Диаметр вала под резьбу таблица: Диаметры стержней под метрическую резьбу. Наружная резьба показана в таблице.
alexxlab | 02.03.2020 | 0 | Разное
ГОСТ 16093-2004В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
Стандартный шаг метрической резьбы обозначен (*) | ||||||||
| Стр. 8 ГОСТ 19258-73 | ||||||||||
Какой диаметр стержня подобрать под наружную метрическую резьбу?
Винты, болты и шпильки – самые распространенные элементы с наружной резьбой. Чаще всего в руки домашнего мастера они попадают уже готовыми. Но бывает, что требуется изготовить какой-нибудь хитрый болт или нестандартную шпильку. Заготовкой для такой детали служит стержень, диаметр которого должен соответствовать нарезаемой резьбе.
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. При использовании основного (крупного) шага его могут не указывать. Основной шаг резьбы определен стандартом и является наиболее предпочтительным.
При выборе диаметра стержня под наружную резьбу руководствуются теми же принципами, что при выборе отверстий под внутреннюю резьбу. Установлено, что лучшее качество резьбы получается, если диаметр стержня чуть меньше номинального диаметра нарезаемой резьбы. Металл при нарезании немного выдавливается и профиль резьбы получается полным.
Если диаметр стержня будет намного меньше требуемого, то вершины ниток резьбы будут срезанными, если больше, то плашка просто не навернется на стержень или сломается в процессе работы.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр стержня. Проще всего этот диаметр определить по таблице, где приведены самые ходовые резьбы, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра.
| Резьба | Шаг резьбы | Диаметр стержня номинальный (предельный) |
| М2 | 0,4 | 1,93-1,95 (1,88) |
| 0,25 | 1,95-1,97 (1,91) | |
| М2,5 | 0,45 | 2,43-2,45 (2,37) |
| 0,35 | 2,45-2,47 (2,39) | |
| М3 | 0,5 | 2,89-2,94 (2,83) |
| 0,35 | 2,93-2,95 (2,89) | |
| М4 | 0,7 | 3,89-3,94 (3,81) |
| 0,5 | 3,89-3,94 (3,83) | |
| М5 | 0,8 | 4,88-4,94 (4,78) |
| 0,5 | 4,89-4,94 (4,83) | |
| М6 | 1 | 5,86-5,92 (5,76) |
| 0,75 | 5,88-5,94 (5,79) | |
| 0,5 | 5,89-5,94 (5,83) | |
| М8 | 1,25 | 7,84-7,90 (7,73) |
| 1 | 7,86-7,92 (7,76) | |
| 0,75 | 7,88-7,94 (7,79) | |
| 0,5 | 7,89-7,94 (7,83) | |
| М10 | 1,5 | 9,81-9,88 (9,69) |
| 1 | 9,86-9,92 (9,76) | |
| 0,5 | 9,89-9,94 (9,83) | |
| 0,75 | 9,88-9,94 (9,79) | |
| М12 | 1,75 | 11,80-11,86 (11,67) |
| 1,5 | 11,81-11,88 (11,69) | |
| 1,25 | 11,84-11,90 (11,73) | |
| 1 | 11,86-11,92 (11,76) | |
| 0,75 | 11,88-11,94 (11,79) | |
| 0,5 | 11,89-11,94 (11,83) | |
| М14 | 2 | 13,77-13,84 (13,64) |
| 1,5 | 13,81-13,88 (13,69) | |
| 1 | 13,86-13,92 (13,76) | |
| 0,75 | 13,88-13,94 (13,79) | |
| 0,5 | 13,89-13,94 (13,83) | |
| М16 | 2 | 15,77-15,84 (15,64) |
| 1,5 | 15,81-15,88 (15,69) | |
| 1 | 15,86-15,92 (15,76) | |
| 0,75 | 15,88-15,94 (15,79) | |
| 0,5 | 15,89-15,94 (15,83) | |
| М18 | 2 | 17,77-17,84 (17,64) |
| 1,5 | 17,81-17,88 (17,69) | |
| 1 | 17,86-17,92 (17,76) | |
| 0,75 | 17,92-17,94 (17,86) | |
| М20 | 2,5 | 19,76-19,84 (19,58) |
| 1,5 | 19,81-19,88 (19,69) | |
| 1 | 19,86-19,92 (19,76) | |
| 0,75 | 19,88-19,94 (19,79) | |
| 0,5 | 19,89-19,94 (19,83) |
Основной инструмент для нарезания наружной резьбы – плашка. Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.

Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель – инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку – минеральное масло или керосин, на медных – скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
Рекомендуем прочитать
| ПОЛЕЗНЫЕ ССЫЛКИ: БОНУСЫ ИНЖЕНЕРАМ!: МЫ В СОЦ.СЕТЯХ: | Навигация по справочнику TehTab.ru:  главная страница / / Техническая информация / / Оборудование – стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками. главная страница / / Техническая информация / / Оборудование – стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ГОСТ 21349-75 Стержни под нарезание трубной конической резьбы. Диаметры, ГОСТ от 12 декабря 1975 года №21349-75
ГОСТ 21349-75
Группа Г13
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. N 3876 срок введения установлен с 01.01.77
Проверен в 1984 г.
ВЗАМЕН МН 5601-64
ПЕРЕИЗДАНИЕ. Февраль 1988 г.
1. Настоящий стандарт устанавливает диаметры стержней под нарезание трубной конической резьбы по ГОСТ 6211-81, изготовляемых из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74*, ГОСТ 19282-73 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-78**.
_______________
* На территории Российской Федерации действует ГОСТ 1050-88;
** На территории Российской Федерации действует ГОСТ 859-2001. – Примечание изготовителя базы данных.
2. Диаметры стержней и предельные отклонения должны соответствовать указанным в таблице.
3. Допускается под нарезание трубной конической резьбы применять стержни других диаметров, полученных на основании экспериментальных данных.
Размеры в мм
Номинальный размер резьбы в дюймах | Число ниток | Шаг | Диаметр стержня под резьбу | |
Номин. | Пред. откл. | |||
1/8 | 28 | 0,907 | 9,67 | -0,10 |
1/4 | 19 | 1,337 | 13,08 | |
3/8 | 16,55 | |||
1/2 | 14 | 1,814 | 20,85 | |
3/4 | 26,33 | |||
1 | 11 | 2,309 | 33,11 | |
1 1/4 | 41,77 | |||
1 1/2 | 47,66 | |||
2 | 59,47 | |||
2 1/2 | 74,97 | |||
3 | 87,67 | |||
4 | 112,82 | |||
5 | 138,22 | |||
6 | 163,62 | |||
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
М.: Издательство стандартов, 1988
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденные Показать действующие Показать частично действующие Показать не действующие Показать проекты Показать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
В сфере машиностроения и металлообработки применяются внутренние метрические резьбы. Для молодых специалистов важно знать диаметры отверстий под резьбу, а так же допуски. При выполнении точных отверстий под резьбу молодые специалисты не только могут нарезать точную резьбу, но и возможно сократить брак. Таблица диаметров отверстий под нарезание внутренней метрической резьбы с допусками регламентированы ГОСТ 16093-81 (ГОСТ 19257-73). Таблица диаметров отверстий под нарезание внутренней метрической резьбы
Скрытый брак не допускается! | ||||||
Формулы и определения нарезания резьбы
В этом разделе описаны формулы и определения нарезания резьбы для расчета скорости резания, подачи или любых других параметров для операций точения, нарезания резьбы или нарезания резьбы. Вы также найдете обозначения различных форм резьбы в соответствии с международными стандартами.
Формулы и определения точения резьбы
Подача
При разделении полной глубины резания на более мелкие проходы чувствительный радиус вершины пластины не перегружается.
Пример: Принимая 0,23–0,10 мм (0,009–0,004 дюйма) глубины резания за проход (радиальная подача), полной глубины резания ( a p ) и глубины профиля резьбы (0,94 мм ( 0,037 дюйма)), наматывается на метрическую резьбу с шагом 1,5 мм (0,06 дюйма) за 6 проходов (ворс).


Подача может быть рассчитана по формуле:
Δ a p = Радиальная подача, глубина резания за проход
X = Фактический проход (в серии от 1 до ворс )
a p = Общая глубина резьбы + дополнительный запас
nap = Количество проходов
Y = 1-й проход = 0.3
2-й проход = 1
3-й и выше = x-1
Шаг 1,5 мм (0,06 дюйма)
a p = 0,94 мм (0,037 дюйма)
ворс = 6
γ 1 = 0,3
γ 2 = 1
γ n = x-1
| Символ | Обозначение / определение | Метрическая система | дюймовая |
|---|---|---|---|
| a p 8 | подача глубинамм | дюйм | |
| n | Скорость шпинделя | об / мин | об / мин |
| V c | Скорость резания | м / мин | |
| ворс | Количество проходов |

- Корень / низ
Нижняя поверхность, соединяющая две смежные боковые стороны резьбы - Боковая поверхность
Сторона поверхности резьбы, соединяющей вершину и основание - Гребень / верх
Верхняя поверхность, соединяющая две стороны или бока.
P = Шаг, мм или резьбы на дюйм (t.p.i.)
Расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
β = угол профиля резьбы
Угол между боковыми сторонами резьбы, измеренный в осевой плоскости.
φ = Угол подъема (угол винтовой линии) резьбы
Угол резьбы на делительном диаметре с плоскостью, перпендикулярной оси.
Параметры диаметра

d = Наибольший диаметр, внешний
D = Большой диаметр, внутренний
d 1 = Малый диаметр, внешний
D 1 = Малый диаметр, внутренний
d 2 = Диаметр шага, внешний
D 2 = Диаметр шага, внутренний
Эффективный диаметр винтовой резьбы; примерно посередине между большим и малым диаметрами.
Угол подъема (угол наклона спирали)
Угол подъема φ (угол подъема винтовой линии) зависит и связан с диаметром и шагом резьбы. Это измерение можно представить в виде треугольника, отматываемого от компонента. Угол упреждения рассчитывается по формуле, приведенной ниже.
.Кручение валов

Напряжение сдвига в валу
Когда вал подвергается воздействию крутящего момента или скручивания, в валу создается напряжение сдвига. Напряжение сдвига изменяется от нуля по оси до максимума на внешней поверхности вала.
Напряжение сдвига в сплошном круглом валу в заданном положении может быть выражено как:
τ = T r / J (1)
где
τ = напряжение сдвига (Па, фунт f / фут 2 (psf))
T = крутящий момент (Нм, фунт f фут)
r = расстояние от центра до напряженной поверхности в заданном положении (м, футов)
J = Полярный момент инерции площади (м 4 , фут 4 )
Примечание
- «Полярный момент инерции площади » является мерой способность вала противостоять скручиванию.« Полярный момент инерции» определяется относительно оси, перпендикулярной рассматриваемой области. Он аналогичен «моменту инерции площади», который характеризует способность балки сопротивляться изгибу, и необходим для прогнозирования прогиба и напряжения в балке.
- 1 фут = 12 дюймов
- 1 фут 4 = 20736 дюймов 4
- 1 фунт / фут (фунт на / фут 2 ) = 144 фунт / дюйм (фунт на / дюйм) 2 )
«Полярный момент инерции области » также называется «Полярный момент инерции », « секунд области », «Момент инерции области », » Полярный момент области “или” секунд, момент “.
Полярный момент инерции в зависимости от момента инерции площади
- «Полярный момент инерции» – мера способности балки противостоять скручиванию – который требуется для расчета скручивания балки, подверженной крутящему моменту
- “Момент площади инерции »- свойство формы, которое используется для прогнозирования прогиба, изгиба и напряжения в балках.
Круглый вал и максимальный момент или крутящий момент
Максимальный момент на круглом валу можно выразить как:
T max = τ макс. J / R (2)
где
T макс. = максимальный крутящий момент (Нм, фунт f футов)
τ макс. = максимальное напряжение сдвига (Па, фунтов f / фут 2 )
R = радиус вала (м, фут)
Комбинирование (2) и (3) для сплошного вала
T max = (π / 16) τ max D 3 (2b)
Комбинирование ( 2) и (3b) для полого вала
T max = (π / 16) τ max (D 4 – d 4 ) / D (2c)
Круглый вал и полярный момент инерции
Полярный момент инерции кругового сплошного вала можно выразить как
J = π R 4 /2
= π (D / 2 ) 4 /2
= π D 4 /32 (3)
где
D = внешний диаметр вала (м, дюймы)
Полярный момент I Нерция круглого полого вала может быть выражена как
J = π (D 4 – d 4 ) / 32 (3b)
, где
d = внутренний диаметр вала (м, ft)
Диаметр сплошного вала
Диаметр сплошного вала можно рассчитать по формуле
D = 1.72 ( T max / τ max ) 1/3 (4)
Крутильное отклонение вала

Угловое отклонение торсионного вала может быть выражено как
α = LT / (J G) (5)
где
α = угловое отклонение вала (радианы)
L = длина вала ( м, футы)
G = Модуль жесткости при сдвиге – или модуль жесткости (Па, фунт / кв. дюйм)
Угловое отклонение сплошного торсионного вала может быть выражено как
α = 32 LT / (G π D 4 ) (5a)
Угловое отклонение торсионного полого вала может быть выражено как
9001 1α = 32 LT / (G π (D 4 – d 4 )) (5b)
Угол в градусах можно получить, умножив угол θ в радианах на 180 / π.
S olid вал ( π заменен)
α градусов ≈ 584 LT / (GD 4 ) (6a)
Полый вал ( π заменен)
α градуса ≈ 584 LT / (G (D 4 – d 4 ) (6b)
Моменты сопротивления скручиванию валов различного поперечного сечения
Пример – напряжение сдвига и Угловое отклонение в сплошном цилиндре
Момент 1000 Нм действует на вал сплошного цилиндра диаметром 50 мм (0.05 м) и длиной 1 м . Вал выполнен из стали с модулем жесткости 79 ГПа (79 10 9 Па) .
Максимальное напряжение сдвига можно рассчитать как
τ max = T r / J
= T (D / 2) / ( π D 4 /32)
= (1000 Нм) ((0,05 м) / 2) / ( π (0,05 м) 4 /32)
= 40764331 Па
= 40.8 МПа
Угловой прогиб вала можно рассчитать как
θ = LT / (J G)
= LT / ( ( π D 4 /32) G)
= (1 м) (1000 Нм) / ( ( π (0,05 м) 4 /32) (79 10 9 Па))
= 0,021 ( радиан)
= 1,2 o
Пример – напряжение сдвига и угловое отклонение в полом цилиндре
Момент 1000 Нм действует на вал полого цилиндра с внешним диаметром 50 мм (0 .05 м) , внутренний диаметр 30 мм (0,03 м) и длина 1 м . Вал выполнен из стали с модулем жесткости 79 ГПа (79 10 9 Па) .
Максимальное напряжение сдвига можно рассчитать как
τ max = T r / J
= T (D / 2) / ( π (D 4 – d 4) ) / 32)
= (1000 Нм) ((0,05 м) / 2) / ( π ((0.05 м) 4 – (0,03 м) 4 ) / 32)
= 46,8 МПа
Угловое отклонение вала можно рассчитать как
θ = LT / (J G)
= LT / (( π D 4 /32) G)
= (1 м) (1000 Нм) / ( ( ) π ((0,05 м) 4 – (0.03 м) 4 ) /32) (79 10 9 Па))
= 0,023 радиан)
= 1,4 o
Пример – Требуемый диаметр вала to Transmit Power

Электродвигатель 15 кВт должен использоваться для передачи мощности через соединенный сплошной вал. Двигатель и вал вращаются со скоростью 2000 об / мин . Максимально допустимое напряжение сдвига – τ max – в валу 100 МПа .
Связь между мощностью и крутящим моментом может быть выражена
P = 0,105 n об / мин T (7)
где
P = мощность (Вт)
n об / мин = частота вращения вала (об / мин)
Переставлены и со значениями – крутящий момент может быть рассчитан
T = (15 10 3 Вт) / (0,105 (2000 об / мин) )
= 71 Нм
Минимальный диаметр вала можно рассчитать по формуле.4
D = 1,72 ((71 Нм) / (100 10 6 Па)) 1/3
= 0,0153 м
= 15,3 мм
.Болты с накатанной и нарезанной резьбой
Резьба механического крепежного элемента, независимо от того, является ли он болтом с головкой, стержнем или гнутым болтом, может быть получена резкой или накаткой. Ниже описаны различия, заблуждения, преимущества и недостатки каждого метода.
Резьба накатанная
Роликовая нарезка резьбы – это процесс, при котором сталь выдавливается для образования резьбовой части крепежа, а не удаляется, как при нарезании резьбы.В этом процессе болт изготавливается из круглого прутка уменьшенного диаметра. Например, болт диаметром 1 дюйм изготавливается из круглого стержня диаметром 0,912 дюйма. Этот материал «делительного диаметра» представляет собой примерно середину между большим диаметром (вершинами) и малым диаметром (впадинами) резьбы. Болт «прокатывается» через набор резьбонарезных головок, которые смещают сталь и формируют резьбу. Конечным результатом является крепежная деталь с полной резьбой диаметром 1 дюйм, но уменьшенным диаметром корпуса (0,912).Заправка рулонной резьбы – чрезвычайно эффективный процесс, который часто приводит к значительной экономии средств. Таким образом, Portland Bolt по возможности накручивает резьбу.
Неправильные представления о резьбонарезании рулона
- Болты с цилиндрической резьбой не соответствуют спецификациям ASTM.
Технически любая спецификация, за исключением конструкционных болтов А325 и А490, может быть изготовлена с уменьшенным корпусом и накатанной резьбой.
- Болт с уменьшенным корпусом будет слабее, чем болт с полноразмерным корпусом.
Самым слабым местом любой механической застежки является малый диаметр резьбы. Поскольку размеры резьбы нарезанной резьбы и крепежной детали накатной резьбы идентичны, нет абсолютно никакой разницы в прочности. Фактически можно было бы возразить, что деформационное упрочнение, которое происходит во время процесса заправки валков, может даже сделать крепеж с накатанной резьбой более прочным.Кроме того, нарезание резьбы нарушает естественную структуру зерна круглого прутка, в то время как нарезание рулонной резьбы восстанавливает ее. Можно снова возразить, что врезание в зерно круглого стержня при нарезании резьбы может привести к образованию резьбы, которая имеет меньшую структурную целостность, чем деталь, на которую была нарезана резьба.
Преимущества нарезания резьбы
- Значительно меньшее время работы означает меньшие затраты.
- Поскольку болт с цилиндрической резьбой имеет меньший диаметр корпуса, он весит меньше, чем его полноразмерный аналог.Такое снижение веса снижает стоимость стали, цинкования, термообработки, гальваники, перевозки и любые другие расходы, связанные с крепежом, которые зависят от веса.
- Холодная обработка делает резьбу более устойчивой к повреждению во время обращения.
- Накатанная резьба часто получается более гладкой из-за эффекта полирования при накатке.
Недостатки нарезания резьбы
- Максимальный диаметр портландского болта
- составляет 1 дюйм, а максимальная длина резьбы – 8 дюймов.
- Доступность круглого прутка с делительным диаметром ограничена для определенных марок материала.
- Материал с минимальной прочностью на разрыв 150 тысяч фунтов / кв. Дюйм слишком прочен для наматывания резьбы портландским болтом. Конструкционные болты
- A325 и A490 не могут изготавливаться с корпусом меньшего диаметра.
- Для обработки редкой древесины, где критическим требованием является прочность на сдвиг, могут потребоваться болты с полноразмерным корпусом.
Нитки нарезанные
Нарезание резьбы – это процесс, при котором сталь срезается или физически удаляется с круглого стального стержня для образования резьбы.Болт диаметром 1 дюйм, например, получают путем нарезания резьбы на корпусе болта диаметром всего 1 дюйм.
Преимущества нарезания резьбы
- Несколько ограничений по диаметру и длине резьбы.
- Все спецификации могут быть изготовлены с нарезанной резьбой.
Недостатки нарезания резьбы
- Значительно увеличенное рабочее время означает более высокие затраты.
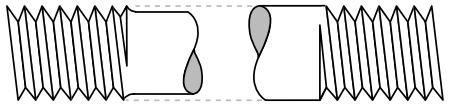 (слева), номинальный диаметр (справа)
(слева), номинальный диаметр (справа)| Грубая резьба | Катушка с резьбой Вес в наличии | Обрезать резьбу Вес в наличии | Вес Экономия % | ||
|---|---|---|---|---|---|
| Размер | Диаметр, в. | фунтов на фут | Диаметр, дюйм | фунтов на фут | |
| 3 ⁄ 8 “- 16 | 0,330 | 0,291 | 0,375 | 0,376 | 22,6 |
| 1 ⁄ 2 “- 13 | 0,445 | 0,529 | 0,500 | 0.668 | 20,8 |
| 5 ⁄ 8 “- 11 | 0,562 | 0,843 | 0,625 | 1,043 | 19,2 |
| 3 ⁄ 4 “- 10 | 0,680 | 1,235 | 0,750 | 1,500 | 17,7 |
| 7 ⁄ 8 “- 9 | 0.797 | 1,696 | 0,875 | 2,044 | 17,0 |
| 1 “- 8 | 0,912 | 2,221 | 1.000 | 2,670 | 16,8 |
01.11.2017
 https: // www.portlandbolt.com/about/team/greg-lindsay/ Грег Линдси
https: // www.portlandbolt.com/about/team/greg-lindsay/ Грег Линдси Телефон: 800.599.0565
Электронная почта: [email protected]
Диаметр корпуса Диаметр вала 1. Фланец (Монтаж корпуса) Класс защиты входного вала (EN 60529) Класс защиты корпуса (EN 60529)
Как привести в действие Schen
 Автоматика / Миниатюрный датчик полого вала типа SCh42F – Ø 32 мм Полое отверстие: Ø 6 мм – Ø 3/8 дюйма Разрешение до 5000 ppr IP 65 (IP 50 для варианта разъема IDC) Электрические характеристики Код: Разрешение:
Автоматика / Миниатюрный датчик полого вала типа SCh42F – Ø 32 мм Полое отверстие: Ø 6 мм – Ø 3/8 дюйма Разрешение до 5000 ppr IP 65 (IP 50 для варианта разъема IDC) Электрические характеристики Код: Разрешение:
Датчик крутящего момента серии 7500
 Свойства Вал отбора мощности (отбора мощности) со встроенным устройством измерения крутящего момента и угла Бесконтактная система измерения, высокая надежность Решение Plug & Play, дополнительная электроника не требуется Измерение производительности
Свойства Вал отбора мощности (отбора мощности) со встроенным устройством измерения крутящего момента и угла Бесконтактная система измерения, высокая надежность Решение Plug & Play, дополнительная электроника не требуется Измерение производительности
+ Инкрементальный интерфейс
 i IEH58-INC-1-GB-1 04/12 Revision 01 010101-00589999-9999 + Инкрементальный интерфейс + Тип со сквозным полым валом + Модульная линейка продуктов + Широкие возможности настройки параметров + Специальные параметры
i IEH58-INC-1-GB-1 04/12 Revision 01 010101-00589999-9999 + Инкрементальный интерфейс + Тип со сквозным полым валом + Модульная линейка продуктов + Широкие возможности настройки параметров + Специальные параметры
АБСОЛЮТНЫЙ РОТАЦИОННЫЙ КОДЕР ETHERNET / IP
 Основные характеристики – Компактная промышленная модель для тяжелых условий эксплуатации – Интерфейс: EtherNet / IP – Соответствие проверено ODVA – Корпус: 58 мм – Полный вал: 6 или 10 мм / полый вал 15 мм – Разрешение: макс.30 бит = 1,073,741,824
Основные характеристики – Компактная промышленная модель для тяжелых условий эксплуатации – Интерфейс: EtherNet / IP – Соответствие проверено ODVA – Корпус: 58 мм – Полный вал: 6 или 10 мм / полый вал 15 мм – Разрешение: макс.30 бит = 1,073,741,824
Абсолютный поворотный энкодер E6CP
 Абсолютный поворотный энкодер Абсолютные угловые энкодеры с выводом кода серого Вывод кода серого уменьшает количество ошибок вывода Легкий пластиковый корпус Используется с кулачковым позиционером H8PS компании Omron, этот энкодер обнаруживает
Абсолютный поворотный энкодер Абсолютные угловые энкодеры с выводом кода серого Вывод кода серого уменьшает количество ошибок вывода Легкий пластиковый корпус Используется с кулачковым позиционером H8PS компании Omron, этот энкодер обнаруживает
датчик maxon датчик maxon
 Датчик Привод шпинделя Головка редуктора E Двигатель (двигатель BLD) D Двигатель X Приводы (конфигурируемые) Управление двигателем с помощью энкодеров, тахометров D и резольверов с высокой точностью и высоким разрешением сигнала.Из-за резонанса
Датчик Привод шпинделя Головка редуктора E Двигатель (двигатель BLD) D Двигатель X Приводы (конфигурируемые) Управление двигателем с помощью энкодеров, тахометров D и резольверов с высокой точностью и высоким разрешением сигнала.Из-за резонанса
Инкрементальный поворотный энкодер E6B2
 Инкрементальный поворотный энкодер Универсальный поворотный энкодер выдерживает большие нагрузки на вал Широкое разнообразие питающих напряжений и выходных форм Легко настраиваемый нулевой индекс (фаза Z) с функцией индикации исходного положения
Инкрементальный поворотный энкодер Универсальный поворотный энкодер выдерживает большие нагрузки на вал Широкое разнообразие питающих напряжений и выходных форм Легко настраиваемый нулевой индекс (фаза Z) с функцией индикации исходного положения
Датчик крутящего момента реакции
 Усилие 1 1 Н · м до 1 000 1 000 Н · м Тип 9329A 9389A Эти простые в установке пьезоэлектрические датчики крутящего момента особенно подходят для измерения быстро меняющихся крутящих моментов на невращающихся валах.
Усилие 1 1 Н · м до 1 000 1 000 Н · м Тип 9329A 9389A Эти простые в установке пьезоэлектрические датчики крутящего момента особенно подходят для измерения быстро меняющихся крутящих моментов на невращающихся валах.
Датчики положения с возвратной пружиной 10, 25, 50, 75, 100 мм серии TR, TRS
 Датчики положения с возвратной пружиной 10, 25, 50, 75, 100 мм серии TR, TRS Особенности длительный срок службы 100 x 10 6 перемещений выдающаяся линейность до ± 0,075% выбор разъема или кабельного соединения DIN
Датчики положения с возвратной пружиной 10, 25, 50, 75, 100 мм серии TR, TRS Особенности длительный срок службы 100 x 10 6 перемещений выдающаяся линейность до ± 0,075% выбор разъема или кабельного соединения DIN
Гиваре NC-SRS 280 оч 880
 Givare NC-SRS 280 och 880 Aratron AB / Nordic Control, 02 03 SRS280SEALED ROTARY SENSOR ХАРАКТЕРИСТИКИ ± 2 Сопротивление ± 20% Гистерезис (повторяемость) Точность Максимальное приложенное напряжение Разрешение Плавность выхода
Givare NC-SRS 280 och 880 Aratron AB / Nordic Control, 02 03 SRS280SEALED ROTARY SENSOR ХАРАКТЕРИСТИКИ ± 2 Сопротивление ± 20% Гистерезис (повторяемость) Точность Максимальное приложенное напряжение Разрешение Плавность выхода
Одинарный базовый клапан
 электромагнитные клапаны Мини-клапаны 10 мм Электрическое подключение… Монтаж … Размеры портов … Номинальная температура … Жидкость … Рабочее давление … Номинальный расход … Пневматические соединения Напряжение … Мощность … Тарельчатый клапан NC
электромагнитные клапаны Мини-клапаны 10 мм Электрическое подключение… Монтаж … Размеры портов … Номинальная температура … Жидкость … Рабочее давление … Номинальный расход … Пневматические соединения Напряжение … Мощность … Тарельчатый клапан NC
Миниатюрные промышленные реле RY2
 6 RY2 Реле общего назначения Для вставных розеток, монтаж на рейку 35 мм в соотв. по PN-EN 60715 или на панели Плоские вставные соединители – Faston x 0,5 мм Признания, сертификаты, директивы: RoHS,
6 RY2 Реле общего назначения Для вставных розеток, монтаж на рейку 35 мм в соотв. по PN-EN 60715 или на панели Плоские вставные соединители – Faston x 0,5 мм Признания, сертификаты, директивы: RoHS,
Инструментальные револьверные головки и инструментальные диски
 Другие наши продукты Устройство автоматической смены инструмента Зажимные цилиндры Инструментальные диски Индексные столы Инструментальные револьверные головки и инструментальные диски Pragati Automation Pvt.Ltd. 1, IV этап, 11-й перекресток, промышленный район Пеенья, Бангалор,
Другие наши продукты Устройство автоматической смены инструмента Зажимные цилиндры Инструментальные диски Индексные столы Инструментальные револьверные головки и инструментальные диски Pragati Automation Pvt.Ltd. 1, IV этап, 11-й перекресток, промышленный район Пеенья, Бангалор,
Абсолютные энкодеры многооборотные
 Абсолютные энкодеры многооборотные Sendix / (вал / полый вал) thernet / IP Многооборотные датчики Sendix с запатентованной технологией Intelligent Scan Technology – это оптический энкодер особенно высокого разрешения без шестерен и
Абсолютные энкодеры многооборотные Sendix / (вал / полый вал) thernet / IP Многооборотные датчики Sendix с запатентованной технологией Intelligent Scan Technology – это оптический энкодер особенно высокого разрешения без шестерен и
Приводы ГЕРЦ-Тепловые
 Приводы ГЕРЦ-Термал Лист данных 7708-7990, выпуск 1011 Размеры в мм 1 7710 00 1 7710 01 1 7711 18 1 7710 80 1 7710 81 1 7711 80 1 7711 81 1 7990 00 1 7980 00 1 7708 11 1 7708 10 1 7708 23 1 7709 01
Приводы ГЕРЦ-Термал Лист данных 7708-7990, выпуск 1011 Размеры в мм 1 7710 00 1 7710 01 1 7711 18 1 7710 80 1 7710 81 1 7711 80 1 7711 81 1 7990 00 1 7980 00 1 7708 11 1 7708 10 1 7708 23 1 7709 01
AUTOMATICOS S.L ОПТИЧЕСКИЕ КОДЕРЫ
 ЗАВОД И ОФИСЫ ОПТИЧЕСКИХ ЭНКОДЕРОВ Prolongación c / Sant Francesc s / n 17400 Breda (Girona) España Тел .: (00 34) 972 160 017 Факс: (00 34) 972 160 230 Эл. Почта: [email protected] Интернет: www .hohner.es ВО ФРАНЦИЮ
ЗАВОД И ОФИСЫ ОПТИЧЕСКИХ ЭНКОДЕРОВ Prolongación c / Sant Francesc s / n 17400 Breda (Girona) España Тел .: (00 34) 972 160 017 Факс: (00 34) 972 160 230 Эл. Почта: [email protected] Интернет: www .hohner.es ВО ФРАНЦИЮ
Каталог двигателей SBL / K 2002
 Каталог моторов SBL / K 2002 Бесщеточные серводвигатели до 32 Нм Motor Technology Ltd.Motec House Chadkirk Ind. Est. Ромили Стокпорт Чешир SK6 3LE Англия Тел. +44 (0) 161427 3641 Факс. +44 (0) 161 427 1306
Каталог моторов SBL / K 2002 Бесщеточные серводвигатели до 32 Нм Motor Technology Ltd.Motec House Chadkirk Ind. Est. Ромили Стокпорт Чешир SK6 3LE Англия Тел. +44 (0) 161427 3641 Факс. +44 (0) 161 427 1306
Многофункциональные устройства
 устройства устройства устройства электронные Тип Страница Многофункциональные светодиодные индикаторы импульсов, частоты, времени (DC) Codix 524 240 импульсов, частоты, времени (AC + DC) Codix 544 243 Многофункциональные ЖК-индикаторы предустановленных счетчиков 1 или 2
устройства устройства устройства электронные Тип Страница Многофункциональные светодиодные индикаторы импульсов, частоты, времени (DC) Codix 524 240 импульсов, частоты, времени (AC + DC) Codix 544 243 Многофункциональные ЖК-индикаторы предустановленных счетчиков 1 или 2
Трехкомпонентная измерительная система
 Трехкомпонентная система измерения силы для измерения силы во время токарной обработки Модульная система для измерения силы резания при токарной обработке внешнего и внутреннего диаметра на револьверных станках.Адаптеры для машин
Трехкомпонентная система измерения силы для измерения силы во время токарной обработки Модульная система для измерения силы резания при токарной обработке внешнего и внутреннего диаметра на револьверных станках.Адаптеры для машин
Магнитные датчики приближения
 Магнитные датчики приближения Магнитные датчики приближения Обзор Страница 38 Принцип действия и установка Страница 39 Цилиндрические конструкции Страница 41 Прямоугольные конструкции Страница 42 37 Kurzübersicht Magnetoresistive
Магнитные датчики приближения Магнитные датчики приближения Обзор Страница 38 Принцип действия и установка Страница 39 Цилиндрические конструкции Страница 41 Прямоугольные конструкции Страница 42 37 Kurzübersicht Magnetoresistive
Модули дискретного ввода
 8 172 TX-I / O Модули дискретного ввода TXM1.8D TXM1.16D Две полностью совместимые версии: TXM1.8D: 8 входов, каждый с трехцветным светодиодом (зеленый, желтый или красный) TXM1.16D: Как TXM1.8X, но 16 входов, каждый с
8 172 TX-I / O Модули дискретного ввода TXM1.8D TXM1.16D Две полностью совместимые версии: TXM1.8D: 8 входов, каждый с трехцветным светодиодом (зеленый, желтый или красный) TXM1.16D: Как TXM1.8X, но 16 входов, каждый с