 12×0,75 | 11,378 | 11,2 | 39×2 | 37,210 | 37,0 | |
| 12×1 | 11,153 | 11,0 | 39×3 | 36,252 | 36,0 | |
| 12×1,25 | 10,912 | 10,8 | 40×1,5 | 38,676 | 38,5 | |
| 12×1,5 | 10,676 | 10,5 | 40×2 | 38,210 | 38,0 | |
| 13×1 | 12,153 | 12,0 | 40×3 | 37,252 | 37,0 | |
| 14×1 | 13,153 | 13,0 | 42×1,5 | 40,676 | 40,5 | |
| 14×1,25 | 12,912 | 12,8 | 42×2 | 40,210 | 40,0 | |
| 14×1,5 | 12,676 | 12,5 | 42×3 | 39,252 | 39,0 | |
| 15×1 | 14,153 | 14,0 | 45×1,5 | 43,676 | 43,5 | |
| 15×1,5 | 13,676 | 13,5 | 45×2 | 43,210 | 43,0 | |
| 16×1 | 15,153 | 15,0 | 45×3 | 42,252 | 42,0 | |
| 16×1,5 | 14,676 | 14,5 | 48×1,5 | 46,676 | 46,5 | |
| 18×1 | 17,153 | 17,0 | 48×2 | 46,210 | 46,0 | |
| 18×1,5 | 16,676 | 16,5 | 48×3 | 45,252 | 45,0 | |
| 18×2 | 16,210 | 16,0 | 50×1,5 | 48,676 | 48,5 | |
| 20×1 | 19,153 | 19,0 | 50×2 | 48,210 | 48,0 | |
| 20×1,5 | 18,676 | 18,5 | 50×3 | 47,252 | 47,0 | |
| 20×2 | 18,210 | 18,0 | 52×1,5 | 50,676 | 50,5 | |
| 22×1 | 21,153 | 21,0 | 52×2 | 50,210 | 50,0 | |
| 22×1,5 | 20,676 | 20,5 | 52×3 | 49,252 | 49,0 | |
| 22×2 | 20,210 | 20,0 | 63×1,5 | 61,676 | 61,5 |
*Поле допуска по ISO1 – 4H.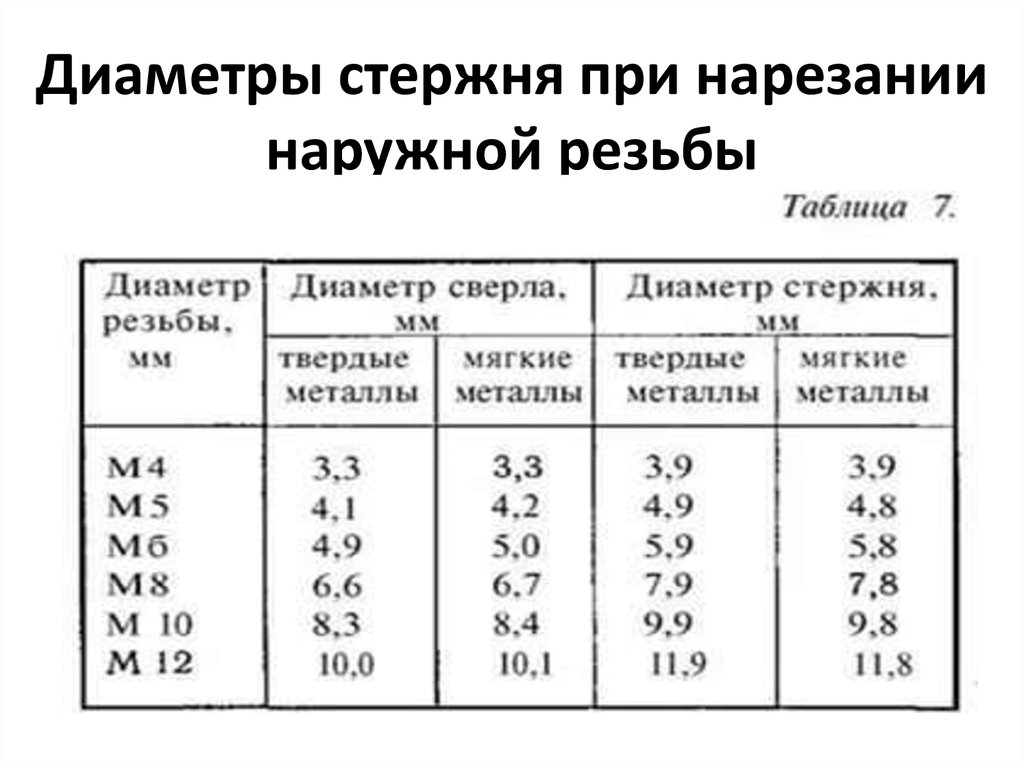
Обратите внимание! Также есть еще один быстрый способ, так называемый «дедовский метод», по нему можно быстро подобрать сверло под метчик без таблиц. Для этого надо вычесть из номинального диаметра резьбы его шаг.
Рассмотрим способ на примере. Допустим, вам необходимо нарезать резьбу М10х1.5.
- Номинальный диаметр резьбы 10 мм.
- Шаг 1.5 мм.
- Вычитаем из первого значения второе: 10-1.5=8.5 мм.
- Диаметр сверла равен 8.5 мм.
Допускается округлять значение до большего. Например, 9.75 округлить до 9.8. Но это будет приблизительное значение, «дедовский» метод подойдет больше для бытовых нужд. Для производственных задач рекомендуется ориентироваться по таблицам, ГОСТам, с учетом допусков и особенностей обрабатываемого материала.
Метчики конические
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Как подобрать сверло под метчики-раскатники (бесстружечные)
Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6. 8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
| М | (доп. по ISO2 — 7H) | ||||
| 1 | 0,25 | *0,785 | 0,89 | 0,91 | 0,9 |
| 1,1 | 0,25 | *0,885 | 0,99 | 1,01 | 1,0 |
| 1,2 | 0,25 | *0,985 | 1,09 | 1,11 | 1,1 |
| 1,4 | 0,3 | *1,142 | 1,24 | 1,27 | 1,25 |
| 1,6 | 0,35 | *1,321 | 1,44 | 1,48 | 1,45 |
| 1,8 | 0,35 | *1,521 | 1,66 | 1,68 | 1,67 |
| 2,0 | 0,4 | *1,679 | 1,84 | 1,86 | 1,85 |
| 2,2 | 0,45 | **1,838 | 2,02 | 2,04 | 2,03 |
| 2,5 | 0,45 | *2,138 | 2,30 | 2,34 | 2,3 |
| 3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
| 3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
| 4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
| 4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
| 5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
| 6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
| 7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
| 8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
| 9 | 1,25 | 7,982 | 8,41 | 8,48 | |
| 10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
| 11 | 1,5 | 9,751 | 10,28 | 10,37 | |
| 12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
| 14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
| 16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
| 18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
| 20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | (доп. по ISO2 — 7H) | |||
| 2×0,25 | *1,785 | 1,9 | 1,91 | |
| 2,2×0,25 | *1,985 | 2,1 | 2,11 | |
| 2,3×0,25 | *2,071 | 2,2 | 2,21 | |
| 2,5×0,35 | 2,201 | 2,36 | 2,38 | 2,37 |
| 2,6×0,35 | 2,252 | 2,46 | 2,48 | 2,47 |
| 3×0,35 | *2,701 | 2,87 | 2,89 | 2,88 |
| 3,5×0,35 | *3,201 | 3,37 | 3,39 | 3,38 |
| 4×0,35 | *3,701 | 3,87 | 3,89 | |
| 4×0,5 | 3,639 | 3,79 | 3,82 | 3,8 |
| 5×0,5 | 4,639 | 4,79 | 4,82 | 4,8 |
| 6×0,5 | **5,599 | 5,8 | 5,83 | 5,8 |
| 6×0,75 | 5,424 | 5,63 | 5,7 | 5,7 |
| 7×0,75 | 6,424 | 6,67 | 6,72 | 6,7 |
| 8×0,5 | **7,599 | 7,8 | 7,83 | |
| 8×0,75 | 7,424 | 7,67 | 7,72 | 7,7 |
| 8×1 | 7,217 | 7,51 | 7,6 | 7,55 |
| 9×0,75 | 8,424 | 8,67 | 8,72 | 8,7 |
| 9×1 | 8,217 | 8,55 | 8,6 | 8,6 |
| 10×0,5 | **9,599 | 9,8 | 9,83 | 9,8 |
| 10×0,75 | 9,424 | 9,67 | 9,72 | 9,7 |
| 10×1 | 9,217 | 9,51 | 9,6 | 9,55 |
| 10×1,25 | 8,982 | 9,41 | 9,48 | 9,45 |
| 11×1 | 10,217 | 10,55 | 10,6 | 10,6 |
| 12×1 | 11,217 | 11,52 | 11,61 | 11,55 |
| 12×1,25 | 10,982 | 11,43 | 11,5 | 11,45 |
| 12×1,5 | 10,751 | 11,29 | 11,38 | 11,35 |
| 14×1 | 13,217 | 13,55 | 13,61 | 13,6 |
| 14×1,25 | 12,982 | 13,43 | 13,5 | 13,45 |
| 14×1,5 | 12,751 | 13,29 | 13,38 | 13,35 |
| 15×1 | 14,217 | 14,55 | 14,61 | 14,6 |
| 15×1,5 | 13,751 | 14,26 | 14,36 | 14,35 |
| 16×1 | 15,217 | 15,55 | 15,61 | 15,6 |
| 16×1,5 | 14,751 | 15,29 | 15,38 | 15,35 |
| 18×1 | 17,217 | 17,55 | 17,61 | 17,6 |
| 18×1,5 | 16,751 | 17,29 | 17,38 | 17,35 |
| 18×2 | 16,310 | 17,02 | 17,14 | 17,1 |
| 20×1 | 19,217 | 19,55 | 19,61 | 19,6 |
| 20×1,5 | 18,751 | 19,29 | 19,38 | 19,35 |
| 20×2 | 18,310 | 19,02 | 19,14 | 19,1 |
| 22×1,5 | 20,751 | 21,26 | 21,36 | |
| 22×2 | 20,310 | 21 | 21,15 | |
| 24×1,5 | 22,751 | 23,26 | 23,38 | |
| 24×2 | 22,310 | 23,01 | 23,16 | 23,1 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Теперь разберем раскатники для дюймовой (трубной) резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
| G | Число ниток на дюйм | |||||
| G 1/16″ | 28 | 7,723 | 6,843 | 7,24 | 7,32 | |
| G 1/8″ | 28 | 9,728 | 8,848 | 9,24 | 9,32 | 9,25 |
| G 1/4″ | 19 | 13,157 | 11,890 | 12,48 | 12,56 | 12,55 |
| G 3/8″ | 19 | 16,662 | 15,395 | 15,99 | 16,06 | 16,06 |
| G 1/2″ | 14 | 20,955 | 19,172 | 20,02 | 20,12 | 20,05 |
| G 5/8″ | 14 | 22,911 | 21,128 | 21,97 | 22,07 | |
| G 3/4″ | 14 | 26,441 | 24,658 | 25,5 | 25,6 | |
| G 7/8″ | 14 | 30,201 | 28,418 | 29,26 | 29,36 | |
| G1″ | 11 | 33,249 | 30,931 | 32,05 | 32,18 | |
| G 1 1/8″ | 11 | 37,897 | 35,579 | 36,7 | 36,83 | |
| G 1 1/4″ | 11 | 41,910 | 39,592 | 40,72 | 40,84 | |
| G 1 3/8″ | 11 | 44,323 | 42,005 | 43,13 | 43,26 | |
| G 1 1/2″ | 11 | 47,803 | 45,485 | 46,61 | 46,74 | |
| G 1 3/4″ | 11 | 53,746 | 51,428 | 52,55 | 52,68 | |
| G 2″ | 11 | 59,614 | 57,296 | 58,42 | 58,55 |
Метчики левые
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Диаметры сверл для трубных (дюймовых) метчиков
Таблица размеров предварительных отверстий для трубной резьбы:
| G | Шаг резьбы, мм | Число ниток на 1 дюйм | ⌀ сверла под резьбу, мм | ⌀ отверстия под резьбу, мм | ||
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0. 907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7/8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1/4 | 2.309 | 11 | 39 | 39 | +0. 18 | +0.36 |
| G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3/4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | — | 56.7 | +0.18 | +0.36 |
| G2 1/4 | 2.309 | 11 | — | 62.8 | +0.22 | +0.43 |
| G2 1/2 | 2.309 | 11 | — | 72.27 | +0.22 | +0.43 |
| G2 3/4 | 2.309 | 11 | — | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | — | 84.97 | +0.22 | +0.43 |
| G3 1/4 | 0.907 | 11 | — | 91.07 | +0.22 | +0.43 |
| G3 1/2 | 1. 337 | 11 | — | 97.42 | +0.22 | +0.43 |
| G3 3/4 | 1.337 | 11 | — | 103. 77 | +0.22 | +0.43 |
| G4 | 1.814 | 11 | — | 110. 12 | +0.22 | +0.43 |
| G4 1/2 | 1.814 | 11 | — | 122. 82 | +0.22 | +0.43 |
| G5 | 1.814 | 11 | — | 135. 52 | +0.22 | +0.43 |
| G5 1/2 | 1.814 | 11 | — | 148. 22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | — | 160. 92 | +0.22 | +0.43 |
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба UNC (крупная) и UNF (мелкая) менее распространена в России, профиль ее аналогичен метрической 60°, но размер считается в дюймах.
Таблица диаметров отверстий под наиболее распространенную американскую резьбу UNC/UNF:
| Дюймовая резьба UNC | |||||||||||||||
| Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм | ||||||||||||
| 1/4х20 | 5. 1 | 7/8х9 | 19.5 | ||||||||||||
| 5/16х18 | 6.5 | 1х8 | 22.25 | ||||||||||||
| 3/8х16 | 8 | 1 1/8х7 | 25 | ||||||||||||
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 | ||||||||||||
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 | ||||||||||||
| 9/16х12 | 12.2 | 1 1/2х6 | 34 | ||||||||||||
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 | ||||||||||||
| 3/4х10 | 16.5 | 2х4 | 45 | ||||||||||||
пп
| Дюймовая мелкая резьба UNF | |||||||||||||||
| Резьба х ниток на дюйм | ⌀ сверла, мм | Резьба х ниток на дюйм | ⌀ сверла, мм | ||||||||||||
| 1/4х28 | 5. 5 | 3/4х16 | 17.5 | ||||||||||||
| 5/16х24 | 6.9 | 7/8х14 | 20.5 | ||||||||||||
| 3/8х24 | 8.5 | 1х12 | 23.25 | ||||||||||||
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 | ||||||||||||
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 | ||||||||||||
| 9/16х18 | 12.9 | 1 3/8х12 | 33 | ||||||||||||
| 5/8х18 | 14.5 | 1 1/2х12 | 36 | ||||||||||||
Конец таблицы
Как пользоваться метчиком Настенная таблица
Наиболее распространенный способ изготовления внутренней резьбы — просверлить отверстие, а затем использовать метчик для нарезания резьбы. Это обычно называют нарезным сверлом по размеру резьбы, которую необходимо произвести.
Существуют эмпирические правила, которые можно использовать для расчета необходимого размера сверла. Вы также можете определить размер сверла для метчика, покопавшись в Справочнике по машинному оборудованию, где вы найдете все перечисленные классы резьбы. Чтобы облегчить вам поиск, мы создали нашу собственную таблицу метчиков, которая включает только ту информацию, которая вам чаще всего понадобится для правильного сверления и нарезания резьбы. Чтобы создать нашу таблицу, мы взяли основные номера наиболее распространенных резьб класса 2B из Справочника по машинному оборудованию. Ссылка для загрузки нашей удобной таблицы метчиков для сверления находится внизу этой статьи.
Наша таблица метчиков для сверления включает значения размеров винтов и сверла подходящего размера, чтобы сделать отверстие для метчика. Мы включили в нашу диаграмму четыре уникальные таблицы:
- РАЗМЕРЫ СВЕРЛА — В этой таблице перечислены все размеры сверл до 1000 дюймов и наиболее распространенные от 1000 до 1500 дюймов и одна мелкая резьба для каждого размера, от #0 до 1-1/2”
- МЕТРИЧЕСКИЕ РАЗМЕРЫ НАРЕЗЧИКОВ – В этой таблице перечислены наиболее распространенные размеры метчиков, обычно одна крупная и одна мелкая резьба, начиная с M1,6 до M39
- ТРУБНАЯ РЕЗЬБА (NPT) – В этой таблице перечислены распространенные резьбы NPT от 1/16” до 3”
Давайте рассмотрим пример, чтобы продемонстрировать, как использовать нашу таблицу. Скажите, что на вашем рисунке есть вырез резьбы 1/4 дюйма. Чтобы определить, какой размер сверла для метчика вам нужен, перейдите к таблице «Размеры сверл для дюймовых метчиков» в нашей таблице метчиков. (См. рис. 1.) В левой колонке таблицы вы увидите два варианта 1/4”. Первый вариант, 1/4″-20, — это вариант с крупной резьбой (меньше ниток на дюйм). 1/4″-28 — вариант с тонкой резьбой. Справочник по машинному оборудованию говорит нам, что в качестве наилучшей практики вы всегда должны по умолчанию сначала использовать грубую резьбу, если только нет причины, по которой вам нужна тонкая резьба. Найдя резьбу 1/4″-20 в таблице размеров метчиковых сверл в дюймах, мы перейдем к правому столбцу этой строки и обнаружим, что нам нужно использовать метчиковое сверло №7. Если мы затем посмотрим на таблицу «Размеры сверла», мы увидим, что сверло № 7 имеет размер 0,201 дюйма.
Если на чертеже есть условное обозначение метрической резьбы, перейдите к таблице «Размеры сверл для метчиков» и выполните ту же процедуру. При наличии двух записей для диаметра резьбы крупная резьба всегда указывается выше мелкой.
Рекомендации по использованию нашей таблицы:
Эти диаметры метчиков обеспечивают изготовление примерно 75% полной резьбы. (75% фактической формы резьбы, а не глубины резьбы.) Эти значения взяты непосредственно из Справочника по машинному оборудованию.
Необходимо учитывать класс резьбы, более твердые материалы, используемый станок и держатель инструмента, состояние сверла и т. д. В нашей таблице приведены значения для наиболее часто используемого типа резьбы — класса 2B. Обратитесь к Справочнику по машинному оборудованию, если требуется другой класс резьбы.
Для более подробного обсуждения терминологии резьбы, эмпирических правил, советов по проектированию и, самое главное, того, как использовать нашу таблицу, посмотрите видео ниже.
Ищете удобную таблицу, которая поможет вам сверлить и нарезать резьбу?
Загрузите нашу БЕСПЛАТНУЮ настенную диаграмму для метчиков уже сегодня!
СКАЧАТЬ БЕСПЛАТНО НАСТЕННУЮ ТАБЛИЦУ
Список размеров сверл и метчиков — Таблица размеров сверл и Таблица размеров метчиков
2020/4/22 11:04:58
нарежьте резьбу внутри отверстия, поэтому сверло и инструмент для нарезания резьбы часто используются последовательно для изготовления деталей с ЧПУ с резьбовыми отверстиями. Когда дело доходит до выбора размеров сверл и размеров метчиков, существует 9 стандартныхТаблица размеров сверла 0005 и метчика для справки.
Что такое таблица размеров сверл и метчиков и зачем их использовать?
При изготовлении на заказ деталей с ЧПУ часто требуются отверстия с резьбой для крепления готовой детали или облегчения сборки. Один из самых распространенных способов изготовления отверстий под резьбу — просверлить отверстие нужного размера сверлом и нарезать его метчиком. Людям понадобится таблица размеров сверла и таблица размеров метчика, чтобы определить правильное сверло для метчика для определенного размера резьбы или подходящий метчик для существующего отверстия.
Таблица размеров сверл представляет собой таблицу с перечнем сверл стандартных размеров в нескольких системах измерения, включая дробную, метрическую, цифровую и буквенную. Дробные размеры измеряются в дюймах, а метрические размеры измеряются в миллиметрах. Калибр проволоки и буквенная система относятся к диаметру инструмента, который увеличивается по мере уменьшения калибра проволоки от № 107 до № 1, а затем продолжается от A до Z. Десятичные эквиваленты диаметров показаны как в английских, так и в метрических единицах.
Таблица размеров метчиков представляет собой таблицу, в которой перечислены метчики стандартных размеров с указанием диаметра и шага резьбы для дробных, метрических и винтовых размеров. Дробные размеры указаны в дюймах, метрические размеры указаны в миллиметрах после буквы «М». Номер размера винта соответствует диаметру, который больше для большего размера винта. Шаг резьбы может быть крупным или мелким, будет указан после диаметра. В системах с дробным размером и размером винта используется количество витков, измеряемое в витках на дюйм, например 9.0005 Резьба UNF и резьба UNC . В метрической системе используется шаг резьбы, то есть расстояние между витками, измеряемое в миллиметрах.
Список размеров сверл и метчиков
Размеры сверл (метрические)
Таблица размеров сверл содержит инструменты диаметром до 1,5 дюймов, но также обычно используются инструменты большего размера.