Диски для шлифовки нержавейки: Шлифовальные круги по металлу -Шлифовальный диск по нержавейке Makita 115х6х22,23 мм
alexxlab | 04.12.1984 | 0 | Разное
виды, маркировка, зернистость, сфера применения
Шлифовальные круги — это абразивные инструменты, которые состоят из зерен, сцементированных между собой определенным вяжущим веществом. Они широко применяются в промышленных и бытовых целях для шлифования различных поверхностей. Такая процедура позволяет достичь презентабельного внешнего вида изделия и придания ему необходимых технических характеристик. Как правильно выбрать шлифовальный круг для домашних и производственных работ, и что нужно знать о шлифкругах перед их покупкой — об этом читайте в нашей статье.
- Сфера применения шлифовальных кругов
- Виды шлифкругов
- Характеристики шлифовальных кругов и их маркировка
- Зернистость
- Виды абразивных композиций
- Связующие компоненты
- Показатели твердости
- Как правильно выбрать и купить шлифовальный круг?
Сфера применения зачистных шлифовальных кругов
Абразивный инструмент находит свое применение как в бытовых условиях, так и в промышленном производстве.
Шлифовальные круги применяются и в промышленности: для обработки брусковых и щитовых деталей в станкостроении и машиностроении. Шлифовке может подвергаться широкий перечень материалов, в том числе:
- черные и цветные металлы, мягкие сплавы;
- камень;
- пластик;
- древесина.
Шлифкруги применяются для удаления ржавчины с металлических деталей, а также для заточки ножей и других режущих предметов на точильных станках. Ювелиры используют шлифовальные круги для полировки драгоценных металлов, финишной обработки поверхности полудрагоценных камней и поделочных минералов.
Виды шлифкругов
Согласно непрофессиональной классификации шлифовальных кругов выделяют следующие разновидности:
- Диски на липучке изготавливаются из шлифовальной шкурки на велкро-основе, которая крепится на опору при помощи самоклеящейся подложки.
 Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы.
Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы. - Лепестковый шлифкруг выполнен в форме веера, обладает хорошей эластичностью и легко адаптируется под любую поверхность. Используется в основном для шлифовки труб, фасонины, изделий из дерева.
- Фибровый шлифовальный круг
- Алмазный шлифкруг используется для чистовой шлифовки твердосплавных материалов, стекла, керамики, драгоценных и поделочных камней.
 Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Характеристики шлифовальных кругов и их маркировка
Качественные характеристики шлифкругов регламентируются ГОСТ, техническими условиями и обозначаются на маркировке изделия. К базовым параметрам относят:
- класс, профиль и размер;
- зернистость;
- абразивный материал;
- связующий материал;
- твердость.
Точность и качество шлифования напрямую зависит от класса абразивного инструмента. Шлифкруги класса Б используются для менее ответственных операций и обладают наименьшей точностью. Абразивный инструмент класса, А является более точным и качественным. Шлифовальный круг класса АА обычно применяется для работы на прецизионных шлифовальных станках, отличается наивысшей точностью геометрических параметров, однородностью зернового состава и уравновешенностью абразивной массы.
Профиль круга определяет возможность выполнения тех или иных работ. Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения.
Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения.
| Маркировка | Область применения |
|---|---|
| ПП – с прямым профилем | |
| 2П – конические двухсторонние Т – тарельчатые |
обработка резьбы и шестеренок, заточка инструментов с несколькими лезвиями |
| 3П – конические односторонние | заточка инструментов и другие операции |
| ПВ – с одно- или двухсторонними выточками | бесцентровое шлифование металла |
| К – кольцевые | торцевое шлифование плоской поверхностью |
| ЧК – чашечные | заточка, правка, шлифовка поверхностей трения металлообрабатывающих станков |
Помимо формы профиля, шлифовальные круги отличаются по размерам — наружному диаметру, диаметру отверстия и высоте (DxTxH). Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.
Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.
Зернистость
Выбор зернистости шлифовального круга обуславливается требованиями, предъявляемыми к чистоте обрабатываемой поверхности, и типом шлифовальных операций. Величина зерна обозначает толщину слоя, снимаемого за один проход. Так, шлифовальные круги по металлу для черновых работ имеют более крупное зерно, а для обеспечения гладкости и точности обработки применяются мелкозернистые круги. Для торцевого шлифования, а также для обработки деталей из меди или латуни лучше использовать крупнозернистые круги, чтобы избежать засаливания.
Зернистость шлифкругов характеризуется размером абразивных зерен и обозначается определенным числом (чем больше число, тем меньше степень зернистости). В таблице ниже приведены рекомендации по выбору зернистости инструмента для выполнения того или иного вида работ.
| Вид шлифования | Рекомендованный номер зернистости круга |
|---|---|
| Резьбошлифование | 100-280 |
| Отделочное | 180-320 |
| Заточка инструмента | 170-220 |
| Круглое чистовое | 600-100 |
| Круглое обдирочное | 24-40 |
| Плоское, торцевое | 16-36 |
Виды абразивных композиций
Согласно ГОСТ 28818 материалы для производства шлифкругов должны иметь значительную твердость, низкую теплопроводность и устойчивость к фрикционному износу. Допускается применение следующих абразивных композиций:
- Электрокорунд на бокситовой основе — отличается повышенным уровнем твердости и термостойкости. Такие круги маркируются буквенно‑цифровым индексом (12А — 15А, 22А — 25А), с увеличением которого возрастает показатель твердости базового вещества и прочность круга.

- Электрокорунд на базе карбида — используется для снятия поверхностных слоев с деталей, которые уже подвергались термической обработке. Код маркировки начинается от 38А (карбид циркония) и заканчивается 95А (карбид хрома или титана). Шлифовальные круги, изготовленные на основе карбида кремния (52С‑65С) имеют отличную устойчивость к температурным перепадам и применяются для работы по чугуну, цветному металлу и сплавам.
- Сферокорунд — материал на базе расплавленного оксида алюминия с зерном сферической формы. Такой состав отличается высокими показателями твердости, что дает возможность использовать его для обработки твердых сплавов. Шлифкруги из сферокорунда маркируются буквенным обозначением «ЭС».
- Монокорунд — это материал с зерном, имеющим монокристаллическую структуру (43А‑45А). Такая абразивная композиция долговечна и используется для обработки инструментальных и жаропрочных сплавов.
Связующие компоненты
Наряду с режущим веществом, из которого изготовлен шлифовальный круг, немаловажную роль играет способ связки: именно благодаря ей абразивная масса не разрушается. Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах.
Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах.
Керамическая связка на основе глины или кварца делает шлифовальный круг более легким, и как следствие, достигается высокая скорость его вращения на шлифовальном станке. При этом стойкость и твердость такого инструмента значительно ниже. Смесь искусственного каучука и серы дает вулканитовую связку. Такие диски отличаются повышенной износостойкостью и хорошей упругостью, но стоят значительно дороже модификаций с керамическим абразивом.
Показатели твердости
Твердость шлифовального круга — это свойство, которое позволяет сохранять зерна под внешним воздействием. Чем меньше показатель твердости, тем быстрее происходит разрушение абразива. Наиболее распространенными являются шлифкруги со средними значениями твердости, так как они обладают оптимальным балансом производительности и долговечности.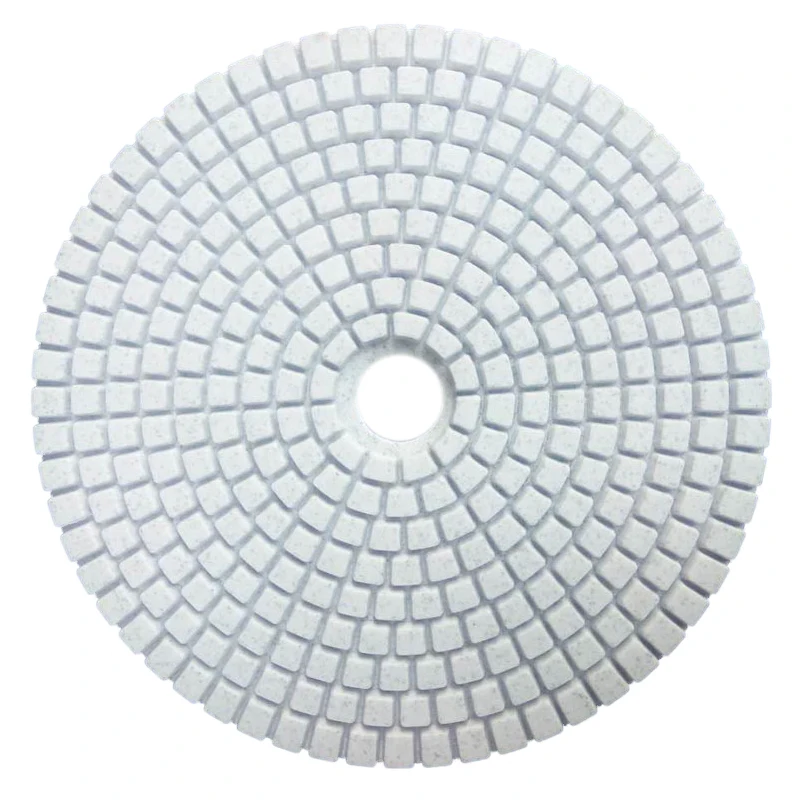 Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
Для обработки резьбы или маленьких по размеру деталей используются шлифкруги с высокой твердостью. С плоской или черновой шлифовкой прекрасно справляются мягкие инструменты. Чем тверже и больше заготовка, тем более мягкий абразивный диск используется для ее обработки.
Как правильно выбрать и купить шлифовальный круг?
Чтобы купить шлифовальный круг, который будет максимально эффективен и прослужит длительное время, необходимо тщательно подойти к вопросу выбора. Для этого следуйте рекомендациям специалистов:
- Учитывайте специфику используемого инструмента: для работы на шлифовальном станке вам потребуется круг, выдерживающий высокое давление. Для болгарки нужен шлифовальный диск с повышенной устойчивостью к скорости вращения.
- Внимательно изучайте маркировку изделия, на которой имеются все необходимые условные обозначения: размер, класс, профиль, зернистость, абразивная композиция.

- Подбирайте инструмент в зависимости от материала обрабатываемой поверхности, площади шлифования.
- Не используйте абразивы с истекшим сроком годности во избежание поломок и риска для здоровья.
- Выбирайте продукцию проверенных производителей, которые руководствуются требованиями ТУ и ГОСТ.
ООО «Броксталь» реализует абразивный инструмент от надежных отечественных заводов‑изготовителей. У нас вы можете купить шлифовальные круги различных размеров по демократичным ценам. Если вам потребуется помощь с выбором продукции, свяжитесь с нами по телефону 7 (8362) 32‑15‑15 или используйте кнопку «Сделать заказ». Ознакомиться с ассортиментом шлифовальных кругов и ценами можно в «Прайсе», а продаже также имеются бу трубы
Шлифовальные круги для нержавеющей стали в Украине. Цены на Шлифовальные круги для нержавеющей стали на Prom.ua
Работает
Набор из шлифовального диска и 200 кругов 50мм на липучке для гравера дрели
На складе в г. Днепр
Днепр
Доставка по Украине
550 грн
449 грн
Купить
LisaSHOP
Работает
Шлифовальные круги на липучке с диском 200 штук 50мм для гравера драли
На складе в г. Днепр
Доставка по Украине
550 грн
449 грн
Купить
Работает
Круг отрезной по металлу Ring 125×1,0x22,23 для ручных шлифмашин
На складе в г. Днепр
Доставка по Украине
18.10 грн
15.75 грн
Купить
Спарк-Центр
Работает
Круг(Диск)Шлифовальный Лепестковый Ø= 125/22 мм, Р 40 NORTON “X-TREME PRO” Для Нержавейки
На складе
Доставка по Украине
по 230 грн
от 2 продавцов
230 грн
Купить
ООО “ВЕГА КОМФОРТ”
Работает
Круг отрезной по металлу Ring 125×1,2×22,23 для ручных шлифмашин
На складе в г. Днепр
Доставка по Украине
18. 10 грн
10 грн
15.75 грн
Купить
Спарк-Центр
Работает
Набор из шлифовального диска и кругов 50 мм на липучке для дрели гравера (200 шт)
На складе в г. Днепр
Доставка по Украине
550 грн
449 грн
Купить
ПриДБАЙ
Работает
Круг отрезной шлифовальный для нержавеющей стали APP 06YA10, d125 x 1,0 x 22,2 мм К42
Доставка по Украине
33 грн
Купить
ТАНДЕМ: Автотовары БЕЗ предоплаты! Бесплатная доставка от 2500 грн!
Работает
Круг отрезной по металлу Ring 125×1,6×22,23 для ручных шлифмашин
На складе в г. Днепр
Доставка по Украине
18.10 грн
15.75 грн
Купить
Спарк-Центр
Работает
Круг отрезной по металлу Ring 180×1,6×22,23 для ручных шлифмашин
На складе в г. Днепр
Доставка по Украине
31.50 грн
27.40 грн
Купить
Спарк-Центр
Работает
Круг отрезной по металлу Ring 230×1,6×22,23 для ручных шлифмашин
На складе в г. Днепр
Днепр
Доставка по Украине
49.50 грн
43.06 грн
Купить
Спарк-Центр
Работает
Круг шлифовальный по металлу Polystar Abrasive 180 мм для болгарки
Доставка по Украине
41 грн
Купить
Полистар Абразив
Работает
КЛТ Круг лепестковый торцевой СТАНДАРТ Т29 P100, 125мм для УШМ
Доставка по Украине
24 грн
Купить
Контроль Плюс
Работает
КЛТ Круг лепестковый торцевой СТАНДАРТ Т29 P120, 125мм для УШМ
Доставка по Украине
24 грн
Купить
Контроль Плюс
Работает
Набор круглых форм из 3 штук для сборки бенто-тортов нерж. сталь круг 14 см/12см/10см, высота 8.5
На складе в г. Косов
Доставка по Украине
170 грн/набор
Купить
Best Home Goods – “Лучшие товары для дома, подарки, мелочи”
Работает
Круг шлифовальный лепестковый по металлу и нержавеющей стали “NORTON VULCAN” X-TREME Ø=125х22 мм Р60
Доставка по Украине
по 173 грн
от 2 продавцов
173 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Смотрите также
Работает
Круг шлифовальный по металлу и нержавеющей стали “NORTON VULCAN” Ø=230х22. 2 мм t=6.4 мм
2 мм t=6.4 мм
Доставка по Украине
по 271 грн
от 2 продавцов
271 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Работает
Круг шлифовальный по металлу и нержавеющей стали “NORTON OCTOPUS” Ø=125х22.2 мм t=4 мм P60 с прорезями
Доставка по Украине
по 127 грн
от 2 продавцов
127 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Работает
Круг шлифовальный лепестковый по металлу и нержавеющей стали “NORTON VULCAN” X-TREME Ø=125х22 мм Р40
Доставка по Украине
по 173 грн
от 2 продавцов
173 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Работает
Круг шлифовальный лепестковый по металлу и нержавеющей стали “NORTON VULCAN” X-TREME Ø=125х22 мм Р80
Доставка по Украине
173 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Работает
Шлифовальный круг 3М Scotch-Brite XL-UW, 150х6х22мм, 6A MED
Доставка по Украине
от 450 грн
Купить
ВашАбразив
Работает
Нетканный шлифовальный круг 150*22*10, зерно Р240 зеленый
Доставка по Украине
от 200 грн
Купить
ВашАбразив
Работает
Шлифовальный нетканный круг 150*22*20 Р240 зеленый
Доставка по Украине
от 260 грн
Купить
ВашАбразив
Работает
Шлифовальный нетканный круг 150*22*20, Р180 серый
Доставка по Украине
от 250 грн
Купить
ВашАбразив
Работает
Шлифовальный нетканный круг 150*22*10, Р180 серый
Доставка по Украине
от 170 грн
Купить
ВашАбразив
Работает
Круг шлифовальный лепестковый (скотч – брайт) для УШМ 150*40*32 P320
Доставка по Украине
329 грн
Купить
KRAFTEX – инструмент созданный творить
Работает
Ножки каркасы для барных стульев из нержавеющей стали плоский круг 450 мм высота 760 мм
На складе
Доставка по Украине
2 990 грн
Купить
МЕБКОМ
Работает
Шлифовальный круг Mirka Q. Silver P80 Ø125 мм 9 отверстий FTO
Silver P80 Ø125 мм 9 отверстий FTO
На складе в г. Винница
Доставка по Украине
16.64 грн
15.81 грн
Купить
AUTOMIX – все для авто и гостинично-ресторанного бизнеса
Работает
Шлифовальный круг Mirka Q.Silver P220 Ø125 мм 9 отверстий FTO
На складе в г. Винница
Доставка по Украине
10.92 грн
Купить
AUTOMIX – все для авто и гостинично-ресторанного бизнеса
Работает
Шлифовальный круг Mirka Novastar P80 Ø150 мм 121 отверстие
На складе в г. Винница
Доставка по Украине
28.83 грн
27.39 грн
Купить
AUTOMIX – все для авто и гостинично-ресторанного бизнеса
Самозацепные шліфувальні круги для нержавіючої сталі і скла
Продавець ООО АКС-ЮГ СИСТЕМА – ЛАБОРАТОРИЯ КЛЕЕВЫХ И КРЕПЕЖНЫХ ТЕХНОЛОГИЙ, СОВРЕМЕННЫЕ АБРАЗИВНЫЕ ТЕХНОЛОГИИ розвиває свій бізнес на Prom.
Знак PRO означає, що продавець користується одним з платних пакетів послуг Prom.ua з розширеними функціональними можливостями.
Порівняти можливості діючих пакетів
710 відгуків
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
Диск шліфувальний для сталі і скла, д. 115 мм – 3M™ Trizact™ 953FA Hookit™, А100(P200), помаранчевий
В наявності
194,75 грн
 eyJwcm9kdWN0SWQiOjQxNTY0NzI0NCwiY2F0ZWdvcnlJZCI6MTQyMDE1MDksImNvbXBhbnlJZCI6OTI5OTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzNDA2MTk3Ljg4OTU3ODMsInBhZ2VJZCI6IjlkMzVhMDRlLTQ5NDYtNDI4Mi1iMWI0LWExOWU3MDFkYmM2MCIsInBvdyI6InYyIn0.I5sjL2kDCfbRT-x58PB133ppBuVbTu5pg_GNvm3cU90″ data-advtracking-product-id=”415647244″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjQxNTY0NzI0NCwiY2F0ZWdvcnlJZCI6MTQyMDE1MDksImNvbXBhbnlJZCI6OTI5OTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzNDA2MTk3Ljg4OTU3ODMsInBhZ2VJZCI6IjlkMzVhMDRlLTQ5NDYtNDI4Mi1iMWI0LWExOWU3MDFkYmM2MCIsInBvdyI6InYyIn0.I5sjL2kDCfbRT-x58PB133ppBuVbTu5pg_GNvm3cU90″ data-advtracking-product-id=”415647244″ data-tg-chain=”{"view_type": "preview"}”>Диск шліфувальний для сталі і скла, д. 115 мм – 3M™ Trizact™ 953FA Hookit™, А65(P280), жовтий
В наявності
194,75 грн
3M™ Trizact™ 953FA Hookit™, А45(P360) – Диск шліфувальний для сталі і скла, д.
 115 мм, зелений
115 мм, зеленийВ наявності
194,75 грн
3M™ Trizact™ 953FA Hookit™, А30(P700) – Диск шліфувальний для сталі і скла, д. 115 мм, блакитний
В наявності
194,75 грн
 UFYJ1ys2qTgC9BQok_yVXn5GhWxZDpxdbmm5FKcxR3M” data-advtracking-product-id=”415648877″ data-tg-chain=”{"view_type": "preview"}”>
UFYJ1ys2qTgC9BQok_yVXn5GhWxZDpxdbmm5FKcxR3M” data-advtracking-product-id=”415648877″ data-tg-chain=”{"view_type": "preview"}”>3M™ Trizact™ 953FA Hookit™, А16(P1100) – Диск шліфувальний для сталі і скла, д. 115 мм, синій
В наявності
194,75 грн
3M™ Trizact™ 953FA Hookit™, А06(P2500) – Диск шліфувальний для сталі і скла, д. 115 мм, фіолетовий
В наявності
194,75 грн
 eyJwcm9kdWN0SWQiOjQ0MzY4NjA5OCwiY2F0ZWdvcnlJZCI6MTQyMDE1MDksImNvbXBhbnlJZCI6OTI5OTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzNDA2MTk3Ljg5MzYzOSwicGFnZUlkIjoiM2JkMDhkMDctNzJhZC00ZmUyLWJiMjctMmI1NWEzZDBkYmM5IiwicG93IjoidjIifQ.lT5J4mg699f3_mkfguHZX9duhDL5DtoXeWzejSyCu8A” data-advtracking-product-id=”443686098″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjQ0MzY4NjA5OCwiY2F0ZWdvcnlJZCI6MTQyMDE1MDksImNvbXBhbnlJZCI6OTI5OTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzNDA2MTk3Ljg5MzYzOSwicGFnZUlkIjoiM2JkMDhkMDctNzJhZC00ZmUyLWJiMjctMmI1NWEzZDBkYmM5IiwicG93IjoidjIifQ.lT5J4mg699f3_mkfguHZX9duhDL5DtoXeWzejSyCu8A” data-advtracking-product-id=”443686098″ data-tg-chain=”{"view_type": "preview"}”>3M™ Trizact™ 953FA Hookit™, А100(P200) – Диск шліфувальний для сталі і скла, д. 125 мм, помаранчевий
В наявності
213,20 грн
3M™ Trizact™ 953FA Hookit™, А65(P280) – Диск шліфувальний для сталі і скла, д.
 125 мм, жовтий
125 мм, жовтийВ наявності
213,20 грн
3M™ Trizact™ 953FA Hookit™, А45(P360) – Диск шліфувальний для сталі і скла, д. 125 мм, зелений
В наявності
213,20 грн
 VIuYDutTUIFjanoUzDZcUGtXACeKXDvZ26a3wDIsPnA” data-advtracking-product-id=”443689388″ data-tg-chain=”{"view_type": "preview"}”>
VIuYDutTUIFjanoUzDZcUGtXACeKXDvZ26a3wDIsPnA” data-advtracking-product-id=”443689388″ data-tg-chain=”{"view_type": "preview"}”>3M™ Trizact™ 953FA Hookit™, А30(P700) – Диск шліфувальний для сталі і скла, д. 125 мм, блакитний
В наявності
213,20 грн
3M™ Trizact™ 953FA Hookit™, А16(P1100) – Диск шліфувальний для сталі і скла, д. 125 мм, синій
В наявності
213,20 грн
 eyJwcm9kdWN0SWQiOjQ0MzY5MTc0NiwiY2F0ZWdvcnlJZCI6MTQyMDE1MDksImNvbXBhbnlJZCI6OTI5OTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzNDA2MTk3Ljg5NzQ1MTYsInBhZ2VJZCI6IjUyMTdlNTBmLWFhOWMtNDM5NC05MzA4LTJlYWE3NmU5MjRjNyIsInBvdyI6InYyIn0.YcJ6NS7XMndlqPRDu0BPU9rL00-L2pE1aGb2pWOwyTA” data-advtracking-product-id=”443691746″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjQ0MzY5MTc0NiwiY2F0ZWdvcnlJZCI6MTQyMDE1MDksImNvbXBhbnlJZCI6OTI5OTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzNDA2MTk3Ljg5NzQ1MTYsInBhZ2VJZCI6IjUyMTdlNTBmLWFhOWMtNDM5NC05MzA4LTJlYWE3NmU5MjRjNyIsInBvdyI6InYyIn0.YcJ6NS7XMndlqPRDu0BPU9rL00-L2pE1aGb2pWOwyTA” data-advtracking-product-id=”443691746″ data-tg-chain=”{"view_type": "preview"}”>3M™ Trizact™ 953FA Hookit™, А06(P2500) – Диск шліфувальний для сталі і скла, д. 125 мм, фіолетовий
В наявності
213,20 грн
Диск шліфувальний для сталі і скла, д.
 50 мм – 3M™ Trizact™ 953FA Hookit™
50 мм – 3M™ Trizact™ 953FA Hookit™В наявності
61,50 грн
Диск шліфувальний для сталі і скла, д. 75 мм – 3M™ Trizact™ 953FA Hookit™
В наявності
92,25 грн
 rmml-OWT_rlmcsFzH8XKyqJ7nUu0WfEdd6XG_Yle1Jw” data-advtracking-product-id=”64032809″ data-tg-chain=”{"view_type": "preview"}”>
rmml-OWT_rlmcsFzH8XKyqJ7nUu0WfEdd6XG_Yle1Jw” data-advtracking-product-id=”64032809″ data-tg-chain=”{"view_type": "preview"}”>Диск шлифовальный для стали и стекла, д. 150 мм – 3M™ Trizact™ 953FA Hookit™
В наявності
185 грн
01.08.2022 Набір для шліфування та полірування нержавійки “Мисливець”, д. 125 мм, 6 шт., Р200-Р2500 абразивні круги на липучці
В наявності
1 400 грн
 eyJwcm9kdWN0SWQiOjg2MTgwMzQ0NiwiY2F0ZWdvcnlJZCI6MTQyMDE1MDksImNvbXBhbnlJZCI6OTI5OTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzNDA2MTk3LjkwMDY5MzQsInBhZ2VJZCI6ImVhOTZjOGNlLTdiOTItNGMxMC05NzZiLTM1ZTgxZjc4MDA0ZSIsInBvdyI6InYyIn0.URWRtFURxt_teDzKPum9Fh57xJa4QILtYEcGek_rDAg” data-advtracking-product-id=”861803446″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjg2MTgwMzQ0NiwiY2F0ZWdvcnlJZCI6MTQyMDE1MDksImNvbXBhbnlJZCI6OTI5OTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzNDA2MTk3LjkwMDY5MzQsInBhZ2VJZCI6ImVhOTZjOGNlLTdiOTItNGMxMC05NzZiLTM1ZTgxZjc4MDA0ZSIsInBvdyI6InYyIn0.URWRtFURxt_teDzKPum9Fh57xJa4QILtYEcGek_rDAg” data-advtracking-product-id=”861803446″ data-tg-chain=”{"view_type": "preview"}”>01.08.2022 Набір для шліфування та полірування нержавійки “Мисливець”, д. 125 мм, 7 шт., Р120-Р2500 абразивні круги на липучці
В наявності
1 400 грн
Набір для шліфування та полірування нержавійки “Мисливець”, д.
 75 мм, 7 шт., Р120-Р2500 абразивні круги на липучці
75 мм, 7 шт., Р120-Р2500 абразивні круги на липучціВ наявності
450 грн
Набір для шліфування та полірування нержавійки “Мисливець”, д. 50 мм, 7 шт., Р120-Р2500 абразивні круги на липучці
В наявності
250 грн
Набір для шліфування та полірування нержавійки “Мисливець”, д. 50 мм, 6 шт., Р200-Р2500 абразивні круги на липучці
В наявності
250 грн
 eyJwcm9kdWN0SWQiOjE0MDM4NDQ0NDUsImNhdGVnb3J5SWQiOjE0MjAxNTA5LCJjb21wYW55SWQiOjkyOTk4LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2MzQwNjE5Ny45MDQxNDAyLCJwYWdlSWQiOiIyZDQzMmZjYS1lNWZkLTRiNzAtYWRiMi00YmE5NjFlZGY1YWMiLCJwb3ciOiJ2MiJ9.LbNpBtztMT3BtG0Rh4ph4cUFuJmcuT00zS3114eJi6k” data-advtracking-product-id=”1403844445″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjE0MDM4NDQ0NDUsImNhdGVnb3J5SWQiOjE0MjAxNTA5LCJjb21wYW55SWQiOjkyOTk4LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2MzQwNjE5Ny45MDQxNDAyLCJwYWdlSWQiOiIyZDQzMmZjYS1lNWZkLTRiNzAtYWRiMi00YmE5NjFlZGY1YWMiLCJwb3ciOiJ2MiJ9.LbNpBtztMT3BtG0Rh4ph4cUFuJmcuT00zS3114eJi6k” data-advtracking-product-id=”1403844445″ data-tg-chain=”{"view_type": "preview"}”>Набір для шліфування та полірування нержавійки “Мисливець”, д. 25 мм, 7+1 шт., Р120-Р2500 абразивні круги на липучці
В наявності
220 грн
Набір для шліфування та полірування нержавійки “Мисливець”, абразивні круги на липучці д. 125 мм
В наявності
450 грн
Войлочный и фетровый диск для шлифовки
Все верно?
ДаИзменить город
Плоские шлифовальные круги FS
Простым и эффективным методом подготовки фрезерованной поверхности к полировке является шлифовка лепестковыми дисками.
Лепестковые диски или круги самозачищаются от стружки и самозатачиваются в виду износа ткани. Качество материала круга определяет его стойкость и скорость износа. Мы предлагаем высококачественные диски с безупречной репутацией от компании LUKAS ERZETT (Германия). Качество LUKAS нельзя сравнивать с китайскими дисками, например, “FIT” или др. Мы не можем предугадать всех технологических задач клиента /потребителя и предлагаем провести тестирование дисков различных диаметров и выбрать для себя наиболее пригодные.
Для малых площадей, безусловно, следует применять малые круги с оправкой 3 мм, для больших площадей или нагруженной работы применяйте круги с оправкой 6 мм. Нельзя сильно превышать рекомендуемую скорость вращения круга. При всех преимуществах, шлифовальный круг не может обеспечить сохранение идеальной ровности поверхности после обработки, также возможны случаи наклёпа алюминия на абразивный слой лепестков. Выделение пыли так же усложняет процесс шлифования. Мы можем посоветовать локальный отвод стружки специальным передвижным устройством. В этом случае можно работать и пневматическими машинами со сдувом в зоне резания. Это гипотетически, а на практике всё немного сложнее – вытяжка тоже стоит денег и шумит. В нашем каталоге так же есть локальные удалители пыли и стружки.
Мы можем посоветовать локальный отвод стружки специальным передвижным устройством. В этом случае можно работать и пневматическими машинами со сдувом в зоне резания. Это гипотетически, а на практике всё немного сложнее – вытяжка тоже стоит денег и шумит. В нашем каталоге так же есть локальные удалители пыли и стружки.
Характеристики:
- Материал: шлифовальная ткань
- Максимальная скорость вращения: 35 000 об/мин
- Для обработки: закаленной стали, ковкого чугуна, углеродистой стали, особо мягкой стали, листовой стали, отливок, цветных металлов, алюминия
Шлифовальные круги из нетканого материала FSB
Характеристики:
- Материал: – S = карбид кремния
– A = корунд
– Максимальная скорость вращения: 8 000 об/мин
- Для обработки: Cr-Ni и прочих марок нерж. стали, отливок, цветных металлов, алюминия
- Зерно: – A 104 и S 204 = средняя
– A 106 и S 206 = мелкая
– A 107 и S 207 = очень мелкая
Шлифовальные колпачки SF/SR/SS/SK
Шлифовальные насадки сделаны из ткани с очень прочно нанесенным абразивом – корундом или карбидом кремния, различные по размерам и форме. Они эффективны при большом объеме зачистных работ, для смены достаточно остановить инструмент, снять изношенный и надеть новый колпачок. Есть так же цилиндрические, с большим диаметром, есть тонкие и узкие. Эластичный носитель на оправке сделан из термостойкой резины.
Они эффективны при большом объеме зачистных работ, для смены достаточно остановить инструмент, снять изношенный и надеть новый колпачок. Есть так же цилиндрические, с большим диаметром, есть тонкие и узкие. Эластичный носитель на оправке сделан из термостойкой резины.
Характеристики:
- Зерно: 80, 150, 320
- Ø насадки: 5мм, 7мм, 10мм, 11мм
- Длина хвостовика 25мм, 40мм
- Длина насадки: 10мм, 11мм, 12мм, 13мм,15мм, 25мм
- Кол-во в упаковке: 100шт
Резиновый держатель GF/GR/GS/GK для шлифовальных колпачков SF/SR/SS/SK
Характеристики:
- Ø головки: 5мм, 7мм, 10мм, 11мм
- Ø хвостовика: 3мм, 6мм
- Длина головки: 10мм, 11мм, 12мм, 13мм,15мм, 25мм
- Длина хвостовика 25мм, 40мм
- Максимальная скорость вращения: от 22 000 до 45 000 об/мин
- Кол-во в упаковке: 10шт
Шлифовальные ленты S
Характеристики:
- Материал: стандартный корунд
- Для всех марок стали, чугуна, цветных металлов, дерева
- Зерно: 40, 50, 60, 80, 150, 240, 320
- Кол-во в упаковке: 50шт
Держатели шлифовальной ленты (жесткие) R
Характеристики:
- Ø насадки: 10мм, 15мм, 25мм, 30мм
- Ø хвостовика: 6мм
- Длина насадки: 10мм, 20мм, 25мм, 30мм
- Максимальная скорость вращения: 9 000 об/мин, 13 000 об/мин, 18 000 об/мин, 30 000 об/мин
- Кол-во в упаковке: 10шт
Шлифовальные диски с внутренней резьбой SB
Характеристики:
- Материал: стандартный корунд
- Для всех марок инструментальной стали
- Зерно: 50, 80, 120, 180, 240, 320
- Ø диска: 20мм, 25мм, 40мм, 50мм, 75мм
- Кол-во в упаковке: 100шт
Шлифовальные диски с внутренней резьбой SBZ
Характеристики:
- Материал: цирконий-корунд
- Для нержавеющей и никелированной стали
- Зерно: 36, 80, 120
- Ø диска: 50мм
- Кол-во в упаковке: 100шт
Войлочные диски с внутренней резьбой SBV
Характеристики:
- Материал: цирконий-корунд
- Для металла, дерева, пластика
- Ø диска: 20мм, 25мм, 40мм, 50мм, 75мм
- Максимальная скорость вращения: 5 500 об/мин, 8 000 об/мин, 10 000 об/мин, 15 000 об/мин, 20 000 об/мин
- Кол-во в упаковке: 50шт
Резиновые держатели с резьбой GT для шлифовальных дисков
Характеристики:
- Ø держателем: 20мм, 25мм, 40мм, 50мм, 75мм
- Ø хвостовика: 6мм
- Максимальная скорость вращения: 20 000 об/мин, 30 000 об/мин, 40 000 об/мин
- Кол-во в упаковке: 1шт
Шлифовальные диски, самоклеющиеся PS
Характеристики:
- Материал: стандартный корунд
- Для всех марок инструментальной стали
- Зерно: 60, 80, 120, 150, 180, 240, 320
- Ø диска: 21мм, 33мм, 48мм, 63мм, 78мм
- Кол-во в упаковке: 100шт
Войлочный диск полировальный велкро F
Характеристики:
- Диаметр: 18мм, 30мм, 45мм
- Кол-во в упаковке: 20шт
Резиновые держатели для самофиксирующихся шлифовальных дисков GPS
Характеристики:
- Ø держателя: 18мм, 30мм, 45мм, 60мм, 75мм
- Ø хвостовика: 3мм, 6мм
- Максимальная скорость вращения: 6 000 об/мин, 8 000 об/мин, 10 000 об/мин, 12 500 об/мин, 20 000 об/мин
- Кол-во в упаковке: 5шт
Шлифовальные диски, самоклеющиеся PK
Характеристики:
- Ø диска: 21мм, 33мм, 48мм, 63мм, 78мм
- Зерно: 60, 80, 120, 150, 180, 240
- Кол-во в упаковке: 100шт
Держатели для самоклеющихся шлифовальных дисков GPH
Характеристики:
- Диаметр: 11мм, 21мм, 31мм
Держатели для самоклеющихся шлифовальных дисков GPK
Характеристики:
- Ø держателя: 18мм, 30мм, 45мм, 60мм, 75мм
- Ø хвостовика: 3мм, 6мм
- Максимальная скорость вращения: 6 000 об/мин, 8 000 об/мин, 10 000 об/мин, 12 500 об/мин, 20 000 об/мин
- Кол-во в упаковке: 5шт
Самоклеющийся войлочный диск FDH
Характеристики:
- Диаметр: 11мм, 21мм, 31мм
- Кол-во в упаковке: 10шт
Шлифовка нержавейки
Главная » Разное » Шлифовка нержавейки
Процесс полировки нержавеющей стали
Добрый день, в данной статье познакомлю Вас с процессом электро полировки нержавеющих сталей и расскажу основные этапы получения зеркальных нержавеющих поверхностей.
После процесса электро полировки нержавейки можно получить два абсолютно разных результата:
1) Убрать следы побежалости от сварки и придать изделию блеск. В этом случае изделие погружается в ванну электро полировки кратковременно. Дефекты от грубой шлифовки и эффект *апельсиновой корки* горячекатаной стали не пропадет. Холоднокатаная же будет близка к зеркалу, если при изготовлении изделий, ее поверхность не повредили.
Стоимость полировки в этом случае, конечно же, зависит от формы и размеров изделия, но не является высокой.
2) Полировка нержавейки в зеркало. В данном случае процесс разделяется на два пути в зависимости от типа материала. Холоднокатаная нержавейка без следов царапин может потребовать незначительной дошлифовки с последующей полировкой. В случае, когда присутствуют задиры и царапины – потребуется шлифовать нержавейку в 3/4/5/7 этапов, в зависимости от глубины дефектов.
Горячекатаная же нержавейка (толщиной 4мм и более), потребует многоступенчатую шлифовку с зерном от P120 до P2500 и только после этого – электро полировка.
В данном случае, стоимость изделия приобретает весомый размер, т.к. перед полировкой нержавейки требуется шлифовка изделия.
На фото №1 представлены изделия из нержавейки до и после полировки в ванне. Продолжительность полировки 3 минуты. Нержавеющая стойка для ограждений приобрела товарный внешний вид – ушла чернота, следы побежалости, но зеркальной она не стала, т.к. труба использовалась горячекатаная.
На фото №2 Изделие выполнено из холоднокатаной нержавейки, но очень грубо обработаны сварные швы, как результат – зоны, которые не подвергались шлифовке получились зеркальные, но зоны грубой шлифовки подсветились.
На фото №3 представлено изделие из горячекатаной нержавейки после полировки. Как Вы видите, изделие приобрело блеск, но эффект *апельсиновой корки* остался.
На фото №4 стол из нержавеющей стали с зеркальной поверхностью в диаметре 500мм. Перед полировкой данного изделия в зеркало, его потребовалось предварительно многоступенчато шлифовать до зерна P2500, т. к. стол выполнен из нержавейки 8мм, которая не существует холоднокатаной. Процесс шлифовки, в данном случае, занимает продолжительное время. Мастер выводит каждый миллиметр изделия, разглядывая поверхность, чтобы не оставить следов от шлифовки более крупного предыдущего зерна. Финальным процессом является опускание изделия в полировочную ванну. Только так рождаются идеальные зеркальные поверхности, которые радуют своим видом владельца.
к. стол выполнен из нержавейки 8мм, которая не существует холоднокатаной. Процесс шлифовки, в данном случае, занимает продолжительное время. Мастер выводит каждый миллиметр изделия, разглядывая поверхность, чтобы не оставить следов от шлифовки более крупного предыдущего зерна. Финальным процессом является опускание изделия в полировочную ванну. Только так рождаются идеальные зеркальные поверхности, которые радуют своим видом владельца.
Если Вы планируете изготовить изделия самостоятельно, но прибегнуть к услугам полировки в ООО «АЦИА», пожалуйста, обсудите этапы изготовления изделий с нашими специалистами. Финальный результат и трудоемкость работ (как результат – стоимость) в большей степени зависит от правильной последовательности операций. С деталями сложной формы – лучше сперва подготовить поверхность, а потом уже варить, чтобы в финале не пришлось подбираться в труднодоступные места. С плоскими же деталями – напротив. Сварка с последующей шлифовкой и полировкой.
Полировка нержавейки в Минске.
 Полирование металла
Полирование металлаОдним из основных направлений деятельности компании «КОНТРАСТ» является полирование нержавеющего металла до зеркального блеска, очистка сварных швов, обезжиривание поверхностей перед нанесением покрытий. Предприятие более 30 лет специализируется на металлообработке и осуществляет полировку нержавейки в Минске при помощи квалифицированных специалистов и современного оборудования.
Полирование – это финишная, завершающая операция, которая проводится с целью улучшения внешнего вида изделия, устранения внешних дефектов и усовершенствования внешнего вида деталей. Такая механообработка позволяет повысить антикоррозийные качества металла.
С помощью полировальных кругов и лент с абразивами достигается идеально гладкая, зеркальная поверхность. При наличии труднодоступных мест, полировка нержавейки производится вручную.
Все работы унитарное предприятие «КОНТРАСТ» проводит на собственных площадях. Компания имеет современное оборудование для полирования, которое находится в ее личной собственности.
Помимо обработки нержавеющего металла, фирма предлагает и другие услуги металлообработки:
Все услуги всегда выполняются в срок и в соответствии в оговоренными требованиями заказчика. Производимые работы «КОНТРАСТ» соответствуют международным стандартам. Компания ценит долгосрочные отношения и потому выполняет заказы по полировке ответственно, качественно и своевременно.
Полирование металла в КОНТРАСТ
Унитарное предприятие оказывает техническую поддержку от разработки до поставки. Компания имеет конструкторское бюро, а также собственные производственные площади. Это позволяет полностью контролировать весь процесс работы как полировки, так и других услуг.
Полирование нержавеющего металла происходит на новом оборудовании специалистами, работающими в сфере полировки долгое время. Все мастера имеют высокую квалификацию и постоянно совершенствуют свои навыки. Доверив полирование нержавейки УП «КОНТРАСТ», Вы получите зеркально блестящую поверхность деталей.
Желая заказать полировку (полирование) деталей, Вы можете позвонить по телефону, указанному на сайте, или заполнить предлагаемую форму обратной связи.
За долгое время своей работы компания заслужила много положительных отзывов от своих заказчиков. Предприятие сотрудничает как с малыми частными компаниями, так и с крупнейшими мировыми заводами.
Важная информация! УП «Контраст» работает только с юридическими лицами и по безналичному расчету.
Шлифовка листовой нержавеющей стали
Преимущества шлифованной стали
Широкое применение при производстве разнообразной бытовой техники, облицовки отдельных элементов зданий и сооружений, а также при оформлении дизайна интерьеров получил лист нержавеющий шлифованный. Он имеет отличные декоративные характеристики и привлекательный внешний вид, наряду со значительным периодом эксплуатации, потому что выполнен он из коррозионно-стойких марок сталей.
Процесс шлифовки нержавеющих листов
Шлифовка нержавеющего листа может осуществляться в ручном режиме (брусок, наждачная бумага), с использованием ручного электроинструмента (шлифовальные машины), а в промышленных масштабах – на специализированных станках или линиях шлифовки, на которых можно получить матовую, шлифованную или зеркальную поверхность.
Шлифовка (шлифование) вид механической обработки поверхности твердого материала с помощью соответствующих абразивных материалов, целью которой является получение на поверхности заданных значений шероховатости. Шлифованию может подвергаться одна либо обе стороны листа из нержавейки.
По видам температурных режимов данного процесса шлифование подразделяется на горячее и холодное. Кроме того, технологический процесс шлифования листа из нержавеющей стали можно разделить на начальную, промежуточную и финальную стадию, которые характеризуются размером зерна абразивных частиц.
Получение зеркальной поверхности
После финальной стадии получается лист нержавеющий зеркальный. Также зеркальную поверхность листа можно получить полированием ранее отшлифованной поверхности. На стартовой или начальной стадии с поверхности листа удаляются разнообразные дефекты, полученные во время его производства, транспортирования или эксплуатации (мелкие выступы, заусеницы, царапины и т. п.). На промежуточной и финальной стадиях постепенно уменьшается размер зерна абразивного инструмента, с целью снижения значений шероховатости поверхности и придания необходимого качества его поверхности. Для получения равномерной шероховатости на шлифовальных линиях необходимо обеспечить натяжения листа, чтобы исключить его провисание.
п.). На промежуточной и финальной стадиях постепенно уменьшается размер зерна абразивного инструмента, с целью снижения значений шероховатости поверхности и придания необходимого качества его поверхности. Для получения равномерной шероховатости на шлифовальных линиях необходимо обеспечить натяжения листа, чтобы исключить его провисание.
Кроме производства бытовой техники и отделочных работ, из листа может изготавливаться труба электросварная, уголок из нержавеющей стали и другие фасонные профили.
Полировка нержавейки в Москве. Шлифовка и полировка нержавеющей стали.
Довольно часто встречается в быту и в промышленности изделия (или оборудование), изготовленные из нержавеющей стали. В процессе использования поверхность изделий теряет свой первоначальный вид, этому способствуют: царапины, потускнения, вандализм, атмосферно-климатические причины и т.д.. И чтоб вернуть прежний вид требуется шлифовка или полировка поверхности устаревших изделий. В этом мы вам можем помочь, мы оказываем услуги по восстановлению и реставрации повреждённых поверхностей механическим способом, действующего технологического оборудования (емкостей, элементов фасадов зданий, лифтовые кабины и т.д.) изготовленных из металлически материалов: железо, никель, хром, низко-углеродистая, инструментальная и нержавеющая сталь, сплавы алюминия, меди, титана. В процессе восстановления и реставрации обеспечим качественное шлифование и полирование поверхностей металлов до matt, satin, mirror.
В этом мы вам можем помочь, мы оказываем услуги по восстановлению и реставрации повреждённых поверхностей механическим способом, действующего технологического оборудования (емкостей, элементов фасадов зданий, лифтовые кабины и т.д.) изготовленных из металлически материалов: железо, никель, хром, низко-углеродистая, инструментальная и нержавеющая сталь, сплавы алюминия, меди, титана. В процессе восстановления и реставрации обеспечим качественное шлифование и полирование поверхностей металлов до matt, satin, mirror.
Кратко о шлифовке и о полировке нержавеющей стали.
Полировка изделий из нержавеющей стали применяется для придания эстетического вида, а также для соблюдения требований санитарных норм. Правильно зачищенная и отполированная поверхность повышает коррозионную устойчивость нержавейки, за счет того, что на такой поверхности затруднительны отложения и накопления агрессивных загрязнений.
Шлифование и полирование – это процесс обработки металлических поверхностей со снятием тончайших слоев обрабатываемого материала и доведением поверхности до нужного класса шероховатости. Степень обработки поверхности может отличаться по своей глубине. Шлифованная и полированная поверхность могут быть различных видов. Например шлифованная поверхность может быть матовая (matt), сатинированная (satin) и полированная -зеркальный блеск (mirror).
Степень обработки поверхности может отличаться по своей глубине. Шлифованная и полированная поверхность могут быть различных видов. Например шлифованная поверхность может быть матовая (matt), сатинированная (satin) и полированная -зеркальный блеск (mirror).
-Matt (матирование) – это один из классов шероховатости, для достижения которого применяется абразивный инструмент 80-180 grit.
-Satin (сатинирование) – это ёщё один из классов шероховатости, для достижения которого поверхность обрабатывается абразивными инструментами 180-400 grit. Сатинированная полировка с мелко направленной риской придаёт поверхности лощено-атласный вид, поэтому металлические предметы выглядят стильно, немного загадочно и дорого.
-Если говорить о зеркальной поверхности (mirror), то она получается путем обработки шлифованной поверхности специальными полировальными кругами 400-600 grin. Данная поверхность идеально подходит для медицинского и пищевого оборудования.
Механическая обработка поверхности нержавеющих сталей
Абразивная обработка – это методы механической обработки, при которых процесс удаления ненужного материала осуществляется абразивными инструментами или незакрепленными зернами неопределенной геометрии и неправильной формы с множеством кромок и вершин, которые приводятся в контакт с заготовкой. Установлено, что абразивная обработка насчитывает десятки тысяч лет и является одним из древнейших методов абразивной обработки.
Установлено, что абразивная обработка насчитывает десятки тысяч лет и является одним из древнейших методов абразивной обработки.
- Кароль Пиотровски – RYWAL-RHC
Современная механообработка (механическая и абразивная обработка), сохраняет лидирующие позиции в технологии изготовления, благодаря обеспечению высокой точности размеров и формы заготовок и практически неограниченным возможностям ее использования.
Повышение требований к качеству строительных материалов и готовых изделий, необходимость повышения эффективности и экономической эффективности производства, долговечности заготовок и улучшения качества их поверхности, ставит перед нами задачу усовершенствования известного и создания новые инструменты, процессы и методы абразивной обработки.
В производственной практике процессы абразивной обработки осуществляют различными способами, которые можно разделить на свободную и связанную абразивную обработку, в рамках которых выделяют дальнейшие методы, разновидности и виды обработки.
Раздел методов абразивной обработки:
– абразив на связке:
• шлифование шлифовальными кругами на полимерной или керамической связке,
• шлифование абразивными материалами (тканями и наждачной бумагой),
• шлифование абразивными пастами,
• шлифование и полирование неткаными абразивными материалами.
– с сыпучим абразивом:
• притирка,
• обработка ударом, давлением, вибрацией и вращением,
• аэроабразивная обработка,
• абразивоструйная обработка.
Практически каждый из перечисленных методов имеет технически и экономически обоснованную область применения, в которой его следует рекомендовать. Это также позволяет реализовать такие операции, которые в противном случае было бы очень трудно или невозможно выполнить.
В последнее время наибольшим интересом пользуется нержавеющая сталь, и количество компаний, которые берутся за производство в этой отрасли, стремительно растет с каждым годом, давайте рассмотрим проблемы механической обработки нержавеющей стали более подробно.
Механическая обработка поверхности нержавеющих сталей
Термин нержавеющие стали охватывает более 120 различных марок стали с химическим составом не менее 12% хрома. Хром, содержащийся в стали, вступает в реакцию с кислородом из окружающей среды, образуя тонкий пассивирующий слой. Главной особенностью нержавеющих и кислотоупорных сталей является высокая стойкость ко многим агрессивным агрессивным средам.
Промышленный спрос на нержавеющую сталь неуклонно растет уже более 30 лет, и практически нет области, где бы она не существовала.Производство приборов и аппаратов для химической, бумажной и пищевой промышленности, фурнитуры, кухонной мебели и элементов интерьера – лишь некоторые примеры использования этого материала. Хотя большинство производителей нержавеющей стали предлагают свою продукцию с высоким качеством поверхности, ее окончательная шлифовка и полировка во многих случаях по-прежнему неизбежны.
Прежде чем мы начнем шлифовать нержавеющую сталь, давайте вспомним несколько основных моментов:
1. Всегда используйте правильные абразивы, не содержащие железа, серы и хлора. Также нельзя использовать шлифовальные материалы, которые ранее применялись для нелегированной стали. Следует использовать только синтетические абразивы, не содержащие минеральных частиц, вызывающих межкристаллитную коррозию. Обычно используемые абразивные зерна для обработки нержавеющей стали представляют собой оксид алюминия (корунд) и синтетический циркон.
Всегда используйте правильные абразивы, не содержащие железа, серы и хлора. Также нельзя использовать шлифовальные материалы, которые ранее применялись для нелегированной стали. Следует использовать только синтетические абразивы, не содержащие минеральных частиц, вызывающих межкристаллитную коррозию. Обычно используемые абразивные зерна для обработки нержавеющей стали представляют собой оксид алюминия (корунд) и синтетический циркон.
2. Кислотостойкость стали обеспечивается пассивирующим слоем из оксидов хрома.Поверхностные дефекты, вызванные неправильным шлифованием, увеличивают шероховатость поверхности, что способствует отложению грязи, увеличивая риск коррозии. Частицы железа от механической обработки, термической резки или от шлифовальных кругов, загрязненных нелегированной сталью, корродируют во влажном воздухе и повреждают пассивирующий слой, снижая коррозионную стойкость стали.
3. Обрабатываемая поверхность должна быть как можно ниже.Попытки ускорить работу за счет увеличения давления или скорости вращения могут вызвать перегрев материала и, как следствие, привести к образованию обесцвечивания или деформации.
4. Чрезмерные скорости шлифования не только перегревают обрабатываемый материал, но и быстрее изнашиваются. Крайне важно подобрать шлифовальные устройства таким образом, чтобы абразивные материалы работали с оптимальным числом оборотов.
5.Следует помнить, что производители указывают максимальную скорость на шлифовальных материалах, тогда как оптимальная скорость обычно ниже примерно на 30%. Например, для таких материалов, как нетканое или абразивное полотно диаметром 30-50 мм рекомендуемая скорость вращения 9000-14000 об/мин, диаметром 50-100 мм 4000-9000 об/мин, а для 100- 160 мм это 2000-4000 об/мин
Одним из первых этапов шлифовальных работ является резка стали и шлифовка сварных швов.
Чаще всего для этой цели используются усиленные шлифовальные круги на смоляной связке
.
В последние годы особой популярностью пользуются ультратонкие отрезные диски толщиной 1,0 мм или 1,6 мм и диаметром 125 мм. Они позволяют легко и быстро резать легкой угловой шлифовальной машиной, не перегревая разрезаемый материал. Они жизнеспособны и эффективны.
Они позволяют легко и быстро резать легкой угловой шлифовальной машиной, не перегревая разрезаемый материал. Они жизнеспособны и эффективны.
Шлифовальные круги из армированной смолы изготавливаются путем прессования абразивной смеси (абразивное зерно + формальдегидная смола) вместе с сеткой из стекловолокна.В процессе термической обработки смола с абразивными зернами затвердевает и позволяет резать или шлифовать сталь.
На этикетке указана вся необходимая информация о назначении и условиях безопасного использования шлифовального круга.
Очень важно, чтобы шлифовальные круги, предназначенные для обработки нержавеющей стали, не содержали соединений железа, серы и хлора, вызывающих коррозию нержавеющей стали.
На практике такие диски имеют четкую маркировку INOX или надпись «Fe + S + Cl
Следующей группой продуктов, обычно используемых для шлифования нержавеющей стали, являются лепестковые круги.
Как следует из названия, диски изготовлены из ламелей абразивной ткани, закрепленных слоем клея на несущей пластине.
Веерное расположение ламелей обеспечивает холодное шлифование (расположение ламелей способствует охлаждению во время шлифования). Пластинчатые шлифовальные круги позволяют выполнять черновую и чистовую обработку за счет использования шлифовальной шкурки с различной зернистостью (P40 – P120). Широкий спектр используемых абразивных полотен (корунд, цирконий, керамическая ткань) позволяет оптимально подобрать шлифовальные круги для конкретных операций шлифования.
Дополнительным преимуществом «лепестков» является более тихая работа по сравнению со шлифовальными кругами, армированными смолой.
В то время как лепестковые круги идеально подходят для обработки поверхностей и сварных швов, весь ассортимент шлифовальных кругов используется для контурного шлифования.
Самый популярный метод обработки нержавеющих сталей материалами с покрытием – шлифование бесконечной лентой. Чаще всего выполняется на стационарных или ручных ленточно-шлифовальных станках или на специальных приспособлениях. Система привода таких устройств обычно состоит из привода и натяжного ролика. В дополнение к основной роли, связанной с приданием инструменту соответствующей скорости вращения, он может выполнять несколько других вспомогательных функций, таких как: соответствующее натяжение ленты на роликах, контроль положения ленты или профилирование ленты по форме заготовка. На рынке представлен широкий ассортимент электроинструментов и шлифовальных приспособлений. Разнообразные формы контактных рычагов и разная ширина направляющих роликов позволяют производить шлифовку и полировку труднодоступных мест, мелких деталей или точных угловых швов.
Система привода таких устройств обычно состоит из привода и натяжного ролика. В дополнение к основной роли, связанной с приданием инструменту соответствующей скорости вращения, он может выполнять несколько других вспомогательных функций, таких как: соответствующее натяжение ленты на роликах, контроль положения ленты или профилирование ленты по форме заготовка. На рынке представлен широкий ассортимент электроинструментов и шлифовальных приспособлений. Разнообразные формы контактных рычагов и разная ширина направляющих роликов позволяют производить шлифовку и полировку труднодоступных мест, мелких деталей или точных угловых швов.
Область применения бесконечных лент очень широка. От производства полированных или сатинированных листов из нержавеющей стали до отделки мелких деталей и аксессуаров из нержавеющей стали. Бесконечные ленты оказываются особенно полезными при обработке нержавеющей стали, где важен конечный визуальный эффект, например, при производстве перил из нержавеющей стали или элементов пищевой или фармацевтической арматуры.
Бесконечные ремни MOST
Измельчитель JSG75 MOST
Говоря о шлифовальных кругах, нельзя не упомянуть широкий ассортимент лепестковых дисков.
Процесс лепесткового шлифования, как наиболее гибкий инструмент, применяется для обработки как простых, так и сложных форм.
Лепестковые диски
предназначены для работы с окружностью и лицевой стороной инструмента. Их характерной особенностью является безударная обработка кромок и углов, а также большой выбор размеров и зернистости для различных видов работ.
В зависимости от диаметра лепестковых дисков требуются шлифовальные приводы с разной скоростью.Шлифовальные круги могут быть изготовлены из абразивной ткани, шлифовального нетканого материала и из комбинации ткани и нетканого материала. Типичными формами их нахождения являются лепестковые колеса на оправке (диаметр 30 – 80 мм), навесные лепестковые колеса (диаметр 100 – 410 мм) и “роликовые” лепестковые колеса (размеры 100 х 100 мм).
Шлифовальный нетканый материал – это специальный продукт для финишной обработки поверхностей из нержавеющей стали.
Доступны как классические, так и штампованные.
Нетканые абразивы
Classic представляют собой трехмерный абразивный продукт. Нетканая основа изготовлена из синтетических волокон, обладающих высокой деформируемостью и устойчивостью к рабочим жидкостям. Абразивные мелкие частицы, состоящие из абразивных зерен и связующего вещества, прикрепляются к волокнам с помощью смол. Эти частицы равномерно распределяются в пространстве продукта, создавая очень благоприятную структуру при обработке. Абразивные материалы, используемые в конструкции нетканых материалов, представляют собой зерна электрокорунда или карбида кремния.
Основными преимуществами нетканых материалов являются равномерное распределение абразивных зерен, отсутствие повреждений и прижогов на обрабатываемой поверхности, удаление грязи с обрабатываемой поверхности (объект обрабатывается через чистый нетканый материал) и легкая адаптация к сложным формам.
На основе классического шлифовального полотна специально для нержавеющей стали был разработан новый продукт – прессованное шлифовальное волокно.
Представляет собой композит из нейлоновых волокон, смолы и абразивных минералов, спрессованных в пластины различной плотности. Сжатый нетканый материал рекомендуется в основном для обработки легированных и нержавеющих сталей, обычных сталей, пластмасс, титана, кевлара и т. д. Благодаря способности не засорять обрабатываемый материал, он также подходит для обработки цветных металлов и алюминия.
Применение различных степеней прессования нетканого полотна позволило получить инновационные инструменты для различных шлифовально-полировальных обработок.Легчайшее двойное прессование нетканого полотна соотносилось с самым мелким абразивным зерном (Fine), что позволяло получить мягкий шлифовальный круг, идеально подходящий для финишной обработки поверхности. Сильнейшее 8-кратное прессование сочетается с грубым абразивным зерном (Coarse), в результате чего получается гибкий и твердый шлифовальный круг для более тяжелых операций шлифования, удаления заусенцев и чистовой обработки.
Прессованные нетканые материалы идеально подходят для шлифовки или полировки угловых сварных швов и плоских элементов, для снятия заусенцев, очистки, удаления обесцвечивания, придания соответствующей текстуры поверхности, отделки отливок и поковок.
Прессованные нетканые материалы чаще всего встречаются в виде колес диаметром 125 или 150 мм толщиной 3 и 6 мм, а также в виде дисков диаметром 125 мм толщиной 6 и 10 мм на смоляной основе. Они также доступны в виде дисков Roloc диаметром 75 мм.
Эта статья была вам полезна?
Хотите получать информацию о новых статьях? Оставьте нам свой адрес электронной почты.
.
Шлифовка нержавеющей стали | Нержавеющая сталь: база знаний Нержавеющая сталь: база знаний
Существует ряд правил, которые необходимо соблюдать и помнить при шлифовании как обычными, так и «специальными» шлифовальными кругами.
Во-первых, частицы железа от механической обработки или шлифовальных кругов, загрязненных нелегированными сталями, корродируют во влажном воздухе и повреждают пассивирующий слой, снижая коррозионную стойкость стали. Нержавеющая сталь обладает уникальной особенностью пассивации. Эта особенность связана с наличием легирующих элементов, которые образуют на поверхности тонкий прозрачный «пассивный слой».
Нержавеющая сталь обладает уникальной особенностью пассивации. Эта особенность связана с наличием легирующих элементов, которые образуют на поверхности тонкий прозрачный «пассивный слой».
Даже если поверхность нержавеющей стали поцарапана или иным образом повреждена, пассивный слой толщиной всего в несколько атомов немедленно образуется под действием кислорода воздуха или воды. Это объясняет, почему нержавеющая сталь не требует какого-либо покрытия или другой защиты от коррозии в процессе эксплуатации.кислород из воздуха или воды.
Поэтому не следует использовать материалы, которые ранее использовались для нелегированной стали. В настоящее время используются только синтетические абразивы, не содержащие минеральных частиц, способных вызывать межкристаллитную коррозию. Обычно используемыми материалами являются оксид алюминия и цирконий.
В настоящее время наиболее популярными видами абразивной обработки нержавеющей стали являются:I. Обработка лепестковыми кругами:
Обработка лепестковыми кругами — один из самых популярных методов обработки нержавеющих сталей. Процесс шлифования лепестковыми кругами, как наиболее гибким инструментом, применяется для обработки предметов как простой, так и сложной формы.
Процесс шлифования лепестковыми кругами, как наиболее гибким инструментом, применяется для обработки предметов как простой, так и сложной формы.
Лепестковые диски предназначены для работы с окружностью и лицевой стороной инструмента.
Характеризуются безударной обработкой кромок и углов и большим выбором размеров и зернистости для различных видов работ. Благодаря работе с разными оборотами в зависимости от диаметра шлифовального круга идеальным приводом являются шлифовальные станки с гибким валом с переменной частотой вращения.
II. Обработка фибровыми кругами:
Волокнистые шлифовальные круги представляют собой одиночные диски из абразивного материала .
Очень часто их называют наждачными дисками. Фибровые круги менее эффективны, чем лепестковые, но благодаря своей гибкости они очень полезны для отделки сварных швов и труднодоступных мест.
III. Обработка бесконечными полосами:
Еще одним популярным методом обработки нержавеющих сталей является шлифование бесконечной лентой. Чаще всего выполняется на стационарных или ручных ленточно-шлифовальных станках или на специальных приспособлениях. Система привода таких устройств обычно состоит из привода и натяжного ролика.
Чаще всего выполняется на стационарных или ручных ленточно-шлифовальных станках или на специальных приспособлениях. Система привода таких устройств обычно состоит из привода и натяжного ролика.
В дополнение к основной роли обеспечения инструмента соответствующей скоростью вращения, он может выполнять несколько других вспомогательных функций, таких как:
- соответствующее натяжение ремня на роликах,
- контроль положения ленты или профилирование ленты по форме заготовки.
Особенно универсальны бесконечные насадки для электрических и пневматических угловых шлифовальных машин, а также для гибких валов. Разнообразные формы контактных рычагов и разная ширина направляющих роликов позволяют производить шлифовку и полировку труднодоступных мест, мелких деталей или точных угловых швов.
Они особенно полезны при обработке нержавеющей стали, где важен конечный визуальный эффект, например, при производстве перил из нержавеющей стали или элементов пищевой или фармацевтической арматуры. Благодаря особой форме контактных рычагов и профилей направляющих колес можно без проблем шлифовать трубы и стержни, снимать фаски на кромках или входить в закрытые профили.
Благодаря особой форме контактных рычагов и профилей направляющих колес можно без проблем шлифовать трубы и стержни, снимать фаски на кромках или входить в закрытые профили.
IV. Обработка наждачной бумагой:
Нетканые абразивы представляют собой новый трехмерный абразивный продукт. Нетканая основа изготовлена из нетканых синтетических волокон, обладающих высокой деформируемостью и устойчивостью к рабочим жидкостям.
Абразивные мелкие частицы, состоящие из абразивных зерен и связующего, прикрепляются к волокнам с помощью смол.Эти частицы равномерно распределяются в пространстве продукта, создавая очень благоприятную структуру при обработке. В качестве абразивных материалов для построения нетканых материалов используются крупинки электрокорунда, карбида кремния, кремня, граната или специального талька. \ Основные преимущества нетканых материалов:
- равномерное распределение абразивных зерен,
- отсутствие повреждений и прожогов на обработанной поверхности,
- Сбор грязи с обрабатываемой поверхности (заготовка обрабатывается чистым флисом),
- легко адаптируется к сложным формам.

.
Полировка нержавеющей стали до зеркального блеска INOX
Дата добавления: 06.08.2020
Здесь вы найдете информацию, советы и ресурсы по полировке нержавеющей стали.
На что следует обратить внимание при полировке? Каких ошибок следует избегать при полировке? Чем и как полировать нержавейку?
Комплектация:
- Преимущества и недостатки полированной поверхности из нержавеющей стали.
- Ошибки, которые мы можем допустить в процессе полировки. Советы.
- Полировка нержавеющей стали – ступени и инструменты.
1. Преимущества и недостатки полированной поверхности из нержавеющей стали.
Полировка стали – это не только эстетическая процедура. Правильно проведенный процесс полировки стали произведет хорошее впечатление, повысит устойчивость к ржавчине и нагрузкам.
- Эстетический эффект – полированная сталь выглядит эстетично, часто используется на яхтах, парусниках, дома и во многих других местах.
- Устойчивость к ржавчине – благодаря гладкой поверхности ржавчина не находит очаги возгорания, сварные швы защищены, а кислоты и соленая вода стекают с поверхности.
- Устойчивость к погодным условиям – гладкая поверхность очень устойчива к погодным условиям.
- Повышенные технические свойства стали – сталь после полировки проявляет повышенную устойчивость к нагрузкам.
- Трудно чистить – полированная поверхность подвержена загрязнениям.
- Подвержено повреждению — зеркало из нержавеющей стали легко царапается.
2. Ошибки, которые мы можем допустить в процессе полировки.
«нержавеющая сталь не прощает ошибок»
Полировка нержавеющей стали — простой и быстрый процесс при соблюдении определенных правил
Выбор материалов
Все материалы должны быть из полированной нержавеющей стали. Если мы полируем материалами, предназначенными для углеродистой стали, процесс будет сложным, и сталь подвергнется очагам ржавчины. В процессе подготовки стали к полировке мы должны учитывать, с какой грануляции мы хотим начать. Если мы неправильно оценим ситуацию, то после полировки увидим ямки или царапины и придется начинать процесс заново. Шероховатые, поврежденные или сваренные поверхности должны быть отшлифованы с зернистостью не менее Р120. Накатанные поверхности или поверхности, предварительно подготовленные производителем, можно полировать с более высокой зернистостью.
Если мы полируем материалами, предназначенными для углеродистой стали, процесс будет сложным, и сталь подвергнется очагам ржавчины. В процессе подготовки стали к полировке мы должны учитывать, с какой грануляции мы хотим начать. Если мы неправильно оценим ситуацию, то после полировки увидим ямки или царапины и придется начинать процесс заново. Шероховатые, поврежденные или сваренные поверхности должны быть отшлифованы с зернистостью не менее Р120. Накатанные поверхности или поверхности, предварительно подготовленные производителем, можно полировать с более высокой зернистостью.
На снимке плохо выражена зернистость, хорошо видны остатки питтинга после полировки.
Как управлять машиной и на что обратить внимание?
Регулировка скорости шлифовального станка является чрезвычайно важной частью полировки. Вращения должны соответствовать рекомендациям производителя инструмента, с которым мы работаем. Обычно при зачистке ламелями или дисками вращение должно быть максимально высоким. Во время подготовки к полировке мы должны замедлиться.Обычно при полировке скорость вращения должна быть как можно ниже.
Во время подготовки к полировке мы должны замедлиться.Обычно при полировке скорость вращения должна быть как можно ниже.
При шлифовке и полировке станок должен направляться равномерно и без давления. Если мы «толкаем» машину, мы можем сжечь нержавеющую сталь или материал, с которым работаем.
Мы не можем сосредоточиться на одной точке. Это может привести к видимой ямочке или ожогу стали.
Поперечное шлифование и полирование – при каждой грануляции машину необходимо вести как минимум в двух направлениях для пересечения царапин.Благодаря этому не будет вмятин и деформаций материала, а царапины мы удалим эффективнее. Принцип тот же, что и при полировке.
Зеркальная полировка нержавеющей стали – шаги и инструменты 1. Подготовка материала – этот этап необязателен, его следует выполнять только в случае повреждения материала или необходимости его обработки, например, удаления сварного шва.
Неровности, сварные швы и царапины следует удалить ламелью или фибродисками. Грануляция зависит от степени разрушения материала. Небольшие царапины или загрязнения следует удалять грануляцией P240. Для глубоких питтингов или сварных швов используйте более крупный гранулятор, например P60, P80, P120.
Грануляция зависит от степени разрушения материала. Небольшие царапины или загрязнения следует удалять грануляцией P240. Для глубоких питтингов или сварных швов используйте более крупный гранулятор, например P60, P80, P120.
2. Подготовка материала к полировке
На этом этапе удаляется большая часть царапин и поверхность становится глянцевой. Мы можем выбрать один из нескольких материалов, которые мы можем использовать для этого. Ниже представлены два решения – прессованный флис и сетка на липучке.
Нетканый материал – прост в использовании, в два-три приема способен подготовить поверхность к полировке полировальной пастой.
Нетканый материал XL-RD 8A CRS – жесткий нетканый материал, удаляет царапины после грануляции P120-240. Очень хорошо подходит для удаления угловых швов. Благодаря низкой агрессивности мы можем контролировать удаление сварного шва. Не подходит для удаления швов на плоскостях.
XL-RD 6A MED нетканый материал – средней жесткости, начальный блеск.
XL-RD 2S FIN флис – очень мягкий флис, последний шаг перед полировочной пастой.
Абразивные заготовки (бумага на липучке) – следует использовать последовательно от самой мелкой к самой крупной градации.После нанесения разреза поверхность безупречна и зеркальный эффект будет очень заметен. Бумага на липучке рекомендуется для использования на плоских поверхностях. Это требует больше шагов и большей точности.
Шлифовальный шаблон на липучке KSS-NET 125: P80, P100, P120, P150, P180, P240, P320, P400, P600, P800, P1000
3. Полировка полировальной пастой
Последний этап – полировка полировальной пастой. Сначала зеленый на фетре, потом розовый.Полировочную пасту нужно равномерно втереть в фетр, затем тщательно полировать элемент до получения желаемого эффекта. Паста должна втираться в нержавеющую сталь. Натрите полированную поверхность нежной бумагой или тканью.
Green Paste, в данном случае PFERD Paste – это полировальная паста, предназначенная для полировки нержавеющей стали и используемая для придания блеска.
Розовая паста PFERD подходит для всех металлов, как углеродистой, так и нержавеющей стали, алюминия и других.Используется для получения «зеркального» эффекта.
ПРИМЕЧАНИЕ Войлок с однократно нанесенной пастой следует использовать только на одном типе металла.
ПРИМЕЧАНИЕ Пасты нельзя смешивать с войлоком.
Войлок и ткани для полировки стали
Полировальный войлок на опорном диске FL-RD – базовый инструмент для полировки стали для контурно-шлифовальной машины, позволяет получить высокий блеск. Прост в использовании, не требует специальных инструментов.
Войлок на липучке 3М является основным войлоком, его преимуществом является быстрая замена и приемлемая цена.№
Войлочный лепестковый диск PFERD — это полировальный инструмент для требовательных клиентов. С помощью этого войлока мы можем получить полировку самого высокого качества. Долгий срок службы и гибкость являются преимуществами войлока.
Тканевое кольцо используется для полировки в труднодоступных местах. Часто используется производителями перил.
Часто используется производителями перил.
Перейти на главную страницу Вернуться в категорию Блог
.
Шлифование нержавеющей стали ▷ Мелкошлифованная нержавеющая сталь
При использовании таких методов обработки, как шлифование, крацевание, сатинирование, шлифование HAIRLINE, поперечное шлифование и т. д., шлифование нержавеющей стали позволяет получить различные модели шлифования с использованием различных инструментов или машин, абразивов и параметров шлифовального станка. Здесь, с одной стороны, визуальные требования заказчика определяют результат, например, в архитектурных и дизайнерских приложениях, где очень важную роль играют такие детали, как тактильное впечатление или отделка поверхности.
Поскольку материал из нержавеющей стали обычно не имеет очень привлекательной и часто неповторимой поверхности со стороны производителя, обработка с помощью наших высококачественных процессов шлифования неизбежно приведет к удовлетворительному результату.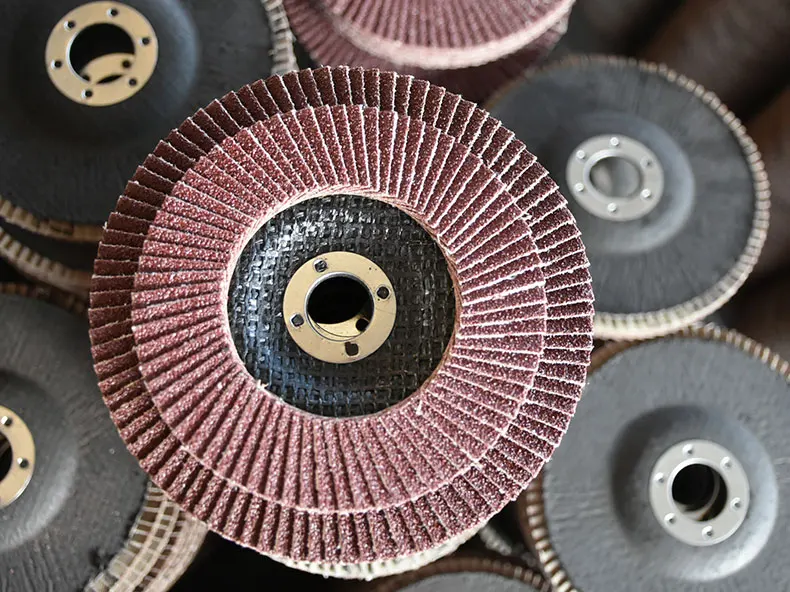
Будь то в небольших количествах для применений на основе алюминия, титана, латуни или нержавеющей стали V2A в торговом оборудовании, в строительстве выставок, судов, яхт или машиностроения, или на основе нержавеющей стали V4A в применениях для строительства фасадов и многих других применений – mirrorINOX предлагает оптимальные решения.Примеры фотографий можно посмотреть здесь, на нашем сайте.
С другой стороны, mirrorINOX отвечает самым высоким техническим требованиям, таким как чрезвычайно низкие значения Ra для поверхностей категории листов из шлифованной нержавеющей стали. Это может быть даже глянцевая поверхность (Ra
Как мы шлифуем нержавеющую сталь Многолетний опыт шлифования, измерения глубины шероховатости и степени блеска, а также профессиональная оценка визуального впечатления служат основой для контроля нашего точного, точно зарегистрированного производства.
Кроме того, достаточные производственные мощности гарантируют максимально быстрые поставки.
Размеры
Шлифуем листы из нержавеющей стали следующих размеров:
Ширина: | макс.2000 мм не более 6000 мм не более 30 мм |
Материалы
Шлифуем лист из нержавеющей стали следующих марок:
- 1.4301
- 1.4401 / 1.4404
- 1.4435
- 1.4462
- 1.4571
- Широкий выбор рисунков шлифования от сверхтонкого до сверхгрубого
- Также контрактная шлифовка, шлифовка алюминия, шлифовка латуни, шлифовка титана и другие услуги по запросу
- Возможно изготовление по спецификации заказчика: Растровое шлифование и другое специальное шлифование, такое как поперечное шлифование, поперечное шлифование и др.

- Записываются такие значения, как блеск и шероховатость каждой панели, что обеспечивает максимальную воспроизводимость
- Также возможны двусторонние версии
90 100 Шлифование алюминия 90 100 Латунная шлифовка 90 100 Шлифовальный титан
mirrorINOX – Обработка поверхности нержавеющей стали со страстьюзеркало INOX предлагает Вам не только инновационные решения высочайшего качества в области шлифования нержавеющей стали, алюминия, латуни и титана.
Вы также найдете другие высококачественные и актуальные отделки поверхности, такие как глянцевая механическая полировка, продукты для пескоструйной обработки стекла, покрытия PVD/TiN, большие складские запасы в No. 8 (включая специальные размеры и PVD-покрытие Gold-TiN, Black-TiN, Rose Gold-TiN и Bronze-TiN).
Будь то отдельные детали и прототипы, или крупномасштабные проекты в области фасадов, металла, лифтов, магазинов, ярмарок, судостроения и яхтостроения, или для облицовки оборудования и машин или предметов искусства и многого другого – наш опытный команда запустит все для вас с большим количеством ноу-хау и удовольствием, чтобы найти идеальную поверхность также для вас.
Наш опыт охватывает несколько областей, таких как обработка поверхности нержавеющей стали. Независимо от того, производите ли вы пескоструйную обработку, нанопокрытие или PVD-покрытие нержавеющей стали, или вам нужна полированная нержавеющая сталь, мы являемся для вас идеальным партнером.
.
Круги по нержавейке (отрезные, зачистные) – Расходные материалы
#1 di4
Отправлено 28 April 2014 09:42
Существуют специальные круги (отрезные, зачистные круги для болгарки) для абразиной обработки высоколегированных сталей (нержавейка).
Чем чревато применение обычных кругов для мехобработки нержавейки, свариваемых кромок и зачистки сварного шва?
Перегрев?
Круги армированные на бакелитовой связке.Материал 14А-Электрокорунд нормальный. Применяются для обдирки , снятия заусенцев и зачистки сварных швов. Рабочая скорость-80м/с.
Сообщение отредактировал di4: 28 April 2014 10:14
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#2 di4
Отправлено 28 April 2014 10:01
http://isma.ru/produ…ejushhej-stali/
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#3 Илария
Отправлено 28 April 2014 10:02
для образиной обработки
, для какой?
Всё кажется таким понятным, пока не начнёшь кому-нибудь объяснять.
Правила форума
- Наверх
- Вставить ник
#4 di4
Отправлено 28 April 2014 10:13
для какой?
ай, ой “абразивной”)
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#5 di4
Отправлено 28 April 2014 10:27
http://www.abrasive….nium_oxide.html
Электрокорунд 14А содержит пол процента оксида железа.
http://isma.ru/produ. ..ejushhej-stali/
..ejushhej-stali/
Круги, которые использовались для резки обычной стали и металла, больше не пригодны для резки нержавеющей стали. Не содержат железа, серы, хлора: Fe/S/Cl
http://isma.ru/produ…-rezki-metalla/
Допускается использование для отрезки и прорезки нержавеющей стали, алюминия и других цветных металлов.
http://isma.ru/produ…vanija-metalla/
Допускается использование для шлифования нержавеющей стали.
http://isma.ru/produ…ejushhej-stali/
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#6 Димон59
Отправлено 28 April 2014 17:04
di4,Приветствую уважаемый! Чревато это ; включениями чёрных ме находящимися на диске так и в нём самом . Переход их в сам шов с последующим частичного выходом на поверхность шва и лёгкой ржи.На одном объекте немца чють кондратий не хватил а чеху на другом было по фиг.Почистите щёткой нж и всё. Фото найду то приделаю.
Переход их в сам шов с последующим частичного выходом на поверхность шва и лёгкой ржи.На одном объекте немца чють кондратий не хватил а чеху на другом было по фиг.Почистите щёткой нж и всё. Фото найду то приделаю.
- Наверх
- Вставить ник
#7 di4
Отправлено 29 April 2014 09:45
Димон59, Спасибо!
Я частенько наблюдал как на сваренных из нержавейки секторных отводах под воздействием осадков появляются следы ржавчины, но всегда думал что это из-за того что шлак и цвета побежалости с этих швов счищают металлической щеткой со щетиной из углеродистой стали, а не щеткой со щетиной из нержавеющей стали. Возможно это еще и из-за кругов. Хммм.
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#8 Димон59
Отправлено 29 April 2014 10:29
di4,Я нашёл такое фото покажу если вставить смогу. Слаб я в компе.
Слаб я в компе.
- Наверх
- Вставить ник
#9 SergDemin
Отправлено 01 May 2014 20:05
di4, в ЗТВ на поверхность металла образуется тонкий слой окислов, в том числе и оксид железа. Причем, даже не по центру шва, где металл защищён шлаком, а рядом. Там и образуется ржавчина – в контакте с влагой оксид превращается в гидрооксид (школьный курс химии). Это нормально, в глубину коррозия не идёт. И отрезные круги здесь не при чём. Если нежавейку зачищать обычной шлифовальной шкуркой, на основе того же корунда, никакой коррозии не наблюдается. Даже в немного агрессивной среде, такой, как сероводород. Варил я бойлер для сероводородной воды. Там сверху на него бывает вода попадает, в воздухе сероводород. Швы приржавели, но кое где я наплывы со шва болгаркой снял, в этих местах не ржавеет. А по поводу содержания железа в корунде, а ничего, что в Х18Н10 70% железа. Я полагаю, что информация по кругам – обычная рекламная акция. Может и есть особо ответственные конструкции, скорее всего под глубокий вакуум, где чистота играет решающую роль, иначе систему просто не откачаешь. Но там никто болгаркой заготовки не режет, перед сваркой всё тщательно моют, изнутри аргон поддувают. Так что, полагаю, заморачиваться по поводу отрезных кругов, на мой взгляд, не стоит.
А по поводу содержания железа в корунде, а ничего, что в Х18Н10 70% железа. Я полагаю, что информация по кругам – обычная рекламная акция. Может и есть особо ответственные конструкции, скорее всего под глубокий вакуум, где чистота играет решающую роль, иначе систему просто не откачаешь. Но там никто болгаркой заготовки не режет, перед сваркой всё тщательно моют, изнутри аргон поддувают. Так что, полагаю, заморачиваться по поводу отрезных кругов, на мой взгляд, не стоит.
- Наверх
- Вставить ник
#10 Димон59
Отправлено 02 May 2014 20:07
SergDemin,Уважаемый! Вы глубоко заблуждаетесь! Как я выше описывал работу с немцем трубы были в печи рабочая температура 900.Какая там влага если они за пределами печи 1,5 метра красные. И это не единичный случай в моей практике где контролировались круги и щётки на болгарки .В основном это оборудование ;хим ,нефть заводы и криогенка.А поддув так без него практически не варим .Есть фото разместить не могу .
И это не единичный случай в моей практике где контролировались круги и щётки на болгарки .В основном это оборудование ;хим ,нефть заводы и криогенка.А поддув так без него практически не варим .Есть фото разместить не могу .
- Наверх
- Вставить ник
#11 Илария
Отправлено 02 May 2014 20:22
.Есть фото разместить не могу .
Фото есть в Вашем компьютере? Выберите в форме ответа “Расширенная форма”, потом “Прикрепить файлы” (выбирайте файлы (фото) из Вашего компьютера или с флэшки) и – отправить сообщение.
Всё кажется таким понятным, пока не начнёшь кому-нибудь объяснять.
Правила форума
- Наверх
- Вставить ник
#12 Димон59
Отправлено 02 May 2014 20:49
Илария,Благодарю! Буду пробовать.
- Наверх
- Вставить ник
#13 Димон59
Отправлено 02 May 2014 21:21
На первых двух снимках стыки после сварки внизу ржавый подчищен обычной черной щёткой на третьем всё вычищено щёткой нж труба 12х18н10т присадок 308sli.Стыки резаны кругами луга образив.После чистки щёткой нж ржа не повторялась.
Прикрепленные изображения
- Наверх
- Вставить ник
#14 di4
Отправлено 05 May 2014 08:48
Может и есть особо ответственные конструкции, скорее всего под глубокий вакуум, где чистота играет решающую роль, иначе систему просто не откачаешь.

Ну например перила из нержавеющей трубы. Не думаю что заказчику понравится если сварные швы заржавеют.)
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#15 мутный
Отправлено 05 May 2014 11:33
Существуют еще так называемые доводочные круги.Они представляют собой диски из пористого абразивного материала различной плотности и степени некритичной деформации.Предназначены специально для зачистки и первичной полировки швов из нержавеющей стали (представте спресованный скотчбрайт).Мой опыт их применения показал что детали обработанные ими и подвергающиеся атмосферным воздействиям не изменяли своего внешнего вида по прошествии продолжительного времени. Работают на УШМ при малых оборотах.Из недостатков-высокая цена и, как не странно,дефецит(ну в моем регионе точно).
Работают на УШМ при малых оборотах.Из недостатков-высокая цена и, как не странно,дефецит(ну в моем регионе точно).
- Наверх
- Вставить ник
#16 di4
Отправлено 05 May 2014 12:25
Видел легкую ржавчину на сварных швах перил из нержавеющий стали, эксплуатируемых под атмосферными осадками. Правда не сфотографировал.)
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#17 Димон59
Отправлено 05 May 2014 14:06
мутный,Приветствую ! У нас в Перми тож редкость всё по нж. Была роботёнка так под неё в Екатеринбурге заранее заказывали всё .Но щётку нж я всёж урвал.
Была роботёнка так под неё в Екатеринбурге заранее заказывали всё .Но щётку нж я всёж урвал.
- Наверх
- Вставить ник
#18 di4
Отправлено 05 May 2014 15:04
Но щётку нж я всёж урвал.
Вот так я и живу, мало того что продают нам эти итальянские щетки в тридорога, да еще их и домой уносят. ))) Коммунизм победил в отдельно взятом государстве.))
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#19 SergDemin
Отправлено 05 May 2014 16:47
Ну например перила из нержавеющей трубы.
Не думаю что заказчику понравится если сварные швы заржавеют.)
Не знаю, с какой радости им ржаветь. Лестници в бассейны делал, не ржавеют. Крестики на кладбище стоят – тоже не ржавеют. Швы чищенные, естественно. Чистил обычными кругами, потом шкуркой, какая под руками была. А если нечищенный шов чуть порыжеет, так в чём проблема? Коррозия то в глубину не пойдёт. Да и порыжеет скорее не сам шов, а рядом.
Сообщение отредактировал SergDemin: 05 May 2014 16:56
- Наверх
- Вставить ник
#20 Димон59
Отправлено 05 May 2014 19:54
SergDemin,Перила вещь бесспорно серьёзная мне до них далеко. Мне до ржи пофиг инородцы докапываються а мне чтоб просветка прошла и досвидос. Ну а если ближе к телу то : инородные включения в ме шва могут привести к не соответствию заявленных характеристик фирмой предоставляющей материал ,технологию св изделий . Кто под этим подпишется?
Кто под этим подпишется?
- Наверх
- Вставить ник
A 46 VZ Special — Шлифовальные круги Kronenflex® для нержавеющей стали, стали — Klingspor Abrasive Technology
А 46 ВЗ Спец. Отрезной и шлифовальный круг Kronenflex A 46 VZ Special для сложных задач Отрезной круг и шлифовальный круг Kronenflex A 46 VZ Special https://www.klingspor.de/en/products/kronenflex-grinding-discs/a-46-vz-special https://www.klingspor.de/en/@@site-logo/logo.png
- Товар
- Приобрести товар
- Преимущества и информация о применении
Сброс фильтров
| Диаметр/мм | Толщина/мм | Отверстие/мм | Форма | Vмакс м/с | Максимум. об/мин об/мин | структурная форма | ||
|---|---|---|---|---|---|---|---|---|
115 Диаметр | 2 Толщина | 22,23 Скважина | Г Форма | 80 Vмакс. | 13.300 Максимум. об/мин | депрессивный центр структурная форма | Купить онлайн Купить онлайн | |
125 Диаметр | 2 Толщина | 22,23 Скважина | Г Форма | 80 Vмакс. | 12.200 Максимум. об/мин | депрессивный центр структурная форма | Купить онлайн Купить онлайн |
Альтернативные продукты
- Преимущества
Поиск дилера
Хотите купить в автономном режиме или получить консультацию перед покупкой? Наша функция поиска дилеров покажет вам ближайшего к вам дилера Klingspor.
Полное руководство. Нержавеющая сталь. Изготовление, шлифовка и финишная обработка абразивными материалами
Приготовьтесь, мы собираемся углубиться в работу с нержавеющей сталью для сварки, изготовления, резки, шлифовки, полировки и полировки и всего, что между ними.
Этот пост начинается с большого количества информации о том, что такое нержавеющая сталь, как она «нержавеющая» и о различных типах нержавеющей стали. Если вы спешите и просто хотите перейти к нужному процессу, не стесняйтесь щелкнуть одну из этих ссылок, чтобы перейти к нужному разделу страницы.
Пропустить вперед:
- О нержавеющей стали
- Почему и где следует использовать нержавеющую сталь?
- Что делает нержавеющую сталь «нержавеющей»?
- Какие виды нержавеющей стали существуют?
- Из какой марки нержавеющей стали следует производить? Таблица выбора марки нержавеющей стали
- (инфографика) Сравнение нержавеющей стали
- и углеродистой стали — формовка и сварка
- Сварка нержавеющей стали Абразивы
- для улучшения сварки и изготовления нержавеющей стали
- Резка нержавеющей стали
- Удаление заусенцев из нержавеющей стали
- Абразивы для резки и удаления заусенцев из нержавеющей стали
- Предварительная очистка и подготовка поверхностей из нержавеющей стали к сварке
- Очистка и обработка сварных швов из нержавеющей стали
- Отделка из нержавеющей стали
- Настройка зерна
- Получение глянцевой или зеркальной поверхности
- Крепление, чистовая обработка и чистовая обработка
- Что можно и чего нельзя делать из нержавеющей стали
- Правильный выбор абразивов
- Лучшие абразивы для резки и шлифовки нержавеющей стали Таблица зернистости абразива из нержавеющей стали
- (инфографика)
- Рекомендуемые продукты
О нержавеющей стали
Почему и где следует использовать нержавеющую сталь?
Нержавеющая сталь используется из-за ее выдающейся коррозионной стойкости даже в очень агрессивных средах, таких как соленая вода и кислоты. Изделия из нержавеющей стали, такие как уличная мебель, оборудование для лодок, детали кузова, ножи и архитектурные перила, не подвергаются коррозии. Нержавеющая сталь отлично подходит для поверхностей и посуды для приготовления пищи на кухне, в ресторане или на предприятии по переработке пищевых продуктов.
Изделия из нержавеющей стали, такие как уличная мебель, оборудование для лодок, детали кузова, ножи и архитектурные перила, не подвергаются коррозии. Нержавеющая сталь отлично подходит для поверхностей и посуды для приготовления пищи на кухне, в ресторане или на предприятии по переработке пищевых продуктов.
В отличие от стали с покрытием или алюминия, ваши изделия из нержавеющей стали не требуют технического обслуживания, потому что:
- Нержавеющая сталь обладает превосходной защитой от коррозии и не требует покрытия
- Защита от коррозии нержавеющей стали более чем глубокая . Если поверхность из нержавеющей стали поцарапана или повреждена эрозией, защита от коррозии самовосстанавливается или регенерирует . Если вы соскребете или сотрете краску со стальной конструкции с покрытием, то сталь, скорее всего, заржавеет при наличии влаги.
Нержавеющая сталь имеет определенные преимущества перед сталью и алюминием. Вы будете платить в два раза больше за сплавы из нержавеющей стали по сравнению с углеродистой сталью, поэтому вы не хотите использовать нержавеющую сталь везде. Кроме того, затраты на изготовление нержавеющей стали могут быть выше, чем производство стали и алюминия.
Вы будете платить в два раза больше за сплавы из нержавеющей стали по сравнению с углеродистой сталью, поэтому вы не хотите использовать нержавеющую сталь везде. Кроме того, затраты на изготовление нержавеющей стали могут быть выше, чем производство стали и алюминия.
Если ваш производственный проект будет находиться в сухом помещении, вам может не понадобиться нержавеющая сталь. Слой краски или эпоксидного покрытия на стальном верстаке или домашней мебели защитит от коррозии. Если вы изготавливаете инструмент или прибор для своего цеха, вы можете использовать пленку масла или смазки для защиты. Сталь с цинковым грунтовочным покрытием (гальванизация) и защитным верхним покрытием предотвратит коррозию при наружных работах, но не после того, как покрытие отслоится, отслоится или стирается с поверхности.
Эстетика или красота нержавеющей стали — еще одна причина использовать этот металл в своих производственных проектах. При правильном подборе абразивов на нержавеющей стали можно получить широкий спектр изысканной отделки.
Что делает нержавеющую сталь «нержавеющей»?
Чтобы понять, что делает нержавеющую сталь «нержавеющей», вам нужно немного узнать о составе нержавеющей стали.
Компонент хрома в нержавеющей стали — это то, что делает нержавеющую сталь «нержавеющей». Хром реагирует с кислородом воздуха, образуя прозрачный «пассивный» слой оксида хрома на поверхности нержавеющей стали. Добавки никеля к нержавеющей стали также улучшают коррозионную стойкость. Стали требуется не менее 10,5% хрома, чтобы образовалась пассивная оксидная пленка и она стала нержавеющей. Большинство сплавов нержавеющей стали содержат более 12% хрома для сохранения пассивности и коррозионной стойкости после сварки, литья и другой термической обработки.
Слой оксида хрома является «плотным» или непористым и прочно связан с поверхностью. Пассивный слой образует барьер, изолирующий металл от окружающей среды и предотвращающий дальнейшую коррозию . Пленка пассивного оксида хрома на нержавеющей стали имеет атомарно тонкую толщину — 0,0000001 дюйма (2,5 нанометра).
Пленка пассивного оксида хрома на нержавеющей стали имеет атомарно тонкую толщину — 0,0000001 дюйма (2,5 нанометра).
Когда нержавеющая сталь разрезается или шлифуется, пассивная пленка мгновенно восстанавливается, поэтому коррозионная стойкость нержавеющей стали является самовосстанавливающейся . Слои ржавчины также являются оксидными слоями. Большинство слоев ржавчины мягкие и пористые, поэтому влага и кислород могут проходить через них, продолжая окислять углеродистую сталь.
Слой оксида хрома может быть разрушен или загрязнен на таких этапах изготовления, как сварка и шлифовка. Мягкая абразивная обработка и пассивация могут повторно пассивировать металл. Существуют также химические травления и электрохимические методы пассивации нержавеющей стали.
Если ваши детали из нержавеющей стали используются в анаэробных условиях или в жидкостях, лишенных кислорода, пассивная пленка не может восстановиться, и коррозия может ускориться. Покрытие или краска на нержавеющей стали могут блокировать доступ кислорода к поверхности для пассивного обновления пленки. НИКОГДА НЕ КРАСИТЕ НЕРЖАВЕЮЩУЮ СТАЛЬ .
Покрытие или краска на нержавеющей стали могут блокировать доступ кислорода к поверхности для пассивного обновления пленки. НИКОГДА НЕ КРАСИТЕ НЕРЖАВЕЮЩУЮ СТАЛЬ .
Процесс сборки также может ухудшить коррозионную стойкость нержавеющей стали. Если ваши детали из нержавеющей стали скреплены болтами, то области под гайками, шайбами и головками болтов могут быть более подвержены коррозии, если кислород не может достичь этих поверхностей для сохранения пассивности. Сварка также может ухудшить коррозионную стойкость нержавеющей стали, истощая или связывая защитный хром.
Типичная марка нержавеющей стали, такая как 304, ненамного тверже или прочнее углеродистой стали, так почему же нержавеющую сталь сложнее изготовить, отшлифовать и обработать?
А добавки хрома и никеля улучшают коррозионную стойкость. Эти добавки и природа нержавеющей стали могут вызвать ряд трудностей при изготовлении, таких как:
- Нержавеющая сталь сложнее сваривать, требуя аргона или инертного газа для защиты реактивных хрома и никеля.
 Нержавеющую сталь
Нержавеющую сталь - труднее резать, обрабатывать и шлифовать, чем углеродистую сталь, потому что:
- Хром является химически активным металлом , поэтому нержавеющая сталь имеет тенденцию связываться или прилипать к краям режущих инструментов или краям абразивных зерен.
- Оксид хрома немного тверже, чем оксид алюминия , из которого сделаны многие абразивы.
- Нержавеющая сталь обладает высокой пластичностью, поэтому при резании образуется длинная стружка . Сплавы с более высокой шлифуемостью и обрабатываемостью имеют стружку, которая распадается на мелкие кусочки и может очищать зону резания или шлифования.
- Нержавеющая сталь имеет «высокий коэффициент деформационного упрочнения» или может подвергаться холодной обработке до высокой прочности, что означает, что металл становится более твердым при деформации или сдвиге во время резки или шлифования.
- Обширное легирование снижает теплопроводность, поэтому тепло не рассеивается через металл при резке и шлифовке.
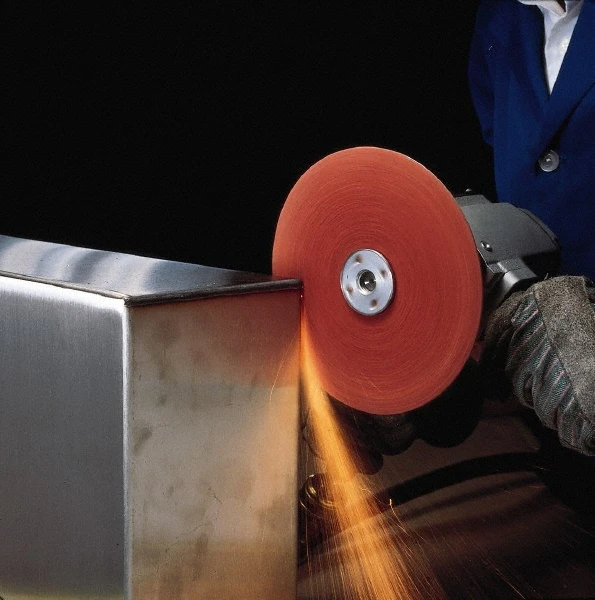
- Добавки хрома и никеля улучшают жаропрочность, поэтому более горячая стружка из нержавеющей стали по-прежнему требует больших усилий для резки или сдвига . Большие силы резания дополнительно увеличивают нагрев в зоне резания или шлифования.
Какие виды нержавеющей стали существуют?
Как и в случае с углеродистыми и легированными сталями, существует множество различных марок нержавеющей стали AISI.
Нержавеющие стали можно разделить на пять основных семейств:
- Аустенитные марки – нержавеющая сталь 304 или 316
- Ферритные марки – нержавеющая сталь 430
- Мартенситные марки – нержавеющая сталь 410 или 440
- Марки дисперсионного твердения
- Дуплексные марки
Аустенитная нержавеющая сталь имеет аустенитную металлургическую или кристаллическую структуру. Наиболее широко используемый и доступный сорт нержавеющей стали, 304, содержит около 18% хрома и 8% никеля. 304 также широко известен как «18-8». Аустенитные нержавеющие стали обладают превосходной коррозионной стойкостью, отличной свариваемостью и необычайно хорошей формуемостью. Они обладают лишь удовлетворительной обрабатываемостью и шлифуемостью.
Наиболее широко используемый и доступный сорт нержавеющей стали, 304, содержит около 18% хрома и 8% никеля. 304 также широко известен как «18-8». Аустенитные нержавеющие стали обладают превосходной коррозионной стойкостью, отличной свариваемостью и необычайно хорошей формуемостью. Они обладают лишь удовлетворительной обрабатываемостью и шлифуемостью.
В то время как аустенитные нержавеющие стали считаются неупрочняемыми, аустенитная нержавеющая сталь может подвергаться холодной обработке давлением или деформационному упрочнению до ¼ твердого, ½ твердого и полностью твердого состояний. Холодная обработка – это сжатие металла между двумя валками на стане холодной прокатки без предварительного нагрева металла. Холодное формование или штамповка нержавеющей стали при комнатной температуре, а также нержавеющая сталь с деформационным упрочнением.
Ферритные нержавеющие стали (430, 409) Ферритная нержавеющая сталь получила свое название из-за своей ферритной металлургической структуры, которая возникает из-за отсутствия никеля. Ферритные марки не закаливаемые. 430 — наиболее распространенная марка ферритной нержавеющей стали. Как и аустенитные нержавеющие стали, ферритные нержавеющие стали хорошо поддаются формованию, но их труднее шлифовать. Сварка ферритных нержавеющих сталей с аустенитными сплавами затруднена. 430 легче обрабатывать, вырубать или резать, чем 304. Ферритные нержавеющие стали обладают магнитными свойствами.
Мартенситные нержавеющие стали имеют более высокое содержание углерода и более низкое содержание никеля. Они могут быть закалены обычной закалкой и отпуском, как инструментальные стали или стали с более высоким содержанием углерода. 410 можно подвергать механической обработке, а также горячей или холодной штамповке, но высокоуглеродистые марки 440 можно подвергать только горячей штамповке. Механическая обработка и холодное формование не подходят для сплава 440. Мартенситные нержавеющие стали легче шлифуются по сравнению с аустенитными и ферритными. Как и ферриты, мартенситные сплавы не так легко свариваются, как аустенитные. Мартенситные нержавеющие стали обладают магнитными свойствами.
Как и ферриты, мартенситные сплавы не так легко свариваются, как аустенитные. Мартенситные нержавеющие стали обладают магнитными свойствами.
Дисперсионное твердение может быть смягчено при термообработке на раствор, сформировано и подвергнуто механической обработке, а затем упрочнено старением до чрезвычайно высокой прочности. Они используются для изготовления компонентов шасси для самолетов и других компонентов, подвергающихся высоким нагрузкам.
Дуплексные нержавеющие стали Дуплексные нержавеющие стали содержат как феррит, так и аустенит. Это новейший класс нержавеющей стали. Некоторые марки дуплексной стали обладают самой высокой коррозионной стойкостью среди всех нержавеющих сталей. Они даже превосходят превосходную коррозионную стойкость аустенитных нержавеющих сталей. Они используются на морских нефтяных, химических заводах, высокосернистых газовых скважинах и в других областях с высокими требованиями.
Из какой марки нержавеющей стали следует производить?
Аустенитная нержавеющая сталь марки 304 –
Аустенитная нержавеющая сталь 304 является наиболее широко используемой маркой нержавеющей стали. 304 считается нержавеющей маркой общего назначения.
Нержавеющая сталь 304 обладает отличной коррозионной стойкостью, фантастической формуемостью и хорошей свариваемостью. Нержавеющая сталь 304 — это сплав, который следует выбирать для большинства производственных проектов, где конечным использованием является влажная или влажная среда, например, на открытом воздухе, возле бассейнов, в ванных комнатах или на кухнях.
Нержавеющая сталь 304 легкодоступна. На самом деле, если вы остановитесь в местном сервисном центре или у дистрибьютора и попросите нержавеющую сталь, вы, вероятно, получите нержавеющую сталь 304.
Короче говоря, если вы хотите сгибать, формировать и изготавливать наружные архитектурные элементы (орнаменты, отделку, ворота, перила, ручки), сантехнику и проекты ванных комнат / кухонь (столы, раковины, полки, стеллажи), то 304 — это то, что вам нужно. лучший выбор.
лучший выбор.
Аустенитная нержавеющая сталь марки 316 –
316 более пассивен или благороден, чем 304, из-за более высокого содержания никеля и добавок молибдена. Нержавеющая сталь 316 обеспечивает повышение коррозионной стойкости, , особенно в соленой воде или хлоридной среде. Нержавеющую сталь 316 иногда называют морской нержавеющей сталью . Если вы изготавливаете держатель для удочки, нестандартный удлиняющий стол для гриля Magma, крепление для GPS- или эхолота или складной стол, то нержавеющая сталь 316 будет лучшим выбором, чем нержавеющая сталь 304. Вы заплатите по по крайней мере, от 20 до 30% надбавки для нержавеющей стали 316. Аустенитные нержавеющие стали немагнитны.
Если части вашего проекта будут сварены вместе, то вы хотите использовать сплавы нержавеющей стали марок 304L и 316L , которые имеют более низкое содержание углерода, что предотвращает «сенсибилизацию» во время сварки. Сенсибилизация – это истощение защитного хрома за счет образования карбидов хрома на границах зерен, что может привести к межкристаллитной коррозии.
Если вы изготавливаете детали для более высоких температур, такие как гриль для барбекю или магазинная печь, нержавеющая сталь будет работать лучше, чем легированная или углеродистая сталь. Аустенитные марки 309 (23 % хрома и 14 % никеля) и 310 (25 % хрома и 20 % никеля) предназначены для сохранения прочности и сопротивления образованию оксидных отложений при высоких температурах 90–130 . При высоких температурах даже нержавеющая сталь 304 будет работать намного лучше, чем углеродистая сталь.
Мартенситные нержавеющие стали (410, 420, 440C) –
Если вы хотите изготовить устойчивый к коррозии нож, лезвие или инструмент с высокой твердостью, вам подойдет закаливаемая мартенситная нержавеющая сталь марки 410, 420 или 440. Нержавеющая сталь 410 может быть отформована до определенной степени, но мартенситные детали обычно изготавливаются с использованием механической обработки или шлифования, особенно марки 440 с высоким содержанием углерода и хрома. Если вы изготавливаете деталь из мартенситной стали, вам следует:
Если вы изготавливаете деталь из мартенситной стали, вам следует:
- Первоначальная форма, резка или машинная обработка для создания грубой формы с использованием мартенситных сталей в отожженном состоянии.
- Закалка и отпуск для упрочнения мартенситной нержавеющей стали.
- Используйте абразивную шлифовку для придания окончательной формы.
- Наконец, сгладьте и отполируйте более мелкозернистыми абразивами для придания поверхности шероховатости.
Ферритные нержавеющие стали (430 и 409)
Эта марка стали обычно используется для изготовления автомобильных глушителей и выхлопных систем. Они обладают коррозионной стойкостью аустенитной нержавеющей стали, но дешевле. Они мягкие и легко формуются, но их труднее сваривать, чем аустенитную нержавеющую сталь. Они обладают хорошей коррозионной стойкостью при наружном применении, но обладают высокой прочностью. Ферритные нержавеющие стали, такие как 430 и 409используются для изготовления раковин, кухонной техники, столовых приборов более низкого качества, лестниц, глушителей, обогревателей, желобов, кровельных панелей, молдингов, столешниц и декоративных работ. Если вам нужен сплав, устойчивый к коррозии и обладающий магнитными свойствами, вам может подойти феррит 430.
Если вам нужен сплав, устойчивый к коррозии и обладающий магнитными свойствами, вам может подойти феррит 430.
OEM-производители автомобилей и промышленные производители используют ферритные марки, поскольку они позволяют сэкономить деньги. Для большинства магазинов или проектов DIY мы рекомендуем использовать аустенитные нержавеющие стали в большинстве ваших проектов.
Если ваша конструкция пользуется успехом и в итоге вы изготавливаете сотни или тысячи одинаковых деталей из нержавеющей стали, рассмотрите вопрос о переходе на ферритные марки, такие как 430 или 409.сохранить деньги.
Формовка нержавеющей стали
Являются ли нержавеющие стали такими же поддающимися формованию и сварке, как углеродистая сталь?
Большинство нержавеющих сталей хорошо формуются в отожженном или мягком состоянии. Отожженные или незакаленные аустенитные (304, 316), ферритные (430, 409) и мартенситные нержавеющие стали марки 410 легко поддаются холодной штамповке.
В то время как нержавеющая сталь 304 может быть легко сформирована в отожженном или мягком состоянии, вы столкнетесь с ограничениями при изгибе и формировании полностью твердой нержавеющей стали 304 без растрескивания. Вы можете приобрести нержавеющую сталь 304 в отожженном, ¼ твердом, ½ твердом и полностью твердом состояниях. Полностью твердая нержавеющая сталь 304 будет иметь вдвое большую прочность, чем отожженная 304, но с гораздо меньшей пластичностью, что ограничит формование.
Отожженные листы 304 могут быть сформированы с радиусом изгиба, равным половине толщины металла. Невозможно холодное формование полностью твердого листа 304 с малым радиусом изгиба без образования трещин в материале . На полностью жестком листе 304 минимальный радиус изгиба в три раза превышает толщину листа.
Если вы собираетесь глубоко формовать свои детали и сваривать, то вы также можете использовать отожженную нержавеющую сталь 304. Тепло от сварки отожжет и размягчит нержавеющую сталь за пределами зоны сварки.
Сварка нержавеющей стали
После того, как ваши детали из нержавеющей стали сформированы, их можно сваривать почти так же легко, как углеродистую сталь. Инертный газ или газовая смесь необходимы, если вы собираетесь сваривать MIG или TIG. Смесь газов аргона и углекислого газа защищает хром и никель в сварочной ванне от окисления. Нержавеющая сталь также сваривается с использованием порошковой проволоки и сварки стержнем с флюсовым покрытием, но MIG и TIG обычно дают лучшие результаты.
Полосы обесцвечивания или «теплового оттенка» могут образовываться за пределами зоны сварки в основном металле. Обесцвечивание теплового оттенка может проявляться в виде радуги цветов, варьирующихся от желтого до синего. Обесцвечивание – это просто более толстый слой оксида хрома. К сожалению, образование этого более толстого оксида теплового оттенка истощает защитные уровни хрома ниже теплового оттенка, что может привести к ржавчине. Оксиды термической окраски и часть нержавеющей стали ниже термической окраски должны быть удалены, чтобы металл оставался «нержавеющим».
Точно так же задняя сторона или корень зоны сварки могут обесцвечиваться или «засахариваться». «Засахаривание» — это тяжелая оксидная окалина, вызванная окислением в зоне сварки. Шугаринг имеет вид сморщенного или сморщенного черного сахара. Задняя сторона деталей также может окрашиваться при нагревании, особенно в многопроходных сварных соединениях. Газы обратной продувки, флюсы и опорную пластину или кольцо можно использовать для предотвращения засахаривания и теплового окрашивания.
Ранее мы упоминали, что версии сплавов 304 и 316, 304L и 316L с низким содержанием углерода следует использовать в сварных конструкциях для предотвращения чувствительности. Также рекомендуется использовать сварочную проволоку с дополнительным содержанием хрома (308 и 309), чтобы предотвратить истощение хрома. Сенсибилизация и осаждение карбида хрома также могут происходить при сварке нержавеющей стали с углеродистой или легированной сталью и ферритной или мартенситной нержавеющей сталью. Эти более высокоуглеродистые металлы вызывают истощение хрома, делая соединение восприимчивым к коррозии.
Эти более высокоуглеродистые металлы вызывают истощение хрома, делая соединение восприимчивым к коррозии.
Соединение нержавеющей и углеродистой стали — плохая идея даже в болтовом соединении, потому что металлы имеют разный электрохимический потенциал, что вызовет ускоренную коррозию углеродистой стали с более низким потенциалом.
Как абразивы улучшают сварку и изготовление нержавеющей стали?
Абразивы можно использовать для улучшения нескольких этапов процесса сварки и изготовления:
- Резка нержавеющей стали
- Удаление заусенцев с кромок
- Подготовка поверхностей из нержавеющей стали к сварке
- Снятие термокраски и шугаринг
- Очистка и шлифовка сварных швов из нержавеющей стали
- Полировка до матового или матового блеска
- Полировка до полированного или зеркального блеска
Как резать нержавеющую сталь
Листы и пластины из нержавеющей стали можно разрезать на сложные 2D-рисунки с помощью плазменных резаков. Плазменные резаки могут быть доступными, но вам придется отправить свои детали, если вы хотите использовать гидроабразивную или лазерную резку.
Плазменные резаки могут быть доступными, но вам придется отправить свои детали, если вы хотите использовать гидроабразивную или лазерную резку.
Если вы просто режете нержавеющую сталь на простые формы из листа, пластины, трубы или прутка, у вас есть несколько вариантов:
- Ножницы по металлу или ручные ножницы можно использовать для резки более тонкого листа нержавеющей стали.
- Мощные высечные ножницы и механические ножницы могут резать несколько более толстые листы из нержавеющей стали. Пресс-ножницы для металла
- могут быстро отрезать большой лист или сделать длинный прямой разрез более толстого листа или пластины из нержавеющей стали. Ножницы, способные разрезать лист из углеродистой стали толщиной ¼ дюйма, смогут разрезать только лист из нержавеющей стали толщиной 3/16 дюйма. Большой тоннажный пресс может срезать нержавеющую сталь толщиной 1 дюйм.
- Зубчатые пильные полотна, установленные на ленточных пилах, сабельных пилах или циркулярных пилах, могут резать прутки, стержни, трубы, плиты и листы.

- Абразивные отрезные круги, устанавливаемые на отрезные пилы, циркулярные пилы и угловые шлифовальные машины, используются для резки прутка, прутка, трубы и узкого листа.
Если зубчатые пилы используются для резки нержавеющей стали, то они должны быть пильные полотна с твердосплавными напайками (зубья из карбида вольфрама). Биметаллические лезвия из быстрорежущей стали и углеродистой стали могут резать нержавеющую сталь, но у них не будет такого срока службы и прямой резки, как у лезвий с твердосплавными наконечниками. В то время как углеродистую сталь можно резать со скоростью пильного диска 270 футов в минуту, нержавеющую сталь 304 следует резать со скоростью 115 футов в минуту.
Отверстия сверлят или вырезают с помощью сверл или кольцевых пил, установленных на сверлильных станках или ручных дрелях. Кольцевые пилы хорошо работают с листовым металлом и более тонкими пластинами из нержавеющей стали. Сверла — лучший выбор для более толстого материала.
В идеале при резке или сверлении нержавеющей стали зубчатой пилой следует использовать смазочно-охлаждающие жидкости или охлаждающие жидкости. Они уменьшат трение и помогут охладить детали, сводя к минимуму обесцвечивание.
В то время как вы можете использовать зубчатый твердосплавный диск для резки нержавеющей стали, абразивный отрезной круг будет резать нержавеющую сталь быстрее. С более тонким листом нержавеющей стали хорошо подходят ножницы по металлу или пилы с твердосплавными наконечниками. При резке более толстых прутков из нержавеющей стали, стержней, углового железа и других конструктивных форм лучше всего использовать отрезной круг в отрезной пиле. Применяйте постоянное умеренное давление при резке нержавеющей стали абразивным кругом.
Если вы используете отрезной круг в угловой шлифовальной машине, будьте осторожны, чтобы не скрутить и не погнуть лезвие во время резки. Отрезной и шлифовальный круг можно сломать. Более тонкие лезвия отрезного круга имеют тенденцию резать холоднее с минимальным пропилом.
Удаление заусенцев из нержавеющей стали
Стрижка, резка пилой и абразивные отрезные круги обычно оставляют острые заусенцы на кромке среза из нержавеющей стали. Просверленные или выпиленные отверстия также имеют заусенцы. Острые заусенцы могут сильно порезать пальцы и руки, когда вы беретесь за обрезанный край детали.
Инструменты для удаления заусенцев из нержавеющей стали, такие как абразивные материалы с покрытием (ремни, диски или лепестковые диски), нетканые абразивы, металлические напильники, лезвия для удаления заусенцев и проволочные щетки, могут использоваться для удаления заусенцев с деталей.
Выбор абразивов для резки и удаления заусенцев из нержавеющей стали
У вас должно быть несколько продуктов для резки и снятия заусенцев, прежде чем вы начнете свой проект по изготовлению нержавеющей стали. Некоторые продукты, которые могут вам понадобиться, включают:
- Диски/диски для отрезной пилы — для резки нержавеющих деталей из прутков, труб, уголков и других заготовок из нержавеющей стали.

- Отрезные или отрезные круги – для резки профилей из нержавеющей стали. Также полезно для сварных соединений из нержавеющей стали, таких как снятие фаски и разрезание плохих сварных швов. Полотна для сабельной пилы
- — для резки листов из нержавеющей стали, труб, прутков, уголков и других материалов.
- Кольцевые пилы – Для надрезов труб из нержавеющей стали и проделывания отверстий в листах или плитах из нержавеющей стали
- Non Woven Abrasives — для снятия заусенцев и удаления острых кромок с разрезаемой нержавеющей стали. Нетканые абразивы также будут полезны для очистки и подготовки поверхности до, во время и после сварки, а также для сглаживания, полировки, удаления заусенцев и улучшения отделки.
- Проволочные круги и проволочные щетки — для снятия заусенцев и удаления острых кромок с обработанной нержавеющей стали. Вы хотите выбрать только проволочные щетки из нержавеющей стали. Проволочные щетки также полезны для очистки и подготовки поверхности до, во время и после сварки, а также для полировки и улучшения отделки.
 Металлические напильники
Металлические напильники - – Металлические ручные напильники полезны для ручного удаления заусенцев с краев после резки. Они могут быть полезны для достижения мест, где большая проволока или колесо из нетканого материала не подходят.
Предварительная очистка и подготовка поверхностей из нержавеющей стали к сварке
Как и любое сварное соединение, перед сваркой поверхность необходимо очистить и подготовить. Однако нержавеющая сталь менее щадящая, чем углеродистая сталь, в отношении загрязнения грязью, пленкой, смазкой и маслом.
Для сварки MIG и TIG требуется инертный или защитный защитный газ. Загрязняющие вещества могут нарушить работу защитного газа и привести к изменению цвета сварного шва или окружающей зоны термического влияния.
Абразивные шлифовальные круги также важны для подготовки надлежащей посадки деталей в соединении. При большей толщине детали из нержавеющей стали должны быть скошены с помощью резки или шлифовки. Если используется несколько проходов, то может потребоваться шлифовка между проходами сварных соединений под флюсом и электродами.
Если используется несколько проходов, то может потребоваться шлифовка между проходами сварных соединений под флюсом и электродами.
Очистка и обработка после сварки из нержавеющей стали
Абразивы являются важным инструментом для последующей обработки и очистки сварного шва и окружающего металла.
Оксид теплового оттенка и металл с обедненным хромом ниже обесцвечивания теплового оттенка. Травильная паста, электрохимические очистители сварных швов, травильные ванны, абразивно-струйная очистка, нетканые абразивы, проволочные щетки из нержавеющей стали и абразивы с покрытием обычно используются для удаления теплового оттенка. Кислотные травильные ванны и пасты содержат азотную и плавиковую кислоты, которые являются токсичными и требуют специальных мер безопасности при обращении. Абразивная очистка более безопасна и не менее эффективна. Электрохимические очистители сварных швов являются дорогостоящими и требуют химических веществ. В промышленности часто применяется сочетание абразивного шлифования с последующим травлением.
Щетки из нержавеющей стали удалят тепловую окраску, но они могут не удалить слой, обедненный хромом. Абразивная шлифовка с зернистостью 360 или грубее должна удалить слой, обедненный хромом, и предотвратить ржавление. Даже шаг полировки среза может быть достаточно агрессивным, чтобы удалить тепловую окраску, а также истощенный слой. Тепловой оттенок находится за пределами зоны сварки, поэтому вам не нужно удалять много материала, потому что это уменьшает толщину сечения и, следовательно, прочность.
Шугаринг представляет собой более тяжелую черную оксидную накипь в корне или на задней стороне некоторых сварных швов из нержавеющей стали, не защищенных продувочным газом. В зависимости от атмосферы в печи оксидные окалины также образуются на нержавеющей стали во время термической обработки и ковки. Для удаления оксидной окалины требуется более агрессивный или крупнозернистый абразивный продукт.
Шлак, сварочные брызги, подрезы, трещины, поры и другие дефекты сварки нержавеющей стали также необходимо удалить с помощью абразивов или твердосплавных заусенцев.
Сглаживание, снятие или выравнивание сварных швов можно выполнять с помощью абразивного диска с зернистостью 40, 50, 60 или 80, лепесткового диска или ленты. Засахаривание сварных швов, окалина при термообработке и дефекты сварных швов также могут быть удалены с помощью абразивов с зернистостью от 40 до 60.
Сначала попробуйте выровнять линии сварки или разъема с помощью абразивного материала зернистостью 60 . Если удаление металла происходит слишком медленно, используйте более крупный абразив. Изменение типа абразивного материала вместо использования более крупного размера зерна является лучшим подходом.
Если 60
Абразивный продукт из оксида алюминия или зернистостью 80 не режет его, затем переключитесь на более крупный циркониевый или более крупный керамический продукт . Эти продукты удаляют материал быстрее, не оставляя глубоких царапин или вмятин, вызванных шлифованием более грубыми абразивами зернистостью 36 или 40.
Если ваши сварные швы выполнены качественно и в основном заподлицо, то лепесткового диска с зернистостью 80 или 120 может быть достаточно, чтобы сгладить и зашлифовать сварные швы.
В то время как более крупный размер зерна может удалить материал быстрее, есть несколько причин использовать более мелкий абразив при выравнивании и шлифовке сварных швов из нержавеющей стали:
- 304 нержавеющая сталь мягче, чем легированные стали, поэтому абразивы с более крупными зернами могут легче врезаться или выдалбливаться.
- Более грубая зернистость имеет тенденцию выделять больше тепла и, следовательно, более интенсивный оттенок
- Благодаря агрессивности более крупного зерна легче утончить металл, окружающий сварной шов из нержавеющей стали. Утончение снижает прочность.
- Скорее всего, если вы используете нержавеющую сталь, то конечный продукт должен иметь сатинированный или полированный вид. Более грубые зерна оставляют после себя более грубую поверхность, требующую дополнительной работы и абразивных шагов для удаления глубоких царапин и получения требуемой окончательной отделки.

- Удаление крупных царапин также важно для поддержания коррозионной стойкости. Впадина или ямка царапины получает меньше кислорода и делает металл более восприимчивым к щелевой и точечной коррозии.
Отделка из нержавеющей стали
После выравнивания и выравнивания сварных швов в ходе многоступенчатого процесса создается требуемая чистота поверхности.
Получение требуемой чистоты поверхности нержавеющей стали зависит от нескольких факторов:
- Типы абразива
- Тип абразивного зерна и твердость (диоксид циркония, керамика и т. д.)
- Размер зерна – размер абразивных частиц
- Форма абразивного изделия – лента, диск, нетканый материал, лепестковый круг, полировальный круг
- Тип оборудования
- Сила, приложенная во время чистовой обработки
- Мощность (л.с., кВт)
- Скорость абразивной поверхности
- Твердость и гладкость опорного колеса или колодки
Настройка зерна
Зернистость или закрепление зерна — это первый шаг в создании шероховатости поверхности нержавеющей стали. Зернистость представляет собой однонаправленный рисунок царапин на поверхности нержавеющей стали. Этот шаг также известен как предварительная полировка, полировка или отделка кистью.
Зернистость представляет собой однонаправленный рисунок царапин на поверхности нержавеющей стали. Этот шаг также известен как предварительная полировка, полировка или отделка кистью.
Для некоторых применений зернистая или матовая поверхность может быть прекрасной и даже более желательной. На матовых поверхностях из нержавеющей стали не так сильно видны отпечатки пальцев и пятна, как на зеркально полированной нержавеющей стали. Если вы будете зеркально полировать свой проект из нержавеющей стали, то впоследствии вам придется неоднократно проводить его очистку.
Полировка абразивной ленты, барабана или диска с покрытием отличается от получения полированной поверхности полировкой. Нетканые абразивы также можно использовать для шлифования, шлифовки кистью или предварительной полировки.
Использование все более тонкой серии абразивов с покрытием может сократить время окончательной полировки и улучшить качество отделки. Серия этапов абразивного покрытия может включать:
- Предварительное полирование с зернистостью от 80 до 120 – ваш этап смешивания после сварки, возможно, уже сделал это.

- Полировка зернистостью от 150 до 240
- Окончательная или тонкая полировка зернистостью от 280 до 400
Конкретная серия абразива может варьироваться в зависимости от исходной шероховатости вашего проекта из нержавеющей стали. Вам нужно попробовать несколько различных размеров абразивного зерна и продуктов, чтобы определить, что лучше всего подходит для вашего применения.
Если вы использовали зернистость 80 или 100 для выравнивания и выравнивания сварных швов, вы можете перейти к этапу тонкой полировки, используя зернистость 280. Другим вариантом является комбинация абразива с покрытием зернистостью 120, а затем средних и мелких нетканых абразивов для подготовки поверхности.
С неткаными абразивами вы можете использовать средние, мелкие и ультратонкие продукты для полировки перед полировкой.
Если вы используете абразивную ленту или барабан из нетканого материала или с покрытием для получения однонаправленных зерен или рисунков зернистости, то каждый последовательный шаг полировки следует выполнять под углом 90 градусов или против волокон последнего шага. Это поможет вам распознать, что вы удалили шаблон царапин из предыдущего шага. Иногда форма проекта или сборки может не позволять этого.
Это поможет вам распознать, что вы удалили шаблон царапин из предыдущего шага. Иногда форма проекта или сборки может не позволять этого.
Шлифованная поверхность создается с помощью шлифовальных лент или барабанов с покрытием от 150 до 240 или нетканых абразивов среднего и очень мелкого размера.
Матовая или атласная поверхность создается с помощью абразивной ленты с абразивным покрытием зернистостью от 220 до 240 или очень тонкой нетканой абразивной ленты, барабана или диска.
Получение глянцевой или зеркальной поверхности
Как добиться зеркального блеска нержавеющей стали? Короткий ответ — полировка срезов и цветная полировка. Эти этапы используются для получения окончательной полированной или зеркальной поверхности после начальных этапов доводки.
Этапы начальной или промежуточной отделки (предварительная полировка и полировка) с использованием ленточной полировки, нетканых лепестковых кругов или абразивных дисков/подкладок могут повлиять на усилия по получению окончательной отделки, а также на качество и внешний вид отполированной поверхности. Использование ряда постепенно уменьшающихся размеров зерна на этапах предварительной полировки уменьшит количество необходимой полировки.
Использование ряда постепенно уменьшающихся размеров зерна на этапах предварительной полировки уменьшит количество необходимой полировки.
Полировка срезов или предварительная полировка Удаляет более мелкие царапины , оставшиеся после этапов полировки абразивной лентой или диском. Черная или черная магия содержит более крупный наждачный абразив, добываемый абразивный минерал.
Цветная полировка используется для окончательной полировки, чтобы подчеркнуть блеск и блеск металла . Состав зеленого румянца содержит оксид хрома. Зеленые румяна также известны как румяна ювелира. Придает блеск и блеск. Синий компаунд содержит самые мелкие абразивные зерна и используется для получения наивысшего блеска и окончательной зеркальной полировки.
Крепление, чистовая обработка и чистовая обработка
Хотя мы предположили, что ваш проект из нержавеющей стали был изготовлен путем резки, формовки и сварки. Механическое крепление – еще один вариант сборки вашего проекта. Если вы используете болты, гайки, шайбы или другие крепежные детали в морской среде или в местах, подверженных коррозии, убедитесь, что крепежные детали изготовлены из нержавеющей стали того же класса, что и листовой металл, плита или пруток. Это уменьшит изменение на гальваническую коррозию креплений.
Если вы используете болты, гайки, шайбы или другие крепежные детали в морской среде или в местах, подверженных коррозии, убедитесь, что крепежные детали изготовлены из нержавеющей стали того же класса, что и листовой металл, плита или пруток. Это уменьшит изменение на гальваническую коррозию креплений.
Закрепленная сборка может открыть новые возможности отделки. Для нержавеющего листа доступно большое разнообразие отделок из нержавеющей стали. После того, как вы вырезаете и просверливаете отверстия на готовом листе, вам нужно будет удалить заусенцы и подправить вокруг просверленного отверстия или обрезанных краев. Подкрашивание после обработки и конечного использования может потребоваться и на сварном объекте.
Быстросменные миниатюрные абразивные и нетканые диски с покрытием могут быть хорошим вариантом для удаления заусенцев и подкраски вокруг просверленных отверстий или удаления царапин.
2-дюймовые лепестковые мини-диски из циркония, 2-дюймовые быстросменные диски Roloc для подготовки поверхности, 2-дюймовые быстросменные керамические шлифовальные диски и 2-дюймовые быстросменные фетровые полировальные диски Quick Change Polish Plus хорошо иметь под рукой для подкрашивания нержавеющей стали.
Что можно и чего нельзя делать при резке, шлифовке и полировке нержавеющей стали?
Перегрев, обесцвечивание или возгорание
Не используйте тусклые абразивы, высокие скорости или сильное давление. Это вызывает перегрев и может привести к окрашиванию или обесцвечиванию деталей из нержавеющей стали. Обесцвеченные или окрашенные теплом участки могут ржаветь. Если обесцвечивание произошло, используйте новый острый абразивный инструмент и аккуратно удалите обесцвечивание.
Пригорание или перегрев при резании или шлифовании оставляет на поверхности остаточные растягивающие напряжения и может привести к превращению аустенита в хрупкий мартенсит. Если ваша деталь подвергается нагрузке при конечном использовании, то вам следует избегать прижигания при шлифовке. Использование новых сверхразмерных циркониевых или керамических абразивных продуктов должно исключить пригорание при шлифовании.
Избегайте чрезмерного давления во время чистовой обработки или полировки
Не надавливайте и не применяйте чрезмерное давление при чистовой обработке нержавеющей стали. Это может просто привести к большему обесцвечиванию или тепловому окрашиванию. Держите абразивный продукт движущимся по поверхности, чтобы предотвратить накопление тепла в одной области.
Это может просто привести к большему обесцвечиванию или тепловому окрашиванию. Держите абразивный продукт движущимся по поверхности, чтобы предотвратить накопление тепла в одной области.
Не перегружайте поверхность на этапах финишной обработки и полировки, используя слишком большое давление и скорость абразива. Слишком большая нагрузка на поверхность нержавеющей стали во время формовки или отделки может вызвать эффект апельсиновой корки. Возможно, потребуется удалить апельсиновую корку с помощью мелкозернистого абразива с последующей повторной полировкой с меньшим давлением или скоростью.
Перекрестное загрязнение сталью
Переход стали или железа на нержавеющую сталь может происходить со стальных деталей и использованных абразивных материалов.
Избегайте перекрестного загрязнения деталей из нержавеющей стали сталью или железом. Если стальные детали или инструменты (пробойники, молотки и т. д.) из других проектов будут тереться о вашу нержавеющую деталь, то они могут перенести некоторое количество стали на поверхность, что ухудшит коррозионную стойкость.
Источники загрязнения железом, которых следует избегать, включают:
- Стальная или железная пыль от шлифования деталей из углеродистой или легированной стали
- Абразивы, используемые для шлифовки деталей из углеродистой или легированной стали
- Стальные щетки или мочалка из углеродистой стали
- Используйте щетки из нержавеющей стали и мочалку из нержавеющей стали
- Стальная дробь, дробь и абразивные материалы
- Тиски, зажимы, цепи или держатели
- Инструменты из углеродистой стали – молоток, отвертки, зубила и т. д.
- Формовочные валки, формы и штампы
Абразивные продукты, которые имеют шлифованные стальные детали в вашем проекте из нержавеющей стали. Вы должны иметь набор абразивных дисков, лент и лепестковых дисков для использования только с нержавеющей сталью. Использование дисков со шлифованной нержавеющей сталью для шлифовки стали вполне допустимо.
Правильный выбор абразивов
Какие абразивы лучше всего подходят для резки и шлифовки нержавеющей стали?
Необходимо подобрать абразивы, подходящие для шлифовки нержавеющей стали. Например, хотя более крупные абразивные материалы из карбида кремния используются для шлифования стекла и титана, они не так эффективны, как оксид алюминия и диоксид циркония, при шлифовании нержавеющей стали. Неправильный выбор абразива может привести к быстрому затуплению или загрузке абразива, который перестанет резать и сгорит или обесцветит детали из нержавеющей стали.
Например, хотя более крупные абразивные материалы из карбида кремния используются для шлифования стекла и титана, они не так эффективны, как оксид алюминия и диоксид циркония, при шлифовании нержавеющей стали. Неправильный выбор абразива может привести к быстрому затуплению или загрузке абразива, который перестанет резать и сгорит или обесцветит детали из нержавеющей стали.
Некоторые абразивные материалы, специально подходящие для шлифования нержавеющей стали, имеют маркировку «Stainless» или «inox». Inox происходит от французского слова «нержавеющая сталь», означающего «неокисляемая». Абразивные изделия не должны содержать примесей железа.
Лучшие абразивные зерна для резки и шлифовки сплавов нержавеющей стали включают оксид алюминия, цирконий и керамику. Цирконий превосходит оксид алюминия в применениях из нержавеющей стали. Вы должны быть в состоянии отшлифовать больше деталей или удалить больше металла с помощью диска из диоксида циркония или лепесткового диска до того, как диск перестанет эффективно резать и начнет прожигать металл. Керамические абразивы имеют более высокую твердость, чем циркониевые. Керамика должна превосходить циркониевые абразивы на более сложных для шлифования нержавеющих сталях, таких как закаленные мартенситные сорта и сорта с высоким содержанием никеля.
Керамические абразивы имеют более высокую твердость, чем циркониевые. Керамика должна превосходить циркониевые абразивы на более сложных для шлифования нержавеющих сталях, таких как закаленные мартенситные сорта и сорта с высоким содержанием никеля.
Слои увеличенного размера на абразивном изделии с покрытием могут удвоить количество удаляемого металла или шлифуемых деталей. Supersize обеспечивает смазывающий и охлаждающий эффект. Это удерживает абразивные зерна дольше, прежде чем они затупятся, а затем вспашат и прожгут металл. Увеличенный размер также помогает уменьшить прилипание стружки из нержавеющей стали к режущим кромкам абразивных зерен.
Всегда начинайте с самой мелкой рекомендуемой зернистости или попробуйте еще мельче. Более мелкая зернистость снижает нагрев и обесцвечивание нержавеющей стали, а также снижает объем работы, которую необходимо выполнить позже, чтобы удалить царапины и создать блестящую поверхность нержавеющей стали.
Что дальше и как начать?
После того, как вы решили, какую отделку поверхности вы или ваш клиент хотите для проекта из нержавеющей стали, который вы производите, вы можете выбрать и заказать абразивные материалы, чтобы они были под рукой, когда вы закончите резку, гибку, формовку и сварку.
Вот хороший список абразивных продуктов для вашего набора инструментов для шлифовки, отделки и полировки нержавеющей стали:
- Диски для подготовки поверхности – для подготовки сварных швов и очистки после сварки, а также для удаления термического окрашивания
- Конический или тип 29 4 1/2” лепестковый круг из диоксида циркония высокой плотности с зернистостью 40 и 60 – для удаления тяжелого металла, например, для придания формы деталям из нержавеющей стали для подготовки стыка перед сваркой, выравнивания слишком больших сварных швов, шлифовки крупных дефектов.
- Плоский или тип 27 4 1/2” керамический лепестковый диск Black Hawk XL с зернистостью 80 и 120 – для выравнивания умеренно вогнутых валиков сварного шва, придания формы деталям без углубления и удаления окалины с обратной стороны сварных швов, поковок и термообработанных деталей, а также смешивание.
- Диски из керамического волокна 4 ½” зернистостью 80 и 120 – для выравнивания, удаления окалины и смешивания, когда требуется более гибкий продукт.

- Лепестковый шлифовальный барабан 4 x 4 дюйма, зернистость 120 и 240 – для удаления термического окрашивания, удаления заусенцев и создания направленного зерна на нержавеющей стали. Абразивные шлифовальные ленты
- с более мелкой зернистостью — для удаления теплового оттенка, удаления заусенцев и создания направленного зерна на нержавеющей стали. В зависимости от желаемой отделки требуется ряд размеров зернистости (матовая – 150/180, сатиновая 180/220, матовая 240/280)
- Войлочные полировальные круги 4-1/2″ x 7/8″ Polish Plus — для полировки нержавеющей стали до яркого блеска или зеркального блеска с помощью угловой шлифовальной машины
- Плоские войлочные полировальные круги 4-1/2″ x 7/8″ Polish Plus XL– для полировки нержавеющей стали до яркого блеска или зеркального блеска с помощью угловой шлифовальной машины
- Полировальные составы – используются с войлочными дисками и войлочными лепестковыми дисками для полировки нержавеющей стали до яркого блеска или зеркального блеска
У вас есть дополнительные вопросы об абразивах для нержавеющей стали?
Пожалуйста, не стесняйтесь обращаться к нам. Мы знаем, насколько сложным может быть поиск лучших абразивов для вашей работы. Мы здесь, чтобы помочь вам как можно лучше. Пожалуйста, не стесняйтесь обращаться к одному из наших экспертов в Empire Abrasives по телефону 1-800-816-3824. Независимо от того, опытный вы или новичок – мы всегда рады протянуть руку помощи.
Мы знаем, насколько сложным может быть поиск лучших абразивов для вашей работы. Мы здесь, чтобы помочь вам как можно лучше. Пожалуйста, не стесняйтесь обращаться к одному из наших экспертов в Empire Abrasives по телефону 1-800-816-3824. Независимо от того, опытный вы или новичок – мы всегда рады протянуть руку помощи.
Какие отрезные диски лучше всего подходят для стали/металла?
У пользователей-любителей, приступающих к проектам в области производства металлов, где требуется резка стали, всегда возникает первоначальный вопрос о том, какой абразивный продукт лучше всего подходит для эффективной резки как нержавеющей, так и низкоуглеродистой стали. Есть несколько ключевых факторов, определяющих выбор как подходящего электроинструмента для вашего проекта, так и наиболее эффективного абразива для резки стали для вашего проекта. Для пользователей, занимающихся самостоятельным производством, эти факторы во многом зависят от типа материала, который необходимо разрезать, толщины металла, который необходимо разрезать, и доступности области металла, которую необходимо разрезать. Мы стремимся пройти через лучший абразив для работы ниже.
Мы стремимся пройти через лучший абразив для работы ниже.
Сталь можно резать с помощью различного силового оборудования, в зависимости от формы стали, которую необходимо разрезать. Установленная на столе пила с откидной пилой подходит для режущего диска 14 дюймов 350 мм или 16 дюймов 400 мм, и она больше всего подходит для более тяжелых стальных работ, поскольку отрезная пила может резать практически любой металл с помощью правильного режущего диска.
Настольная пила особенно удобна для быстрой и точной резки повторяющихся отрезков стали. Ограничение этого инструмента в том, что он будет резать только по прямой 9.угол 0º. Для тонких, неудобных автомобильных работ вам может подойти роторный или воздушный инструмент. Это особенно полезные электроинструменты для работы в труднодоступных местах, где нельзя маневрировать более тяжелыми и громоздкими инструментами. Вы также можете резать металл ножовкой, однако это гораздо более интенсивная работа, которую электроинструмент может сделать за долю времени.
Однако самым популярным и универсальным электроинструментом для резки стали является угловая шлифовальная машина , из-за ее размера, доступности и портативности. Угловые шлифовальные машины можно приобрести в различных размерах, чтобы они подходили к абразивным отрезным дискам разных размеров. Каждая угловая шлифовальная машина будет работать с разными оборотами в минуту, чтобы соответствовать соответствующему диску, поэтому важно не устанавливать на угловую шлифовальную машину диск неправильного размера. У них также будет защитный кожух, который никогда не следует снимать для установки круга, не предназначенного для размера кофемолки.
Угловая шлифовальная машина включает в себя шайбу шпинделя и гайку шпинделя, которые можно устанавливать в различных конфигурациях для установки более толстых или тонких кругов или вообще снимать их при навинчивании проволочных колес и чашек на шпиндель с резьбой. Самые популярные размеры угловых шлифовальных машин в Австралии как для профессиональных производителей, так и для домашних мастеров: 4″ 100 мм и 5″ 125 мм.
Существует два типа обычных отрезных кругов, подходящих для угловой шлифовальной машины: тип 1, плоский; и тип 27 с вдавленным центром.
Вообще говоря, круги типа 1 обеспечивают большую универсальность, особенно при резке профилей, углов или чего-либо, что требует от оператора резки двух разных плоскостей режущей поверхности. С другой стороны, колеса типа 27 идеально подходят для прохождения крутых поворотов или выступов. Углубленный центр колеса типа 27 обеспечивает дополнительный зазор, иногда необходимый для выполнения работы. Настоятельно рекомендуется, чтобы обычный пользователь-сделай сам приобрел плоский отрезной круг типа 1, который является более популярным типом круга.
Выбор зерна и качества отрезных кругов
Наиболее популярным зерном, используемым в производстве абразивных отрезных кругов, является оксид алюминия. Это более мягкая связка, благодаря которой рез получается быстрым, гладким и легко контролируемым.
Эти отрезные круги из оксида алюминия можно приобрести с качеством INOX, что означает, что абразивный круг не содержит железа и поэтому может резать как нержавеющую, так и мягкую сталь. Если на отрезном круге не указано использование для обработки нержавеющей стали или на этикетке не указано INOX, то, скорее всего, он подходит только для резки низкоуглеродистой стали. Поскольку нержавеющая сталь является одной из самых сложных для резки сталей, диск, разрезающий нержавеющую сталь, будет резать все типы металлов, включая алюминий, листовой металл, арматуру и другие низкоуглеродистые стали.
Выбор толщины отрезных кругов
Отрезные круги бывают разной толщины, а тип выбираемого круга зависит от типа, формы и толщины разрезаемой стали. Для стандартных повседневных работ по нержавеющей или низкоуглеродистой стали с использованием угловой шлифовальной машины выберите диск толщиной 1 мм или 1,6 мм.
Для работ с тонким металлом, например листовым металлом, выберите отрезной круг на 1,0 или 0,8 мм тоньше. Эти более тонкие диски будут обрабатывать металл быстрее и, как таковые, сводят к минимуму обесцвечивание и оставляют меньше работы по очистке поверхности металла после того, как вы закончите.
Эти более тонкие диски будут обрабатывать металл быстрее и, как таковые, сводят к минимуму обесцвечивание и оставляют меньше работы по очистке поверхности металла после того, как вы закончите.
При работе с алюминием для достижения наилучших результатов рекомендуется нанести на режущий диск воск для резки или другой тип смазки для пилы, чтобы продлить срок службы лезвия и избежать сколов. Для тяжелых работ по резке стали, когда вам необходимо прорезать металл значительной толщины, выберите отрезной диск толщиной 1,6 мм или 2,5 мм. Однако важно отметить, что более толстые круги режут медленнее и создают большее трение и тепло при резке, что часто приводит к обесцвечиванию заготовки и требует дополнительных операций для финишной обработки.
Советы по использованию отрезных кругов на угловой шлифовальной машине Правило номер один при использовании угловой шлифовальной машины — БЕЗОПАСНОСТЬ. Это означает; правильный круг для шлифовальной машины такого размера, соответствующее защитное снаряжение (защитные перчатки, лицевой щиток, защитные очки и т. д.), позвольте колесу делать свою работу — не давите на него и следите за тем, что вы делаете. Важно использовать равномерное давление и последовательное движение через разрез. Позвольте колесу сделать всю работу и используйте вес инструмента для завершения разреза. Слишком сильное нажатие увеличивает скорость резки, но также вызывает нагрев и трение, что в конечном итоге сокращает срок службы круга и может быть очень опасным.
д.), позвольте колесу делать свою работу — не давите на него и следите за тем, что вы делаете. Важно использовать равномерное давление и последовательное движение через разрез. Позвольте колесу сделать всю работу и используйте вес инструмента для завершения разреза. Слишком сильное нажатие увеличивает скорость резки, но также вызывает нагрев и трение, что в конечном итоге сокращает срок службы круга и может быть очень опасным.
Хороший поставщик абразивов будет иметь в наличии ряд отрезных дисков для низкоуглеродистой и нержавеющей стали, подходящих для настольной пилы, угловой шлифовальной машины и пневмоинструмента. Австралийская компания Smith & ARROW предлагает режущие абразивы, подходящие для всех размеров пил, пневматических инструментов, вращающихся инструментов, роликовых инструментов и угловых шлифовальных машин. Мы продаем очень качественные отрезные диски для рынка металлообработки.
Smith & ARROW — единственная линейка абразивов в Австралии, получившая НЕЗАВИСИМУЮ СЕРТИФИКАЦИЮ на весь ассортимент отрезных и шлифовальных кругов (диаметром не менее 100 мм) в соответствии с Австралийский стандарт AS1788. 1- 1987 от SAI Global. В результате компания Smith & ARROW получила лицензию SAI Global на использование знака сертификации качества «5 Tick» — одного из самых узнаваемых и уважаемых знаков качества в мире — на этикетках и упаковке всех наших отрезных и шлифовальных кругов. в этом диапазоне под брендом Smith & ARROW.
1- 1987 от SAI Global. В результате компания Smith & ARROW получила лицензию SAI Global на использование знака сертификации качества «5 Tick» — одного из самых узнаваемых и уважаемых знаков качества в мире — на этикетках и упаковке всех наших отрезных и шлифовальных кругов. в этом диапазоне под брендом Smith & ARROW.
Наряду с широким и постоянно растущим ассортиментом высококачественных промышленных расходных материалов, которые представляют собой удивительное соотношение цены и качества для наших клиентов, Smith & ARROW поставляет отрезные круги, подходящие для всех сталей, различной толщины в соответствии с вашими предпочтениями. Посмотреть весь ассортимент режущих дисков можно здесь.
CROWN Электроинструменты – Принадлежности – Садовые инструменты
Прямая форма Прямая форма идеальна для резки.
Куполообразная форма Куполообразная форма идеальна для шлифовальных работ.
Патрон SDS-Plus Подходит для принадлежностей с эквивалентным хвостовиком. Это позволяет быстрое ручное крепление.
Это позволяет быстрое ручное крепление.
4-лезвийный Конструкция 4-лезвийной режущей головки предотвращает заклинивание сверла при столкновении со стальными прутьями.
4 зуба Конструкция с 4 зубьями обеспечивает быстрое удаление стружки, снижает износ и снижает вибрацию.
Канавка качения Запатентованная канавка качения для большей прочности и лучшего дренажа.
Бомбовидная форма
Угловая форма T29 является лучшим решением для контурирования и придания формы поверхностям, поскольку она способна к более агрессивному шлифованию.
Опорная пластина из стекловолокна
Опорная пластина из синтетической смолы из стекловолокна обеспечивает долговечность и стабильность при работе в тяжелых условиях.
Влажная резка Аксессуар, специально разработанный для резки с водяным охлаждением.
Сухая резка Аксессуар, специально разработанный для резки без охлаждающей жидкости.
Соединительная резьба 1-1/4″ – 7 UNC
Долото совместимо с алмазными коронками с мокрым бурением с резьбовым соединением 1-1/4″ – 7 UNC.
Сухая резка Аксессуар, специально разработанный для резки без охлаждающей жидкости.
Влажная/сухая резка
Аксессуар, специально разработанный для резки с охлаждающей жидкостью и без нее.
Сталь, легированная Cr-V
Изготовлена из хромованадиевой стали, специального сплава, который увеличивает и улучшает типичные свойства стали, известной своей превосходной твердостью и жесткостью.
Углеродистая сталь Изготовлен из твердой углеродистой стали. Углеродистая сталь является одним из излюбленных материалов для производства инструментов, так как обладает превосходными свойствами пластичности, прочности и долговечности.
Щипцы для внутренних стопорных колец с прямым концом Щипцы для внутренних стопорных колец с прямым концом
Щипцы для внутренних стопорных колец с изогнутой головкой Щипцы для внутренних стопорных колец с изогнутой головкой
Щипцы для наружных стопорных колец с прямой головкой Клещи для наружных стопорных колец с прямой головкой
Щипцы для наружных стопорных колец2 изогнутые3 , с загнутым концом
Изогнутые губки
Клещи оснащены изогнутыми губками.
Длинные губки
Плоскогубцы оснащены длинными губками.
Сталь из сплава хрома и молибдена
Этот сплав используется для работы при высоких давлениях и температурах из-за его коррозионной стойкости, высокой температуры и прочности на растяжение.
Типы заклепок
Позволяет использовать заклепки из алюминия.
Типы заклепок
Позволяет использовать заклепки из алюминия и нержавеющей стали.
Магнитный
Инструмент оснащен магнитной вставкой.
Шестигранный ключ
Шестигранный ключ.
Шестигранные ключи с шариковым наконечником
Головка с шариковым наконечником позволяет использовать ключи с небольшим наклоном, не заставляя пользователя держать инструмент перпендикулярно.
Torx
Головка в форме Torx.
Кованый
Инструмент, изготовленный методом ковки. Обработка улучшает механические свойства стали, придавая материалу однородность и прочность.
Двойная метрическая/британская шкала
Градуированная шкала с двойной единицей измерения для большей универсальности в использовании
2 лезвия в комплекте
В комплект входят 2 запасных отламывающихся лезвия
3 лезвия в комплекте
В комплект входят 3 запасных отламывающихся лезвия
Гладкий механизм на 72 зубца Профессиональная трещотка с механизмом на 72 зубца очень высокого качества, с точным и плавным ходом.
Квадратный хвостовик 1/2 дюйма
Позволяет быстро менять торцевые ключи и аксессуары с квадратным держателем 1/2 дюйма.
Приводной квадрат 1/4″
Позволяет быстро менять торцевые ключи и принадлежности с держателем квадрата 1/4″.
Приводной квадрат 3/8″. квадратный держатель
Белая резиновая смесь
Головка киянки изготовлена из белой резиновой смеси.
Черная резиновая смесь
Головка молотка изготовлена из черной резиновой смеси.
Черно-белая резиновая смесь
Головка киянки изготовлена из черно-белой резиновой смеси.
С покрытием из ПВХ
Молоток с покрытием из ПВХ.
24 TPI
Диск имеет 24 зубца на дюйм.
Лезвие SK5
Лезвие изготовлено из стали SK5.
3 шлифованных зуба
Благодаря особой форме зубьев, заточенных с 3 сторон, резка становится проще и чище
45° с углом наклона
Благодаря форме рукоятки пилу можно использовать как угольник для трассировки косых линий под углом 45°
90° угол трассировки
Благодаря форме рукоятки пилу можно использовать как угольник для трассировки перпендикулярные линии
65Mn
Инструмент изготовлен из марганцовистой стали.
Кнопка Easy Lock
Лезвие фиксируется замком безопасности и может быть легко разблокировано даже в перчатках благодаря удобной кнопке на верхней части
Алюминий
, изготовленный из алюминиевого сплава, который сочетает в себе жесткость и прочность с превосходной легкостью
Тепловая обработка UHF
Snapoff Blade
. Нож использует сплетен . В ноже используются сменные трапециевидные лезвия, которые можно использовать с обеих сторон
Нож использует сплетен . В ноже используются сменные трапециевидные лезвия, которые можно использовать с обеих сторон
5 лезвий в комплекте
В комплект входят 5 запасных трапециевидных лезвий
АБС-пластик
Изготовлен из высококачественного пластика с очень высокими стандартами прочности и долговечности.
Зажим для ремня Инструмент снабжен крючком для удобной переноски.
1680D Ткань Оксфорд
Прочная ткань, устойчивая к разрывам и истиранию, долговечная, идеально подходит для тяжелых условий эксплуатации.
Нетканый материал из полиэстера
Состоит из трех слоев полиэфирной нити.
stone
concrete
Reinforced concrete
masonry
tiles
marble
Cutting edge high-frequency treated
Black polished
Рукоятка из двух материалов
Удобная ручка
Multi-Material Rande, для эргономичной, безопасной и удобной сцепления
Индукционная закачка
Spring Hompend
Хром ПЛАТНЫЙ ПЛОНА
2222 ХХОЛОВОЙ ПЛАТНЫЙ ПЛАТНЫЙ КЛАДИН 222. ХРМИНГ.
ХРМИНГ.Стандартный размер
Удлиненный размер
Удлиненный размер
Минимальный рабочий угол 5°
9092 Хромирование823
Быстросъемный
Черная отделка
Эргономичная рукоятка Облегчает изогнутые пропилы.
` Fiberglass handle
Green oak wood handle
Wooden handle
Steel balls anti-rebound
Interchangeable head
Safety guard
Aluminum alloy body
Тефлоновое покрытие
НЕПОЛИНГОВАЯ ПЕРЕДЕЛЕНИЯ
Пластиковый нож. Включено
АРДАРТИРОВАНСКИЙ
HICKORY WOOD HARD замена лезвия
Лезвие можно быстро заменить благодаря простому и безопасному механизму блокировки
Канавка для резки струны
Безопасный замок
Благодаря предохранителю лезвие не может двигаться во время использования, что делает невозможным случайное высвобождение
Карманный зажим
Патентованная конструкция
Лента из стекловолокна
90 ° Плеймба. 0823
0823
45 # Стальной стержень
Китай Шлифовальный круг из нержавеющей стали, Шлифовальный круг из нержавеющей стали Производители, Поставщики, Цена
Главная Инструменты и оборудование Шлифовальный круг Шлифовальный круг из нержавеющей стали 2022 Список продуктов
Шлифовальный круг из нержавеющей стали 51 352 товары найдены из 2 139
Вид:
Просмотр списка
Просмотр галереи
Вопросы и ответы о шлифовальном круге из нержавеющей стали
Q
Сколько стоит шлифовальный круг из нержавеющей стали?
Product Features
Min Order
Search Within
Material
Abrasive
Shapes
Grain Size
Cylindricity
Circular Degree
Technics
Working Style
See More Features
Company Features
Тип элемента
- Бриллиантовый член
- Золотой участник
- Проверенный поставщик
Тип бизнеса
Возможности НИОКР
Город
- Цзиньхуа (8 582)
- Циндао (3689)
- Чжэнчжоу (3527)
- Цзинань (2787)
- Цзыбо (1850)
- Фошань (1754)
- Пиндиншань (1594)
- Уси (1478)
- Шэньчжэнь (1408)
- Наньпин (1331)
- Подробнее
Дорожная карта для шлифовки и чистовой обработки нержавеющей стали
Для обеспечения надлежащей пассивации техник электрохимически зачищает продольный сварной шов в прокате из нержавеющей стали. Изображения предоставлены Walter Surface Technologies
Изображения предоставлены Walter Surface Technologies
Представьте себе, что изготовитель получает контракт на изготовление критической нержавеющей стали. Листовой металл и трубчатые секции проходят через резку, гибку и сварку, а затем попадают на чистовую станцию. Деталь состоит из пластины, приваренной вертикально к трубе. Сварной шов выглядит нормально, но это не то совершенство, которое ищет покупатель. Таким образом, шлифовщик тратит время на удаление большего количества металла сварного шва, чем обычно. Затем, увы, на поверхности появляется заметное посинение — явный признак чрезмерного подвода тепла. В данном случае это означает, что деталь не будет соответствовать требованиям заказчика.
Шлифовка и отделка, обычно выполняемая вручную, требуют ловкости и ловкости. Ошибки в чистовой обработке могут быть чрезвычайно дорогими, учитывая всю ценность, которая уже вложена в заготовку. Добавьте дорогой термочувствительный материал, такой как нержавеющая сталь, и затраты на доработку и лом возрастут еще больше. Добавьте такие осложнения, как загрязнение и сбой пассивации, и когда-то прибыльная работа с нержавеющей сталью может стать убыточной и даже репутационной авантюрой.
Добавьте такие осложнения, как загрязнение и сбой пассивации, и когда-то прибыльная работа с нержавеющей сталью может стать убыточной и даже репутационной авантюрой.
Как производители могут предотвратить все это? Они могут начать с получения знаний о шлифовке и чистовой обработке, о том, какую роль каждый из них играет и как каждый из них влияет на заготовку из нержавеющей стали.
Шлифовка и чистовая обработка
Это не синонимы. На самом деле у каждого принципиально разные цели. При шлифовке удаляются такие материалы, как заусенцы и лишний металл сварного шва, а чистовая обработка придает поверхности металла шероховатость. Путаница понятна, если учесть, что при шлифовке крупнозернистым кругом быстро удаляется много металла, оставляя при этом очень глубокие царапины. Но при шлифовке царапины — это лишь последствие; целью является быстрое удаление материала, особенно при работе с термочувствительным металлом, таким как нержавеющая сталь.
Финишная обработка выполняется поэтапно: оператор начинает с более крупной зернистости и переходит к более мелкозернистым шлифовальным дискам, нетканому абразиву и, возможно, войлочной ткани и полировочной пасте для достижения зеркального блеска. Цель состоит в том, чтобы добиться определенной окончательной отделки (рисунка царапин). И каждый шаг (более мелкая зернистость) удаляет более глубокие царапины с предыдущего шага и заменяет их меньшими царапинами.
Поскольку шлифовка и чистовая обработка преследуют разные цели, они часто не дополняют друг друга и при неправильной стратегии использования расходных материалов могут работать друг против друга. Для удаления лишнего металла шва оператор использует шлифовальный круг и оставляет очень глубокие царапины, а затем передает деталь отделочнику, который теперь должен тратить много времени на удаление этих глубоких царапин. Эта последовательность, от шлифовки к чистовой обработке, по-прежнему может быть наиболее эффективным способом удовлетворения требований заказчика к чистовой обработке. Но опять же, это не дополнительные процессы.
Довольно часто поверхности заготовок, спроектированные с учетом технологичности, не требуют ни шлифовки, ни финишной обработки. Детали, которые подвергаются только шлифовке, делают это потому, что шлифовка — это самый быстрый способ удалить сварной шов или другой материал, а глубокие царапины, оставленные шлифовальным кругом, вполне соответствуют требованиям заказчика. Детали, которые требуют только чистовой обработки, изготавливаются таким образом, что они не требуют чрезмерного удаления материала. Ярким примером является деталь из нержавеющей стали с красивым сварным швом вольфрамовой дугой, который нужно только смешать и согласовать с отделочным рисунком основного материала.
Стратегии шлифования
Шлифовальный станок с шлифовальным кругом с низким коэффициентом съема может столкнуться со значительными трудностями при работе с нержавеющей сталью. Опять же, чрезмерное нагревание может вызвать посинение и изменить свойства материала. Цель состоит в том, чтобы сохранить нержавеющую сталь как можно более холодной на протяжении всего процесса.
С этой целью можно выбрать шлифовальный круг с максимально возможной скоростью съема материала для области применения и бюджета. Круги с зернами циркония шлифуют быстрее, чем оксид алюминия, но в большинстве случаев керамический шлифовальный круг работает лучше всего.
Чрезвычайно прочные и острые керамические зерна изнашиваются уникальным образом. Вместо того, чтобы стираться гладко, они сохраняют свою острую кромку по мере того, как постепенно ломаются. Это означает, что они могут очень быстро удалять материал, часто за долю времени, которое другие шлифовальные круги могут. Это обычно делает керамические шлифовальные круги вполне оправданными за дополнительную плату. Они хорошо подходят для обработки нержавеющей стали, поскольку быстро удаляют крупную стружку, генерируя меньше тепла и деформации.
Рабочий на участке подготовки к сварке шлифует трубу из нержавеющей стали.
Независимо от того, какой шлифовальный круг выбирает производитель, он должен помнить о возможном загрязнении. Большинство производителей знают, что они не могут использовать один и тот же шлифовальный круг как для углеродистой, так и для нержавеющей стали. Многие физически разделяют свои операции по шлифовке углеродистой и нержавеющей стали. Даже крошечная искра от углеродистой стали, попадающая на заготовку из нержавеющей стали, может вызвать проблемы с загрязнением. Многие отрасли промышленности, такие как фармацевтика и ядерная промышленность, требуют расходных материалов, не содержащих загрязняющих веществ. Это означает, что шлифовальные круги, используемые для обработки нержавеющей стали, должны практически не содержать (менее 0,1%) железа, серы и хлора.
Шлифовальные круги сами по себе не шлифуют; им нужен электроинструмент. Любой может рекламировать преимущества абразивного круга или электроинструмента, но реальность такова, что электроинструменты и их шлифовальные круги работают как система. Керамические круги предназначены для работы с УШМ с определенной мощностью и крутящим моментом. Хотя некоторые пневматические шлифовальные машины имеют необходимые характеристики, в большинстве случаев шлифование керамическим кругом выполняется с помощью электроинструментов.
Шлифмашина с недостаточной мощностью и крутящим моментом может вызвать серьезные проблемы даже с самым совершенным абразивом. Недостаток мощности и крутящего момента приводит к тому, что инструмент значительно замедляется под давлением, что, по сути, не позволяет керамическим частицам на колесе делать то, для чего они предназначены: быстро удалять крупную металлическую стружку и, таким образом, меньше нагревать инструмент. материал.
Это может усугубить порочный круг: операторы шлифовки видят, что материал не удаляется, поэтому они инстинктивно нажимают сильнее, что, в свою очередь, приводит к чрезмерному нагреву и посинению. В конце концов они давят так сильно, что остекляют колесо, что заставляет их давить еще сильнее и выделять больше тепла, прежде чем они понимают, что им нужно заменить колесо. Если работать таким образом с тонкой трубкой или листом, они в конечном итоге просто прорывают материал.
Конечно, этот порочный круг может возникнуть даже с самыми лучшими доступными инструментами, если операторы не обучены должным образом, особенно когда речь идет о давлении, которое они прикладывают к заготовке. Наилучшей практикой является максимальное приближение к номинальной силе тока кофемолки. Если операторы используют кофемолку на 10 ампер, они должны нажимать достаточно сильно, чтобы кофемолка потребляла около 10 ампер.
Если производитель обрабатывает много дорогостоящей нержавеющей стали, использование амперметра может помочь стандартизировать операции шлифования. Конечно, в действительности амперметр регулярно используется лишь в немногих операциях, поэтому лучше всего внимательно слушать. Если операторы слышат и чувствуют, как быстро падают обороты, они, вероятно, перегружают двигатель.
Прослушивание слишком легкого прикосновения (то есть слишком слабого давления) может быть затруднено, поэтому в этом случае может помочь обратить внимание на искровой поток. При шлифовке нержавеющей стали образуются более темные искры, чем из углеродистой стали, но они все равно должны быть видимыми и равномерно выступать за пределы рабочей зоны. Если операторы внезапно видят меньше искр, это, вероятно, связано с тем, что либо они не прилагают достаточного усилия, либо шлифовальный круг покрыт глазурью.
Операторы также должны поддерживать постоянный рабочий угол. Если они подходят к заготовке под прямым углом (почти параллельно заготовке), они рискуют перегреть большую площадь; если они подходят под слишком большим углом (ближе к вертикали), то рискуют впиться краем колеса в металл. Если они используют шлифовальный круг Тип 27, они должны приближаться к работе под углом от 20 до 30 градусов. Если у них колесо типа 29, их рабочий угол должен составлять около 10 градусов.
Шлифовальные круги типа 28 (конические) обычно используются для шлифования плоских поверхностей для удаления материала на более широкой траектории шлифования. Эти конические круги также лучше всего работают при более низком угле шлифования, около 5 градусов, поэтому они помогают снизить утомляемость оператора.
Это вводит еще один важный фактор: выбор правильного типа шлифовального круга. Колеса типа 27 имеют точку контакта с металлической поверхностью; Колеса типа 28 имеют линию контакта из-за их конической формы; а колеса Type 29 имеют контактную поверхность.
Рабочий чистит раму из нержавеющей стали с помощью шлифовального круга.
Безусловно, наиболее распространенные круги типа 27 подходят для многих применений, но их форма затрудняет работу с деталями с глубокими контурами и изгибами, например, со сварной сборкой из трубы из нержавеющей стали. Контурная форма Type 29колеса облегчают работу операторам, которым необходимо шлифовать как изогнутые, так и плоские поверхности. Круги типа 29 делают это за счет увеличения площади контакта с поверхностью, что означает, что операторам не нужно тратить много времени на шлифовку в каждом месте, что является хорошей стратегией уменьшения накопления тепла.
На самом деле это касается любого шлифовального круга. При шлифовании операторы никогда не должны долго оставаться на одном месте. Скажем, оператор снимает металл с галтели длиной в несколько футов. Он мог манипулировать колесом короткими движениями вверх-вниз, но это могло привести к перегреву заготовки, потому что он удерживает колесо на одном небольшом участке в течение длительного времени. Чтобы уменьшить тепловложение, оператор может пройти весь шов в одном направлении возле одного края сварного шва, затем поднять инструмент (давая рабочему времени остыть) и пройти заготовку в том же направлении возле другого края сварного шва. Другие методы также могут работать, но все они имеют одну общую черту: они позволяют избежать перегрева, удерживая шлифовальный круг в движении.
Часто используемый метод «зачесывания вниз» также помогает достичь этого. Скажем, оператор шлифует сварной шов встык в плоском положении. Чтобы уменьшить тепловой стресс и чрезмерное копание, он избегает толкать шлифовальный станок вдоль сустава. Вместо этого он начинает с конца и проводит болгаркой вдоль сустава. Это также предотвращает слишком сильное заглубление круга в материал.
Конечно, любая техника может перегреть металл, если оператор работает слишком медленно. Работайте слишком медленно, и оператор может перегреть заготовку; идти слишком быстро, и шлифовка может занять много времени. Нахождение оптимальной скорости подачи обычно приходит с опытом. Но если операторы новички в этой работе, они могут шлифовать лом, чтобы научиться «чувствовать» правильную скорость подачи обрабатываемой детали.
Стратегии чистовой обработки
Стратегии окончательной обработки зависят от состояния поверхности материала, когда он поступает и покидает отдел отделки. Установите начальную точку (полученное состояние поверхности) и конечную точку (желаемый результат), а затем разработайте план, который найдет лучший путь между этими двумя точками.
Обычно лучший путь не начинается с высокоагрессивного абразива. Это может показаться нелогичным. В конце концов, почему бы не начать с грубой зернистости, чтобы получить грубую поверхность, а затем перейти к более мелкой зернистости? Не будет ли начало с более мелкого зерна чрезвычайно неэффективным?
Не обязательно, опять же дело в характере отделки. С каждым шагом до более мелкой зернистости отделочники заменяют более глубокие царапины более мелкими и тонкими. Если они начинают, скажем, со шлифовального или лепесткового диска с зернистостью 40, они оставляют глубокие царапины на металле. Если эти царапины приближают поверхность к желаемой отделке, отлично; Вот почему существуют расходные материалы для чистовой обработки с зернистостью 40. Но если клиент требует, скажем, отделки № 4 (направленная шлифовка), глубокие царапины, оставленные этим абразивом с зернистостью 40, потребуют много времени для удаления. Отделочники будут либо уменьшать размер зернистости, либо тратить много времени на мелкозернистый абразив, чтобы удалить эти большие царапины и заменить их более мелкими. Все это не только неэффективно, но и вносит избыточное тепло в заготовку.
Конечно, использование мелкозернистого абразива на шероховатой поверхности может быть медленным и, в сочетании с плохой техникой, приводит к чрезмерному нагреву. Вот где может помочь откидной диск «два в одном» или чередующийся диск. Эти диски состоят из абразивной ткани в сочетании с материалом для подготовки поверхности. Они эффективно позволяют отделочнику удалять материал с помощью абразива, оставляя при этом более гладкую поверхность.
Следующий шаг к окончательной отделке может включать использование нетканого материала, и это иллюстрирует еще одну особенность, уникальную для отделки: этот процесс лучше всего работает с электроинструментом с регулируемой скоростью. Угловая шлифовальная машина, работающая со скоростью 10 000 об/мин, может работать с некоторыми абразивными материалами, но она сразу расплавит некоторые нетканые материалы. По этой причине отделочники снижают скорость до 3000–6000 об/мин, прежде чем начинать этап отделки с нетканым расходным материалом. Конечно, точная скорость зависит от области применения и расходных материалов. Например, нетканые барабаны обычно используются при скорости от 3000 до 4000 об/мин, а диски для подготовки поверхности — от 4000 до 6000 об/мин.
Наличие подходящих инструментов — шлифовального станка с регулируемой скоростью, различных отделочных материалов — и определение оптимального количества шагов, по сути, дает карту, показывающую наилучший путь между полученным и готовым материалом. Точный путь варьируется в зависимости от приложения, но опытные отделочники прокладывают этот путь, используя аналогичные методы отделки.
Нетканый барабан для отделки поверхности из нержавеющей стали. Для эффективной финишной обработки и оптимального срока службы расходных материалов разные материалы для финишной обработки работают с разной скоростью вращения.
Во-первых, они не торопятся. Если они видят, что тонкая заготовка из нержавеющей стали нагревается, они прекращают чистовую обработку на одном участке и начинают на другом. Или они могут работать над двумя разными заготовками одновременно. Немного работают над одним, а затем над другим, давая время другой заготовке остыть.
При полировке до зеркального блеска финишер может выполнять перекрестную шлифовку финишным барабаном или диском в направлении, перпендикулярном предыдущему шагу. Взаимное шлифование выделяет области, где необходимо растушевать предыдущий рисунок царапин, но оно все еще не приводит поверхность к зеркальному блеску № 8. Для создания желаемого блестящего покрытия после удаления всех царапин необходима войлочная ткань и полировальный круг.
Чтобы получить правильную отделку, производитель должен предоставить отделочникам правильные инструменты, как настоящие инструменты, так и материалы, а также средства связи, такие как образцы, устанавливающие стандарты того, как должна выглядеть определенная отделка. Эти образцы, размещенные рядом с отделом отделки, в учебной документации, а также в литературе по продажам, помогают всем быть на одной волне.
Что касается реальных инструментов, включая электроинструменты и абразивные материалы, то геометрия некоторых деталей может представлять трудности даже для самых опытных сотрудников отдела чистовой обработки. Здесь могут помочь специализированные инструменты.
Предположим, что оператору необходимо закончить сборку тонкостенных труб из нержавеющей стали. Использование откидного диска или даже барабана может вызвать проблемы, вызывая избыточное тепло, а иногда даже создавая плоское пятно на самой трубке. Здесь могут помочь ленточные шлифовальные машины, предназначенные для труб. Ремень охватывает большую часть диаметра трубы, расширяя точку контакта, повышая эффективность и снижая подводимое тепло. Тем не менее, как и во всем остальном, отделочнику все равно необходимо перемещать ленточную шлифовальную машину в разные области, чтобы уменьшить чрезмерное накопление тепла и избежать посинения.
То же самое относится и к другим специальным инструментам для отделки. Рассмотрим ленточно-шлифовальный станок, предназначенный для труднодоступных мест. Отделщик может использовать его для зачистки углового сварного шва между двумя листами под острым углом. Вместо того, чтобы перемещать пальчиковую ленточно-шлифовальную машину вертикально (что-то вроде чистки зубов), чистильщик перемещает ее горизонтально вдоль верхнего края углового шва, а затем по нижнему краю, следя при этом за тем, чтобы пальчиковая шлифовальная машина не оставалась в одном месте. место надолго.
Доказательство пассивации
При сварке, шлифовке и чистовой обработке нержавеющей стали возникает еще одна сложность: обеспечение надлежащей пассивации. Остались ли после всех этих нарушений поверхности материала какие-либо загрязнения, которые могли бы помешать естественному формированию слоя хрома нержавеющей стали по всей поверхности? Последнее, что нужно производителю, — это разгневанный клиент, жалующийся на ржавые или загрязненные детали. Вот где в игру вступают надлежащая очистка и отслеживаемость.
Электрохимическая очистка может помочь удалить загрязнения для обеспечения надлежащей пассивации, но когда следует проводить эту очистку? Это зависит от приложения. Если производители очищают нержавеющую сталь для обеспечения полной пассивации, они обычно делают это сразу после сварки. Несоблюдение этого требования означало бы, что средства чистовой обработки могут собирать поверхностные загрязнения с заготовки и распространять их в других местах. Однако для некоторых критических применений производитель может добавить дополнительные этапы очистки и, возможно, даже проверить надлежащую пассивацию до того, как нержавеющая сталь покинет заводской цех.
Допустим, производитель сваривает важный компонент из нержавеющей стали для атомной промышленности. Опытный сварщик вольфрамовой дугой кладет идеальный шов стопки десяти центов. Но опять же, это критическое приложение. Сотрудник отдела чистовой обработки использует щетку, подключенную к системе электрохимической очистки, для очистки поверхности сварного шва. Затем он использует нетканый абразив и чистящую ткань, чтобы сгладить сварные швы и довести все до однородной щеточной поверхности. Затем идет последняя щетка с системой электрохимической очистки. После выдержки в течение дня или двух детали проверяются на надлежащую пассивацию с помощью ручного испытательного устройства. Результаты, задокументированные и сохраненные вместе с заданием, показывают, что деталь была полностью пассивирована перед тем, как покинуть завод.
Избегайте дорогостоящих переделок
Шлифовка, окончательная обработка и очистка для пассивации нержавеющей стали – все это обычно происходит далеко внизу по технологической цепочке на большинстве производственных предприятий. На самом деле, они обычно выполняются незадолго до того, как заказы отправляются за дверь.
Лист из нержавеющей стали тестируется на надлежащую пассивацию.
Изделие, которое не обработано должным образом, является одним из самых дорогих отходов и переделок, поэтому производителям имеет смысл еще раз взглянуть на свои отделы шлифовки и отделки.