Дип 200 технические характеристики: ДИП-200 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
alexxlab | 22.12.2022 | 0 | Разное
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Настройка токарного станка на нарезание резьбы
При нарезании резьб уравнения кинематических цепей составляют исходя из условия, что за один оборот шпинделя инструмент должен переместиться в направлении подачи на величину шага Рр нарезаемой резьбы.
Запишем уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:
При нарезании модульной резьбы с минимальным шагом в данное уравнение вместо сменных колес z = 40—73, 73—64 следует подставить колеса z = 60—73, 86—36. Уравнение кинематического баланса для нарезания дюймовой резьбы в общем виде:
Настройка современного универсального токарно-винторезного станка 1К620
на нарезание резьбы сводится к настройке приводов главного движения и движения подачи.
Настройка коробки подач на шаг нарезаемой резьбы в большинстве случаев осуществляется с помощью таблицы, укрепленной на станке, или по паспорту.
Рукоятки управления коробки подач устанавливают в положение, указанное в таблице, а реверс ходового винта — в положение, соответствующее нарезанию правой или левой резьбы, и при необходимости включают звено увеличения шага резьбы.
Вращение от коробки подач сообщается ходовому винту, а включение продольного перемещения суппорта с резьбовым резцом происходит при замыкании разъемной маточной гайки.
При нарезании резьбы повышенной точности или с нестандартным шагом настройка цепи продольной подачи требует выполнения предварительных расчетов, иногда довольно сложных (например, при настройке винторезной цепи не коробкой подач, а гитарой сменных колес). В современных универсальных токарных станках предусмотрена возможность полного отключения коробки подач; ведомый вал гитары при этом соединяется напрямую с ходовым винтом станка. В этих случаях требуется подобрать сменные колеса из имеющихся в комплекте станка или изготовить дополнительные. Подбор числа зубьев сменных колес можно вести двумя способами.
При первом способе рычаги коробки подач ставятся в положение, при котором нарезаемый шаг равен шагу ходового винта станка. Таким образом, передаточное число равно шагу нарезаемого винта, деленному на шаг ходового винта. В случаях, когда числитель или знаменатель передаточного числа простой дроби будет иметь множители, неудобные для преобразования их в числа зубьев сменных зубчатых колес, расчет следует вести по таблицам передаточных чисел.
При втором способе подбор сменных колес осуществляется по одному из передаточных чисел сменных колес, имеющихся в наличии (хотя бы и с других станков), или по передаточному числу коробки подач.
Если необходимо изготовить резьбу с малыми допусками по шагу, а ходовой винт станка имеет погрешность при изготовлении, то подбор выполняют приближенными методами.
Кинематическая схема токарно-винторезного станка 16к20
Кинематическая схема токарно-винторезного станка 16к20
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.

- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.

Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
 Экстренное отключение суппорта.
Экстренное отключение суппорта.Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.


Схема органов управления токарным станком
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Паспортные данные токарно-винторезного станка 16К20
Все темы данного раздела:
Для специальности 150411 «Монтаж и техническая эксплуатация промышленного оборудования»
Пояснительная записка Методические указания к курсовому проекту по дисциплине «Монтаж, техническое обслуживание и ремонт промышленного оборудования» составлены для студентов специальности 150411 «Монтаж и техническая эк
Требования к оформлению пояснительной записки Пояснительная записка должна содержать все разделы, указанные в задании.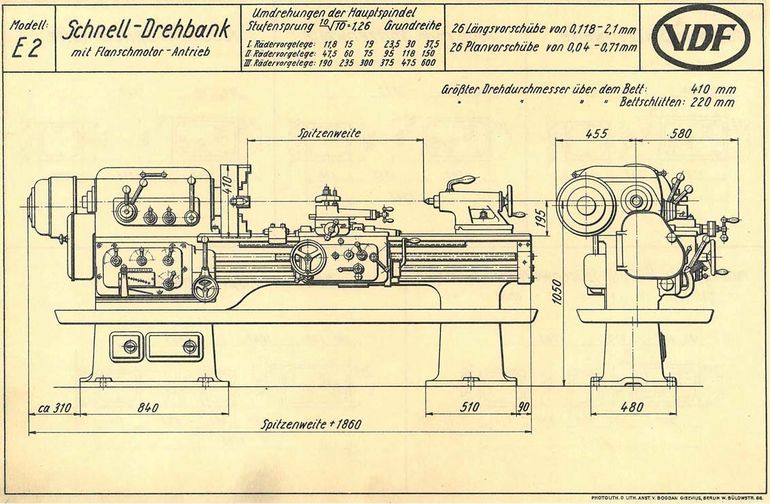 Она оформляется с соблюдением общих требований к текстовым документам, установленных в соотв
Она оформляется с соблюдением общих требований к текстовым документам, установленных в соотв
Требования к оформлению графической части Графическая часть выполняется на листах чертежной бумаги формата А1 (594х841 мм) в полном соответствии с действующими стандартами ЕСКД (ГОСТ 2.301 – 68). Листы графической части курсового проекта д
Дефектация деталей Студенты приводят данные о результатах дефектации, обосновывают метод дефектации и выбирают контрольно – измерительные средства. Результаты дефектации заносят в ведомость дефектов (приложен
Определение способа ремонта детали Для правильного выбора способа ремонта детали необходимо правильно оценить вид и степень износа поверхностей детали. При повышенном проценте износа поверхности деталь считается
Выбор исходной заготовки и ее конструирование Заготовка – это предмет производства, из которого изменением формы и размеров, свойств материала и шероховатости поверхности изготавливают деталь или неразъемную сборочную единицу –
ГОСТ 26645-85, мм 1 кл. точности 2 кл. точности 3 кл. точности Номинальный размер, мм
точности 2 кл. точности 3 кл. точности Номинальный размер, мм
Разработка маршрута механической обработки поверхностей заготовки План обработки поверхностей заготовки определяет построение технологического маршрута обработки. Требуемые для каждой поверхности виды и последовательность обработки зависят от ее формы, точности р
Проектирование операций механической обработки Одной из задач оптимизации технологического процесса изготовления детали является выбор выгодных режимов механической обработки для каждой операции, т.е. для процесса обработки заго
Назначение глубины резания с учетом величины припуска на обработку При черновой обработке желательно назначать глубину резания, соответствующую срезанию припуска за один проход. Количество проходов свыше одного при черновой обработке следует допускать в исключител
Ж) Вид точения В зависимости от вида точения изменяются и условия, в которых работает резец. При поперечном точении (подрезка торца) условия для резца более благоприятны, чем при продольном, при растачивании —
Фрезерование цилиндрическими фрезами При назначении режима резания глубину резания выбирают в зависимости от припуска на обработку и требуемой чистоты поверхности. В большинстве случаев глубина резания при черновом фрезеров
В большинстве случаев глубина резания при черновом фрезеров
Определение нормы времени Вспомогательное время на установку выбирается в зависимости от веса детали и характера установки, а время, связанное с переходом, — от характера прохода. Большое значение при фрезеровани
Фрезерование концевыми и дисковыми фрезами 1. Фрезерование дисковыми фрезами Глубина резания зависит от величины припуска или глубины паза и от чистоты поверхности. По принятым глубине резания, диаметру и числу зубь
Определение нормы времени Техническая норма штучно – калькуляционного времени слагается из затрат времени на изготовление или ремонт и в общем случае определяется по формуле Тшк =
Определение нормы времени Техническая норма штучно – калькуляционного времени слагается из затрат времени на изготовление определяется по формуле Тшк = То + Тв
Паспортные данные вертикально-сверлильного станка 2Н135 Мощность двигателя: Nдв = 4,5 кВт; КПД станка ŋ =0,8; Частота вращения шпинделя : 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1440. (ми
(ми
Проектирование нарезания резьбы Нарезание треугольной резьбы В ремонтном производстве на токарно-винторезных станках треугольную резьбу обычно нарезают метчиками, плашками или резцом. Нарезание р
Нарезание прямоугольной и трапецеидальной резьб Размеры прямоугольной резьбы нестандартизованы. При нарезании прямоугольной резьбы с шагом до 4 мм применяют один резец, профиль которого должен строго соответствовать профилю резьбы. Резьбу
Нарезание зубьев зубчатых колес методом копирования Метод копирования заключается в том, что режущему инструменту придают форму впадины между зубьями. Последовательной обработкой этим инструментом на заготовке образуют зубья колеса.
Нарезание зубчатых колес методом обкатки Сущность метода обкатки заключается в том, что режущему инструменту придается форма червячной фрезы, режущей шестерни или зубчатой рейки с режущими гранями и модулем, равным модулю нарезаемой шес
Нарезание цилиндрических зубчатых колес При нарезании цилиндрических зубчатых колес червячная фреза устанавливается под определенным углом к нарезаемому колесу, причем так, чтобы нитки фрезы червяка совпадали с впадинами
Нарезание шлицевых валов и звездочек Шлицы шлицевых эвольвентных соединений отличаются от зубьев обычных прямозубых цилиндрических колес лишь своими размерами. Шлицевые прямобочные валы в условиях ремонтных мастерских можно обрабатыва
Шлицевые прямобочные валы в условиях ремонтных мастерских можно обрабатыва
Выбор режимов резания Режимы резания при обработке шлицевых валов с эвольвентным профилем назначаются так же, как и при нарезании прямозубых цилиндрических колес червячными фрезами. Подачи при нарезании прям
Зубодолбежные работы Зубодолбежные работы выполняются на зубодолбежных станках в основном с вертикальным расположением шпинделя. Режущим инструментом при этом является шестерня — долбяк, имеющий модуль, одинаковый с н
Зубострогальные работы Нарезание конических зубчатых колес с прямыми зубьями производится несколькими способами. Наибольшее применение па ремонтных заводах получил способ нарезания двумя зубострогалытыми резцами по мето
Курсовой проект выполняется в следующем объеме № п/п Наименование задачи проектирования %выполнения
Ведомость дефектов на______капитальный_______ ремонт ____________________________________________________ наименование оборудования инвентарный номер №______
На поля допуска по системе СЭВ Валы Отверстия Система ОСТ Система СЭВ Система ОСТ Система СЭВ Т1
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.

Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Токарные станки ДИП-200 в Королеве
- Главная
- Продажа
- Токарно-винторезные станки
- Токарный станок ДИП-200
Вы можете очень быстро сравнить цены токарного станка ДИП-200 и подобрать оптимальные варианты из более чем 92 предложений
Реклама
Станок с ЧПУ токарный CKE 6150Z/2000
ЧПУ Fanuc, Dст=500мм, РМЦ=2000мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Реклама
Токарный станок c ЧПУ с прямой станиной MetalTec CK 80×2000
? обработки, 800 мм.
Расстояние между центрами, 2000 мм.
Мощность двигателя, 15 кВт.
Система ЧПУ, Siemens/Fanuc
Тип направляющих, скольжения.
Вес, 5000 кг.
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CKE6180Z/2000
Токарный станок с ЧПУ предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, различной сложности, включая…
Подробное описание и цена >>>
рев. гол.
Подробное описание и цена >>>
Реклама
Токарный станок c ЧПУ с прямой станиной MetalTec CK 80×2000
? обработки, 800 мм.
Расстояние между центрами, 2000 мм.
Мощность двигателя, 15 кВт.
Система ЧПУ, Siemens/Fanuc
Тип направляющих, скольжения.
Вес, 5000 кг.
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CKE6180Z/2000
Токарный станок с ЧПУ предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, различной сложности, включая…
Подробное описание и цена >>>
Токарный станок с ОСУ САСТА са600с20ф2к
Состояние: Б/У Год выпуска: 2010 Производитель: Россия
Продам Токарный станок с ОСУ САСТА са600с20ф2к. РМЦ 2000 мм, 2010 года выпуска. В идеальном состоянии, с минимальной наработкой, в комплекте с люнетом и документацией, с проверкой в работе. В…
РМЦ 2000 мм, 2010 года выпуска. В идеальном состоянии, с минимальной наработкой, в комплекте с люнетом и документацией, с проверкой в работе. В…
18.10.2022 Королев (Россия)
2 200 000
Токарный винторезный станок 1а64
Состояние: Б/У Год выпуска: 1990
В продаже токарный винторезный станок 1а64. Станок РМЦ 2800 мм, в отличном состоянии, работает мягко, направляющие без задиров, в комплекте с люнетом. С проверкой в работе.Технические…
24.11.2022 Королев (Россия)
850 000
станки
Состояние: Б/У Год выпуска: 1975 Производитель: Россия
Листогибочный станок – 190т.р.Ножницы гильотинные НК -3418 ( 6,3 мм, 2000мм, ) -190т.р.Ножницы гильотинные НК- 3416 (4,0 мм, 2000 мм ) -170т. р.Токарный станок 16К20 -100т.рТокарный станок 16К20-…
р.Токарный станок 16К20 -100т.рТокарный станок 16К20-…
02.08.2017 Королев (Россия)
Состояние: Б/У Год выпуска: 1999
В продаже Токарный винторезный станок 16к20. РМЦ 1000 мм. Станок в хорошем техническом состоянии, с проверкой в работе.Технические характеристики 16к20 Наименование параметра 16К20…
10.11.2022 Королев (Россия)
250 000
Токарный винторезный станок 1к625д. РМЦ 1000 мм
Состояние: Б/У Год выпуска: 1991
В продаже Токарный винторезный станок 1к625д. РМЦ 1000 мм. В хорошем техническом состоянии, в комплекте с прямыми и обратными кулачками, ключами к патрону и резцедержателю, виброопорами. С…
С…
15.11.2022 Королев (Россия)
270 000
Болгарские токарно-винторезные станки СУ325, СУ400, СУ500, СУ630, СУ730 (СU325, СU400, СU500, СU630, СU730)
Состояние: Новый Производитель: ЗММ – Сливен (Болгария)
В наличии
Продам болгарские токарно-винторезные станки СU325, СU400, СU500, СU630, СU730 (СУ325, СУ400, СУ500, СУ630, СУ730) со склада в Москве.
27.01.2020 Королев (Россия)
Болгарские токарно-винторезные станки СУ325, СУ400, СУ500, СУ630, СУ730 (СU325, СU400, СU500, СU630, СU730)
Состояние: Новый Производитель: ЗММ – Сливен (Болгария)
В наличии
Продаем болгарские токарно-винторезные станки и запчасти к ним.
08.
Болгарские токарно-винторезные станки СУ325, СУ400, СУ500, СУ630, СУ730 (СU325, СU400, СU500, СU630, СU730) и запчасти к ним
Состояние: Новый Производитель: ЗММ – Сливен (Болгария)
В наличии
ООО «БулТехСтан Сервис» является официальным представителем болгарских станкостроительных заводов и предлагает со склада в Москве широкую гамму ленточнопильных, токарных, фрезерных, сверлильных,…
31.01.2021 Королев (Россия)
Станок токарно-винторезный 16К20, 1Е61М,16Б25ПС, EMUS-160, 1Е6, SV18RА, 1К62
Состояние: Новый
В наличии
Станок токарно-винторезный1Е61М – 1963 г.в. 2 шт.1Е61М – 1968 г.в.1Е61МТ – 1964 г.в.16К20 – 1976 г.в.16Б25ПС – 1981 г.в.EMUS-160 – 1964 г. в.1К62 – 1964 г.в. 3 шт.SV18RА – 1977 г.в. 2 штSU-400 -…
в.1К62 – 1964 г.в. 3 шт.SV18RА – 1977 г.в. 2 штSU-400 -…
23.11.2022 Королев (Россия)
CS6150B Токарный Винторезный станок
Состояние: Б/У Год выпуска: 1990
В продаже Токарный винторезный станок CS6150B. Станок в отличном состоянии, РМЦ 2000мм, проходное отверстие шпинделя 82мм.Технические характеристики CS6150B Параметры Ед. изм….
06.04.2022 Королев (Россия)
600 000
Токарно-винторезный станок 1м63 с РМЦ 1500 мм
Состояние: Б/У Год выпуска: 1993
Продам токарно-винторезный станок 1м63 с РМЦ 1500 мм. Станок в отличном состоянии, с проверкой в работе.Технические характеристики 1м63 РМЦ 1500 мм Диаметр обрабатываемой заготовки над…
10. 11.2022
Королев (Россия)
11.2022
Королев (Россия)
500 000
Компания скупает фрезерные, токарные, шлифовальные металлообрабатывающее оборудование
Состояние: Б/У Год выпуска: 1990
Компания скупает фрезерные, токарные, шлифовальные металлообрабатывающее оборудование б/у. Отдаем предпочтение оптовым закупкам – после закрытия производства, выведенные из эксплуатации. В первую…
30.03.2022 Королев (Россия)
Широкоуниверсальный фрезерный станок 6т75
Состояние: Б/У Год выпуска: 1991
Продам Широкоуниверсальный фрезерный станок 6т75 в отличном техническом состоянии. В комплекте с тисками, оправками, цангами. С проверкой в работе.Технические характеристики фрезерного станка 6т75…
14.08.2022 Королев (Россия)
270 000
Широкоуниверсальный фрезерный станок 675П
Состояние: Б/У Год выпуска: 1995
В продаже Широкоуниверсальный фрезерный станок 675П. Станок в рабочем состоянии, с проверкой.Технические характеристики 675П Наименование параметра 675П Основные параметры станка…
Станок в рабочем состоянии, с проверкой.Технические характеристики 675П Наименование параметра 675П Основные параметры станка…
03.09.2022 Королев (Россия)
120 000
Состояние: Б/У Год выпуска: 1990
Продам Вертикальный сверлильный станок 2н125. Станок полностью в рабочем состоянии, с проверкой.Технические характеристики 2н125 Наименование параметра 2Н125 Основные параметры…
24.09.2022 Королев (Россия)
120 000
Вертикальный фрезерный станок 6р11
Состояние: Б/У Год выпуска: 1993
В продаже Вертикальный фрезерный станок 6р11. Станок в отличном состоянии, стол и направляющие без износа и задиров, в комплекте с оправками, с проверкой в работе. Технические характеристики 6р11…
Технические характеристики 6р11…
16.11.2022 Королев (Россия)
145 000
Заточной станок 3в642
Состояние: Б/У Год выпуска: 1985
В продаже Заточной станок 3в642. Станок в рабочем состоянии, в комплекте с центрами, с проверкой в работе.Технические характеристики 3в642 Наименование параметра 3В642 Основные…
18.11.2022 Королев (Россия)
100 000
Вертикальный фрезерный станок 6р10
Состояние: Б/У Год выпуска: 1990
В продаже Вертикальный фрезерный станок 6р10. Станок в хорошем техническом состоянии. С проверкой в работе.Технические характеристики 6р10 Наименование параметра 6р10 Основные…
19.11.2022 Королев (Россия)
130 000
Состояние: Б/У Год выпуска: 1990
Продам Широкоуниверсальный фрезерный станок 676. Станок в отличном техническом состоянии, в комплекте с тисками, делительной головкой, хоботом с серьгой. С проверкой в работе.Технические…
Станок в отличном техническом состоянии, в комплекте с тисками, делительной головкой, хоботом с серьгой. С проверкой в работе.Технические…
19.11.2022 Королев (Россия)
210 000
Популярные категории в Королеве
Да кстати, на портале ProСтанки выбор предложений по токарному станку ДИП-200 почти как на Авито и TIU
Видео токарного станка ДИП-200
01:03 2 HD www.russtanko-rzn.ru-Ходовые винты/валы для токарных станков 1М63,1М63Н,16К40,1Н65,1М65,ДИП300, ДИП500 08.08.2016 8373
Просто купите Плоскогубцы с укороченными губками, изогнутые, с изоляцией по VDE 200 мм
Хоффманн Груп Домашняя страницаЦена за единицу
81,95 долларов США
плюс НДС по действующей ставке Цены плюс стоимость доставки
Количество
Мы доставляем
Сертифицированное качество доставки и удовлетворенность клиентов. Минимальные капиталовложения благодаря высочайшим возможностям доставки.
Минимальные капиталовложения благодаря высочайшим возможностям доставки.
| общая длина | 200 мм |
| Длина челюсти | 73 мм |
| Конструкция челюсти | бекас с изогнутыми челюстями (ок. 40° – 45°) |
| Стандарт | DIN ISO 5745; DIN EN 60900 / VDE 0682-201 |
| Характеристики челюсти | Режущие кромки с индукционной закалкой (около 60 HRC) |
| Тип челюстей | внутренняя поверхность шероховатая |
| Ручка | с пластиковым покрытием |
| Материал | Хромованадиевая сталь, штампованная и закаленная в масле |
| Поверхность | хромированный |
| Тип продукта | Многофункциональные плоскогубцы |
| Артикул № | 713735 200 |
| EAN/GTIN | 4003773016090 |
| Номер производителя | 26 27 200 |
Версия:
Очень длинные бекасные носовые челюсти. Режущие кромки подвергнуты индукционной закалке (около 61 HRC), подходят для жесткой и мягкой проволоки. Зазубренные внутренние челюсти. Ручки с пластиковым покрытием по DIN EN 60900 / VDE 0682-201 для работы при напряжении до 1000 В
Режущие кромки подвергнуты индукционной закалке (около 61 HRC), подходят для жесткой и мягкой проволоки. Зазубренные внутренние челюсти. Ручки с пластиковым покрытием по DIN EN 60900 / VDE 0682-201 для работы при напряжении до 1000 В
Губки хромированные, ручки с пластиковым покрытием, изоляция погружением.
Стандарт:
DIN ISO 5745
Материал:
Хромованадиевая сталь, штампованная и закаленная в масле.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 С ним не сравнится никакая другая погружная чаша такого типа ни в отношении преимуществ, перечисленных ниже, ни в высочайшем качестве изготовления, ни в постоянном контроле качества. Все вискозиметры EZ изготовлены из нержавеющей стали и калибруются в нашем сервисном отделе Gardco. Дополнительную информацию можно найти в нашем Руководстве по вискозиметру EZ.
С ним не сравнится никакая другая погружная чаша такого типа ни в отношении преимуществ, перечисленных ниже, ни в высочайшем качестве изготовления, ни в постоянном контроле качества. Все вискозиметры EZ изготовлены из нержавеющей стали и калибруются в нашем сервисном отделе Gardco. Дополнительную информацию можно найти в нашем Руководстве по вискозиметру EZ.
 Мало того, что эта чашка была улучшена по сравнению с чашками, произведенными ранее, и разработана в соответствии с требованиями ASTM D4212, но, кроме того, каждая чаша для измерения вязкости EZ снабжена таблицей, позволяющей преобразовать время истечения в секундах с точностью до десятых долей. секунды к вязкости в сантистоксах. Эта таблица особенно полезна для определения времени истечения в секундах, когда известна вязкость в сантистоксах.
Мало того, что эта чашка была улучшена по сравнению с чашками, произведенными ранее, и разработана в соответствии с требованиями ASTM D4212, но, кроме того, каждая чаша для измерения вязкости EZ снабжена таблицей, позволяющей преобразовать время истечения в секундах с точностью до десятых долей. секунды к вязкости в сантистоксах. Эта таблица особенно полезна для определения времени истечения в секундах, когда известна вязкость в сантистоксах.


 (Используйте отрезок нейлоновой лески, чтобы очистить отверстие.)
(Используйте отрезок нейлоновой лески, чтобы очистить отверстие.) Легкая нафта,
гептан, октан, высокоароматические растворители и/или любой другой углеводородный растворитель, полученный из нефти.
может быть использован. Varsol® — коммерческий растворитель, который очень хорошо подходит для этой цели. Varsol является зарегистрированным товарным знаком компании Exxon.
Легкая нафта,
гептан, октан, высокоароматические растворители и/или любой другой углеводородный растворитель, полученный из нефти.
может быть использован. Varsol® — коммерческий растворитель, который очень хорошо подходит для этой цели. Varsol является зарегистрированным товарным знаком компании Exxon.
 Промывание растворителем этих вискозиметров не следует использовать для очистки других вискозиметров.
Промывание растворителем этих вискозиметров не следует использовать для очистки других вискозиметров. Gardner.
Gardner. youtube.com/embed/06IYfbwHgHo?rel=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/06IYfbwHgHo?rel=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”>  Сертификация по ISO 17025 займет 3-5 дней (без учета времени доставки). Этот элемент должен быть добавлен для каждой сертифицированной чашки.
Сертификация по ISO 17025 займет 3-5 дней (без учета времени доставки). Этот элемент должен быть добавлен для каждой сертифицированной чашки.  00
00 00
00 00
00