Диаметр отверстия под резьбу м16: Размеры сверл под резьбу м 16 mm
alexxlab | 08.12.1985 | 0 | Разное
как нарезать резьбу метчиком
Опубликовано в Разное
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения. Начиная от самолета и заканчивая мобильным телефоном – везде соединения на болтах, гайках и шурупах, а где болты там и резьба. Иногда возникает потребность самому нарезать резьбу. Если купить болты и шурупы с различной резьбой не проблема, то нарезать резьбу внутри детали дело отнюдь не легкое.
Чем делают резьбу, инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы называется метчик. Метчики делают из специальной быстрорежущей стали РМ5. Метчики закаливаются специальным образом, не приобретайте китайские метчики и метчики непроверенных производителей – сталь может быть мягкой.
Такой инструмент может и нарежет резьбу в пластмассе, дереве или текстолите, может быть удастся нарезать резьбу в меди и алюминии, но он сломается при первой же попытке нарезать резьбу в металле.
Каким диаметром сверлить отверстие под резьбу.
Чтобы нарезать резьбу просто и без усилий нужно правильно просверлить отверстие. Если взять слишком маленькое сверло то нарезать резьбу будет проблематично, инструмент может заклинить, а то и вовсе он может сломаться, особенно это касается нарезания резьбы в твердых сталях и чугунах.
Если же просверлить слишком большое отверстие, то метчик не прорежет достаточную глубину витков, как итог винт будет плохо держаться в детали, соединение получится не прочным.
Как правильно нарезать резьбу метчиком.
Для нарезания качественной резьбы часто используют два и даже три метчика. Первым метчиком нарезают черновую резьбу, вторым метчиком делают чистовую резьбу, третий метчик обычно служит для того чтобы «откалибровать» резьбу (применяется для более точной резьбы).
Чтобы качественно нарезать резьбу в детали, нужно взять метчик №1. Метчик предварительно смазывается машинным маслом.
После того как резьба нарезана, очищают деталь от стружки и мусора, и если нужно прогоняют резьбу метчиком №2.
Общие правило подсчета резьбы.
Чтобы вычислить диаметр отверстия для резьбы можно воспользоваться следующей формулой:
Отверстие под метчик = Диаметр резьбы – шаг резьбы.
Пояснение: у резьбы есть два параметра первый это шаг резьбы второй это диаметр резьбы. Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.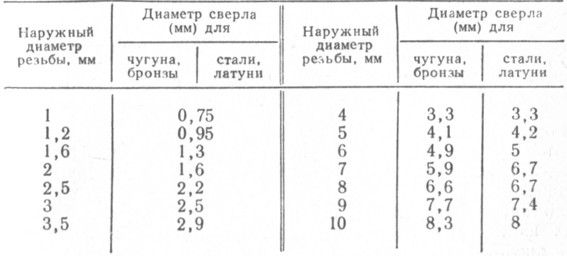
Пример: Нужно нарезать резьбу М8 с шагом 1.25. Согласно формуле делаем расчет: Отверстие под метчик = 8 – 1.25 = 6.75. Сверлим отверстие сверлом 6.7 если метчик новый, или 6.8 если метчик старый.
Отверстие под резьбу М4
Допустим требуется нарезать резьбу под М4 с шагом 1 и 1.25. Сделаем расчет:
Диаметр отверстия под резьбу М4 = 4 – 1 = 3
Диаметр отверстия под резьбу М4 с шагом 1.25 = 4 – 1,25 = 2.75
Чтобы нарезать резьбу под М4 нужно просверлить отверстие диаметром 3мм для резьбы с шагом 1, и 2.75мм для резьбы с шагом 1.25.
Отверстие под резьбу М5
Часто требуется нарезать резьбу под М5 с шагом 1. Расчет такой:
Диаметр отверстия под резьбу М5 = 5 – 1 = 4.
Чтобы нарезать резьбу под М5 с шагом 1 нужно сверло диаметром 4мм.
Какое отверстие сверлить под резьбу М6
Резьба М6 наверное самая распространенная в мире, поэтому сделаем расчет для того чтобы узнать диаметр отверстия под резьбу М6. Согласно формуле:
Согласно формуле:
Отверстие под резьбу М6 шаг 1 = 6 – 1 = 5
Отверстие под резьбу М6 шаг 1.25 = 6 – 1.25 = 4.75
Таким образом потребуется сверло диаметром 5 мм для резьбы М6х1, и диаметр 4,75 для резьбы М6х1.25
Какое отверстие сверлить под резьбу М8
Резьба М8 тоже довольно часто встречается, поэтому сделаем расчет:
Диаметр отверстия под резьбу М8 = 8 – 1 = 7
Диаметр отверстия под резьбу М8х1.25 = 8 – 1.25 = 6.75
Диаметр сверла под резьбу М8 получается соответственно 7 и 6.75 мм, для шага резьбы 1 и 1.25.
Какое отверстие сверлить под резьбу М10
Иногда требуется нарезать резьбу М10х1.5 и М10х1.25. Произведем расчет для этих значений.
Диаметр отверстия под резьбу М10 шаг 1.5 = 10 – 1.5 = 8.5
Диаметр отверстия под резьбу М10 шаг 1.25 = 10 – 1.25 = 8.75
Таким образом согласно формуле получаем следующие значения: для шага 1.5 берем сверло 8.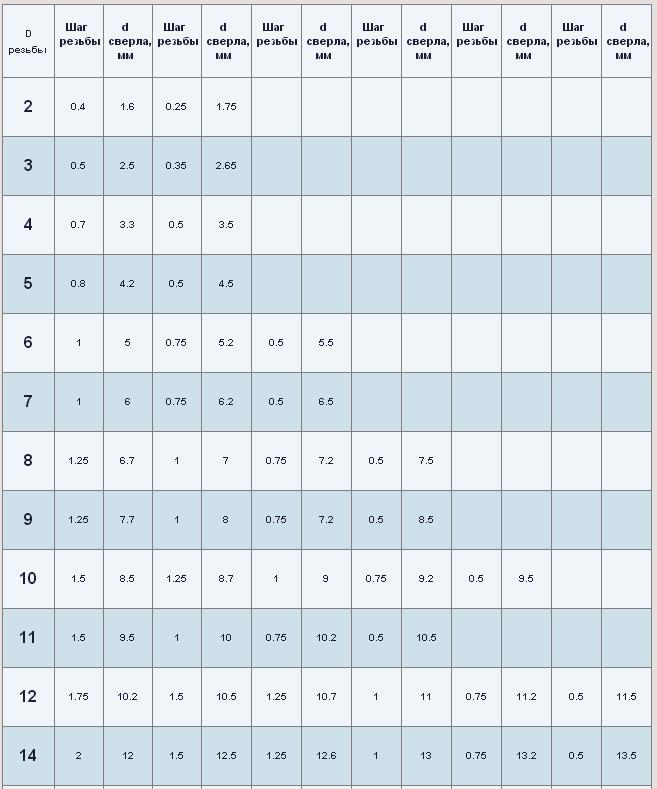 5мм, для шага 1.25 сверло диаметром 8.75мм.
5мм, для шага 1.25 сверло диаметром 8.75мм.
Какое отверстие сверлить под резьбу М12
Для того чтобы соединение было надежным и прочным, произведет расчет для резьбы М12.
Диаметр отверстия под резьбу М12 шаг 1.5 = 12 – 1.5 = 10.5
Диаметр отверстия под резьбу М12 шаг 1.75 = 12 – 1.75 = 10.25
Сверлим отверстие сверлом 10.5 для шага 1.5, и сверлом 10.25 для шага 1.75.
Диаметр отверстия под резьбу М16
Ну и напоследок сделаем расчет для резьбы М16 с шагом 2.
Отверстие под резьбу М16 = 16 – 2 = 14
Сверлить нужно сверлом диаметром 14.
Диаметр сверла под резьбу таблица.
Для более точного определения отверстий для нарезания резьбы можно воспользоваться таблицей приведенной ниже. Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
Резьба | Шаг резьбы | Диаметр отверстия номинальный (предельный) |
М2 | 0,25 | 1,75–1,77 (1,81) |
0,4 | 1,60–1,62 (1,68) | |
М2,5 | 0,35 | 2,15–2,17 (2,22) |
0,45 | 2,05–2,07 (2,13) | |
М3 | 0,35 | 2,65–2,67 (2,72) |
0,5 | 2,50–2,52 (2,58) | |
М4 | 0,5 | 3,50–3,52 (3,64) |
0,7 | 3,30–3,33 (3,46) | |
М5 | 0,5 | 4,50–4,52 (4,64) |
4,2–4,23 (4,42) | ||
М6 | 0,5 | 5,50–5,52 (5,64) |
0,75 | 5,20–5,23 (5,42) | |
1,0 | 4,95–5,00 (5,21) | |
М7 | 0,5 | 6,50–6,52 (6,64) |
0,75 | 6,20–6,23 (6,42) | |
1,0 | 5,95–6,00 (6,26) | |
М8 | 7,50–7,52 (7,64) | |
0,75 | 7,20–7,23 (7,42) | |
1 | 6,95–7,00 (7,21) | |
1,25 | 6,70–6,75 (6,96) | |
| М9 | 0,5 | 8,50–8,52 (8,64) |
0,75 | 8,20–8,23 (8,42) | |
1 | 7,95–8,00 (8,21) | |
1,25 | ||
М10 | 0,5 | 9,50–9,52 (9,64) |
0,75 | 9,20–9,23 (9,42) | |
1 | 8,95–9,00 (9,21) | |
| 1,25 | 8,70–8,75 (8,96) | |
1,5 | 8,43–8,50 (8,73) | |
М11 | 0,5 | 10,50-10–52 (10,64) |
0,75 | 10,20–10,23 (10,42) | |
1 | 9,95–10,00 (10,21) | |
1,5 | 9,43–9,50 (9,73) | |
М12 | 0,5 | 11,50–11,52 (11,64) |
0,75 | 11,20–11,23 (11,42) | |
1 | 10,95–11,00 (11,21) | |
1,25 | 10,70–10,75 (10,96) | |
1,5 | 10,43–10,50 (10,73) | |
1,75 | 10,20–10,25 (10,56) | |
М14 | 0,5 | 13,50–13,52 (13,64) |
0,75 | 13,20–13,23 (13,42) | |
1 | 12,95–13,00 (13,21) | |
1,25 | 12,70–12,75 (12,96) | |
1,5 | 12,43–12,50 (12,73) | |
2 | 11,90–11,95 (12,30) | |
М16 | 0,5 | 15,50–15,52 (15,64) |
0,75 | 15,20–15,23 (15,42) | |
1 | 14,95–15,00 (15,26) | |
1,5 | 14,43–14,50 (14,73) | |
2 | 13,90–13,95 (14,30) | |
М18 | 0,5 | 17,50–17,52 (17,64) |
0,75 | 17,20–17,23 (17,42) | |
1 | 16,95–17,00 (17,21) | |
1,5 | 16,43–16,50 (16,73) | |
2 | 15,90–15,95 (16,30) | |
2,5 | 15,35–15,40 (15,88) | |
М20 | 0,5 | 19,50–19,52 (19,64) |
0,75 | 19,20–19,23 (19,42) | |
1 | 18,95–19,00 (19,21) | |
1,5 | 18,43–18,50 (18,73) | |
2 | 17,90–17,95 (18,3) | |
2,5 | 17,35–17,40 (17,88) |
Общие правила выбора сверла.

Сверло из набора выбирайте как можно ближе к посчитанному диаметру отверстия. Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
При сверлении ручной дрелью помните, что отверстие получается чуть больше за счет биения инструмента (отверстие разбивается), в соответствии с этим выбирайте сверло с запасом в меньшую сторону.
При нарезании резьбы не забывайте подливать машинного масла или смазки ВД-40 или другой аналогичной.
Не торопитесь. Лучше нарезать резьбу медленно и аккуратно.
Удачи Вам в нарезании резьбы.
- метчик
- резьба
- отверстие под резьбу
Вперёд >
Добавить комментарий
Болты М16: преимущества и характеристики
Строительные работы любого масштаба не обходятся без использования многочисленных компонентов, в том числе болтов М16. Наименование имеет шестигранную форму с метрической резьбой, в которой выступы чередуются. Такая структура способствует улучшению надежности и стабильности созданного соединения. Именно поэтому болты М16 наиболее часто используются как в бытовом, так и промышленном строительстве. Благодаря уникальной структуре, изделия надежно скрепляют даже габаритные объекты.
В качестве материала для производства болтов М16 используется сталь, устойчивая к коррозийному воздействию за счет чего изделия не поддаются гниению, деформационным процессам из-за попадания влаги. Также наименования абсолютно не взаимодействуют с окружающей средой, не поддаются действию химических веществ, сохраняя внутреннюю стабильность.
В отличие от сварных конструкций, болты М16 можно использовать многократно. Созданные при помощи таких изделий соединения легко демонтировать и заменять. За счет этого болтовые соединения гораздо чаще применяются в строительстве.
Классификация болтов М16: классы точности, прочности и материалов
Стоит отметить, что в этих наименованиях резьба представлена в метрическом виде.
Болты М16 согласно государственному стандарту, регламентирующему требования к строительным компонентам, а в частности болтам, ГОСТ 7805-70, имеют шаг резьбы в 1,25 мм, который относится к первому типу, и мелкий – 1,0 миллиметров.
Помимо резьбы, болт имеет несколько вариантом исполнения. Для шестигранного изделия характерен тот тип, который предполагает стопорения резьбового соединения и позволяет уменьшить размер болта для облегчения конечных габаритов строительной конструкции.
Болты М16 имеют несколько классов точности: высокий, средний и низкий класс точности(КТ), которые обозначается как A, B, C соответственно. Такая характеристика как КТ имеет свои отличия. Различия представлены в показателях, определяющих такое свойства, как шероховатость.
Болты М16 в основном имеют класс точности А с показателем прочности 8.8. Это позволяет использовать изделия для создания соединений, которые выполняют основные задачи. Наименования наивысшего класса точности А задействуют при соединениях, являющихся основными и выполняющими наиболее ответственные задачи.
Материалы для изготовления болтом М16 «ЮНИФОРМ-МЕТАЛЛ»
Для производства болтов, в том числе М16, используют следующие материалы:
- обыкновенная сталь – СТ3 или СТ3КП;
-
стали, имеющие углеродистую структуру.
 К таковым относится материал следующих марок: 10, 10КП, 20, 20КП, 35, 40, 45;
К таковым относится материал следующих марок: 10, 10КП, 20, 20КП, 35, 40, 45; - углеродистые стали с легированными свойствами. Основными представителями являются материалы: 40Х, 20ХГСА, 30ХГСА, 35ХГСА, 40ХГСА;
- стали, применяющиеся для создания сварных строительных конструкций – материал марки 09Г2C.
Также при изготовлении болтов М16 применяются нержавеющие стали марок 10Х17Н13М2Т, AISI 316 и жаропрочные материалы 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 20Х13, 30Х13, 40Х13, AISI 304.
Технические характеристики болтов класса М16
Действующий государственный ГОСТ 7798-70 и международный стандарт DIN 933,931 определяют ряд следующих свойств:
- резьбовый шаг соединительного компонента – 2мм (крупный), мелкий – 1,5 мм;
- диаметр стержня болта – 16 мм, что соответствует его названию;
- ключ, который необходимо использовать для работы с болтом – 24;
- высота головки болта (стандартизированная) – 10 мм с нулевым допуском;
- диаметр общей окружности – 26, 2 мм соответственно;
- диаметр отверстия, в которое может войти болт – 4 мм без допуска;
-
расстояние до оси вкручивания – 5 мм.

Специфика использования болтов М16
Изделия за счет свой стандартизированной формы широко распространены во всех сферах промышленности. Эти компоненты применяются для изготовления промышленного оборудования, их задействуют при сборке и разборке различных конструкций, в том числе станков, габаритных и силовых установок.
Крепежные наименования нередко используются в металлообработке, при изготовлении различных изделий из бетона. Также болты М16 востребованы при организации ремонта и технического обслуживания оборудования специального предназначения.
Болты м16 за счет оцинкованного покрытия является один из основных элементов при строительно-монтажных работах. Такая востребованность обусловлена чрезвычайной стойкостью к коррозийному воздействию, не взаимодействию со строительными материалами при контакте. Также болты задействуют в строительстве дорожных полотен.
Преимущества болтов М16 «ЮНИФОРМ-МЕТАЛЛ»
Из отличительных особенностей таких компонентов стоит отметить устойчивость к любым деформационным процессам. Болты не изменяют своей первозданной формы даже при длительном воздействии высокой нагрузки, также изделия не плавятся от значительных температур, что позволяет использовать их для наружных строительных работ.
Болты не изменяют своей первозданной формы даже при длительном воздействии высокой нагрузки, также изделия не плавятся от значительных температур, что позволяет использовать их для наружных строительных работ.
Также компоненты не изменяют свою первозданную форму при длительном вибрационном воздействии, поэтому болты м16 задействуют при изготовлении промышленных станков. За счет высочайшей стойкости к резким температурным перепадам изделия применяют в строительстве утеплительных систем в качестве крепежного компонента.
Болты М16 имеют широкую классификацию за счет чего существенно расширяется специфика использования, а высокий класс точности обеспечивает прочность, надежность, безопасность, созданных с помощью средств М16, соединений.
Наименование для создания конструкционных соединений:
- не препятствует проникновению радиочастотных сигналов;
- не имеет магнитные свойства;
- отличается высокой устойчивостью к механическим нагрузкам;
-
имеет длительный срок службы.

Болты м16 отличаются возможностью многократного использования. Соединения можно повторно применять даже после «тяжелого» демонтажа конструкций и при этом они все также будут выполнять свои задачи.
Преимущества работы со строительным магазином «ЮНИФОРМ-МЕТАЛЛ»
Наш магазин на рынке строительных компонентов свыше 5-лет, что позволило нам полностью изучить специфику рынка. Поэтому мы предоставляем только актуальные и многофункциональные компоненты для любой сферы деятельности.
Ассортимент магазина насчитывает свыше 10 групп товаров для различных задач. Товарное разнообразие представлено не только шайбами, заклепками. У нас вы найдете высококачественные болты М16 по лучшей цене. Оптовым покупателям и постоянным заказчикам предоставляем персональные условия сотрудничества, для всех клиентов действуют уникальные дисконтные системы.
Возникли проблемы с выбором? Обращайтесь прямо сейчас, и наши менеджеры в кратчайшие сроки помогут вам подобрать необходимое наименование для выполнения конкретно ваших задач. Покупайте болты м16 у нас, и экономьте до 34% средств.
Покупайте болты м16 у нас, и экономьте до 34% средств.
Шпилька М16 ДСТУ 22042 ДСТУ 22043 для деталей з гладкими отворами — купити за найкращою ціною в Україні від Схід-Інтер™
Опис
Характеристики
Специфікації
Інформація для замовлення
Опис шпилька М16 ДСТУ 22042, 22043 для деталей з гладкими отворами
Шпилька різьбова ДСТУ 22042, 22043 (гост 22042, 22043) номінальний діаметр різьби 16 мм — різьбовий стрижень класу точності B (ДСТУ 22042-76) і A (ДСТУ 22043-76) з двома однаковими по довжині різьбовими кінцями або з різьбою по всій довжині. Шпилька ДСТУ 22042, ДСТУ 22043 призначена для гладких отворів в деталях і виробляється з вуглецевої, легованої, нержавіючої, жароміцної сталі марок 10, 20, 35, 45, 35Х, 40Х, 30ХГСА, 40ХНМА, 08Х18Н10, 08Х18Н10Т, 10Х17Н13М2, 12Х18Н10Т, 20Х13, 25Х1МФ, 25Х2М1Ф, 30ХМА або їх аналогів і постачається в класі міцності 5.8, 8.8, 10.9*. Для корозійного захисту на сталеву чорну шпильку може бути нанесене цинкове покриття, в той час як шпилька з нержавіючої і жароміцної стали успішно протистоїть впливу агресивних середовищ.
* Для шпильок з вуглецевої або легованої сталі.
Можливо вас також зацікавить виробництво шпильок з різних марок сталі і сплавів.
Шановні клієнти! Ціни вказані з ПДВ. Будь ласка, зверніть увагу на попередні умови та мінімальну суму замовлення шпильки М16 ДСТУ 22042, 22043 [детальніше]
Вага та розміри шпилька М16 ДСТУ 22042, 22043 для деталей з гладкими отворами
Нижче наведені основні характеристики, розміри та вага шпильки М16 ДСТУ 22042, 22043 для гладких отворів.
Ви можете подивитися опис і розміри шпильок ДСТУ 22042, 22043, а також схожих стандартів DIN 975 та DIN 976 в повному тексті цих стандартів у форматі pdf в розділі Специфікації або у Довіднику стандартів ДСТУ DIN..
Розміри
| ДСТУ 22042, ДСТУ 22043 | |
| номінальний діаметр різьби, d | 16 |
| крок різьби, P | 2 – великий 1,5 – малий |
| діаметр стрижня, d1 | 16 |
| діаметр стрижня, d2 | ≈ 16 |
| довжина, l | 55 – 500 |
| клас міцності | 5. 8, 8.8 8, 8.8 |
Вага
Не знаєте як визначити довжину шпильок ДСТУ 22042, ДСТУ 22043 для гладких отворів?
| M16 | ДСТУ 22042, ДСТУ 22043 | ||
| Довжина шпильки, l [1] | Довжина різьби, b [2] | Вага 1 шт, кг [3] | |
| Виконання 1 | Виконання 2 | ||
| 55 | * | 0,07328 | 0,07325 |
| 60 | * | 0,07995 | 0,07991 |
| 65 | * | 0,08661 | 0,08657 |
| 70 | * | 0,09327 | 0,09323 |
| 75 | * | 0,09993 | 0,09988 |
| 80 | * | 0,10660 | 0,10654 |
| 85 | * | 0,11330 | 0,11320 |
| 90 | * | 0,11990 | 0,11986 |
| 95 | 38 | 0,13120 | 0,12652 |
| 100 | 38 | 0,13910 | 0,13318 |
| 105 | 38 | 0,14700 | 0,13984 |
| 110 | 38 | 0,15490 | 0,14650 |
| 115 | 38 | 0,16280 | 0,15315 |
| 120 | 38 | 0,17070 | 0,15981 |
| 130 | 44 | 0,18650 | 0,17313 |
| 140 | 44 | 0,20230 | 0,18645 |
| 150 | 44 | 0,21810 | 0,19977 |
| 160 | 44 | 0,23090 | 0,21309 |
| 170 | 44 | 0,24670 | 0,22640 |
| 180 | 44 | 0,26250 | 0,23972 |
| 190 | 44 | 0,27820 | 0,25304 |
| 200 | 44 | 0,29400 | 0,26636 |
| 220 | 57 | 0,32560 | 0,29299 |
| 240 | 57 | 0,35720 | 0,31963 |
| 260 | 57 | 0,38870 | 0,34626 |
| 280 | 57 | 0,42030 | 0,37290 |
| 300 | 57 | 0,45180 | 0,39953 |
| 320 | 57 | 0,48340 | 0,42617 |
| 340 | 57 | 0,51500 | 0,45281 |
| 360 | 57 | 0,54660 | 0,47944 |
| 380 | 57 | 0,57810 | 0,50633 |
| 400 | 57 | 0,60970 | 0,53298 |
| 420 | 57 | 0,64130 | 0,55963 |
| 450 | 57 | 0,68860 | 0,59960 |
| 480 | 57 | 0,73600 | 0,63658 |
| 500 | 57 | 0,76750 | 0,66623 |
Всі розміри вказані в міліметрах.
1. ↑ Увага: Не всі довжини, зазначені в таблиці, можливі до постачання, уточнюйте у менеджерів.
2. ↑ Знаком * відмічені шпильки з повною різьбою. За запитом споживача для всіх шпільок може бути виконана різьба по всій довжині.
3. ↑ Значення ваги шпильок ДСТУ 22042-76, ДСТУ 22043-76 є довідковими.
Як купити шпилька М16 ДСТУ 22042, 22043 для деталей з гладкими отворами
Увага. Цей товар поставляється з характеристиками: ДСТУ 22042-76, виконання 2, клас міцності 5.8, великий крок різьби, без покриття; доступні до замовлення шпильки ДСТУ 22042 виконання 1, шпильки ДСТУ 22043 (виконання 1 і 2), шпильки клас міцності 8.8 і 10.9, шпильки з малим кроком різьби, шпильки з цинковим хроматованим покриттям, а також шпильки з нержавіючої та жароміцної сталі (тільки для діаметрів від М24, марки сталі, доступні для замовлення, уточнюйте менеджера). Будь ласка, уточнюйте у вашого менеджера ціни і можливість поставки шпильки М16 ДСТУ 22042, 22043, в тому числі з іншими характеристиками. Мінімальне замовлення для однієї позиції цього товару вказано в ціновому блоці цієї сторінки, при загальній мінімальній сумі замовлення від 600 грн., а за відсутності позиції на складі — кратно паковання (тип паковання дивіться на вкладці Характеристики або уточніть у вашого менеджера). Ціна на шпильки ДСТУ 22042, ДСТУ 22043 вказана «від», тому перед онлайн-оплатою рекомендуємо уточнити у менеджера необхідну вам довжину шпильки, клас міцності, виконання різьби, марку сталі, вимоги до захисного покриття, а також наявність і ціну виходячи з вашої потреби. ↑
Підтримка. Ви можете отримати додаткову інформацію про товар, умови його придбання, а також про роботу компанії на сторінках Найпоширеніші питання, Контакти або замовити послугу Передзвоніть мені.
Гарантія. Цей товар відповідає заявленим стандартам ДСТУ, ДСТУ, DIN, ISO. На вимогу замовника, партія товару супроводжується сертифікатом або випискою з сертифіката якості, а для деяких видів кріплення – результатами випробувань та/або сертифікатом якості на матеріал.
Доставка здійснюється по всій території України (Київ, Харків, Черкаси, Донецьк, Суми, Львів, Луцьк, Рівне, Одеса, Вінниця, Ужгород, Чернігів, Житомир, Хмельницький, Херсон, Луганськ, Дніпро, Кропивницький, Івано-Франківськ, Тернопіль, Миколаїв, Чернівці, Запоріжжя, Полтава та інші міста) службами автоперевезень Делівері, Нова Пошта, САТ і власним автотранспортом компанії Схід-Інтер.
Рекомендоване кріплення для шпильки М16 ДСТУ 22042, 22043 для деталей з гладкими отворами
| Гайка М16 DIN 315 GF 5.0 | |
| Гайка М16 DIN 315 GF нерж | |
| Гайка М16 DIN 439 04, 05 | |
| Гайка М16 DIN 439 нерж | |
| Гайка М16 DIN 934 5.0 | |
| Гайка М16 DIN 934 5.0 без покриття – 30 шт/пак | |
| Гайка М16 DIN 934 5.0 цинк – 30 шт/пак | |
| Гайка М16 DIN 934 8.0 | |
| Гайка М16 DIN 934 10.0 | |
| Гайка М16 DIN 934 нерж | |
| Гайка М16 DIN 936 04, 05 | |
| Гайка М16 DIN 982 8. 0, 10.0 | |
| Гайка М16 DIN 982 нерж | |
| Гайка М16 DIN 985 8.0, 10.0 | |
| Гайка М16 DIN 985 нерж | |
| Гайка М16 DIN 6923 8.0, 10.0 | |
| Гайка М16 DIN 6923 нерж | |
| Гайка М16 ДСТУ 5915 5.0, 6.0 | |
| Гайка М16 ДСТУ 5915 8.0, 10.0 | |
| Гайка М16 ДСТУ 5916 04, 05 | |
| Гайка М16 ДСТУ 5918 5.0, 6.0 | |
| Гайка М16 ДСТУ 5918 5.0, 6.0 | |
| Шайба М16 DIN 93 сталь | |
| Шайба М16 DIN 93 нерж | |
| Шайба М16 DIN 125 140HV | |
| Шайба М16 DIN 125 без покриття – 30 шт/пак | |
| Шайба М16 DIN 125 цинк – 30 шт/пак | |
| Шайба М16 DIN 125 300HV | |
| Шайба М16 DIN 125 нерж | |
| Шайба М16 DIN 127 сталь | |
| Шайба М16 DIN 127 без покриття – 30 шт/пак | |
| Шайба М16 DIN 127 цинк – 30 шт/пак | |
| Шайба М16 DIN 127 нерж | |
| Шайба М16 DIN 432 сталь | |
| Шайба М16 DIN 432 нерж | |
| <a href=”https://vostok-inte</td> |
- GOST 22043 76.
 pdf
pdf - GOST 22042 76.pdf
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Балочные системы. Определение реакций опор и моментов защемления |
⇐ ПредыдущаяСтр 2 из 5Следующая ⇒ В данном задании мы используем метрическую резьбу, у которой образующим профилем являются равносторонний треугольник со срезанными вершинами или скругленными впадинами (рис. 6), табл. 1, где d – диаметр метрической резьбы; d вн – внутренний диаметр резьбы; p – шаг резьбы. Рис. 6 Таблица 1 Диаметры и шаги метрической резьбы. Ряд 1. ГОСТ 8724-81
Стандартная метрическая резьба бывает с крупным и мелким шагом. Например, в обозначении М 24 ´ 2 – 6g: М – условное обозначение профиля резьбы; 24 – наружный диаметр резьбы; 2 – мелкий шаг резьбы; 6g – поле допуска наружной резьбы. Правая резьба по направлению. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ДЕТАЛЕЙ Фаска. Проточка Фаска – это срезанная в виде усеченного конуса кромка цилиндрического или конического стержня или отверстия. Фаски упрощают процесс нарезания резьбы и облегчают соединение между собой резьбовых деталей. Фаски, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбового отверстия или стержня, не изображаются. Проточка– кольцевой желобок на стержне или кольцевая выточка в отверстии, выполняемая перед нарезанием резьбы и предназначенная для выхода резьбонарезного инструмента. Таблица 2 Резьба метрическая наружная. Проточка, фаска. ГОСТ 10549-80
Таблица 3 Резьба метрическая внутренняя.
Внутренняя резьба Наружная резьба Рис. Рифления прямые и сетчатые ГОСТ 21474–75 «Рифления прямые и сетчатые. Форма и основные размеры» устанавливает параметры рифлений в зависимости от диаметра и ширины накатываемой поверхности. Рифления условно изображают тонкими сплошными линиями, параллельными оси, если рифление прямое; если рифление сетчатое – то наклонными линиями в двух направлениях под углом (рис. 8, табл. 4). Рис. 8 На чертежах рифление допускается изображать с одной стороны относительно оси, расстояние между линиями одинаковое. С торца рифление не изображается. Таблица 4 12345 Читайте также: Техника прыжка в длину с разбега Тактические действия в защите История Олимпийских игр История развития права интеллектуальной собственности |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 24; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Метрическая резьба с крупным шагом применяется в основном в тех случаях, когда на резьбу действуют значительные удельные нагрузки. Метрическую резьбу с мелким шагом используют при соединении между собой деталей приборов, а также тонкостенных и недостаточно жестких деталей.
Метрическая резьба с крупным шагом применяется в основном в тех случаях, когда на резьбу действуют значительные удельные нагрузки. Метрическую резьбу с мелким шагом используют при соединении между собой деталей приборов, а также тонкостенных и недостаточно жестких деталей. При нарезании резьбы на стержне проточки делают диаметром несколько меньшим, чем внутренний диаметр резьбы, а в конце резьбового отверстия – несколько большим, чем наружный диаметр резьбы. Проточка позволяет получить одинаковый профиль резьбы на всем резьбовом участке без сбега. Размеры проточки и фаски зависят от шага резьбы (табл. 2, 3). Пример изображения приведен на рис. 7.
При нарезании резьбы на стержне проточки делают диаметром несколько меньшим, чем внутренний диаметр резьбы, а в конце резьбового отверстия – несколько большим, чем наружный диаметр резьбы. Проточка позволяет получить одинаковый профиль резьбы на всем резьбовом участке без сбега. Размеры проточки и фаски зависят от шага резьбы (табл. 2, 3). Пример изображения приведен на рис. 7. Проточка, фаска. ГОСТ 10549-80
Проточка, фаска. ГОСТ 10549-80 7
7 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 176.9.44.166 (0.007 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 176.9.44.166 (0.007 с.)Диаметр под наружную резьбу
Главная » Разное » Диаметр под наружную резьбу
Диаметры стержней под нарезание резьбы
Диаметры стержней под нарезание резьбы
Главная / Вело / Диаметры стержней под нарезание резьбы
|
|||||||||

 1
1 1
1 4
4 6
6Сайт управляется системой uCoz
Нарезание наружной резьбы
Нарезание наружной резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты, шпильки и винты. Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а). Шпилька – цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт – цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
рис справа а). Шпилька – цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт – цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
Основные элементы резьбы: угол подъема винтовой линии а,
шаг резьбы р, угол профиля у, наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки. Они бывают круглые(рис. слева а), резьбонакатные(б) и раздвижные(в).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
В корпусе резьбонакатной плашки(рис. б выше) установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р(см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М5 | 0,75 | 4,8 | 4,8 |
| М6 | 1 | 5,8 | 5,8 |
| М8 | 1,25 | 7,8 | 7,9 |
| М10 | 1,5 | 9,75 | 9,85 |
| М12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20. ..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево.
При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрами-кольцами и резьбовыми пробками(см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы – это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы – диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы – диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.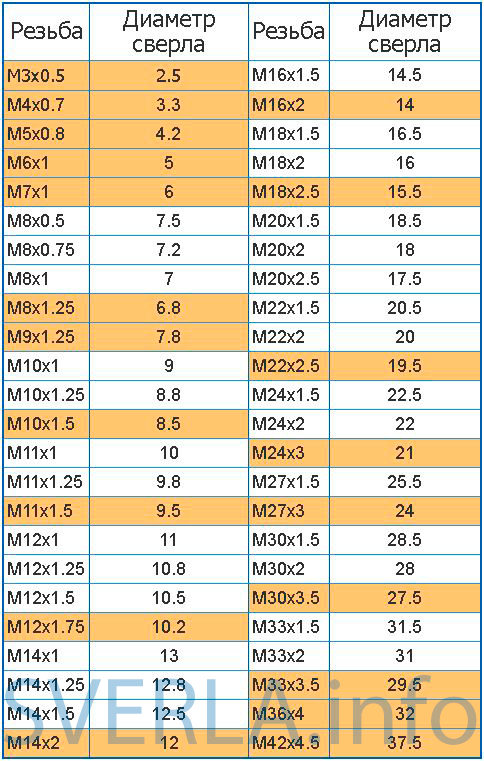
Угол профиля – угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля – участок профиля, соединяющий боковые стороны выступа.
Впадина профиля – участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы – угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля – угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба – имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.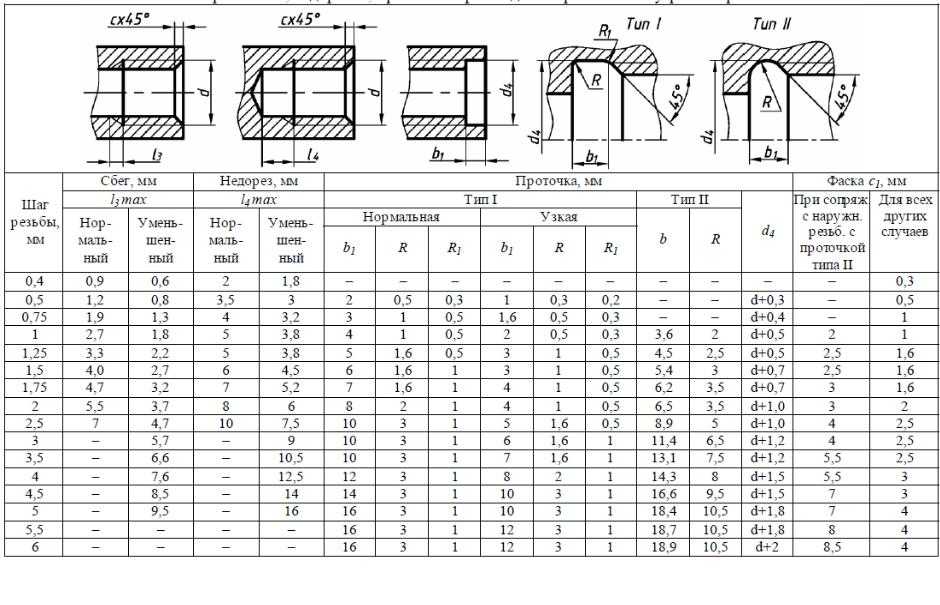
Трубная коническая резьба – имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба – применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы – применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую.
Упорные резьбы – крупная, нормальная и мелкая – применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба – применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая – трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба – применяется для червяков.
Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Slesarnaya 9 Нарезание резьбы
1. СЛЕСАРНАЯ ОБРАБОТКА
НАРЕЗАНИЕ РЕЗЬБЫ
Нарезанием резьбы называется образование резьбы снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
Резьба характеризуется профилем, шагом и диаметром. В зависимости от конфигурации профиля резьба бывает треугольной, трапецеидальной, прямоугольной и круглой.
По направлению движения винтовой линии резьба бывает правой и левой. В судостроении применяют в основном правую резьбу. Кроме того, резьбы бывают одно и многозаходными. Однозаходные имеют малые углы подъема винтовой линии и применяются для надежного крепления деталей. В судостроении применяют три системы резьб: метрическую, дюймовую и трубную.
Резьбу на деталях получают нарезанием на резьбонарезных, сверлильных и токарных станках, накатыванием или вручную при помощи метчиков, служащих для нарезания внутренней резьбы (рис. 1.21), и плашек, используемых для нарезания наружной резьбы (рис. 1.22).
Метчики делятся на ручные и машинные, изготавливаемые из инструментальной стали марок У8, У12, 9ХС. Для нарезания внутренней резьбы вручную требуется большое усилие. Для облегчения работы и для получения более чистой резьбы ручные метчики выпускаются комплектно: черновой, средний и чистовой, причем на метчиках соответственно наносят 1, 2 и 3 кольца для их различия.
Для уменьшения нагревания метчика и для получения более чистой резьбы необходимо применять смазочно-охлаждающие жидкости, выбираемые в зависимости от материала детали.
Рис. 1.21. Инструмент для нарезания внутренней резьбы:
а – метчик и его части; б – цилиндрические метчики; в – конический метчик;
г – гаечный метчик; д – плашечный метчик; е – маточный метчик
Наружную резьбу нарезают с помощью плашек (лерок). Плашки бывают круглые (цельные и разрезные) и призматические (раздвижные). Цельными плашками можно нарезать резьбу только одного диаметра, а разрезными можно регулировать диаметр резьбы, нарезаемой в небольших пределах.
Нарезание резьбы производят за один проход. Призматические плашки состоят из двух половинок, благодаря чему полный профиль резьбы можно нарезать за несколько проходов.
До нарезания резьбы в деталях сверлят отверстия диаметром несколько меньше, чем диаметр будущей резьбы.
Диаметр сверла выбирают по табличным данным (табл. 1.5) или вычисляют по формулам:
1.5) или вычисляют по формулам:
Dсв = dр – S, мм или d = D – 1,5 t, мм,
где Dсв – диаметр сверла, мм; dр – диаметр резьбы, мм; S – шаг резьбы, мм; d – диаметр отверстия под резьбу, мм; D – наружный диаметр резьбы, мм; t – глубина резьбы, мм.
Рис. 1.22. Инструмент для нарезания наружной резьбы:
а – цельная плашка; б – разрезная плашка и ее части;
в – резьбонакатная плашка; г – раздвижная плашка
Таблица 1.5 Диаметры свёрл, применяемых для получения резьбовых отверстий
Диаметр нарезанной резьбы измеряют штангенциркулем. Для определения шага резьбы применяют резьбомер. Для комплексной проверки резьбы применяют комплект резьбовых калибров, состоящий из проходного и непроходного калибров.
Диаметр стержня для нарезания резьбы определяют по табл.1.6.
Таблица 1. 6
Диаметр стержня для нарезания резьбы
6
Диаметр стержня для нарезания резьбы
Нарезание наружной резьбы – Нарезание резьбы
Нарезание наружной резьбы
Категория:
Нарезание резьбы
Нарезание наружной резьбы
Наружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки) изготовляют цельными и разрезными.
Цельная плашка представляет собой стальную закаленную гайку, в которой через резьбу прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части длиной 1/2 — 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.
Диаметры цельных круглых плашек предусмотрены стандартом для основной метрической резьбы — от 1 до 76 мм, для дюймовой — от 1/4 до 2” , для трубной — от 1 /8 до 1 72”.
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки в отличие от цельных имеют прорезь (0,5 —1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1—0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
Резьбонакатные плашки применяют для накатывания точных профилей резьбы. Резьбонакатные плашки имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус.
С помощью резьбонакатных плашек нарезают резьбы диаметром от 4 до 33 мм и шагом от 0,7 до 2 мм 6 —8-го квалитетов. Накатку выполняют на станках, а также вручную. РеЗьба получается более прочной, поскольку волокна металла в винтах не перерезываются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как резьба только выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами.
На рис. 2, б показана резьбонакатная малогабаритная плашка типа НПН, применяемая для накатывания резьб Мб и М12 на сверлильных и токарных станках.
Плашка, изображенная на рис. 2, в, предназначена для накатывания резьб на тонкостенных трубах на сверлильных и токарных станках, а также вручную.
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифра или для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4 —5 пар в каждом; каждую пару по мере необходимости вставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52 мм, для дюймовой — от 1/4 до 2” и для трубной резьбы — от ‘/8 до 1 3/4”. Раздвижную плашку закрепляют в клуппе (рис. 271, б), который состоит из косой типа НПН, в — для накатывания на тонкостенных трубах рамки с двумя рукоятками и зажимного винта. Полуплашки вставляют в выступы рамки, вводят сухарь и закрепляют винтом. Клуппы, в которых устанавливают призматические плашки, изготовляют шести размеров — от №1до №6. Работа клуппом показана на рис. 3, в.
Рис. 1. Цельная (а), разрезная (б) плашки: 1 — плашка, 2 — резьба, 3 — заборная часть
Рис. 2. Резьбонакатные плашки: а — малогабаритная типа MI1H, б — резьбонакатная
Рис. 3. Раздвижные призматические плашки: а — полуплашки, б — клупп, в — нарезание резьбы
Рис. 4. Нарезание резьбы плашкой
Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., «тянется», диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной.
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Хорошее качество резьбы можно получить в случае, если диаметр стержня на 0,3 — 0,4 мм меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец его был на 20 — 25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня снимают фаску.
Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на одну-две нитки. После этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным давлением на обе рукоятки так, как при нарезании метчиком, т. е. один-два оборота вправо и пол-оборота влево.
Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса.
Нарезанную внутреннюю резьбу проверяют резьбовыми калибрами-пробками, а наружную — резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами.
Нарезание резьбы клуппами проводят в следующем порядке. Устанавливают в клупп плашки и раздвигают их на размер несколько больший, чем диаметр нарезаемой заготовки, зажимают заготовку в тисках в вертикальном положении и запиливают на торце фаску; надевают клупп на стержень заготовки и плотно сдвигают плашки винтом.
Клупп с плашками, смазанными смешанным или осерненным маслом, поворачивают на 1 —1 У2 оборота по часовой стрелке, затем на V4 — Ч2 оборота обратно. Нарезав резьбу, клупп перемещают, вращая его в обратную Сторону для схода на конец стержня; затем поджимают плашку винтом и проходят резьбу вторично.
Проверяя резьбу калибром или гайкой (в крайнем случае), повторяют проходы до получения резьбы нужного размера. По окончании работы плашки вынимают из клуппа, очищают от стружки, тщательно протирают и смазывают маслом.
Высокопроизводительные методы нарезания резьбы. Многие детали машин соединяют с помощью резьбовых соединений (тракторы, автомобили, металлорежущие и другие станки), что представляет собой трудоемкий процесс. Находят применение закаленные самовыдавливающие винты, которыми через пробитые отверстия соединяют листовые детали.
На Волжском автомобильном заводе широко применяют закаленные самонарезающиеся винты для чугунных и стальных деталей. Винты при вращении с подачей выдавливают резьбовые канавки.
На этом же заводе применяют самоконтрящие резьбовые соединения: шестигранную головку, имеющую выточки на нижнем торце, а на верхнем лунки и радиальные канавки; болты с зубчатым буртиком. Все это значительно сокращает трудоемкость сборочных работ.
Для предотвращения отвинчивания болтов применяют клеи (анаэробные смолы) типа ТЕН-3, которые рекомендуются для стопорения соединений, работающих в условиях вибрационной нагрузки.
Реклама:
Читать далее:
Нарезание резьбы на трубах
Статьи по теме:
Контроль и измерение резьбы
Для контроля элементов резьбы — шага, диаметров, формы профиля — применяются универсальные и специальные инструменты. Выбор того или иного инструмента зависит от типа резьбы и главным образом от ее точности. В первую очередь контролируются шаг, средний диаметр и форма профиля и затем уже наружный и внутренний диаметры.
Измерение шага резьбы. Измерительной линейкой или штангенциркулем определяют длину нескольких шагов резьбы и полученный результат делят на количество шагов.
Шаг как наружной, так и внутренней резьбы можно определить при помощи резьбомера. На каждой пластинке резьбомера указана величина шага резьбы. Подбирают пластинку таким образом, чтобы ее зубцы плотно, без зазора вошли во впадины измеряемой резьбы. Тогда шаг резьбы будет равен шагу, указанному на пластинке.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно с помощью резьбового микрометра. Для измерения резьб различных размеров пользуются комплектами наконечников (один с вырезом второй с конусом) соответствующего размера. Предел использования данного комплекта указан на наконечниках. Так, например, клеймо М 3—4,5 показывает, что данным комплектом можно измерять метрические резьбы с шагом 3; 3,5; 4; 4,5 мм.
У микрометров с пределом измерений 0—25 мм нулевые деления на барабане и стебле микрометра совпадают при плотном прилегании наконечников друг к другу. У микрометров с пределом измерения 25—50 мм совпадение делений должно быть тогда, когда между наконечниками вставлен эталон А.
Проверка профиля резьбы. Форма профиля резьбы проверяется шаблоном. В случае необходимости в очень точном контроле приме няотся специальные микроскопы. Проверка нормальными резьбовыми калибрами. Неответственные резьбы удобно и просто контролировать с помощью калибров. Нормальным резьбовым кольцом проверяют наружный диаметр резьбы. Кольцо навинчивается на винт, и о точности резьбы судят по покачиванию кольца. Внутренний диаметр резьбы проверяют нормальной резьбовой пробкой. Гладкий конец нормального калибра служит для проверки диаметра отверстия под резьбу.
Проверка предельными резьбовыми калибрами. Точные резьбы контролируют с помощью предельных резьбовых калибров. Внутренняя резьба проверяется с помощью резьбового калибра-пробки. Проходной конец калибра должен полностью входить в резьбовое отверстие по всей его длине. Непроходной конец имеет 2—3 витка неполного профиля и не должен ввинчиваться в проверяемое отверстие.
Наружная резьба проверяется проходными резьбовыми кольцами, которые должны полностью навинчиваться на винт и зажиматься непроходной регулируемой скобой для проверки среднего диаметра. В массовом производстве для проверки наружной резьбы пользуются предельными резьбовыми скобами с двумя парами роликов.
Автоматизация работ при нарезании резьбы на токарном станке
При скоростном нарезании резьбы и нарезании резьбы в упор трудно вручную управлять процессом отвода резца от детали. Для этой цели применяется ряд приспособлений, облегчающих труд токаря и повышающих производительность.
Для автоматического отвода резца при нарезании резьбы без проточенной канавки, а также резьбы в упор применяется приспособление. Оно состоит из закрепляемого в резцедержателе станка корпуса внутри которого перемещается ползун. В передней части ползуна имеется отверстие, в котором при помощи винта закрепляется резьбовой резец круглого сечения. Ползун снабжен прямоугольным окном, где помещается сухарь, запрессованный в корпус.
В рабочем положении ползун удерживается фиксатором. Фиксатор установлен на качающемся рычаге и поджимается к ползуну пружиной.
Приспособление работает следующим образом: в конце прохода ролик, укрепленный на рычаге, наталкивается на упор, установленный на станине. При этом рычаг поворачивается, и фиксатор освобождает ползун. Ползун под действием пружины мгновенно отводится вправо до упора в резиновую шайбу, прикрепленную к сухарю.
Токарь отводит суппорт в исходное положение, а затем, поворачивая рукоятку вокруг оси, подает ползун вперед до тех пор, пока фиксатор не зайдет в отверстие.
Ролик сидит на эксцентричной втулке, соединенной храповым механизмом с рукояткой. При каждом новом проходе совершается поворот ролика на определенный угол, меняется момент касания ролика с упором и происходит опережение отвода резца. Это позволяет нарезать резьбу в упор.
Приспособление для быстрого отвода резца состоит из корпуса, в котором ходит скалка, снабженная прорезью для прохода стержня. В передней части скалки закреплен резьбовой резец; сбоку прикреплен сухарь.
Пружина стремится оттянуть скалку с резцом в заднее положение. Этому препятствует сухарь, который при рабочем ходе упирается в цилиндрическую часть стержня. Стержень при этом смещен в крайнее левое положение пружиной. В конце хода стержень наталкивается на переставной упор и отводится вправо. Сухарь становится против лыски на стержне, и резец отходит от детали. Возврат всех деталей в исходное положение выполняется при помощи рукоятки и эксцентрика.
ПОХОЖИЕ СТАТЬИ:
Нарезание резьбы
Нарезание резьбы
24. Нарезание резьбы
Многие детали машин, строительных конструкций и бытовых приборов скрепляют между собой при помощи резьбовых соединений. В резьбовых соединениях применяют болты, шпильки и винты.
Болт — цилиндрический стержень с головкой на одном конце и с резьбой на другом (рис. 75, а).
Шпилька — цилиндрический стержень с резьбой на обоих концах (рис. 75, 6). Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку.
Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм (рис. 75, в).
Резьба — это выступы на поверхности винтов и гаек,
расположенные по винтовой линии. Основными элементами резьбы являются угол
подъема винтовой линии α, шаг резьбы р, угол профиля γ, наружный и внутренний
диаметры резьбы (рис. 76).
Изображение резьбы на чертеже показано на рис. 60.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки (рис. 77, а). Плашка имеет вид гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Режущие кромки, образованные этими отверстиями в местах пересечения с профилем резьбы, имеют форму клина и обеспечивают резание заготовки. Стружка выходит в отверстия.
Для того чтобы нарезать резьбу плашкой на стержне, надо по табл.6 определить диаметр стержня для данной резьбы и проточить заготовку на этот диаметр с обязательным выполнением фаски на конце стержня. Фаска необходима для того, чтобы плашка в начальной стадии нарезания резьбы легче захватывала металл.
Таблица 6
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр стержня, мм | 2,9 | 3,9 | 4,8 | 5,8 | 7,9 | 9,9 |
|
Заготовку закрепляют вертикально в тисках,
предварительно разметив на стержне длину нарезаемой резьбы. Плашку для нарезания требуемой резьбы (диаметр резьбы и ее шаг обозначены на поверхности плашки) закрепляют в плашкодержателе (рис. 77, 6), накладывают на верхний торец стержня и с небольшим нажимом, без перекосов, вращают ее (рис. 78). Первые нитки резьбы можно нарезать без смазки, так как плашка захватывает сухой металл легче, затем стержень смазывают маслом. Вращают плашкодержатель следующим образом: один-два оборота по часовой стрелке и пол-оборота в обратном направлении для ломания стружки. Качество нарезанной резьбы в условиях школьных мастерских можно проверить, навинчивая на нее соответствующую гайку. |
Внутреннюю резьбу (резьбу в отверстии) нарезают
метчиком (рис. 79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают по одному, либо для труднообрабатываемых материалов в комплекте по два (чистовой и черновой) или три (черновой, средний и чистовой) штуки. На хвостовой части всех метчиков нанесены круговые риски (одна, две или три) или проставлены номера метчиков и указаны диаметр и шаг резьбы.
Перед нарезанием резьбы метчиком в детали выполняют отверстие соответствующего диаметра (табл. 7).
Таблица 7.
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр сверла, мм | 2,5 | 3,4 | 4,2 | 5 | 6,7 | 8,4 |
|
Заготовку с отверстием закрепляют в тисках так,
чтобы ось отверстия была перпендикулярна плоскости губок тисков. один-два оборота по часовой стрелке и пол-оборота против. Так нарезают все отверстие. Закончив нарезание черновым метчиком, его вывертывают, вставляют средний и повторяют нарезание. Окончательно доводят резьбу чистовым метчиком. Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт. При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать: 1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки; 2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы; З) перекос резьбы или поломка метчика и плашки —
если диаметр отверстия меньше нормы или диаметр стержня больше нормы. |
Практическая работа
Нарезание резьбы плашкой на токарно-винторезном станке
1. Настройте станок на минимальную частоту вращения шпинделя.
2. Закрепите заготовку в трехкулачковый патрон.
З. Закрепите требуемую плашку в плашкодержателе.
4. Переместите заднюю бабку к правому торцу заготовки и закрепите ее так, чтобы между пинолью и торцом заготовки можно было вставить плашкодержатель
5. Установите плашку заборной частью на фаску заготовки и подожмите плашкодержатель пинолью задней бабки. Рукоятку плашкодержателя обоприте на планку, закрепленную в резцедержателе (рис. 81).
6. Включите станок. Вращая маховик задней бабки, подожмите
пинолью плашкодержатель к вращающейся заготовке. Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
7. Не доходя 3…4 мм до конца нарезаемого участка, выключите станок, отведите пиноль и переместите поперечные салазки на себя. Вращением плашкодержателя вручную нарежьте резьбу до конца.
Примечание: нарезание резьбы можно производить без включения станка, проворачивая шпиндель вручную.
Новые термины: Резьбовое соединение, болт, шпилька, винт, резьба (наружная и внутренняя), плашка, плашкодержатель, метчик, вороток.
Вопросы и задания
1. Где применяются резьбовые соединения?
2. Чем болт отличается от шпильки?
3. Какими инструментами нарезают наружную резьбу? Внутреннюю резьбу?
4. Что общего у плашки, метчика, резца, сверла?
5. Каково назначение канавок в плашке и метчике?
6. В какой последовательности вручную нарезают резьбу на стержне? В отверстии?
7. Почему место нарезания резьбы смазывают маслом?
8. С какой целью при нарезании резьбы плашку или метчик надо периодически возвращать на пол-оборота назад?
Сайт управляется системой uCoz
Как нарезать резьбу вручную? Обзор резьбонарезного инструмента
Содержание:
- 1. Выполнение внутренней резьбы метчиком
- 2. Тонкости нанесения наружной резьбы плашкой и клуппом
- 3. 5 советов по успешному выполнению работ
От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.
Выполнение внутренней резьбы метчиком
Когда нужно нарезать резьбу внутри цилиндрических деталей, крепежных элементов и посадочных отверстий, используют метчик. Он представляет собой металлический стержень, рабочая часть которого имеет режущую кромку в виде поперечных насечек или винтовой линии. Прежде чем нарезать резьбу, в детали рассверливается отверстие, причем, его диаметр должен быть на 0,3-0,7 мм меньше, чем требуемый диаметр резьбы (это зависит от того, с каким металлом Вы работаете). В метчикодержателе закрепляется черновой метчик, который вкручивается в подготовленное отверстие – он снимает до 75% материала. После этого необходимо пройтись чистовым метчиком, который снимет оставшиеся 25% материала и доведет резьбу до нужных параметров.
Тонкости нанесения наружной резьбы плашкой и клуппом
Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.
По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
5 советов по успешному выполнению работ
Мы рассказали об особенностях нарезания внутренней и наружной резьбы разными видами инструмента. Но есть общие требования по их использованию. Наши рекомендации помогут Вам избежать ошибок при работе, и Вы получите качественную резьбу с первого раза.
Совет 1: подобрать резьбонарезной инструмент под параметры резьбы
Основными параметрами являются диаметр, шаг и направление резьбы. Как правило, на поверхности плашек и метчиков высечены значения, например, М8×1,25. По направлению резьба бывает правая и левая. Например, гайка с правой резьбой наворачивается на винт при вращении по часовой стрелке, с левой резьбой – против часовой стрелки. Соответственно, для нарезания правой резьбы используются резьбонарезные приспособления с направлением режущих кромок по часовой стрелке, для левой – против часовой стрелки.
Совет 2: надежно зафиксировать обрабатываемую заготовку
Для этого Вам понадобятся слесарные тиски. Деталь нужно установить в тисках так, чтобы было удобно центрировать резьбонарезной инструмент. Так удастся добиться плавного хода при нарезании резьбы и получить ровный виток без перекосов.
Совет 3: использовать смазку
Чтобы обеспечить легкое вхождение режущих кромок инструмента в основание заготовки, нужно смазать рабочую часть и обрабатываемую поверхность маслом. Подбирайте смазку, исходя из того, с каким материалом Вы работаете. Например, минеральные составы подходят для нержавеющей стали и цветных металлов, синтетические универсальны и могут применяться при изготовлении практически любых деталей. Масло снизит трение, что облегчит нарезание резьбы, а также поможет сохранить режущие свойства кромок инструмента.
Совет 4: удалять стружку в процессе работы
При нарезании резьбы и при образовании витка с обрабатываемой поверхности снимается материал. Скопление металлической стружки может привести к тому, что инструмент застрянет и сломается. Поэтому нужно своевременно ее удалять: при работе с метчиком делать несколько возвратных прокручиваний, а при работе с плашкой избегать чрезмерного скопления стружки в стружкоотводящих отверстиях.
Совет 5: использовать только качественный инструмент
Это одно из «золотых правил» при нарезании резьбы. Ведь некачественные инструменты очень ненадежны: они ломаются, резьба может быть неаккуратной или не подходящей по параметрам, иногда плашкой даже невозможно нарезать первые витки, так как прочность кромок не соответствует стандарту. С фирменным инструментом такого не произойдет, так как он изготавливается из прочного качественного металла и строго отвечает требованиям ГОСТа.
Когда Вы знаете, с помощью каких инструментов нарезать внутреннюю и внешнюю резьбу, остается только подобрать подходящие для Вашего рода деятельности.
Например, при проведении сантехнических работ пригодятся клуппы. Вы можете купить их по отдельности, исходя из диаметра труб, с которыми приходится работать чаще всего, или купить клуппы в наборе, например, FIT 70003, MATRIX SPARTA 773355.
Для слесарных и авторемонтных работ могут потребоваться как плашки, так и метчики, ведь приходится нарезать и внешнюю резьбу (на шпильках, болтах, винтах), и внутреннюю (в гайках, свечных отверстиях). Поэтому лучше купить набор резьбонарезного инструмента, в котором есть все необходимые приспособления для широкого спектра работ, например, набор с металлорежущим инструментом ЗУБР 32 предмета 28129-h52 или FIT Профи, 70805 на 20 предметов. Все наборы поставляются в кейсах, поэтому приспособления удобно хранить и перевозить.
Если же Вам нужен резьбонарезной инструмент для единичного использования, например, нарезать резьбу на нескольких трубах для водопровода на даче, то можно купить один клупп нужного диаметра и клупподержатель к нему.
В нашем интернет-магазине представлены более 200 наименований резьбонарезного инструмента, как в наборах, так и поштучно. Мы предлагаем изделия ведущих производителей: FIT, Jonnesway, Gerat, MATRIX и других. Вы легко подберете то, что нужно для успешного выполнения работ. Заказ можно оформить через сайт или по телефону: 8-800-333-83-28.
1. | |
| 2. Шаговый диаметр: на цилиндрической резьбе – это диаметр, проходящий через контур резьбы в тех точках, где ширина канавки профиля равна половине основного шага.На идеальной резьбе это происходит в точке, где ширина резьбы и насечка равны. | |
| 3. Угол резьбы: Угол между отдельными нитями. | |
| 4. Внутренний диаметр: Наименьший диаметр резьбы. Применяется для внутренней и внешней резьбы. | |
| 5. Угол спирали: для цилиндрической резьбы, угол спирали – это угол между спиралью резьбы и линией, перпендикулярной оси. | |
| 6. Шаг: Расстояние осевого перемещения, которое совершит винт за один оборот. Для однозаходной резьбы шаг и шаг идентичны. Шаг равен шагу, умноженному на количество резьб. | |
| 7. Шаг: Расстояние между точкой вершины профиля резьбы и соответствующей точкой следующей вершины резьбы, измеренное параллельно оси резьбы. | |
| 8.Наконечник профиля: самая верхняя сторона резьбы, соединяющая боковые стороны. | |
| 9. Нижняя часть профиля: самая внутренняя поверхность резьбовой формы, соединяющая боковые стороны. | |
| Примечание: число оборотов на дюйм – TPI (не показано): оборотов на дюйм в осевом направлении. Термины шаг и TPI часто используются взаимозаменяемо. TPI = 1/ход (ход в дюймах) |
.
Геометрия резьбы — Блог об инструментах
Геометрия метрической резьбы определяется стандартом между (например, PN-ISO-68-1_2000P). Метрические резьбы делятся на наружные и внутренние. Он имеет треугольную форму и является наиболее распространенным типом резьбы. Он доступен в виде простой обмотки и тонкой обмотки. При обычной навивке шаг резьбы не описывается, только при мелкой резьбе, например
| Стандартный метрический метчик | Мелкий метрический метчик |
| Ручной метчик M10 DIN 352/3 6H HSS | Ручной метчик M10x1,25 DIN 2181/2 6H HSS |
Размеры внутренней резьбы указываются прописными буквами, а размеры наружной резьбы указываются строчными (аналогично допуску отверстия и вала).
Общая структура резьбыРезьба представляет собой нарезку винта с постоянным поперечным сечением, расположенную либо внутри, либо снаружи на цилиндрической или конической поверхности.
Резьбовые детали:
- Винтовая линия – это форма резьбы (пространственная кривая), описанная на цилиндрической (или конической) боковой поверхности через точку от М 1 до М 2 , движущаяся равномерно вдоль оси резьбы с постоянной скоростью вращения цилиндр.
- Ось резьбы
- Шаг спирали – расстояние, на которое перемещается точка М за один оборот цилиндра или конуса
- Угол подъема спирали Ψ
- Угол резьбы α
- Наружный диаметр – d, D
- Внутренний диаметр – d1, D1
- Делительный диаметр – d2, D2
- Угол подъема резьбы:
Для внешней резьбы
Для внутренней резьбы
Элементы с внутренней резьбой
- производительность
- борозда
- дно борозды
- боковой ход
- верхняя часть выступа
Профиль метрической резьбы
| Внутренняя резьба | Наружная резьба |
где:
Р – шаг резьбы,
Р/2 – Половина деления,
П/4 – усечение нижней части профиля,
П/8 – усечение вершины профиля,
D, d – номинальный диаметр наружной резьбы
Д 2 , д 2 – Диаметр номинальный делительный,
Д 1 , д 1 – Номинальный внутренний диаметр,
d 3 – Внутренний диаметр наружной резьбы (диаметр стержня),
R – радиус скругления,
H – высота базового треугольника,
h 3 – высота контура,
H 1 – высота контура.
Номинальные значения можно рассчитать по простым формулам:
Д2 = Д-0,649 * Р
Д1 = Д-1,082 * Р
ч2 = 5/8 * Н
Н = 0,866025404 * P
d2 = d-0,649 * P
d1 = d-1,082 * P
d3 = d1-2 * (17/24 * Н)
Р = 0,125 * Р
Н 3 = (d-d3) / 2
Все вышеуказанные значения даны в единицах [мм].
Последнее изменение геометрии резьбы: 23 декабря 2021 г., автор Tomek
.
Размеры метрической резьбы по ISO DIN-13 (стандартный шаг) mikromierz.pl
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы). Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Размеры метрической резьбы (1-28 мм) по ISO DIN-13 (мелкая) микромеж.пл
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Метрическая таблица метчиков и отверстий с зазорами
Компания NightShade Electronics будет ЗАКРЫТА с 21 по 27 сентября. Все заказы, размещенные в этот период, будут отправлены 28 числа.
ЗАКРЫТО 21–27 сентября: Заказы, размещенные в это время, будут отправлены 28 сентября.
| Таблица метрических сверл | NightShade Electronics nightshade.net | |||||||||
| Размер крепежного винта | Нажмите Сверла | Диаметры отверстий в зазоре | ||||||||
| Алюминий Латунь и пластик Резьба 75% | Нержавеющая сталь
Сталь Сталь и железо 50% Резьба | Все Материалы | ||||||||
| Узкая посадка | Свободная посадка | |||||||||
| Имя | Основной диам. (мм) | Шаг резьбы (мм) | Размер сверла (мм) | Ближайший американский размер сверла | Размер сверла (мм) | Ближайший американский размер сверла | Размер сверла (мм) | Ближайший американский размер сверла | Размер сверла (мм) | Ближайший американский размер сверла |
| М1,5 | 1,5 | 0,35 | 1,15 | 56 | 1,25 | 55 | 1,60 | 1/16 | 1,65 | 52 |
| М1,6 | 1,6 | 0,35 | 1,25 | 55 | 1,35 | 54 | 1,70 | 51 | 1,75 | 50 |
| М1,8 | 1,8 | 0,35 | 1,45 | 53 | 1,55 | 1/16 | 1,90 | 49 | 2,00 | 5/64 |
| М2 | 2 | 0,45 | 1,55 | 1/16 | 1,70 | 51 | 2. 10 | 45 | 2,2 | 44 |
| 0,40 | 1,60 | 52 | 1,75 | 50 | ||||||
| M2.2 | 2,2 | 0,45 | 1,75 | 50 | 1,90 | 48 | 2,30 | 3/32 | 2,4 | 41 |
| М2,5 | 2,5 | 0,45 | 2,05 | 46 | 2,20 | 44 | 2,65 | 37 | 2,75 | 7/64 |
| М3 | 3 | 0,60 | 2,40 | 41 | 2,60 | 37 | 3,15 | 1/8 | 3,30 | 30 |
| 0,50 | 2,50 | 39 | 2,70 | 36 | ||||||
| М3,5 | 3,5 | 0,6 | 2,9 | 32 | 3. 1 | 31 | 3,7 | 27 | 3,85 | 24 |
| М4 | 4 | 0,75 | 3,25 | 30 | 3,5 | 28 | 4,2 | 19 | 4,4 | 17 |
| 0,7 | 3,3 | 30 | 3,5 | 28 | ||||||
| М4,5 | 4,5 | 0,75 | 3,75 | 25 | 4 | 22 | 4,75 | 13 | 5 | 9 |
| М5 | 5 | 1,00 | 4,00 | 21 | 4,40 | 11/64 | 5,25 | 5 | 5,50 | 7/32 |
| 0,90 | 4.10 | 20 | 4,40 | 17 | ||||||
| 0,80 | 4,20 | 19 | 4,50 | 16 | ||||||
| М5,5 | 5,5 | 0,90 | 4,60 | 14 | 4,90 | 10 | 5,80 | 1 | 6. 10 | Б |
| М6 | 6 | 1,00 | 5,00 | 8 | 5,40 | 4 | 6,30 | Е | 6,60 | Г |
| 0,75 | 5,25 | 4 | 5,50 | 7/32 | ||||||
| М7 | 7 | 1,00 | 6,00 | Б | 6,40 | Е | 7,40 | л | 7,70 | Н |
| 0,75 | 6,25 | Д | 6,50 | Ф | ||||||
| М8 | 8 | 1,25 | 6,80 | Х | 7,20 | Дж | 8,40 | В | 8,80 | С |
| 1,00 | 7,00 | Дж | 7,40 | л | ||||||
| М9 | 9 | 1,25 | 7,80 | Н | 8. 20 | Р | 9,50 | 3/8 | 9,90 | 25/64 |
| 1,00 | 8,00 | О | 8,40 | 21/64 | ||||||
| М10 | 10 | 1,50 | 8,50 | Р | 9.00 | Т | 10,50 | З | 11.00 | 7/16 |
| 1,25 | 8,80 | 32.11 | 9.20 | 23/64 | ||||||
| 1,00 | 9.00 | Т | 9,40 | У | ||||||
| М11 | 11 | 1,50 | 9,50 | 3/8 | 10.00 | х | 11,60 | 29/64 | 12.10 | 15/32 |
| M12 | 12 | 1,75 | 10. 30 | 13/32 | 10,90 | 27/64 | 12,60 | 1/2 | 13.20 | 33/64 |
| 1,50 | 10,50 | З | 11.00 | 7/16 | ||||||
| 1,25 | 10,80 | 27/64 | 11.20 | 7/16 | ||||||
| М14 | 14 | 2,00 | 12.10 | 15/32 | 12,70 | 1/2 | 14,75 | 37/64 | 15,50 | 39/64 |
| 1,50 | 12,50 | 1/2 | 13.00 | 33/64 | ||||||
| 1,25 | 12,80 | 1/2 | 13.20 | 33/64 | ||||||
| М15 | 15 | 1,50 | 13,50 | 17/32 | 14. 00 | 35/64 | 15,75 | 5/8 | 16,50 | 21/32 |
| М16 | 16 | 2,00 | 14.00 | 35/64 | 14,75 | 37/64 | 16,75 | 21/32 | 17,50 | 16.11 |
| 1,50 | 14,50 | 37/64 | 15.00 | 19/32 | ||||||
| М17 | 17 | 1,50 | 15,50 | 39/64 | 16.00 | 5/8 | 18.00 | 45/64 | 18,50 | 47/64 |
| М18 | 18 | 2,50 | 15,50 | 39/64 | 16,50 | 41/64 | 19.00 | 3/4 | 20.00 | 25/32 |
| 2,00 | 16. 00 | 5/8 | 16,75 | 21/32 | ||||||
| 1,50 | 16,50 | 21/32 | 17.00 | 43/64 | ||||||
| М19 | 19 | 2,50 | 16,50 | 21/32 | 17,50 | 16.11 | 20.00 | 25/32 | 21.00 | 53/64 |
| М20 | 20 | 2,50 | 17,50 | 16.11 | 18,50 | 23/32 | 21.00 | 53/64 | 22.00 | 55/64 |
| 2,00 | 18.00 | 45/64 | 18,50 | 47/64 | ||||||
| 1,50 | 18,50 | 47/64 | 19.00 | 3/4 | ||||||
МЕТРИЧЕСКАЯ РЕЗЬБА — Таблица сверл и метчиков (ISO) для размеров обычной и мелкой резьбы
Размеры мелкой резьбы
| Метчик (резьба) Размер | Размер сверла (мм) |
|---|---|
| M4 x 0,35 | 3,60 |
| M4 x 0,5 | 3,50 |
| M5 x 0,5 | 4,50 |
| M6 x 0,5 | 5,50 |
| M6 x 0,75 | 5,25 |
| M7 x 0,75 | 6,25 |
| M8 x 0,5 | 7,00 |
| M8 x 0,75 | 7,25 |
| M8 x 1 | 7,50 |
| M9 x 1 | 8,00 |
| M10 x 0,75 | 9,25 |
| M10 x 1 | 9,0 |
| M10 x 1,25 | 8,8 |
| M11 x 1 | 10,0 |
| M12 x 0,75 | 11. 25 |
| M12 x 1 | 11,0 |
| M12 x 1,5 | 10,5 |
| M14 x 1 | 13,0 |
| M14 x 1,25 | 12,8 |
| M14 x 1,5 | 12,5 |
| M16 x 1 | 15,0 |
| M16 x 1,5 | 15,0 |
| M18 x 1 | 17,0 |
| M18 x 2 | 16,0 |
| M20 x 1 | 19,0 |
| M20 x 1,5 | 18,5 |
| M20 x 2 | 18,0 |
| M22 x 1 | 21,0 |
| M22 x 1,5 | 20,5 |
| M22 x 2 | 20,0 |
| M24 x 1,5 | 22,5 |
| M24 x 2 | 22,0 |
| M26 x 1,5 | 24,5 |
| M27 x 1,5 | 25,5 |
| M27 x 2 | 25,0 |
| M28 x 1,5 | 26,5 |
| М30 х 1,5 | 28,5 |
| M30 x 2 | 28,0 |
| M33 x 2 | 31,0 |
| M36 x 3 | 36,0 |
Размеры ходовой резьбы
| Размер метчика (резьбы) | Размер сверла (мм) |
|---|---|
| M1 x 0,25 | 0,75 |
| M1,1 x 0,25 | 0,85 |
| M1,2 x 0,25 | 0,95 |
| M1,4 x 0,3 | 1. 10 |
| M1,6 x 0,35 | 1,25 |
| M1,8 x 0,35 | 1,45 |
| M2 x 0,4 | 1,60 |
| M2,2 x 0,45 | 1,75 |
| M2,5 x 0,45 | 2,05 |
| M3 x 0,5 | 2,50 |
| M3,5 x 0,6 | 2,90 |
| M4 x 0,7 | 3.30 |
| M4,5 x 0,75 | 3,70 |
| M5 x 0,8 | 4,20 |
| M6 x 1 | 5,00 |
| M7 x 1 | 6,00 |
| M8 x 1,25 | 6,80 |
| M9 x 1,25 | 7,80 |
| M10 x 1,5 | 8,50 |
| M11 x 1,5 | 9,50 |
| M12 x 1,75 | 10. 20 |
| M14 x 2 | 12.00 |
| M16 x 2 | 14.00 |
| M18 x 2,5 | 15.50 |
| M20 x 2,5 | 17,50 |
| M22 x 2,5 | 19,50 |
| M24 x 3 | 21.00 |
| M27 x 3 | 24.00 |
| M30 x 3,5 | 26,50 |
| M33 x 3,5 | 29.50 |
| M36 x 4 | 32.00 |
| M39 x 4 | 35,00 |
| M42 x 4,5 | 37,50 |
| М45 х 4,5 | 40,50 |
| М48 х 5 | 43. 00 |
| M52 x 5 | 47.00 |
| M56 x 5,5 | 50,50 |
| M60 x 5,5 | 54,50 |
| M64 x 6 | 58.00 |
| M68 x 6 | 62.00 |
Размер метчика (резьбы) — номинальный диаметр x шаг [p] в мм
Таблица дюймовых метчиков
| Размер крепежного винта | Количество витков на дюйм | Малый диам. | Метчиковые сверла | Сверла для отверстий с зазором | |||||||
Алюминий, латунь и пластик Резьба 75% | Нержавеющая сталь, сталь и железо 50% Резьба | Все материалы | |||||||||
| Узкая посадка | Свободная посадка | ||||||||||
| № или диам. | Большой диам. | Размер сверла | Десятичный экв. | Размер сверла | Десятичный эквивалент | Размер сверла | Десятичный эквивалент | Размер сверла | Десятичный эквивалент | ||
| 0 | .0600 | 80 | .0447 | 3/64 | .0469 | 55 | .0520 | 52 | .0635 | 50 | .0700 |
| 1 | .0730 | 64 | .0538 | 53 | . 0595 | 1/16 | .0625 | 48 | .0760 | 46 | .0810 |
| 72 | .0560 | 53 | .0595 | 52 | .0635 | ||||||
| 2 | .0860 | 56 | .0641 | 50 | .0700 | 49 | .0730 | 43 | .0890 | 41 | .0960 |
| 64 | .0668 | 50 | . 0700 | 48 | .0760 | ||||||
| 3 | .0990 | 48 | .0734 | 47 | .0785 | 44 | .0860 | 37 | .1040 | 35 | .1100 |
| 56 | .0771 | 45 | .0820 | 43 | .0890 | ||||||
| 4 | .1120 | 40 | .0813 | 43 | .0890 | 41 | .0960 | 32 | . 1160 | 30 | .1285 |
| 48 | .0864 | 42 | .0935 | 40 | .0980 | ||||||
| 5 | .1250 | 40 | .0943 | 38 | .1015 | 7/64 | .1094 | 30 | .1285 | 29 | .1360 |
| 44 | .0971 | 37 | .1040 | 35 | .1100 | ||||||
| 6 | . 1380 | 32 | .0997 | 36 | .1065 | 32 | .1160 | 27 | .1440 | 25 | .1495 |
| 40 | .1073 | 33 | .1130 | 31 | .1200 | ||||||
| 8 | .1640 | 32 | .1257 | 29 | .1360 | 27 | .1440 | 18 | .1695 | 16 | .1770 |
| 36 | . 1299 | 29 | .1360 | 26 | .1470 | ||||||
| 10 | .1900 | 24 | .1389 | 25 | .1495 | 20 | .1610 | 9 | .1960 | 7 | .2010 |
| 32 | .1517 | 21 | .1590 | 18 | .1695 | ||||||
| 12 | .2160 | 24 | .1649 | 16 | .1770 | 12 | . 1890 | 2 | .2210 | 1 | .2280 |
| 28 | .1722 | 14 | .1820 | 10 | .1935 | ||||||
| 32 | .1777 | 13 | .1850 | 9 | .1960 | ||||||
| 1/4 | .2500 | 20 | .1887 | 7 | .2010 | 7/32 | .2188 | Ф | .2570 | Х | .2660 |
| 28 | . 2062 | 3 | .2130 | 1 | .2280 | ||||||
| 32 | .2117 | 7/32 | .2188 | 1 | .2280 | ||||||
| 5/16 | .3125 | 18 | .2443 | Ф | .2570 | Дж | .2770 | Р | .3230 | В | .3320 |
| 24 | .2614 | я | .2720 | 32 сентября | .2812 | ||||||
| 32 | . 2742 | 32 сентября | .2812 | л | .2900 | ||||||
| 3/8 | .3750 | 16 | .2983 | 5/16 | .3125 | В | .3320 | Вт | .3860 | х | .3970 |
| 24 | .3239 | В | .3320 | С | .3480 | ||||||
| 32 | .3367 | 32.11 | .3438 | Т | .3580 | ||||||
| 7/16 | . 4375 | 14 | .3499 | У | .3680 | 25/64 | .3906 | 29/64 | .4531 | 15/32 | .4687 |
| 20 | .3762 | 25/64 | .3906 | 13/32 | .4062 | ||||||
| 28 | .3937 | Д | .4040 | З | .4130 | ||||||
| 1/2 | .5000 | 13 | .4056 | 27/64 | .4219 | 29/64 | . 4531 | 33/64 | .5156 | 17/32 | .5312 |
| 20 | .4387 | 29/64 | .4531 | 15/32 | .4688 | ||||||
| 28 | .4562 | 15/32 | .4688 | 15/32 | .4688 | ||||||
| 16 сентября | .5625 | 12 | .4603 | 31/64 | .4844 | 33/64 | .5156 | 37/64 | .5781 | 19/32 | . 5938 |
| 18 | .4943 | 33/64 | .5156 | 17/32 | .5312 | ||||||
| 24 | .5114 | 33/64 | .5156 | 17/32 | .5312 | ||||||
| 5/8 | .6250 | 11 | .5135 | 17/32 | .5312 | 16 сентября | .5625 | 41/64 | .6406 | 21/32 | .6562 |
| 18 | .5568 | 37/64 | .5781 | 19/32 | . 5938 | ||||||
| 24 | .5739 | 37/64 | .5781 | 19/32 | .5938 | ||||||
| 16.11 | .6875 | 24 | .6364 | 41/64 | .6406 | 21/32 | .6562 | 45/64 | .7031 | 23/32 | .6562 |
| 3/4 | .7500 | 10 | .6273 | 21/32 | .6562 | 16.11 | .6875 | 49/64 | .7656 | 25/32 | . 7812 |
| 16 | .6733 | 16.11 | .6875 | 45/64 | .7031 | ||||||
| 20 | .6887 | 45/64 | .7031 | 23/32 | .7188 | ||||||
| 13/16 | .8125 | 20 | .7512 | 49/64 | .7656 | 25/32 | .7812 | 53/64 | .8281 | 27/32 | .8438 |
| 7/8 | .8750 | 9 | .7387 | 49/64 | . 7656 | 51/64 | .7969 | 57/64 | .8906 | 29/32 | .9062 |
| 14 | .7874 | 13/16 | .8125 | 53/64 | .8281 | ||||||
| 20 | .8137 | 53/64 | .8281 | 27/32 | .8438 | ||||||
| 15/16 | .9375 | 20 | .8762 | 57/64 | .8906 | 29/32 | .9062 | 61/64 | .9531 | 31/32 | . 9688 |
| 1 | 1.000 | 8 | .8466 | 7/8 | .8750 | 59/64 | .9219 | 1-1/64 | 1.0156 | 1-1/32 | 1.0313 |
| 12 | .8978 | 15/16 | .9375 | 61/64 | .9531 | ||||||
| 20 | .9387 | 61/64 | .9531 | 31/32 | .9688 | ||||||
| 1-1/16 | 1.0625 | 18 | .9943 | 1. 000 | 1.000 | 1-1/64 | 1.0156 | 1-5/64 | 1.0781 | 1-3/32 | 1.0938 |
| 1-1/8 | 1.1250 | 7 | .9497 | 63/64 | .9844 | 1-1/32 | 1.0313 | 1-9/64 | 1.1406 | 1-5/32 | 1.1562 |
| 12 | 1.0228 | 1-3/64 | 1.0469 | 1-5/64 | 1.0781 | ||||||
| 18 | 1.0568 | 1-1/16 | 1. 0625 | 1-5/64 | 1.0781 | ||||||
| 1-3/16 | 1.1875 | 18 | 1.1193 | 1-1/8 | 1.1250 | 1-9/64 | 1.1406 | 1-13/64 | 1.2031 | 1-7/32 | 1.2188 |
| 1-1/4 | 1.2500 | 7 | 1.0747 | 1-7/64 | 1.1094 | 1-5/32 | 1.1562 | 1-17/64 | 1,2656 | 1-9/32 | 1.2812 |
| 12 | 1. 1478 | 1-11/64 | 1.1719 | 1-13/64 | 1.2031 | ||||||
| 18 | 1.1818 | 1-3/16 | 1.1875 | 1-13/64 | 1.2031 | ||||||
| 1-5/16 | 1.3125 | 18 | 1.2443 | 1-1/4 | 1.2500 | 1-17/64 | 1,2656 | 1-21/64 | 1.3281 | 1-11/32 | 1.3438 |
| 1-3/8 | 1.3750 | 6 | 1.1705 | 1-7/32 | 1.2187 | 1-17/64 | 1,2656 | 1-25/64 | 1. 3906 | 1-13/32 | 1.4062 |
| 12 | 1,2728 | 1-19/64 | 1,2969 | 1-21/64 | 1.3281 | ||||||
| 18 | 1.3068 | 1-5/16 | 1.3125 | 1-21/64 | 1.3281 | ||||||
| 1-7/16 | 1.4375 | 18 | 1.3693 | 1-3/8 | 1.3750 | 1-25/64 | 1.3906 | 1-29/64 | 1.4531 | 1-15/32 | 1.4688 |
| 1-1/2 | 1. 500 | 6 | 1,2955 | 1-11/32 | 1.3437 | 1-25/64 | 1.3906 | 1-33/64 | 1,5156 | 1-17/32 | 1,5312 |
| 12 | 1,3978 | 1-27/64 | 1.4219 | 1-7/16 | 1.4375 | ||||||
| 18 | 1.4318 | 1-7/16 | 1.4375 | 1-29/64 | 1.4531 | ||||||
| 1-9/16 | 1,5625 | 18 | 1.4943 | 1-12 | 1.500 | 1-33/64 | 1,5156 | 1-37/64 | 1,5781 | 1-19/32 | 1,5938 |
| 1-5/8 | 1,625 | 18 | 1,5568 | 1-9/16 | 1,5625 | 1-37/64 | 1,5781 | 1-41/64 | 1. 6406 | 1-21/32 | 1,6562 |
| 1-11/16 | 1,6875 | 18 | 1.6193 | 1-5/8 | 1.6250 | 1-41/64 | 1.6406 | 1-45/64 | 1.7031 | 1-23/32 | 1,7188 |
| 1-3/4 | 1.750 | 5 | 1.5046 | 1-9/16 | 1,5625 | 1-5/8 | 1.6250 | 1-49/64 | 1,7659 | 1-25/32 | 1.7812 |
Таблица метрических метчиков
| Размер метчика | Основной Диаметр (мм) | Резьба по | Метчик (мм) | Метчик (дюйм) | Зазор (мм) | Зазор (дюйм) |
| M1,6×0,35 | 1,6 | 0,35 | 1,25 | #55 | 1,8 | #49 |
| M2x0,4 | 2,0 | 0,40 | 1,60 | #52 | 2,4 | #41 |
| M2,5×0,45 | 2,5 | 0,45 | 2,05 | #46 | 2,9 | #32 |
| M3x. 05 | 3,0 | 0,50 | 2,50 | #39 | 3,4 | #29 |
| M3,5×0,6 | 3,5 | 0,60 | 2,90 | #32 | 3,9 | #23 |
| M4x0,7 | 4,0 | 0,70 | 3,30 | #30 | 4,5 | #16 |
| M5x0,8 | 5,0 | 0,80 | 4,20 | #19 | 5,5 | 7/32 |
| M6x1 | 6,0 | 1,00 | 5,0 | #8 | 6,6 | Г |
| M8x1,25 | 8,0 | 1,25 | 6,8 | Х | 9,0 | Т |
| M8x1 | 8,0 | 1,00 | 7,0 | Дж | 9,0 | Т |
| M10x1,5 | 10,0 | 1,50 | 8. 5> | Р | 12,0 | 31/64 |
| M10x1,25 | 10,0 | 1,25 | 8,8 | 32.11 | 12,0 | 31/64 |
| M12x1,75 | 12,0 | 1,75 | 10,2 | 13/32 | 14,0 | 35/64 |
| M12x1,25 | 12,0 | 1,25 | 10,8 | 27/64 | 14,0 | 35/64 |
| M14x2 | 14,0 | 2,00 | 12,0 | 15/32 | 16,0 | 5/8 |
| M14x1,5 | 14,0 | 1,5 | 12,5 | 1/2 | 16,0 | 5/8 |
| M16x2 | 16,0 | 2,00 | 14,0 | 35/64 | 18,0 | 45/64 |
| M16x1,5 | 16,0 | 1,50 | 14,5 | 37/64 | 18,0 | 45/64 |
| M18x2,5 | 18,0 | 2,50 | 15,5 | 39/64 | 20,0 | 51/64 |
| M18x1,5 | 18,0 | 1,50 | 16,5 | 21/32 | 20,0 | 51/64 |
| M20x2,5 | 20,0 | 2,50 | 17,5 | 16. 11 | 22,0 | 7/8 |
| M20x1,5 | 20,0 | 1,50 | 18,5 | 47/64 | 22,0 | 7/8 |
| M22x2,5 | 22,0 | 2,50 | 19,5 | 49/64 | 25,0 | 1 |
| M22x1,5 | 22,0 | 1,50 | 20,5 | 13/16 | 25,0 | 1 |
| M24x3 | 24,0 | 3,00 | 21,0 | 53/64 | 27,0 | 1-5/64 |
| M24x2 | 24,0 | 2,00 | 22,0 | 7/8 | 27,0 | 1-5/64 |
| M27x3 | 27,0 | 3,00 | 24,0 | 15/16 | 30,0 | 1-3/16 |
| M27x2 | 27,0 | 2,0 | 25,0 | 1 | 30,0 | 1-3/16 |
| – | Американский стандарт | Британский стандарт | |||
| Номинальный Внешний диаметр | Резьба на дюйм | NPT | НПС | Резьба на дюйм | Размер сверла |
| 1/16 | 27 | Д | 1/4 | 28 | Г |
| 1/8 | 27 | Р | С | 28 | 32. 11 |
| 1/4 | 18 | 7/16 | 29/64 | 19 | 15/32 |
| 3/8 | 18 | 37/64 | 19/32 | 19 | 39/64 |
| 1/2 | 14 | 23/32 | 47/64 | 14 | 3/4 |
| 5/8 | – | – | – | 14 | 53/64 |
| 3/4 | 14 | 59/64 | 15/16 | 14 | 31/32 |
| 7/8 | – | – | – | 14 | 1-7/64 |
| 1 | 11,5 | 1-5/32 | 1-3/16 | 11 | 1-7/32 |
Карта сайта
Пожалуйста, используйте карту ниже, чтобы найти содержимое сайта.
Вы можете использовать наш инструмент выбора кабеля, чтобы найти лучшие продукты для ваших приложений и получить предложения. Вы также можете купить кабельные зажимы и другие кабельные аксессуары онлайн в нашем магазине. Белые книги и технические документы находятся в разделе ресурсов, а технических торговых представителей можно найти в разделе контактов.
- Home
- Products
- Flexible Control Cables [col=275]
- Flexible PVC Control Cables with UL/CSA
- CC 600
- CC 600 CY
- CC 600 T
- CC 600 CY T
- CC 600 MTW
- CC 600 MTW CY
- CC 600 World
- CC 600 World CY
- Flexible PVC Control Cables with CE
- CC 500 B
- CC 500
- CC 500 CY TR
- CC 500 SY TR
- Flexible Polyurethane Control Cables with UL/CSA
- CC 600 P
- CC 600 CP
- CC 640 P
- CC 640 CP
- Flexible Polyurethane Control Cables with CE
- CC 550 P
- CC 550 CP
- Гибкие и химически стойкие кабели управления TPE с UL/CSA
- CRX 600
- CRX 600 C
- Flexible PVC Control Cables with UL/CSA
- 3670
- SD 960
- S 960
- S 960 Red
- SD 960 CY
- S 960 CY
- S 960 CY Red
- SD 960 CY TP
- Flexible Control Cables [col=275]
- Continuous Flex & Halogen Free Polyurethane Cables UL/CSA
- SD 980 P
- S 980 P
- SD 980 CP
- S 980 CP
- SD 980 CP TP
- Continuous Flex & Halogen Free Polyurethane Cables CE
- SD 200
- S 200
- SD 200 C
- S 200 C
- SD 200 C TP
- Непрерывные кабели с непрерывным сгибанием UL/CSA
- S 900
- S 900 P
- S
- S 900 P
- S
- S 900 P
- S
- S
- 1 P
- S
- S
- S
- S
- S
- S
- S
- . UL/CSA
- SD 960 P
- S 960 P
- SD 960 CP
- S 960 CP
- SD 960 CP TP
- Continuous Flex PVC Cables CE
- SD 86
- S 86
- SD 86 С
- S 86 C
- SD 86 C TP
- Continuous Flex Cleanroom Cables
- SABclean SD 776
- SABclean S 776
- SABclean SD 780 C
- SABclean S 780 C
- SABclean SD 787 C TP
- Torsion Cables
- Torsion Cables for Robotic Applications UL/CSA
- RT 123
- RT 123 D
- RT 113
- RT 113 D
- Clean Room Torsion Cables UL/CSA
- SABclean RT 793 D
- Specialty Robotic Cables
- Single Conductor Welding Cables
- Multi-conductor Welding Cable
- UL/CSA Single Conductor Welding Cables
- Control Cable for Welding Guns
- Blue Control Cable for Welding Guns
- Трос управления для роботов
- Трос управления кручением для роботов
- Трос управления для роботов
- Кабели двигателя робота
- Кабели KSR
- Кабели передачи / энкодера
- Кабели передачи / энкодера – 8 пар
- Гибридный кабель для роботов
- Многоканальный кабель для роботов
- Гибридные кабели для роботов
- Кабель питания для роботов
- Кабель питания для роботов
- Кабель питания для роботов , CAT5
- Кабели RT Ethernet CAT 6A
- Кабели RT Hybrid Ethernet CAT 6
- Скручивающийся кабель для чистых помещений
- Скручивающийся кабель для чистых помещений, одобренный CSA
- Torsion Cables for Robotic Applications UL/CSA
- Lift & Festoon Cables
- SABIX Lift
- SABIX Lift ST
- H05VVH6-F
- H07VVH6-F
- Reeling Cables
- DR 717 P Highflex
- DR 718 CP Highflex
- DR 721 P
- DR 720 P Highflex
- DR 730 P Highflex
- DR 750 P оффшор
- DR 724 Player
- DR 724 Player
3670- Кабели связи PLTC/ITC UL/CSA
- DC 105
- DC 105 C
- DC 105 C TP
- Кабели с рейтингом лотка Plus UL/CSA 9 6007
- 672
- TR 600 CY Plus
- TR 600 S gray
- TR 600 S CY gray
- TRAY HD TPE
- TR 600 S
- TR 600 S CY
- TR 600 HD
- TR 600 C HD
- TR 600 Auto HD
- TR 600 Auto C HD
- TR 600 Auto Combo C HD
- TR 850 S
- Communication Cables UL/CSA
- DC 300 DS
- DC 300 DS TP
- Communication Cables CE
- LiYY
- LiYCY
- LiYCY (B) TP
- LiYDY-CY TP
- Sensor Cable
- Sensor minus 50
- Sensor plus 150
- S 355 Sensor
- Sensor plus 250
- Stationary Servo Cables UL/CSA
- SL 860 C
- SL 863 C
- Continuous Flex Servo Cables UL/CSA
- SL 875 C
- SL 833 C
- SL 834 C
- SL 841 C
- SL 871 C
- Continuous Flex Feedback/Encoder Cables UL/CSA
- SL 842 C
- SL 839 C
- SL 843 C
- Соединительный провод HAR UL/CSA
- H07V-K/MTW/TEW- HAR/UL/CSA/CE
- MEGA 147/ H05V2-K/ H05V-K
- MEGA 157 / H07V2-K / H07V- K
- 05V-K/MTW/TEW
- H05V-K/MTW/TEW
- HAR Hook-up Wire Halogen Free
- H05Z-K
- H07Z-K
- HAR Rubber Cordage
- H07RN -F
- Высокотемпературный кабель UL/CSA
- SC 700 HDTR
- SC 700 C HDTR
- B 110 C
- SC 600 HDTR
- SC 600 C HDTR
- SC 600 HDTRS
- High Temperature Single Core Wire
- B 118
- B 119
- B 120
- SC 113
- SC 123
- R 107
- B 107
- B 108
- Высокотемпературный кабель CE
- BESILEN ESD Контрольный кабель
- 70
- BESILEN ESD COLNOL CABLE
- 70
- BESILEN ESD.
- BIHF/CU/BI-J
- BIHF/CU/BI (K) -J
- Непрерывная температура непрерывная гибкая кабель CE
- . Кабели[col=275]
- CAT 5/Profinet и CAT 5e Кабели
- PN 661 Type B UL
- S PN 668 Type C
- S PN 667 Type C UL/CSA
- S PN 17 Type C 2 PN 66936 PN 678, тип A
- PN 679, тип B
- S PN 681, тип C
- DR PN 689 P Highflex Reeling
- S PN 668 Hybrid Flexing
- RT PN 668 Torsion
- S PN 676 Type C UL/CSA
- PN 675 CAT 5e PLTC
- CATLine 5e R Railway
- CATLine 5e R flex
- CATLine 5e BL
- PN 654 UL
- CATLine 5e DR Reeling
- CAT 6/ CAT 6A Ethernet Cables
- CATLine 6 S Flexing
- CATLine 6A S Flexing
- CATLine 6 RT Torsion
- CATLine 6A RT Torsion
- Catline 6A HT Высокая температура
- Catline 6a DR REELING
- CATLINE 6A R RALWAY
- CATLIN
- CATLine 7A RT Torsion
- CATLine 7A R Railway
- CATLine 7A BL
- CATLine 7A R flex
- Однопарный кабель Ethernet
- CATLine3672
- CATLine SPE Robot
- CATLine SPE HT (High Temperature)
- CATLine SPE Rugged
- USB 2. 0 Cables
- USB 2.0 Flexible
- USB 2.0 UL Flexible
- USB 2.0 FRNC
- USB 2.0 S
- USB 2,0 с. UL/CSA
- USB 2,0 RT UL/CSA
- SABIX USB 2.0 R FLEX
- USB 3.0 Кабели
- USB 3,0 с.
- USB 3,03671 USB 3,0 с.3672
- USB 3.0 M (Medical)
- Profibus Cables
- SABIX PB 630
- SABIX PB 630 FRNC
- PB 631 Halogen Free
- PB 633 Halogen Free
- PB 630 Static PVC
- PB 639 Direct Burial
- PB 636 Наружная гибкая
- PB 635 Наружная
- PB 637 Статическая ПВХ UL
- S PB 634 Гибкая
- PB 632 Гибкая ПВХ
- PB 640 Гибкая ПВХ 70 Гибкая 6 PUL 71 S PB 640 Flexing PUR
- S PB 640 UL Flexing
- PB 642 Flexible PVC
- S PB 644 Flexing PUR
- CAT 5/Profinet и CAT 5e Кабели
- DeviceNet™ Cables
- DN 650 Flexible PVC UL
- DN 651 Flexible PVC UL
- DN 656 без галогенов UL
- DN 657 без галогенов
- DN 658 Flexing Pur UL
- DN 659 Flexing PUR UL
- DN 658 ROBOT UL
- CANBOT CART CALP
CABOT CALOT- IBS 612 Flexible PVC
- IBS 617 Flexible PVC UL
- S IBS 618 Flexing PUR UL
- S IBS 616 Flexing PUR
- IBS 612 Flexing PVC + 18/3c
- IBS 617 Flexing PVC + 18/3c UL
- S IBS 616 Flexing PUR + 18/3c IBS
- 2 UL
- 2 ПУР + 18/3c
- SABIX IBS 610
- SABIX IBS 610 FRNC
- SABIX IBS 610 + 18/3c
- SABIX IBS 610 FRNC +18/3c
- SABIX IBL 600 FRNC (Loop)
- IBL 600 PVC (Loop)
- SABIX IBL 600 (Loop)
- S IBL 605 Flexing (Loop)
- SBP 680 Static
- S SBP 684 Move
- S 670
- S 671
- SABclean CATLine CAT 5e S
- SABclean CATLine CAT 6 A S
- SABclean CATLine CAT 7 A S
- S1631-4017-0100
- S1631-4017-0300
- S1631-4017-0500
- S1631-4085-0100
- S1631-4085-0300
- S1631-4085-0500
- Halogen Free Hook-up Wire
- SABIX A 146 FRNC
- SABIX А 156 франков
- Sabix A 166 FRNC
- SABIX A 147 FRNC
- SABIX A 157 FRNC
- БЕСПЛАТНЫЙ КАБОЛУ FRNC M
- SABIX A 100 HT
- SABIX A 101 HT
- SABIX A 130 HT
- SABIX A 200 FRNC
- SABIX A 205 FRNC
- SABIX A 238 FRNC
- SABIX A 260 PUR
- SABIX A 810 FRNC
- SABIX A 812 C FRNC
- SABIX D 305 FRNC
- SABIX D 315 FRNC
- SABIX D 345 FRNC TP
- SABIX A 224 FRNC C1
- SABIX A 833 O
- SABIX R flex (Unshielded )
- SABIX R flex (Shielded with pairs)
- SABIX R flex (Shielded)
- SABIX A 280 FRNC X (FR)
- SABIX R 600 FRNC
- SABIX R 638 FRNC
- SABIX R 605 FRNC
- SABIX R 615 FRNC
- SABIX R 645 FRNC TP
- SABIX A 280 FRNC X
- SABIX A 285 FRNC x
- SABALEN 560
P. 445 CL 445 CL 445 C.P. 445 CL 445 C.P. 445 CL 445 CL 445 C.PA 445 CL 445 C.PA 445 CL 445 C.P. 445 CL 445 C.P. C FRNC- SABIX SD 705 FRNC C1
- SABIX S 710 FRNC C1
- SABIX SD 715 FRNC C1
- SABIX S 712 FRNC C1
- SABIX SD 745 FRNC C1 TP
- Connection cables for maritime
- BL TA 180 C
- Connection and Data cables
- TD 801 F
- TD 833 CF
- TD 838 CF TP
- TA 866 F
- TA 867 CF
- ETFE, FEP, PFA hook-up wire
- Li6Ybl
- Li6Yvz
- LiPFAvn
- Li7ybl
- Li6Ybl- 900V
- Li6Yvz- 900V
- LiPFAvn- 900V
- PVC insulated compensating and extension cables
- A1 L twisted
- A1 L single
- A 16 L
- A 9 L
- A 9-100 L
- A 9-075 L
- A 9-050 L
- A 9-022 L
- A 12 L
- A 12 D
- 171 A 12 D
5 л- Hybrid thermocouple cable JX
- A 9-L
- A 9-LSY
- A 15-022 L
- A 3 Ln
- A 4 Ln
- A 11 Lr
- A 11-4 Lr
- A 11 Dr
- A 13 L
- A 1 фунт. L
- A 6-022 L
- A 6 D
- A 15 LC
- A 15-075 LC
- A 15-050 LC
- A 15-022 LC
- А 15-022
- А 15-G 022
- A 3 L
- A 4 L
- A 18 L
- A 18-022 L
- A 19 L
- A 19-022 L
- Т. Г.3672
- RTD -кабель датчика 180 C TW
- RTD -кабель. 180 C highflex
- TGV
- Пластиковые кабельные вводы
- PMB-12
- PMB-16
- PMB-16L
- PMB-20
- PMB-20C
- PMB-25
- PMB-25R
- PPG-25
- PMB-25R
- PPG-25 .
- PPG-16
- PPG-16R
- PPG-21
- PPG-21R
- PPG-29
- PPG-29R
- PPG-36
- PPG-42
- PPG-48
- PPG-7
- ППГ-9
- ПМБ-32Р
- ПМГ-12Р
- ППБ-48
- ППГ-7Р
- EN4-1/2C-2
- PMG-16L
- PMB-32
- PMB-40
- PMB-50
- PMG-12
- PMG-16
- PMG-20
- PMG-20C
- PMG-25
- PMG-32
- PMG-32R
- PMG-40
- PMG-50
- PMG-63
- PNB-1
- PNB-1/2
- PNB-1/2C
- ПНБ-1/2Р
- ПНБ-1Р
- ПНБ-3/4
- ПНБ-3/4Р
- ПНБ-3/8
- ПНБ-3/8Р
- PNG-1
- PNG-1/2
- PNG-1/2C
- PNG-1/2R
- PNG-1R
- PNG-3/4
- PNG-3/4R
- PNG-3/3 8
- PNG-3/8R
- PPB-11
- PPB-11R
- PPB-13
- PPB-16
- PPB-16R
- PPB-21
- PPB-21R
- PPB-29
- ППБ-29Р
- ППБ-36
- ППБ-42
- ППБ-7
- ППБ-9
- ППГ-11
- ПМБ-16Р
- PMG-25R
- PMG-40R
- PPB-13R
- PPG-9R
- SN3-1/2
- PMG-20CL
- PMB-20R
- PMB-40R
- PMG-16R
- PMB -20L
- PMG-20R
- PMG-20RC
- PNB-1/2RC
- PPB-7R
- PPB-9R
- SM3-12
- SM3-16
- SM3-20
- Spiral Cable Сальники
- FMG-25L
- FNB-1/2C
- FNB-3/4
- FNB-3/8
- FPB-11
- FPB-13
- FPB-21
- FPB-7
- FPG-21
- FPG-7
- FPB-13R
- FPB-9
- FNG-3/4R
- FNG -3/8R
- FPG-11
- FMG-20
- FNB-1/2
- FNG-3/8
- FPG-13672
- FMB-12
- 7967. 9367..9367.9367.9367.9367.9367.
- .9367.9367.9367.
- .9367.9367.9367.
- .
- FMB-12
- 7.9367.9367.
- FMB-12
- 67.
- . FMB-25
- FMB-16
- FMB-20
- FMB-12R
- FMB-20RCL
- Металлические кабельные вводы
- MMS-12
- MMS-16L
- MMS-20
- MMS-20L
- MMS-25
- MMS-25L
- MMS-32
- MMS-32C
- MMS-32L
- MMS-40
- MMS-63C
- MNS-1/2
- MNS-3/4
- MNS-3/8
- MPS-11
- MPS-11L
- MPS-13
- MPS-16
- MPS- 16L
- МПС-21
- МПС-21Л
- МПС-29
- МПС-29Л
- МПС-42
- МПС-7
- MPS-9
- MPS-9L, PG 9 Никелированная латунь с удлиненной резьбой, диапазон зажима: 0,157–0,315 дюйма (4–8 мм)
- MPS-48
- MMS-16
- MNS-3/ 8C
- MMS-50
- MMS-50C
- MMS-25C
- MMS-40C
- EMC Grounding Glands
- EM2-32C
- EM2-40C
- EM2-50
- EM2-50C
- EM4-50
- EM4-63
- EM2-12
- EM2-16
- EM2-20
- EM2-25
- EM2-32
- EM2-40
- EM2-63
- EM4-20
- EM4-20C
- EM4-25
- EM4-32
- EM4-63C
- EN2-1
- EN2-1/2
- EN2-3/4
- EN2-3/8
- EN4-1
- EN4-1 1/2
- EN4-1 1/4
- EN94-621
- EN4-1/2C
- EN4-3/4
- EP2-11
- EP2-13
- EP2-16
- EP2-16L
- EP2-21
- 3671 EP2-29
- EP2-36
- EP2-42
- EP2-48
- EP2-7
- EP2-9
- EP4-11
- 111111672
- EP4-11
- 1111116767
- EP4-11
- 7111111672
- 171111672
- 171116767 2
- 7
- LMB-12
- LMB-16
- LMB-20
- LMB-25
- LMB-32
- LMB-40
- LMB-50
- LMB-63
- LMG-12
- LMG-16
- LMG-20
- LMG-25
- LMG-32
- LMG-40
- LMG-50
- LMG-63
- LNB-1
- LNB-1/2
- LNB-3/4
- LNB-3/8
- LNG-1
- LNG-1/2
- LNG -3/4
- СПГ-3/8
- LPB-11
- LPB-13
- LPB-16
- LPB-21
- LPB-29
- LPB-36
- LPB-42
- LPB-48
- LPB-7
- LPB-9
- LPG-11
- LPG-13
- LPG-16
- LPG-21
- LPG-29
- LPG-36
- LPG-42
- LPG-48
- LPG-7
- LPG-9
- LMM-12
- LMM-16
- LMM-20
- LMM- 25
- LMM-32
- LMM-40
- LMM-63
- LPM-11
- LPM-13
- LPM-16
- LPM-21
- LPM-29
- LPM-42
- LPM-7
- LPM-9
- LPM-48
- LNM-1/2
- LNM-3/4
- LNM-3/8
- LPM-36
- LMM-50
- LNM-1
- LME-12
- LME-16
- LME-20
- LME-25
- LME-32
- LME-40
- LME-50
- LME-63
- LPE-11
- LPE-13
- LPE-16
- LPE-21
- LPE-29
- LPE-36
- LPE-42
- LPE-48
- LPE-7
- LPE-9
- ENL- 11
- ENL-24
- ENL-25
- ENL-26
- ENL-27, Nickel Plated Brass Enlarger: M32x1. 5 (male) to M40x1.5 (female)
- RED- 11
- КРАСНЫЙ-16
- КРАСНЫЙ-29
- КРАСНЫЙ-33
- КРАСНЫЙ-35
- RED-37
- RED-39
- RED-05
- MHB-03
- MHB-14
- MHB-17
- MHB-25
- MHB-29
- MHB- 30
- MHB-31
- MHB-44
- MHB-47
- MHB-48
- MHB-50
- MHB-13
- MHB-23
- MHB-32
- MHB-15
- MHB- 16
- MHB-08
- MHB-12
- MHB-20
- MHB-27
- HPR-02
- HPR-05
- HPR-14
- HPR-25
- HPR-26
- HPR-01
- HPR-03
- HPR-04
- HPR-27
- Food & Beverage
- Railway
- Semiconductor
- Marine
- Automotive
- Waste Management
- Robotic Cables
- Industrial Automation
- Renewable Energy
- Motors and Drives
- Transportation
- Reeling and Lift
- Steel (High Temperature)
- Temperature Measurement
- Sensors
- Medical
- Entertainment
- Причины проблем, связанных с частотно-регулируемым приводом, и типы кабелей, помогающие их решить
- Кабели, не содержащие галогенов: повышение уровня безопасности и устойчивого развития
- Часто задаваемые вопросы по конструкции: правильный выбор и установка непрерывного гибкого кабеля.
- Часто задаваемые вопросы: Решение для заземления ЧРП
- Часто задаваемые вопросы: Заземление ЧРП
- Часто задаваемые вопросы по конструкции: Кабели ЧРП
- Комплекты для подключения ЧРП: Кабели ЧРП от 14 AWG до 500 тыс. см Бесплатные кабели?
- Брошюры[col=300]
- Цветовые коды
- Таблица цветовых кодов HD 308
- Таблица цветовых кодов DIN 47100
- Таблица цветовых кодов – США 1
- Таблица цветовых кодов – США 2
- Таблица цветовых кодов – США 3
- Таблица цветовых кодов – США 4
- Таблица цветовых кодов – США 5
- Таблица цветовых кодов – США 6
- 2
- 2
- Блог о кабельных технологиях
- SAB получает одобрение UL «WTTC»
- SAB Cable 101: Назад к основам
- Кабели Ethernet: рекомендации по выбору для промышленной автоматизации
- Если стандартные кабели не соответствуют вашим требованиям, специальные кабели могут удовлетворить ваши уникальные требования
- Выбор кабеля VFD: понимание изменений в NFPA 79
- Кабели для медицинского применения: часто задаваемые вопросы
- Избегайте проблем с синфазным током благодаря правильному заземлению и экранированию кабеля VFD
- Часто задаваемые вопросы о термопарах
- Непрерывный гибкий выбор и установка Кабель: часто задаваемые вопросы
- Какой кабельный лоток подходит для моего приложения?
- Основные критерии и варианты выбора кабельного ввода
- В случае пожара выберите наиболее безопасный безгалогенный кабель
- Кабели с литым покрытием обеспечивают безопасность и адаптивность для разработчиков медицинских устройств
- Специализированные кабели для бесперебойной работы посадочного мостика
- Кабели USB 3. 0 прокладывают путь к высококачественной медицинской визуализации
- Выберите кабель, который оптимизирует условия выращивания в вашей теплице
- Обновление COVID-19: SAB North America продолжает обслуживать своих клиентов
- Сделайте SAB своим единственным поставщиком решений для подключения
- Гибкий кабель управления упрощает прокладку и повышает надежность оборудования
- Откройте для себя преимущества гибких кабелей в лотках для заводов
- Гибкие кабели с силиконовой изоляцией, рассчитанные на экстремальные температуры
- Однопарные кабели Ethernet обеспечивают более высокую пропускную способность — помогают удовлетворить требования к данным IIoT
- Выберите идеальный кабель для автоматизированного оборудования для производства продуктов питания и напитков
- Узнайте, как выбирать железнодорожные кабели с учетом требований пожарной безопасности
- Всестороннее тестирование гарантирует, что надежные кабели соответствуют вашим ожиданиям
- Выберите гибкий кабель, отвечающий вашим потребностям в погрузочно-разгрузочных работах
- Решите проблемы автоматизированных систем с помощью инновационных специальных кабелей Кабели и безопасные соединения — в несколько кликов
- На что обратить внимание при выборе кабелей для чистых помещений
- Внедрение инноваций в области электронной мобильности с датчиками и кабелями для высоковольтных систем
- Семь советов по безотказной прокладке кабелей частотно-регулируемого привода
- Соответствие требованиям безопасности, надежности и соответствия требованиям транспортного сектора
- Кабели удовлетворяют различные потребности в подключении датчиков
- Узнайте, почему кабели SAB незаменимы для оборудования для удаления отходов 93 Easy671 SAB обеспечивает Доступ к информации о кабелях
- Последние каталоги SAB Избавьтесь от догадок при выборе кабеля
- Понимание различий между кабелями для сервоприводов и двигателей с частотно-регулируемым приводом
- Как найти кабели, не содержащие галогенов, для любого применения
- Семейный подход: 75 лет качества, инноваций и решения проблем
- Кабели, соответствующие стандарту NFPA 130, повышают пожарную безопасность в железнодорожных системах и инфраструктуре
- Соответствие кабелей SAB Сложные требования к производству полупроводников
- Кабели SAB помогут вам быстро настроить и запустить автомобильное сборочное оборудование
- Главы каталога
- Стандарты и сертификаты[col=300]
- Sabix BL 409 C Сертификация FRNC
- Sabix BL 408 Сертификация FRNC
- Sabix BL 443 C FRNC TT Certification
- Sabix BL 446 CRNC FTP Sertification
- 112 SABIX BL 446 CRNC FTP SERTIFICAT Сертификация 9001:2015
- Сертификация ISO 14001:2015
- Технические документы
- Видео
m16 X 1,5 Метчик-пробка из быстрорежущей стали и набор сверл из быстрорежущей стали 14,50 мм, Qualtech | POUM16X1.
5- Артикул:
- ПОУМ16X1,5
- Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
Список цен: $54,67
В настоящее время: Цена: 29 долларов0,52
(Вы сэкономили 25,15 долларов США)
Список цен: $54,67
В настоящее время:
Цена: 29,52 долларов США.
(Вы сэкономили 25,15 долларов США)
- Артикул:
- ПОУМ16X1,5
- Марка
- Qualtech
- СКП:
- 8878612
- MPN:
- ПОУМ16X1,5
- Наличие:
- Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
БЕСПЛАТНАЯ двухдневная доставка при заказе на сумму более 100 долларов США
Часто покупают вместе:
- Описание
- Характеристики продукта
- Видео
Описание
M16 X 1,5 Метчик-пробка из быстрорежущей стали и набор сверл из быстрорежущей стали 14,50 мм
- Набор ручных метчиков и сверл поставляется в удобном для обслуживания пластиковом чехле
- Набор содержит один ручной метчик-пробку из быстрорежущей стали и подходящий размер Буровое долото из быстрорежущей стали с черным оксидом
- Ручные метчики являются наиболее универсальными метчиками для ручного использования. Они предназначены для использования при обычном машинном нарезании резьбы. Ручные метчики также подходят для нарезания резьбы в подавляющем большинстве материалов в сквозных или глухих отверстиях.
- Ручные метчики из быстрорежущей стали можно использовать для нарезания новой или повторной нарезки поврежденной резьбы.
- Сверла из быстрорежущей стали с черным оксидом — это надежные сверла общего назначения, предназначенные для работы с широким спектром материалов из семейств железа и стали. сверления и обработаны износостойким черным оксидом
Посмотреть всеЗакрыть
Характеристики продукта
Размер: | м16 x 1,5 |
Материал: | Быстрорежущая сталь |
Шт. | 2 |
Размер крана: | м16 |
Резьбы на дюйм: | 1,5 |
Метчик Количество канавок: | 4 |
Длина резьбы: | 1-21/32 |
Общая длина: | 3-19/32 |
Размер хвостовика: | 0,429 |
Соответствующее сверло: | 12 мм |
Ограничение диаметра шага: | Д7 |
Тип канавки: | Прямой |
Резьба с фаской: | от 3 до 5 |
Просмотреть всеЗакрыть
Видео
Метчики от Drill America
Метчикиот Drill America www.
DrillAmerica.net
Расшифровка видео…
Посмотреть всеЗакрыть
Жители Калифорнии: см. Предложение 65, информация
.Стоковые фотографии иногда используются для представления нескольких размеров в категории. Товар, который вы получите, будет соответствовать описанию.
- сопутствующие товары
Сопутствующие товары
Добавить в корзину
Быстрый просмотр
M16 x 1,5 Метчик-пробка из быстрорежущей стали с 4 канавками, Qualtech
Квалтек
Список цен: 29,95 долларов США
В настоящее время:
Цена: 16,17 долларов США.
Метчик с 4 канавками из быстрорежущей стали m16 x 1,5 Используется для нарезания новой или повторной нарезки поврежденной и/или застрявшей резьбы. Ручные метчики являются наиболее универсальными метчиками для ручного использования. Ручные метчики популярны для…
ДВТП16С1,5
Добавить в корзину
Быстрый просмотр
Метчик-пробка из быстрорежущей стали m15 x 0,5 и набор сверл с хвостовиком 14,50 мм из быстрорежущей стали с хвостовиком 1/2 дюйма, Qualtech
Квалтек
Список цен: $71,57
В настоящее время:
Цена: 38,65 долларов США.
M15 x 0,5 Метчик-пробка из быстрорежущей стали и набор сверл из быстрорежущей стали 14,50 мм Набор ручных метчиков и сверл поставляется в удобном для обслуживания пластиковом мешочке. Набор содержит один ручной метчик-пробку из быстрорежущей стали и…
ПОУМС15X.5
Добавить в корзину
Быстрый просмотр
Метчик-пробка из быстрорежущей стали m16 x 0,75 и набор сверл с хвостовиком 12,50 мм из быстрорежущей стали с хвостовиком 1/2 дюйма, Qualtech
Квалтек
Список цен: $73,19
В настоящее время: Цена: 39,52 долларов США.
Метчик-пробка из быстрорежущей стали m16 x 0,75 и набор сверл из быстрорежущей стали 12,50 мм Набор ручных метчиков и сверл поставляется в удобном для обслуживания пластиковом мешочке. В комплект входит один ручной метчик-пробка из быстрорежущей стали и…
ПОУМС16X.75
Добавить в корзину
Быстрый просмотр
Метчик-пробка из быстрорежущей стали m16 x 1,25 и набор сверл с хвостовиком 19/32 дюйма из быстрорежущей стали с хвостовиком 1/2 дюйма, Qualtech
Квалтек
Список цен: $65,14
В настоящее время: Цена: 35,18 долларов США.
Метчик-пробка из быстрорежущей стали m16 x 1,25 и набор сверл из быстрорежущей стали 19/32 дюйма Набор ручных метчиков и сверл поставляется в удобном для обслуживания пластиковом мешочке. Набор содержит один ручной метчик-пробку из быстрорежущей стали и…
ПОУМС16X1,25
Добавить в корзину
Быстрый просмотр
Метчик-пробка из быстрорежущей стали m16 x 2,5 и набор сверл с хвостовиком 13,50 мм из быстрорежущей стали 1/2 дюйма, Qualtech
Квалтек
Список цен: 75,57 долларов США
В настоящее время: Цена: 40,81 доллара США.
Метчик-пробка из быстрорежущей стали m16 x 2,5 и набор сверл из быстрорежущей стали 13,50 мм. Набор ручных метчиков и сверл поставляется в удобном для обслуживания пластиковом мешочке. В комплект входит один ручной метчик из быстрорежущей стали и…
ПОУМС16X2,5
Метчики со спиральной канавкой: регулировка размера отверстия
При нарезании резьбы метчиком из различных материалов со спиральной канавкой иногда могут возникать некоторые проблемы, такие как выкрашивание метчика, поломка метчика, приваривание метчика. Принятие некоторых мер предосторожности помогает преодолеть эти проблемы.
Выбор разного диаметра просверленного отверстия является простым и выполнимым трюком. Делаем просверленное отверстие как можно больше может избежать упомянутых выше проблем. К сожалению, выбор диаметра отверстия до сих пор остается малоизученной темой: лучшее понимание его роли в нарезании резьбы может решить раз и навсегда большинство проблем с нарезанием резьбы.
Можно утверждать, что для каждого размера метчика существует только один рекомендуемый диаметр отверстия. Например, для нарезания резьбы М8х1,25 требуется расточка 6,8 мм. Однако это утверждение вытекает из общепринятой практики и не совсем верно. Действительно, для внутренней резьбы класса ISO 2 6H наименьший диаметр должен находиться в пределах 6,9.Диапазон 12~6,647 мм.
Когда возникают проблемы с нарезанием резьбы, первым решением для их решения является максимальное увеличение диаметра отверстия и использование максимального значения e среди тех, которые находятся в указанном диапазоне (поэтому диаметр 6,912 мм в данном случае ).
Взгляните на пример на рисунке ниже:
Объем резания зависит от диаметра отверстияВ резьбе M8x1,25, регулируя диаметр отверстия от 6,8 мм до 6,9 мм (общее отклонение около 1%), уменьшается объем чипа на 15%. Как следствие, нагрузка при нарезании резьбы снижается на 13 %, преодолевая как проблемы поломки инструмента, так и проблемы сварки.
В следующей таблице приведены диаметры отверстий (в мм) для основной метрической резьбы. Yamawa предлагает рассматривать диаметр отверстия , ближайший к максимальному внутреннему диаметру (D1) внутренней резьбы.
| Размер | D1 MAX [MM] | D1 мин. | 1,13 |
|---|---|---|---|
| M1,6 X 0,35 | 1.321 | 1.221 | 1.30 |
| M1.7 X 0.35 | 1.421 | 1.321 | 1.40 |
| M2 X 0.4 | 1.679 | 1.567 | 1.65 |
| M2.5 X 0.45 | 2.138 | 2.013 | 2.11 |
| M3 X 0. 5 | 2.599 | 2.459 | 2.56 |
| M4 X 0.7 | 3.422 | 3.242 | 3.38 |
| M5 X 0.8 | 4.334 | 4.134 | 4.28 |
| M6 X 1 | 5.153 | 4.917 | 5.09 |
| M8 X 1.25 | 6.912 | 6.647 | 6.85 |
| M10 X 1.5 | 8.676 | 8.376 | 8.60 |
| M10 X 1. 25 | 8.912 | 8.647 | 8.85 |
| M12 X 1.75 | 10.441 | 10.106 | 10.4 |
| M12 X 1.5 | 10.676 | 10.376 | 10.6 |
| M14 X 2 | 12.210 | 11.835 | 12.1 |
| M14 X 1.5 | 12.676 | 12.376 | 12.6 |
| M16 X 2 | 14.210 | 13.835 | 14.1 |
| M16 X 1. 5 | 14.676 | 14.376 | 14.6 |
| M18 X 2.5 | 15.744 | 15.294 | 15.6 |
| M18 X 1.5 | 16.676 | 16.376 | 16.6 |
| M20 X 2.5 | 17.744 | 17.294 | 17.6 |
| M20 X 1.5 | 18.676 | 18.376 | 18.6 |
| M24 X 3 | 21.252 | 20.752 | 21.1 |
| M24 x 1,5 | 22,676 | 20,376 | 20,6 |
| . |