Дип 300 фото: ДИП-300 станок токарно-винторезный универсальныйсхемы, описание, характеристики, паспорт
alexxlab | 03.10.2020 | 0 | Разное
ДИП-300 станок токарно-винторезный универсальныйсхемы, описание, характеристики, паспорт
Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
ДИП-300 станок токарно-винторезный универсальный.
 Назначение и область применения
Назначение и область примененияУниверсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (
Токарно-винторезный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Принцип работы и особенности конструкции станка
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300
(1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару – сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
История токарно-винторезного станка ДИП-300
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова
В 1956 Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модель 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии – модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска станка 1М63Н – последней модели серии ДИП-300.
Габаритные размеры рабочего пространства станка ДИП-300 (1д63а)
Габариты рабочего пространства станка ДИП-300 (1д63а)
Посадочные и присоединительные базы токарного станка ДИП-300 (1д63а)
Эскиз конца шпинделя станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка ДИП-300 (1д63а)
Фото токарно-винторезного станка ДИП-300 (1д63а)
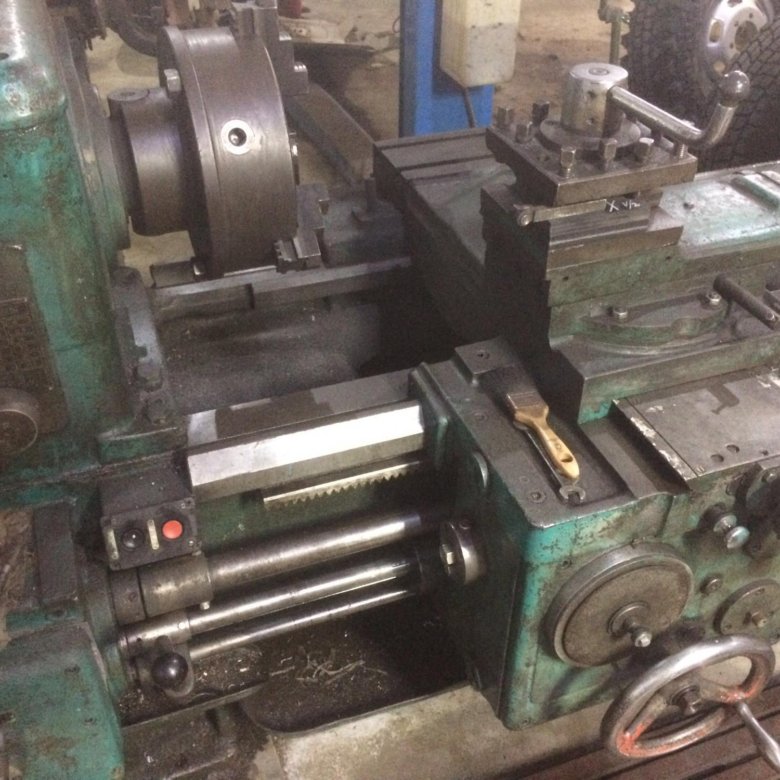
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезным станком ДИП-300 (1д63а)
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а)
Кинематическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Управление токарно-винторезным станком ДИП-300 (1д63а)
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на – глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Регулировка рабочих частей станка
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а) (фиг. 1)
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя конусная шейка шпинделя вращается в специальном регулируемом двухрядном роликовом подшипнике с цилиндрическими роликами. Для выборки люфта передний подшипник шпинделя регулируется изнутри передней бабки путем подтяжки внутреннего кольца подшипника 1 с помощью гайки 2.
Регулировка заднего конического подшипника 3 вместе с упорным шарикоподшипником 4 производится с наружной стороны передней бабки гайками 5. После регулирования подшипников следует проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя вставляется оправка с коническим хвостом (конус 80 метрический) и дли ной цилиндрической части 50 — 55 мм не менее 300 мм.
К центрирующей шейке шпинделя подводится наконечник индикатора и за цилиндрический конец оправки вручную производится отжатие шпинделя. При этом отклонение стрелки индикатора не должно превышать 0,015 мм. Кроме этого шпиндель должен легко провертываться вручную, если муфту фрикциона поставить во включенное положение.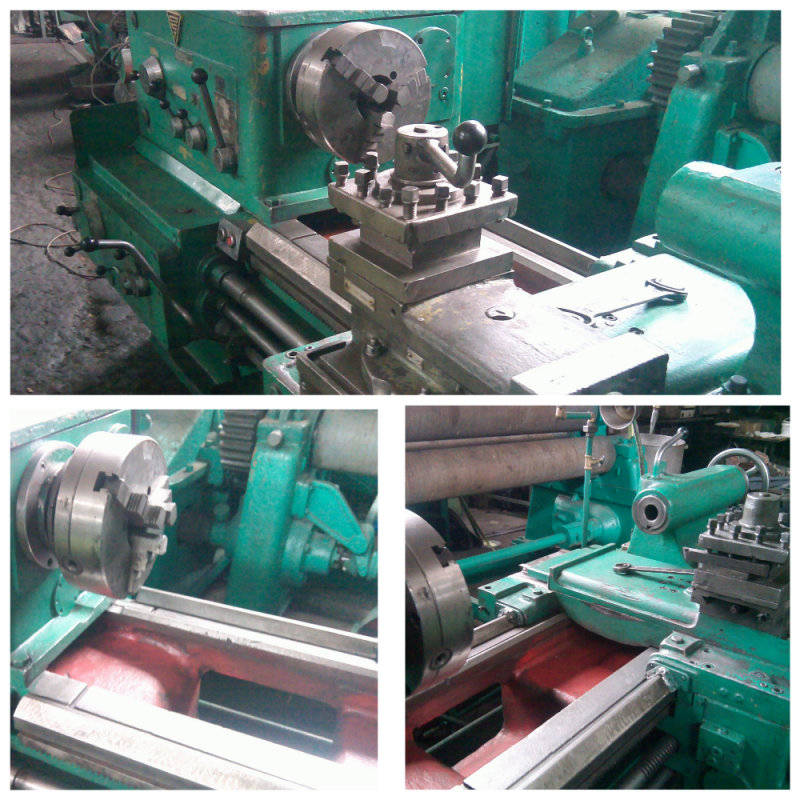
Передний подшипник шпинделя № 3182128 имеет основные размеры 140 х 210 х 53.
Смазка подшипников шпинделя обеспечивается поступлением масла при разбрызгивании в имеющиеся углубления в верхней части коробки скоростей.
2. Регулировка фрикционной пластинчатой муфты коробки скоростей (фиг. 2)
В случае буксования фрикционной муфты на рабочем ходу, она должна быть немедленно отрегулирована, т. к. от трения дисков сильно будет нагреваться и станок не будет работать нормально. Регулировка фрикционной муфты производится нажимными гайками 1, навинченными на кольцо 2. Поворот нажимной гайки может быть произведен лишь после того, как защелка 3 вдавлена в кольцо 2. При включен ной муфте один из концов коромысла 4 дол жен находиться под горизонтальной плоскостью паза муфты переключения 5.
Регулировка поперечного перемещения задней бабки токарно-винторезного станка ДИП-300 (1д63а)
Регулировка поперечного перемещения задней бабки станка ДИП-300 (1д63а)
Устранение слабины (люфта) в направляющих нижней и верхней суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка соответствующих клиньев 1 или 2 с помощью винтов 3 и 4, ввинченных в торцы верхней и нижней частей суппорта.
Регулировка вертикального зазора в задней направляющей каретки суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора в направляющей каретки суппорта станка ДИП-300 (1д63а)
Зазор между задней направляющей каретки и станины регулируется подтягиванием планок 1 винтами 2 с фиксацией последних контр гайками 3. После регулировки зазор должен быть не более 0,02 мм.
Устранение мертвого хода винта поперечного перемещения суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение мертвого хода винта поперечного перемещения суппорта станка ДИП-300 (1д63а)
«Мертвый ход» винта поперечного хода суппорта, возникающий при износе гайки, может быть устранен подтягиванием клина 3, вставленного между половинками гайки. Предварительно надо ослабить винт 1 и после выбора люфтов вновь его затянуть. «Мертвый ход» винта поперечной подачи должен быть не более двух делений лимба.
Регулировка натяжения пружины падающего червяка фартука токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулирование нажатия пружины 1 на муфту сцепления падающего червяка с его вали ком осуществляется затяжкой или ослаблением гайки 2, навинченной на правый конец этого валика. При уменьшении нажатия гайка должна перемещаться вдоль по валу вправо, а при увеличении нажатия – влево. Нельзя допускать при регулировке пружины полного сжатия ее «виток к витку», т. к. при этом предохранительная муфта теряет свое назначение и может произойти повреждение механизмов фартука и суппорта в случае перегрузки. Рекомендуется силу нажатия пружины регулировать в соответствии с сечением снимаемой при обработке стружки.
При уменьшении нажатия гайка должна перемещаться вдоль по валу вправо, а при увеличении нажатия – влево. Нельзя допускать при регулировке пружины полного сжатия ее «виток к витку», т. к. при этом предохранительная муфта теряет свое назначение и может произойти повреждение механизмов фартука и суппорта в случае перегрузки. Рекомендуется силу нажатия пружины регулировать в соответствии с сечением снимаемой при обработке стружки.
Регулировка зазора направляющей верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора маточной гайки ходового винта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка планки 1 винтами 2 с фиксацией последних контргайками 3.
Ограничение сближения верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Ограничение сближения маточной гайки ходового винта станка ДИП-300 (1д63а)
Необходимая свобода вращения винта при включенной гайке без излишнего осевого зазора между витками резьбы винта и гайки осуществляется перемещением упорного штифта 1, находящегося в вертикально просверленном отверстии нижней половины гайки с помощью расположенного внизу винта 2. Винт фиксируется контргайкой 3.
Винт фиксируется контргайкой 3.
Регулировка тормозной ленты коробки скоростей
Производится изменением натяжения ее с помощью гаек болта, прикрепленного к концу ленты. Гайки находятся вверху на задней наружной стороне корпуса коробки скоростей. Регулировку нужно производить при выключенном электродвигателе, проверяя на тихом ходу силу торможения и ослабление ленты при включенном положении фрикционной муфты, как при прямом, так и при обратном ходе. При проверке электродвигатель включается.
Схема электрическая принципиальная токарно-винторезного станка ДИП-300 (1д63а)
Электрическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема электрическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Читайте также: Заводы производители токарных станков
Токарно-винторезный универсальный станок ДИП-300 (1д63а).
 Видеоролик.
Видеоролик. Технические характеристики токарно-винторезных станков ДИП-300 (1д63а)
| Наименование параметра | ДИП-300 1Д63А | 163 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 615 | 630 |
| Наибольший диаметр заготовки над суппортом, мм | 345 | 340 |
| Высота центров, мм | 300 | 315 |
| Наибольшая длина заготовки (РМЦ), мм | 1500, 3000 | 1400, 2800 |
| Наибольшая длина обточки – обработки над суппортом без перестановки резцовых салазок, мм | 1310, 2810 | 1260 |
| Наибольшие размеры резца, мм | 30 х 30 | 40 х 40 |
| Высота от опорной поверхности резца до линии центров, мм | 32,5 | 40 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 325 | 320 |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 70 | 70 |
| Наибольший диаметр прутка, мм | 68 | 65 |
| Число ступеней частот прямого вращения шпинделя | 18 | 24 |
| Частота прямого вращения шпинделя, об/мин | 14. .750 .750 | 10..125 |
| Число ступеней частот обратного вращения шпинделя | 18 | 18 |
| Частота обратного вращения шпинделя, об/мин | 22..945 | 18..1800 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 |
| Конец шпинделя | М120 х 6 | ГОСТ 12593 |
| Торможение шпинделя | есть | есть |
| Суппорт. Подачи | ||
| Наибольшая длина хода каретки от руки, мм | 1510, 3010 | 1260, 2520 |
| Наибольшая длина хода каретки по валику, мм | 1310, 2810 | 1260, 2520 |
| Наибольшая длина хода каретки по винту, мм | 1310, 2810 | 1260, 2520 |
| Число ступеней продольных подач | 26 | 32 |
| Пределы рабочих подач продольных, мм/об | 0,15.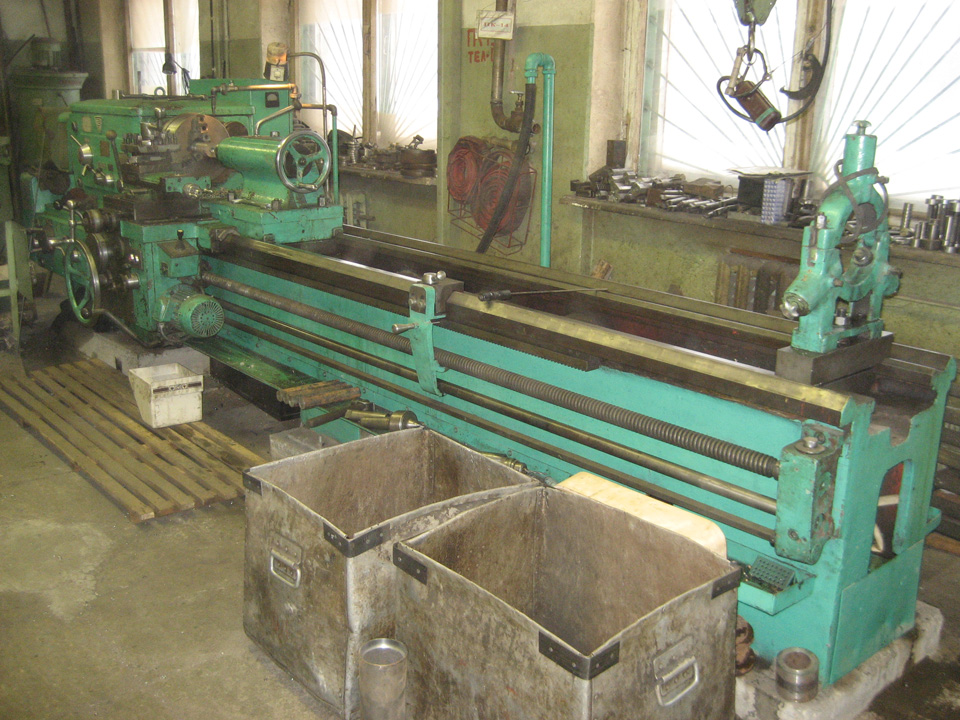 .2,65 .2,65 | 0,10..1,6 |
| Число ступеней поперечных подач | 26 | 32 |
| Пределы рабочих подач поперечных, мм/об | 0,05..0,9 | 0,04..0,59 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 1 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | |
| Продольное перемещение на одно деление лимба, мм | 1 | |
| Продольное перемещение суппорта на один оборот лимба, мм | 300 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 3,6 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 1,3 |
| Количество нарезаемых резьб метрических | 79 | |
| Пределы шагов нарезаемых резьб метрических, мм | 1..224 | 1..192 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 2. .28 .28 | 24..1/4 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25п.. 56п | 0,5п..48п |
| Количество нарезаемых резьб питчевых | нет | 96..7/8 |
| Пределы шагов нарезаемых резьб питчевых | нет | |
| Шаг ходового винта, мм | 12 | |
| Выключающие упоры | нет | нет |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 220 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба, мм | 5 | |
| Число ступеней поперечных подач резцовых салазок | нет | 32 |
| Пределы рабочих подач резцовых салазок, мм/об | нет | 0,033. .0,50 .0,50 |
| Угол поворота резцовых салазок, град | +90; -45 | |
| Задняя бабка | ||
| Конус | Морзе 5 | Морзе 5 |
| Наиболшее перемещение пиноли, мм | 205 | 225 |
| Поперечное смещение, мм | ±15 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | |
| Мощность электродвигателя главного привода, кВт | 10 | 14 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 | |
| Насос охлаждения (помпа) | ПА-22 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3610 х 1690 х 1275 5110 х 1690 х 1275 | 3550 х 1740 х 1275 4950 х 1740 х 1275 |
| Масса станка, кг | 3920 | 3800 5000 |
- Универсальный токарно-винторезный станок 1Д63А.
 Паспорт, Тбилиси, 1953
Паспорт, Тбилиси, 1953 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Паспорт, Тбилиси, 1953
Паспорт, Тбилиси, 1953Связанные ссылки. Дополнительная информация
Токарный станок ДИП: 300, 1м61, 500, 200
СодержаниеСерия токарно-винторезных станков ДИП производилась на Рязанском станкостроительном заводе начиная с 1956 года. Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
ДИП-200
В материале будут рассмотрены конструктивные особенности и технические характеристики оборудования, его функциональные возможности, преимущества и недостатки, а также представлены соответствующие схемы и чертежи.
Читайте также: особенности,конструкции, виды, самостоятельная сборка токарного станка по металлу.
Станки ДИП — назначение и сфера применения
Токарный станок ДИП является одним из наиболее распространенных моделей токарно-винторезного оборудования на территории бывшего СССР. Данный агрегат имеет достаточно крупные габариты и вес, он спроектирован для работы с металлическими деталями средних и больших размеров в условиях индивидуальной эксплуатации и мелкосерийного производства.
Станок ДИП 300, являющийся самой востребованной моделью серии, а также его аналоги, способны выполнять следующие технические операции:
- точение (наружное и внутреннее), в том числе обработка конусов;
- сверление;
- растачивание;
- нарезание резьбы (метрического, дюймового и модульного типа).

Читайте также: обзор видов резьбонарезных станков для нарезки резьбы.
За счет удачной конструкции станины и шпинделя, а также отличных как для своего класса технических характеристик, токарный станок ДИП позволяет эффективно обрабатывать детали как из черного, так и из цветного металла. Станки комплектуются резцами из быстрорежущей либо твердосплавной стали.
Плашка производителя на корпусе станка
Простая и надежная конфигурация суппорта является одним из главных достоинств данной серии. Во всех агрегатах предусмотрена возможность механического перемещения верхней части суппорта, которое позволяет обрабатывать и точить конуса большой длины. Сам суппорт может перемещаться в двух направлениях — продольном и поперечном, его автоматическая подача обеспечивается подключением к отдельному электродвигателю.
к меню ↑
Станок ДИП-200 в процессе работы (видео)
к меню ↑
Модельный ряд станков серии ДИП
Линейка токарного металлообрабатывающего оборудования ДИП состоит из 4-ех моделей станков:
- ДИП 200;
- ДИП 300;
- ДИП 500;
- 1м61 (универсальный).

Рассмотрим каждую из представленных разновидностей подробнее.
к меню ↑
ДИП-200
Из всех модификаций токарных агрегатов станок ДИП 200 отличается наиболее компактными размерами. Данное устройство обладает оптимальным сочетанием жесткой станины и мощности двигателя, что обеспечивает минимальный уровень вибрации при работе и, как следствие, возможность высокоточной получистовой и чистовой обработки заготовок из металла, чугуна либо цветных сплавов.
ДИП-200
Технические характеристики ДИП 200:
- высота центров — 20 см, расстояние между центрами — 75, 100 и 150 см;
- частота вращения шпинделя — 16-20 об/мин;
- количество скоростей — 18 шт;
- ход продольной подачи суппорта — от 0.12 до 2.15 мм/об, поперечной — от 0.03 до 0.55 об/мин;
- мощность двигателя — 3700 Вт.
В плане эксплуатационных характеристик — частоты оборотов, диапазону подач и мощности привода ДИП 200 существенно проигрывал большинству токарных станков того времени, что обуславливает достаточно быстрый выход данной модели из обихода. Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
к меню ↑
ДИП-300
В отличие от 200-ой модели, станок ДИП 300 можно встретить на заводах либо в металлообрабатывающих цехах и по сей день. Причиной тому является надежность и выносливость конструкции, а также неплохие технические характеристики, позволяющие выполнять высокоскоростное растачивание, сверление, нарезку резьбы и точение.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Станок ДИП 300 относится к группе крупногабаритного токарного оборудования, его вес составляет 4.3 тонны, а размеры рабочих поверхностей позволяют обрабатывать заготовки диаметром до 900 мм и массой в 2 т. В данной модели присутствует второй электродвигатель, отвечающий за продольно-поперечное перемещение суппорта. Мощность основного привода составляет 13000 Вт, частота оборотов 18-1800 в минуту.
ДИП-300
Характерными особенностями станка ДИП 300 являются:
- увеличенная скорость вращения шпинделя на реверсном ходу (в 1. 3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;
- наличие 2-ух призменных направляющих на станине, повышающих пространственную жесткость конструкции;
- комплектация коробки передач электромагнитными муфтами, позволяющими изменять частоту оборотов шпинделя без выключения привода;
- повышенная безопасность работы благодаря наличию ограждения патрона и системе электрической блокировки шпинделя.
 3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;
3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;Суппорт данного станка выполнен в крестообразной конфигурации. Его перемещение в продольной продольной плоскости происходит по направляющим станины, в поперечной — по направляющим каретки. Шпиндель ДИП 300 является пустотелым, частота его оборотов регулируются вручную с помощью рукояти, установленной на зубчатом вале коробки передач.
к меню ↑
ДИП-500
Станок ДИП-500 является промышленным токарным оборудованием, ориентированным на эксплуатацию в условиях мелко и среднесерийного производства. Установка имеет следующие функциональные возможности:
- растачивание;
- точение;
- нарезка резьбы;
- сверление;
- обработка конусов.

ДИП-500 в работе
В отличие от 200 и 300-ых моделей, станок ДИП 500 оснащается закрытой коробкой передач. Также значительно возросла максимальная масса обрабатываемых деталей -до 5 тонн, и их размеры: диаметр до 100 см, длина до 8 метров.
Данный агрегат комплектуется двумя двигателями — вспомогательным, мощностью 1.5 кВт, обеспечивающим автоматическое перемещение суппорта, и основным на 4 кВт. Также устройство оснащено двумя насосами: ПА-22 — для подачи охлаждающей жидкости, и С12-54 — для смазочных материалов. Электросхема станка представлена на изображении.
ДИП-500 в работе
За перемещение задней бабки по направляющей станине отвечает редуктор. Шпиндель станка установлен на трех опорах качения (две регулируемые, одна фиксированная), он передвигается посредством ручного вращения маховика.
к меню ↑
1М61 (токарно-винторезный)
Читайте также: конструктивные особенности и характеристики токарно-винторезного станка 1М63.
Одной из модификаций оборудования серии ДИП стал многофункциональный станок 1М61. По классу точности обработки он относится к группе «Н» согласно положениям ГОСТ №8-82. Данный агрегат имеет следующие технические характеристики:
По классу точности обработки он относится к группе «Н» согласно положениям ГОСТ №8-82. Данный агрегат имеет следующие технические характеристики:
- максимальный диаметр обрабатываемой заготовки — 320 мм, длина — 1000 мм;
- длина обтачивания — до 640 мм;
- высота центров — 170 мм;
- частота вращения шпинделя — от 12 до 1600 об/мин;
- ход пиноли задней бабки — 100 мм.
1М61
Токарно-винторезный станок 1М61 оснащен двумя электродвигателями: основным на 4000 Вт и приводом насоса охлаждения на 120 Вт.
Читайте также: технические характеристики, эксплуатация, наладка и ремонт токарно-винторезных станков 16К20.
Данный агрегат, помимо множества эксплуатационных преимуществ, также имеет ряд недостатков, связанных с низким запасом прочности кинематических цепей и плоскоременной передачи. Также нередко возникают проблемы с фрикционной муфтой. Однако 1М61 не связан с серьезными финансовыми затратами — комплектующих на советское оборудование на вторичном рынке много, и стоят они не дорого.
к меню ↑
Отзывы
Предлагаем вашему вниманию отзывы о токарных станках серии ДИП от людей, обладающих опытом эксплуатации данной техники.
С. К. Малышев, 56 лет:
На ДИП-500 проработал свыше 30 лет на заводе, знаю станок как свои пять пальцев. Могу сказать, что быть может он и уступает современным аналогам в плане продуктивности и удобства работы, по надежности данному оборудованию нет равных. Раньше умели делать на века, не то что современная китайщина.
О. В. Бурешин, 39 лет:
Являюсь владельцем небольшого металлообрабатывающего цеха, в котором эксплуатируется два станка 1М61. Это отличные рабочие лошадки, функциональности которых хватает для выполнения большинства технологичных операций. Настройка, техобслуживание и ремонт агрегатов элементарны, так как их конструкция предельно простая. Менять их на современные аналоги не планирую.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
Токарный станок ДИП-300: технические характеристики
Содержание статьи:
Разработкой токарного станка серии ДИП-300 занималось государственное предприятие «Рязанский станкостроительный завод». Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63.
Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63.
Конструктивные компоненты станка
Внешний вид
Модель характеризуется стандартной компоновкой элементов. Это обусловлено универсальностью оборудования и возможностью его применения на мелкосерийных производствах, а также специализированных ремонтных мастерских.
К особенностям оборудования можно отнести максимальный показатель устойчивости к вибрации. Станина изготовлена из чугуна, что не только повышает массу станка, но и благоприятным образом сказывается на времени безремонтной эксплуатации. Также в станине установлены две призменные направляющие. Благодаря им повышается точность выполнения операции.
Описание конструктивных элементов, установленных на станок ДИП-300:
- коробка скоростей. Она установлена в левой части станка и соединена с электродвигателем главной подачи с помощью клиноременной передачи. Характеризуется ступенчатым регулированием механизма главного движения. Активация быстрого обратного хода происходит с помощью фрикционной муфты;
- фартук. Он закрытого типа, передняя крышка снимается. Электромагнитные муфты облегчают управление, так как она находится на одной рукояти. Обгонная муфта дает возможность активировать ускоренный ход при включенной рабочей подаче;
- коробка передач. Представляет собой закрытый блок, внутри которого размещены две оси. На них устанавливаются зубчатые колеса. Для формирования точных и специальных резьб можно задействовать прямое включение ходового винта;
- суппорт. Имеет крестообразную форму. В продольном направлении смещается по направляющим станины, в поперечном — по каретке. Это можно осуществлять в механическом или ручном режиме.
 Активация быстрого обратного хода происходит с помощью фрикционной муфты;
Активация быстрого обратного хода происходит с помощью фрикционной муфты;Для обработки крупных деталей станок комплектуется подвижными и неподвижными лютенами. Благодаря им можно осуществлять точение заготовок диаметром от 20 до 150 мм. Также в конструкции есть продуманная система охлаждения. Бак находится в правой тумбе. С помощью циркуляционного насоса СОЖ подается в зону обработки заготовки.
С помощью циркуляционного насоса СОЖ подается в зону обработки заготовки.
Для повышения производительности в конструкции фартука ДИП-300 встроена система смазки. Масло подается по циркуляционной магистрали.
Технические характеристики
Конструктивные элементы
Станок серии ДИП-300 является последней моделью, которая изготавливалась без комплектации числовым программным управлением. Несмотря на этот недостаток, обучение персонала для работы на оборудовании упрощено. Главное — детально ознакомиться с техническими и эксплуатационными характеристиками станка.
Масса станка при полной комплектации составляет 4300 кг. Его габариты не превышают размеров 353*168*129 см. Поэтому при выборе места установки следует учитывать эти факторы. Обязательным условием является подготовка основания для монтажа, а также обеспечение свободного пространства для рабочего и механизмов подачи заготовки для установки на станок.
Токарно-винторезный станок ДИП-300 обладает следующими техническими характеристиками:
- максимально допустимый диаметр заготовок. Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
- допустимая длина детали — до 140 см;
- масса изделия не должна превышать 2 тонн;
- частоты вращения шпинделя на головке при прямых оборотах — от 10 до 1250 об/мин. Для обратных это значение варьируется от 18 до 1800 об/мин;
- диаметр отверстия шпинделя — 70 мм;
- число скоростей. Для прямого входа — 22; обратного — 11;
- резцовые салазки перемещаются на расстояние до 22 см;
- количество подач одинаково для всех направлений и равно 44;
- смещение пиноли задней бабки составляет 24 см.
 Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;Для полноценной работы оборудования конструкции предусмотрено три электродвигателя. За главный привод отвечает силовая установка, мощность которой составляет 13 кВт. Для быстрых смещений применяется двигатель 1,1 кВт. Мощность насоса системы охлаждения равна 0,12 кВт. При выборе режима обработки следует учитывать, что значение тока электродвигателя напрямую зависит от подаваемого напряжения.

С примером выполнения восстановительных работ модели ДИП-300 можно ознакомиться из содержания видеоматериала:
|
Описание станкаСтанок токарно-винторезный ДИП 300 используется для выполнения на нем разных токарных работ, в том числе, нарезание метрической, питчевой, дюймовой и модульной резьбы, точение конусов и прочие операции. За счет высокой максимальной мощности, жесткости конструкции станка и широкого диапазона частоты вращения шпинделя на станке возможно максимально эффективно использовать современные инструменты в процессе обработки заготовок. Из особенностей конструкции станка можно выделить следующее, во-первых, за счет своей жесткости, вибро- и температураустойчивости станок позволяет добиться высокой точности обработки, во-вторых, станок долговечен, за счет надежности всех узлов и использованию двух призменных направляющих станины, в-третьих, частота обратного вращение в 1,5 раза больше прямого вращения шпинделя, этот показатель заметно сокращает время на обработку резьбы, в-четвертых, коробка подачи станка ДИП 300, обладающая высокой жесткостью кинематической цепи, снабжена двумя электромагнитными муфтами для дистанционного переключения, все силовые колеса этой цепи изготовлены из высоколегированной стали, с дополнительным закаливанием и шлифовкой. __________________________ Скачать паспорт на станок токарно винторезный ДИП-300Руководство по эксплуатации станка 1М63 (1975 год) __________________________ Основные технические характеристики токарно-винторезного станка ДИП-300
|

 отверстия в шпинделе, мм
отверстия в шпинделе, мм
 Добавить как можно больше технической информации, а так же технической документации на эти станки.
Добавить как можно больше технической информации, а так же технической документации на эти станки.
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
Токарный станок ДИП 300, рмц 2800, производство Германия
Предприятие реализует – Токарный станок ДИП 300, рмц 2800, производство Германия , 1970 годов.
- Станок в хорошем рабочем состоянии, подключен
- Месторасположение – г. Хмельницкий
- В наличии паспорт.
- Цель продажи – сокращение производства.
- Варианты оплаты: наличный/безналичный расчет, возможна комбинированная оплата.
- Представляем все документы!
- Возможна продажа и доставка в страны СНГ и ближнего зарубежья.
На момент заинтересованности или покупки уточняйте – цену!!! Спасибо.
- Делаем демонтаж и погрузку станка – бесплатно!
- Организуем грузоперевозку, оплата в одну сторону.
Варианты перевозки:
- догруз, рядом с вашим оборудованием будет ехать чужой груз, вариант дешевле.
- цельный груз, едет только ваш груз – дороже.
Наши уникальные предложения:
1. Вы можете не присутствовать при осмотре оборудования!!! Осмотр оборудования в онлайн режиме, не выходя из офиса, черезSkype или Viber.
2. Вы можете не присутствовать при демонтаже и погрузке – мы делаем фото/видео погрузки:
Демонтаж и погрузку делаем по Вашим требованиям.
Первые фото при демонтаже;
Вторые фото станка и комплектующие, когда на машине уже находиться груз.
А также, фото документов водителя и номера автомобиля!
Все фото Вы получаете сразу на электронную почту, Skype или Viber.
Будем рады долгому сотрудничеству!!!
У вас есть такое же оборудование на продажу?
Начните продавать прямо сейчас!
Оставьте заявку.
Технические характеристики
Наибольший диаметр обработки изделия над станиной 630 мм
Наибольший диаметр обработки изделия над суппортом 350 мм
Расстояние между центрами (РМЦ) 750 / 1500 / 3000 / 5000 / 8000 / 10000 мм
Максимальная масса изделия 3500 кг
Шпиндельная бабка
Пределы частот вращения шпинделя по часовой стрелке 10 – 1250 об/мин
Количество ступеней частот вращения по часовой стрелке 22
Отверстие в шпинделе 105 мм
Фланцевый конец шпинделя 11М
Мощность главного двигателя 15 кВт
Суппорта
Пределы рабочих подач (продольных) 0,06 – 1,4 мм/мин
Пределы рабочих подач (поперечных) 0,024 – 0,518 мм/мин
Пределы рабочих подач резцовых салазок 0,019 – 0,434 мм/об
Пределы шагов обрабатываемых резьб (метрических) 1 – 224 мм
Пределы шагов обрабатываемых резьб (модульных) 0,25 – 56 модуль
Пределы шагов обрабатываемых резьб (дюймовых) 28 – 0,25 ниток на дюйм
Пределы шагов обрабатываемых резьб (питчевых) 112 – 0,5 питч диаметральный
Ускоренное перемещение (продольно) 5,2 мм/мин
Ускоренное перемещение (поперечно) 2 мм/мин
Ускоренное перемещение по осям Да наличие
Габаритные размеры и вес
Длина 2950 /мм
Ширина 1780 мм
Высота 1550 мм
Масса-нетто 4200 кг
винторезный 163 РМЦ 2800, Новокузнецк, Кемеровская Область : Мойтендер.рф
449 0 17.10.2016 были внесены изменения
Статус: Процедура закрыта
Общие сведения
Вид процедурыАукцион
Наименование
Токарно – винторезный 163 РМЦ 2800
Рубрика
Токарные станки
Регион
Кемеровская Область
Город
Новокузнецк
Информация о товаре, работе, услуге
Реализуем Токарно – винторезный 163 РМЦ 2800, Рязань после капитального ремонтаТокарно винторезный станок 1М63 (ДИП-300) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
ОСОБЕННОСТИ КОНСТРУКЦИИ:
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО 1М63
Характеристика | ДИП-300 |
Наибольший диаметр заготовки: |
|
устанавливаемой над станиной, мм | 700 |
обрабатываемой над станиной, мм | 630 |
обрабатываемой над суппортом, мм | 350 |
Наибольшая длина обрабатываемой заготовки, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
Длина выемки от торца фланца шпинделя, мм | 450 |
Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
Фланцевой конец шпинделя по DIN | 11М |
Количество ступеней частот вращения шпинделя | 22 |
Пределы частот вращения шпинделя, об/мин | 10 – 1250 |
Величина подач: |
|
продольных, мм/об | 0,06 – 1,4 |
поперечных, мм/об | 0,024 – 0,518 |
резцовых салазок, мм/об | 0,019 – 0,434 |
Величина шагов нарезания резьб: |
|
метрических, мм | 1 – 224 |
дюймовых, ниток/дюйм | 28 – 0,25 |
модульных, модуль | 0,25 – 56 |
питчевых, питч диам. | 112 – 0,5 |
Ускоренное перемещение суппорта, м/мин: |
|
продольное | 5,2 |
поперечное | 2 |
Мощность главного привода, кВт | 15 |
Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
Масса, кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
Габариты: |
|
длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
ширина, мм | 1780 |
высота, мм | 1550 |
Способ поставки
Параметры цены
Начальная цена
450 000 российский рубль
Признак НДС
без НДС
Минимальный размер шага
4 500 российский рубль
Способ оплаты:
Предоплата 0%,
По готовности 0%,
После поставки 0%
Сроки проведения
Дата публикации извещения
17.10.2016
Дата окончания приема заявок
16.11.2016 / 12:00 (МСК)
Дата и время начала Аукциона
17.11.2016 / 12:00 (МСК)
Прогнозируемое время окончания аукциона
17.11.2016 / 13:00 (МСК)
Дата подведения итогов
19.11.2016 / 12:00 (МСК)
Срок заключения договора
18.11.2016 — 30.11.2016
Контактное лицо
ФИО
Любимов Иван Николаевич
Должность
Генеральный директор
Номер контактного телефона
+7(903)946-33-74
Адрес электронной почты
Требования к участникам процедуры
+ Другие требования
Наличие финансовых материальных, кадровых ресурсов, оборудования, иных ресурсов, необходимых для выполнения условий договора, заключаемого по итогам закупки;
Вид процедурыАукцион
Рубрика
Токарные станки
Регион
Кемеровская Область
Город
Новокузнецк
Предмет договора
Реализуем Токарно – винторезный 163 РМЦ 2800, Рязань после капитального ремонтаТокарно винторезный станок 1М63 (ДИП-300) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
ОСОБЕННОСТИ КОНСТРУКЦИИ:
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО 1М63
Характеристика | ДИП-300 |
Наибольший диаметр заготовки: |
|
устанавливаемой над станиной, мм | 700 |
обрабатываемой над станиной, мм | 630 |
обрабатываемой над суппортом, мм | 350 |
Наибольшая длина обрабатываемой заготовки, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
Длина выемки от торца фланца шпинделя, мм | 450 |
Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
Фланцевой конец шпинделя по DIN | 11М |
Количество ступеней частот вращения шпинделя | 22 |
Пределы частот вращения шпинделя, об/мин | 10 – 1250 |
Величина подач: |
|
продольных, мм/об | 0,06 – 1,4 |
поперечных, мм/об | 0,024 – 0,518 |
резцовых салазок, мм/об | 0,019 – 0,434 |
Величина шагов нарезания резьб: |
|
метрических, мм | 1 – 224 |
дюймовых, ниток/дюйм | 28 – 0,25 |
модульных, модуль | 0,25 – 56 |
питчевых, питч диам. | 112 – 0,5 |
Ускоренное перемещение суппорта, м/мин: |
|
продольное | 5,2 |
поперечное | 2 |
Мощность главного привода, кВт | 15 |
Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
Масса, кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
Габариты: |
|
длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
ширина, мм | 1780 |
высота, мм | 1550 |
Цена лота
450 000 российский рубль
Дата начала приема заявок
17.10.2016
Срок заключения договора
18.11.2016 — 30.11.2016
Дата окончания приема заявок
16.11.2016 / 12:00 (МСК)
Дата подведения итогов
19.11.2016 / 12:00 (МСК)
Дата начала аукциона
17.11.2016 / 12:00 (МСК)
Прогнозируемая дата окончания аукциона
17.11.2016 / 13:00 (МСК)
Шаг аукциона
4 500 российский рубль
Требования к участникам:
+ Другие требования
1
Наличие финансовых материальных, кадровых ресурсов, оборудования, иных ресурсов, необходимых для выполнения условий договора, заключаемого по итогам закупки;
Если вы пришли сюда после прочтения моей статьи «Миф о DPI», вы уже знаете, что DPI не имеет ничего общего с разрешением или качеством цифрового изображения. Однако некоторые люди и места, которые до сих пор не осведомлены об этом факте (многие графические дизайнеры, журналы и типографии), по-прежнему настаивают на получении фотографии с внутренней настройкой ___DPI (обычно 300 точек на дюйм), даже если разрешение фотографии в пикселях достаточно для печати. фото с требуемым PPI.Простое решение (вместо того, чтобы пытаться обучить их реальному разрешению цифровых фотографий) – просто изменить настройку DPI вашего изображения на все, что они хотят, и отправить его им. Вы также можете изменить DPI, чтобы размер изображения по умолчанию соответствовал предполагаемым размерам печати при загрузке в текстовый процессор или настольную издательскую программу. Например, если вы хотите установить для фотографии шириной 1500 пикселей, чтобы размер печати по умолчанию составлял 4 дюйма, измените настройку разрешения фотографии на 375 точек на дюйм (1500 пикселей, разделенных на 4 дюйма = 375 пикселей на дюйм). Хитрость при изменении DPI состоит в том, чтобы сделать это без изменения размера (передискретизации) вашего изображения в процессе. Вы хотите изменить DPI, сохранив исходные размеры в пикселях (реальное цифровое разрешение) фотографии. Я приведу три примера: один с использованием Adobe Photoshop (Windows и Mac), а два других с использованием бесплатных программ XnView (Windows, Linux и Mac) и Irfanview (Windows). Обратите внимание, что эта процедура не изменит цифровую фотографию каким-либо образом, кроме изменения внутренней настройки DPI.Размер и разрешение цифрового изображения не изменятся. Метод XnView
Adobe Photoshop Метод
Метод Irfanview
Сохранение в JPEG – обратите внимание, что JPEG – это формат цифровых фотографий, который использует переменное сжатие, то есть вы можете изменить сжатие.Ваша камера должна (если она у вас настроена правильно) использовать низкое сжатие (высшее качество). Чтобы сымитировать это при выполнении операции «сохранить как» из программы обработки фотографий, выберите степень сжатия около 95 (Adobe Quality 10+). Если вы используете XnView , при сохранении JPEG нажмите кнопку «Параметры», чтобы открыть диалоговое окно сохранения JPEG, и переместите слайд в сторону «Лучшее» на любое желаемое число (например, 95). Используя Irfanview , когда вы выполняете «Сохранить как» в формате JPEG, обратите внимание на диалоговое окно с параметрами JPEG – переместите ползунок на 95 (или выше, если хотите) для наилучшего качества изображения.Для Adobe Photoshop (включая элементы) – выберите качество 10 или выше в диалоговом окне, которое появляется при выполнении операции «Сохранить как в формате JPEG». Проверка заключается в том, чтобы сравнить размер файла изображения (в килобайтах или мегабайтах) вашей копии фотографии с исходной цифровой фотографией. Вероятно, они не будут идентичными, но должны быть близки. Если есть большое расхождение в размерах файлов, значит, вы сделали что-то не так. Другие программы Другие программы обработки фотографий будут иметь аналогичный процесс.Главное – убедиться, что изображение НЕ ЯВЛЯЕТСЯ повторной дискретизацией (размер пикселя) изображения при изменении DPI. Пока размеры в пикселях остаются неизменными, ваша новая фотография с разрешением DPI будет идентична исходной фотографии, но будут изменены только внутренние настройки DPI фотографии. Ваша типография, графический дизайнер или журнал должны порадовать отдыхающих с вашим «новым изображением с более высоким разрешением». |
Понимание DPI, разрешения и печати по сравнению с изображениями из Интернета
Почему вам следует заботиться о понимании DPI и разрешения?
Потому что, если вы собираетесь напечатать что-то качественное или вам когда-либо было поручено оптимизировать изображения для Интернета, знание некоторых основ сэкономит вам много времени и даст вам наилучшие результаты.
С другой стороны, если вы когда-нибудь наймете кого-нибудь для разработки печатных материалов или создания веб-сайта для вас, у него будут требования, которые вы можете не понимать, и не каждый сможет их объяснить.
Прочтите, чтобы получить простое объяснение того, что вам нужно знать.
Важно начать с высококачественного изображения, что означает максимальное разрешение и размеры изображения, которые вы можете получить. Когда дело доходит до исходных изображений, чем больше, тем лучше , потому что вы можете уменьшать размер, но не увеличивать, без потери качества.
Я использую несколько онлайн-источников с бесплатными и платными изображениями и делаю много собственных снимков. Если вы хотите улучшить свои фотографии, взгляните на Photo Nuts & Bolts.
Узнайте, что работает сегодня для построения единого, 7-значного бизнеса.
Определения (простыми словами):
DPI: точек на дюйм. Количество точек в печатном дюйме. Чем больше точек, тем выше качество печати (резкость и детализация).
PPI: пикселей на дюйм. Чаще всего используется для описания плотности пикселей экрана (монитора компьютера, смартфона и т. Д.), Но также может относиться к плотности пикселей цифрового изображения.
Разрешение: Разрешение – это количество пикселей на дисплее, обычно выражаемое в размерах ширина x высота . Например, монитор с разрешением 1920 x 1080 имеет размер 1920 пикселей и 1080 пикселей вниз.
Чем выше разрешение, тем больше деталей.Более высокий DPI означает более высокое разрешение. Разрешение – это не «размер», но его часто путают с ним, потому что изображения с более высоким разрешением часто больше, но это не обязательно так.
Печать: Стандартно 300 точек на дюйм, иногда приемлемо 150, но никогда не меньше, в некоторых ситуациях можно увеличить.
Интернет / цифровой: DPI не означает цифровой, это мера печати. Долгое время считалось, что 72 точки на дюйм идеально подходят для Интернета. Если вы слышите, что это просто не так.Когда мы говорим о цифровом формате, нас интересует фактическое разрешение. Другое дело, как это изображение распечатать.
Давайте посмотрим на это в действии…
Если вы создаете изображения для печати, а изображения «слишком маленькие», скорее всего, разрешение было недостаточно высоким. Изображение может выглядеть на вашем компьютере огромным, но при распечатке оно будет довольно маленьким. Чтобы добавить путаницы, разрешение вашего экрана также будет определять, насколько большим будет изображение при просмотре на вашем компьютере.
Монитор с разрешением 1024 x 768 будет показывать изображение шириной 1024 пикселей и высотой 800 пикселей как полноэкранное изображение.На мониторе с разрешением 1920 x 1080 изображение будет занимать только часть экрана. Короче говоря, изображение на этом экране будет выглядеть намного меньше, даже если оно того же размера, потому что экран имеет более высокое разрешение.
Вот несколько быстрых примеров, чтобы показать вам разницу, независимо от разрешения вашего монитора, все относительно!
В первом примере ниже много деталей.
Второй пример имеет разрешение 72 dpi, но увеличен до того же размера, чтобы вы могли детально увидеть разницу.Фактическое изображение будет примерно 1/4 размера при переходе от 300 dpi к 72 dpi, но при одинаковой высоте и ширине вы действительно можете увидеть разницу.
300dpi example72dpi exampleНадеюсь, это помогло вам немного прояснить различия между DPI, PPI, разрешением и почему, если у вас есть кто-то, что делает для вас что-то в печати, требования будут отличаться от требований для Интернета. Это также объясняется тем, что цифровая камера с большим количеством мегапикселей делает снимки лучше, чем камера с меньшим разрешением (объективы и другие факторы равны), потому что она дает вам большее разрешение, чтобы запечатлеть больше деталей.
Еще одно важное замечание о мониторах. Несмотря на то, что 72 dpi является стандартным для Интернета, мониторы имеют немного разные разрешения в зависимости от того, как у вас установлен монитор и насколько он велик. Например, 19-дюймовый монитор с разрешением 1024 × 768 будет отображать 70 пикселей на дюйм (пикселей на дюйм, в мониторах используются квадратные, а не круглые пиксели, но пиксели и точки для этого разговора в остальном аналогичны). Для сравнения, 19-дюймовый монитор с разрешением 1280 × 1024 будет иметь разрешение 87 пикселей, что означает, что вы поместите больше на экране и получите больше деталей, но все выглядит меньше.
Боковая панель: файлы изображений с более высоким разрешением (больше точек на дюйм) также будут иметь больший размер файла, поскольку они содержат больше данных. Начните с самых больших изображений, которые вы можете, но при размещении изображений в Интернете они должны быть установлены на 72 точки на дюйм, это сэкономит вам массу трафика, и они будут загружаться быстрее. Да, они будут меньше оригинала, но в большинстве случаев должны быть достаточно большими из-за размеров разрешения монитора (ppi).
И последнее: не путает «размер изображения» с «размером файла». Размер изображения относится к размерам изображения, а размер файла – к тому, сколько места изображение занимает на жестком диске (в килобайтах или мегабайтах).
Есть еще вопросы по DPI, PPI, разрешению? Спрашивайте в комментариях, и мы постараемся уточнить.
PPI против DPI: в чем разница?
PPI и DPI – два важных термина, которые должен знать каждый, кто работает с изображениями. Оба определяют разрешение или четкость изображения, но каждый относится к отдельному носителю, то есть цифровой по сравнению с печатью .
PPI и DPI часто используются как взаимозаменяемые, хотя их не должно быть. Понимание их различий и способов применения каждого из них в ваших проектах даст вам возможность производить качественную печать, оптимизировать цифровые изображения для Интернета и в конечном итоге сэкономить драгоценное время. С учетом сказанного, давайте разберемся с тем, что означают эти термины, и разберемся в различиях между PPI и DPI.
В чем разница между PPI и DPI?
–
PPI описывает разрешение цифрового изображения в пикселях, тогда как DPI описывает количество чернильных точек на печатном изображении.
Хотя PPI в значительной степени относится к отображению на экране, он также влияет на размер печати вашего дизайна и, следовательно, на качество вывода. С другой стороны, DPI не имеет ничего общего ни с чем цифровым и в первую очередь касается печати.
Разрешение PPI
–
Что означает PPI
PPI, или пикселей на дюйм , относится как к фиксированному количеству пикселей, которое может отображать экран, так и к плотности пикселей в цифровом изображении. Число пикселей , с другой стороны, означает количество пикселей по длине и ширине цифрового изображения, то есть размеры изображения в пикселях. Пиксели , или «элементы изображения», являются наименьшими строительными блоками цифрового изображения. Увеличьте любое изображение на своем, и вы увидите, что оно разбивается на цветные квадраты – это пиксели.
Каждый пиксель состоит из субпикселей RGB. Число пикселей описывает размеры изображения на основе количества пикселей. PPI, или плотность пикселей, описывает количество деталей в изображении на основе концентрации пикселей.Внутри пикселей находятся субпиксели, элементы красного, зеленого и синего света, которые человеческий глаз не может видеть, потому что аддитивная обработка цвета смешивает их в один оттенок, который появляется на уровне пикселей.Вот почему PPI использует цветовую модель RGB (красный, зеленый и синий), также известную как аддитивная цветовая модель. Этого не существует в печатном виде – только в электронном отображении изображений, таких как телевизионные экраны, компьютерные мониторы и цифровая фотография.
Когда вы используете PPI?
Используйте PPI при работе с цифровыми изображениями. PPI наиболее полезен при подготовке файлов к печати (хотя DPI будет использоваться физическим принтером – подробнее см. В разделе DPI ниже). Изображение с более высоким PPI, как правило, имеет более высокое качество, поскольку оно имеет большую плотность пикселей, но экспорт с разрешением 300 PPI обычно считается отраслевым стандартом качества.
Более низкое разрешение PPI приводит к меньшей детализации и пиксельному изображению Более высокое разрешение PPI обеспечивает более подробную детализацию и более четкое изображениеПоскольку увеличение PPI увеличивает размер файла, вы захотите использовать высокий PPI только при необходимости. Например, если при печати на глянцевой поверхности используется много мелких деталей, лучше рассмотреть возможность использования более высокого разрешения. Для печати изображения на холсте не требуется такое высокое разрешение, поскольку детали теряются в текстуре материала.PPI не имеет большого значения для распространения в Интернете, потому что плотность пикселей вашего монитора фиксированная. Изображение 72 PPI и изображение 3000 PPI будут отображаться на вашем экране одинаково. Именно размеры в пикселях (количество пикселей слева направо, сверху вниз) будут определять размер и детализацию вашего изображения.
Как установить или изменить разрешение PPI
В окне «Новый документ» в Photoshop вы устанавливаете разрешение пикселей на дюйм в начале. В программахRaster (программное обеспечение, работающих с пиксельными носителями), например, в Photoshop, вы устанавливаете разрешение PPI в самом начале, когда вы создаете документ.Вы найдете «Разрешение» в списке с другими параметрами в окне «Новый документ».
Если вам нужно увеличить разрешение уже созданного изображения, вы можете изменить его разрешение. Передискретизация – это процесс изменения количества пикселей в изображении, при котором программное обеспечение создает или удаляет пиксели для сохранения качества изображения.
В Photoshop это можно сделать, выбрав Изображение> Размер изображения . В окне «Размер изображения» у вас будут параметры для изменения ширины, высоты и разрешения вашего изображения.Установите флажок «Resample» и установите для него «Preserve Details», чтобы выбрать, как Photoshop заполняет новые пиксели.
Окно «Размер изображения» предоставляет вам возможности для настройки разрешения в Photoshop. Вы можете уменьшить разрешение, установив для PPI более низкое значение. По мере уменьшения количества пикселей размер и размеры изображения также уменьшаются. Вы увеличиваете разрешение, когда устанавливаете более высокое значение PPI. Это позволяет распечатать изображение с большим размером печати.
Тем не менее, по возможности лучше избегать изменения PPI в существующем образе.Процесс повторной выборки требует, чтобы Photoshop сгенерировал новые пиксели с нуля. Хотя Photoshop может считывать окружающие пиксели и делать несколько точные предположения о том, какого цвета должен быть каждый новый пиксель, компьютеры, как известно, плохо «видят» изображения так, как это могут делать люди. Таким образом, пиксели, сгенерированные компьютером, могут создавать непреднамеренные результаты на вашем изображении.
Печать на дюйм
–
Значение DPI
DPI, или точек на дюйм, относится к значению разрешения физического принтера.Принтеры воспроизводят изображение, выплевывая крошечные точки, а количество точек на дюйм влияет на количество деталей и общее качество печати.
Сочетание точек принтера Чернила CMYK DPI описывает количество деталей в изображении на основе концентрации точек принтера.DPI использует цветовую модель CMYK (голубой, пурпурный, желтый и ключевой / черный) для управления количеством красного, зеленого и синего света, отражающегося от белой бумаги. Это также известно как субтрактивная цветовая модель.Точки каждого цвета печатаются в виде узоров, что позволяет человеческому глазу воспринимать определенный цвет, полученный из этой комбинации. DPI является мерой этой плотности. Эти точки имеют фиксированный размер, и на разрешение влияет только количество точек на дюйм.
Когда вы используете DPI?
Когда ваш дизайн будет физически напечатан, принтер будет использовать DPI. Каждая модель и стиль принтера создает собственный уникальный DPI на основе своих настроек. Струйные принтеры обеспечивают разрешение от 300 до 720 точек на дюйм, а лазерные принтеры создают изображения от 600 до 2400 точек на дюйм.
Более высокое разрешение может означать более высокое разрешение, но размеры точек зависят от принтера.Не существует стандартного размера или формы точки, поэтому более высокое разрешение не всегда означает более высокое качество печати. Точки одного производителя могут выглядеть так же хорошо при 1200 DPI, как точки другого производителя при 700 DPI. В книгах и журналах для воспроизведения фотографий часто используется разрешение 150 точек на дюйм, а в газетах – 85 точек на дюйм. Обратитесь в типографию или ознакомьтесь со спецификациями принтера, чтобы найти подходящий DPI для вашего проекта.
Разрешение изображения имеет значение
–
Знание того, как использовать PPI, позволит вам каждый раз создавать изображения высокого качества.А знание того, как ориентироваться в DPI, поможет вам эффективно общаться с печатными машинами и профессионалами полиграфической отрасли. Если вы не принтер, ваше основное внимание будет сосредоточено на PPI. Но важно понимать процесс физической печати, если ваша работа требует этого на регулярной основе.
В конце концов, даже лучший дизайн может испортиться из-за плохого разрешения изображения. Вот почему, если вы хотите, чтобы ваши дизайны были кристально чистыми, убедитесь, что вы работаете с профессиональным дизайнером.
Прочтите эту статью об основах графического дизайна, чтобы получить больше знаний о дизайне.
Хотите, чтобы изображения в ваших дизайнерских проектах имели идеальное разрешение?
Найдите дизайнера сегодня!
Эта статья была первоначально написана Алексом Бингманом и опубликована в 2013 году. Она была дополнена новыми примерами и информацией.
Разрешение сканирования фотографий, какое разрешение лучше всего?
Определите разрешение сканирования фотографий, чтобы вы могли это сделать…
- Превратите фотографию размером 4 x 6 дюймов в цифровое изображение 24 x 36 дюймов без потери качества
- Смотрите старые фотографии на телевизоре в полном разрешении и высоком качестве
Если вы не понимаете разрешение сканирования фотографий и DPI, вам придется перестать тратить часы на сканирование цифровых изображений низкого качества.
Не делайте того, что я делал: еще в 2004 году я сканировал фотографии родителей с разрешением 72 DPI. При разрешении 72 DPI цифровые изображения выглядели потрясающе на мониторе моего компьютера. Потратив несколько часов на сканирование, я решил протестировать изображения на своем телевизоре 720 HD.Я был шокирован, увидев, насколько плохо выглядели отсканированные изображения.
Следуйте инструкциям, и я покажу вам лучшее разрешение сканирования фотографий, чтобы вы не тратили время на получение изображений низкого качества.
1. Простой способ понять, что такое Photo DPI
Взгляните на реальное фото. Если вы посмотрите достаточно близко, вы увидите кучу цветных точек. Каждый дюйм вашей фотографии заполнен 300 такими точками.
Почему только 300 точек на дюйм?
Помните, когда у вас проявляли эти фотографии? Принтеры фотолаборатории могли физически напечатать только 300 цветных точек, чтобы составить изображение вашей фотографии.Конечно, были принтеры получше, которые могли выжать больше DPI. Но в большинстве фотолабораторий для печати фотографий использовалось разрешение 300 точек на дюйм. И 300 DPI вполне достаточно.
И вот так получается фото DPI.
2. Что происходит при сканировании фотографии с разрешением 300 точек на дюйм или выше
Помните, как в фотолаборатории использовалось 300 точек на дюйм для создания вашей фотографии?
Что ж, если вы используете 300 DPI (или PPI) для сканирования этой фотографии, вы получите ТОЧНУЮ копию вашего оригинала. Но что произойдет, если вы используете 600 точек на дюйм? Или 900 DPI?
Когда я впервые отсканировал фотографии, я подумал, что если я использую больше DPI, я получу больше деталей.Я думал, что мой сканер погрузится в фотографию и откроет дополнительные детали.
Но этого не происходит.
Помните, ваша фотолаборатория использовала только 300 DPI. Это ОГРАНИЧЕНИЕ. Когда вы используете 600 точек на дюйм для сканирования этой фотографии, вы не добавляете дополнительных деталей. При разрешении 300 точек на дюйм у вас есть все возможные детали. Если вы используете 600 точек на дюйм, все, что вы делаете, это удваивает РАЗМЕР вашего 4×6. И вы увеличиваете размер вдвое, НЕ теряя деталей (не добавляя деталей).
3. Зачем нужно сканировать фотографии с разрешением более 300 точек на дюйм
Допустим, вы отсканировали свои фотографии с разрешением 300 точек на дюйм.Они будут потрясающе смотреться на вашем мониторе, даже когда вы показываете их на проекционном экране 8 ‘x 8’.
Но предположим, что вы сделали это сканирование фотографии с разрешением 300 точек на дюйм и хотели сделать отпечаток большего размера, вот что произойдет …
Это когда полезно сканировать фотографии с более высоким разрешением. Как я уже сказал, больше DPI не означает больше деталей. Но с большим количеством точек на дюйм вы можете повернуть фотографию размером 4 x 6 дюймов и сделать ее больше БЕЗ потери качества и без потери качества.
Видите ли, когда вы используете, скажем, 600 точек на дюйм, ваш сканер делает вашу фотографию и делает ее вдвое больше.И делает это БЕЗ потери качества. Больше деталей это не добавило. Он просто использовал дополнительный DPI, чтобы убедиться, что ваша фотография 4 “x 6” выглядит ТОЧНО так же, как фотография 8 “x 12”.
4. Какое разрешение следует сканировать фотографии
Это зависит от того, что вы хотите делать со своими цифровыми изображениями. Вот несколько идей и вариантов для вас …
Фотография 4×6, сканированная с разрешением 300 точек на дюйм, вы получаете …
- Точная копия оригинала (фото 4×6 будут цифровыми изображениями 4×6 и т. Д.)
- Ваше цифровое изображение будет 2 мегапикселя
- Размер повторной печати 4 x 6 дюймов
- Цифровые изображения с качеством HDTV
Фотография 4×6, сканированная с разрешением 600 точек на дюйм, вы получаете …
- Ваши фотографии 4×6 преобразуются в цифровое изображение 8×12
- 9 мегапикселей
- 8 “x 12”, размер повторной печати
- Цифровое изображение с качеством HDTV
Фотография 4×6, сканированная с разрешением 900 точек на дюйм, вы получаете …
- Ваши фотографии 4×6 преобразуются в цифровое изображение 16×24
- 18 мегапикселей
- Размер повторной печати 16 x 24 дюйма (отличное качество)
- Размер повторной печати 24 x 36 дюймов (хорошее качество)
- Цифровое изображение с качеством HDTV
5.Три действия, которые нужно сделать прямо сейчас
Пришло время действовать. И если вы примете меры прямо сейчас, вы научитесь лучше, чем просто сидите здесь и читаете. Это займет всего 20 минут. Так что запустите свой сканер, выньте ОДНУ фотографию и …
- Сканируйте фотографию с разрешением 300, 600, 900 точек на дюйм
- Сравните сканированные изображения на вашем мониторе или на вашем HDTV – вы увидите, что нет большой разницы
- Сделайте быструю распечатку отсканированных фотографий – здесь вы увидите огромную разницу.
Зачем это нужно? Я хочу, чтобы вы заметили, сколько времени занимает сканирование с разрешением 300 точек на дюйм по сравнению с900 точек на дюйм. Я хочу, чтобы вы решили, стоит ли дополнительное время на сканирование.
Может быть, вы просто хотите просматривать отсканированные изображения на HD-телевизоре и никогда не будете печатать больше 4×6? Тогда вам не нужно тратить время на сканирование фотографий с разрешением более 300 точек на дюйм.
Но, может быть, вы захотите «подготовить» свои сканы к будущему. Может быть, через 5 лет они выпустят 2160 HDTV, и ваши сканы с разрешением 300 точек на дюйм будут казаться слишком маленькими?
Определите, стоит ли время дополнительных DPI, отсканировав одну фотографию с разными DPI и сравнив их.
больных впервые с лета опустились ниже 300 баллов; губернатор вспоминает «наш 3/11»
Через год после того, как в Арканзасе был диагностирован первый пациент с вирусом COVID-19, в четверг число госпитализированных с этим вирусом людей упало ниже 300, впервые с 3 июля.
Количество дел в штатах увеличилось на 340 – это третье ежедневное увеличение подряд, меньшее, чем неделей ранее.
Число погибших от вируса, по данным Департамента здравоохранения штата, увеличилось на 28 до 5410 человек.
На пресс-конференции в Пайн-Блафф, посвященной годовщине первого случая заболевания, губернатор Аса Хатчинсон провел параллели между пандемией и террористическими атаками 11 сентября 2001 года.
Первый случай коронавируса «стал нашим 3/11», – сказал Хатчинсон на мероприятии в Региональном медицинском центре Джефферсона, где был диагностирован этот случай.
[КОРОНАВИРУС: Щелкните здесь, чтобы получить полный обзор »arkansasonline.com/coronavirus]
«Это была наша проблема, это была наша чрезвычайная ситуация», – сказал он.
Этот первый вирусный пациент, Джеймс Блэк, присутствовал на пресс-конференции и рассказал на записанном видео вместе со своей женой Шауникой о своем испытании, которое включало в себя пребывание в больнице в течение нескольких недель, где его поместили на аппарат искусственной вентиляции легких, прежде чем он был переведен в учреждение длительного ухода.
Он сказал, что ему потребовалось около 3,5 месяцев, чтобы вылечиться от инфекции.
«Когда я впервые проснулся, я посмотрел на свою руку, она была такой маленькой, что у меня на глазах выступили слезы», – сказал Блэк.
“Я сразу понял, что должен подтолкнуть себя”.
Четверг также был годовщиной того дня, когда Хатчинсон объявил чрезвычайную ситуацию в области общественного здравоохранения, а Всемирная организация здравоохранения объявила пандемию.
[ГАЛЕРЕЯ: Нажмите здесь, чтобы увидеть больше фотографий »arkansasonline.com/312jrmc]
Хатчинсон объявил на пресс-конференции, что министерство сельского хозяйства штата раздаст людям 10 000 саженцев дуба, чтобы они посадили их в память о человеке, погибшем от COVID-19.
Он сказал, что он и первая леди Сьюзен Хатчинсон посадят его в особняке губернатора «в знак признания жизней, погибших во время этой пандемии, и надежды на будущее, которое есть у всех нас.«
Департамент сообщил, что саженцы будут доступны через офисы лесного отдела до 24 марта.
ЗАПАСНЫЕ ДОЗЫ
Также в четверг официальный представитель CHI Сент-Винсент Джошуа Кук заявил, что нехватка людей, которые подписались на получение доз вакцины на этой неделе, вынудила систему здравоохранения дать некоторые дозы людям, которые не соответствуют критериям в рамках текущего этапа плана вакцинации штата.
Джерард Мэтьюз, 40-летний внештатный видеооператор, сказал, что звонил в CHI St.Номер Винсента в среду, и он смог назначить встречу для него и его жены Стефани, чтобы получить свои первоначальные дозы вакцины в четверг в клинике в Литл-Роке.
Он сказал, что получил номер от друга, который сказал ему, что это для клиники, которая назначает встречи для неиспользованных доз.
«Я разместил номер в Твиттере и буквально весь день не переставал получать уведомления», – сказал Мэтьюз. «Кто-то только что прислал мне сообщение. Они такие:« Я видел ваш твит на Facebook в трех разных версиях ».«Я думаю, люди фотографируют это и выкладывают».
Он сказал, что в клинике его не спрашивали о его профессии и что ни он, ни его жена, 34-летний консультант, не имеют права на прививки в соответствии с Фазой 1-B государственного плана вакцинации.
«Я хочу, чтобы все, кто имел право и мог записаться на прием, записывались», – сказал Мэтьюз. “Я хочу, чтобы это закончилось. Я хочу, чтобы все сделали прививки.
[Интерактивная карта Арканзаса не отображается выше? Щелкните здесь, чтобы увидеть это: arkansasonline.com / arvirus]
«Если есть оставшиеся вакцины или назначения, которые не назначены, и мы можем занять одно из этих мест, то мы это сделали».
Кук сказал, что на этой неделе в системе здравоохранения было девять запасных доз из-за несоответствия в количестве назначенных приемов и дозах, которые необходимо было дать, чтобы избежать потери.
«Я дважды проверил регистрационный список, и в настоящее время у нас нет отставания по регистрантам, которые соответствуют требованиям Фазы 1-B», – сказал Кук в электронном письме.
«Из-за распределения доз в каждом флаконе, это объясняет, почему можно было ожидать превышения».
Люди могут зарегистрироваться на вакцинацию в клинике ОМС Сент-Винсент, посетив chistvincent.com/getmyshot.
Жители Центрального Арканзаса также могут позвонить по телефону (501) 552-4536. Те, кто живет в Хот-Спрингс или на юго-западе Арканзаса, могут позвонить по телефону (501) 622-6556.
«Прямо сейчас они могут пригласить людей прямо на встречу», – сказал Кук.
CHI Сент-Винсент также проводит амбулаторную вакцинацию для тех, кто имеет право на получение вакцины от 9 a.м. до полудня субботы в своей клинике на Шестой улице, 2500 восточной долготы в Литл-Роке.
Эпидемиолог штатаДженнифер Диллаха заявила, что Департамент здравоохранения предпочел бы, чтобы уколы были сделаны людям, не имеющим на это право, чем чтобы дозы пропали.
«Мы доверяем вакцинаторам добросовестные усилия по вакцинации людей из приоритетных групп на данном этапе, но мы знаем, что это не всегда возможно сделать, поэтому мы не виним их за использование оставшихся доз во флаконе. для кого-то другого “, – сказала Диллаха.
Она сказала, что нехватка назначений не обязательно отражает отсутствие спроса со стороны подходящего населения, но может быть результатом того, что персонал CHI Сент-Винсент «не имеет своих процедур», поскольку он расширил количество мест, где он предоставляет выстрелы.
ВЫстрелы отложены
Диллаха заявила, что расширение штата на вакцинацию в понедельник с целью включения «основных приоритетных работников», таких как работники продуктовых магазинов, фабрик и других мест, отложило введение некоторых доз вакцины, поскольку компании устраивают клиники для своих сотрудников.
«Я думаю, что после этой недели мы действительно увидим большой рост количества вводимых доз», – сказал Диллаха.
Одно мероприятие по вакцинации состоится во вторник в Капитолии штата, где 1500 доз вакцины Johnson & Johnson будут доступны для законодателей, которые в соответствии с планом вакцинации считаются «важными государственными служащими», и сотрудников законодательных органов.
В своей клинике вакцины в Центре в Юниверсити-парке в Литл-Роке, Университет медицинских наук Арканзаса вводит около 500 доз в день, включая ревакцинацию, сообщила пресс-секретарь UAMS Лесли Тейлор.
Она сказала, что подходящее лицо может записаться на прием в клинику в течение нескольких дней.
«Прямо сейчас у нас есть хороший отклик на людей, желающих записаться на прием, но мы обеспокоены тем, что это может немного выровняться, и мы хотим оставаться занятыми», – сказал Тейлор.
«Мы хотим вакцинировать как можно больше людей».
UAMS также планировал построить сегодня передвижную клинику в Колледже Шортер в Северном Литл-Роке, где, по словам Тейлора, он надеется ввести 200 доз.
В аптеке Hyde в Парагоулде, владелец Стив Смокер сказал, что на этой неделе он запланировал проведение вакцинации на рабочих местах, таких как фабрики, почтовое отделение и офисы транспортного отдела.
[ПОДПИСЬ ЭЛЕКТРОННОЙ ПОЧТЫ: Форма не отображается выше? Нажмите здесь, чтобы подписаться на обновления о коронавирусе »arkansasonline.com/coronavirus/email/]
«Мы их делаем», – сказал он. “Это займет немного времени.
«У некоторых из них есть около 400 сотрудников, которым нужно пройти вакцинацию, так что это требует времени, а у фармацевтов здесь уходит целый день».
Клиники на рабочем месте заставили его перенести некоторые встречи, в результате чего некоторые люди, пришедшие в четверг, могли сделать прививки без предварительной записи.
Обычно люди, которые записываются на прием через веб-сайт аптеки, могут получить прививку в течение примерно 10 дней.
«Я просто думаю, что людям, А., нужно набраться терпения, потому что фазы откроются, вероятно, раньше, чем они думают», – сказал он.
Также люди, которые записываются на прием в разных учреждениях, должны отменять те, которые им больше не нужны после вакцинации, сказал он.
На своем первом мероприятии из серии плановых клиник вакцинации без предварительной записи, проведенных в четверг на торгово-выставочном центре округа Конвей в Моррилтоне, Департамент здравоохранения провел прививки 302 людям, сообщила пресс-секретарь департамента Даниэль Макнил.
«Они ожидали в значительной степени точное количество людей, которых они получили», и вакцина не кончилась, – сказала она в электронном письме.
«На всех хватило», – сказала она.
Департамент планирует проводить клиники каждую неделю в каждом из пяти регионов здравоохранения.
ПРЕДЛОЖЕНИЕ ДЛЯ УВЕЛИЧЕНИЯ
По данным Центров США по контролю и профилактике заболеваний, поставщики, участвующие в усилиях по вакцинации, координируемых государством, должны получить достаточные дозы вакцины Moderna и вакцины, разработанной Pfizer и BioNTech, чтобы сделать первые прививки 68 680 людям, что на 2340 доз из распределения на этой неделе.
Количество начальных доз Moderna останется прежним – 28 900, но дозы Pfizer увеличатся с 37 440 до 39 780.
После получения на прошлой неделе своего первоначального распределения в 24 400 доз Johnson & Johnson, штат не ожидает от этой вакцины больше до недели 28 марта, заявил официальный представитель министерства здравоохранения Гэвин Лесник.
Dillaha сказал, что штат ожидает, что сначала будет получать «возможно пару тысяч» доз в неделю, а в апреле их количество увеличится примерно до 15 000 в неделю.
«Мы надеемся использовать много вакцины Janssen для вакцинации различных рабочих мест», – сказала Диллаха, имея в виду фармацевтическую компанию, принадлежащую Johnson & Johnson, которая производит вакцину. «Это однократная вакцина, однократная вакцина, так что это удобно для тех, кто находится за пределами предприятия».
ЗАЯВЛЕННЫЕ ДОЗЫ
По данным Министерства здравоохранения, поставщики, участвующие в усилиях по вакцинации, координируемых штатом, получили 1 209 300 доз по состоянию на утро четверга, что на 46 970 доз больше, чем днем ранее.
Дозы, введенные этими поставщиками, включая ревакцинацию, выросли на 15 395 до 724 976 человек.
Кроме того, аптекам Walmart, Walgreens, CVS и Community Pharmacy Enhanced Services Network было выделено 152 150 доз, что на 16 600 больше, чем днем ранее.
Дозы, которые, по сообщениям этих провайдеров, были введены, выросли на 2 523 до 64 818.
По данным CDC, количество арканзанцев, получивших хотя бы одну дозу, увеличилось на 965 до 514,556, что составляет 17.1% населения штата.
Число тех, кто был признан полностью вакцинированным, то есть они получили две дозы вакцины Pfizer или Moderna или одну дозу вакцины Johnson & Johnson, увеличилось на 527, до 285 811, или 9,5% населения.
Арканзас продолжал занимать 45-е место среди штатов и округа Колумбия по проценту жителей, получивших хотя бы одну дозу вакцины.
Он переместился с 39 на 43 процент жителей, прошедших полную вакцинацию.
На национальном уровне 19,3% людей получили хотя бы одну дозу, а 10,2% были полностью вакцинированы.
АКТИВНЫЕ СЛУЧАИ ПАДЕНИЯ
Число людей, госпитализированных с covid-19 в Арканзасе, упало на 23, до 278, третье ежедневное снижение подряд.
После роста днем ранее количество пациентов с вирусом на ИВЛ упало на пять, до 67.
Dillaha сообщила, что 12 смертей, о которых сообщалось в четверг, произошли более месяца назад, в том числе четыре в конце января и восемь в начале февраля.
В число добавленных государственных случаев включены 250 случаев, подтвержденных с помощью тестов полимеразной цепной реакции или ПЦР.
Остальные 90 были «вероятными» случаями, включая те, которые были выявлены с помощью менее чувствительных тестов на антигены.
Общее количество дел в штате выросло до 326 040.
Из них 256 519 подтвержденных случаев и 69 521 вероятных.
Число заболевших, которые считались активными, снизилось на 83 до 3144, так как 395 жителей Арканзаса были классифицированы как выздоровевшие.
В округе Бентон зарегистрировано наибольшее количество новых случаев заболевания – 39, за ним следует округ Вашингтон, в котором зарегистрировано 38; Округ Пуласки, в котором было 33 человека; Округ Фолкнер, в котором было 22; и округа Крейгхед, в котором было 17
человек.Департамент здравоохранения увеличил количество заболевших среди заключенных и заключенных.
Пресс-секретарь Департамента исправительных учреждений Синди Мерфи сообщила, что количество случаев в отделении реки Уашита в Малверне увеличилось на пять до 1626.
Это включает 42 дела, которые были активны по состоянию на четверг.
(Из-за различий в сроках представления отчетов и ввода данных номера Департамента исправительных учреждений часто отличаются от номеров Департамента здравоохранения.)
Число погибших в штате увеличилось на 10 до 4 342 среди подтвержденных случаев и на 18 до 1068 среди вероятных случаев.
Среди жителей домов престарелых и домов престарелых число смертей от вируса выросло на три, до 2012.
Число людей, которые когда-либо были госпитализированы в штате с вирусом, выросло на 20, до 14 997 человек.
Число пациентов с государственным вирусом, которые когда-либо были на ИВЛ, выросло на четыре, до 1542.
ИСПРАВЛЕНИЕ: По данным Центров США по контролю и профилактике заболеваний, поставщики, участвующие в усилиях по вакцинации, координируемых государством, как ожидается, получат достаточные дозы вакцины Moderna и вакцины, разработанной Pfizer и BioNTech, на следующей неделе, чтобы сделать первые прививки 68 680 вакцинам. человек, что на 2340 больше, чем на этой неделе. В более ранней версии этой истории были указаны неправильные числа для начальных доз и количества прибавки.
Джеймс Блэк обнимает свою жену Шаунику, когда они смотрят видео о его борьбе с Covid-19 во время церемонии, посвященной первому в штате случаю Covid-19, в четверг, 11 марта 2021 года, в Региональном медицинском центре Джефферсона в Пайн-Блафф. Джеймс Блэк был первым в штате пациентом с диагнозом Covid-19. Больше фотографий на www.arkansasonline.com/312jrmc/. (Arkansas Democrat-Gazette / Thomas Metthe)
DPI, которое следует сканировать на бумажных фотографиях
Одно из наиболее важных решений, с которыми вы сталкиваетесь при сканировании чего-либо с помощью сканера, – это выбор того, с каким разрешением («точек на дюйм») сканировать.
И специально для этого поста, какой DPI лучше всего использовать при сканировании и архивировании ваших бумажных фотопринтов размером 8 × 10 дюймов и меньше, которые для большинства людей составляют большую часть нашей доцифровой коллекции.
Принятие этого решения было для меня очень сложным и, безусловно, огромной частью моей 8-летней задержки. Причина этого в том, что dpi (иногда также взаимозаменяемо именуемое ppi для «пикселей на дюйм») является критической переменной при определении нескольких важных результатов для ваших отсканированных цифровых изображений:
- Деталь – сколько деталей изображения вы извлечете из своей фотографии
- Размер изображения – какое разрешение в пикселях вам понадобится для работы (например.грамм. 2400 x 3000 пикселей)
- Размер файла – насколько большим станет размер файла (например, 64,9 МБ или 64 878 462 байта)
Это определенно решение, которое вы должны принять до того, как закончите свое первое сканирование. Поверьте мне, вы не хотите пройти половину своей коллекции и понять, что вы отсканировали слишком высоко, и ваш компьютер работает вяло, а качество вашего изображения выглядит странным – мягким и пиксельным. Или, что еще хуже, вы обнаружите, что могли бы извлекать больше деталей из ваших отпечатков, если бы для начала просто выбрали немного более высокое dpi.
Поиск управляемого игрового плана сканирования DPI
Когда вы пытаетесь решить, с каким dpi сканировать и архивировать ваши фотографии, вы должны иметь в виду следующую «общую картину»:
С каким dpi мы должны сканировать наши бумажные фотографии, чтобы захватить как можно больше деталей, хранящихся в них, создаст управляемый размер файла, но также обеспечит достаточное разрешение изображения, если мы решим сделать радикальное кадрирование, распечатать их до среднего увеличения на фотобумаге или отображать их на мониторах высокой четкости и телевизорах.
Если вы изучите распорядок профессионального фотореставратора, вы узнаете, что он склонен рассматривать каждую фотографию как отдельную уникальную задачу – как врач, впервые оказывающий помощь больному пациенту.
Для них это утомительный следственный процесс. Они могут даже сканировать каждый отпечаток несколько раз с разными точками на дюйм, тщательно сравнивая каждое изображение, пока не найдут наиболее подходящее разрешение для персонализированного рабочего процесса фотографии.
Поскольку у вас, вероятно, от сотен до тысяч фотографий в коллекции вашей семьи, для меня непрактично и даже неразумно предполагать, что мы когда-либо захотим попробовать такой перфекционизм.Итак, чтобы сделать вещи управляемыми, я хотел придумать значения сканирования dpi, которые мы все могли бы использовать, что было бы легко для всех нас.
Лучшее разрешение для сканирования ваших бумажных отпечатков
Почти все, что вам нужно знать, чтобы решить, с каким DPI сканировать ваши фотографии, , включая мои рекомендуемые значения dpi, вы должны использовать , обсуждается в специальном видео прямо ниже.
Видео представляет собой раздел, взятый из одного из моих уроков по настройке сканера в моем обучающем видео-курсе по сканированию и систематизации фотографий.До сих пор вам нужно было быть участником, но в течение ограниченного времени я сделал этот конкретный раздел « – лучшее сканирование DPI для бумажных отпечатков » доступным и для вас.
Думайте об этом как о мини-уроке о том, как лучше всего настроить параметр DPI вашего сканера для ваших коллекций фотографий!
Начните с этого мини-урока
Дополнительная информация:
И вот некоторые другие важные моменты, которые не упомянуты в видео выше, которые также помогут вам понять, как работает ваш сканер и как выбор dpi повлияет на коллекцию фотографий вашей семьи.
Проблемы при выборе DPI в зависимости от времени, необходимого для сканирования
Одна из самых больших ошибок, которые, как мне кажется, делают люди при выборе dpi, заключается в том, что время, необходимое для завершения сканирования, влияет на их решение. Новички в сканировании могут быть удивлены, узнав, что чем выше dpi, тем больше времени требуется сканеру для выполнения захвата и компьютеру для обработки информации. Я записал для вас время, необходимое планшетному сканеру Epson Perfection v600 для выполнения сканирования с различными настройками dpi.
| Время сканирования для печати 3,5 × 3,5 ″ на Epson Perfection V600 | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 150 | 300 | 400 | 600 | 800 | 1200 | 2400 | 3200 | 4800 | |
| : 11 | : 12 | : 14 | : 18 | : 31 | 1:02 | 2:34 | 3:53 | 6:37 | |
Как видите, на самом деле существует огромная разница во времени, необходимом для сканирования с одним из самых низких значений (150 dpi) и сканирования с одним из самых высоких (4800 dpi).Но что еще более важно, я хочу, чтобы вы обратили внимание на время, необходимое для сканирования в диапазоне от 300 до 800 точек на дюйм. Это относительно почти такой же отрезок времени. На этой модели мы говорим только о разнице в 19 секунд. В частности, между 300 и 600 dpi, это всего лишь жалкие 6 секунд.
Если вы собираетесь купить новый сканер и ищете доступный планшетный сканер, я настоятельно рекомендую Epson Perfection V550 или Epson Perfection V600.
Все сканеры сканируют с разной скоростью, поэтому ваш сканер может быть или не быть медленнее, чем эта модель. Но если это так, скорее всего, процент времени между каждой из настроек dpi будет очень похож. В любом случае, если вы думаете, что станете одним из тех, кто с нетерпением ждет, пока ваш сканер сотворит чудеса с более высоким dpi, я хотел бы, чтобы вы запомнили это. Сканирование и архивирование коллекции фотографий вашей семьи – это инвестиция. Это будет инвестиция вашего времени и энергии, и по этой причине, более чем вероятно, вы захотите выполнить этот проект только один раз.
Я считаю, что стоит потратить несколько дополнительных минут, чтобы убедиться, что качество изображения не ухудшается из-за спешки. Открытым ранам нужно время, чтобы зажить, тесту нужно время, чтобы подняться, а фотосканерам нужно время для сканирования. Видишь, куда я иду?
Чтобы заполнить дополнительное время, подумайте о том, чтобы сделать очень длинный глоток обезжиренного мокко-латте, поиграть в пасьянс, включить телевизор рядом со сканером или, что еще лучше, – слегка смахните пыль со следующей фотографии, чтобы отсканировать ее безворсовой тканью. ткань!
Ищете самые быстрые планшетные сканеры?
Однако, если вы покупаете новый сканер и действительно хотите самую быструю модель, я бы порекомендовал либо Epson Perfection V800, либо Epson Perfection V850.
Оптическое разрешение по сравнению с цифровымОднако действительно высокое разрешение – 2400, 3200 и 4800 dpi – действительно предназначено для съемки действительно небольших источников с высокой детализацией, таких как негативы пленки и слайды.
Если вы хотите поэкспериментировать с этими разрешениями, держитесь подальше от «цифровых». На коробке с вашим сканером или комбинированным принтером / сканером вы увидите рейтинг с двумя цифрами. Например, Epson Perfection v600 рассчитан на разрешение 6400 x 9600 dpi.Первое число – это самое высокое «оптическое» разрешение, на которое способен ваш сканер, и, следовательно, самое высокое разрешение, с которым вы когда-либо должны сканировать. Второе число часто является самым высоким разрешением, которое может сканировать в цифровом виде – подделка результатов путем интерполяции данных. К счастью, некоторые программы для сканирования теперь даже не позволяют выбирать цифровые точки на дюйм из списка.
В случае Epson Perfection v600 максимальное «цифровое» разрешение на самом деле составляет 12 800 dpi, что намного выше, чем второе указанное число.Поэтому вам может потребоваться свериться с вашими спецификациями, напечатанными на коробке, или найти их в печатном руководстве или руководстве в формате .pdf, если вам интересно узнать о цифровых возможностях вашего сканера.
Преимущество наличия всех этих архивных изображений Разрешение
В конце концов, не будет никакой пользы от того, чтобы вся наша коллекция была в цифровом формате, если мы не сможем делать с них бумажные распечатки, как это делаем с нашими пленочными негативами. Точно так же, как нам нужно определенное количество «dpi» для захвата изображений в компьютер, нам нужно определенное количество, чтобы распечатать их обратно на бумагу.Чем больше лист бумаги, на котором вы хотите напечатать, тем большее разрешение изображения вам понадобится в ваших цифровых файлах.
Сегодня принтерамтребуется в среднем от 200 до 300 пикселей на дюйм (dpi) информации о разрешении изображения для печати высококачественного изображения на высококачественной бумаге. И я собираюсь сделать предположение, что большинство из нас редко распечатывает фотографии размером более 8 × 10 дюймов. И это хорошо, потому что почти все принтеры не могут печатать даже размером более 8 × 10 дюймов!
Я знаю, что вы, вероятно, ненавидите математику так же сильно, как и другие люди, поэтому не волнуйтесь – я сделаю это за вас.Это означает, что для того, чтобы распечатать фотографию на листе бумаги размером 8 × 10 дюймов, нам нужно изображение размером до 2400 x 3000 пикселей на дюйм (dpi). Вот моя работа:
(8 дюймов x 300 пикселей на дюйм) x (10 дюймов x 300 пикселей на дюйм) = 2400 пикселей x 3000 пикселей
Если у меня есть выбор, без сомнения, лучше сканировать слишком высоко, чем сканировать слишком низко.
И если вы не хотите верить просто на слово (ухмылка), когда я начал изучать все о сканировании много лет назад, я нашел большое утешение в этой цитате Уэйна Фултона из scantips.com и продолжал возвращаться к нему:
Это правда, что если размер изображения может быть изменен после сканирования, всегда гораздо лучше изменить размер для уменьшения размера изображения, чем изменять размер для увеличения размера изображения. Если вы не уверены, каковы будут ваши будущие намерения в отношении изображения, и не сможете отсканировать его снова, то, вероятно, лучше допустить большую ошибку (если позволяет место для хранения, в любом случае до разумных сумм). При уменьшении размера лишние пиксели удаляются. Но увеличение размера должно создавать (или подделывать) новые интерполированные пиксели, которых не было в исходном сканировании.В интерполированных пикселях невозможна дополнительная детализация, даже если изображение больше. Результаты совсем не такие, как при сканировании с более высоким разрешением.
Заключение
Хорошо, опять же, если вы не смотрели специальное видео выше, я очень рекомендую вам его посмотреть. Большая часть информации, которую вам нужно знать, содержится в этом простом мини-уроке.
После просмотра видео и прочтения этой статьи, заставило ли это вас передумать так или иначе? Расскажите мне, что вы думаете обо всем этом, в разделе комментариев ниже.Я бы хотел услышать твои мысли.
Китайский производитель металлоконструкций, дюбель, поставщик круглых дюбелей
Горячие продукты
Видео
Цена FOB: 900–1000 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 780-790 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 15-20 долларов США / Кусок
Мин.Заказ: 100 штук
Связаться сейчасВидео
Цена FOB: 900–920 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасЦена FOB: 15-20 долларов США / Кусок
Мин.Заказ: 100 штук
Связаться сейчасВидео
Цена FOB: 680-700 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 680-700 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 20-25 долларов США / Пара
Мин.Заказ: 100 пар
Связаться сейчасОцинкованные опоры передачи
Видео
Цена FOB: 900–1000 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 900–1000 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 900–1000 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасЦена FOB: 900–920 долларов США / Тонна
Мин.Заказ: 100 тонн
Связаться сейчасЦена FOB: 900–920 долларов США / Тонна
Мин.Заказ: 100 тонн
Связаться сейчасЦена FOB: 900–920 долларов США / Тонна
Мин.Заказ: 100 тонн
Связаться сейчасСтальные строительные материалы
Видео
Цена FOB: 900–920 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 670–680 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 680-700 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 650-660 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасВидео
Цена FOB: 15-20 долларов США / Кусок
Мин.Заказ: 100 штук
Связаться сейчасВидео
Цена FOB: 700 долларов США / Тонна
Мин.Заказ: 25 тонн
Связаться сейчасПрофиль компании
{{util.each (imageUrls, function (imageUrl) {}} {{})}} {{if (imageUrls.длина> 1) {}} {{}}}| Бизнес Диапазон: | Строительство и отделка, Промышленное оборудование и компоненты, Производство и обработка… | |
| Основные продукты: | Производство стали , Стальные строительные материалы , Стальная конструкция , Сельская сталь | |
| Зарегистрированный капитал: | 147802.18 долларов США | |
| Сертификация системы менеджмента: | ISO 9001, ISO 9000, ISO 14001, ISO 14000, ISO 20000 | |
| Международные коммерческие условия (Инкотермс): | Брелок, CIF, CFR | |
| Доступность OEM / ODM: | да |
Qingdao Xinhuiying Steel, как один из ведущих производителей стали в Китае, занимает площадь в 20000 квадратных метров, оборудованных современными производственными линиями для всех видов стальных конструкций и прецизионных станков с ЧПУ.