Диаметры отверстий для нарезания резьбы таблица: Диаметр сверла под резьбу: таблица размеров по ГОСТ
alexxlab | 27.02.2023 | 0 | Разное
ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры
ГОСТ 21350-75
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Диаметры
Holes for threading pipe taper screw thread. Diameters
Дата введнения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 N 3877
3. ВЗАМЕН ГОСТ 5389-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 380-94 | 1 |
ГОСТ 859-2001 | 1 |
ГОСТ 1050-88 | 1 |
ГОСТ 4543-71 | 1 |
ГОСТ 5632-72 | 1 |
ГОСТ 6211-81 | 1, 2 |
ГОСТ 19281-89 | 1 |
ГОСТ 20072-74 | 1 |
5. Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
6. ПЕРЕИЗДАНИЕ
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19281 и ГОСТ 5632 (кроме сплавов на никелевой основе), ГОСТ 20072 и меди по ГОСТ 859.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
28 | 0,907 | 8,10 | +0,20 | 8,57 | +0,10 | 15 | |
19 | 1,337 | 10,80 | +0,24 | 11,45 | 20 | ||
14,30 | 14,95 | 24 | |||||
14 | 1,814 | 17,90 | 18,63 | 29 | |||
23,25 | +0,28 | 24,12 | 31 | ||||
1 | 11 | 2,309 | 29,35 | 30,29 | 37 | ||
1 | 37,80 | +0,34 | 38,95 | 40 | |||
1 | 43,70 | 44,85 | 42 | ||||
2 | 55,25 | +0,40 | 56,66 | 44 | |||

Примечание.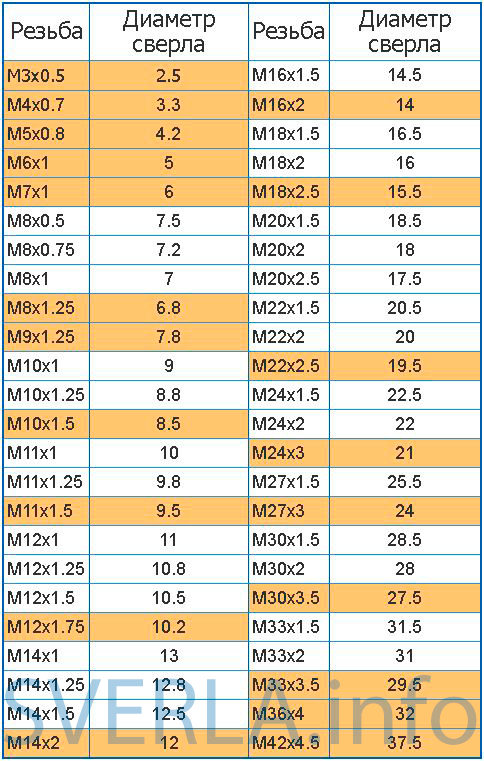 Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий и их предельные отклонения должны быть равны установленным ГОСТ 6211 для внутреннего диаметра резьбы.
Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий и их предельные отклонения должны быть равны установленным ГОСТ 6211 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |
Номин. | Пред. откл. | ||||
28 | 0,907 | 8,25 | +0,20 | 15 | |
19 | 1,337 | 11,05 | +0,24 | 20 | |
14,50 | 24 | ||||
14 | 1,814 | 18,10 | +0,28 | 29 | |
23,60 | 31 | ||||
1 | 11 | 2,309 | 29,65 | 37 | |
1 | 38,30 | +0,34 | 40 | ||
1 | 44,20 | 42 | |||
2 | 56,00 | +0,40 | 44 | ||
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр сверла для отверстия, мм | |
с развертыванием на конус | без развертывания на конус | |||
28 | 0,907 | 8,1 | 8,3 | |
19 | 1,337 | 10,8 | 11,1 | |
14,25 | 14,5 | |||
14 | 1,814 | – | – | |
23,25 | ||||
1 | 11 | 2,309 | – | |
1 | 38,25 | |||
1 | – | |||
2 | 56,00 | |||
Электронный текст документа
и сверен по:
Дюймовые и специальные резьбы: Сб. ГОСТов. –
ГОСТов. –
М.: ИПК Издательство стандартов, 2003
Проект Карла III Ребане и хорошей компании | Раздел недели: Водные растворы и смеси для обработки металлов – мытья, обезжиривания, нанесения покрытий, очистки и т.п. Составы для очистки и обезжиривания поверхности и нанесения покрытий. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Техническая информация тут Поиск на сайте DPVA Полезные ссылки О проекте Обратная связь Оглавление | Адрес этой страницы (вложенность) в справочнике DPVA.xyz: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги.
 Введите свой запрос: Введите свой запрос: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.xyz Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.DPVA.xyz не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 …Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.
…Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. откл.
откл.  откл.
откл. Поиск подходящего размера сверла для нарезания резьбы
Поделиться этой публикацией
by Marlon Blandon
Вы действительно получаете наилучшие результаты от своих метчиков? Избегайте распространенных ошибок.
Одна из самых распространенных ошибок, которую допускают слесари при нарезании резьбы, — это использование сверла неправильного размера. Не намеренно, конечно, просто большинство машинистов используют устаревшие схемы, разработанные еще в 1950-х годах, когда высокоскоростные дрели были нормой.
Чтобы снизить риск поломки резьбы, инженер-конструктор часто проявлял осторожность и указывал высокие проценты высоты резьбы в резьбовых отверстиях. Процент значений резьбы, которые указаны в старых таблицах сверления метчиков, в большинстве случаев выше, чем необходимо. Другая причина, по которой некоторые таблицы сверления резьбовых отверстий устарели, заключается в том, что большинство сверл для изготовления резьбовых отверстий были изготовлены из быстрорежущей стали или кобальта на момент создания таблиц. Многие отверстия под метчик в настоящее время создаются с помощью высокопроизводительных твердосплавных сверл, и эти твердосплавные сверла позволяют получить более точные отверстия, чем сверла из быстрорежущей стали. Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Правильный выбор размера сверла для метчика повлияет на операцию обработки. Многие производители инструментов предлагают использовать процент значений резьбы от 60 до 70 процентов для большинства операций предварительного сверления. Увеличивая диаметр предварительно просверленного отверстия, слесарь может увеличить срок службы метчика за счет уменьшения усилия, необходимого для формирования резьбы. Важно понимать, что прочность нити не прямо пропорциональна проценту нити. По некоторым данным, 100-процентная резьба всего на пять процентов прочнее, чем 75-процентная резьба, но для ее создания требуется в три раза больший крутящий момент. Срок службы метчика значительно сокращается, чтобы теоретически увеличить прочность резьбы.
Например, нарезная резьба 7/16-14 UNC обычно обозначается буквой «U» для сверления диаметром 9,3 мм (0,3680 дюйма) на большинстве старых таблиц метчиков, что соответствует 75-процентному значению для процента от резьба, но сверло диаметром 9,4 мм (0,3701 дюйма) может быть лучшим выбором. Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.
Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.
Для накатной резьбы требуются отверстия большего диаметра, чем указанные для нарезных метчиков. Для роликовой резьбы 7/16-14 UNC потребуется сверло размером 10,25 мм (0,4035 дюйма). Материал смещается и формуется, а не режется, что требует предварительно просверленного отверстия для поддержания правильного количества материала, который должен быть сформирован в профиль резьбы метчика. Роликовая нарезка метчика вытесняет металл из стенок отверстия для образования резьбы, поэтому сверло для нарезки метчика оставляет слишком много материала в отверстии
Выбор правильного размера метчика для нарезания внутренней резьбы не так прост, как просмотр устаревшей таблицы размеров метчика. Понимание того, как значения могут повлиять на производственный процесс, является важным фактором. SMT
Понимание того, как значения могут повлиять на производственный процесс, является важным фактором. SMT
Марлон Блэндон (Marlon Blandon) — менеджер по продукции резьбовых фрез в Emuge Corp.0006 Перейти к содержимому
таблицы для печати внизу страницы
Трубные метчики JarfloТрубные метчики Jarflo (NPT и NPS) имеют значительные преимущества перед режущими метчиками во многих областях применения. Эти преимущества включают улучшенное качество обработки резьбы, более прочную резьбу, более длительный срок службы метчика, более высокую скорость нарезания метчика и отсутствие стружки. Нецелесообразно формировать резьбу NPTF и NPSF, потому что требуется 100% резьба, а гребни должны быть полностью сформированы.
Существует два варианта подготовки отверстия для конического трубного метчика Jarflo:
- Коническое отверстие – Коническое отверстие с предварительно нарезанной резьбой обеспечивает постоянный процент высоты резьбы по всей глубине резьбы в детали.
 Коническое отверстие может быть просверлено, расширено или забито. Конические отверстия требуют наибольшего крутящего момента и HP для нарезания резьбы.
Коническое отверстие может быть просверлено, расширено или забито. Конические отверстия требуют наибольшего крутящего момента и HP для нарезания резьбы.
 Коническое отверстие может быть просверлено, расширено или забито. Конические отверстия требуют наибольшего крутящего момента и HP для нарезания резьбы.
Коническое отверстие может быть просверлено, расширено или забито. Конические отверстия требуют наибольшего крутящего момента и HP для нарезания резьбы.- Прямое отверстие – во многих случаях с конической трубной резьбой может использоваться прямое отверстие. Метчик Jarflo в конечном счете создаст правильную коническую резьбу, формируя материал от верха до дна отверстия. Метод с прямым отверстием приведет к полной резьбе с острым гребнем в верхней части отверстия. На дне норы могут быть частично сформированные гребни с открытыми «КРОЛИЧЬИМИ УШКАМИ». Преимущества полированной высококачественной резьбы в верхней части отверстия обеспечивают отличную герметизацию детали. Процедура обработки прямого отверстия снизит крутящий момент при нарезании резьбы и улучшит срок службы инструмента.
- Прямую трубную резьбу можно нарезать, используя только высококачественное отверстие. Расширение помогает контролировать размер отверстия, но не является обязательным.

Стандарт Ярфло NPT | Коническое отверстие Размер «T» | Прямое отверстие Размер «S» |
| 16-27 1/1 | 0,281–0,284 дюйма | 0,272–0,275 дюйма |
| 1/8-27 | 0,374–0,377 дюйма | 0,365” – 0,368” |
| 1/4-18 | 0,490–0,494 дюйма | 0,476–0,480 дюйма |
| 3/8-18 | 0,640–0,644 дюйма | 0,626–0,630” |
| 1/2-14 | 0,779–0,784 дюйма | 0,761” – 0,766” |
| 3/4-14 | 0,990–0,995 дюйма | 0,971” – 0,976” |
| 1 – 11 ½ | 1,240–1,245 дюйма | 1,220–1,230 дюйма |
Стандарт Ярфло NPS, NPSM, NPSC и NPSI | Размер прямого отверстия для резьбы 75 % |
| 1/16-27 | 0,282–0,284 дюйма |
| 1/8-27 | 0,379–0,381 дюйма |
| 1/4-18 | . |