Диаметр отверстия под м5: Размеры сверл под резьбу м 5 mm
alexxlab | 14.01.2023 | 0 | Разное
Анкерный болт с гайкой диаметр Ø 6 8 10 12 14 16 20 мм длиной 40-400 мм
Это втулочный анкер со шпилькой и шестигранной гайкой для закрепления. Изготавливается из углеродистой стали с покрытием из цинка, никеля или хрома с желтым пассированием. Либо из нержавеющих сталей А2 или А4. Используется для монтажа на объектах повышенной, средней и малой нагрузкок.
Применение: бетон, природный камень, полнотелый кирпич
Технические характеристики
| Имя/Размер | Обозначение | 6 | 6,5 | 8 | 10 | 12 | 14 | 16 | 20 |
|---|---|---|---|---|---|---|---|---|---|
| Диаметр сверла | Dp, мм | 6 | 6,5 | 8 | 10 | 12 | 14 | 16 | 20 |
Теоретические массы (по размерам)
| 6 | 6,5 | 8 | 10 | 12 | 14 | 16 | 20 | |
|---|---|---|---|---|---|---|---|---|
| 25 | – | – | 11,70 | – | – | – | – | – |
| 40 | 9,00 | 9,70 | 14,70 | 25,70 | – | – | – | – |
| 45 | – | – | 16,20 | – | – | – | – | – |
| 50 | – | – | – | 29,10 | – | – | – | – |
| 56 | – | 13,00 | – | – | – | – | – | – |
| 60 | 13,00 | 15,00 | – | 35,90 | 53,70 | 71,50 | – | – |
| 65 | – | – | 24,00 | 40,00 | – | – | 94,00 | – |
| 70 | – | – | – | – | – | 80,30 | – | – |
| 75 | – | 18,50 | – | 44,80 | 65,00 | – | – | 210,00 |
| 77 | – | – | – | 44,80 | – | – | – | – |
| 80 | – | – | – | – | – | 91,30 | – | – |
| 85 | – | – | 27,70 | – | – | – | – | – |
| 90 | – | – | – | – | – | 102,30 | – | – |
| 95 | – | – | – | 51,60 | – | – | – | – |
| 97 | – | – | – | 51,60 | – | – | – | – |
| 100 | – | – | 32,00 | – | 87,00 | 115,50 | 140,00 | – |
| 107 | – | – | – | – | – | – | – | 253,00 |
| 110 | – | – | – | – | – | – | 146,00 | 245,00 |
| 120 | – | – | 42,00 | 66,00 | 100,30 | 129,80 | – | 272,80 |
| 125 | – | – | – | 68,00 | – | – | – | – |
| 130 | – | – | – | 70,00 | 101,00 | – | – | 320,00 |
| 147 | – | – | – | – | – | – | 200,00 | – |
| 150 | – | – | – | 82,00 | 120,40 | 165,00 | 204,00 | 350,00 |
| 180 | – | – | – | 92,10 | 130,00 | – | 222,80 | – |
| 200 | – | – | – | 105,00 | 155,00 | 172,00 | 257,40 | 410,00 |
| 220 | – | – | – | – | 180,00 | – | 292,00 | – |
| 250 | – | – | – | 138,00 | 198,00 | 213,00 | 342,00 | 517,70 |
| 280 | – | – | – | – | 240,00 | – | – | – |
| 300 | – | – | – | 166,00 | 250,00 | – | 400,00 | 640,00 |
| 350 | – | – | – | – | – | – | – | 741,70 |
| 400 | – | – | – | – | – | – | – | 843,40 |
Технические характеристики (дополнение)
| Диаметр внешний (мм) | Длина (мм) | Диаметр резьбы | Размер под ключ (мм) | Толщина прикрепляемого материала (мм) | Диаметр бура |
|---|---|---|---|---|---|
| 6,5 | 18 | м5 | 8 | 3 | 6,5 |
| 6,5 | 25 | м5 | 8 | 5 | 6,5 |
| 6,5 | 36 | м5 | 8 | 10 | 6,5 |
| 6,5 | 56 | м5 | 8 | 30 | 6,5 |
| 6,5 | 75 | м5 | 8 | 45 | 6,5 |
| 8 | 25 | м6 | 10 | 5 | 8 |
| 8 | 40 | м6 | 10 | 15 | 8 |
| 8 | 65 | м6 | 10 | 35 | 8 |
| 8 | 85 | м6 | 10 | 40 | 8 |
| 8 | 100 | м6 | 10 | 55 | 8 |
| 8 | 110 | м6 | 10 | 55 | 8 |
| 8 | 120 | м6 | 10 | 60 | 8 |
| 10 | 40 | м8 | 13 | 5 | 10 |
| 10 | 50 | м8 | 13 | 15 | 10 |
| 10 | 60 | м8 | 13 | 25 | 10 |
| 10 | 77 | м8 | 13 | 40 | 10 |
| 10 | 97 | м8 | 13 | 55 | 10 |
| 10 | 125 | м8 | 13 | 85 | 10 |
| 10 | 130 | м8 | 13 | 90 | 10 |
| 10 | 150 | м8 | 13 | 110 | 10 |
| 10 | 180 | м8 | 13 | 140 | 10 |
| 10 | 200 | м8 | 13 | 150 | |
| 10 | 250 | м8 | 13 | 200 | 10 |
| 12 | 60 | м10 | 17 | 20 | 12 |
| 12 | 75 | м10 | 17 | 25 | 12 |
| 12 | 99 | м10 | 17 | 50 | 12 |
| 12 | 120 | м10 | 17 | 70 | 12 |
| 12 | 129 | м10 | 17 | 80 | 12 |
| 12 | 150 | м10 | 17 | 100 | 12 |
| 12 | 180 | м10 | 17 | 130 | 12 |
| 12 | 200 | м10 | 17 | 150 | 12 |
| 12 | 250 | м10 | 17 | 180 | 12 |
| 12 | 280 | м10 | 17 | 190 | 12 |
| 12 | 300 | м10 | 17 | 200 | 12 |
| 14 | 100 | м10 | 17 | 40 | 14 |
| 14 | 120 | м10 | 17 | 60 | 14 |
| 14 | 150 | м10 | 17 | 90 | 14 |
| 14 | 200 | м10 | 17 | 140 | 14 |
| 14 | 250 | м10 | 17 | 170 | 14 |
| 16 | 65 | м12 | 19 | 20 | 16 |
| 16 | 111 | м12 | 19 | 65 | 16 |
| 16 | 147 | м12 | 19 | 100 | 16 |
| 16 | 180 | м12 | 19 | 135 | 16 |
| 16 | 220 | м12 | 19 | 175 | 16 |
| 16 | 250 | м12 | 19 | 200 | 16 |
| 16 | 300 | м12 | 19 | 230 | |
| 16 | 360 | м12 | 19 | 280 | 16 |
| 20 | 75 | м16 | 24 | 10 | 20 |
| 20 | 107 | м16 | 24 | 25 | 20 |
| 20 | 151 | м16 | 24 | 50 | 20 |
| 20 | 180 | м16 | 24 | 80 | 20 |
| 20 | 200 | м16 | 24 | 100 | 20 |
| 20 | 250 | м16 | 24 | 150 | 20 |
| 20 | 300 | м16 | 24 | 200 | 20 |
| 20 | 350 | м16 | 24 | 250 | 20 |
| 20 | 400 | м16 | 24 | 300 | 20 |
Параметры монтажа
| Диаметр анкера | 6,5 | 8 | 10 | 12 | 14 | 16 | 20 |
|---|---|---|---|---|---|---|---|
Мин. глубина отверстия (мм) глубина отверстия (мм) | 40 | 50 | 60 | 70 | 75 | 80 | 90 |
| Диаметр отверстия в детали (мм) | 7 | 9 | 11 | 13 | 15 | 17 | 21 |
| Мин. толщина основания (мм) | 60 | 70 | 80 | 90 | 95 | 100 | 120 |
| Критическое расстояние до края (мм) | 40 | 55 | 65 | 70 | 75 | 80 | 85 |
| Критическое осевое расстояние (мм) | 45 | 60 | 70 | 75 | 80 | 90 | 95 |
| Момент затяжки в бетоне (Нм) | 5 | 8 | 25 | 40 | 45 | 50 | 80 |
| Момент затяжки в кирпиче (Нм) | 2,5 | 4 | 12,5 | 20 | 22,5 | 25 | 40 |
Расчетное усилие на вырывание и срез
| Бетон B20 | |||||||
|---|---|---|---|---|---|---|---|
| Диаметр анкера | 6,5 | 8 | 10 | 12 | 14 | 16 | 20 |
| Усилие на вырывание N (kH) | 0,7 | 1,4 | 2,1 | 2,8 | 3,1 | 4,2 | 5,6 |
| Усилие на срез Q (kH) | 1,1 | 2,5 | 4,5 | 7,3 | 8 | 8,8 | 10,5 |
| Кирпич М150 | ||||||
|---|---|---|---|---|---|---|
| Диаметр анкера | 6,5 | 8 | 10 | 12 | 14 | 16 |
| Усилие на вырывание N (kH) | 0,4 | 0,5 | 0,6 | 0,8 | 0,85 | 0,9 |
| Усилие на срез Q (kH) | 0,65 | 1 | 1,2 | 1,6 | 1,7 | 1,8 |
Схема монтажа
- Просверлить отверстие
- Очистить отверстие от пыли
- Установить анкер через деталь
- Закрутить анкер
Анкер-гайка совместим с бетоном, асфальтом и горными породами. Крепеж имеет высокие эксплуатационные показатели, удобен в позиционировании и протяжке. При проведении монтажных работ используется типовой инструмент. В состав анкера входит стержень с метрической резьбой, гайка и распорный элемент.
Крепеж имеет высокие эксплуатационные показатели, удобен в позиционировании и протяжке. При проведении монтажных работ используется типовой инструмент. В состав анкера входит стержень с метрической резьбой, гайка и распорный элемент.
Продукция востребована на производстве и в быту. Она устойчива к вибрационному воздействию, размещается во влажных и неотпаливаемых помещениях.
Изделия не требуют антикоррозионной обработки, сохраняют функционал на протяжении многих лет.
Особенности
Метизы имеют типовое исполнение, различаются длиной стержня, параметрами гайки, размерностью резьбы. При подборе продукции учитываются характеристики:
- несущего основания;
- фиксируемых элементов;
- воздействующих нагрузок.
Использование профильных методик позволяет подобрать анкеры, решающие поставленные задачи. Учитываются эксплуатационные показатели крепежей и параметры их позиционирования.
Применение
Анкеры с гайкой помогут при выполнении следующих работ:
- установка рекламных конструкций;
- монтаж лестничных пролетов;
- усиление существующих креплений;
- модернизация сооружения;
- установка малых архитектурных форм;
- позиционирование оборудования в рабочем цеху.

Крепежи подходят для группового и одиночного использования. Они монтируются одним специалистом, размещаются в вертикальной и горизонтальной плоскости.
ГОСТ, DIN
Крепежные элементы изготавливаются по техническим условиям. Типовых стандартов, регламентирующих производство анкеров с гайкой, не существует.
Покрытие, класс прочности
Изделия производятся из легированной и конструкционной стали. Метизы последнего типа проходят гальваническое цинкование. Процедура повышает их коррозионную стойкость, улучшает эстетические показатели.
Прочность крепежей определяется маркой материала, задействуемого при производстве. Характеристики продукции указываются в сопроводительных документах и на упаковочном стикере.
Справочная информация о бесстружечных метчиках-раскатниках
ИНСТРУМЕНТ ДЛЯ ХОЛОДНОВЫСАДОЧНЫХ И РЕЗЬБОНАКАТНЫХ СТАНКОВ ПРЕСС-ФОРМЫ И ШТАМПЫ ИЗ КАРБИДА ВОЛЬФРАМА ТВЕРДОСПЛАВНЫЕ ЗАГОТОВКИ ДЛЯ ЭЭО И ТОЧНОЙ ШТАМПОВКИ ВОЛОКИ АЛМАЗНЫЕ МАТРИЦЫ ХОЛОДНОВЫСАДОЧНЫЕ ВЫСАДОЧНЫЕ ПУАНСОНЫ ДЛЯ БОЛТОВ, ГАЕК, ДЕТАЛЕЙ ВЫСАДОЧНЫЕ ПУАНСОНЫ ДЛЯ ВИНТОВ И САМОРЕЗОВ ПУАНСОНЫ ДЛЯ ГАЕК МЕТЧИКИ БЕССТРУЖЕЧНЫЕ МЕТЧИКИ РАСКАТНИКИ ДЛЯ РЕЗЬБОНАКАТНЫХ СТАНКОВ ГАЕЧНЫЕ МЕТЧИКИ ПЛАШКИ РЕЗЬБОНАКАТНЫЕ ПЛОСКИЕ МАТРИЦЫ ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА САМОРЕЗА ВЫТАЛКИВАТЕЛИ К ИНСТРУМЕНТУ ПАЛЬЦЫ ПЕРЕНОСА ДЛЯ ГАЕК РОЛИКИ РЕЗЬБОНАКАТНЫЕ РОЛИК-СЕГМЕНТЫ ДЛЯ ПЛАНЕТАРНОЙ НАКАТКИ ОТРЕЗНЫЕ НОЖИ
- Метчик раскатник
для стали - Бесструженый метчик для
стали с короткой резьбой - Бесканавочный метчик для
стали с длинной резьбой - Бесканавочный метчик
для цветных сплавов - Метчик раскатник для цветных
сплавов с короткой резьбой - Бесканавочный метчик с длинной
резьбой для цветных сплавов - Метчик раскатник
с покрытием TiN - Бесстружечный метчик с короткой
резьбой и покрытием TiN - Бесстружечный метчик с длинной
резьбой и покрытием TiN - Метчик раскатник для цветных
сплавов для IT-индустрии - Бесстружечный метчик с
покрытием TiN для IT-индустрии
Применение и преимущества метчиков-раскатников
Метчики-накатники (бесстружечные метчики, метчики раскатники) рекомендуют применять при получении резьбы методом пластической деформации (накатыванием) в деталях из цветных и черных металлов, обладающих высокой пластичностью. К таким материалам относятся: алюминий и его сплавы, медь, латунь, бронза с повышенным содержанием меди, цинк и его сплавы, низкоуглеродистые и высокопластичные нержавеющие и жаропрочные стали.
К таким материалам относятся: алюминий и его сплавы, медь, латунь, бронза с повышенным содержанием меди, цинк и его сплавы, низкоуглеродистые и высокопластичные нержавеющие и жаропрочные стали.
Профиль накатываемой резьбы образуется за счет вдавливания инструмента в материал заготовки и выдавливания части материала во впадины инструмента.
Их основным отличием от режущих метчиков является отсутствие продольных канавок, образующих режущие кромки. Кроме того, приемный конус на этих метчиках значительно короче. На конце резьбовой части бесканавочных метчиков имеются небольшие симметрично расположенные канавки для подачи СОЖ.
Использование бесстружечных метчиков даёт ряд преимуществ:
- высокая производительность труда при накатывании резьбы является главным достоинством бесканавочных метчиков, метчики-раскатники более производительны, чем обычные метчики;
- метчики-раскатники используются при нарезании резьбы не только в сквозных, но и в глухих отверстиях;
- бесстружечные метчики гораздо прочнее обычных, случаи их поломок очень редки и брак деталей из-за поломок метчиков почти не наблюдается;
- срок службы бесканавочного метчика значительно больше обычного благодаря длинной резьбовой части, которую можно перетачивать несколько раз;
- получение более точных резьб с низкой шероховатостью поверхности резьбы;
- возможность обработки резьб в отверстиях глубиной от 3,5 × D без возникновения проблем с отводом стружки;
- метчики-раскатники имеют более высокую стойкость;
- один тип метчика можно использовать для обработки различных материалов;
- гарантированное обеспечение требуемой точности резьбы;
- отсутствие образования стружки;
- до 100% более прочная резьба (более высокая прочность на смятие).

Выбор класса точности метчика
Класс точности метчика определяется допусками (1, 2, 3B, 2B и т.п.) на внутреннюю резьбу
| Спецификация | шаг | точность резьбы | |||||
|---|---|---|---|---|---|---|---|
| класс 1 внутренняя резьба | класс 2 внутренняя резьба | повышенная точность (*) | |||||
| класс 2 +0.02 ~ +0.03 | класс 2 +0.04 ~ +0.05 | ||||||
M3 M4 M4.5 M5 M5.5 M3 M3.5 | 0.5 0.35 | RH 3 3 | RH 4 4 | RH 5 5 | RH 6 6 | RH 8 7 | RH 9 8 |
M3. | 0.6 | RH 3 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 |
M4 | 0.7 | RH 4 | RH 5 | RH 6 | RH 7 | RH 9 | RH 10 |
M5 | 0.8 | RH 4 | RH 5 | RH 6 | RH 7 | RH 9 | RH 10 |
M6 M4 M4. | 1 0.75 | RH 4 4 | RH 6 5 | RH 7 6 | RH 8 7 | RH 9 8 | RH 10 9 |
M7 M8 M9 M10 M11 | 1 0.75 | RH 4 5 | RH 6 6 | RH 7 7 | RH 8 8 | RH 9 9 | RH 10 10 |
M10 M11 M12 M8 M9 M10 M12 | 1 1. | RH 5 5 | RH 6 6 | RH 7 7 | RH 8 8 | RH 9 9 | RH 10 10 |
M10 M11 M12 M12 | 1.5 1.75 | RH 5 5 | RH 6 7 | RH 7 8 | RH 8 9 | RH 9 10 | RH 10 11 |
M14 M15 M16 M17 M18 M20 M22 M24 | 1 1 | RH 5 5 | RH 8 8 | RH 9 9 | RH 10 10 | RH 11 11 | RH 12 12 |
M14 M15 M16 M18 M20 M22 M24 | 1. 1.5 | RH 5 6 | RH 8 9 | RH 9 10 | RH 10 11 | RH 11 12 | RH 12 13 |
M14 M16 M17 | 2 1.5 | RH 6 9 | RH 9 10 | RH 10 11 | RH 11 12 | RH 12 13 | RH 13 14 |
M18 M20 M22 M18 M20 M22 | 2 2. | RH 6 6 | RH 10 10 | RH 11 11 | RH 12 12 | RH 13 13 | RH 14 14 |
M24 M24 | 2 3 | RH 6 8 | RH 10 11 | RH 11 12 | RH 12 13 | RH 13 14 | RH 14 15 |
 5
5 5 M6
5 M6 25
25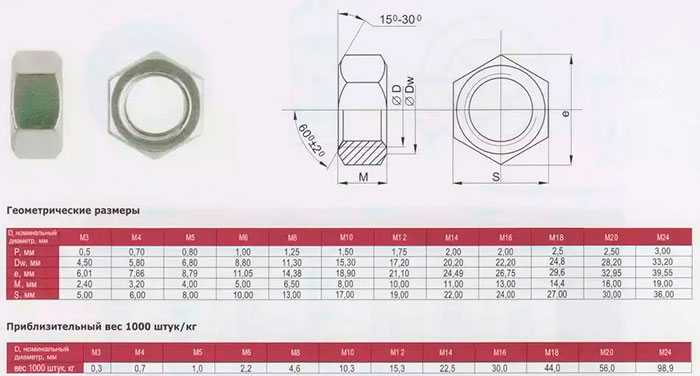 5
5 5
5| Спецификация | число ниток на дюйм (25.4 мм) | точность резьбы | |||||
|---|---|---|---|---|---|---|---|
| класс 3B внутренняя резьба | класс 2B внутренняя резьба | повышенная точность (*) | |||||
класс 2B +0.02 ~ +0.03 | класс 2B +0.04 ~ +0.05 | ||||||
No.5 | 44 | RH 3 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 |
No.4 No.5 No.6 | 40 | RH 3 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 |
No. | 36 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 | |
No.6 No.8 No.10 | 32 | RH 4 | RH 5 | RH 6 | RH 7 | RH 8 | |
No.10 No.12 No.12 | 24 28 | RH 4 4 | RH 5 | RH 6 5 | RH 7 6 | RH 8 8 | RH 9 9 |
U 1/ 4 | 20 28 | RH 4 4 | RH 5 | RH 6 5 | RH 7 6 | RH 8 7 | RH 9 8 |
5/16 | 18 24 | RH 5 5 | RH 6 | RH 7 6 | RH 8 7 | RH 9 8 | RH 10 9 |
3/ 8 | 16 24 | RH 5 5 | RH 6 | RH 7 6 | RH 8 7 | RH 9 8 | RH 10 9 |
7/16 | 14 20 | RH 5 5 | RH 6 6 | RH 7 7 | RH 8 8 | RH 9 9 | RH 10 10 |
1/ 2 | 13 20 | RH 6 5 | RH 7 6 | RH 8 7 | RH 9 8 | RH 10 9 | RH 11 10 |
9/16 | 12 18 | RH 8 7 | RH 9 8 | RH 10 9 | RH 11 10 | RH 12 11 | RH 13 12 |
5/ 8 | 11 18 | RH 8 7 | RH 10 8 | RH 11 9 | RH 12 10 | RH 13 11 | RH 14 12 |
3/ 4 | 10 16 | RH 9 7 | RH 11 9 | RH 12 10 | RH 13 11 | RH 14 12 | RH 15 13 |
7/ 8 | 9 14 | RH 9 8 | RH 11 10 | RH 12 11 | RH 13 12 | RH 14 13 | RH 15 14 |
1” | 8 12 | RH 10 9 | RH 12 11 | RH 13 12 | RH 14 13 | RH 15 14 | RH 16 15 |
 Американская резьба (U)
Американская резьба (U) 8
8Примечания:
(*) Повышенная точность метчиков при высоких требованиях к точности внутренней резьбы.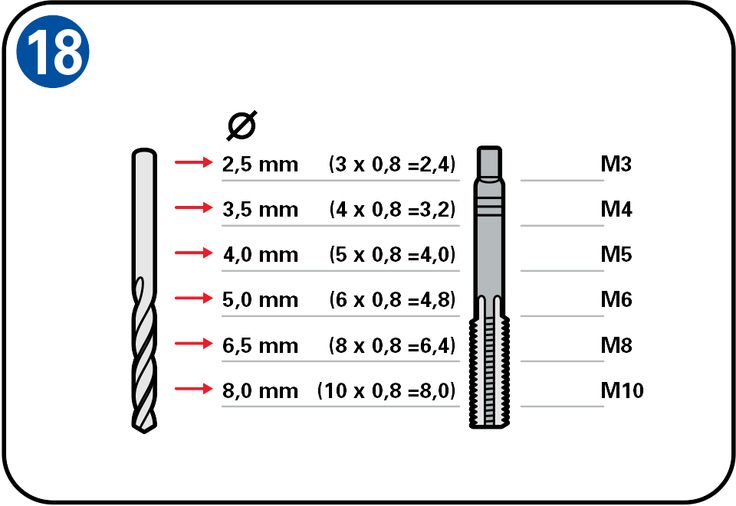
(*) Действительные параметры точности при обработке материалов могут отличаться от эталонных в зависимости от конкретных материалов и условий обработки.
Таблицы 1 и 2 определяют допуск метчика с дискретностью 12,7 мкм (0.0005″).
верхний предел допуска = 12,7 мкм x n (где n = номер RH допуска метчика)
нижний предел допуска = верхний предел – 12,7 мкм
Пример: класс точности RH6
верхний предел допуска:
12,7 x 6 = 77 мкм,
нижний предел допуска:
77 мкм – 12,7 мкм (округление до 13 мкм) = 64 мкм
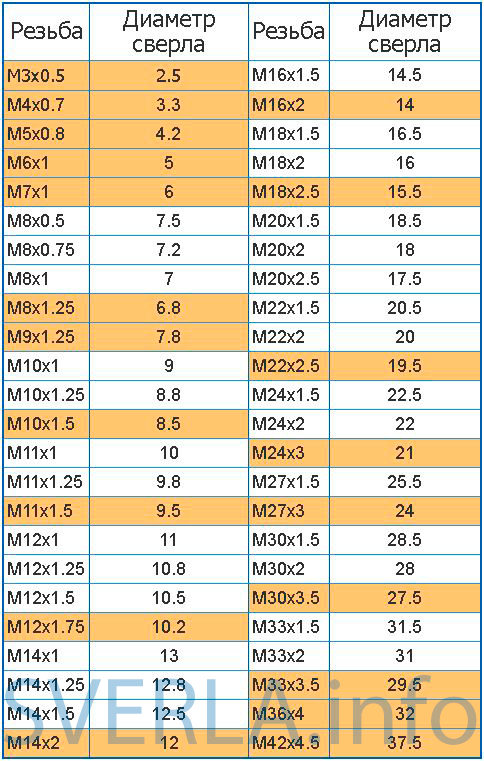
Расчёт диаметра отверстия под нарезание резьбы метчиком
Формула 1
dN = D – P х 0.45
dN – диаметр отверстия под резьбу
D – диаметр метчика
P – шаг резьбы
Формула 2
dN = D – 0.2 x P – 0.00403 х P х f1 + 0.0127 х n
dN – диаметр отверстия под резьбу
D – диаметр метчика
P – шаг резьбы
f1 = 90 % – рабочая высота профиля резьбы в процентах
n = номер RH допуска метчика
Пример – внутренняя резьба M10 х 1. 5 RH7 класс точности 2
5 RH7 класс точности 2
dN = 10-0.2×1.5-0.00403×1.5×90+0.0127×7 = 9,24 мм
Выбор смазочно-охлаждающей жидкости
| Обрабатываемый материал | Смазочно-охлаждающая жидкость для накатывания резьбы |
|---|---|
| Алюминий, литой алюминий Цинковые сплавы, цинковое литье | Водо-растворимые соли, масло-растворимая не жирная СОЖ |
| медь, латунь | содержащая масло водорастворимая СОЖ, водорастворимая СОЖ |
| мягкая и магнито-мягкая стали, автоматная сталь | водорастворимое осерненное масло, серная мазь |
| обычная сталь, мягкая сталь, нержавеющая сталь (твёрдость HRC20 или меньше) | серная мазь, водорастворимое осерненное масло и соли на основе серы |
Выбор скорости накатывания резьбы
| Материал заготовки | скорость накатывания м/мин |
|---|---|
| Алюминий, медь, латунь (мягкая) | 20 ~ 30 |
| Алюминий, литой алюминий, свинцовые сплавы, цинковое литье, мягкая сталь, латунь,бронза, магнито-мягкие стали | 12 ~ 20 |
| Обычная сталь (твердость HRC20 или меньше), мягкая сталь, нержавеющая сталь | 5 ~ 12 |
Размер сверла для нарезания резьбы M5?
студент123
Известный член
- #1
Мне нужно просверлить и нарезать резьбу в macine класса ali для болта M5
поиск в Интернете говорит использовать отверстие 4,2 мм. Мои сверла работают на 4 мм, а затем на 4,5 мм
не видят прямого британского эквивалента 4,2 мм.
лучше использовать сверло 4 или 4,5 мм для сверления отверстия?
Майк
ДжимМ
Известный член
- #2
Обычно я использую 4,5 мм, и до настоящего времени у меня не было никаких проблем. Фактически, я думаю, что 4,5 мм — это размер, который вы бы использовали для мелкого шага M5 9. 0007
0007
ХТХ
Джим
тел.
Известный член
- #3
Вы сойдете с рук с 4,5 мм для M5, но вам действительно нужно получить правильные 4,2 мм. На самом деле, лучшая инвестиция, которую может сделать любая мастерская, имеющая дело с метрической резьбой, — это набор 1–5,9.х 0,1 шагов сверла.
Боб Уорд
Известный член
- #4
Вы не производите детали для адронного коллайдера, поэтому сверло диаметром 4,5 мм будет работать, как было сказано.
Лично я бы купил сверло диаметром 4,2 мм, так как вы находитесь в Великобритании, и у вас не должно возникнуть проблем с его поиском.
Оловянный сокол
Известный член
- #5
распечатать копию этого
http://littlemachineshop.com/Reference/TapDrillSizes.pdf
Жестяная банка
Голубой чип
Известный член
- #6
студент123 сказал:
Мне нужно просверлить и нарезать резьбу в macine класса ali для болта M5
, поиск в Интернете говорит, что используйте отверстие 4,2 мм. Мои сверла работают на 4 мм, а затем на 4,5 мм
не видят прямого британского эквивалента 4,2 мм.лучше использовать сверло 4 или 4,5 мм для сверления отверстия?
Майк
Нажмите, чтобы развернуть…
Майк
Это источник в Великобритании, я считаю, что они очень хороши по соотношению цена-качество. Вы можете просто получить индивидуальные размеры для постукивания по мелкой метрике. Хотя лучше бы достал комплект как говорит Тел. Вы обнаружите, что некоторые материалы стучат лучше, если размер на одну десятую или около того больше номинального размера.
http://www.axminster.co.uk/axminster-packs-of-5-ground-hss-drill-bits-prod20559/
Дэйв БК
Нед Ладд
Известный член
- #7
Привет, Майк,
Имперский эквивалент 4,2 мм — сверло номер 19. Лично я бы использовал 4,3 или номер 18 (зацепление резьбы 80%), но подойдет любой размер до 4,5 мм (60%), в зависимости от материала и области применения.
Если вы стремитесь к 75-80% вовлеченности, особенно в тредах небольшого размера, вы будете ломать меньше нажатий, хотя, конечно, никто на этом сайте не настолько неуклюж, чтобы сломать любой.
Нед
Лью_Меррик_PE
Гость
- #8
Привет, Майк, 9 лет0007
Если вы зайдете на http://www.scribd.com/Lew Merrick, вы найдете документ Рекомендации по направляющим отверстиям , в котором приведены уравнения для расчета различных посадок направляющих отверстий (метчиков) и их влияния на прочность. сустава. Предполагается, что «стандартное» сверло для метчика создает резьбовое отверстие с зацеплением на 75% от полной резьбы. Это соглашение основано на обеспечении максимального срока службы метчика в большинстве случаев наряду с общепринятой допустимой осевой нагрузкой в соединении. Если используется фактическое 75% полного зацепления резьбы, то соединение имеет резьбу 9.На 0 % прочнее соединения со 100 % резьбовым зацеплением.
Стандартная резьба M5 более формально определяется как резьба M5 X с шагом 0,8 мм. В этом случае направляющее отверстие ø4,5 мм создаст соединение с зацеплением на 48% полной резьбы. Это будет соединение, которое на 53% прочнее, чем соединение со 100% резьбовым зацеплением при осевой нагрузке. Это будет лучший , который вы можете получить от соединения, поскольку другие факторы (качество метчика, качество настройки резьбонарезания и т. д.) ухудшат его значение.
Это будет соединение, которое на 53% прочнее, чем соединение со 100% резьбовым зацеплением при осевой нагрузке. Это будет лучший , который вы можете получить от соединения, поскольку другие факторы (качество метчика, качество настройки резьбонарезания и т. д.) ухудшат его значение.
Да, более чем в 90% случаев использование сверла с увеличенным (согласно таблице) метчиком будет работать нормально. Проблема в том, что реальный ответ требует понимания применения и загрузки сустава. В вашу пользу работает то, что в большинстве конструкций используются винты/болты значительно большего размера, чем требуется на самом деле. Типичный винт M5 с пределом текучести 1100 МПа не поддастся, пока к нему не будет приложено усилие 13,8 кН. Конструкторы часто используют «оценку на глаз», а не смотрят на фактические нагрузки. Это приводит к условиям (1) использования резьбы гораздо большего размера, чем необходимо; или (2) выход из строя резьбы (обычно, когда винт или болт переходит в режим изгиба).
Jasonb
Победитель проекта месяца!!!
- #9
11/64 будет разумным дробным размером, если у вас нет сверл с буквами/цифрами.
Джейсон
Арнольдб
Известный член
- #10
Майк, тебе дали много хороших советов.
Кстати, большую часть времени я также использую метрическую систему. Я рано узнал, что места, где я могу купить метчики, также продают подходящие сверла для метчиков, и я стараюсь покупать сверла для метчиков нужного размера (или пару для метчиков <4 мм), когда покупаю метчики. Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Кроме того, это хорошо работает и для сверл для разверток; для своих разверток до 8 мм я покупаю высококачественные сверла, размер которых на 0,1 мм меньше, и проверяю их на сверление по размеру (не больше), а затем храню их вместе с развертками. Свыше 8 мм я использую сверла на 0,2 мм меньше, т.е. сверло 9,8 мм для развертки 10 мм. Это также избавит вас от многих разочарований в дальнейшем.
С уважением, Арнольд
Лью_Меррик_PE
Гость
- #11
арнольдб сказал:
Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Кроме того, это хорошо работает и для сверл для разверток; для своих разверток до 8 мм я покупаю высококачественные сверла, размер которых на 0,1 мм меньше, и проверяю их на сверление по размеру (не больше), а затем храню их вместе с развертками. Свыше 8 мм я использую сверла на 0,2 мм меньше, т.е. 9Сверло 0,8 мм для развертки 10 мм. Это также избавит вас от многих разочарований в дальнейшем.
Нажмите, чтобы развернуть…
Хотя я живу и работаю в почти исключительно дюймовом мире, это очень хороший совет. Почти все мои краны живут в деревянных лотках с поликарбонатной (лексановой – акриловой было бы лучше, но у меня есть клиент, для которого я все время делаю шаблоны из поликарбоната, и у меня осталось много мелких деталей) сдвижной крышкой. Каждый лоток предназначен для стандартного метчика, пробки, донышка и спирального метчика (как минимум) с «скользящей верхней стороной», направленной так, чтобы прозрачная крышка хорошо подходила. На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.
Каждый лоток предназначен для стандартного метчика, пробки, донышка и спирального метчика (как минимум) с «скользящей верхней стороной», направленной так, чтобы прозрачная крышка хорошо подходила. На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.
В таком же наборе лотков я держу свои метчики с удлиненной выточкой. Любой, кто не использовал их, будет приятно удивлен, когда дело дойдет до нарезки глубоких отверстий — вы можете сделать это глубже, чем разумно, когда вам нужно. Поскольку эти метчики обычно имеют длину 6 или 8 дюймов (150 или 200 мм), держать их со «стандартными» метчиками нецелесообразно.
Я думал сделать то же самое со своими развертками, но для меня это нецелесообразно. Сегодня утром я развёртывал алюминий (7075-T6), а сегодня днём буду развёртывать нержавеющую сталь 303. Для разных материалов нужны разные припуски. Если бы я работал с более узким диапазоном материалов, это, вероятно, сработало бы.
студент123
Известный член
- #12
Мужчины,
Спасибо за множество замечательных ответов.
Я выбрал 4,5 мм: сначала просверлил центр, затем 2 мм пилот (может быть, перебор?), затем 4,5 мм, затем нарезал резьбу. Работал нормально.
Майк
рози
Известный член
- №13
Привет всем
Как правило, чтобы найти размер отверстия для метрических метчиков, вы вычитаете шаг из диаметра метчика.
например M5x.7 = сверло 4,3
ура
Пол
мклоц
Известный член
- №14
Рузи сказал:
Привет всем
Как правило, чтобы найти размер отверстия для метрических метчиков, вы вычитаете шаг из диаметра метчика.
например, M5x.7 = сверло 4,3Нажмите, чтобы развернуть.
..
Одинаково хорошо работает и для Imperial…
1/4-20
0,25 – 1/20 = 0,2 => Сверло №7
(Вот, если бы только система Imperial использовала рациональную, основанную на размерах номенклатуру сверл. )
Деанофид
Известный член
- №15
mklotz сказал:
(Теперь, если бы имперская система использовала рациональную, основанную на размерах номенклатуру сверл.)
Нажмите, чтобы развернуть…
Стоппит!!
Насколько велика дыра М5? – Leonieclaire.
 com
comНасколько велика дыра M5?
Размер отверстия для общей метрической резьбы
| Номинальный размер | Шаг | Процент диаметра отверстия резьбового зацепления (мм) |
|---|---|---|
| М4,5 | 0,75 | 3,93 |
| 0,5 | 4,12 | |
| М5 | 0,9 | 4,32 |
| 0,8 | 4,39 |
Винт M5 какого диаметра?
Геометрия резьбы – метрическая грубая
| Резьба | Большой диаметр | Диаметр шага |
|---|---|---|
| М5 | 5,0 | 4,480 |
| М6 | 6,0 | 5.350 |
| М7 | 7,0 | 6.350 |
| М8 | 8,0 | 7,188 |
Насколько большим должно быть отверстие для винта M3?
Как правило, диаметр отверстия с зазором на 10 % превышает диаметр винта. Например, зазор для винта M3 имеет диаметр 3,2 мм или 3,5 мм. отверстие с зазором для винта M4 имеет диаметр 4,2 мм или 4,5 мм. И мы бы сделали отверстие диаметром 5,5 мм для винта М5.
Например, зазор для винта M3 имеет диаметр 3,2 мм или 3,5 мм. отверстие с зазором для винта M4 имеет диаметр 4,2 мм или 4,5 мм. И мы бы сделали отверстие диаметром 5,5 мм для винта М5.
Что такое зазор для винтов?
Проходное отверстие — это отверстие, просверленное в верхнем материале для предотвращения поддомкрачивания. Отверстие должно быть достаточно большим, чтобы в него вошел корпус шурупа, а резьба не зацепилась за материал.
Сверло какого размера вы используете для нарезания резьбы в отверстии 3/8?
Таблица размеров метчиков и сверл
| РАЗМЕР РЕЗЬБЫ | ДИАМЕТР СВЕРЛА Крупная резьба | МЕТЧИК РАЗМЕР |
|---|---|---|
| 3/8-16 | .3125 | 16/5 |
| 16-14 июля | .3680 | ‘У’ |
| 1/2-13 | .4219 | 27/64 |
| 16-12 сентября | .4844 | 31/64 |
Нужно ли предварительно засверливать шурупы?
Древесина: для всех шурупов необходимо просверлить направляющее отверстие с помощью сверла общего назначения, такого как спиральное сверло, прежде чем они будут закручены на место, чтобы предотвратить расщепление древесины.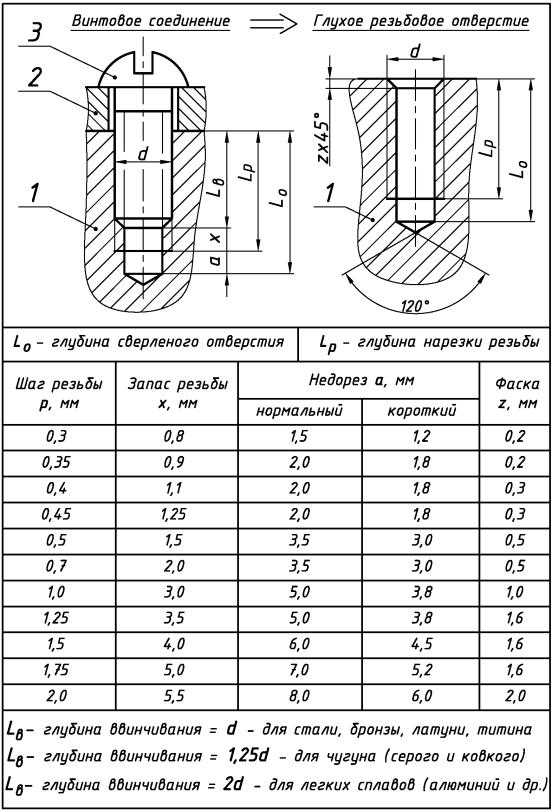 При использовании шурупов с квадратной головкой на древесине рекомендуется использовать шайбу, чтобы головка шурупа не врезалась в древесину при ударе.
При использовании шурупов с квадратной головкой на древесине рекомендуется использовать шайбу, чтобы головка шурупа не врезалась в древесину при ударе.
Что такое отверстие M8?
Размеры отверстий для метрических болтов Таким образом, диаметр стержня болта M8 будет чуть меньше 8 мм, что означает, что болт должен пройти через отверстие диаметром 8 мм. Например, для болта M8 со стандартным крупным шагом резьбы 1,25 мм потребуется нарезать резьбу диаметром 6,75 мм.
Какое сверло вы используете для шурупов?
Размеры почти всех сверл указаны на самом долоте. Что касается шурупов, вам нужно найти коробку или сумку, в которой они находились. Для шурупов размера 2 используйте биту 1/16. Для размера 9винт, используйте бит 9/64.
Каков стандартный размер винта?
Длина резьбы этих винтов должна быть не менее чем в полтора раза больше диаметра винта — длина резьбы не включает длину головки винта и любого анкера, который может иметь винт.