Длина болта от толщины пакета: Подбор длины обычного болта в зависимости от толщины стягиваемого пакета
alexxlab | 10.07.1986 | 0 | Разное
Как выбрать длину болта
Главная » Разное » Как выбрать длину болта
Подбор длины обычного болта в зависимости от толщины стягиваемого пакета
Главная » Вес крепежа » Расчет длины обычного болта по толщине пакета
Данный калькулятор предназначен для расчета длины обычных болтов по ГОСТ 7798-70, ГОСТ Р ИСО 4014-2013.
Для вычисления требуемой длины болта нужны следующие данные: толщина пакета, количество и высота гаек, количество и толщина шайб, шаг резьбы.
Формула подбора длины болта:
Длина болта = толщина пакета (толщина соединяемых деталей, пластин) + высота гаек + толщина шайб + выступающий конец
|
Подбор длины обычного болта по толщине стягиваемого пакета |
|
Минимальная длина болта М16 – 75 мм. Количество витков резьбы выступающих из гайки – 3.  1 1 Максимальная длина болта М16 – 90 мм. Количество витков резьбы выступающих из гайки – 10.6 |
|
Длина резьбы болта 16*75 – 38 мм. Шаг резьбы – 2.0 мм. Высота гайки по ГОСТ – 14.8 мм. Толщина шайбы – 3.0 мм. |
1. Введите необходимую толщину соединяемых пластин, деталей (толщину пакета)
2. Выберите необходимое количество гаек и шайб
2. Щелкните мышью на любом свободном месте страницы
3. И вот Вы видите длину болта, который Вам необходим!
Всё очень просто – с новым калькулятором подбора крепежа в зависимости от толщины соединяемых деталей у Вас нет необходимости копаться в ГОСТах и таблицах!
Теперь подсчет длины болта занимает секунды!
Расчет длины болта по толщине пакета. Расчет длины болта онлайн. Толщина пакета болта. Вычисление длины болта.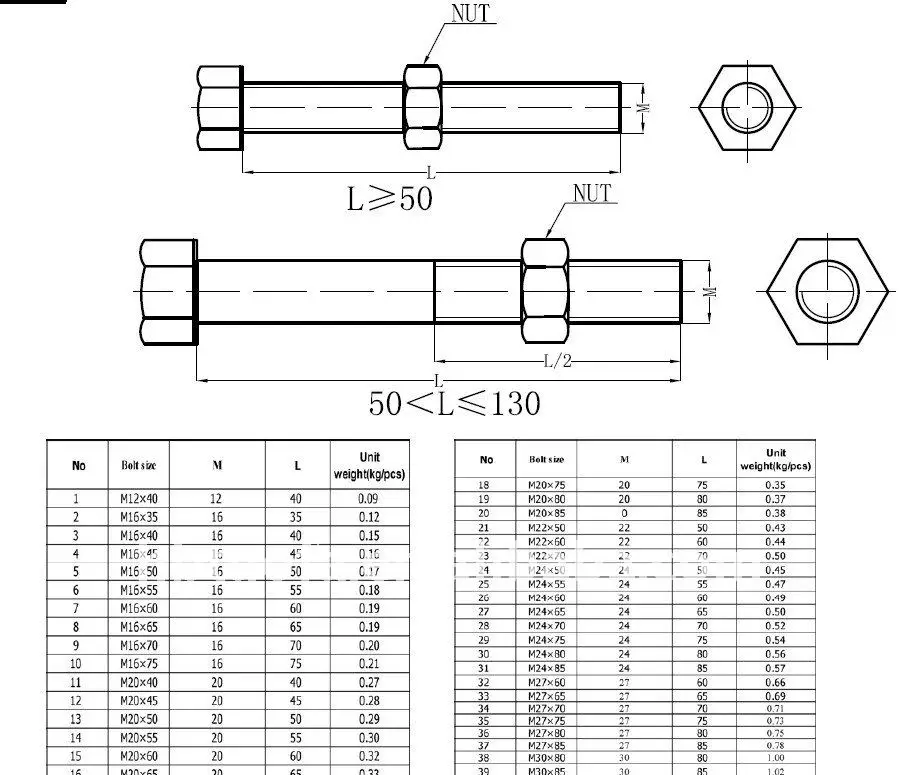
bashmetiz.ru
Подбор длины высокопрочного болта в зависимости от толщины стягиваемого пакета
Главная » Вес крепежа » Расчет длины высокопрочного болта по толщине пакета
Данный калькулятор предназначен для расчета длины ВЫСОКОПРОЧНЫХ болтов по ГОСТ Р 52646-2006.
Для вычисления требуемой длины болта нужны следующие данные: толщина пакета, количество и высота гаек, количество и толщина шайб, шаг резьбы. ВНИМАНИЕ! Расчет ведется для шайб второго исполнения.
Формула подбора длины болта:
Длина болта = толщина пакета (толщина соединяемых деталей, пластин) + высота гаек + толщина шайб + выступающий конец
|
Подбор длины ВЫСОКОПРОЧНОГО болта по толщине стягиваемого пакета |
|
Минимальная длина высокопрочного болта М24 – 130 мм. Количество витков резьбы выступающих из гайки – 2.  Максимальная длина высокопрочного болта М24 – 150 мм. Количество витков резьбы выступающих из гайки – 8.9 |
|
Длина резьбы высокопрочного болта 24*130 – 38 мм. Шаг резьбы – 3.0 мм. Высота высокопрочной гайки по ГОСТ – 24.2 мм. Толщина высокопрочной шайбы исп. 2 – 5.6 мм. |
1. Введите необходимую толщину соединяемых пластин, деталей (толщину пакета)
2. Выберите планируемое количество высокопрочных гаек и шайб для одного болтового соединения
2. Щелкните мышью на любом свободном месте страницы
3. И вот Вы видите длину высокопрочного болта, который Вам необходим!
Всё очень просто – с новым калькулятором подбора крепежа в зависимости от толщины соединяемых деталей у Вас нет необходимости копаться в ГОСТах и таблицах!
Теперь подсчет длины болта занимает секунды!
Расчет длины болта по толщине пакета.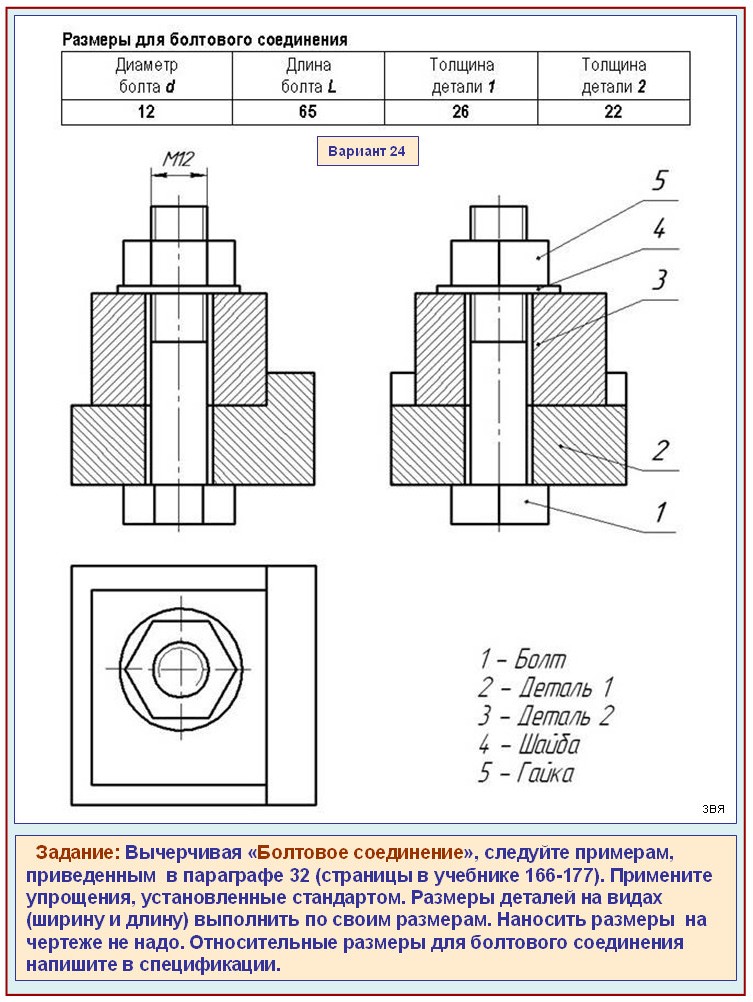 Расчет длины болта онлайн. Толщина пакета болта. Вычисление длины болта.
Расчет длины болта онлайн. Толщина пакета болта. Вычисление длины болта.
bashmetiz.ru
Как определить размер болта, гаек, шпилек, винтов
Определение размера крепежного изделия часто вызывает сложности. Без необходимых знаний и навыков потребуется много времени, чтобы выбрать подходящий метиз. На первый взгляд достаточно найти показатели толщины, длины и диаметра изделия. Но даже при выборе простых болтов и гаек возникают различные вопросы.
Главными параметрами, с помощью которых определяется вид и размер крепежного элемента, считаются длина, толщина и диаметр (в некоторых случаях высота).
Диаметр изделия обозначается буквой “D”, допускается написание как заглавной, так и маленькой (от сокращенного “diameter”). Соответственно, длина — это “lenght”, поэтому для обозначения используется буква “L”. Для толщины применяется понятие “stoutness” — “S”. Если понадобилось указать высоту, то указывается буква “H”, что означает “high”.
Перейдем к некоторым особенностям, которые встречаются при измерении основных видов метизов.
Определение размеров болта
Если болты имеют метрическую резьбу на стержне, то в прилагающейся документации используется формат MDxPxL. Обозначение расшифровывается следующим образом:
- M — указание метрической резьбы;
- D — показатель диаметра изделия;
- P — данные о шаге резьбы (виды отличаются, встречается мелкий, крупный, особо мелкий), при особо крупном значение не добавляется;
- L — показатель длины метиза.
Все перечисленные параметры указываются в миллиметрах.
Для того, чтобы узнать тип и размеры какого-либо болта, потребуется определить его вид. Рекомендуется руководствоваться отечественными стандартами ГОСТ или европейским ISO. Также допускается применение немецкого DIN. После того, как тип будет известен, можно определять размеры.
Диаметр крепежного элемента определяется с помощью различных инструментов — штангенциркуль, шаблонная линейка, а также микрометр. При этом точность измерений контролируется калибрами типа “ПР-НЕ”. Название приспособления расшифровывается как “проход-непроход”. Первая часть при накручивании на болт не требует прикладывания усилий, вторую деталь невозможно закрутить совсем.
Название приспособления расшифровывается как “проход-непроход”. Первая часть при накручивании на болт не требует прикладывания усилий, вторую деталь невозможно закрутить совсем.
Для измерения показателя длины также применяется линейка или штангенциркуль. Если потребовалось узнать шаг резьбы, то для крепежного элемента используется специальный инструмент шагомер. При отсутствии нужного приспособления допускается замер расстояния между парой витков с применением штангенциркуля.
Инструмент подойдет и предоставит точные показатели только в том случае, если измеряется крупный диаметр резьбы. Более правильные параметры получаются в результате проверки нескольких витков вместо двух. Полученный результат необходимо разделить на количество витков, используемых для измерения.
Если число, полученное в результате проверки, совпадает с каким-либо значением резьбового ряда, то это является справочным значением и искомый шаг присутствует. Если измерение не принесло необходимого результата, то вероятно перед вами дюймовый тип резьбы. В таком случае потребуется дополнительное уточнение для точного определения шага.
В таком случае потребуется дополнительное уточнение для точного определения шага.
Болты имеют определенные разновидности, которые определяются геометрической формой метиза. Поэтому методы измерения для каждой группы отличается. Различают 2 варианта:
- с выступающей формой головки;
- потайной вид головки.
Для определения длины крепежных элементов с выступающей головкой не требуется задействовать саму головку.
- метизы с шестигранной головкой, соответствующие нормативам ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- варианты с уменьшенными размерами головки и шестью гранями, изготовленные по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- крепежные элементы с высокой прочностью ГОСТ 22353-77;
- высокопрочные метизы с шестью гранями и увеличенным размером под ключ ГОСТ Р 52644-2006;
- болты, которые имеют шестигранную головку, а также дополнены направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70;
- головка метиза уменьшена, имеет 6 граней и применяется для монтажа в отверстия из-под развертки ГОСТ 7817-80;
- головка является увеличенной, также предусмотрен ус ГОСТ 7801-81;
- рым-болт, соответствующий отечественному стандарту ГОСТ 4751-73;
- варианты с полукруглой головкой увеличенных размеров, а также оснащенные квадратным подголовком ГОСТ 7802-81.
Если перед вами болт с потайной головкой, то потребуется измерять длину с учетом ее размеров:
- шинные метизы ГОСТ 7787-81;
- с потайной головкой, оснащенные усом и соответствующие нормативам ГОСТ 7785-81;
- стандартный вариант с квадратным подголовком и потайной разновидностью головки ГОСТ 7786-81.
Для определения вида болта и соответствующего ему стандарта применяется размер головки. Например, “под ключ” для головок с шестью гранями, если болт оснащен цилиндрической головкой, то используется диаметр.
Как правильно определить размер дюймового болта
Если рассматривать различную документацию для дюймовых болтов, то встречается аббревиатура для обозначения конструкции в виде D”-NQQQxL. Расшифровывается она следующим образом:
- D” — показатель диаметра резьбы, которая может быть указана как целое число, а также в формате дроби или номера, если метиз представлен с малым диаметром;
- N — обозначение, сколько витков находится на одном дюйме;
- QQQ — встречаются как 3, так и 4 буквы, которые означают дюймовую резьбу;
- L — показатель длины крепежного элемента, также измеряется в дюймах.

Если вам потребовалось узнать резьбовой диаметр для дюймового болта, то необходимо полученные показатели разделить на 25,4 мм. Значение в результате соответствует дюймовому. Затем цифры сопоставляются с подходящим в таблице UNC.
Для точного определения шага резьбы метиза нужно посчитать число витков, расположенных на дюйме крепежного элемента. Облегчить задачу можно с помощью дюймового резьбомера.
Показатели длины по методу измерения практически не отличаются от метрического варианта. Единственная разница в том, что полученный результат обязательно делится на 25,4 мм. Число также сравнивается, как резьбовой диаметр, с данными в таблице.
Как узнать размер винта
Винт с метрической резьбой, как и соответствующие болты, имеет аббревиатуру MDxPxL. Расшифровка тоже не отличается от стандартной:
- M — обозначается показатель метрической резьбы;
- D — показатель диаметра метиза;
- P — обозначение резьбы;
- L — данные о длине крепежного элемента.
Прежде чем начать измерения, определите, к какому стандарту относится винт, а также ознакомьтесь с разновидностью метиза. Диаметр резьбы конструкции получается соответственно методу, который применяется для измерения болтов.
Всего насчитывается 4 группы крепежных элементов:
- которые имеют выступающую головку;
- полупотайные;
- потайные;
- головка у винта отсутствует.
Для каждого варианта используются соответствующие отечественные стандарты:
- метизы, которые имеют головку в форме цилиндра и внутренний шестигранник, изготавливаются по ГОСТ 11738-84;
- для крепежных изделий, оснащенных полукруглой головкой, применим ГОСТ 17473-80;
- варианты с полупотайным типом головки соответствуют ГОСТ 17474-80;
- если перед вами винт, оснащенный потайной головкой, то для него используется ГОСТ 17475-80;
- установочная разновидность, которая отличается от других наличием прямого шлица, регулируется несколькими стандартами — ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
- метизы, относящиеся к категории установочных, для которых применяется шестигранник, соответствуют ГОСТ 8878-93, 11074-93, 11075-93;
- менее распространенные метизы с квадратным типом головки производят по стандартам ГОСТ 1482-84, 1485-84.

Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
В первом случае рабочая часть представлена по всей длине метиза, во втором случае используется только хвостовик, при этом конец для закручивания не учитывается.
Шпильки, как и другие метизы, производят по стандартам:
- метизы с резьбой DIN 975;
- размерный вариант, соответствующий DIN 976-1;
- конструкции, предназначенные для установки в гладкие участки, регулируются ГОСТ 22042-76, 22043-76;
- метизы для создания фланцевого прочного соединения ГОСТ 9066-75.
Также есть другие варианты, которые отличаются закручиваемым концом и показателем длины. Для них применяются прочие нормативы ГОСТ.
Как узнать размер заклепки
Полнотелые заклепки, оснащенные замыкающей головкой и устанавливающиеся с помощью молотка представлены в документах в виде аббревиатуры DxL. Расшифровка следующая:
- D — показатель диаметра тела;
- L — показатель длины.
В зависимости от используемых нормативов ГОСТ и конструкции полнотелой заклепки, возможна разница между способами определения длины метиза, поэтому предусмотрено 3 отдельных группы по видам:
- с выступающей головкой;
- крепежный элемент с потайной головкой;
- вариант с полупотайной головкой.
При изготовлении применяются разные ГОСТы:
- для метизов с головкой в форме цилиндра ГОСТ 10303-80;
- варианты с потайной головкой производятся согласно ГОСТ 10300-80;
- метизы с полукруглой формой головки ГОСТ 10299-80;
- полупотайной вариант ГОСТ 10301-80.

Также встречаются отрывные заклепки, монтаж которых производится за счет пистолета. Метизы в этом случае тоже обозначаются, как и предыдущие.
Если рассматривать стандарты производства, то можно выделить следующие:
- отрывные крепежные элементы с цилиндрической формой головки DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- вариант, оснащенный потайным вариантом головки DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Способы для измерения размера шплинта
Предусмотрено три варианта шплинтов, при этом для каждого применяется свой метод измерения.
У разводных шплинтов в число размеров входит условный диаметр. Значение параметра определяется показателем диаметра отверстия, предназначенного для монтажа. Примечательно, что реальный диаметр крепежного элемента имеет меньшие размеры, чем условный. Возможная разница между ними указана в ГОСТ 397-79.
Для нахождения длины разводного шплинта существует специальный способ. Метиз отличается коротким и длинным концом, поэтому требуется измерить участок от изгиба ушка крепежного элемента до окончания с короткой стороны.
Метиз отличается коротким и длинным концом, поэтому требуется измерить участок от изгиба ушка крепежного элемента до окончания с короткой стороны.
Игольчатый вариант шплинтов характеризуется фиксированной длиной, регулируемой нормативом DIN 11024. Чтобы узнать размер метиза, требуется проверить показатели диаметра шплинта.
Быстросъемные метизы, оснащенные кольцом, тоже отличаются фиксированной длиной. Для конструкций применяется DIN 11024. Чтобы узнать размер крепежного элемента, воспользуйтесь полученными показателями диаметра.
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером.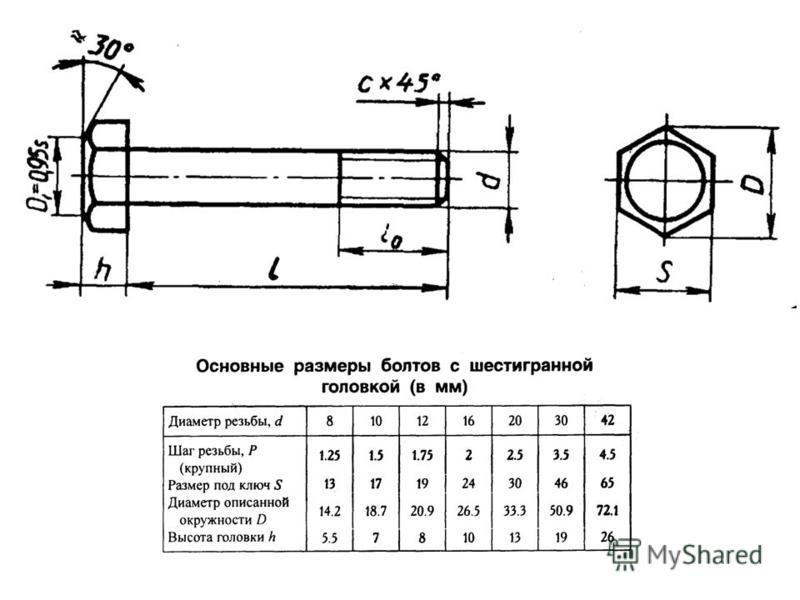 При этом не забывайте разделять полученное значение на 25,4 мм.
При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.
Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
boltzavod.ru
Как определить длину болта, винта, шпильки, шплинта
Вступление.
Казалось бы, определение длины у различных крепежных изделий не должно вызывать проблем. Для болтов и винтов достаточно измерить расстояние от опорной поверхности (основания шляпки) до конца резьбового стержня, а для шпилек – расстояние от одного резьбового конца до другого. В большинстве случаев так оно и есть, НО также есть некоторые нюансы, которые мы наглядно разберем.
Быстрый переход:
• Как определить длину болта;
• Как определить длину шпильки;
• Как определить длину винта;
• Как определить длину шплинта.
В большинстве справочников на чертежах длину крепежного изделия принято обозначать латинскими буквами “L” или “l” (лат. Longitudinem, англ. Length, нем. Länge, фр. Longueur)
Ниже указаны изделия, изготовленные по Государственным стандартам (ГОСТ). Вы можете найти соответствующие изделия по DIN, ISO в нашей статье Таблица соответствия DIN, ГОСТ, ISO на различный крепеж или на странице Справочник стандартов.
Определение длины болта.
Чертеж болта 1.
Длина болта равна расстоянию от опорной поверхности до концевой фаски резьбового стержня:
К каким болтам применимо:
• Болты с шестигранной головкой ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
• Болты с шестигранной уменьшенной головкой ГОСТ 7808-70, 7796-70, 15591-70;
• Болты высокопрочные ГОСТ 22353-77;
• Болты высокопрочные шестигранные с увеличенным размером под ключ ГОСТ Р 52644-2006.
Чертеж болта 2.
Длина болта равна расстоянию от опорной поверхности до концевой фаски резьбового стержня:
К каким болтам применимо:
• Болты с шестигранной головкой и направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70.
Чертеж болта 3.
Длина болта равна расстоянию от опорной поверхности и до цилиндрического укороченного конца болта:
К каким болтам применимо:
• Болты с шестигранной уменьшенной головкой для отверстий из-под развертки ГОСТ 7817-80.
Чертеж болта 4.
Длина болта равна расстоянию от опорной поверхности до концевой фаски резьбового стержня:
К каким болтам применимо:
• Болты с увеличенной полукруглой головкой и усом ГОСТ 7801-81.
Чертеж болта 5.
Длина болта равна расстоянию от опорной поверхности до концевой фаски резьбового стержня:
К каким болтам применимо:
• Болты с увеличенной полукруглой головкой и квадратным подголовком ГОСТ 7802-81.
Чертеж болта 6.
Длина болта равна расстоянию от верхнего края головки до концевой фаски резьбового стержня (прямо говоря ― длина всего изделия):
К каким болтам применимо:
• Болты с потайной головкой и усом ГОСТ 7785-81.
Чертеж болта 7.
Длина болта равна расстоянию от верхнего края головки до концевой фаски резьбового стержня (длина всего изделия):
К каким болтам применимо:
• Болты с потайной головкой и квадратным подголовком ГОСТ 7786-81.
Чертеж болта 8.
Длина болта равна расстоянию от верхнего края головки до концевой фаски резьбового стержня (длина всего изделия):
К каким болтам применимо:
• Болты шинные ГОСТ 7787-81.
Чертеж болта 9.
Длина болта равна расстоянию от опорной поверхности кольца до концевой фаски резьбового стержня:
К каким болтам применимо:
• Рым-болты ГОСТ 4751-73.
Чертеж болта 10.
Длина болта равна длине шпильки, как одной из его комплектующих:
К каким болтам применимо:
• Болты фундаментные ГОСТ 24379.1-80.
Вверх
Определение длины шпильки.
Чертеж шпильки 1.
Длина шпильки равна расстоянию от концевой фаски одного до концевой фаски другого конца резьбового стержня (длина всего изделия):
К каким резьбовым шпилькам применимо:
• Шпильки резьбовые DIN 975;
• Шпильки размерные DIN 976-1.
Чертеж шпильки 2.
Длина шпильки равна расстоянию от концевой фаски одного конца резьбового стержня до концевой фаски другого (длина всего изделия):
К каким резьбовым шпилькам применимо:
• Шпильки для гладких отверстий ГОСТ 22042-76, 22043-76;
• Шпильки для фланцевых соединений ГОСТ 9066-75.
Чертеж шпильки 3.
Длина шпильки не учитывает длину ввинчиваемого конца:
К каким резьбовым шпилькам применимо:
• Шпильки с ввинчиваемым концом длиной 1d ГОСТ 22032-76, 22033-76;
• Шпильки с ввинчиваемым концом длиной 1,25d ГОСТ 22034-76, 22035-76;
• Шпильки с ввинчиваемым концом длиной 1,6d ГОСТ 22036-76, 22037-76;
• Шпильки с ввинчиваемым концом длиной 2d ГОСТ 22038-76, 22039-76;
• Шпильки с ввинчиваемым концом длиной 2,5d ГОСТ 22040-76, 22041-76.
Вверх
Определение длины винта.
Чертеж винта 1.
Длина винта равна расстоянию от опорной поверхности до концевой фаски резьбового стержня:
К каким винтам применимо:
• Винты с цилиндрической головкой и внутренним шестигранником ГОСТ 113768-84;
• Винты с цилиндрической головкой ГОСТ 1491-80.
Чертеж винта 2.
Длина винта равна расстоянию от опорной поверхности до концевой фаски резьбового стержня:
К каким винтам применимо:
• Винты с полукруглой головкой ГОСТ 17473-80.
Чертеж винта 3.
Длина винта равна расстоянию от основания сферы до концевой фаски резьбового стержня:
К каким винтам применимо:
• Винты с полупотайной головкой ГОСТ 17474-80.
Чертеж винта 4.
Длина винта равна расстоянию от верхнего края головки до концевой фаски резьбового стержня (длина всего изделия):
К каким винтам применимо:
• Винты с потайной головкой ГОСТ 17475-80.
Чертеж винта 5.
Длина винта равна расстоянию от конца со шлицем или шестигранным углублением до конца установочного винта (длина всего изделия):
К каким винтам применимо:
• Винты установочные с прямым шлицем ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
• Винты установочные с шестигранным углублением под ключ ГОСТ 8878-93, 11074-93, 11075-93.
Чертеж винта 6.
Длина винта равна расстоянию от основания опорной поверхности до конца установочного винта:
К каким винтам применимо:
• Винты установочные с квадратной головкой ГОСТ 1482-84, 1485-84.
Вверх
Итак, мы рассмотрели как определить длину для основных и наиболее часто применяемых крепежных изделий. Удачи!
vostok-inter.uaprom.net
РАСЧЕТ БОЛТОВОГО СОЕДИНЕНИЯ
Обучение и техническая поддержка для проектировщика на Prof-il.ru
Болтовое соединение
Таблица 1 – марки стали фундаментных болтов
Литература:
1. СП 16.13330.2017 «Стальные конструкции»
2. СП 128.13330.2016 (СНиП 2.03.06-85) «Алюминиевые конструкции»
Ссылка:
Определение момента затяжки болта (гайки)
Выбор марки стали болта
Марку стали болтов следует принимать согласно СП 16.13330.2017 «Стальные конструкции», таблицы Г4 «Марки стали фундаментных болтов и условий их применений». 2 – предел текучести который следует применять для болтов класса точности В.
2 – предел текучести который следует применять для болтов класса точности В.
Допускается крепить детали одним болтом.
Диаметр отверстий для болта
Диаметр отверстий (D) следует применять для болтов класса точности В (примечание таблицы 40) D=Db+1мм. (+2 или 3мм) , Db – диаметр болта
Рис 2 – выбор длины болта
Выбор длины болта
Длину болта (Lболта) определяем следующим способом:
Lболта = длина соединяемых элементов (L1)+ толщина гайки DIN982 (h= от 4,7 до 28мм.; М10 h=11,5мм.; М12 h=14мм.) + толщина шайбы DIN9021 (S = от 0,8 до 8мм.; М10 S=2,5мм.; М12 S=3мм.; DIN9021 – шайба плоская усиленная) + 0,5Db.
Пример, Lболта = L1+h+S+0,3Db = 66+11,5+2,5+5 = 85мм. – для типового стального кронштейна из стали 6мм. для СПК (светопрозрачные конструкции). Болт М10х90 нерж. А2 DIN933 (полная резьба) или DIN931 болт с шестигранной головкой с (неполной резьбой),
СП 16.13330.2017 резьба болта, воспринимающего сдвигающее усилие, в соединениях при толщине наружного элемента до 8мм..jpg) , должна находится вне пакета соединяемых элементов; в остальных случаях резьба болта не должна входить вглубь отверстия более чем на половину толщины крайнего элемента со стороны гайки или свыше 5мм.
, должна находится вне пакета соединяемых элементов; в остальных случаях резьба болта не должна входить вглубь отверстия более чем на половину толщины крайнего элемента со стороны гайки или свыше 5мм.
Болт М10х90 нерж. А2, DIN931 с длиной резьбы 26мм. не проходит согласно п.14.2.5 описанного выше, поэтому увеличиваем длину болта до 100мм. Болт М10х100 нерж. DIN931 с длиной резьбы 26мм. Резьба болта зайдет в стальную пластину на 1мм., что допустимо по нормам.
В креплениях одного элемента к другому через прокладки или иные промежуточные элементы, а также в элементах с односторонней накладкой число болтов по сравнению с расчетом следует увеличивать на 10%. При креплениях выступающих полок уголков или швеллеров с помощью коротышей число болтов, прикрепляющих коротыш к полке, по сравнению с расчетом следует увеличить на 50% (пункт 14.2.14).
Db=10мм. DIN даны для сведения.
Далее смотрим сортамент и подбираем ближайшую длину. Согласно строительным нормам минимальный вылет шпильки за гайку один виток резьбы, лучше 9-10мм.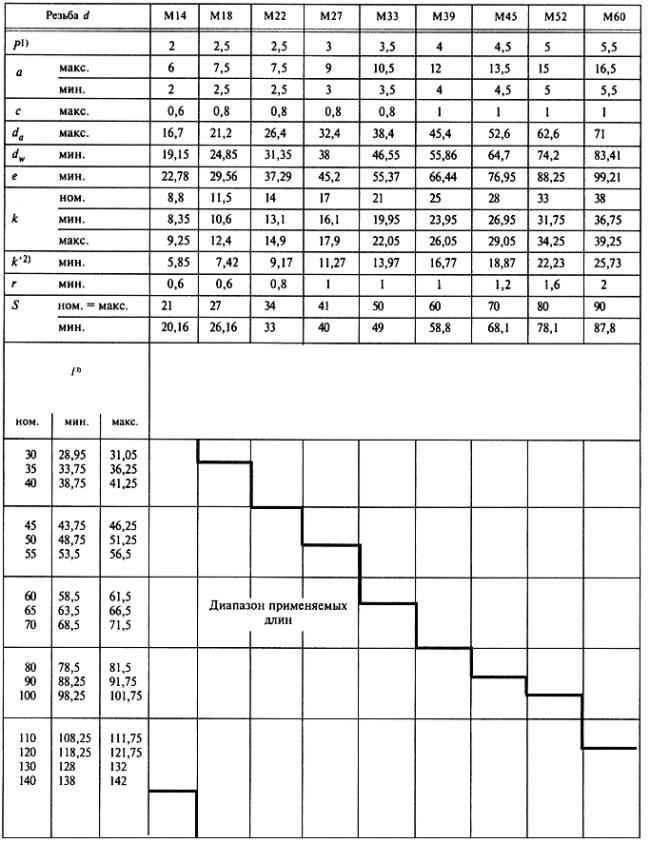
Установка нержавеющих втулок под болт
Втулка служит для:
– ограничитель для сминания деталей при установке болта
– возможна установка болта с полной резьбой
Установка шайб
Под гайку необходимо устанавливать не более одной шайбы. Под головку болта необходимо устанавливать не более одной шайбы.
Рис 3 – формулы расчета болта
Прочностной расчет болтового соединения
Болтовое соединение можно разделить на:
1) Соединение работающее на срез
2) Соединение работающее на срез и растяжение
3) Соединение работающее на растяжение
4) Фрикционное соединение ( на болтах с контролируемым натяжением)
Согласно пункта 14.2.9 расчетное усилие, которое может быть воспринято одним болтом, в зависимости от вида напряженного состояния.
Ns – число расчетных срезов одного болта (если болт соединяет две пластины, то число срезов один) = 1
Yb = 0,9 согласно примечания таблицы 41 СП 16. 2
2
5.6 (5.8; 8.8; 10.9; 12.9) – класс прочности болта
Расчетное усилие,которое может быть воспринято одним болтом при срезе (5.6) Nbs=Rbs*Ab*ns*Yb*Yc = 210*51,5*1*0,9*1=9733,5 Н
Расчетное усилие, которое может быть воспринято одним болтом при смятии (5.6) при стальной пластине 6мм., Nbp=Rbp*db*∑t*Yb*Yc =475*7,8*6*0,9*1=20007 Н
Расчетное усилие, которое может быть воспринято одним болтом при смятии (5.6) при алюминиевой пластине 2мм., Nbp=Rbp*db*∑t*Yb*Yc =175*7,8*2*0,9*1=2457 Н
Rbp=175МПа, Ry=120МПа для материала стойки АМг2Н2, АМГ3Н2 согласно таблицы 13 СП 128.13330.2016 (СНиП 2.03.06-85) «Алюминиевые конструкции»
Расчетное усилие, которое может быть воспринято одним болтом при растяжении (5.6), Nbt=Rbt*Abn*Yc =225*78,5*1=17662,5 Н
Болт М8мм, наружный диаметр болта (стержня) db=6,5мм
Болт М10мм, наружный диаметр болта (стержня) db=7,8мм
Болт М12мм, наружный диаметр болта (стержня) db=10,1мм
Болт М16мм, наружный диаметр болта (стержня) db=13,8мм
Болт М18мм, наружный диаметр болта (стержня) db=15,3мм
Болт М20мм, наружный диаметр болта (стержня) db=17,3мм
Болт М16, М18 и до М48 по таблице Г9 «Площади сечений болтов Ab и Abn» (литер 1)
Пункт 14. 2.10 СП “Стальные конструкции” , при действии на болтовое соединение силы N, проходящей через центр тяжести соединения, распределение этой силы между болтами следует принимать равномерным. В этом случае число болтов в соединении следует определять по формуле
2.10 СП “Стальные конструкции” , при действии на болтовое соединение силы N, проходящей через центр тяжести соединения, распределение этой силы между болтами следует принимать равномерным. В этом случае число болтов в соединении следует определять по формуле
n>= N/Nbmin, где Nbmin – наименьшее из значений Nbs, Nbp, Nbt
Рис 4 – площади сечения болтов
Рис 5 – расчетное сопротивление смятию алюминиевых элементов
Статья дана для сведения. Калькулятор работает в тестовом режиме
© PROF-IL.RU 2016 – | При использовании материалов сайта, пожалуйста, указывайте ссылку https://prof-il.ru | Информация на сайте не является публичной офертой. | Обо всех замеченных ошибках при работе сайта просьба сообщать при помощи формы обратной связи. | Настоящий ресурс может содержать материалы 18+
Компьютерная версия сайта
prof-il.ru
РАСЧЕТ БОЛТОВОГО СОЕДИНЕНИЯ
Обучение и техническая поддержка для проектировщика на Prof-il.ru
Расчет болтов
Болтовое соединение
Таблица 1 – марки стали фундаментных болтов
Литература:
1. СП 16.13330.2017 «Стальные конструкции»
СП 16.13330.2017 «Стальные конструкции»
2. СП 128.13330.2016 (СНиП 2.03.06-85) «Алюминиевые конструкции»
Ссылка:
Определение момента затяжки болта (гайки)
Выбор марки стали болта
Марку стали болтов следует принимать согласно СП 16.13330.2017 «Стальные конструкции», таблицы Г4 «Марки стали фундаментных болтов и условий их применений». Согласно приказа Министерства строительства и жилищно-комумунального хозяйства РФ №126/пр от 27 февраля 2017 года за подписью и.о. министра Л.О. Ставицкогос момента введения в действие СП 16.13330.2017 признать не подлежащим применению СП 16.13330.2011г.
Ст3пс4 ГОСТ 535, 09Г2С-4* ГОСТ 19281 при расчетной температуре меньше -45 град. С
*-допускается применение других сталей по ГОСТ 19281 категории 4.
Рис 1 – расстояние отверстий под болты
Характеристика расстояния и предела текучести соединяемых элементов для болтов
Согласно таблицы 40 (литер. 2 – предел текучести который следует применять для болтов класса точности В.
2 – предел текучести который следует применять для болтов класса точности В.
Допускается крепить детали одним болтом.
Диаметр отверстий для болта
Диаметр отверстий (D) следует применять для болтов класса точности В (примечание таблицы 40) D=Db+1мм. (+2 или 3мм) , Db – диаметр болта
Рис 2 – выбор длины болта
Выбор длины болта
Длину болта (Lболта) определяем следующим способом:
Lболта = длина соединяемых элементов (L1)+ толщина гайки DIN982 (h= от 4,7 до 28мм.; М10 h=11,5мм.; М12 h=14мм.) + толщина шайбы DIN9021 (S = от 0,8 до 8мм.; М10 S=2,5мм.; М12 S=3мм.; DIN9021 – шайба плоская усиленная) + 0,5Db.
Пример, Lболта = L1+h+S+0,3Db = 66+11,5+2,5+5 = 85мм. – для типового стального кронштейна из стали 6мм. для СПК (светопрозрачные конструкции). Болт М10х90 нерж. А2 DIN933 (полная резьба) или DIN931 болт с шестигранной головкой с (неполной резьбой),
СП 16.13330.2017 резьба болта, воспринимающего сдвигающее усилие, в соединениях при толщине наружного элемента до 8мм. , должна находится вне пакета соединяемых элементов; в остальных случаях резьба болта не должна входить вглубь отверстия более чем на половину толщины крайнего элемента со стороны гайки или свыше 5мм.
, должна находится вне пакета соединяемых элементов; в остальных случаях резьба болта не должна входить вглубь отверстия более чем на половину толщины крайнего элемента со стороны гайки или свыше 5мм.
Болт М10х90 нерж. А2, DIN931 с длиной резьбы 26мм. не проходит согласно п.14.2.5 описанного выше, поэтому увеличиваем длину болта до 100мм. Болт М10х100 нерж. DIN931 с длиной резьбы 26мм. Резьба болта зайдет в стальную пластину на 1мм., что допустимо по нормам.
В креплениях одного элемента к другому через прокладки или иные промежуточные элементы, а также в элементах с односторонней накладкой число болтов по сравнению с расчетом следует увеличивать на 10%. При креплениях выступающих полок уголков или швеллеров с помощью коротышей число болтов, прикрепляющих коротыш к полке, по сравнению с расчетом следует увеличить на 50% (пункт 14.2.14).
Db=10мм. DIN даны для сведения.
Далее смотрим сортамент и подбираем ближайшую длину. Согласно строительным нормам минимальный вылет шпильки за гайку один виток резьбы, лучше 9-10мм.
Установка нержавеющих втулок под болт
Втулка служит для:
– ограничитель для сминания деталей при установке болта
– возможна установка болта с полной резьбой
Установка шайб
Под гайку необходимо устанавливать не более одной шайбы. Под головку болта необходимо устанавливать не более одной шайбы.
Рис 3 – формулы расчета болта
Прочностной расчет болтового соединения
Болтовое соединение можно разделить на:
1) Соединение работающее на срез
2) Соединение работающее на срез и растяжение
3) Соединение работающее на растяжение
4) Фрикционное соединение ( на болтах с контролируемым натяжением)
Согласно пункта 14.2.9 расчетное усилие, которое может быть воспринято одним болтом, в зависимости от вида напряженного состояния.
Ns – число расчетных срезов одного болта (если болт соединяет две пластины, то число срезов один) = 1
Yb = 0,9 согласно примечания таблицы 41 СП 16. 2
5.6 (5.8; 8.8; 10.9; 12.9) – класс прочности болта
Расчетное усилие,которое может быть воспринято одним болтом при срезе (5.6) Nbs=Rbs*Ab*ns*Yb*Yc = 210*51,5*1*0,9*1=9733,5 Н
Расчетное усилие, которое может быть воспринято одним болтом при смятии (5.6) при стальной пластине 6мм., Nbp=Rbp*db*∑t*Yb*Yc =475*7,8*6*0,9*1=20007 Н
Расчетное усилие, которое может быть воспринято одним болтом при смятии (5.6) при алюминиевой пластине 2мм., Nbp=Rbp*db*∑t*Yb*Yc =175*7,8*2*0,9*1=2457 Н
Rbp=175МПа, Ry=120МПа для материала стойки АМг2Н2, АМГ3Н2 согласно таблицы 13 СП 128.13330.2016 (СНиП 2.03.06-85) «Алюминиевые конструкции»
Расчетное усилие, которое может быть воспринято одним болтом при растяжении (5.6), Nbt=Rbt*Abn*Yc =225*78,5*1=17662,5 Н
Болт М8мм, наружный диаметр болта (стержня) db=6,5мм
Болт М10мм, наружный диаметр болта (стержня) db=7,8мм
Болт М12мм, наружный диаметр болта (стержня) db=10,1мм
Болт М16мм, наружный диаметр болта (стержня) db=13,8мм
Болт М18мм, наружный диаметр болта (стержня) db=15,3мм
Болт М20мм, наружный диаметр болта (стержня) db=17,3мм
Болт М16, М18 и до М48 по таблице Г9 «Площади сечений болтов Ab и Abn» (литер 1)
Пункт 14. 2.10 СП “Стальные конструкции” , при действии на болтовое соединение силы N, проходящей через центр тяжести соединения, распределение этой силы между болтами следует принимать равномерным. В этом случае число болтов в соединении следует определять по формуле
n>= N/Nbmin, где Nbmin – наименьшее из значений Nbs, Nbp, Nbt
Рис 4 – площади сечения болтов
Рис 5 – расчетное сопротивление смятию алюминиевых элементов
Статья дана для сведения. Калькулятор работает в тестовом режиме
prof-il.ru
Подбор длины болта и шпильки в зависимости от фланцев
Главная » Вес крепежа » Расчет длины болта или шпильки для фланцев
Условное давление Py – 1,0 Мпа = 10 кгс/см2 (это примерно одна атмосфера)
Согласно постановление Правительства РФ от 06.05.2011 N 354 (ред. от 15.09.2018) “О предоставлении коммунальных услуг собственникам и пользователям помещений в многоквартирных домах и жилых домов” – давление воды в стандартном трубопроводе 0,3 – 0,6 атмосфер ~ 0,3 – 0,6 Мпа ~ 3 – 6 кгс/см2
Болты не используются при давлении Py > 25 кгс/см2
Подбор крепежа для фланцев
|
||||
| Количество на 1 фланец 8 шт. | ||||
|
Фланец ГОСТ 12820-80 на условное давление Py от 1 до 25 кгс/см2 |
||||
|
Фланец ГОСТ 12821-80 на условное давление Py от 1 до 200 кгс/см2 |
||||
|
Фланец ГОСТ 12822-80 на приварном кольце на условное давление Py от 1 до 25 кгс/см2 |
Особые замечания при выборе крепежа:
- При давлении до 25 кгс/см2 можно использовать как болт, так и шпильку. При давлении свыше 25 кгс/см2 применение болтов не допускается.
- При изготовлении крепежной пары (шпилька, гайка) твердость гайки должна быть на 20 единиц меньше чем у шпильки.

bashmetiz.ru
Подбор болтов и шпилек для фланцевых соединений.
Главная » Техподдержка » Статьи » Подбор болтов и шпилек для фланцевых соединений.
Внимание! Специально для Вас мы разработали
Чтобы правильно подобрать крепеж для фланцевых соединений необходимо учитывать следующие характеристики:
- Рабочее давление
- Рабочая температура
- Рабочая среда
- Внешняя среда
Особые замечания при выборе крепежа:
- При давлении до 25 кгс/см2 можно использовать как болт, так и шпильку. При давлении свыше 25 кгс/см2 применение болтов не допускается.
- При изготовлении крепежной пары (шпилька, гайка) твердость гайки должна быть на 20 единиц меньше чем у шпильки.
| Размеры болтов D(диаметр мм)*L(длина мм) по ГОСТ 7798-70, ГОСТ 7805-7, ГОСТ 10602-94 для фланцевых соединений на различные давления (РУ). |
Размеры шпилек D(диаметр мм)*L(длина мм) по ГОСТ 9066-75 для фланцевых соединений на различные давления (РУ). | |||||||||||||
| Dy | Py, кгс/см2 | Dy | Py, кгс/см2 | |||||||||||
| 1 и 2,5 | 6 | 10 | 16 | 25 | 1 и 2,5 | 6 | 10 | 16 | 25 | 40 | 64 | 100 | ||
| 10 | M10x35 | M10x45 | M12x40 | M12x45 | M12x50 | 10 | M10x50 | M12x60 | M12x70 | M12x80 | ||||
| 15 | M12x45 | 15 | ||||||||||||
| 20 | M10x40 | M10x45 | M12x50 | M12x55 | 20 | M12x60 | M12x70 | M16x90 | M16x90 | |||||
| 25 | 25 | M16x100 | ||||||||||||
| 32 | M12x45 | M12x50 | M16x55 | M16x60 | 32 | M12x60 | M16x70 | M16x80 | M16x80 | M16x90 | M20x110 | M20x110 | ||
| 40 | M16x60 | M15x65 | 40 | M16x80 | ||||||||||
| 50 | M16x65 | M16x70 | 50 | M24x120 | ||||||||||
| 65 | M16x60 | 65 | M16x90 | M20x120 | M24x130 | |||||||||
| 80 | M16x50 | M16x55 | 80 | M16x70 | M16x90 | M16x100 | ||||||||
| 100 | M16x65 | M16x70 | M20x80 | 100 | M20x100 | M20x110 | M24x130 | M27x150 | ||||||
| 125 | M16x55 | M16x60 | M16x70 | M24x90 | 125 | M16x70 | M16x80 | M16x90 | M24x110 | M24x120 | M27x150 | M30x170 | ||
| 150 | M20x70 | M20x80 | 150 | M20x100 | M20x100 | M30x160 | M30x180 | |||||||
| 175 | M16x60 | M16x65 | M20x75 | 175 | M16x80 | M24x120 | M27x150 | M30x170 | ||||||
| 200 | M24x100 | 200 | M20x110 | M36x200 | ||||||||||
| 225 | M27x100 | 225 | M27x130 | M30x170 | M30x180 | M36x210 | ||||||||
| 250 | M16x65 | M16x70 | M24x90 | 250 | M24x120 | M36x210 | M42x250 | |||||||
| 300 | M20x70 | M20x75 | M20x80 | M27x110 | 300 | M20x90 | M27x140 | M30x180 | M36x220 | M48x270 | ||||
| 350 | M24x100 | M30x120 | 350 | M20x90 | M20x100 | M30x150 | M30x190 | M42x240 | M48x280 | |||||
| 400 | M20x75 | M20x80 | M24x90 | M27x110 | M30x130 | 400 | M24x110 | M27x130 | M30x160 | M36x220 | ||||
| 450 | M27x120 | 450 | M20x100 | M27x140 | ||||||||||
| 500 | M30x130 | M36x140 | 500 | M24x120 | M30x160 | M36x180 | M42x240 | |||||||
| 600 | M24x80 | M24x90 | M27x110 | M36x140 | M36x150 | 600 | M24x110 | M27x130 | M36x170 | M36x190 | M48x240 | |||
| 700 | M42x160 | 700 | M36x180 | M42x210 | ||||||||||
| 800 | M27x90 | M27x100 | M30x120 | M42x170 | 800 | M27x120 | M30x150 | M48x220 | ||||||
| 900 | M48x180 | 900 | M27x140 | M48x230 | ||||||||||
| 1000 | M30x130 | M42x150 | M52x190 | 1000 | M30x160 | M42x200 | M52x240 | |||||||
| 1200 | M30x110 | M36x150 | M48x160 | – | 1200 | M30x140 | M36x180 | M48x210 | ||||||
© ЗАО “Башметиз” полная или частичная перепечатка текста разрешена только при указании ссылки на текущую страницу.
bashmetiz.ru
Как выбрать качественные болты
Основные производители автомобильного крепежа
1. Крепёж для автомобилей ВАЗ и КамАЗ
| Наименование производителя | ОАО «Белебеевский завод «Автонормаль» |
|---|---|
| Сокращенное наименование | ОАО «БелЗАН» |
| Местонахождение | Россия, Республика Башкортостан, г.Белебей |
| Генеральный дилер | Торговый Дом |
| Знак на изделиях | |
| Основные особенности изделий | Высокое качество по показателям: прочность, точность размеров, покрытие, внешний вид и др., высокая цена |
2. Крепёж для автомобилей ГАЗ, УАЗ, МАЗ и др.
| Наименование производителя | ОАО «Завод «Красная Этна» |
|---|---|
| Местонахождение | Г. Нижний Новгород |
| Знак на изделиях | |
| Основные особенности изделий | Высокое качество по показателям: прочность, точность размеров, покрытие, внешний вид, невысокая цена |
3.
Крепёж для автомобилей ЗиЛ, МАЗ, Урал и др.| Наименование производителя | ЗАО «Рославльский автоагрегатный завод АМО ЗИЛ» |
|---|---|
| Сокращенное наименование | ЗАО «РААЗ АМО ЗИЛ» |
| Местонахождение | Смоленская обл., г. Рославль |
| Генеральный дилер | Торговый Дом ЗИЛ, г. Москва |
| Знак на изделиях | ЗИЛ или Р |
| Основные особенности изделий | Стабильное качество выше среднего, низкая цена |
4. Крепёж для ВАЗ, КамАЗ и др. альтернативно
| Наименование производителя | ОАО «Волгоградский завод тракторных деталей и нормалей» |
|---|---|
| Сокращенное наименование | ОАО «ВЗТДиН» |
| Местонахождение | Г. Волгоград |
| Знак на изделиях | В или |
| Основные особенности изделий | Стабильное качество среднего уровня. Дублируют болты БелЗАН. Прочные болты не выпускают. Часто встречаются болты с искривленным стержнем, шероховатой резьбой. В прайсах дилеров присутствует как альтернатива номенклатуре БелЗАН по более низкой цене. |
Особенности болтов и гаек для различных автомобилей
1. Различие болтов по размерам
ДИАМЕТР РЕЗЬБЫ | ШАГ | ПРИМЕНЯЕМОСТЬ |
| М4, М5, М6 | Основной | Все группы |
| М8 | Основной | Все группы |
| Мелкий (1мм) | ГАЗ | |
| М10 | Основной (1,5мм) | ГАЗ |
| Мелкий (1,25мм) | ВАЗ-КамАЗ | |
| Мелкий (1мм) | ГАЗ | |
| М12 | Основной (1,75мм) | ГАЗ |
| Мелкий (1,5мм) | Не примен. в российских автом. | |
| Мелкий (1,25мм) | Все группы | |
| М14, М16, М18, М20, … | Основной | ГАЗ |
| Мелкий (1,5мм) | Все группы |
2. Различие крепёжных деталей по прочности
Прочность болта, как правило, указывается на головке цифрами, разделенными точкой. Чем выше класс прочности крепёжной детали (болта или шпильки), тем большую растягивающую нагрузку он выдерживает, и тем больший момент затяжки допускает. О прочности детали нельзя судить по виду и цвету покрытия.
Особенности указания класса прочности на болтах некоторых производителей
На болтах производства Этны (Нижний Новгород) и РААЗ (Рославль) прочностью 8.8 и выше ставится знак фирмы и значение прочности, либо может стоять знак Х, который обозначает прочность 8.8. На болтах прочностью ниже 8.8 не ставится ни знака ни класса прочности.
На болтах с буртиком (фланцевых) производства БелЗАН головка гладкая, без каких либо знаков; «простые» болты маркируются всегда, при любом классе прочности.
На шпильках и гайках класс прочности, как правило, не указывается. Шпильки диаметром 8 мм и более могут маркироваться на торце углублёнными знаками: круг (значение кл.проч.-8.8), квадрат (значение кл.проч.10.9) и треугольник (значение кл.проч. 12.9). Гайки БелЗАН и Этна прочностью 8 маркируются заводским знаком и цифрой 8 на торце. Прочность 10 имеют только гайки (БелЗАН) со стопорящим цилиндрическим выступом, сжатым с боков (маркировки не имеют).
Примеры применяемости болтов разной прочности
КЛАСС ПРОЧНОСТИ БОЛТА | ПРИМЕНЯЕМОСТЬ |
5.6 | Крепление бампера |
8.8 | Крепление реактивных тяг автомобилей ВАЗ 2101-2107 |
10.9 | Крепление шаровой опоры, карданного вала |
12. | Крепление головки блока цилиндров |
Примеры применяемости гаек разной прочности
КЛАСС ПРОЧНОСТИ ГАЙКИ | ПРИМЕНЯЕМОСТЬ |
4 | Крепление стеклоочистителя |
5 | Крепление рулевого колеса |
8 | Штока переднего амортизатора |
10 | Малого карданного вала КамАЗ |
3. Различие крепежа по виду
Условно крепёжные детали можно разделить на «Общие» и «Специальные».
Группа «Общие» отличается тем, что болт или гайку для автомобиля ВАЗ можно заменить на болт или гайку от БелАЗа, если они имеют те же размеры и прочность. Или открутить болт от подвески глушителя и закрепить им брызговик.
Специальный болт, например, шатунный, может применяться только на конкретной модели конкретной марки автомобиля в определённом узле.
Размеры крепежных деталей
1. Болты
Основные параметры болта: Диаметр резьбы, шаг резьбы, длина стержня болта (или длина болта). Пример правильного обозначения: Болт М12х1,5х90
В прайсах поставщиков крепежа применяется, как правило, изменённое обозначение. Для более удобной сортировки шаг резьбы и длину болта меняют местами, знак «х», в следствие отсутствия в клавиатуре, заменяют на звёздочку ( * ). Выглядит это так: Болт М12*90*1,5
Если болт имеет основной шаг, то его не указывают: Болт М12*90
В данном конкретном примере надо понимать, что шаг резьбы равен 1,75 мм. Нужно учитывать, что в прайсах часто указывается и основной шаг, причем не на всех позициях. Еще в обозначении болта может присутствовать класс точности резьбы, например 6g.
Основные разновидности болтов приведены в таблице. Длина болта – размер L
2. Шпильки
Основные параметры шпильки:
- Диаметр резьбы
- Шаг резьбы, вворачиваемой в деталь
- Шаг резьбы под гайку
- Длина резьбы, вворачиваемой в деталь
- Длина свободной части шпильки (той части, что торчит из детали)
В крепёжных прайсах указывается сокращенное обозначение шпильки: Диаметр резьбы D, шаг резьбы под гайку и длина свободной части L. Пример: Шпилька М10*80*1
Шаги резьб на разных концах шпильки могут быть одинаковыми (на автомобилях группы ВАЗ-КамАЗ) или разными (группа ГАЗ). Шаг резьбы, вворачиваемой в корпус всегда больше (или равен) шага резьбы под гайку.
Как опознать конец шпильки, вворачиваемый в корпус, если шаги резьб одинаковы? Диаметр резьбы «в корпус» чуть больше, чем «под гайку». Если навернуть гайку – она пойдёт «туго». Этот конец шпильки обычно маркируется на торце «вмятиной» пирамидальной или сферической формы.
Длина резьбовой части, вворачиваемой в корпус ( l1 ), как правило, меньше длины резьбы под гайку ( l0 ).
3. Винты
Для винтов справедливо практически всё, указанное для болтов. В отличие от болтов, винты используются чаще всего с диаметрами резьбы М5 и М6, реже – М4, М8, М10, еще реже – М12 и более. Основные разновидности винтов приведены в таблице.
Шлиц под отвертку может быть прямым или крестообразным.
avto-bolt. ru
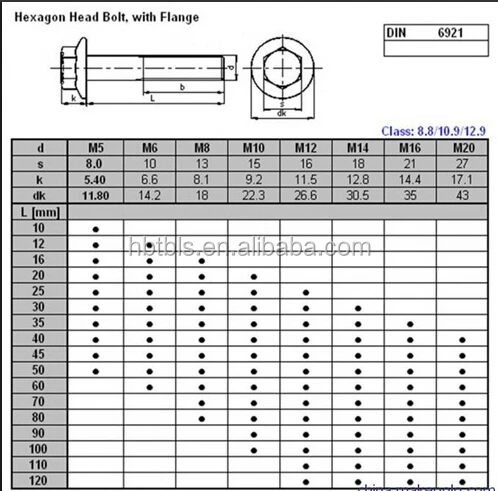
3.1.1. болты
Примечания:
1. Длину болта l и длину резьбы b выбирают из таблицы стандартных длин болтов.
2. Радиусы под головкой болта выбирают по ГОСТ 24670-81 [см. раздел 3.1.3].
3. Размеры фасок выбирают по ГОСТ 10549-80 [см. раздел 2.1.4].
4. Стандарт устанавливает размеры болтов с диаметром d до 48 мм; исполнения 1, 2, 3, 4, 5.
5. Размеры болтов, заключенных в скобки, применять не рекомендуется.
Примеры условного обозначения:
1. Болт исполнения 1, с номинальным диаметром резьбы d = 16 мм, с шагом P = 1,5 мм, длиной l = 60 мм:
Болт М16×1,5×60… ГОСТ 7796-70.
2. То же, исполнения 2:
Болт 2М16×1,5×60… ГОСТ 7796-70.
Примечания:
1. Длину болта l и длину резьбы b выбирают из таблицы стандартных длин болтов.
2. Радиусы под головкой болта выбирают по ГОСТ 24670-81 [см.
раздел
3.1.3].3. Размеры фасок выбирают по ГОСТ 10549-80 [см. раздел 2.1.4].
4. Стандарт устанавливает размеры болтов с диаметром d до 48 мм; исполнения 1, 2, 3, 4.
5. Размеры болтов, заключенных в скобки, применять не рекомендуется.
Примеры условного обозначения:
1. Болт исполнения 1, с номинальным диаметром резьбы d = 16 мм, с шагом P = 1,5 мм, длиной l = 60 мм:
Болт М16×1,5×60… ГОСТ 7798-70.
2. То же, исполнения 2:
Болт 2М16×1,5×60… ГОСТ 7798-70.
Примечания:
1. Длину болта l и длину резьбы b выбирают из таблицы стандартных длин болтов.
2. Радиусы под головкой болта выбирают по ГОСТ 24670-81 [см. раздел 3.1.3].
3. Размеры фасок выбирают по ГОСТ 10549-80 [см. раздел 2.1.4].
4. Стандарт устанавливает размеры болтов с диаметром d=1,6…48 мм; исполнения 1, 2, 3, 4.
5. Размеры болтов, заключенных в скобки, применять не рекомендуется.
Примеры условного обозначения:
1. Болт исполнения 1, с номинальным диаметром резьбы d = 16 мм, с шагом P = 1,5 мм, длиной l = 60 мм:
Болт М16×1,5×60… ГОСТ 7805-70.
2. То же, исполнения 2:
Болт 2М16×1,5×60… ГОСТ 7805-70.
Примечания:
1. Длину болта l и длину резьбы b выбирают из таблицы стандартных длин болтов.
2. Радиусы под головкой болта выбирают по ГОСТ 24670-81 [см. раздел 3.1.3].
3. Размеры фасок выбирают по ГОСТ 10549-80 [см. раздел 2.1.4].
4. Стандарт устанавливает размеры болтов с диаметром d до 48 мм; исполнения 1, 2, 3, 4, 5.
5. Размеры болтов, заключенных в скобки, применять не рекомендуется.
Примеры условного обозначения:
1. Болт исполнения 1, с номинальным диаметром резьбы d = 16 мм, с шагом P = 1,5 мм, длиной l = 60 мм:
Болт М16×1,5×60… ГОСТ 7808-70.
2. То же, исполнения 2:
Болт 2М16×1,5×60… ГОСТ 7808-70.
Примечания:
1. Знаком « ×» отмечены болты с резьбой на всей длине стержня.
2. У тонких болтов (М1,6…М5) резьба нарезана на всей длине стержня.
3. Болты с размерами длин, заключенных в скобки, применять не рекомендуется.
dgng.pstu.ru
Болтовое соединение | Начертательная геометрия
Болтовое соединение
Болтовое соединение
представляет собой скрепление деталей посредством болта, гайки и шайбы. Для выполнения болтового соединения на сборочном чертеже исходными данными служит d – диаметр резьбы, b и b1 – толщины скрепляемых деталей. Длина болта определяется по формуле: ℓ = b1 + b + s + H + t + c Величины: s – толщина шайбы; H – высота гайки; t – запас резьбы на выходе из гайки; c – высота фаски болта определяем из таблиц соответствующих ГОСТов.
Определенная по формуле длина болта сравнивается с таблицей ГОСТ 7798-70. Например, находим в графе длина болта два ближайших размера – 80 и 85 мм. Останавливаемся на длине болта 80 мм, так как разница между величиной полученной подсчетом (81,5 мм), и принятой по ГОСТ составляет незначительную величину. Длина резьбы на стержне болта берется по таблице соответствующих ГОСТов на болты.
Болтовое соединение вычерчиваем после того, как определена длина болта. Диаметр отвертия в соединяемых деталях определяется по формуле dо = 1,1d. Относительные размеры остальных элементов болта определяются приближенно (округлением до целых чисел) по следующим соотношениям: h = 0,7d – высота головки; D = 2d – диаметр описанной окружности шестигранника; l0 = 1,5d – длина резьбы на стержне ГОСТ 7798-70; d1 = 0,85d – внутренний диаметр резьбы; R = 1,5d – радиус дуги на головке; R1 = определяется построением; c = 0,15d – высота фаски; R2 = d – радиус дуги на головке. Где d – номинальный диаметр резьбы мм. Гиперболы образованные пересечением конической фаски с гранями шестигранника заменяют дугами окружностей.
Относительные размеры остальных элементов гайки определяются приближенно (округлением до целых чисел) по следующим соотношениям H = 0,8d – высота гайки; D = 2d – диаметр описанной окружности шестигранника; d1 = 0,85d – внутренний диаметр резьбы; R = 1,5d – радиус дуги на головке; R1 = определяется построением; c = 0,15d – высота фаски; R2 = d – радиус дуги на головке. Где d – диаметр резьбы мм. Гиперболы образованные пересечением конических фасок с гранями шестигранника заменяют дугами окружностей.
изображение шайбы вычерчивают по относительным размерам определяемым приближенно (округлением до целых чисел) по следующим соотношениям s = 0,15d – толщина шайбы; D = 2,2d – наружный диаметр шайбы; d1 = 1,1d – диаметр отверстия в шайбе; c = 0,25d – высота фаски; Где d – диаметр резьбы мм болта.
Детали составляющие болтовое соединение включают в спецификацию деталей к сборочному чертежу с указанием номера позиции, обозначения и количества.
+
ngeo.fxyz.ru
РАСЧЕТ БОЛТОВОГО СОЕДИНЕНИЯ
раздел статьи
оглавление
контакты
Обучение и техническая поддержка для проектировщика на Prof-il.ru
Расчет болтов
Болтовое соединение
Таблица 1 – марки стали фундаментных болтов
Литература:
1. СП 16.13330.2017 «Стальные конструкции»
2. СП 128.13330.2016 (СНиП 2.03.06-85) «Алюминиевые конструкции»
Ссылка:
Определение момента затяжки болта (гайки)
Выбор марки стали болта
Марку стали болтов следует принимать согласно СП 16.13330.2017 «Стальные конструкции», таблицы Г4 «Марки стали фундаментных болтов и условий их применений». Согласно приказа Министерства строительства и жилищно-комумунального хозяйства РФ №126/пр от 27 февраля 2017 года за подписью и.о. министра Л.О. Ставицкогос момента введения в действие СП 16.13330.2017 признать не подлежащим применению СП 16.13330.2011г.
Ст3пс4 ГОСТ 535, 09Г2С-4* ГОСТ 19281 при расчетной температуре меньше -45 град. С
*-допускается применение других сталей по ГОСТ 19281 категории 4.
Рис 1 – расстояние отверстий под болты
Характеристика расстояния и предела текучести соединяемых элементов для болтов
Согласно таблицы 40 (литер.1), расстояние:
– между центрами отверстий для болтов в любом направлении при минимальном расстояние, при Rуп меньше, либо равно 375 Н/мм^2, будет 2,5D, пример 2,5*14= 35 мм. 2 – предел текучести который следует применять для болтов класса точности В.
Допускается крепить детали одним болтом.
Диаметр отверстий для болта
Диаметр отверстий (D) следует применять для болтов класса точности В (примечание таблицы 40) D=Db+1мм. (+2 или 3мм) , Db – диаметр болта
Рис 2 – выбор длины болта
Выбор длины болта
Длину болта (Lболта) определяем следующим способом:
Lболта = длина соединяемых элементов (L1)+ толщина гайки DIN982 (h= от 4,7 до 28мм.; М10 h=11,5мм.; М12 h=14мм.) + толщина шайбы DIN9021 (S = от 0,8 до 8мм.; М10 S=2,5мм.; М12 S=3мм.; DIN9021 – шайба плоская усиленная) + 0,5Db.
Пример, Lболта = L1+h+S+0,3Db = 66+11,5+2,5+5 = 85мм. – для типового стального кронштейна из стали 6мм. для СПК (светопрозрачные конструкции). Болт М10х90 нерж. А2 DIN933 (полная резьба) или DIN931 болт с шестигранной головкой с (неполной резьбой),
СП 16.13330.2017 резьба болта, воспринимающего сдвигающее усилие, в соединениях при толщине наружного элемента до 8мм. , должна находится вне пакета соединяемых элементов; в остальных случаях резьба болта не должна входить вглубь отверстия более чем на половину толщины крайнего элемента со стороны гайки или свыше 5мм.
Болт М10х90 нерж. А2, DIN931 с длиной резьбы 26мм. не проходит согласно п.14.2.5 описанного выше, поэтому увеличиваем длину болта до 100мм. Болт М10х100 нерж. DIN931 с длиной резьбы 26мм. Резьба болта зайдет в стальную пластину на 1мм., что допустимо по нормам.
В креплениях одного элемента к другому через прокладки или иные промежуточные элементы, а также в элементах с односторонней накладкой число болтов по сравнению с расчетом следует увеличивать на 10%. При креплениях выступающих полок уголков или швеллеров с помощью коротышей число болтов, прикрепляющих коротыш к полке, по сравнению с расчетом следует увеличить на 50% (пункт 14.2.14).
Db=10мм. DIN даны для сведения.
Далее смотрим сортамент и подбираем ближайшую длину. Согласно строительным нормам минимальный вылет шпильки за гайку один виток резьбы, лучше 9-10мм.
Установка нержавеющих втулок под болт
Втулка служит для:
– ограничитель для сминания деталей при установке болта
– возможна установка болта с полной резьбой
Установка шайб
Под гайку необходимо устанавливать не более одной шайбы. Под головку болта необходимо устанавливать не более одной шайбы.
Рис 3 – формулы расчета болта
Прочностной расчет болтового соединения
Болтовое соединение можно разделить на:
1) Соединение работающее на срез
2) Соединение работающее на срез и растяжение
3) Соединение работающее на растяжение
4) Фрикционное соединение ( на болтах с контролируемым натяжением)
Согласно пункта 14.2.9 расчетное усилие, которое может быть воспринято одним болтом, в зависимости от вида напряженного состояния.
Ns – число расчетных срезов одного болта (если болт соединяет две пластины, то число срезов один) = 1
Yb = 0,9 согласно примечания таблицы 41 СП 16. 2
5.6 (5.8; 8.8; 10.9; 12.9) – класс прочности болта
Расчетное усилие,которое может быть воспринято одним болтом при срезе (5.6) Nbs=Rbs*Ab*ns*Yb*Yc = 210*51,5*1*0,9*1=9733,5 Н
Расчетное усилие, которое может быть воспринято одним болтом при смятии (5.6) при стальной пластине 6мм., Nbp=Rbp*db*∑t*Yb*Yc =475*7,8*6*0,9*1=20007 Н
Расчетное усилие, которое может быть воспринято одним болтом при смятии (5.6) при алюминиевой пластине 2мм., Nbp=Rbp*db*∑t*Yb*Yc =175*7,8*2*0,9*1=2457 Н
Rbp=175МПа, Ry=120МПа для материала стойки АМг2Н2, АМГ3Н2 согласно таблицы 13 СП 128.13330.2016 (СНиП 2.03.06-85) «Алюминиевые конструкции»
Расчетное усилие, которое может быть воспринято одним болтом при растяжении (5.6), Nbt=Rbt*Abn*Yc =225*78,5*1=17662,5 Н
Болт М8мм, наружный диаметр болта (стержня) db=6,5мм
Болт М10мм, наружный диаметр болта (стержня) db=7,8мм
Болт М12мм, наружный диаметр болта (стержня) db=10,1мм
Болт М16мм, наружный диаметр болта (стержня) db=13,8мм
Болт М18мм, наружный диаметр болта (стержня) db=15,3мм
Болт М20мм, наружный диаметр болта (стержня) db=17,3мм
Болт М16, М18 и до М48 по таблице Г9 «Площади сечений болтов Ab и Abn» (литер 1)
Пункт 14. 2.10 СП “Стальные конструкции” , при действии на болтовое соединение силы N, проходящей через центр тяжести соединения, распределение этой силы между болтами следует принимать равномерным. В этом случае число болтов в соединении следует определять по формуле
n>= N/Nbmin, где Nbmin – наименьшее из значений Nbs, Nbp, Nbt
Рис 4 – площади сечения болтов
Рис 5 – расчетное сопротивление смятию алюминиевых элементов
Статья дана для сведения. Калькулятор работает в тестовом режиме
Сборка болтовых соединений » Строительно-информационный портал
При изготовлении стальных строительных конструкций на заводах-изготовителях выполняют их «общую» или «контрольную» сборку.
Конструктивные элементы геометрически сложных и особо ответственных конструкций проходят общую сборку, т.е. каждый отправочный элемент последовательно стыкуется с соседними. При этом производится контроль соосности, геометрических размеров и рассверливаются до проектных размеров отверстия под болты в монтажных стыках. При общей сборке конструкций маркируют и составляют соответствующую схему, по которой их собирают на строительной площадке.
Массовые, однотипные конструкции, отверстия в которых сверлятся не по разметке, а по шаблонам в кондукторах на проектный диаметр, проходят контрольную сборку. Собирается первый экземпляр и, например, каждый десятый. Отправочные одинаковые марки таких конструкций взаимозаменяемы.
Сборка болтовых соединений состоит из следующих операций: подготовка стыкуемых поверхностей; совмещение отверстий под болты; стягивание пакета (соединяемых деталей стыка) и рассверливание отверстий до проектного диаметра (в соединениях на болтах повышенной точности, если на заводе они были выполнены на меньший диаметр).
После очистки стыкуемых поверхностей от грязи, наледи, снега, удаления заусенцев на кромках деталей и отверстий зубилом или напильником производится сборка стыков и узлов.
Если при транспортировании в элементах стыков образовались погнутости или вмятины, необходимо произвести их правку для обеспечения при сборке плотного касания всех элементов стыка или узла.
Для совмещения всех элементов стыка пользуются проходными оправками, диаметр цилиндрической части которых на 0,2 мм меньше диаметра отверстий. Часть отверстий (не менее 10%) заполняется пробками (рис. 7.2). Пробки фиксируют взаимное расположение соединяемых элементов от сдвига. Длина цилиндрической части пробки должна быть несколько больше толщины собираемого пакета.
После установки пробок оправки выбивают. Изготовляют оправки и пробки из стали марки Ст5 (ГОСТ 380—71). Рабочую часть оправки (длинный конус) подвергают закалке и отпуску, а ударную часть (короткий конус) только закаливают, чтобы уменьшить ее расплющивание при многократных ударах кувалдой. Пробки термической обработке не подвергают.
При установке болтов пакет обязательно стягивают, так как без плотного касания на поверхностях элементов стыка может начаться коррозия. Как правило, затяжку болтов начинают от середины поля болтов к краям. По мере установки очередных болтов подтягивают ранее установленные болты.
При сборке стыков и узлов неизбежны некоторые смещения отверстий. Величину взаимных максимальных смещений называют чернотой (рис. 7.3). Если на заводе-изготовителе отверстия были сделаны на меньший диаметр, на монтаже для доведения их до проектного диаметра необходимо произвести рассверловку. При рассверловке чернота убирается и кроме того снимается тонкий слой металла, подвергнутого наклепу при продавливании отверстий на дыропробивных прессах, поэтому работа болтового соединения с болтами класса А (повышенной точности) более пластична и надежна. При сверлении отверстий под болты на заводе-изготовителе по кондукторам или при рассверливании на проектный диаметр при обшей сборке небольшую черноту отверстий можно ликвидировать с помощью прочистки. В отличие от рассверловки при прочистке увеличения диаметра отверстия, практически, не происходит. Рассверловку и прочистку выполняют машинными котельными развертками (по ТУ 035-477—76), имеющими коническую режущую часть, ликвидирующую черноту, и цилиндрическую часть, фиксирующую заданный диаметр отверстия, или сверлом, диаметр которого равен диаметру отверстия, указанного в чертежах.
Для исключения попадания стружки в зазоры между стыковыми элементами при рассверловке или прочистке необходимо обеспечить плотность пакета стыковых элементов. В собранном узле болты заданного в проекте диаметра должны пройти в 100% отверстий.
В соединениях с работой болтов на срез и на смятие допускается чернота (несовпадение отверстий в смежных деталях собранного пакета) до 1 мм — в 50% отверстий, до 1,5 мм — в 10% отверстий. При несоблюдении этого требования и соответствующем разрешении авторов проекта KM отверстия следует рассверлить на ближайший больший диаметр с установкой болта соответствующего (большего) диаметра.
В соединениях с работой болтов на растяжение (фланцевые соединения), а также в соединениях, где болты установлены конструктивно, чернота не должна превышать разности диаметров отверстия и болта.
При выполнении болтовых соединений запрещается применять болты и гайки без клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
Резьба болтов не должна входить в глубь отверстия более, чем наполовину толщины крайнего элемента пакета со стороны гайки.
He допускается применение пружинных шайб при овальных отверстиях и при разнице в диаметрах болта и отверстий более 3 мм.
He допускается стопорение гаек путем забивки резьбы болта или приварки их к стержню болта.
Головки и гайки болтов, в том числе фундаментных, должны после затяжки плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а стержень болта должен выступать из гайки не менее чем на 3 мм. Последнее требование обеспечивается только при правильном выборе длины болта, которую первоначально определяют как сумму толщин пакета, одной шайбы и длины нарезки, а затем округляют до ближайшей большей по стандарту. Стандартная длина резьбы должна соответствовать диаметру болта.
Плотность стяжки собранного пакета следует проверять щупом толщиной 0,3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными элементами на глубину более 20 мм.
Качество затяжки постоянных болтов следует проверять отстукиванием их молотком массой 0,4 кг. При ударе вдоль оси болта правильно затянутый болт не должен смещаться или дрожать.
В процессе эксплуатации зданий и сооружений необходимо периодически производить осмотр монтажных соединений и подтягивать ослабевшие гайки на болтах.
На монтаже для рассверливания и прочистки отверстий применяют ручные пневматические (табл. 7.2) или электрические прямые машины, пригодные для работы во всех местах, где нет ограничений по габаритам, и угловые машины меньших размеров для работы в стесненных местах.
Пневматические машины требуют установки компрессора, применения довольно тяжелых воздушных шлангов, устройства масло- и водоотделителей, а также утепления сети в зимнее время, поэтому чаще пользуются электрическими машинами, работающими от сети переменного тока 220 В. Использование двойной изоляции позволяет выполнять работы на открытом воздухе без каких-либо особых мер безопасности. Машины с одинарной изоляцией следует применять в комплекте с защитноотключающим устройством, а при его отсутствии — только в закрытых помещениях с обязательным заземлением инструмента и использованием диэлектрических перчаток и резинового коврика (табл. 7.3).
Гайки временных и постоянных болтов без контролируемого натяжения завертывают ручными коликовыми ключами (рис. 7.4), имеющими с одной стороны зев для гайки, а с другой — коническую часть — колик, который служит оправкой при совмещении отверстий в деталях узла.
Весьма удобны также трещеточные ключи с рабочим ходом только в одном направлении, что позволяет не снимать и не переставлять ключ после каждого этапа поворота гайки.
При большем числе болтов в узлах и стыках рекомендуется применять электрические гайковерты (табл. 7.4), при применении высокопрочных болтов — ключи-мультипликаторы (табл. 7.5).
Error
Sorry, the requested file could not be found
More information about this error
Jump to. ..
Jump to…ГОСТРАБОЧИЕ ТЕТРАДИУЧЕБНЫЕ ПОСОБИЯТеоретический материал Начертательная геометрия.Теоретический материал Инженерная графика (инженерная и компьютерная графика).ОбъявленияДОЛГИ (выполненные задания) загружать сюда Теоретический материал БИ-21И1Задания по Инженерной и компьютерной графике БИ-21И1 ЛЕКЦИИТитульный лист для отчета по РГРЗадания АТб-21А1/А2Задания по Инженерной графике (ТЛб-21Z1)Задание по Начертательной геометрии (ТЛб-21Z1)Задание по инженерной графике ЭУб-21Z1ТЕСТ к ЭКЗАМЕНУ – ЭУб-21Z1Задания по Начертательной геометрии (ЭУб-21Z1)Лекция № 1 Образование проекций. Лекция № 2 “Основные правила выполнения чертежей”Лекция № 3 “Проекции плоскости”Лекция № 4 “Сечения”Лекция 4.1 Сечение поверхности плоскостьюЛекция № 5 “Сложные разрезы”Лекция № 6 “Виды изделий”Лекция № 7 “Выполнение эскизов деталей машин”Лекция 8 “Проекции с числовыми отметками” ГОСТы, которые Вам помогуЗадания по Начертательной геометрии и инженерной графики (ГЕОб-21Z1)Итоговый тест ГЕОб-21Z1Графические работы АПб-21Z2Вопросы к экзаменуТЕСТ к ЭКЗАМЕНУ – АПб-21Z1/АПб-21Z2Теоретический материал Задание на графические работы по дисциплине “Компьютерная графика” Учебное пособиеНачертат геом установка ШИИЛекция 2Указания по выполнению заданийОформление работ заочниковГрафическая работа “Проекции с числовыми отметками”Графическая работа “Арх.
Эскиз зубчатого колесаГр. работа 9. ПриводВопросы к экзамену по Начертательной геометрииИнструкция для прохождения интернет-тестирования 11.01.2021 в 10:00Список студентов записанных на интернет-тестированиеMacromedia Flash PlayerЛекция 7Лекция 8Лекция 9Задание Графическая работа № 0Решенные задачи (1 к.н.) загружать сюдаГрафическую работу № 0 загружать сюда Задание Графическая работа № 1 Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 1 загружать сюда Задание на графическую работу № 2Решенные задачи (3 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаФото отчета пройденного теста загружать сюдаТема 8Тема № 9Лекция ПЧОЗадание графическая работа № 1Решенные задачи (1 к.н.) загружать сюда Графическую работу № 1 загружать сюда Задание Графическая работа № 2 Решенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2 загружать сюдаЗадание Графическая работа № 3Решенные задачи (3 к.н.) загружать сюда Графическую работу № 3 загружать сюдаЗадание Графическая работа “Проекции с числовыми отметками”Теоретический материалГОСТыГрафическая работа № 1Графическая работа № 2Графическая работа № 3 (ЭСКИЗ)Гр. н.) загружать сюдаГрафическую работу “Эскиз” загружать сюда Задание “Проекционное черчение”Графическую работу “Проекционное черчение” загружать сюдаЗадание Привод* Выполненные чертежи “Привод” загружать сюдаЗадание 3D модель 2* Выполненный чертеж “3D модель 2” загружать сюдаСоединенияГрафическая работа № 1Решенные задачи (1 к.н.) загружать сюдаГрафическую работу №1 загружать сюдаРешенные задачи (2 к.н.) загружать сюдаГрафическую работу № 2, 3 загружать сюдаЭСКИЗРешенные задачи (3 к.н.) загружать сюдаГрафическую работу “Эскиз” загружать сюда Задание “Проекционное черчение” Графическую работу “Проекционное черчение” загружать сюда Занятие НТС-19Т2 15:25 27.05.2020Занятие CМб-19Т1 08:20 21.05.2020Занятие НТС-19Т2 15:25 20.05.2020Лекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин. Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал———ГОСТы, которые Вам помогутВыполненные графические работы и эскизы загружать сюдаСодержание работыРазъемные и неразъемные соединения (теория)Методические указанияВарианты (согласно списку в журнале *у старосты*)Исходный чертежПример выполнения сборочного чертежа “Привод”Пример выполнения спецификации “Привод”Пример выполнения чертежа “Корпус”Пример выполнения спецификации “Корпус”Пустые листы спецификацииВыполненные чертежи по заданию “Разъемные и неразъемн…” загружаем сюдаТеоретический материал——-Методические указания (Эскиз)Выполненные эскизы загружать сюдаВарианты заданияОбразецВыполненный чертеж винтовой пары загружать сюдаПринятые обозначения Лекция 1. Образование проекций. Метод Монжа. Проекции точки и прямой.Лекция 2. Проекции плоскоти. Прямая линия и точка в плоскости.Лекция 3. Взаимное положение плоскостей. Взаимное положение прямой и плоскости.Лекция 4. Способы преобразования чертежа. (Метрические задачи)Лекция 5. Кривые линии и поверхности.Лекция 6. Сечение поверхности плоскостью. Построение разверток поверхностей.Лекция 7. Пересечение прямой линии с поверхностями.Лекция 8. Взаимное пересечение поверхностей.Лекция 9 Аксонометрические проекцииВыполненный чертеж загружать сюдаРабочая тетрадь Решенные задачи загружать сюдаКарточки с исходным чертежом на ГР № 1 (по вариантам)Карточки с исходным чертежем на ГР № 2 (по вариантам)Методические указания по выполнению графических работПример выполнения ГР № 1Пример выполнения ГР № 2Загружать на проверку Графическую работа № 1 сюдаЗагружать на проверку Графическую работа № 2 сюдаТЕСТТеоретический материал Инженерная графика (инженерная и компьютерная графика)ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаРазъемные и неразъемные соединения (теория)Исходный чертежПример выполнения сборочного чертежа “Привод”Пример выполнения спецификации “Привод”Выполненные чертежи Привода загружать сюдаВыполненный чертеж редуктора загружать сюдаГр. работа 6. Эскиз штуцера (копия)Лекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Теоретический материал–ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа 3. Винтовая параГр. работа 4. Эскиз валаТеоретический материал по теме (компьютерная графика)ЗАДАНИЕ (исходный чертеж)Выполненный чертеж поршня загружать сюдаВилкаВкладышВыполненный чертеж поршня загружать сюдаЛекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал—-ГОСТы, которые Вам помогутГр. работа 1. Проекционное черчениеГр. работа 2. Проекционное черчениеГр. работа № 3 ЭСКИЗЛекция 1 Введение. Основные правила выполнения чертежей. Стандарты ЕСКД. Виды конструкторской документации.Лекция 2 Сечения.Лекция 3 Сложные разрезы.Лекция 4 Виды изделий. Разъемные и неразъемные соединения. Выполнение сборочных чертежей.Лекция 5 Выполнение эскизов деталей машин.Лекция 6 Деталирование чертежа общего вида.Курс лекций Инженерная графика презентацияТеоретический материал——-ГОСТы, которые Вам помогутВыполненные графические работы и эскизы загружать сюдаСодержание работыРазъемные и неразъемные соединения (теория)Методические указанияВарианты (согласно списку в журнале *у старосты*)Исходный чертежПример выполнения сборочного чертежа “Привод”Пример выполнения спецификации “Привод”Пример выполнения чертежа “Корпус”Пример выполнения спецификации “Корпус”Пустые листы спецификацииВыполненные чертежи по заданию “Разъемные и неразъемн…” загружаем сюдаТеоретический материал——Методические указания (Эскиз)Выполненные эскизы загружать сюдаПоследовательность выполнения работыТеоретический материал—–Образец (пример)Задания по вариантамВыполненный чертеж железобетонной конструкции загружать сюдаЗанятие 13:45 27. 05.2020Занятие 13:45 20.05.2020Занятие 15:25 15.05.2020Теоретический материал по теме (компьютерная графика)ВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюдаМетодические указания к работеИсходные файлыВыполненную работу загружать сюдаТеоретический материал по теме (компьютерная графика)ВилкаВкладышВыполненные чертежи Вилки и Вкладыша загружать сюдаМетодические указания к работеИсходные чертежи -Выполненную работу загружать сюдаЗАДАНИЕ (инженерная графика)Теоретический материал (инженерная графика)Задание № 1 загружать сюдаЗадание № 2 загружать сюдаЗадание № 3 загружать сюдаЗадание № 4 загружать сюдаТеоретический материал (компьютерная графика)Деталь № 1Деталь № 2Деталь № 3Деталь № 1 загружать сюдаДеталь № 2 загружать сюдаДеталь № 3 загружать сюдаЗанятия 1-4 (16.06.2020 15:25 – 21:50)Занятия 5-6 (20.06.2020 13:45 – 16:55) ЭКЗАМЕНТеоретический материал Начертательная геометрияУказания к выполнению графических работРешения задачОтправка выполненных заданийТеоретический материал Начертательная геометрияУказания к выполнению графических работРешения задачОтправка выполненных заданийЧертеж для занятия 13. 11.2020ЗАДАНИЯ-Теоретический материал по теме (компьютерная графика)* Выполненные чертежи (1 файлом) загружать сюдаКонтроль выполнения ЗАДАНИЙ
Skip Accessibility- R
- A
- A
- A
(always?)
Skip StatisticsПорядок выполнения соединений на высокопрочных болтах. Последовательность операций
Высокопрочные болты согласно ГОСТу P 52643-2006 – это стержневые крепежные детали с прочностными характеристиками не ниже класса 8.8. В качестве сырья для их производства используются легированные, а также низколегированные стали, в которых углерода содержится не более 0,4%. Технология изготовления – горячая либо холодная высадка. По завершении данного процесса на стержень наносится резьбовая нить. Заключительный этап производства – термическая обработка. На поверхность может наноситься слой защитного покрытия. Его толщина обычно не превышает 50 мкм.
Немного теории
Как известно, болты обычной прочности работают на срез. В отличие от них рассматриваемые метизы работают на растяжение. Иная ситуация наблюдается в отношении соединения, сформированного высокопрочными болтами. Оно работает на трение. Благодаря данному фактору прочность и, соответственно, надежность сопряжения повышаются в разы.
Чего следует ожидать, если на посадочное место, отведенное под высокопрочный крепеж, установить обычные стержневые соединительные детали? При эксплуатации такого скрепления причинно-следственная цепочка выглядит следующим образом: в сечении возникает поперечно направленная сила → там же появляется сдвигающая сила → пластины сдвигаются по причине недостаточной степени натяжения болта, обусловливающей небольшую силу трения → происходит деформация болта → скрепление утрачивает прочность.
В соединении, сформированном на основе высокопрочных болтов, эти детали прижимают металлические пластины одну к другой, ввиду чего возникает сила трения, препятствующая сдвигу скрепляемых элементов конструкции. Поэтому требование об обязательной необходимости предварительной очистки поверхности пластин от загрязнений и ее обезжиривания перед скреплением в данном случае очень актуально.
Сфера применения
Используются соединения на болтах высокой прочности во многих отраслях современной промышленности, в частности, в:
ü машиностроении;
ü процессе сборки узлов транспортных средств;
ü строительной индустрии;
ü сфере возведения мостовых сооружений; железнодорожных магистралей и т.д.
Встречаются такого рода соединения и в быту. Например, когда необходимо закрепить на бетонной несущей стене массивный широкоформатный плазменный телевизор. В данном случае высокопрочные болты выполняют функцию анкера.
Прочность
Государственным стандартом за номером P 52643-2006 установлены требования к высокопрочному крепежу, используемому для создания соединений. Под таковым подразумеваются болты с 6-гранной шляпкой, гайки шестигранной конфигурации, размер под ключ которых увеличен, а также шайбы.
Прочностные характеристики данного болтокомплекта определяются согласно ГОСТа 32484.1-2013 по двум системам – Роквелла (показатель НR) и Виккерса (показатель НV). При этом НR для болта может принимать одно из двух значений – 10.9 либо 8.8, а НV только одно – 10.9. В тексте данного нормативного документа отдельно оговорено, что формирование соединения не должно допускать смешивание деталей пусть даже с одинаковой прочностью, но определенной по разным системам.
Технические характеристики болтов
Технические характеристики болтов, обладающих высокой прочностью, установлены ГОСТом P 52644-2006. Его положения утверждают одно исполнение данных крепежных деталей.
Значения параметров, отображенных на этом чертеже, представлены в таблице. Единица измерения миллиметры.
|
Диаметр резьбы, параметр d |
M48 |
M42 |
M36 |
M30 |
M27 | |
|
b |
lnom≥150,0 |
102,0 |
96,0 |
84,0 |
72,0 |
66,0 |
|
lnom<150,0 |
102,0 |
90,0 |
78,0 |
66,0 |
60,0 | |
|
lnom≥3×d | ||||||
|
r |
Не меньше |
2,0 | ||||
|
da |
Не больше |
53,0 |
47,0 |
41,0 |
35,0 |
31,0 |
|
е |
Не меньше |
82,6 |
71,3 |
66,4 |
55,4 |
50,9 |
|
K |
Не меньше |
29,58 |
25,58 |
22,58 |
18,58 | |
|
Не больше |
30,42 |
26,42 |
23,42 |
19,42 | ||
|
Номинал |
30,0 |
26,0 |
23,0 |
19,0 | ||
|
S |
Не меньше |
73,1 |
63,1 |
58,8 |
49,0 |
45,0 |
|
Не больше |
75,0 |
65,0 |
60,0 |
50,0 |
46,0 | |
|
ds |
Номинал |
48,0 |
42,0 |
36,0 |
30,0 |
27,0 |
|
Шаг резьбы |
Номинал |
5,0 |
4,5 |
4,0 |
3,5 |
3,0 |
Продолжение таблицы.
|
Диаметр резьбы, параметр d |
M24 |
M22 |
M20 |
M18 |
M16 | |||
|
b |
lnom≥150,0 |
60,0 |
56,0 |
52,0 |
48,0 |
44,0 | ||
|
lnom<150,0 |
54,0 |
50,0 |
46,0 |
42,0 |
38,0 | |||
|
lnom≥3×d | ||||||||
|
r |
Не меньше |
1,5 |
1,2 | |||||
|
da |
Не больше |
28,0 |
26,0 |
24,0 |
21,0 |
19,0 | ||
|
е |
Не меньше |
45,2 |
39,6 |
37,3 |
33,0 |
29,6 | ||
|
K |
Не меньше |
16,65 |
14,65 |
13,65 |
12,65 |
11,65 | ||
|
Не больше |
17,35 |
15,35 |
14,35 |
13,35 |
12,35 | |||
|
Номинал |
17,0 |
15,0 |
14,0 |
13,0 |
12,0 | |||
|
S |
Не меньше |
40,0 |
35,0 |
33,0 |
29,16 |
26,16 | ||
|
Не больше |
41,0 |
36,0 |
34,0 |
30,0 |
27,0 | |||
|
ds |
Номинал |
24,0 |
22,0 |
20,0 |
18,0 |
16,0 | ||
|
Шаг резьбы |
Номинал |
3,0 |
2,5 |
2,0 | ||||
Параметр l (длина стержня) изменяется в диапазоне 40,0 мм≤l≤300 мм.
Для предотвращения коррозии на поверхность болтов может наноситься защитный слой. Максимальная толщина такого покрытия (обозначение W) зависит от диаметра резьбы крепежной детали. В цифрах это выглядит следующим образом:
-
резьба M16 – W≤25,0 мкм;
-
резьба M22, M20, M18 – W≤30,0 мкм;
-
резьба M27. M24 – W≤40,0 мкм;
-
резьба M48, M42, M36, M30 – W≤50, мкм.
Основные положения CHиП III 18 75
В данном нормативном документе указаны правила, которыми нужно руководствоваться при изготовлении конструкций из металла. Кроме того, им описаны все виды соединений, созданных с использованием высокопрочных болтов, в частности:
-
Фланцевое. Сфера применения таких соединений – конструкции, работающие исключительно на изгиб или на растяжение. В первом случае задействуются т.н. фланцы податливого вида, а во втором – жесткие;
Соединение, сформированное болтами:
- совместно со сваркой – болтосварное. Применяется для усиления конструкций, созданных на основе фланцевых, а также фрикционных соединений путем приваривания деталей. Второй вариант реализации – монтаж высокопрочных болтов в сварных соединениях, предусматривающий предварительное натяжение последних;
- болтозаклепочное. Используется, когда возникает необходимость замены заклепок высокопрочными стержневыми метизами. В число самостоятельных разновидностей соединений не входит. Подбор болтов, заменяющих заклепки, требует тщательного подхода. В Сети можно найти специальные таблицы, отображающие, какому болтовому соединению соответствует заклепочное. Нужно просто не полениться, скачать хотя бы одну из них, изучить размещенную в ней информацию и корректно ее применить на практике. К примеру, на место демонтированной заклепки с диаметром d, равным 23,0 мм следует устанавливать болт M24. А заклепочный элемент с d=21,0 мм заменяется высокопрочной стержневой деталью с резьбой M20;
-
совместно с клеящим составом – болтоклеевое. Реализуется в случае необходимости учета наряду с изгибающим моментом еще и других сдвигающих усилий. В число таковых входят силы с векторами, ориентированными в продольном и поперечном направлениях. Соприкасающиеся элементы подобных конструкций покрываются пленкой из клеевого компаунда – чаще всего это олигомерный реакционноспособный вязкий продукт ЭД16, а также ЭД20. Состоят данные вещества из: химических соединений, увеличивающих пластичность покрытия. Они так и называются – пластификаторы; олигомеров, содержащих 3-членные насыщенные гетероциклы – а это уже эпоксидные смолы; продукта, обеспечивающего полимеризацию смолы – отвердителя; масс, затвердевающих под воздействием комнатной температуры – специальные наполнители в виде корунда.
Фрикционное. Здесь метизы формируют силу трения заданной величины между скрепляемыми компонентами конструкции, плотно прижимая их один к другому. Такое соединение должно обладать несущей способностью, превышающей, 75% от значения данного показателя детали, прикрепляемой к конструкции;
С несущими высокопрочными болтами. В этих соединениях сдвигающее усилие передается через:
-
деформацию, носящую местный характер – смятие;
-
нагрузку, работающую на срез;
-
силу трения между контактирующими поверхностями.
Расчет несущей способности проводится для каждого болта отдельно. Одновременно вычисляются индивидуальные прочностные показатели всех таких крепежных деталей и их стойкость к воздействию внешних нагрузок. Сфера применения несущих высокопрочных болтов – сборка конструкций следующих разновидностей:
-
постоянных, рассчитанных на работу под исключительно статическими нагрузками;
-
временных, устойчивых к воздействию вышеуказанных нагрузок;
-
временных, а также постоянных, при расчете которых учитываются нагрузки динамического характера, либо воздействия, работающие на сдвиг.
Необходимо отметить, что проектирование любого фрикционного соединения проводится на основе специальных нормативов. Их полный перечень содержится в CHиПе II.B.3-72. Разработка соединений иных видов осуществляется в соответствии с техническими условиями, представленными конкретной компанией-контрагентом, являющейся производителем работ. По причине широкого спектра разновидностей болтовых соединений, на чертежах они обозначаются каждое по-своему. Данное правило и цифробуквенные последовательности обозначения не претерпевали изменений с момента вступления в силу ГОСТа 2.315. А произошло это в далеком 1968 году.
Особенности натяжения высокопрочных болтов
Регулировка вращающего усилия в ходе натяжения этих крепежных деталей осуществляется следующими способами: по
-
величине момента закручивания;
-
углу, на который поворачивается гайка;
-
осевому натяжению самого болта;
-
количеству тангенциальных ударов гайковерта.
Независимо от выбранного метода затягивания высокопрочных соединительных элементов необходимо применять стяжные болты. И здесь есть еще один момент. Формулируется он так: в начале натяжения шляпку высокопрочных деталей нужно придерживать. Место, с которого следует начинать формировать соединение – середина либо его наиболее жесткий участок. Затягивание болта с определенным усилием выполняется посредством динамометрического ключа. Последовательность этапов скрепления компонентов конструкции с использованием данного инструмента выглядит так:
-
совмещение отверстий в сопрягаемых пластинах путем сквозного забивания пробок в некоторые из этих отверстий;
-
фиксация пакета в заданном положении стяжными болтами;
-
все резьбовые крепежные детали (включая стяжные) подлежат затягиванию с требуемым усилием;
-
пробки удаляются аккуратными ударами молотка по предварительно установленной направке.
Далее там, где они находились, монтируются с помощью динамометрического ключа высокопрочные болты.
Технологические нюансы
При формировании соединения необходимо соблюдать определенные требования. Рассмотрим лишь ключевые.
Обработка поверхностей
Обработка контактирующих поверхностей скрепляемых элементов осуществляется:
-
пневматическим методом с использованием кварцевого песка;
-
огневой методикой посредством ацетиленовых многопламенных горелок;
-
вручную либо механически щетками со стальным ворсом.
Выполнять данную операцию необходимо с максимальной тщательностью. Ведь она призвана изменить коэффициент трения так, чтобы несущая способность формируемого соединения повысилась. Приступать к сборке объекта нужно не позднее 72 часов после проведения обработки. Если этот временной интервал будет превышен, ранее выполненную процедуру нужно будет повторить.
Подготовка болтов
Подготовка метизов предусматривает их расконсервацию с последующей:
Смазочный слой удаляется путем помещения высокопрочного крепежа в кипящую воду на непродолжительное время. По окончании данной процедуры болты следует окунуть в раствор, состоящий из 15 процентов автола и 85 процентов неэтилированного бензина. И здесь на срок хранения до формирования соединения действует ограничение – не больше 10 суток. Данное требование связано с возможным увеличением коэффициента закручивания при превышении этого временного интервала.
Прогонку резьбовой накатки высокопрочных болтов следует выполнять, применяя специальный гайковерт с пневматическим приводом.
Установка
Монтаж осуществляется с использованием двух (тоже высокопрочных!) шайб – одна идет под шляпку болта, а вторая размещается под гайкой. Гайка должна навинчиваться на резьбовую накатку свободно, то есть от руки. Иные варианты недопустимы. Гайка, накручивающаяся с трудом, подлежит замене. Впрочем, можно заменить сам высокопрочный болт.
Теперь несколько слов о пробках. Они должны размещаться в 10 процентах отверстий. Соответственно, удалять их допускается лишь после того, как во все остальные гнезда будут установлены болты и затянуты с требуемым усилием. При этом нужно действовать, не мешкая. Удалив пробку, монтировать на ее место высокопрочную соединительную деталь следует сразу же.
Затягивание крепежа M24 часто осуществляется гайковертом. Для его тарировки применяется такой показатель, как поворот ответной гайки на заранее определенный угол. Момент закручивающего усилия, обеспечиваемый подобным инструментарием, может достигать отметки 1600 Нм. Тарирование устройства для болтов M24 должно предварять начало выполнения монтажных работ. Гайковерт может комплектоваться сменными головками конусообразной конфигурации, отличающимися повышенным весом. Это обусловливает снижение потерь мощности при скручивании.
Помимо большой массы, у головок имеется еще одна особенность: они в обязательном порядке проходят этап термообработки. По его завершении твердость сменных приспособлений находится в диапазоне от НRС35 до НRС45.
Часто для формирования соединения на высокопрочных болтах M24 применяются последовательно два динамометрических ключа. Это предоставляет возможность получения максимально точной величины момента закручивания. Выглядит данная методика так:
первым ключом, который принято называть «малый», закручивают болты с моментом, не превышающим 200 Нм;
вторым инструментом, называемым «большой», производится финишное затягивание с моментом, равным 1600 Нм.
При закручивании всех высокопрочных болтов за исключением M24 ориентиром обычно является осевое усилие. Для выполнения данной процедуры применяется ключ с пневматическим приводом. Он подлежит обязательному тарированию перед формированием соединения.
Впрочем, для крепежа M20 и ряда иных типоразмеров можно осуществлять корректировку затягивания на величину момента закручивания. Способ достаточно сложен. Его реализация предусматривает расчет момента закручивания с последующим его измерением в ходе затяжки болта. Выполняется эта операция с болтами M20 и M24 с помощью электрического ударного гайковерта так:
сначала стержневой высокопрочный крепеж устанавливается в место, указанное на чертеже создаваемой конструкции;
затем осуществляется затягивание болтов посредством вышеупомянутого инструмента нанесением 3-х единичных ударов;
финишная затяжка. Гайковертом наносятся удары в количестве, требуемом для получения в высокопрочном стержневом крепеже осевого напряжения заданной величины. Обычно это 14-18 воздействий импульсного характера.
Заключение
В заключение стоит отметить один момент. При формировании соединения посредством высокопрочных болтов допускается депланация (так по-научному называется перепад поверхностей) сопрягаемых элементов конструкции до 0,5 мм. Если этот показатель (обозначение ПВ) находится в диапазоне 0,5 мм<ПВ≤3,0 мм, такой дефект нужно будет ликвидировать. Делается это механической обработкой, предусматривающей формирование плавного скоса, характеризующегося уклоном с соотношением меньшего катета к гипотенузе, не превышающим 1:10. Когда же параметр ПВ>3,0 мм, тогда устанавливаются металлические прокладки подходящей толщины.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Болтовая сборка | САПР-журнал
Павел Мартынюк 13.02.2014 Уроки СПДС GraphiCS 0
Кнопка Болтовое соединение — вызывается инструмент для вставки болтового соединения из деталей базы стандартных элементов СПДС GraphiCS.
Для вызова инструмента Болтовое соединение можно воспользоваться следующими способами:
- кликнуть по иконке на вкладке СПДС — панель Объекты из базы;
- кликнуть по иконке на панели Объекты из базы;
- Строка меню — СПДС — Объекты из базы — Болтовое соединение;
- ввести в командную строку команду spjoint.
Как работать с инструментом Болтовое соединение:
- указываем на чертеже начальную точку болтовой сборки;
- указываем конечную точку болтовой сборки. При вставке доступны инструменты выбора направления отрисовки;
- в диалоговом окне Детали крепления настраиваем вид болтового соединения.
Окно Детали крепления содержит две вкладки, Шаблон и Просмотр. На вкладке Шаблон в центральной части диалогового окна доступны следующие настройки:
- Свойства крепления.
- Толщина пакета — толщина пакета соединяемых деталей, в мм.
- Вид — выбор стандартной проекции изображения
- Мелкий шаг резьбы — переключатель мелкого шага резьбы
- Упрощённый вид — переключатель упрощённого/полного изображения
- Детали болтовой сборки. Здесь по порядку перечислены компоненты, входящие в сборку.
- Соединитель
- Отверстие
- Цековка
- Шайба
- Гайка
Для выбора объекта из базы СПДС GraphiCS щёлкните в ячейке ГОСТ соответствующего элемента.
В диалоговом окне Выбор детали откроется папка с деталями крепления.
Дополнительные настройки компонентов сборки доступны при разворачивании списка, нажатием на «плюс»:
В правом столбце таблицы-списка находится кнопка , которая очищает выбранную позицию.
Кнопка Добавить деталь в шаблон добавляет деталь в сборку после выбранного в списке. Список доступных для добавления деталей зависит от текущего выбранного объекта:
Кнопка Удалить деталь из шаблона удаляет выбранный объект из списка деталей.
Существует возможность сохранять шаблон болтовой сборки для последующего многократного использования сборок с одинаковым набором деталей. Для работы с шаблонами используются кнопки в верхней части диалогового окна, а ниже располагается список доступных шаблонов:
Кнопка Создать новый шаблон — добавляет новый пустой шаблон.
Кнопка Удалить шаблон — удаляет выбранный шаблон из списка.
В контекстном меню списка шаблонов доступны команды:
- Добавить папку
- Удалить объект
- Переименовать
- Импорт из файла
- Экспорт в файл
Кнопка Выбор точки вставки и длины болтового соединения — служит для повторного выбора точки вставки и длины болтовой сборки на чертеже.
Кнопка Установить пакет соединения вручную — открывает окно настройки параметров пакета соединяемых деталей.
Щелчком левой кнопки мыши по одной из ячеек в графе Тип детали производится переключение деталь/зазор:
В графе Толщина устанавливается значение толщины соответствующей детали (или зазора) После настройки параметров пакета соединения, закрываем окно кнопкой ОК.
В правой части диалогового окна Детали крепления расположен список значений диаметра резьбы болта.
Над списком расположен значок «лампочка», который указывает на возможность использования выбранного значения диаметра для всех объектов, входящих в сборку:
- значок указывает на то, что значение диаметра не подходит к одному или нескольким деталям. Сборка невозможна.
- значок указывает на то, что значение диаметра применимо для всех деталей сборки. Сборка возможна.
Во время настройки шаблона на вкладке Вид доступен предварительный просмотр болтовой сборки.
Кнопка Выбор параметров динамически — включает режим визуального выбора длины болта после закрытия диалога.
При вставке болтового соединения доступны 4 способа отображения, которые можно выбрать по кнопке Выберите тип вставки на нижней панели инструментов диалогового окна.
Рисунок на кнопке отображает текущий выбранный способ отображения:
- Упрощённое изображение
- С локальным вырывом
- Обычная вставка
- Вставить скрытым
При вставке болтового соединения автоматически производится распознавание границ соединяемых деталей. Если линия направления вставки пересекает перпендикулярно несколько отрезков на чертеже, они определяются как границы деталей и устанавливается пакет соединения:
В шаблон болтовой сборки автоматически добавлены три гладких отверстия — по числу распознанных деталей:
Точка вставки и длина болтовой сборки определяются автоматически исходя из толщины пакета деталей.
Для вызова диалогового окна настройки болтового соединения примените любой из стандартных инструментов редактирования к осевой линии группы деталей.
About Павел Мартынюк
Опытный пользователь СПДС GraphiCS. Автор блога “Кровля и фасады” (http://roof-facade.blogspot.com/).
View all posts by Павел Мартынюк →
Установка режима перекрытия и отображения
Приемы при работе с текстом в AutoCAD
Понимание выбора болтов – Болты 101, стр. 2 – Механические элементы
Это страница 2, продолжение статьи о болтах 101. Здесь мы обсуждаем варианты болтов для приложения. Предыдущий пост, страница 1 болтов 101, дает массу справочной информации, поэтому мы рекомендуем сначала прочитать его, а затем этот, чтобы сделать правильный выбор болта. Обе страницы сосредоточены на практической стороне, а не на всех теоретических деталях.
Самое сложное — это определить, какие болты выбрать для конкретной работы. Это сложная часть, потому что эмпирические правила имеют много исключений. Кроме того, это ваше суждение и ответственность за выбор болта. Если соединение критично — особенно если это связано с безопасностью — возможно, уместна некоторая инженерная помощь. Однако в большинстве случаев вы можете следовать этим рекомендациям и чувствовать себя вполне комфортно при принятии решений. Просто обратите внимание на исключения.
Фактор выбора болта 1 — Размер
При монтаже объекта с отверстиями для болтов используйте размер болтов, рекомендованный производителем. Если у предмета нет конкретных инструкций, в которых говорится, какие болты использовать, используйте размер болта, который хорошо подходит и заполняет отверстия.
Ролик, показанный на фотографии, является хорошим примером. Он имеет 4 слота, которые хорошо подходят для болтов 3/8 ″ или 10 мм. Любой размер работает как выбор болта. Примечание. Поскольку отверстия представляют собой прорези, шайбы поддерживают гайку.
Если размеры отверстий не определены для болтов, существует множество других соображений по выбору размера.
Фактор 2 – Толщина материала
Используйте болт, подходящий для толщины материалов для соединения. Если вы крепите болтами тонкий листовой металл, то болты большого диаметра не сделают его более надежным. На самом деле, когда дело доходит до драки, материал часто выходит из строя возле болтов, поэтому лучше иметь несколько меньших креплений, чем один большой.
Типичное эмпирическое правило. . . Используйте диаметр болта, который в 1,5–2,5 раза (до трех раз) превышает толщину более тонкого материала, который вы скрепляете болтами. Таким образом, для материала 1/8″ диаметр 1/4″ часто является хорошим выбором болта. Для материала толщиной 1/4″ можно использовать болт 3/8″ или 1/2″.
Это руководство не подходит для очень тонких и очень толстых материалов. В обоих этих случаях — если стык критический — лучше использовать больше креплений, чем большие. Примечание. Для тонких материалов обычно лучше использовать более толстый материал, после чего правило применяется снова.
Фактор выбора 3 — Функция
Что должны делать болты? Они сквозные болты (болт с гайкой)? Или болт входит в резьбовое отверстие? Может резьбовое отверстие проходит? А может он слепой (заходит в отверстие с резьбой, которое не проходит)?
Большая часть обсуждения в этой статье касается болтов с гайками (и шайбами), но во многих случаях резьба присутствует в другой части. На самом деле, дискуссия почти одинакова в любом случае. Хорошим примером являются колесные болты прицепа, где некоторые из них представляют собой болты в ступице с резьбой, а другие – шпильки с гайкой. Подробнее читайте в статье «Болты для колес прицепа».
Фактор 4. Количество болтов
Вы когда-нибудь замечали, что болты редко появляются только с одним болтом? Сколько болтов вам нужно?
Когда вы что-то болтаете, вы ограничиваете это в одном направлении. Аргументировано, что это больше ограничивает трение и расширенный контакт лица, но если вы действительно хотите удержать деталь, для этого требуется больше болтов. 2 болта ограничивают вращение и не менее 3 болтов (не на одной линии) для ограничения изгиба. Мы часто видим наборы из 4, потому что это простой шаблон, и он очень хорошо ограничивает многие вещи.
Расположение болтов таким образом, чтобы болты были разбросаны — в пределах разумного. Как правило, чем больше расстояние между ними, тем крепче связь. С точки зрения удержания вещей, чем больше, тем лучше, но это также усложняет работу.
Другая причина большего количества болтов – безопасность. Если связь связана с безопасностью, лучше переубить.
Изображение сцепки здесь иллюстрирует некоторые из этих факторов выбора болта. Размер болта составляет 1/2 дюйма (определяется отверстиями для сцепки), что чуть больше, чем в 2,5 раза превышает толщину материала (менее чем в 3 раза), так что это хорошо для материала толщиной 3/16 дюйма. Они имеют 8-й класс прочности, потому что безопасность, безусловно, вызывает беспокойство. Мелкая резьба с гайками Nylock для безопасности в условиях вибрации. Основные силы соединения возникают при сдвиге, и они имеют достаточное расстояние для устойчивости соединения.
В примере сцепки 4 соединения. Каждый болт соединяет материалы дважды, по одному разу с каждой стороны. 4 соединения не являются линейными, поэтому это хорошо для стабильности при изгибе.
Коэффициент выбора болта 5 — Прочность
Выберите прочность болта в зависимости от того, что вы от него хотите. В целях безопасности подумайте о более высокой прочности. Говоря о поперечных силах, подумайте о диаметре, который легко выдержит нагрузку. С усилиями натяжения, толщиной с тонкие нити и более прочным материалом.
В перспективе для прочности используйте диаметр, равный классу болта. Из диаграммы в Части 1 видно, что (в обобщенном виде) класс 5 примерно в два раза прочнее, чем класс 2. Тем не менее, когда мы рассматриваем диаметр, болт 3/8″ более чем в два раза прочнее болта 1/4″. . Фактически, требуется болт высокого качества с головкой под торцевой ключ 1/4″, чтобы соответствовать болту 3/8″ класса 2. На самом деле, диаметр является основным фактором.
Кстати, при расчете прочности болта используйте диаметр основания резьбы (наименьший диаметр внутри резьбы), а не полный диаметр болта. Кроме того, подумайте о факторах безопасности — и щедро используйте их.
Фактор выбора 6 – Шаг резьбы
Мелкая или крупная резьба? Это хороший вопрос без однозначного ответа. Вот некоторые соображения.
- У грубых потоков не так много потоков, поэтому они могут устанавливаться быстрее.
- Мелкая резьба может создавать большее усилие зажима с уменьшенным углом резьбы.
- Болт с мелкой резьбой немного прочнее болта с крупной резьбой.
- В отношении вибрации преимущество имеет мелкая резьба (хотя гайки Nylock, LocTite и т. д. даже лучше).
При выборе болтов не существует четких критериев, поэтому звоните, исходя из преимуществ.
Лично я чаще всего использую крупную резьбу для болтов меньшего размера (1/4″, 6 мм и меньше). С большими болтами я использую мелкую резьбу в ситуациях вибрации и когда сила зажима имеет решающее значение. Например, на складном дышле прицепа зажимные болты имеют размер 1/2″-20 (мелкая резьба). 8 класс за превышение силы. Шкворневые болты не затянуты (иначе бы не крутились), поэтому в расчет не входят, но они одного размера и резьбы, так что все совпадает. (И используйте для всего одни и те же ключи.)
Фактор выбора 7 – Длина
На сколько хватит? Как долго это слишком?
Достаточно длинный, когда резьбовая часть выходит из гайки на пару витков. Слишком длинный — это когда неиспользуемый конец болта чему-то мешает — или когда болт не может полностью затянуться. В самый раз может быть болт, который у вас есть в мусорном ведре (потому что вам не нужно что-то покупать).
При этом не бойтесь срезать болт. Если он слишком длинный, обрежьте его, чтобы он был правильным, а затем дорисуйте конец. Точно так же, если вам нужен длинный или нестандартный болт, сделайте его с резьбовым стержнем. Прочтите эту статью полностью о работе с резьбовым стержнем.
Не забывайте о шайбах (если они вам нужны), когда думаете о длине. Кроме того, специальные гайки, такие как гайки Nyloc, требуют немного большей длины, чем стандартные.
Для болтов, ввинчивающихся во что-то (не в гайку), понятие «достаточно длинное» должно также учитывать зацепление резьбы, которое является нашим следующим фактором выбора болта.
Фактор выбора 8 — резьбовое зацепление
Легко представить себе болты с гайками для крепления — особенно для самостоятельного изготовления. Это упрощает задачу. Тем не менее, время от времени вам нужно постучать по дыре. Метчики довольно просты в использовании и, если все сделано правильно, делают отличную резьбу для вкручивания болта. При создании собственных тем следует учитывать некоторые моменты.
Практические правила резьбового зацепления касаются материала, в который ввинчивается болт, а также диаметра болта. Это отношение длины зацепления резьбы к диаметру болта. Например, 2x означает, что глубина зацепления резьбы в два раза больше диаметра болта. В этом случае для болта 1/4″ зацепление резьбы равно удвоенному диаметру или 1/2″. Это просто пример.
Как правило, используйте 1x для стальных болтов в стальной резьбе. 1,5x минимум и предпочтительно 2x или более для алюминия. Магний и высокопрочные пластмассы имеют 2,5-кратное или 3-кратное увеличение.
Опять же, это эмпирические правила, и сплавы материалов действуют по-разному. Для болтов 101 просто используйте эти числа в качестве перспективы при выборе болта.
Вы заметите, что большинство орехов меньше, чем 1x, указанное выше. Это во многом связано с тем, как формируются потоки. Нарезка резьбы метчиком не так сильна, как нарезка резьбы. Опять же, только перспектива.
Фактор выбора болтов 9 – Расположение
Куда вы кладете болты, когда что-то строите? Хотя существует несколько способов взаимодействия сил с болтом, некоторые направления определенно лучше, чем другие. Если у вас есть выбор, подумайте о расположении болтов и направлении усилия, а также об удобстве и доступе.
Первый вариант — положить болты только как локаторы . Это работает, когда части вталкиваются друг в друга, а болты нужны только для того, чтобы определять положение и удерживать его. Для такого соединения не требуется большой прочности болта. Хотя это идеально, часто это не так, как направляют силы.
Второй вариант – вставить болты в Срез . Это означает, что силы хотят перерезать болты. Посмотрите выше на фото сцепки. Силы тяги прицепа и торможения перпендикулярны болтам. Это сдвиг. Болты очень прочны на сдвиг, и даже когда они не полностью затянуты, они все еще прочны на сдвиг. Тем не менее, размер болта должен соответствовать силам, поэтому важны как прочность, так и диаметр.
Последний вариант – болты Натяжение . Я говорю, что это последний выбор, но часто это единственный вариант — или, в случае с синей петлей прицепа, это лучший вариант для достижения других целей. Прочтите раздел о креплении болтами в нашем обзоре складного язычка для получения дополнительных пояснений. При растяжении болт опирается на резьбу, чтобы нести нагрузки. Когда это необходимо, используйте болты большего размера, более прочные болты и несколько болтов для лучшей безопасности.
Смешанные силы
Дело в том, что большинство болтовых соединений представляют собой не одну из этих сил, а их комбинацию. И часто силы меняются в разное время, так что примите это во внимание.
В качестве примера посмотрите на фото колесика. В практическом смысле болты здесь в первую очередь как локаторы. Колеса передают нагрузку на фланец, затем фланец упирается в стальную опору. На самом деле, есть еще силы сдвига при включенном тормозе или при скручивании ролика. Затем возникают некоторые силы натяжения, когда колесо обо что-то ударяется (например, о шов в бетонном полу).
И, наконец, иногда силы меняются местами, например, при сдвиге в одну сторону на сдвиг в другом. Эти колебательные или вибрационные ситуации являются наихудшими для выбора болта, потому что они создают проблему для удержания вещей в натянутом состоянии. В этих случаях мы рекомендуем использовать больше болтов, мелкую резьбу и/или какой-либо другой метод защиты от вибрации.
Размеры отверстий под болты
Сколько места предусмотрено для отверстия под болт? Многие проекты DIY страдают от того, что болты либо слишком ослаблены в своих отверстиях, либо слишком туго затянуты и их трудно собрать. Что такое золотая середина?
Честно говоря, проблема обычно не в размере какого-либо отверстия, а скорее в расположении отверстий относительно друг друга. Если вы делаете что-то своими руками с помощью чертилки и сверлильного станка, иногда отверстия не совпадают идеально. Да, я тут как тут, так что вот пост о выравнивании смещенных отверстий.
Обычно я добавляю от 10% до 15% диаметра болта для размера отверстия. Пример: болт 1/4″ + 15% = 0,287″, поэтому округление до сверла 9/32″ = диаметр 0,281″. Я склонен округлять в меньшую сторону по мере того, как болты становятся больше. Пример: болт 1″ + 15% = 1,15″. Это предполагает отверстие диаметром 1-1/8 дюйма. Для меня отверстие 1/8″ слишком свободное (небрежное прилегание), поэтому для больших болтов я делаю его больше, чем 10%. Пример: болт 1″ + 10% = 1,1″ или с округлением = 1-3/32″ или даже 1-1/16″.
Хорошее эмпирическое правило состоит в том, чтобы добавить к отверстию столько допусков, сколько вы можете удержать в допуске на местоположении отверстия.
Подведение итогов по выбору болтов
Несмотря на то, что болты кажутся простыми, на самом деле о них нужно знать очень многое. Это довольно простой обзор в качестве введения в Bolts 101 своими руками. Тем не менее, есть так много всего, что нужно знать. К счастью, это также тема с большим количеством отличной информации в Интернете. Просто ищите по темам, которые вам нужно знать. Такие вещи, как «Шаг резьбы болта» или «Прочность болта на сдвиг». Вы найдете массу отличных вещей более подробно.
Опять же, эта статья является введением с практическим уклоном, а не научным. Речь идет о выборе болта, особенно потому, что практическая сторона, похоже, отсутствует в местах крепления болтов, которые мы видели. Дайте нам знать, если мы пропустили что-то важное.
Вот кое-что по теме. Nuts and Bolts 101 — отличный обзор всевозможной информации о болтовых соединениях. Затем, когда вам понадобятся крепежные детали, узнайте, как сэкономить на болтах и где их купить. Удачи в ваших проектах.
Длина фланцевых шпилек: что нужно знать?
Включая трубные фланцы, RTJ, фланцы с выступом и нестандартные фланцы
Различные типы и размеры фланцев требуют определенных размеров шпилек. В этой статье обсуждается, как длина шпильки может повлиять на сборку фланцевого соединения и как правильно выбрать шпильки для вашего типа и размера фланца.
- Какова эффективная длина шпилек?
- Как длина шпильки влияет на надежность фланцевого соединения?
- Стандартные размеры фланцев ASME B16. 5 и ASME B16.47
- Заказные фланцы: фланцы не ANSI и API
- Как исправить отношение длины шпильки к диаметру болтов?
Какова эффективная длина шпилек?
Эффективная длина шпильки ANSI, по сути, составляет расстояние от середины гайки до середины гайки. Мы называем это «длиной захвата» застежки; именно здесь будет находиться большая часть нагрузки на болты, независимо от диаметра болтов.
Большинство людей думают, что вся шестигранная гайка будет выдерживать нагрузку, а это означает, что вся длина шпилек участвует в удержании нагрузки и напряжения прокладки. Но опять же, большую часть работы выполняет только расстояние от середины шестигранных гаек до середины шестигранных гаек!
Некоторые люди будут обсуждать номинальный размер трубы (NPS), использование метрических болтов, унифицированный крупный шаг резьбы (UNC) болта (или другой шаг резьбы) или даже тот факт, что это кольцевое соединение (RTJ). ) вместо «Фланец с выступом» влияет на фланец. И они правы, но по другим причинам.
Например, для фланцев серии 150# вероятность утечки математически выше, чем для фланцев серии ASME B16.5 с более высокими характеристиками. Почему это? Не из-за длины шпильки, а из-за того, что диаметр болтов в этих фланцах минимален по сравнению с прокладкой; поэтому на этих фланцах действительно трудно получить хорошее напряжение прокладки.
ЛЮБОПЫТНЫЙ ФАКТ №1:
Номинальный размер трубы 8 дюймов во фланцах серии 150# математически более вероятно приведет к утечке из-за недостаточной нагрузки болтов, чем труба любого другого номинального размера или размера фланца. Чтобы увеличить нагрузку на прокладку, вам придется увеличить количество шпилек или диаметр шпилек. Длина шпильки имеет очень мало общего с тем, что эти фланцы плохо работают!
Забавный факт № 2:
Номинальный размер трубы 3″ во фланцах серии 150# занимает второе место по той же причине… низкое напряжение прокладки. Не из-за длины шпилек.
В этой статье не рассматриваются проблемы коррозии, различные кольцевые прокладки, машинные болты, история ASTM A193 и материалы болтов из нержавеющей стали по сравнению с материалами болтов B7.
Как длина шпильки влияет на надежность фланцевого соединения?
Короткие болты обычно менее надежны, чем длинные болты. Эмпирическим правилом для желаемой длины шпильки является отношение длины шпильки к диаметру шпильки 5:1, что означает, что длина шпильки в пять раз больше 9.0175 больше , чем диаметр шпилек.
Не требуется большого прогиба, когда длина болта мала, чтобы уменьшить нагрузку на болт; однако более длинный болт с той же жесткостью пружины должен будет больше отклоняться, прежде чем нагрузка на болт будет потеряна.
Поэтому, глядя на окружность болтов, мы хотим видеть, что длина шпилек в 5 раз превышает диаметр болта.
Стандартные размеры фланцев ASME B16.5 и ASME B16.47
При рассмотрении стандартного фланца (ASME B16.5 или ASME B16.47) мы не видим многих фланцев, длина шпильки которых имеет соотношение отношение длины шпильки к диаметру шпильки менее 5:1. Это означает, что мы не рассматриваем это как проблему с этими типами размеров фланцев.
Ниже приведена таблица фланцевых болтов, которая показывает, что длины шпилек соответствуют фланцам ASME B16.5 и фланцам ASME B16.47. Он включает в себя размеры болтов (включая размер шестигранных гаек и длину шпилек), различную длину шпилек, необходимых для фланцев RTJ и фланцев с выступом, а также количество крепежных деталей в каждом фланце!
Нестандартные фланцы: нестандартные фланцы ANSI и API
Это становится еще более серьезной проблемой, когда мы рассматриваем нестандартные фланцы, такие как теплообменники или реакторы. Как видно из видео, когда мы просверлили трубную решетку с резьбой во фланце, мы фактически удвоили длину шпильки. Поэтому этот сустав более надежен, когда речь идет о релаксации.
Как установить отношение длины шпильки к диаметру болта?
Помните, что чем короче болт, тем больше отклонение и больше «расслабление».
Как решить эту проблему, если у вас короткое отношение длины шпильки к диаметру болта?
Есть несколько вариантов… наш любимый — прокладки для болтов. Их проще всего реализовать и использовать в полевых условиях. Но каждое болтовое фланцевое соединение отличается, поэтому, если вам нужна дополнительная помощь, напишите нам по адресу [email protected]
См. также:
Релаксационный проход в болтовых фланцевых соединениях
Длина фланцевых шпилек: что нужно знать?
Прокладки Kammprofile, описание
Таблица размеров болтов | Размеры болта, резьба, как измерить размер болта?
Крепеж используется в автомобилях, промышленности, мебели, инструментах, жилых домах и во многих других областях для соединения двух предметов (металла, дерева, пластика и т. д.) и удержания их вместе. Такие крепежные детали, как винты, болты, гайки и т. д., могут быть легко установлены или удалены благодаря их резьбовой конструкции. Существуют различные типы и размеры болтов, и чтобы лучше понять их, мы увидим таблицу размеров болтов, в которой описаны все важные размеры болтов.
Прежде чем рассматривать Таблицу размеров болтов, мы сначала попытаемся узнать о болтах в целом, некоторых важных идентификациях, связанных с болтами, методе измерения размера болтов и многом другом.
Описание
Знакомство с болтами, гайками и шайбами
Болт представляет собой цилиндрический предмет с шестигранной (иногда квадратной) головкой на одном конце и резьбой (полностью или частично) на другом конце. Гайка является аналогом болта и представляет собой шестиугольный (иногда квадратный) объект с резьбой внутри. Шаг резьбы на болте и гайке должен быть одинаковым для их надежной фиксации.
Другим важным объектом является стиральная машина. Он используется для увеличения площади контакта между гайкой и поверхностью, что, в свою очередь, снижает напряжение поверхности. Он также защищает поверхность от повреждений из-за затягивания гайки.
Комбинация из болта, гайки и шайбы может быть использована для крепления двух предметов, и самое приятное то, что соединение является временным в том смысле, что вы можете снять его в любое время, просто ослабив гайку.
Если две детали должны быть соединены вместе, то первым шагом является просверливание отверстий в объектах. Отверстие может быть резьбовым или обычным. Если отверстие представляет собой резьбовое отверстие, то болт можно просто вкрутить в отверстие (при условии, что шаг отверстия и болта одинаков) без необходимости использования гайки для фиксации болта. Если это обычное отверстие, то вы должны использовать шайбу и гайку, чтобы правильно закрепить болт.
Важным моментом в отношении размера просверливаемого отверстия является то, что оно должно быть того же диаметра, что и диаметр болта, или немного больше его.
Материалы для болтов
Материал, используемый при производстве болтов, определяет их прочность, области применения, коррозионную стойкость и т. д. Существует несколько материалов для болтов, и некоторые из них являются популярными:
- Оцинкованная сталь : Это один из популярных и широко используемых материалов для болтов общего назначения, обычно внутри помещений. В зависимости от типа изготовления, цвет болта может быть с голубоватым или желтоватым оттенком. Это низкоуглеродистая сталь с цинковым покрытием, обеспечивающая умеренную коррозионную стойкость. Они также очень дешевы в производстве.
- Нержавеющая сталь: Один из самых прочных материалов для болтов с очень хорошей коррозионной стойкостью. В результате болты из нержавеющей стали часто используются в промышленности, автомобилях, кораблях (и другом морском оборудовании) и в целом на открытом воздухе. Они немного дороже, чем оцинкованные аналоги.
- Хромированная/никелированная сталь: Хотя нержавеющая сталь уже состоит из хрома, дополнительное хромирование и никелирование стали дополнительно повышает коррозионную стойкость. Еще одним преимуществом этого покрытия является то, что поверхность болта выглядит очень блестящей, гладкой и полированной.
- Горячеоцинкованная сталь: В этом типе сталь покрыта еще более толстым слоем цинка для повышения коррозионной стойкости, что делает их пригодными для использования вне помещений. Даже гайки и шайбы должны быть оцинкованными для правильного соединения.
- Латунь/Бронза: Эти типы болтов имеют естественную устойчивость к коррозии, так как они изготовлены из сплава меди. Как правило, они дороже, чем другие материалы для болтов, и поэтому их часто используют в искусстве и декоративных предметах.
- Легированная сталь: Легированная сталь содержит дополнительные элементы, помимо железа и углерода, такие как марганец, никель, хром и т. д. В результате получается болт с очень хорошей прочностью, коррозионной стойкостью и износостойкостью. Часто имеет черный цвет из-за дополнительного черного оксидного покрытия.
Распространенные типы болтов
Поскольку болты и гайки являются одними из наиболее часто используемых крепежных элементов, существуют различные типы болтов для различных применений. Некоторые из наиболее распространенных и популярных типов болтов:
- Болт с шестигранной головкой
- Стяжной болт
- J-болт
- U-образный болт
- Т-образный болт
- Анкерный болт
- Секс-болт
- Болт с квадратным подголовком
- Фланцевый болт
- Болт с проушиной
- Болт элеватора
- Болт отвала
- Болт подвески
- Деревянный болт
- Болт с буртиком
- Шпилька
- Рычажный болт
Размеры болтов
Прежде чем рассматривать таблицу размеров болтов, давайте сначала попробуем понять различные пропорции и размеры, связанные с болтом. На следующем изображении показан типичный болт с шестигранной головкой, на котором отмечены все важные размеры.
Болт можно разделить на две части: Головка болта и Тело болта
Головка болта
Головка болта обычно имеет шестигранную форму (иногда квадратную или круглую) и используется для затягивания или ослабления болта. Размер головки зависит от номинального диаметра хвостовика.
Головка болта может иметь три важных размера. Это:
- Размер по квартирам
- Размер по углам
- Высота головы
Корпус болта
Корпус болта состоит из основного стержня с полной или частичной резьбой. Тело болта может иметь важные размеры. Это:
- Диаметр болта
- Длина корпуса
- Длина резьбы
- Шаг резьбы
Диаметр болта представляет собой фактический размер болта и измеряется поперек стержня болта или в области резьбы. Длина тела болта измеряется от кончика болта до точки, где хвостовик встречается с головкой. Если болт имеет частичную резьбу, то длину резьбы также можно измерить.
Шаг резьбы — важный параметр, связанный с болтом. В имперской системе шаг резьбы болта определяется количеством витков в одном дюйме. В метрической системе расстояние между двумя соседними витками резьбы в миллиметрах считается шагом резьбы.
Шаг резьбы можно разделить на крупную (или стандартную), мелкую и сверхмелкую (или сверхмелкую) резьбу. Болты с крупной резьбой имеют меньшую резьбу, чем другие типы, которые очень распространены в приложениях общего назначения. Для точных применений и ситуаций, когда требуется большая удерживающая сила, используются болты с мелкой резьбой.
ВАЖНОЕ ПРИМЕЧАНИЕ: Люди часто путают размер болта и размер головки болта. Когда мы говорим «размер болта», обычно имеется в виду диаметр стержня болта. Размер головки болта используется для определения размера ключа для затягивания или ослабления болта.
Сорт или класс
Еще одна важная характеристика, связанная с болтами, — это его класс (британский) или класс (метрический), который определяет прочность болта на растяжение. Прочность болта на растяжение — это максимальное усилие/растяжение, которое он может выдержать, прежде чем сломается.
В имперской системе USCS предел прочности болта на растяжение представлен с помощью «маркировки» на верхней части головки. «Отметки» — это не что иное, как радиальные линии, и чем больше число линий на головке болта, тем выше прочность болта.
В метрической системе прочность болта определяется номером класса, который также напечатан на головке болта. Чем выше номер класса, тем выше прочность болта. Если за числом следует другое число (например, 10,9), то второе число представляет предел текучести болта, который определяет напряжение, которое он может выдержать, прежде чем он не сможет вернуться к своей первоначальной форме без повреждений.
Обратите внимание на болт класса 10.9. Здесь этот болт имеет предел прочности на растяжение 1000 МПа (145 000 фунтов на квадратный дюйм) и предел текучести 900 МПа (130 000 фунтов на квадратный дюйм).
Таблица размеров болтов
Давайте теперь посмотрим на некоторые таблицы размеров болтов. Мы увидим как британские, так и метрические таблицы размеров болтов, а также шага резьбы.
Таблица размеров британских болтов
Номинальный размер | Диаметр болта «D» | Поперек плоскостей «А» | По углам ‘B’ | Высота головки ‘C’ | Длина резьбы L | Длина перехода ‘Y’ | |||||||
| Макс. (дюймы) | Мин. (дюйм) | Номинальный (дюймы) | Макс. (дюймы) | Мин. (дюйм) | Макс. (дюймы) | Мин. (дюйм) | Номинальный (дюймы) | Макс. (дюймы) | Мин. (дюйм) | ≤6 в | >6 в | Макс. (дюймы) | |
1/4 | 0,25 | 0,245 | 16/7 | 0,438 | 0,428 | 0,505 | 0,488 | 5/32 | 0,163 | 0,15 | 0,75 | 1 | 0,25 |
| 5/16 | 0,3125 | 0,3065 | 1/2 | 0,5 | 0,489 | 0,577 | 0,557 | 13/64 | 0,211 | 0,195 | 0,875 | 1,125 | 0,278 |
3/8 | 0,375 | 0,369 | 16 сентября | 0,562 | 0,551 | 0,65 | 0,628 | 15/64 | 0,243 | 0,226 | 1 | 1,25 | 0,312 |
| 7/16 | 0,4375 | 0,4305 | 5/8 | 0,625 | 0,612 | 0,722 | 0,698 | 32 сентября | 0,291 | 0,272 | 1,125 | 1,375 | 0,357 |
1/2 | 0,5 | 0,493 | 3/4 | 0,75 | 0,736 | 0,866 | 0,84 | 16/5 | 0,323 | 0,302 | 1,25 | 1,5 | 0,385 |
| 16 сентября | 0,5625 | 0,5545 | 13/16 | 0,812 | 0,798 | 0,938 | 0,91 | 23/64 | 0,371 | 0,348 | 1,375 | 1,625 | 0,417 |
5/8 | 0,625 | 0,617 | 15/16 | 0,938 | 0,922 | 1,083 | 1,051 | 25/64 | 0,403 | 0,378 | 1,5 | 1,75 | 0,455 |
| 3/4 | 0,75 | 0,741 | 1-1/8 | 1,125 | 1,1 | 1,299 | 1,254 | 15/32 | 0,483 | 0,455 | 1,75 | 2 | 0,5 |
7/8 | 0,875 | 0,866 | 1-5/16 | 1,312 | 1,285 | 1,516 | 1,465 | 35/64 | 0,563 | 0,531 | 2 | 2,25 | 0,556 |
| 1 | 1 | 0,99 | 1-1/2 | 1,5 | 1,469 | 1,732 | 1,675 | 39/64 | 0,627 | 0,591 | 2,25 | 2,5 | 0,625 |
1-1/8 | 1,125 | 1. 114 | 1-11/16 | 1,688 | 1,631 | 1,949 | 1,859 | 16/11 | 0,718 | 0,658 | 2,5 | 2,75 | 0,714 |
| 1-1/4 | 1,25 | 1,239 | 1-7/8 | 1,875 | 1,812 | 2,165 | 2,066 | 25/32 | 0,813 | 0,749 | 2,75 | 3 | 0,714 |
1-3/8 | 1,375 | 1,363 | 2-1/16 | 2,062 | 1,994 | 2,382 | 2,273 | 27/32 | 0,878 | 0,81 | 3 | 3,25 | 0,833 |
| 1-1/2 | 1,5 | 1,488 | 2-1/4 | 2,25 | 2,175 | 2,598 | 2,48 | 1-5/16 | 0,974 | 0,902 | 3,25 | 3,5 | 0,833 |
1-3/4 | 1,75 | 1,738 | 2-5/8 | 2,625 | 2,538 | 3,031 | 2,89 | 1-3/32 | 1,134 | 1,054 | 3,75 | 4 | 1 |
| 2 | 2 | 1,988 | 3 | 3 | 2,9 | 3,464 | 3,306 | 1-7/32 | 1,263 | 1,175 | 4,25 | 4,5 | 1. |
2-1/4 | 2,25 | 2,238 | 3-3/8 | 3,375 | 3,262 | 3,897 | 3,719 | 1-3/8 | 1,423 | 1,327 | 4,75 | 5 | 1.111 |
| 2-1/2 | 2,5 | 2,488 | 3-3/4 | 3,75 | 3,625 | 4,33 | 4,133 | 1-17/32 | 1,583 | 1,479 | 5,25 | 5,5 | 1,25 |
2-3/4 | 2,75 | 2,738 | 4-1/8 | 4,125 | 3,988 | 4,763 | 4,546 | 1-11/16 | 1,744 | 1,632 | 5,75 | 6 | 1,25 |
| 3 | 3 | 2,988 | 4-1/2 | 4,5 | 4,35 | 5,196 | 4,959 | 1-7/8 | 1,935 | 1,815 | 6,25 | 6,5 | 1,25 |
Шаг резьбы
Размер болта | Шаг резьбы | |
(в) | Грубый | Штраф |
| 1/4 | 20 | 28 |
5/16 | 18 | 24 |
| 3/8 | 16 | 24 |
7/16 | 14 | 20 |
| 1/2 | 13 | 20 |
16 сентября | 12 | 18 |
| 5/8 | 11 | 18 |
3/4 | 10 | 16 |
| 7/8 | 9 | 14 |
1 | 8 | 14 |
| 1-1/8 | 7 | 12 |
1-1/4 | 7 | 12 |
| 1-3/8 | 6 | 12 |
1-1/2 | 6 | 12 |
| 1-3/4 | 5 | – |
2 | 4-1/2 | – |
| 2-1/2 | 4 | – |
3 | 4 | – |
Таблица размеров метрических болтов
В метрической системе болты (и гайки) обычно обозначаются буквой «М», за которой следуют дополнительные размеры. Например, общепринятая метрическая спецификация болта — «M6-1,0 x 20». Здесь
- «M» означает, что болт использует метрическую резьбу
- «6» обозначает номинальный диаметр болта (у стержня или резьбы)
- «1,0» указывает шаг резьбы болта в миллиметрах
- «20» указывает длину болта в миллиметрах
Размер | Шаг | Поперек плоскостей «А» | По углам ‘B’ | Высота головки ‘C’ | Диаметр болта «D» | ||
| (мм) | Макс. (мм) | Мин. (мм) | Мин. (мм) | Макс. (мм) | Макс. (мм) | Мин. (мм) | |
М5 | 0,8 | 8 | 7,78 | 9,2 | 3,5 | 5 | 4,82 |
| М6 | 1 | 10 | 9,78 | 11,5 | 4 | 6 | 5,82 |
М8 | 1,25 | 13 | 12,73 | 15 | 5,3 | 8 | 7,78 |
| М10 | 1,5 | 16 | 15,73 | 18,4 | 6,4 | 10 | 9,78 |
М12 | 1,75 | 18 | 17,73 | 20,7 | 7,5 | 12 | 11,73 |
| M14 | 2 | 21 | 20,67 | 24,2 | 8,8 | 14 | 13,73 |
М16 | 2 | 24 | 23,67 | 27,7 | 10 | 16 | 15,73 |
| M18 | 2,5 | 27 | 26,67 | 31,2 | 11,5 | 18 | 17,73 |
М20 | 2,5 | 30 | 29,67 | 34,6 | 12,5 | 20 | 19,67 |
| M22 | 2,5 | 34 | 33,38 | 39,3 | 14 | 22 | 21,67 |
М24 | 3 | 36 | 35,38 | 41,6 | 15 | 24 | 23,67 |
| М27 | 3 | 41 | 40,38 | 47,3 | 16,7 | 27 | 26,67 |
М30 | 3,5 | 46 | 45 | 53,1 | 18,7 | 30 | 29,67 |
| М33 | 3,5 | 50 | 49 | 57,7 | 20,5 | 33 | 32,61 |
М36 | 4 | 55 | 53,8 | 63,5 | 22,5 | 36 | 35,61 |
Шаг резьбы
Размер | Грубая (мм) | Мелкая (мм) | Сверхтонкий (мм) |
| М2 | 0,4 | – | – |
М2,5 | 0,45 | – | – |
| М3 | 0,5 | – | – |
М3,5 | 0,6 | – | – |
| М4 | 0,7 | – | – |
М5 | 0,8 | – | – |
| М6 | 1 | 0,75 | – |
М7 | 1 | – | – |
| М8 | 1,25 | 1 | – |
М10 | 1,5 | 1,25 | 1 |
| M12 | 1,75 | 1,5 | 1,25 |
М14 | 2 | 1,5 | – |
| М16 | 2 | 1,5 | – |
М18 | 2,5 | 1,5 | – |
| М20 | 2,5 | 1,5 | – |
М22 | 2,5 | 1,5 | – |
| M24 | 3 | 2 | – |
М27 | 3 | 2 | – |
| М30 | 3,5 | 2 | – |
М33 | 3,5 | 2 | – |
| М36 | 4 | 3 | – |
М42 | 4,5 | 3 | – |
| М48 | 5 | 3 | – |
М56 | 5,5 | 3 | – |
Заключение
Вводная статья о болтах, распространенных материалах болтов, различных типах болтов, типичных характеристиках и размерах болтов. Вы также узнаете о размере болта, размере головки болта и их разнице с помощью изображений и таблицы размеров болта. Таблица размеров болтов дана как для британских, так и для метрических единиц измерения размеров болтов и шага резьбы.
M2, M4, M5, M6, M8, M10
Болты и винты являются неотъемлемыми частями крепления или соединения вещей. Некоторые люди предполагают, что эти два материала одинаковы, но они разные. Физически они похожи. Они до сих пор являются уникальными креплениями с точки зрения применения.
Шурупы очень универсальны, что делает их популярным выбором среди людей. Нити обеспечивают прочное сцепление, что позволяет им соответствовать требованиям любого проекта. Они бывают нескольких типов и размеров, которые можно использовать как из металла, так и из дерева. Другие типы используются для гипсокартона и бетона. Шурупы являются саморезами, но у вас все еще есть возможность просверлить для них отверстие. Если вы решите использовать последний вариант, вам потребуется меньше времени, чтобы сначала просверлить все отверстия перед установкой винтов.
| STANDARD SCREW SIZES & THREAD DIAMETER | ||||||
| Size | Millimeter | Inch | Nearest Fraction | Major diameter | Pitch диаметр | Внутренний диаметр |
| #0 | 1,5 | 0,06 | 1/16 | |||
| #1 | 1.8 | 0.07 | 5/64 | |||
| #2 | 2 | 0.08 | 3/32 | |||
| #3 | 2.3 | 0.09 | 7/64 | |||
| #4 | 2.8 | 0.11 | 7/64 | |||
| #5 | 3.1 | 0.12 | 1/8 | |||
| #6 | 3. 3 | 0.13 | 9/64 | |||
| #8 | 4.2 | 0.16 | 5/32 | |||
| #9 | 4.5 | 0.177 | 11/64 | |||
| #10 | 4.8 | 0.19 | 3/16 | |||
| #12 | 5.5 | 0.21 | 7/32 | |||
| #14 | 6.3 | 0.24 | ¼ | |||
| 8-32 | 0.164 | 0.1437 | 0.1257 | |||
| 6 -32 | 0.138 | 0.1177 | 0.0997 | |||
| 4-40 | 0.1112 | 0.0958 | 0.0813 | |||
| 10-24 | 0.19 | 0.1629 | 0.1389 | |||
| 10-32 | 0. 19 | 0.1697 | 0.1517 | |||
| 2-56 | 0.086 | 0.0744 | 0.0662 |
При выборе и определении размера винта необходимо понимать две вещи: длину и количество резьбы. Последнее также обычно называют числом резьб на дюйм (TPI) или шагом резьбы. Мы используем TPI для определения тонкости резьбы. Число также покажет, может ли винт пройти через болт. Для измерения размера винта берется его диаметр. Если размер говорит 1/4-20, это означает, что он имеет диаметр 1/4 дюйма и 20 витков на дюйм. Линейка — это все, что вам нужно, чтобы определить количество и размер нитей.
Первым шагом в измерении длины является поиск поверхности, чтобы положить его на ровную поверхность. Начинайте измерять там, где будет располагаться голова, когда она полностью во что-то войдет. В некоторых случаях вам может потребоваться повесить его на край поверхности, чтобы положить его ровно. Те, у которых есть чашеобразная, круглая или ферменная головка, должны измеряться от основания головы до кончика. Те, у кого плоская или овальная голова, должны измеряться от макушки до кончика. Шестигранные головки являются исключением из этого правила, что означает, что вам нужно измерять от нижней части головы.
Теперь, когда вы знаете, как проводить измерения, следующий шаг — поместить линейку вдоль оси, чтобы подсчитать количество нитей. Для точности считайте первую нить за ноль. В пределах одного дюйма длины подсчитайте количество зазоров резьбы. Получив эти значения, вы можете разделить длину на количество зазоров между нитями. Если на длине в один дюйм имеется четыре зазора резьбы, шаг резьбы будет 0,250 дюйма (один дюйм / 4 зазора резьбы = 0,250 дюйма). Другими словами, зазор между каждой резьбой составляет 0,250 дюйма, а количество нитей на дюйм (TPI) равно четырем.
Снова положите его на ровную поверхность. Используя линейку или измерительную ленту, измерьте расстояние от одной стороны нити до другой, чтобы получить диаметр. Диаметр в имперской системе представлен либо в долях дюйма, либо в числе датчиков. Если вы используете метрическую систему, используйте сторону линейки в сантиметрах или миллиметрах для измерения диаметра. Имейте в виду, что при покупке с размерами, указанными в метрической системе, начальным числом является диаметр.
Определить размеры может быть сложно, если вы не знаете, как их читать. Они представлены буквенно-цифровым кодом, который сложно понять, если вы с ним не знакомы. Такие коды, как «1/8-10 х 4/6», «М5-0,4 х 15» и «4-30 х 0,10» могут показаться одновременно громоздкими и бессмысленными, но это самая важная информация.
Какой смысл знать эти вещи, если вы можете зайти в хозяйственный магазин и попросить помощи у продавца? Ну, не всегда есть кто-то, кто может помочь вам. Иногда они мало что знают об этом. Вы можете получить ложную или неточную информацию. Когда дело доходит до таких сложных вещей, как размеры, полезно знать минимум. Это может уберечь вас от покупки неподходящего типа, что приведет к ненужным расходам и напрасной трате времени и усилий. Это может даже привести к провалу проекта.
Шаг 1: Определение первого числа размера
Первое число — это наибольший диаметр резьбы. Например, 4-30 x 0,10 имеет диаметр 0,112 дюйма. Это потому, что 0,060 + (4 х 0,013) = 0,112 дюйма.
Если он больше десяти, то выражается в долях дюйма. Например, 1/8-10 x 4/6 имеет диаметр 1/8 дюйма.
Буква М означает, что размер указан в миллиметрах. Например, M5-0,4×10 имеет большой диаметр 5 мм.
Шаг 2: Чтение второго числа
Второе число выражает количество нитей на единицу расстояния между этими нитями. Вы также можете назвать это шагом резьбы. Если у вас 4-30 x 0,10, число витков на дюйм (TPI) равно 30.
В метрической системе число витков выражается в миллиметрах на виток. M5-0,4 x 15 имеет резьбу на каждые 0,4 мм.
Шаг 3: Чтение третьего числа
Третье число обычно стоит после x и определяет длину винта. Вы измеряете их все от нижней части головы до кончика. Единственным исключением из правила являются винты с плоской головкой, которые плотно прилегают к поверхности. Вы должны измерить этот тип от верхней части головы до кончика. M5-0,4 x 15 имеет длину 15 мм.
Если вы часто занимаетесь своими руками, одним из популярных предметов, которые вы используете, являются винты. Он поставляется в нескольких размерах, которые вы можете найти на упаковке. Поиск правильного размера может быть сложной задачей, если вы не знаете имперскую или метрическую систему. Таблица преобразования была бы удобна, если вы часто конвертируете между этими двумя системами.
Некоторые компании указывают на упаковке метрический и имперский размер, что удобно для большинства потребителей. Проблема часто возникает при покупке в Интернете. Большинство розничных продавцов не указывают оба размера системы на странице продукта. Почему? Это делает страницу продукта слишком длинной.
Имперские размеры
Датчик показывает диаметр. Большее число означает больший диаметр, а меньшее число означает меньший диаметр. Например, число 3 меньше числа 11.
Размеры датчика не имеют прямой связи с фактическим размером головы. Измеряя длину винта с плоской головкой, начните с верхней части головки до стержня. С другой стороны, начните с нижней части головки вниз к стеблю для других типов. Калибр и длина определяют размер.
Чтобы рассчитать размер манометра и головки, вы можете использовать приведенную ниже формулу.
Калибр = (диаметр головки в шестнадцатых долях дюйма X 2) – 2
Метрические размеры
Обычно метрическую систему легче понять. Это может занять дополнительное время, если вы уже привыкли к имперской системе. Вместо использования датчиков для выражения диаметра в метрической системе используются миллиметры. С другой стороны, он по-прежнему использует миллиметры для измерения длины.
Калибр (имперский) приблизительно соответствует размеру головы в миллиметрах (метрический). Однако здесь нет корреляции или научного объяснения.
Метрическая система была основана на метре, системе измерения, которая возникла во Франции в 1970-х годах. При определении длины винта мы используем метры.
Для наиболее точной длины измерьте в миллиметрах расстояние от головки винта до кончика. Вы не всегда измеряете от макушки головы. Это зависит от того, где голова будет сидеть на поверхности. Используйте линейку или измерительную ленту, чтобы получить наиболее точные измерения.
Вот некоторые моменты, которые следует учитывать при выборе длины:
- Головки винтов по-разному опираются на поверхности. Если голова плоская, она, скорее всего, будет сидеть заподлицо. В противном случае будет толчок.
- Для плоскоголовых измерьте длину от кончика до макушки.
- Для круглоголовых измерьте расстояние от кончика до основания головы. Округлая головка будет торчать из поверхности, что не следует учитывать при измерении.
- Для любых других типов, которые не утоплены, измерьте от плоской нижней стороны до кончика.
Когда у вас есть длина, пришло время получить диаметр. Используйте миллиметры для измерения расстояния от одной стороны резьбы до другой. Если упаковка имеет размеры, указанные в метрической системе, то первая цифра обозначает диаметр. Например, 4,0 означает, что винт имеет диаметр 4 миллиметра (мм).
Наконец, нужно измерить расстояние от одной нити до другой. Его также называют полем. В метрической системе мы используем шаг вместо шага резьбы. Чтобы получить этот окончательный размер, используйте линейку или измерительную ленту. В большинстве случаев шаг будет составлять менее 1 мм. Записывается с точностью до миллиметра.
Таким образом, диаметр указывается первым перед длиной. Например, 4,0 x 50 означает, что винт имеет диаметр 4 мм и длину 50 мм.
Стандартная система Стандартная система иначе известна как имперская система. Он был введен в британский Закон о мерах и весах 1824 года. Он развился за счет ряда поправок в указанный закон. Некоторое время имперская система была стандартной системой измерения. К концу 20 века несколько стран приняли метрическую систему. В настоящее время Канада и Великобритания являются странами, все еще использующими имперскую систему единиц.
Имперская система использует дюймы для получения длины от кончика до места, где находится головка, и диаметра. Измерение должно начинаться с того места, где находится голова.
При определении длины в дюймах следует помнить о некоторых моментах:
- Возьмите длину плоской головки от кончика до макушки.
- Для круглых головок без потайной головки измерьте расстояние от плоской нижней стороны до кончика.
- Для круглых головок с потайной головкой начните измерение в месте, где потайная и овальная вершина встречаются посередине. Проще говоря, это то место, где овальная вершина будет опираться на поверхность.
- Для плоских головок с потайной головкой измерьте расстояние от кончика до верхней части головки.
Определите диаметр, измерив ширину резьбы в долях дюйма с помощью рулетки или линейки. Номер калибра или доля дюйма представляет собой диаметр в имперской системе.
- Номер калибра представляет долю дюйма в диаметре. Чтобы узнать диаметр, вам нужно обратиться к руководству по манометру, чтобы сопоставить манометр с долей дюйма.
- Например, калибр #0 имеет диаметр 1/16 дюйма. Калибр № 1 составляет 5/64 дюйма, а калибр № 2 — 3/32 дюйма.
Наконец, подсчитайте количество витков в одном дюйме, чтобы получить значение расстояния между витками. Чтобы получить точный замер, положите винт рядом с рулеткой или линейкой и посчитайте количество витков. Количество нитей в имперской системе колеблется от 35 до 40 нитей на дюйм. Шаг резьбы и шаг резьбы означают одно и то же, так что не путайте эти два понятия.
М2 Мы используем винт M2 в мелких предметах, таких как электрооборудование, камеры и мобильные телефоны. Они также распространены в ноутбуках и т.п. «M» соответствует внешнему диаметру в метрической системе, поэтому M2 имеет диаметр 2 мм. Имейте в виду, что в действительности фактический диаметр будет варьироваться от 1,9 мм до 2 мм из-за производственных допусков.
Шаг резьбы M2 составляет 0,4 мм. Некоторые производители предлагают нестандартные шаги, поэтому лучше всего обращаться к ним по любым вопросам, связанным с настройкой. Если измерение показывает M2 x 8, диаметр составляет 2 мм, а длина — 8 мм.
Латунь, нейлон, нержавеющая сталь, сталь, алюминий и титан — вот лишь некоторые из материалов, используемых при изготовлении этого типа.
M4Винт M4 немного больше, чем M2. M4 бывает разной длины, но имеет одинаковый диаметр 4 мм.
M5 Винт M5 имеет диаметр 5 мм. Он значительно толще, чем M4, но может использоваться в нескольких приложениях. Некоторые из них имеют антикоррозионное покрытие, предотвращающее образование ржавчины.
Диаметр винта M6 составляет 6 мм. Он поставляется с несколькими шагами резьбы, такими как 12-24 и 10-32. Пример применения M6 — крепление оборудования к вертикальным стойкам стойки. Обычно мы используем резьбу, упомянутую выше, в стоечных приложениях.
M8Винт M8 имеет диаметр 8 мм. Он имеет шаг резьбы 1,00 мм для тонкой и 1,25 мм для стандартной.
M10Винт M10 имеет самый большой диаметр среди этих шести типов. Он имеет диаметр 10 мм и бывает нескольких длин.
Руководство по покупкеТеперь, когда мы обсудили некоторые основы, пришло время рассказать вам, что вам нужно знать. Поиск правильного типа и спецификаций позволит хорошо скрепить материалы.
ТипыВ зависимости от применения они бывают разных форм и размеров. Вот некоторые из наиболее распространенных.
Цементная плита
Цементная плита имеет полную резьбу и крепит опорную плиту к основанию пола или стойкам стены. Покрытие предотвращает коррозию из-за раствора и влаги. Вы можете использовать его в металле и дереве.
Дерево
Шуруп для дерева с заостренным концом, который помогает при скреплении дерева к дереву. Одна часть имеет грубую резьбу, а другая представляет собой хвостовик без резьбы. Это помогает скрепить деревянные детали вместе.
Настил
Винты для настила предназначены для ограждений и настилов, но их также можно использовать для аналогичных наружных работ. Композитные палубные имеют тонкую резьбу и маленькую головку. С другой стороны, деревянные деки имеют хвостовик без резьбы и часть с крупной резьбой.
Гипсокартон
Шурупы для гипсокартона предназначены для внутренних работ, особенно для крепления гипсокартона. Для гипсокартона с мелкой резьбой лучше всего подходят металлические шпильки, а для грубой – с деревянными. Имейте в виду, что гипсокартон не может поддерживать плитку и цементную плиту.
Лаг
Мы используем шурупы для крепления компонентов, выдерживающих большие нагрузки. Он имеет шестигранную головку, поэтому вам понадобится торцевая головка и трещотка или гаечный ключ, чтобы закрепить его на месте.
Конструкционная древесина
Шурупы для конструкционной древесины имеют стержень без резьбы и крупную резьбу. Структурные деревянные могут показаться похожими на деревянные, но они более долговечны.
Листовой металл
Винты для листового металла крепят лист. Они имеют полную резьбу и доступны для использования с самосверлящими точками и предварительно просверленными отверстиями.
Станок
Крепежные винты с полной резьбой, которые можно использовать для соединения металлических деталей. Двумя основными типами являются винты с головкой под торцевой ключ и наборы торцевых головок. У него цилиндрическая приподнятая головка с шестигранным углублением, а у последнего нет головки.
Мультиматериал
Вы можете использовать мультиматериал в нескольких материалах, таких как гипсокартон или листовой металл. Деревянные и пластиковые также являются хорошими вариантами.
Бетон
Шуруп по бетону необходим для крепления бетона. Некоторые требуют предварительного сверления, в то время как другие являются саморезами. Это позволяет сверлить прямо в поверхность без предварительного сверления.
Типы дисковДва основных типа дисков: Phillips и слотовые. Некоторые представляют собой комбинацию, которая работает для любого типа.
Также есть шестигранник с шестигранным гнездом. Приводной квадрат (привод Робертсона) и приводная звезда (Torx) имеют головку, которая сводит к минимуму эксцентриситет.
Типы резьбыВинты с мелкой резьбой лучше всего использовать с предварительно нарезанными отверстиями. Более близкое расстояние между этими нитями обеспечивает плотную фиксацию. Однако для удаления или установки потребуется больше времени.
Крупнорезьбовые имеют большее расстояние между витками. Мы часто используем его с более мягкими материалами, такими как гипсокартон или дерево. Его легко установить и удалить.
Часто задаваемые вопросы
Какой размер винта?
Это показатель его размера, а также количество витков на дюйм. По этому номеру можно почерпнуть много информации.
Насколько большой винт №8?
Диаметр 4,2 мм.
Какой размер у винта M3?
Диаметр 3,0 мм.
Какой размер у винта M2?
Диаметр 2,0 мм.
Необходимое время: 5 минут.
Как определить размер винта?
- Положите винт на плоскую поверхность.
Вам нужно, чтобы все это лежало ровно, а это значит, что голова должна лежать на краю стола или другой поверхности.
- На оси вы хотите разместить линейку.
Начать с первого потока, который получает нулевой номер.
- В пределах 1 дюйма от винта вы начнете считать зазоры резьбы.
- Найдите TPI, разделив зазоры резьбы на длину в 1 дюйм.
Если имеется 6 зазоров резьбы, разделите 1 дюйм на 6, в результате чего зазоры резьбы составят 0,1667 дюйма.
- Когда он лежит ровно, измерьте диаметр.
Самая дальняя часть – это то место, откуда вы будете измерять. Если вы проводите измерения на изношенном, вы получите неточные результаты.
Часто задаваемые вопросы по болтовым соединениям
FAQЧасто задаваемые вопросы
Представлены некоторые часто задаваемые вопросы, которые нам задают. ниже:
Что
метки указаны на головке болта?
Когда
затяжка болтов из нержавеющей стали – они имеют тенденцию заедать – что
происходит?
я
не может найти прочность на сдвиг крепежа в спецификации,
вы можете помочь?
Что
это лучший способ проверить значение крутящего момента на болте?
Что
В чем преимущества крепежа с мелкой резьбой по сравнению с резьбой с крупной резьбой?
крепеж?
Что
методы доступны для расчета соответствующей затяжки
крутящий момент для болта.
Делает
имеет значение, затягиваете ли вы головку болта или гайку?
Как
Вы выбираете размер крепежа для конкретного применения?
Делает
с помощью удлинителя динамометрического ключа измените способность на
достичь желаемого значения крутящего момента?
Есть
Можно ли использовать гайку из мягкой стали с высокопрочным болтом?
Должен
Я всегда использую шайбу под головкой болта и торцом гайки?
Что
это крутящий момент для метода затяжки?
Как
соответствуют ли метрические марки прочности дюймовой прочности
оценки?
Что
разница между болтом и винтом?
Ар
использование тонкой гайки и толстой гайки эффективно предотвращает
ослабление?
Есть
есть какой-то стандарт, в котором указано, сколько ниток должен
выступать за гайку?
Некоторые
болты преднамеренно затягиваются выше предела текучести. Почему
не прогибаются ли они дальше, когда внешняя нагрузка впоследствии
приложили к суставу и отпустили?
Что метки указаны на головке болта?
Обычно
стандарты крепежа определяют два типа маркировки, которые должны быть на
головка болта. Знак изготовителя является символом, идентифицирующим
производителя (или импортера). Это организация, которая
принимает на себя ответственность за то, что застежка соответствует указанным
требования. Оценочный знак — это стандартизированный знак, который идентифицирует
свойства материала, которым соответствует застежка. Например
307A на головке болта означает, что свойства крепежа
соответствуют стандарту ASTM A307 класса A. Показана головка болта
сбоку указывает, что он относится к классу прочности 8. 8 и
ML — клеймо производителя.
Обе метки обычно располагаются на верхней части головки болта,
большинство стандартов указывает, что оценки могут быть повышены или
депрессия. Производители обычно предпочитают выпуклые метки.
потому что они могут быть добавлены только в процессе ковки
тогда как вдавленные знаки могут быть добавлены впоследствии (возможно, с
незаконные знаки).
Наверх
Мы есть проблема при затяжке болтов из нержавеющей стали – они склонны к захвату – что происходит?
Нержавеющая сталь может непредсказуемо выдержать
задир (холодная сварка). Нержавеющая сталь сама генерирует
Оксидная поверхностная пленка для защиты от коррозии. Во время застежки
затягивание по мере нарастания давления между соприкасающейся и
нарушены скользящие, резьбовые поверхности, защитные оксиды, возможно
стираются, а верхние металлические поверхности интерфейса срезаются или сцепляются друг с другом.
Это кумулятивное действие засорения-сдвига-запирания приводит к увеличению
адгезия. В крайнем случае, раздражение приводит к захвату — фактическому
смерзание нитей. Если затягивание продолжается,
застежка может быть выкручена или ее резьба сорвана.
Если заедание происходит из-за высокого трения,
крутящий момент не будет преобразован в предварительную нагрузку болта. Это может быть
причина проблем, с которыми вы сталкиваетесь. Изменение
может быть из-за изменения шероховатости поверхности на резьбе
или другие подобные незначительные изменения. Чтобы преодолеть проблему – предложения
находятся:
1. Замедление скорости вращения установки может решить проблему.
или уменьшить частоту проблемы. Как установка
Увеличиваются обороты, увеличивается тепловыделение при затяжке.
С повышением температуры увеличивается и тенденция к возникновению
заедания резьбы.
2. Частое смазывание внутренней и/или внешней резьбы
может устранить заедание резьбы. Смазочные материалы обычно содержат
значительное количество дисульфида молибдена (moly). Какой-то экстрим
воск под давлением также может быть эффективным. Однако будьте осторожны,
если вы используете крепеж из нержавеющей стали в приложениях, связанных с пищевыми продуктами
некоторые смазочные материалы могут быть неприемлемыми. Смазки можно наносить
в месте сборки или предварительно применяется в качестве периодического процесса
похоже на обшивку. Несколько химических компаний, таких как Moly-Kote,
предлагаем противозадирные смазки.
3. Различные комбинации материалов гаек и болтов могут помочь
в уменьшении или даже устранении заедания. Некоторые организации
укажите другой материал, например гайки из алюминиевой бронзы.
Однако это может создать проблему коррозии, поскольку алюминий
бронза является анодной для нержавеющей стали.
Наверх
Я не может найти прочность на сдвиг крепежа в спецификации, вы можете помочь?
Резьбовые болтовые соединения могут быть выполнены как
сцепление с трением или прямой сдвиг. С фрикционными соединениями вы
необходимо обеспечить, чтобы сила трения, развиваемая болтами
достаточно для предотвращения проскальзывания между пластинами, содержащими
сустав. Соединения с фрикционным захватом предпочтительнее, если нагрузка
является динамичным, поскольку предотвращает раздражение.
С соединениями прямого сдвига хвостовик болты воспринимают усилие сдвига, непосредственно приводящее к сдвигу напряжение в болте. Прочность на сдвиг стального крепежа примерно в 0,6 раза выше предела прочности. Это соотношение во многом не зависит от предела прочности. Плоскость сдвига должна пройти через нерезьбовой стержень болта, если не через При расчете необходимо использовать площадь корня резьбы.
Вернуться к началу
Что это лучший способ проверить значение крутящего момента на болте?
Существует три основных метода проверки крутящих моментов, прикладываемых к болтам после их установки; а именно, снятие показаний на датчике крутящего момента, когда:
1. Розетка начинает отходить от
затянутое положение в направлении затяжки. Этот способ
часто называют методом «взлома».
2. Розетка начинает отдаляться от затянутое положение в направлении откручивания. Этот Метод часто называют «откатом». метод.
3. Застежка повторно затягивается до
обозначенное положение. Методом «маркированного крепежа»
гнездо приближается к отмеченному положению в затяжке
направление. Сначала на гнезде наносятся четкие метки, а затем
на суставную поверхность, которая останется неподвижной, когда
гайка вращается. (Не царапайте шайбы, так как они могут
поворачивайте вместе с гайкой.) Гайка отвинчена примерно на 30 градусов,
с последующей повторной затяжкой так, чтобы размеченные линии совпали.
Для методов 1. и 2. момент отрыва обычно немного выше, чем установочный крутящий момент, поскольку статическое трение обычно больше, чем динамическое трение. На мой взгляд, самый точный метод – это метод 3 – однако то, что это не решит, это постоянная деформация, вызванная за счет ползучести прокладки. Альтернативой является измерение удлинения болта. (если крепеж не врезан в редуктор). Это может достигается путем механической обработки головки болта и конца болта, чтобы его можно было точно измерить с помощью микрометр. Проверка изменения длины позволит определить, вы теряете предварительную загрузку.
Крутящий момент во всех трех методах должен
применяться медленно и обдуманно, чтобы динамическое
влияние на показания манометра сведено к минимуму. Он всегда должен
убедиться, что невращающийся элемент, обычно болт,
удерживается надежно при проверке крутящих моментов. Показание крутящего момента должно
проверяться как можно скорее после операции затяжки
и перед любым последующим процессом, таким как покраска, нагрев
и т. д. Показания крутящего момента зависят от коэффициентов
трения под поверхностью гайки и в резьбе.
Если крепежные детали остаются слишком длинными или подвергаются различным
условия окружающей среды перед проверкой, трение и, следовательно,
значения крутящего момента могут варьироваться. Вариация также может быть вызвана
заделкой (пластической деформацией) резьбы и гайки
поверхность лица/суставов, которая имеет место. Это вложение приводит к
в уменьшении натяжения болтов и влияет на момент затяжки. Значения крутящего момента могут варьироваться на целых 20 %, если болты
оставляют на двое суток.
Вернуться к началу
Что В чем преимущества крепежа с мелкой резьбой по сравнению с резьбой с крупной резьбой? крепеж?
Потенциальные преимущества тонкой резьбы являются:
1. Размер на размер: тонкая нить прочнее чем грубая нить. Это как в напряжении (из-за большая площадь напряжения) и сдвига (из-за их большей малый диаметр).
2. Тонкая резьба также менее склонна ослабить, так как наклон нити меньше и, следовательно, так момент отключения.
3. Из-за меньшего шага они позволяют
более тонкие настройки в приложениях, которым нужна такая функция.
4. Нарезать тонкую резьбу легче. в твердые материалы и тонкостенные трубы.
5. Мелкая резьба требует меньшего крутящего момента для создать эквивалентные предварительные нагрузки болтов.
На отрицательной стороне:
1. Тонкая резьба более восприимчива к раздражает, чем грубые нити.
2. Требуются более длинные резьбовые зацепления. и более склонны к повреждению и загрязнению резьбы.
3. Они также менее подходят для высоких скорость сборки, так как они с большей вероятностью заедают, когда затянут.
Обычно указывается грубая резьба
если нет наиважнейшей причины для указания тонкой резьбы,
конечно для метрического крепежа мелкая резьба сложнее
чтобы получить.
Вернуться к началу
Что методы доступны для расчета соответствующей затяжки крутящий момент для болта?
Высокий предварительный натяг болтов гарантирует, что соединение устойчив к вибрационному расшатыванию и усталости. В большинстве приложений, чем выше предзагрузка – тем лучше (при условии чтобы поверхностное давление под торцом гайки не превышалось то есть).
Предварительная нагрузка связана с приложенным крутящим моментом
трением, которое присутствует под торцом гайки и в
потоки. Величина крутящего момента зависит, прежде всего, от значений
значений трения под головкой и резьбы и, таким образом, единого
цифра не может быть указана для данного размера резьбы.
Ударение, которое часто цитируется, часто принято как прямое напряжение в болте в результате предварительная загрузка. Обычно рассчитывается как предварительная нагрузка, деленная на зона напряжения резьбы. Типичные значения варьируются от 50% до 80% предела текучести материала болта, во многих приложений используется цифра 75% урожайности. Наш TORKSense программа использует этот подход, и дальнейшие подробности об этом см. представлены в файле справки, который поставляется с демонстрационной программой который доступен для загрузки с нашего веб-сайта. (Эта программа также предоставляет большие базы данных по резьбе, болтовым материалам и ореховые факторы.)
Важно отметить, что это не
учитывать напряжение кручения в результате
Момент затяжки. Высокие значения трения могут подтолкнуть фактическое
комбинированное напряжение над доходностью, если используются высокие проценты. (
растягивающее напряжение от предварительной нагрузки в сочетании с высокой силой кручения
напряжение сдвига от крутящего момента из-за сопротивления трения резьбы
приводит к высокому комбинированному стрессу.) Подход процентной доходности
хорошо работает в большинстве практических обстоятельств, но если вы
используя процент значений доходности более 75%, вы можете быть
превышает выход, если используются высокие значения трения.
Одним из способов обойти это ограничение является
использовать процент доходности на основе комбинированных эффектов
прямого напряжения (от предварительного натяга болта) и кручения
напряжение (от приложенного крутящего момента). Используя этот подход для указания
значения крутящего момента являются более логически последовательными и могут уменьшить
риск превышения предела текучести болта
– особенно в условиях высокого трения резьбы. Фигура
из 9Здесь обычно используется 0% выхода, когда комбинированное напряжение
(обычно рассчитывается как напряжение фон-Мизеса) от прямого
и рассчитываются напряжения кручения. Наш крутящий момент и BOLTCALC
программ использует этот подход и копию демонстрационной программы
можно скачать с нашего веб-сайта. Предоставляемый файл справки
с демонстрационной программой предоставляет дополнительную информацию
по теме.
Вернуться к началу
Делает имеет значение, затягиваете ли вы головку болта или гайку?
Обычно не имеет значения,
головка болта или гайка затянута. Это предполагает, что болт
головка и поверхность гайки имеют одинаковый диаметр, а контакт
поверхности одинаковы (с одинаковым коэффициентом трения).
Если их нет, то это имеет значение.
Допустим, гайка была фланцевой, а головка болта не было. Если момент затяжки определялся в предположении что гайка должна быть затянута тогда, если головка болта была впоследствии затянут вместо этого болт может быть перегружен. Обычно 50% крутящего момента используется для преодоления трения при стягивающая поверхность. Следовательно, меньший радиус трения будет привести к большему крутящему моменту, поступающему в резьбу болта и следовательно, чрезмерно затянут.
Если верно обратное – определяется крутящий момент
если предположить, что головка болта должна быть затянута, то если
гайка была впоследствии затянута – болт был бы недотянут.
Также имеется эффект расширения гайки иногда это может быть важно. Расширение ореха – это эффект выдавливания наружной резьбы из-за клина действие нитей. Это уменьшает площадь зачистки резьбы. и более вероятно, что это произойдет, когда гайка затянута, так как подтягивающее действие облегчает эффект. Следовательно, если нить зачистка является потенциальной проблемой, и для нормального стандартного гаек и болтов в нем нет, то подтянуть болт можно выгодный.
Вернуться к началу
Как Вы выбираете размер крепежа для конкретного применения?
При выборе подходящего крепежа для
конкретного приложения существует несколько факторов, которые должны
приниматься во внимание. В основном это:
1. Сколько и какого размера/прочности крепления должны быть? Кроме как полагаться на прошлый опыт аналогичного приложения необходимо провести анализ, чтобы определить требования к размеру/количеству/прочности. Программа Например, BOLTCALC может помочь вам решить эту проблему.
2. Материал болта, устойчивый к воздействию окружающей среды. преобладающие условия. Это может означать использование стандартной стали. застежка с защитой поверхности или может означать использование материала более устойчивые к коррозии, такие как нержавеющая сталь.
Общий основополагающий принцип заключается в том, чтобы
свести к минимуму стоимость крепежа при соблюдении спецификации/срока службы
требования приложения. Каждая ситуация должна быть рассмотрена
по достоинству и, очевидно, необходима некоторая детальная работа
получить подробную рекомендацию.
Вернуться к началу
Делает с помощью удлинителя динамометрического ключа измените способность на достичь желаемого значения крутящего момента?
Если вы используете удлинитель на конец динамометрического ключа, крутящий момент, прикладываемый к гайке, больше больше, чем показано на циферблате динамометрического ключа.
Если динамометрический ключ имеет длину L и удлинительный ключ на длину E (общая длина L+E), чем:
ИСТИННЫЙ КРУТЯЩИЙ МОМЕНТ = ПОКАЗАНИЯ НА ЦИФРОВОМ ЦИФРОВОМ Х (L+E)/L
, т. е. крутящий момент будет увеличен.
Вернуться к началу
Есть Можно ли использовать гайку из мягкой стали с высокопрочным болтом?
Стандарты толщины гаек составлены
исходя из того, что болт всегда будет выдерживать растяжение
излом до того, как гайка сорвется. Если болт сломался
затяжки, очевидно, что требуется замена.
Снятие нити имеет тенденцию быть постепенным по своей природе. Если нить
может произойти режим зачистки, сборки могут войти в эксплуатацию
которые частично вышли из строя, это может иметь катастрофические последствия.
Следовательно, возможность срыва резьбы как внутренней
и наружной резьбы следует избегать, если надежная конструкция
должно быть достигнуто. При указании гаек и болтов необходимо
всегда следите за тем, чтобы соответствующий класс гаек соответствовал
до уровня болта.
Стандартный класс прочности (или Свойство Класс, как он известен в стандартах) для многих отраслей промышленности составляет 8,8. На головке болта маркировка 8.8 должна быть слитной с отметкой производителя. Класс собственности гайки, соответствующей болту 8,8, соответствует классу 8. Гайка должна быть отмечен цифрой 8, идентификационным символом производителя остается на усмотрение производителя.
Болты с более высоким пределом прочности, такие как класс прочности
10.9 и 12.9 имеют соответствующие гайки 10 и 12 соответственно. В
вообще, орехи более высокого класса прочности могут заменить орехи
более низкого класса собственности (поскольку, как объяснялось выше, «самый слабый
link’ должен быть разрывом болта при растяжении).
Вернуться к началу
Следует Я всегда использую шайбу под головкой болта и торцом гайки?
Мы считаем, что лучше всего использовать обычные шайбы. избегать, если это возможно, и, конечно же, обычная шайба не должна использоваться со стопорной шайбой. Это частично свело бы на нет эффект блокирующего действия и, во-вторых, может привести к другим проблемам (Смотри ниже). Было показано, что многие «стопорные» шайбы неэффективны. в сопротивлении разрыхлению.
Основное назначение шайбы – распределять
нагрузка под головкой болта и торцом гайки. Вместо использования
шайбы, однако наблюдается тенденция к использованию фланцевых креплений. Если вы вычисляете напряжение подшипника под поверхностью гайки, часто
превышает несущую способность материала соединения и может
привести к ползучести и потере предварительного натяга болта. Традиционно равнина
шайба (которая должна быть закалена) используется в этом приложении.
Однако они могут смещаться в процессе затяжки (см. ниже).
вызывая проблемы.
Исследования показывают, что причина
расшатывание крепежа обычно вызвано поперечными нагрузками
вызывая смещение сустава. Застежка сама ослабляется
Этот способ. При использовании ударных инструментов для затяжки
большая вариабельность предварительного натяга, достигаемого застежкой.
Коэффициент затяжки для этого метода составляет от 2,5 до 4.
(Коэффициент затяжки — это отношение максимальной предварительной нагрузки к минимальной. предварительная загрузка.) Программное обеспечение, такое как наша программа BOLTCALC, позволяет
это основывается на самой низкой ожидаемой предварительной нагрузке
что будет достигнуто при сборке. Из-за изменений
в самом состоянии потока – разные операторы и т.д.
возможно, достигаются более низкие значения предварительной нагрузки
даже если сборки могут показаться идентичными.
Одна проблема, которая может возникнуть с шайбами заключается в том, что они могут двигаться при затяжке, так что шайба может вращаться вместе с головкой гайки или болта, а не оставаться исправлено. Это может повлиять на соотношение крутящего момента и напряжения.
Вернуться к началу
Что это крутящий момент для метода затяжки?
Крутящий момент для текучести – это метод затяжки
застежка, так что высокий предварительный натяг достигается за счет затягивания
до предела текучести крепежного материала. Делать это последовательно
требует специального оборудования, контролирующего процесс затяжки.
В основном, по мере завершения затяжки оборудование
отслеживает зависимость крутящего момента от угла поворота крепежной детали.
Когда он отклоняется от указанного градиента на определенную величину
инструмент останавливает процесс затяжки. Отклонение от
заданный градиент указывает на то, что материал застежки
как уступил.
Метод крутящего момента для текучести иногда называется затягиванием с контролируемым выходом или затягиванием с контролируемым соединением.
Вернуться к началу
Как соответствуют ли метрические марки прочности дюймовой прочности оценки?
Некоторые подробности руководства по переходу между
метрические и дюймовые марки прочности приведены в разделе
3. 4 стандарта SAE J1199 (Механические и материальные требования
для стальных крепежных изделий с метрической наружной резьбой).
Метрическая прочность крепежа обозначается класс прочности, эквивалентный классу прочности. Кратко:
Класс 4.6 примерно эквивалентен SAE J429 класс 1 и ASTM A307 класс A
Класс 5.8 примерно эквивалентен САЕ J4292 класс
Класс 8.8 примерно эквивалентен SAE J429 класс 5 и ASTM A449
Класс 9.8 примерно на 9% прочнее чем эквивалент SAE J429 Grade 5 и ASTM A449
Класс 10.9 примерно эквивалентен по SAE J429, класс 8 и ASTM A354, класс BD
Для информации нет прямого дюйма
эквивалентно метрике 12.9класс недвижимости.
Вернуться к началу
Что разница между болтом и винтом?
Исторически разница между болтом а винт заключался в том, что винт был навинчен на головку, тогда как болт имел простой стержень. Однако я бы сказал, что сейчас это может вызвать у вас проблемы, если вы сделали это предположение, когда указание застежки. Определение, используемое Промышленным Fastener Institute (IFI) заключается в том, что используются винты с резьбой. отверстия и болты используются с гайками.
Очевидно, можно использовать стандартный «болт».
в резьбовом отверстии или с гайкой. МФУ утверждают, что, поскольку
этот тип крепежа обычно используется с гайкой, тогда
является болтом. Некоторые короткие болты вкручиваются в
головка – они все еще болты, если в основном используются с гайками.
Шурупы – это крепежные изделия, такие как шурупы, шурупы.
и различные типы саморезов. Терминология МФУ
и определение было принято ASME и ANSI.
Вернуться к началу
Ар использование тонкой гайки и толстой гайки эффективно предотвращает ослабление?
Я думал, что когда двое
гайки использовались для блокировки резьбы, более толстая из
две гайки должны идти рядом с соединением. У меня это было как одно из
«Советы дня» по некоторым программам и через пару лет
назад было взято на задание, что это было неправильно. Тонкий орех он
сказал должен идти рядом с суставом.
Я полагал, что высота орехов была
решается путем установления наименьшей высоты, обеспечивающей
что болт сломается до того, как резьба начнет срезаться.
Так что, если вы хотите получить максимальную предварительную нагрузку на застежку
то толстая гайка должна идти первой, чтобы срыв резьбы
было предотвращено. Если сначала поставить тонкую гайку, предварительная нагрузка
будет ограничен зачисткой резьбы (отказ которой может
не быть очевидным во время затяжки гаек). положить
я думал, что тонкая гайка поверх толстой гайки поможет
в предотвращении самоослабления толстой гайки. я тоже видел
что
использование двух гаек было популярным методом на старых машинах.
те, что я видел, имели тонкую гайку наверху.
толстый орех.
Правильная процедура, как мне сказали,
чтобы сначала надеть тонкую гайку, затяните ее примерно на 30%
полный крутящий момент, а затем затяните толстую гайку сверху, чтобы
полное значение крутящего момента. Вы должны позаботиться о том, чтобы тонкие
гайка не вращается, когда вы затягиваете толстую гайку.
Затяжка толстой гайки создаст предварительную нагрузку на
совместный эквивалент того, что было бы получено из
100 – 30 = 70 % момента затяжки (во всяком случае примерно).
Идея состоит в том, что резьба болта входит в зацепление с тонкой гайкой.
отсоедините так, чтобы толстая гайка приняла предварительный натяг, взяв
люфт на резьбе тонкой гайки. Тонкий орех
заклинивание (отсюда и альтернативное название – контргайка) против
толстый
гайка. Это помогает предотвратить самоослабление и улучшает
усталостные характеристики крепежа за счет изменения распределения нагрузки
внутри нитей. Делаем наоборот, тонкая гайка сверху
толстой гайки недостаточно сжимает детали.
Прошло два года, а я все еще не убежден. Мне все еще задают вопрос о двух орехах, но я всегда склонен порекомендуйте другие более современные способы блокировки потоков. я думаю, что причины, по которым мне не легко с методом заключается в том, что это слишком зависит от навыков человека, затягивающего сустав. Существует также количество люфтов в потоках (вы могли бы сорвать резьбу маленькой гайки, если бы это была плотная посадка) и предварительная нагрузка будет меньше, чем могла бы быть также.
Вернуться к началу
Есть есть какой-то стандарт, в котором указано, сколько ниток должен выступать за гайку?
Есть некоторые строительные нормы, которые предусматривают, что
хотя бы одна резьба должна выступать через гайку. Однако
обычно указывается, что по крайней мере один поток
шаг должен выступать через целый ряд отраслей промышленности. Обычно
первые несколько шагов резьбы могут быть только частично
образуется из-за фаски и т. д.
Стандарты толщины гаек составлены
исходя из того, что болт всегда будет выдерживать растяжение
излом до того, как гайка сорвется. Если болт сломался
затяжки, очевидно, что требуется замена.
Снятие нити имеет тенденцию быть постепенным по своей природе. Если нить
может произойти режим зачистки, сборки могут войти в эксплуатацию
которые частично вышли из строя, это может иметь катастрофические последствия.
Следовательно, возможность срыва резьбы как внутренней
и наружной резьбы следует избегать, если надежная конструкция
должно быть достигнуто. При указании гаек и болтов необходимо
всегда следите за тем, чтобы соответствующий класс гаек соответствовал
до уровня болта.
В случаях, когда резьбовое крепление врезается в пластину или блок, как правило, материал крепежа и блока будет разной прочности. Если приняты критерии, согласно которым болт должен выдерживать растяжение перелом перед полосками внутренней резьбы, длина резьбы требуемое участие может быть чрезмерным и может стать нереалистичным для низкопрочных пластинчатых/блочных материалов. Допуски и шаг ошибки между потоками могут сделать помолвку долгой нитки проблемные.
Таким образом, полная высота гайки составляет
следует использовать, если вы хотите избежать зачистки нити. Взглянуть
информацию на сайте о программе BOLTCALC и
зачистка нити – доступно руководство/презентация
с сайта.
По максимальному выступу у меня нет столкнуться с какими-либо рекомендациями по этому вопросу, а затем свести к минимуму чтобы не тратить материал.
См. Shortbolting.htm для получения дополнительной информации по этой теме.
Вернуться к началу
Некоторые болты преднамеренно затягиваются выше предела текучести. Почему не прогибаются ли они дальше, когда внешняя нагрузка впоследствии приложили к суставу и отпустили?
Когда болт затягивается в пластиковый
области, урожайность является результатом комбинированного воздействия
как растягивающее/осевое напряжение, так и напряжение кручения, превышающее
предел текучести материала болта. Растягивающее/осевое напряжение
является результатом удлинения/растяжения болта и
напряжение кручения в результате трения резьбы и
момент растяжения, действующий на нить. Когда сустав выдерживает
внешней нагрузки, есть два эффекта, которые позволяют
болт для осевой нагрузки без дополнительной поддержки пластика
деформация:
1. Значительная доля кручения в болте, обычно
50% или около того, исчезает, как только операция затяжки
заключен. Изменяется реакция крутящего момента внутри
застежка. Например, если гайка затянута,
будет кручение, действующее вниз по хвостовику, приводящемуся в движение от
гнездо и отреагировал на головку болта. Когда розетка
удалены, кручение затем реагирует между поверхностью гайки
и головка болта, уменьшенная на 50% или около того. Считается, что оставшееся кручение обычно исчезает в результате
потерь при встраивании/релаксации.
2. В точке образуется новый предел текучести
на кривой деформации, до которой был затянут болт. Этот
эффект называется эффектом Баушингера (подробнее см.
об этом эффекте можно прочитать на странице https://en.wikipedia.org/wiki/Bauschinger_effect).
Общий результат этих двух эффектов обсуждался
выше заключается в том, что даже при пластическом затягивании болта
будет работать упруго при приложении внешних нагрузок к
сустав. Очевидно, что существуют ограничения на величину
нагрузка, которую можно приложить до того, как произойдет деформация. Во многих
применения, разделение соединения происходит до того, как болт поддастся.
Важным исключением являются соединения, состоящие из разных
материалов, подверженных значительным изменениям температуры. Один
таким применением является стальной болт в алюминиевом соединении. В
в таких соединениях болт может еще больше деформироваться в результате дифференциала
тепловое расширение после затяжки. (Коэффициент
тепловое расширение алюминия примерно в два раза больше, чем у
стали, поэтому толщина шва увеличивается с повышением температуры.
с большей скоростью, чем расширяется сталь.) Такие эффекты, как
снижение предела текучести материала при повышенных
температура тоже может играть роль. В некоторых из этих случаев
например, болты головки блока цилиндров, деформация может произойти, когда
двигатель сначала запускается и нагревает блок, но выход
ограничивается и стабилизируется в последующих циклах нагрева-охлаждения.
.
Вернуться к началу
Chevrolet Bolt EV – 2021
2021 Спецификации Chevrolet Bolt EV
Эффективность
| Драйя 1 : | По оценке EPA 259 миль при полной зарядке |
АККУМУЛЯТОРНАЯ СИСТЕМА
Тип: | Перезаряжаемая система накопления энергии, состоящая из нескольких связанных модулей |
Масса (фунт/кг): | 947/430 |
Химия аккумуляторов: | Литий-ионный |
Ячейки: | 288 |
Энергия: | 66 кВтч |
Гарантия 2 : | 8 лет / 100 000 миль покрытия аккумуляторов и электрических компонентов |
ЭЛЕКТРОПРИВОД
Тип: | Один двигатель и редуктор |
Двигатель: | Приводной двигатель с постоянными магнитами |
Мощность: | 200 л. |
Крутящий момент: (фунт-фут/Нм): | 266 / 360 |
Передаточное число главной передачи (:1): | 7,05:1 |
ВРЕМЯ ЗАРЯДКИ 3
120 В: | 4 мили / прибл. 6 км дальности в час |
240 В: | Полная зарядка прибл. 10 часов |
Быстрая зарядка постоянным током: | До 100 миль за 30 минут |
ШАССИ И ПОДВЕСКА
| Передняя подвеска: | Независимая на стойках МакФерсон со сплошным стабилизатором поперечной устойчивости прямого действия |
Задняя подвеска: | Составной кривошип (торсионная балка) с винтовыми пружинами |
Тип рулевого управления: | Рулевое управление с электроусилителем на стойке |
Диаметр разворота | 35,4 / 10,8 |
Тип тормоза: | Четырехколесный диск с АБС; электрогидравлический; частично регенеративный |
Размер тормозного диска: | Спереди: 11/276 с вентиляцией |
Размер колеса: | 17 дюймов. |
Размер шин: | Всесезонные шины Michelin Energy Saver A/S 215/50R17 |
ВНЕШНИЕ РАЗМЕРЫ
| Колесная база (дюймы/мм): | 102,4 / 2601 |
Общая длина | 164 / 4166 |
Общая ширина | 69,5 / 1765 |
Общая высота | 62,8 / 1595 |
Гусеница (в мм): | 59,1/1501 (спереди) |
ВНУТРЕННИЕ РАЗМЕРЫ
| Высота (дюймы/мм): | 39,7/1008 (спереди) |
Пространство для ног | 41,6/1057 (спереди) |
Плечевая зона | 54,6/1387 (спереди) |
Бедренная комната | 51,6 / 1311 (спереди) |
ВЕС И ВМЕСТИМОСТЬ
| Собственная масса (фунты/кг): | 3563 / 1616 |
Пассажирский объем EPA (куб. |