Для чего электроды вольфрамовые: Что варят вольфрамовыми электродами
alexxlab | 08.12.2018 | 0 | Разное
Что варят вольфрамовыми электродами
Вольфрамовые электроды являются прутками из вольфрама, которые очень распространены как сварочный материал для сваривания аргонодуговой сваркой. Как правило, их используют для сваривания особо ответственных соединений с использованием постоянного тока обратной полярности, а также для сваривания большинства нержавеющих и высоколегированных сталей. Помимо этого ними сваривают жаропрочные сплавы и цветные металлы.
Технология сваривания, а также производства вольфрамовых электродов работает таким образом, что данный вид электродов обеспечивает стабильное сваривание, стабильную сварочную дугу, а также термостойкость и устойчивость к эксплуатации.
С помощью вольфрамовых сварочных электродов производят сваривание высококачественных сварочных швов. Примечательно, что для сваривания вольфрамовыми электродами не обязательно, чтобы свариваемые детали были разного химического состава. Широкую популярность приобрело сваривание вольфрамовыми электродами в аргоновой среде. Это сильно влияет на процесс сваривания в лучшую сторону. Такое сваривание сразу же прекрасно зарекомендовало себя, особенно при появлении таких металлов, как титан, никель, молибден и высоколегированные стали.
Вольфрамовые электроды являются неплавящимися, однако при сваривании используются вместе с присадочной проволокой. В основном такие электроды применяют для сваривания цветных металлов, а также их сплавов. Помимо этого нередко можно заметить использование вольфрамовых электродов для сварки высоколегированных сталей. Также вольфрамовые электроды используются для получения сварочного шва высокого качества из металлов одного или разных составов.
Неплавящиеся сварочные электроды из вольфрама имеют некоторые отрицательные качества. Среди этих недостатков не очень хорошая зажигаемость сварочной дуги. Для этого нужно совершать зажигание дуги в три этапа:
• Короткое замыкание электрода на заготовке; • Отведение электрода от свариваемого материала на небольшое расстояние; • Возникновение устойчивой сварочной дуги;
Для того чтобы улучшить качество поджога сварочной дуги, а также достичь высокой стабильности при сваривании вольфрамовыми электродами иногда добавляют цирконий. Это позволяет улучшить качество сваривания, а также использовать данный вид электродов в различных токовых средах.
Данный вид сваривания прекрасно зарекомендовал себя для сваривания молибдена, никеля, титана и высоколегированных сталей. В данном случае источником высокой температуры является электрический ток. При таком сваривании основными элементами при сваривании является вольфрамовый электрод и газ аргон. При сваривании неплавящимся электродом подается газ аргон, и сваривание производится уже в защищенной среде. Такая защита прекрасно повышает характеристики сварочного шва, а также делает сам сварочный процесс намного проще и эффективнее.
Вольфрамовые электроды | Сфера применения, принцип использования, требования ГОСТ и маркировка – на промышленном портале Myfta.Ru Как правило, они принимают активное участие в сварке среди инертных газов. Это касается сварки по алюминию. Используя вольфрамовые электроды, применяемые для сварки алюминия, инертная среда представлена аргоном, гелием повышенной степени чистоты, а также смесью аргона и гелия. Вольфрамовые электроды: виды, состав, применение
Вольфрамовые электроды: виды, состав, применение
Различают плавящиеся и неплавящиеся электроды. К плавящимся электродам относятся те, которые во время сварки, расплавляясь, смешиваются с расплавленным металлом свариваемой детали. При этом образуется целостная сварочная система. Эти электроды изготовлены из меди и стали. Неплавящиеся электроды, как это видно из названия, не плавятся. К разряду таких электродов и относятся вольфрамовые. Применяя вольфрамовые электроды необходимо учитывать наличие присадочного материала, благодаря которому и образуется сварочная ванна.
Вольфрамовые электроды – это незаменимый элемент, участвующий в сварке. Большее применение эти электроды нашли в дуговой сварке. Дуговая сварка вольфрамовыми электродами подразумевает под собой плавку металла с помощью термической энергии. За счет вольтовой дуги образуется тепловая энергия. Сама дуга – это мощнейший электрозаряд в ионизированной среде среди газов и паров. Через вольфрамовый электрод к месту сварки поступает электрический ток.
Вольфрамовые электроды, используемые вместе с присадочным материалом, характерны для процесса сварки цветного металла, а также сплавов и сварки элементов, изготовленных из легированной стали. В этом случае электрод образует шов. В производстве вольфрамовых электродов применяется только чистый вольфрам и ряд специальных присадок, улучшающих качество швов. Однако есть ряд недостатков в такой сварке.
Поджиг сварочной дуги проходит три фазы:- Сначала происходит короткое замыкание на деталь.
- Затем, удаляется электрод на небольшом расстоянии.
- Наконец, появляется стабильный дуговой разряд.
Как правило, в целях повышения качества зажигания сварочный дуги в электроды с содержанием вольфрама добавляют цирконий. В этом случае, получает распространение аргонодуговая сварка. Данный тип сварки особенно важен в сварке цветных металлов. При сварке аргон защищает электрод, саму дугу сварки и сварочную ванну от газа.
Как известно, электроды из чистого вольфрама используются и в сварке на постоянном токе. Правда, нагрузка при этом снижается, если сравнивать торированные и лантанированные электроды. Данные виды электродов чаще используются для сварки на постоянном токе при прямой полярности. Для этого проводят острую заточку электрода на конус на уровне, равном 2-3 диаметрам самого электрода. Заточка вольфрамовых электродов осуществляется посредством твердых дисков с мелким зерном с целью избежать образование заусенцев на торце.
Чтобы рабочий конец изнашивался как можно меньше, взамен ториевого электрода используют универсальные вольфрамовые электроды WL-20 или лантановые электроды. Они характеризуются легким запуском дуги, пониженной степенью к поджогам, устойчивостью дуги, а также хорошим повторным зажиганием дуги. Кроме того, при добавлении 2% оксида лантана повышается максимальные присутствие тока. При этом способность электрода возрастает примерно на 50% больше, чем при чистом вольфраме. Сварной шов не настолько сильно загрязняется, да и лантановые электроды сослужат долгую службу. Оксид лантана аккуратно размещается по всей длине электрода, благодаря чему сохраняется начальная заточка электрода.
Все вольфрамовые электроды в обязательном порядке должны выполнять требования ГОСТа 23949-80. В сварке в среде инертных газов используются исключительно электроды, диаметр которых равен 0,5-10 мм. Каждый электрод подвергается маркировке. Так, электроды с диаметром 3 мм маркируют снятием рисок или фасок 1 мм на 45°. Маркировку вольфрамовых электродов наносят на 1 конец электрода. Ее наносят на торец полосой или точкой на поверхность торца на уровне 5-10 мм. Иностранные вольфрамовые электроды имеют маркировку, которая непосредственно указывает на присутствие легирующих элементов, а также на их количество. В этом случае наносят цветовую маркировку, которая немногим облегчает задачу сварщика. Маркировка предполагает наличие таких марок как WL — лантанированные, WT –торированные, WC – церированные, WY – иттрированные, WZ – цирконированные, W – чистый вольфрам, WS – содержит легирующие элементы.Режим сварки вольфрамовым электродом
Сварка вольфрамовыми электродами алюминия, толщина листа которого достигает 3 мм, может быть выполнена за 1 проход в прокладке. Если сваривать металл, толщина которого равна 6 мм и больше, то сваривают за 2 прохода с обеих сторон, при этом, не скашивая кромки. В этом случае нужно увеличить количество проходов до 4 с толщиной каждого в пределах 8-15 мм. Это будет обрезка по форме V. X-образная обрезка также вполне возможна.Вольфрамовые электроды: виды, состав, применение
Вольфрамовые электроды: виды, состав, применениеВольфрамовые электроды — это прутки (без обмазки) изготовленные из чистого вольфрама. Данный вид электродов получил широчайшее применение в аргонодуговой сварке TIG/WIG.
Существует три основных типа вольфрамовых электродов: для работы на постоянном и переменном токе, а также универсальные электроды. Основная область применения неплавящихся электродов (вольфрамовых), это энергетика, авиационная и пищевая промышленность.
Для чего предназначены вольфрамовые электроды
Основное применение вольфрамовые электроды нашли в аргонодуговой сварке, в защитной среде инертного газа — аргон. Имея большое разнообразие, электроды для аргоновой сварки относятся к категории неплавящихся электродов (ред. mmasvarka.ru).
На вид, такие электроды представляют собой чистые, без электродной обмазки стержни, предназначенные для формирования дуги. Сварочная дуга, в аргонодуговой сварке, образуется между вольфрамовым электродом и свариваемой заготовкой. При помощи вольфрамовых электродов можно осуществлять сварку самых разных металлов и конструкций, в том числе трубчатых.

Как известно, вольфрам — это очень тугоплавкий металл. Поэтому и электроды для аргонодуговой сварки имеют такие же характеристики, они отличаются большой твёрдостью, даже под воздействием самых высоких температур, свыше 3000 °С.
Виды вольфрамовых электродов и их обозначения
Вольфрамовые электроды имеют обозначение в виде буквы W — вольфрам, которая стоит первой в маркировке электродов. В зависимости от состава, существуют различные виды вольфрамовых электродов.

Самыми ходовыми считаются следующие марки:
Вольфрамовые электроды WP — применяются исключительно для сварки на переменном токе. Не содержат в своём составе легирующих присадок, и отлично подходят для сварки алюминиевых сплавов. Электроды данной марки отличаются стабильной дугой и имеют зелёный цвет маркировки на конце.
Вольфрамовые электроды WL — это универсальная марка вольфрамовых электродов. Варить данными электродами можно как на постоянном, так и на переменном токе. Помимо чистого вольфрама, в электродах этой марки содержится небольшое количество присадок в виде оксида лантана La2O3. Основное применение вольфрамовых электродов WL, это сварка магниевых сплавов, титана, никеля, алюминия, меди и высоколегированных сталей.

Вольфрамовые электроды WC-20 — также являются универсальными электродами, для сварки цветного и черного метала на переменном и постоянном токе. В качестве присадочного материала содержат в своём составе оксид церия CeO2, благодаря чему электроды отличаются стабильной дугой, даже на низких параметрах сварочного тока. Имеют серый цвет маркировки на конце.
Вольфрамовые электроды WY-20 — используются для сварки на постоянном токе. Основное применение, это сварка цветных металлов и углеродистых сталей. Имеют тёмно-синий цвет маркировки на конце, а из особенностей, следует выделить отличную износостойкость.
Самое большое месторождения вольфрама находится в Китае, поэтому Китайская народная республика, является главным экспортёром вольфрамовых электродов по всему миру. И даже если на упаковке с электродами указан европейский производитель, в 90% случаев, вольфрамовые электроды были изготовлены в Поднебесной.
Поделиться в соцсетях
Все, что нужно знать о вольфрамовых электродах
Процесс TIG сварки невозможен без специальных вольфрамовых электродов. Существует несколько видов этих принадлежностей, в которых неплохо было бы разбираться всем мастерам. Изучив их единожды, вы сможете без проблем подбирать оптимальные материалы для работы и выполнять поставленные задачи максимально качественно.
ЧТО ТАКОЕ ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ И ДЛЯ ЧЕГО ОНИ НУЖНЫ?
Вольфрамовые электроды — это тонкие электроды или прутки из очень тугоплавкого металла вольфрама. Используются в ходе проведения аргонодуговой сварки TIG. При этом весь рабочий процесс происходит в среде инертного газа, в роли которого чаще всего выступает аргон. Металлические же прутки применяются для заполнения пустот в шве, если такая необходимость присутствует, и подаются второй рукой. Аргон же необходим для того, чтобы обеспечить защиту электрода от газов, присутствующих в воздухе.
Главное преимущество вольфрама заключается в его тугоплавкости. Так, например, температура, при которой он плавиться — 3410 градусов, а закипает — 10220. Т.е. материал сохраняет свою форму и остается идеально твердым даже в том случае, когда раскален докрасна. Расход вольфрама в процессе сварки настолько мал, что кажется, будто он и вовсе отсутствует. Так, на обработку 1 метра шва понадобиться даже не 1 грамм, а сотые его доли чистого вольфрама. Если же он легирован оксидами, расход становится еще меньше. Так что только представьте, насколько хватает вольфрамового электрода, и как выгодно их использовать.
ВИДЫ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ: МАРКИРОВКА, ПРИМЕНЕНИЕ, ХАРАКТЕРИСТИКИ
Для удобства подбора вольфрамовых электродов для TIG сварки существует международная маркировка по цветам. Она считается общепринятым стандартом и понятна каждому мастеру. Выделяют несколько основных типов:
- WP, электроды зеленого цвета. В их составе чистый вольфрам (99,9%). Идеальны для сварки алюминия, магния, никеля и сплавов.
- WT, электроды красного цвета. В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.
- WC, электроды серого цвета. В их формуле есть церий. Такие электроды из вольфрама можно купить для сварки меди, титана, молибдена и прочих материалов.
- WY, электроды темно-синего цвета. Содержат в составе иттрий. Применяют их обычно для работы с конструкциями повышенной важности.
- WL-15 (золотой) и WL-20 (синий цвет). Изготавливаются с добавлением лантана. Хороши для обработки стали, алюминия, меди, бронзы.
- WZ, белый цвет. Состоят из вольфрама и циркония. Подходят для аргонной сварки меди, бронзы, алюминия, сплавов.
Понять, что каким вольфрамовым электродом варят, поможет и структурированная таблица, представленная ниже.
ОСНОВНЫЕ ОСОБЕННОСТИ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
У каждого из типов есть свои интересные особенности, а также преимущества. Правильно используя их и учитывая эти нюансы в процессе сварки, можно существенно повысить эффективность рабочих процессов.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WL-15, WL-20
Особенности:
- Благодаря наличию лантана в составе они более долговечны. Практически не засоряют сварную ванну вольфрамом.
- Хорошо сохраняют форму первоначальной заточки. Такой эффект достигается равномерным распределением лантана по всей длине изделия.
- С добавлением лантана возрастает допустимый сварочный ток. При этом износ самого электрода снижается практически на 50%, если сравнивать с чистым вольфрамом.
Преимущества:
- Супер легкий первоначальный запуск дуги.
- Имеют низкую склонность к созданию прожогов.
- Поддерживают очень устойчивую дугу.Обеспечивают хорошие показатели повторного розжига.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WC-20
Особенности:
- Изделия с добавлением церия хорошо подходят для работы на исключительно малых токах. Хорошо справляются и с такой сложной работой, как ювелирная сварка, при которой требуется особая точность.
- Если сравнивать WC-20 с другими типами электродов, то при работе на малых токах они обеспечивают более устойчивую дугу, простое зажигание.
- Подходят для сварки в любых плоскостях.
- Специалисты не рекомендуют использовать цериевые электроды для сварочных манипуляций с высокой плотностью тока. Это может привести к потере всех свойств. В такой ситуации электрод ведет себя так, словно изготовлен из чистого вольфрама без добавок.
Преимущества:
- Легкий розжиг и исключительная стабильность дуги.
- Длительный срок эксплуатации.
- Отсутствуют радиоактивные свойства.
- Выдерживают более высокую нагрузку током, нежели электроды из чистого вольфрама.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WZ-8
Особенности:
- Могут быть использованы в тех случаях, когда необходимо исключить даже самое минимальное загрязнение сварочной ванны. При этом подходят для работы на переменном токе.
- При работе на переменном токе AC существенно превосходят по показателям токовой нагрузки такие виды электродов, как WC-20 (цериевые), WL (лантановые), WT-20 (ториевые).
Преимущества:
- Быстрый и легкий розжиг.
- Долговечность.
- Повышенный уровень устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WP
Особенности:
- Довольно сложно разжигаются.
- В процессе работы на кончике электрода температура крайне высока, из-за чего сокращается срок эксплуатации.
Преимущества:
- Дают неплохие показатели устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WT-20
Особенности:
- Радиоактивны. В процессе работы мастеру требуется дополнительная защита: плотная одежда и респиратор. В помещении должна быть организована хорошая вытяжная вентиляция.
Преимущества:
- Долговечны.
- Хорошо функционируют при токовых перегрузках.
- Обеспечивают легкий розжиг.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WY-20
Особенности:
- Подходят для работы с только постоянным током.
Преимущества:
- Не загрязняют сварочную ванну.
- Подходят для работы на ответственных объектах и с важными конструкциями.
РАБОТА С ВОЛЬФРАМОВЫМИ ЭЛЕКТРОДАМИ
Применение любого из типов вольфрамовых электродов может быть крайне эффективно, но только при правильном подходе. Верный подбор изделий, а также установка необходимых параметров сварки позволят выполнить работу качественно и быстро, не столкнувшись с какими-либо трудностями.
Прежде всего стоит большое внимание уделить выбору толщины вольфрамового электрода. Ознакомиться с основными рекомендациями подбору оптимального диаметра можно в таблице.
Не менее важным параметром, влияющим на конечный результат работы, считается подаваемый ток. Подробная таблица токов и электродов представлена ниже.
Всем мастерам, использующим аксессуары этого типа важно знать, что при правильном подборе самих принадлежностей и режимов сварки, поверхность изделия должна блестеть. Если же это не так, и она матовая, стоит задуматься о токовой нагрузке. Возможно, она слишком превысила все возможные допустимые параметры. Наличие же цветного налета на электроде после завершения работы говорит лишь о том, что подается слишком мало газа или стоит увеличить время продувки.
Предотвратить появление наростов на конце изделия, или так называемых коронок, очень просто. Достаточно улучшить качество газовой среды, и повысить уровень охлаждения электрода.
ЗАТОЧКА ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ
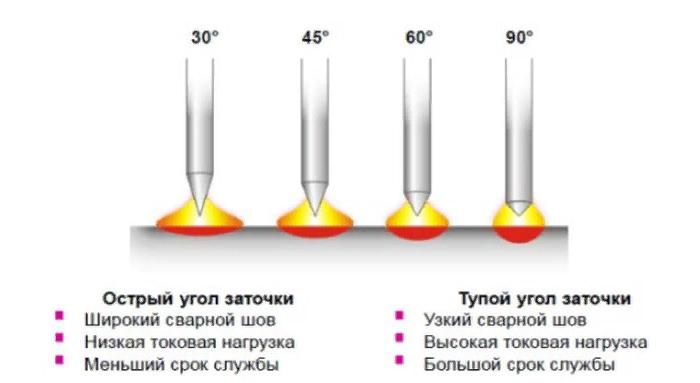
Правильность заточки сварочных электродов напрямую влияет на качество выполняемых сварочных работ. При обработке прутков важно уделять внимание и углу заточки, и площади притупления, и качеству шлифовки поверхности. Каждый из этих параметров отвечает за отдельные показатели и может существенно улучшить или ухудшить общее состояние получаемого шва.
При обработке электродов важно помнить несколько основных правил:
- Чем больше угол, тем уже дуга.
- Большие углы увеличивают срок эксплуатации электродов.
- Маленькие углы — гаранты стабильности дуги.
- При маленьких углах проще работать на низком токе.
- Уменьшение размеров диаметра притупления электрода позволяет увеличить глубину проплавления.
Чистота и гладкость поверхности электрода не должна переступать показателя в 0,5 Ra. Увеличение этого параметра приведет к нестабильности дуги, риску ее возгорания за пределами кончика электрода, уменьшению эксплуатационного срока.
Обработку электродов производят дисками повышенной твердости с мелким зерном. С распространением TIG сварки особой популярностью стали пользоваться специальные машинки и станки для заточки вольфрамовых электродов.
ВОЗМОЖНЫЕ ПРОБЛЕМЫ
В процессе аргонодуговой сварки пользователь может столкнуться с определенными проблемами. Чаще всего возникают они из-за невнимательности к деталям или незнания некоторых нюансов работы. Избавиться от этих неприятностей довольно просто, главное найти первопричину и устранить ее.
Основные ошибки и пути их устранения представлены в таблице ниже.
Большой выбор электродов, сварочного оборудования и принадлежностей для сварки вы сможете найти на страницах каталога Сварщик бай. Только у нас низкие цены, огромнейший ассортимент товаров и быстрая доставка. Заказывайте, и работайте с удовольствием!
Сварка вольфрамовым электродом: особенности и преимущества. 

Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Типы
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования
• движение ведется справа налево;
• при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
применение для аргоновой сварки, состав и особенности, маркировка
Прутки, выполненные из вольфрама и его сплавов, получили широкое распространение как электроды, предназначенные для получения неразъемных соединений при помощи аргоновой сварки. Их применяют для создания особо ответственных узлов, например, ёмкостей, работающих под давлением. С применением вольфрамовых электродов сваривают нержавеющие и легированные сплавы.

Применение и особенности сварки
Необходимо отметить, что применение электродов из вольфрама обеспечивать стабильность режима сварки, постоянную сварочную дугу. Эти свойства обеспечивают получение сварных швов высокого качества. Максимальную эффективность сварка этими материалами показывает в среде защитных газов. Такой вид сварочных работ применяют для соединения таких материалов, как молибден, никель и некоторых других.
Инструмент этого типа относят к неплавящимся, но в технологическом процессе его применяют одновременно с присадочной проволокой. Вольфрамовые изделия применяют для соединения металлов разного состава.

На поверхность изделий, выполненных из вольфрама и его сплавов, не наносят никакой обмазки. Присадочный материал в процессе работы сварщик подаёт отдельно, как правило, он тоже выполнен в виде прутка или проволоки.
Защиту сварочной ванны от воздействия атмосферного кислорода обеспечивает газ, который её окружает, для этих целей применяют аргон, углекислоту, гелий или из смеси.
На практике чаще всего применяют прутки длиной 175 мм, но существуют сварочные прутки и меньшей длины — от 50 до 150 мм. Диаметр применяемых материалов лежит в диапазоне от 1 до 8 мм. Выбрать необходимое изделие можно с помощью специальных таблиц.
 Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Сварщик должен постоянно отслеживать состояние рабочего кончика вольфрамового прутка. Дело заключается в следующем: от формы кончика зависит работа дуги на поверхности деталей. Его форма оказывает влияние на качество сварного шва, его форму и размеры. Именно поэтому кончик изделия должен быть всегда заточен. На практике применяют правила и форму заточки, которые приемлемы для тех или иных видов работ.
Форму заточки определяет марка изделия, так WP кончик должен быть выполнен в виде сферы, на WT на конце должна быть небольшая выпуклость, а вот сварочные прутки марки WC затачивают под конус.
Размер обработки (заточки) конца прутка определяют по следующей форме — его диаметр умножают на 2,5. То есть изделие с диаметром 3 мм необходимо обрабатывать на расстоянии в 7,5 мм. Кроме того, надо учитывать и то, что в зависимости от свариваемых материалов и силы сварочного тока углы заточки должны быть разными. Несоблюдение этих правил может привести к сокращению времени эксплуатации инструмента.
Так, если кончик заправлен неравномерно, это может привести к отклонению дуги от заданного направления. Неверно подобранная ширина приведёт к такому дефекту, как непровар.
Несмотря на множество достоинств этих изделий, существует как минимум один существенный недостаток — это сложности с розжигом и поддержанием дуги.
Для устранения этого недостатка розжиг дуги выполняют за несколько шагов:
- Создают короткое замыкание на теле заготовки.
- Отвод электрода от заготовки на заранее определённое расстояние.
Для выполнения этой операции в месте сварки добавляют циркониевую присадку. Такой метод позволяет выполнить розжиг качественной дуги.
Маркировка изделий
 Как и большинство подобной продукции, вольфрамовые электроды имеют классификацию, которая выполняется по применяемости. Одни, например, WP применяют для работы с алюминием, а WC для работы нержавейкой. Для того чтобы их было удобнее различать, на них наносят цветовую полосу.
Как и большинство подобной продукции, вольфрамовые электроды имеют классификацию, которая выполняется по применяемости. Одни, например, WP применяют для работы с алюминием, а WC для работы нержавейкой. Для того чтобы их было удобнее различать, на них наносят цветовую полосу.
Для маркировки вольфрамовых сварочных прутков применяют буквенно-цифровое обозначение. Кроме этого, квалифицируют вольфрамовые электроды для аргонодуговой сварки по цветам.
Кроме него, на поверхность прутков наносят цвета, соответствующие их марке. Обозначение электродов включает в себя описание химического состава, а также наличие добавок. В обозначении присутствует буква W, она говорит о том, что в основе химического состава лежит вольфрам. Количество добавок не превышает 0,5% от объёма.

Вторая буква показывает тип присадки, которая применяется для изготовления вольфрамовых электродов.
Так, марка WP — это вольфрамовые электроды для сварки алюминия и его сплавов. Кроме этого, металла электроды марки WP применяют для обработки магния. Изделия с маркой WZ8 содержат в себе цирконий. Их применяют для работы с бронзой, магнием, никелем и их сплавами. Изделия способны работать с большими нагрузками, в отличие от изделий другой марки. Электроды этой марки маркируют с помощью зелёного цвета.
Электрод марки WT20 содержит в своём химическом составе торий. Изделия этого типа наиболее распространены, но вместе с тем они несут определённую угрозу сварщику и людей, работающих рядом с ним. Все дело в том, что этот материал является источником радиации. Это накладывает некоторые ограничения на их применение в производстве сварочных работ. Электроды этой марки маркируют с помощью красного цвета.
Надо отметить, что стержни, содержащие торий, позволяют работать практически с любым видом материала, от обычных сталей, до никелевых или молибденовых сплавов.
 К универсальным электродам относят и те, которые принадлежат марке WC 20. В их химический состав входит церий, что позволяет работать как при переменном, так и при постоянном сварочном токе. Ещё одно отличие изделий этой марки заключается в том, они обеспечивают стабильное горение дуги даже при небольшой мощности источника тока. Электроды этой марки маркируют с помощью тёмно-синего цвета.
К универсальным электродам относят и те, которые принадлежат марке WC 20. В их химический состав входит церий, что позволяет работать как при переменном, так и при постоянном сварочном токе. Ещё одно отличие изделий этой марки заключается в том, они обеспечивают стабильное горение дуги даже при небольшой мощности источника тока. Электроды этой марки маркируют с помощью тёмно-синего цвета.
Другими словами, вольфрамовые электроды, классификация которых была приведена выше, могут быть использованы при сварке любых сплавов.
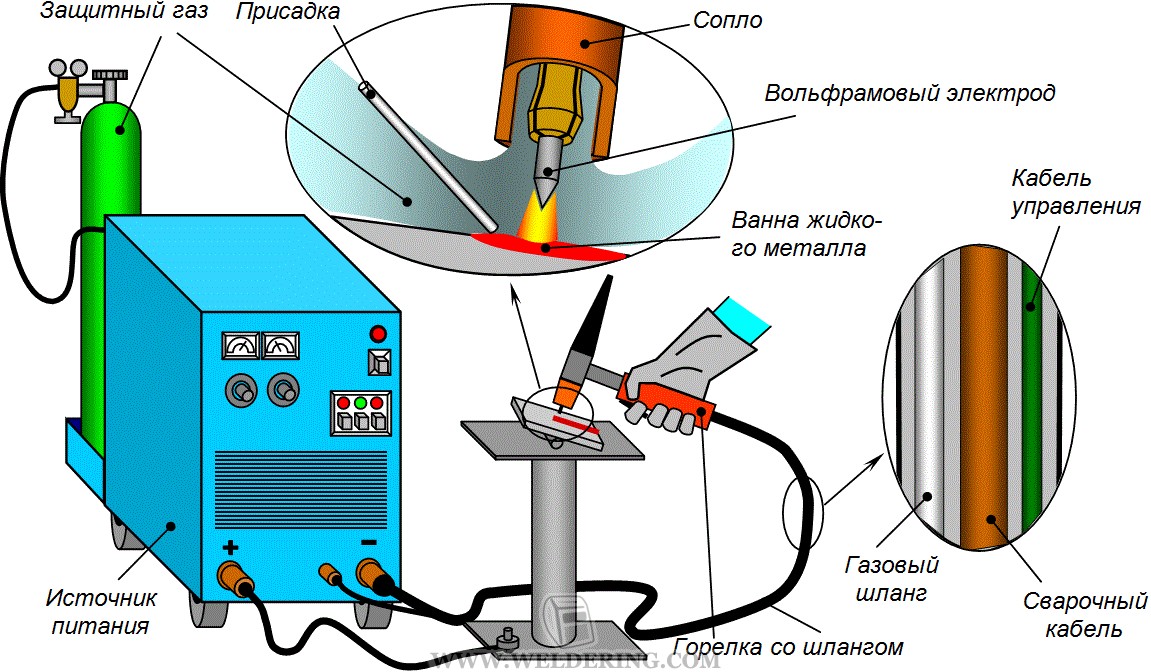
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
 Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.
Преимущества и недостатки
 Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.
Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.
Сварка вольфрамовыми электродами выполняется без искр и брызг. На шве не образуется шлак, не выделяется дым, в отличие от электродов, покрытых обмазкой. Все эти факторы позволяют выполнять сварку с высокой скоростью.
Вместе с тем сварка таким материалом подразумевает то, что перед выполнением работы необходимо тщательно зачистить поверхность деталей. В противном случае получаемый шов будет обладать определёнными дефектами (непроварами, порами и пр.).
сфера применения, маркировки и т. д.
Для сварки в защитной газовой среде нужны вольфрамовые электроды. Ими пользуются в основном на промышленных предприятиях и в мастерских. Однако оборудование, сваривающее цветные металлы и нержавейку ТИГ-автоматами и полуавтоматами, стало доступно и для домашнего использования. Поэтому человеку, собирающемуся работать с такими аппаратами, надо знать разновидности, классификацию и описание расходников, чтобы сделать правильный выбор.

Сварочные характеристики вольфрамовых электродов
Такие изделия продают в виде стержней, длина которых в среднем 175 мм. Для изготовления применяют чистый вольфрам, а также примеси других компонентов, улучшающих потребительские свойства продукции. В качестве защищающего газа чаще всего применяется аргон, гелий и т.п.
За счет повышенной температуры плавления, составляющей 3,4 тыс. C, в работе электроды расходуются мало, в основном присутствует небольшое испарение. Из-за этого их называют неплавящимися.
Производители выпускают продукцию различного диаметра.
С этим размером связано предназначение проволоки для различных токов сварки:
- 1 мм соответствует 50 А;
- 1,6 мм выдерживают до 100 А;
- 2 (2,4) мм рекомендованы при 200 А;
- если требуется повысить ток до 300 А, то подойдут стержни толщиной 3,2 мм;
- более 300 А берут самые толстые 4 мм.
Кроме того, электроды для сварки аргоном классифицируются по току:
- марки WY и WT для постоянного тока;
- разновидности WZ или WP для переменного тока на выходе;
- для WL, WC можно использовать ток любой характеристики.
Назначение и сфера использования
Чаще всего сварка вольфрамовым электродом требуется для работы со сталями углеродистых, конструкционных или нержавеющих марок, сплавами цветных металлов. В результате операции шов будет ровным, без трещин.
При этом химическая целостность материалов не нарушается. Поэтому стык представляет собой монолитное соединение.
Электроды для TIG сварки востребованы в следующих областях промышленности:
- аэрокосмической;
- пищевой;
- медицинской;
- атомном и химическом машиностроении;
- на предприятиях ВПК.
.jpg)
Классификация и маркировки электродов
В целях облегчения подготовки к работе и исключения ошибки в выборе расходников для аргонной сварки, производители поделили их на классы, обозначив их принадлежность к классу вольфрамовых буквой W, находящейся вначале.
Далее обозначается лигатура (примесь), добавленная для улучшения сварочных характеристик:
- WP состоят из 99,5% чистого вольфрама;
- C добавлен церий;
- T содержат диоксид тория;
- L с оксидом лантана;
- Y примесью стал диоксид иттрия;
- Z оксид циркония.
Цифры означают процентное количество лигатур и длину стержня. Сведения о каждой марке есть в справочниках. Там надо найти таблицу, где описаны ее характеристики.
Кроме того, существует цветовая маркировка вольфрамовых электродов:
- WZ-8 с 0,8% оксида циркония с шарообразным кончиком для работы на переменных токах окрашены в белый цвет. Они производят мощную и устойчивую дугу. Рекомендованы для алюминия, бронзы, магния, никеля и их сплавов.
- WP зеленые лучше всего работают в среде аргона или гелия. Подходят для сварки магниевых и алюминиевых деталей.
- Универсальные WC-20 серого цвета с 2%-ным содержанием оксида церия запускают дугу на низких токах. Используются на трубопроводах, при сварке тонких стальных листов, а также молибдена, тантала, ниобия,титана и т.д.
- Золотистые WL-15 и синие WL-15 содержат 1,5% и 2% оксида лантана, который увеличивает рабочий ток. Такие неплавящиеся электроды характеризуются легким первоначальным розжигом дуги, сниженным наполовину износом стержня, чистотой шва и малой склонностью к прожигу тонких листов. Применяются для соединения высоколегированных сталей, медных, бронзовых, алюминиевых деталей на переменном и постоянном токе.
- От 1,8% до 2,2% иттрия находятся в составе темно-синих стержней WY-20. Работают с углеродистыми, низколегированными и нержавеющими сталями, титаном, медью и их сплавами.
- Наконечники электродов WT-20 окрашены в красный цвет и содержат оксид тория. Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.
.jpg)
Как правильно выбирать
Перед работой с вольфрамовыми электродами нужно ориентироваться на такие характеристики:
- тип;
- химический состав примесей;
- диаметр, влияющий на толщину стыка;
- геометрическая форма наконечника, определяющая свойства сварочного процесса;
- качество заточки.
Профессиональные сварщики доверяют своему опыту, а для новичков существуют справочные таблицы с параметрами каждого типа стержня.
Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.
Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Инструмент, которым рекомендовано пользоваться — точильный круг или болгарка.
Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.
Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.
При появлении любого из этих недостатков надо остановит сварку и исправить угол заточки стержня.
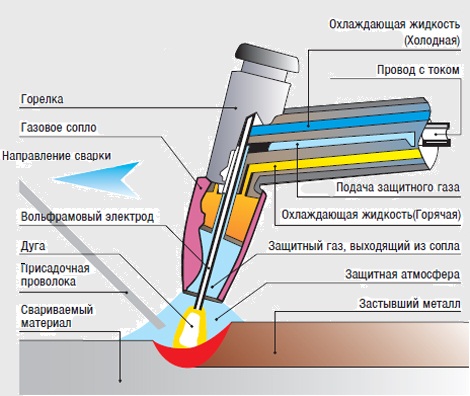
Особенности сварки с помощью вольфрама
Аргонной сварке неплавящимися электродами характерна своя специфика:
- возможность работы в разных режимах ручном, автоматическом или полуавтоматическом;
- соединение металлов возможно без присадки за счет расплавленного с краев металла, формирующего сварной шов;
- допускается сваривать детали толщиной менее 0,1 мм;
- воздух во время процесса вытесняется из рабочей зоны, что подразумевает использование мощной вентиляции;
- образование дуги происходит без соприкосновения с соединяемым элементом;
- для уменьшения расхода проволоки надо подбирать нужную величину силы тока;
- защитное облако также экономит стержень;
- расход газа зависит от толщины металла, скорости сварки, разновидности шва.
.jpg)
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Руководство по вольфрамовым электродам
Вольфрам – это редкий металлический элемент, используемый для изготовления электродов с газовой вольфрамовой дуговой сваркой (GTAW). Процесс GTAW основывается на твердости вольфрама и высокотемпературном сопротивлении для передачи сварочного тока к дуге. Вольфрам имеет самую высокую температуру плавления из всех металлов, 3410 градусов по Цельсию.
Эти нерасходуемые электроды бывают разных размеров и длин и состоят из чистого вольфрама или сплава вольфрама и других редкоземельных элементов и оксидов.Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, проводите ли вы сварку переменным током (AC) или постоянным током (DC). Какой из трех конечных препаратов вы выберете: сглаженный, заостренный или усеченный, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделки.
Каждый электрод имеет цветовую кодировку, чтобы избежать путаницы по поводу его типа. Цвет появляется на кончике электрода.
Чистый вольфрам (цветовой код: зеленый)
Чистый вольфрамовый электрод (классификация AWS EWP) содержит 99.50 процентов вольфрама имеют самый высокий уровень потребления всех электродов и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый, заостренный наконечник при нагревании и обеспечивают отличную стабильность дуги для сварки переменного тока сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги для синусоидальной сварки переменным током, особенно на алюминии и магнии. Обычно он не используется для сварки постоянным током, потому что он не обеспечивает сильных дуговых разрядов, связанных с торированными или церированными электродами.
Торированные(цветовой код: красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат минимум 97,30% вольфрама и 1,70-2,20% тория и называются 2% тория. На сегодняшний день они являются наиболее часто используемыми электродами и предпочитаются за их долговечность и простоту использования. Торий повышает качество эмиссии электрона на электроде, что улучшает зажигание дуги и обеспечивает более высокую токонесущую способность. Этот электрод работает намного ниже его температуры плавления, что приводит к значительно более низкому расходу и устраняет дуги блуждающих для большей стабильности.По сравнению с другими электродами торированные электроды осаждают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.Эти электроды используются главным образом для специальной сварки переменным током (например, тонкого алюминия и материалов толщиной менее 0,060 дюйма) и сварки постоянным током, с отрицательной или прямой полярностью электрода, на углеродистой стали, нержавеющей стали, никеле и титане.
Во время производства торий равномерно распределен по всему электроду, что помогает вольфраму сохранять острый край – идеальную форму электрода для сварки тонкой стали – после шлифования.Примечание: торий радиоактивен; Таким образом, вы всегда должны следовать предупреждениям производителя, инструкциям и паспорту безопасности материала (MSDS) для его использования.
Ceriated (цветовой код: оранжевый)
Церированные вольфрамовые электроды (классификация AWS EWCe-2) содержат минимум 97,30% вольфрама и 1,80-2,20% церия и упоминаются как 2% церидата. Эти электроды лучше всего работают при сварке постоянным током при низких значениях тока, но их можно эффективно использовать в процессах переменного тока.Благодаря превосходной дуге, начинающейся при низких значениях силы тока, церидированный вольфрам стал популярным в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла, а также в работах с мелкими и деликатными деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить 2-процентные торированные электроды. Цериден вольфрама имеет немного отличающиеся электрические характеристики, чем торий, но большинство сварщиков не могут отличить.
Использование церированных электродов при более высоких значениях силы тока не рекомендуется, поскольку более высокие значения силы тока приводят к тому, что оксиды быстро переходят в тепло на наконечнике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Лантанат(Цветовой код: золото)
Вольфрамовые электроды из лантана (AWS классификация EWLa-1.5) содержат минимум 97,80% вольфрама и 1,30-1,70% лантана, или лантана, и известны как 1,5% лантаната. Эти электроды имеют отличное зажигание дуги, низкую скорость выгорания
и, хорошую стабильность дуги и отличные характеристики повторного зажигания – многие из тех же преимуществ, что и у церированных электродов.Лантанированные электроды также обладают характеристиками проводимости 2% торированного вольфрама. В некоторых случаях 1,5% лантаната могут заменить 2% ториата без внесения существенных изменений в программу сварки.
Вольфрамовые электроды из лантана идеальны, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают на отрицательном электроде переменного или постоянного тока с заостренным концом, или их можно использовать для синусоидальных источников питания переменного тока. Лантанированный вольфрам хорошо сохраняет заостренную точку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников энергии прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки переменным током и, как и церидированные электроды, позволяют запускать дугу и поддерживать ее при более низких напряжениях. По сравнению с чистым вольфрамом добавление лантана на 1,5 процента увеличивает максимальную токонесущую способность примерно на 50 процентов для данного размера электрода.
Цирконированный (цветовой код: коричневый)
Цирконизированные вольфрамовые электроды (классификация AWS EWZr-1) содержат минимум 99,10% вольфрама и 0.От 15 до 0,40 процента циркония. Цирконизированный вольфрамовый электрод образует чрезвычайно стабильную дугу и противостоит вольфрамовым брызгам. Это идеальное решение для сварки переменным током, поскольку оно сохраняет заостренный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Ни при каких обстоятельствах цирконий не рекомендуется для сварки постоянным током.
Редкоземельные элементы (цветовой код: серый)
Редкоземельные вольфрамовые электроды (классификация AWS EWG) содержат неопределенные добавки редкоземельных оксидов или гибридных комбинаций различных оксидов, но производители обязаны указывать каждую добавку и ее процентное содержание на пакет.В зависимости от добавок желаемые результаты могут включать стабильную дугу в процессах переменного и постоянного тока, большую долговечность по сравнению с торированным вольфрамом, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера и меньше вольфрамовых брызг.
Подготовка вольфрама – нарезанный, заостренный или усеченный?
После выбора типа электрода следующим шагом является выбор окончательной подготовки. Три варианта выбора являются заостренными, заостренными и усеченными.
| Рисунок 1 Типичные диапазоны тока для электронов с защитой от аргона. |
Баллонный наконечник обычно используется на чистых вольфрамовых и циркониевых электродах и предлагается для использования с процессом переменного тока на синусоидальных и обычных прямоугольных волнорезных машинах GTAW. Чтобы правильно соединить конец вольфрама, просто примените силу тока переменного тока, рекомендованную для данного диаметра электрода (см. , рисунок 1, ), и на конце электрода сформируется шарик.Диаметр загнутого конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Большая сфера на конце электрода может снизить стабильность дуги. Он также может упасть и загрязнить сварной шов.
| Рис. 2 Подготовка вольфрама для сварки отрицательным электродом постоянного тока и переменного тока с источниками формирования волны. |
Заостренный и / или усеченный наконечник (для чистых вольфрамовых, церидированных, лантанированных и торированных типов) следует использовать в сварочных процессах переменного и постоянного тока.Для правильного шлифования вольфрама используйте шлифовальный круг, специально предназначенный для шлифования вольфрама (для предотвращения загрязнения), и круг, изготовленный из Borazon® или алмаза (для сопротивления твердости вольфрама). Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте указаниям производителя, инструкциям и MSDS.
Шлифуйте вольфрам прямо на колесе по сравнению с углом 90 градусов (см. Рисунок 2 ), чтобы гарантировать, что метки шлифования соответствуют длине электрода.Это уменьшает наличие выступов на вольфраме, которые могут создавать дуги блуждания или таять в сварочной ванне, вызывая загрязнение.
Как правило, вы хотите шлифовать конус на вольфраме на расстоянии не более чем в 2,5 раза больше диаметра электрода (например, для электрода 1/8 дюйма, отшлифовать поверхность от 1/4 до 5/16 в. долго). Шлифование вольфрама до конуса облегчает переход от начала дуги и создает более сфокусированную дугу для лучшей производительности сварки.
При сварке слабым током на тонком материале (от 0.От 005 до 0,040 дюйма), лучше всего измельчить вольфрам в точку. Заостренный наконечник позволяет сварочному току передаваться по сфокусированной дуге и предотвращает искажение тонких металлов, таких как алюминий. Использование заостренного вольфрама для применений с большим током не рекомендуется, поскольку более высокий ток может сдуть наконечник вольфрама и вызвать загрязнение сварочной ванны.
Для приложений с большим током лучше всего шлифовать усеченный наконечник. Чтобы получить эту форму, сначала шлифуйте вольфрам до конуса, как объяснено ранее, затем шлифуйте 0.От 010 до 0,030 дюйма плоская земля на конце вольфрама. Эта плоская земля помогает предотвратить перемещение вольфрама по дуге. Это также предотвращает формирование шара.
Майк Сэммонс – менеджер по продажам и маркетингу в Weldcraft, 2741 N. Roemer Road, Appleton, WI 54911, 920-882-6811, факс 920-882-6844, [email protected], www.weldcraft.com.
. Использование торированных вольфрамовых электродов
Введение
Вольфрамовые электроды используются при дуговой сварке с применением процесса вольфрамового инертного газа (TIG) или при плазменной сварке. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Электроды изготавливаются методом порошковой металлургии и после спекания формируются по размеру.
Сварочные электродыTIG обычно содержат небольшое количество других оксидов металлов, которые могут дать следующие преимущества: –
- облегчить запуск дуги
- увеличение стабильности дуги
- улучшить токонесущую способность стержня.
- уменьшить риск загрязнения сварного шва
- увеличить срок службы электрода
Используемые оксиды в основном оксиды циркония, тория, лантана, иттрия или церия. Дополнения обычно порядка 1% -4%.Все эти оксиды значительно улучшают инициирование дуги, особенно когда используется сварка постоянным током (DC). Оксид тория (тория) использовался в течение многих лет и оказался эффективным с точки зрения длительного срока службы и термической эффективности. Оксид циркония (диоксид циркония) обычно используется для сварки переменным током (AC), обычно для сварки алюминия.
Опасности
Торий (Th) слабо радиоактивен с длительным периодом полураспада и испускает в основном альфа (α) частицы, но иногда испускается некоторое бета (β) и гамма (γ) излучение.Альфа-частицы не могут проникнуть сквозь кожу или даже бумагу. Однако они вредны, если попадают внутрь пищеварительного тракта или в легкие, где они действуют как канцероген.
Оксид тория, следовательно, представляет собой радиоактивный материал с низким уровнем активности, который может вызывать как небольшую внешнюю радиационную опасность, так и внутреннюю опасность при проглатывании или вдыхании. Внешняя опасность, оцененная для сварщика, держащего электрод в течение всего года, составляет очень небольшую долю от максимально допустимой дозы облучения, и делается вывод, что внешняя радиационная опасность, вероятно, будет незначительной.
Во время образования дуги радиоактивный материал практически не выделяется. Однако для достижения максимальной стабильности дуги наконечник электрода перед использованием заземляется до конической точки. Эта форма поддерживается во время использования путем регулярного переточки. Во время процесса измельчения частицы вольфрама могут образовываться с торием на поверхности. Именно эти частицы пыли создают большую опасность, поскольку они могут вдыхаться, и тория может выделять альфа-частицы с поверхности.
В обзоре измерений проб воздуха, проведенных во время измельчения, был сделан вывод о том, что во время измельчения концентрации воздуха могут приближаться или даже превышать концентрации, при которых необходимо рассмотреть вопрос о назначении района в качестве контролируемой зоны, как это определено в Правилах по ионизирующей радиации 1999 года.
Тем не менее, риск возникновения рака у сварщиков TIG из-за воздействия тории очень низок, так как время воздействия на людей неизменно мало. По оценкам Датского института сварки, из 1200 сварщиков, работающих полный рабочий день, заболеваемость раком 0-3 может произойти в течение тридцатилетнего срока службы. Хотя этот показатель считается приемлемым, Датский институт сварки рекомендовал отказаться от торического вольфрама в Дании, поскольку имеются нерадиоактивные альтернативы.
Безопасные условия труда
Хранение
Рекомендуется хранить торированные электроды в стальных коробках с четкой маркировкой трилистником.При хранении в закрытых ящиках при обращении и хранении нет значительной опасности.
Сварщики могут безопасно обрабатывать небольшое количество электродов (1 день) без каких-либо особых мер предосторожности.
Подготовка / Шлифовка
Шлифование создает наибольшую опасность, так как открытая площадь вольфрама / тория значительно увеличивается, а мелкие частицы потенциально радиоактивной пыли выбрасываются в атмосферу.
Рекомендуется использовать специальный точильный камень с местным удалением пыли и носить простую маску фильтра, если количество используемых электродов не очень мало (менее чем около 20 в год).Если шлифовальный круг не оснащен защитным экраном, следует надевать защитные очки. Воздушный экстракт из точильного камня должен быть расположен таким образом, чтобы частицы оседали в значительном одноразовом пакете.
Безопасный метод сбора и обращения с пылью из сборного блока должен использоваться для минимизации выброса в атмосферу (например, ее можно поместить в запечатанный бумажный / пластиковый пакет.)
Участок вокруг шлифовальных кругов следует ежедневно очищать пылесосом для удаления частиц пыли.Если высокоэффективный пылесос недоступен, материал следует смочить, чтобы минимизировать пыль.
Работников следует поощрять мыть руки перед использованием туалетов и перед перерывами на работу, и поэтому моющие средства должны находиться вблизи рабочих зон.
Сварка
Некоторое испарение вольфрама происходит во время сварки, но это очень небольшое количество, и соответствующий уровень радиоактивности чрезвычайно низок.Никаких особых мер предосторожности не требуется.
Однако, как и при шлифовании торированных вольфрамовых электродов, защита рта, носа и глаз во время сварки еще больше снизит риск загрязнения.
Альтернативы торированному вольфраму
Оксиды лантана, церия, иттрия и циркония могут использоваться с вольфрамом. Хотя они все незначительно радиоактивны, риск даже ниже, чем у тория, поэтому никаких особых мер предосторожности не требуется. Общее мнение пользователей состоит в том, что церированные или лантанированные вольфрамы являются приемлемыми альтернативами торированным вольфрамам, особенно с постоянным током, в то время как цирконированный вольфрам предпочтителен для сварки переменным током.Существуют очень незначительные различия в напряжениях дуги, необходимых для равных токов между различными альтернативами. Следует рассмотреть обоснование использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Официальные рекомендации
Комиссия по гигиене и безопасности VIII Международного института сварки утверждает, что нет особых опасностей, связанных с хранением, обработкой или сваркой, но на точильном камне должно использоваться оборудование для удаления пыли, а во время шлифования оператор должен надевать средства защиты органов дыхания.Это подпадает под действие Руководства по безопасности и гигиене труда (6) 53 Выбор, использование и обслуживание средств защиты органов дыхания.
В Великобритании использование торированных вольфрамовых электродов регулируется Положением об ионизирующих излучениях 1999 года. Воздействие должно быть минимальным, насколько это практически возможно, и руководящие указания в предыдущих разделах предназначены для достижения этой цели.
Требуются местные правила и надлежащий надзор. Работодатель должен назначить руководителя по радиационной защите (RPS), который должен нести ответственность за
- Внедрение и мониторинг всех процедур охраны здоровья и техники безопасности при хранении, измельчении, использовании и утилизации торированных вольфрамовых электродов и всех побочных продуктов.
- Ведение учета количества торированного вольфрама в хранилище и количества электродов, выданных каждому сварщику.
- Предоставление инструкций по правильному использованию и процедурам шлифования сварщикам. Эти процедуры должны быть в форме письменных инструкций, в дополнение к устным презентациям. Сварщики должны знать имя RPS.
- Контроль, чтобы убедиться, что сварщики выполняют процедуры шлифования правильно и что система пылеудаления работает эффективно.
Рекомендуемое чтение
- Положений об ионизирующих излучениях, 1999 г. L121 Утвержденный Свод практических правил и руководств.
- Положения о контроле над опасными для здоровья веществами (COSHH) 2002 г. – утвержденный L5 Свод практических правил и руководств.
- HSE Руководство по применению HS (G) 53 Средства защиты органов дыхания на работе.
- Информационный документ по ОЗТОС: Хранение и использование торированного вольфрама 564/6.
- Дуговой сварщик за работой, листовка Ассоциации сварщиков236
- BS EN ISO 6848: 2004 Дуговая сварка и резка. Не расходуемые вольфрамовые электроды.
- BS EN 1011-4: Сварка. Рекомендации по сварке металлических материалов. Часть 4: Дуговая сварка алюминия и алюминиевых сплавов.
- ANSI / AWS A5.12 / AS.12M 98 (R2007) Спецификация для вольфрамовых и вольфрамовых сплавов электродов для дуговой сварки и резки
- IIS / IIW-VIII 1582-91 Расчетные дозы облучения от тория и дочерей, содержащихся в торированных сварочных электродах
- IIS / IIW VIII 1702-93 Аспекты здоровья при использовании торированных вольфрамовых электродов.
- Гигиена труда Том. 1 № 1, 1994, «Риск рака и торированные сварочные электроды»
Выбор и подготовка вольфрамовых электродов
Любимая аналогия с вольфрамовыми электродами заключается в том, что у вас может быть лучшее сварочное оборудование в мире, но без правильно подготовленных вольфрамовых электродов для переноса дуги ваше сварочное применение похоже на вождение Porsche на ободах.
Вольфрамовый электрод является одним из наиболее важных и в то же время одним из наиболее часто пропускаемых технологических параметров в дуговой сварке постоянным током.Выбор и подготовка их к сварке включает три критических области:
- Геометрия электрода
- Подготовка электрода
- Оборудование для подготовки электрода
Геометрия электрода
Полная геометрия электрода для сварки постоянным током включает диаметр электрода, включенный угол (конусность) и наконечник (плоский) (см. Рисунок 1 ).
Выбор геометрии всегда влияет на срок службы электрода, запуск дуги, проникновение сварного шва и форму дуги.Независимо от выбранной геометрии, конфигурация электрода должна быть проверена во время разработки процедуры сварки. Геометрия должна быть отмечена как критическая технологическая переменная для процедуры сварки и должна выдерживать допустимые отклонения для всех последующих сварных швов.
Диаметр электрода. При выборе диаметра электрода лучше всего начинать с рекомендаций производителя сварочного оборудования. В то время как малые диаметры легче запустить по дуге, большие диаметры учитывают более высокие силы тока и служат дольше, чем меньшие диаметры.Однако, если уровни тока выше рекомендуемых, вольфрам будет слишком быстро разрушаться, попадать в сварочную ванну и загрязнять сварной шов. И наоборот, если ток слишком мал для диаметра электрода, дуга станет нестабильной.
Электрод в комплекте угол (конусность). Электроды для сварки постоянным током следует шлифовать продольно и концентрически с помощью алмазных кругов под включенным углом в сочетании с подготовкой наконечника / плоскости.
Тупая конусность с большим включенным углом приводит к увеличению срока службы электрода, лучшему проникновению сварного шва, более узкой форме дуги и способности выдерживать большую силу тока без эрозии.Острый конус с небольшим включенным углом обеспечивает меньшее отклонение дуги и более широкую, более устойчивую дугу.
Наконечник(плоский). Форма наконечника вольфрамового электрода является важной технологической переменной в точной дуговой сварке, потому что с увеличением плоского размера увеличивается вероятность дугового отклонения и возникновения затруднений. Тем не менее, увеличение плоского также улучшает проникновение сварного шва и увеличивает срок службы электрода (см. Рисунок 2 ).
Неправильная, непоследовательная квартира может привести к падению остроконечных электродных наконечников в сварочную ванну.Это также может привести к нестабильности дуги, сокращению срока службы электрода и изменениям напряжения дуги от одного электрода к другому.
Подготовка электродаВольфрамовый электрод является важнейшим носителем в процессе сварки и должен быть надлежащим образом заземлен и отрезан. Неправильно подготовленный электрод приводит к блужданию дуги, расщеплению, выпадению, несоответствиям или дорогостоящим ошибкам. Правильно заземленные и отрезанные электроды улучшают запуск и стабильность дуги.
Рис. 1 Геометрия электрода включает три фактора: диаметр электрода, включенный угол (конусность) и наконечник (плоский).
Алмазные круги рекомендуются для шлифования и резки всех вольфрамовых электродов. В то время как вольфрам является очень твердым материалом, поверхность алмазного круга более твердая, что обеспечивает гладкую шлифовку. Шлифование с другими типами колес может создать зазубренные края, дефекты или невидимые плохие качества поверхности, которые способствуют несогласованности сварного шва и дефектам.
Наконечник (плоский) Подготовка. В зависимости от процесса сварки, плоская подготовка может быть на новом электроде или ранее использованном электроде.Если конец использованного электрода очень загрязнен, его следует удалить перед плоской подготовкой. Для восстановления электрода с минимальным загрязнением, нового или обрезанного, поместите электрод под точным углом 90 градусов к боковой стороне колеса.
Конусная шлифовка. Наиболее важным элементом правильного шлифования электродов является то, что электрод следует заземлять в продольном направлении. Вольфрамовые электроды изготавливаются с молекулярной структурой зерна, идущей в продольном направлении, поэтому шлифование в поперечном направлении – это шлифование зерна (см. , рисунок 3, ).
Более важно, электроны текут с большей плотностью на поверхности электрода. Если электроды шлифованы или отполированы крест-накрест, электроны должны перескакивать через метки шлифования. Дуга начинается перед вершиной, распространяется и обычно блуждает. Вольфрамовый электрод перегревается и изнашивается быстрее. При продольном шлифовании с зерном электроны устойчиво подводятся к крайнему наконечнику вольфрамового электрода. Дуга начинается прямо и остается узкой, концентрированной и устойчивой.
Алмазный шлифовальный круг не следует использовать для шлифования чего-либо, кроме вольфрама. Это поможет предотвратить загрязнение колеса и вольфрамового наконечника во время операции шлифования и передачи инородного материала в сварной шов.
Резка по длине. Загрязненный электрод создает неустойчивую дугу и загрязненный сварной шов. Лучший способ обеспечить удаление всех загрязнений с наконечника – это отрезать эту часть вольфрама. Шлифование наконечника, когда оно загрязнено, может не удалить все загрязнения и отложит загрязнение на шлифовальном круге, только для повторного сбора в будущем.
Поскольку вольфрам является очень твердым материалом, для правильной резки необходимо использовать алмазный отрезной круг для последовательных, чистых резов. Многие сварщики неправильно режут вольфрам одним из следующих способов:
- Разрушение электрода вручную или с помощью кусачек
- Скручивание электрода двумя парами плоскогубцев
- Надрезание электрода на шлифовальном круге и последующее разрушение его вручную, с молотком или с помощью плоскогубцев
- Удар электрода молотком по острой металлической кромке
Все эти методы могут вызвать проблемы с безопасностью и сваркой.Электрод может незаметно расколоться или разбиться, что может привести к нестабильности дуги и дефектам сварки, а также к риску повреждения глаз или рук. Гораздо легче и быстрее разрезать электрод с помощью правильного режущего инструмента, специально разработанного для того, насколько твердый и хрупкий вольфрам.
Использование алмазного отрезного круга помогает обеспечить чистоту и гладкость разреза, а также отсутствие трещин или сколов. Инструмент должен быть быстрым и простым в использовании, иметь защитные крышки и иметь шкалу, обеспечивающую точную длину и обрезку.
Поверхностная обработка электрода. Гладкость отделки на подготовленном наконечнике электрода определяет некоторые характеристики процесса сварки. В общем случае, точки должны быть как можно точнее отшлифованы, чтобы улучшить сварочные свойства и увеличить срок службы электрода. Слишком грубые заземленные электроды приводят к нестабильным дугам.
Рис. 2. Правильная форма вольфрама предотвратит дуговое отклонение и трудности при пуске.В таблице приведены рекомендуемые размеры наконечников в зависимости от диаметра электрода.
Стандартная отделка со средней шероховатостью (RA), которая по-прежнему показывает продольные линии заземления невооруженным глазом, является универсальной, качественной обработкой для любого применения. Полированная зеркально-подобная отделка около 6–8 RA, в которой видно несколько линий или вообще не видно линий, лучше для долговечности электрода, поскольку снижает риск загрязнения, «прилипания» к точке электрода и возникновения эрозия.Тем не менее, для сварочных источников питания, которые не имеют сильных пусковых характеристик дуги, чистота около 20 RA лучше, потому что продольные линии заземления помогают стабильно подводить электроны к крайней точке электрода, что помогает при запуске дуги.
Оборудование для подготовки электродов
В большинстве случаев очень важно иметь специальную вольфрамовую электродную шлифовальную машину. Стандартное шлифовальное оборудование на большинстве предприятий не предлагает средств для правильного продольного алмазного шлифования или консистенции подготовки от одного электрода к другому.Кроме того, машина, не предназначенная для определенных целей, загрязняет электрод инородным материалом, что ухудшает качество сварки несколькими способами.
Для эффективного производства последовательных и повторяемых электродов и сварных швов, в шлифовальном станке учитываются следующие характеристики:
- Продольное шлифование
- Алмазный шлифовальный круг
- Режущий инструмент с измерительным устройством, который может резать достаточно коротким для применения, особенно в случае орбитальной сварки
- 20 RA или лучше
- Точное шлифование вольфрама менее чем за одну минуту
- Способность соблюдать требуемые допуски по углу, длине и плоскости
- Простая, последовательная операция, которую можно изменить легко, когда требуются различные геометрии
- Сбор пыли, особенно для радиоактивных 2-процентных торированных вольфрамовых электродов
Рисунок 3Электроды изготавливаются с зерном, идущим вдоль.Шлифование в продольном направлении приводит электроны устойчиво к крайнему наконечнику электрода
. Почему я до сих пор использую 2% торированного (красного) вольфрама
Примечание: мнения, выраженные в этом посте, принадлежат исключительно автору.
лет назад, когда я еще был учеником в Chrysler, 2% торированного (или «красного») вольфрама по-прежнему оставались электродом, который почти все использовали, по крайней мере, для сварки постоянным током. В учебном центре инструктор Том Соли заставил меня попробовать вольфрам из лантана и церинированного металла.Он объяснил мне, как опасения радиации, исходящей от красного вольфрама, заставили сварочную отрасль искать альтернативы. По его мнению, это было ненужным. Таким образом, я экспериментировал с ними, но ни один не держал острую точку надолго, и я быстро вернулся к испытанному красному красному цвету. Ни у кого нет времени на электроды, которые ломаются или быстро тускнеют.
Для меня 2% ториата всегда был лучшим универсальным электродом, и точка. Он длится дольше всего, имеет самую острую точку и имеет самую сильную дугу.
Когда я впервые попробовал эти другие легированные электроды, это было как раз в начале поисков альтернатив в отрасли. Том сказал мне, что в основном каждый второй электрод пытался «покраснеть», и это то, что я принял близко к сердцу. Зачем использовать подражатель, когда вы можете использовать оригинал?
Черт, я даже пропустил чистый вольфрам (зеленый) и использовал красный при сварке алюминия на переменном токе с помощью трансформаторной Synchrowave 350, которую мы имели в нашем магазине. Зеленый цвет мягче, и шарики легче поддаются сварке алюминием, но он также не справляется с нагревом.Я предпочел бы иметь вольфрам, который не раскалывается при высокой температуре, а не быстро растекающийся.
В то время как большая часть нашего презрения к альтернативам и преданности красному была анекдотичной и не очень научной, рассуждения казались обоснованными. Красные электроды остаются острыми так долго и настолько тверды, что никак не могут испустить что-либо значительно вредное для вдыхания во время процесса сварки или для поглощения при работе.
Мы подумали, что, возможно, дыхание в пыли может быть проблемой, но пошутили, что «если вы не нюхаете его», вы, вероятно, не получите достаточно в своем теле, чтобы вызвать проблемы.И мы все знали достаточно старожилов, которые не заболели раком, чтобы казаться виновным.
Стив Хигли (Steve Higley) со страницы «Оцените мою сварку» на Facebook прислал мне сообщение несколько месяцев назад, спрашивая мое мнение об электродах TIG. Я в основном ответил сжатой версией того, что я написал здесь. Чуть позже он прислал мне статью из TWI (Институт сварки) в Великобритании, которая в основном (и с научной точки зрения) согласилась с моим мнением.
Согласно статье «почти не происходит выброса радиоактивного материала во время дуги», и «сварщик, удерживающий электрод в течение целого года, [получает] очень небольшую долю от максимально допустимой дозы облучения, и делается вывод, что внешняя радиационная опасность, вероятно, будет незначительной.
Фактически, единственная реальная опасность при использовании 2-процентного ториата – это, как мы полагали, вдыхание пыли во время измельчения: «В процессе измельчения частицы вольфрама могут образовываться с торием на поверхности. Именно эти частицы пыли создают большую опасность, поскольку они могут вдыхаться, и тория может выделять альфа-частицы с поверхности ». Даже в этом случае , «риск рака у сварщиков TIG из-за воздействия тории очень низок, так как время воздействия на людей неизменно мало», – говорится в статье.
Слева направо, церифицированный (оранжевый), лантанированный (серый), 2% торированный (красный).
Фото любезно предоставлено компанией Brown Dog Welding.
Так почему же все труднее найти 2 процента, и почему так много производителей отказываются производить его больше? Потому что, даже несмотря на то, что опасность настолько мала, что ее почти не существует, особенно когда принимаются надлежащие меры предосторожности (например, не вдыхать измельченную пыль), они боятся ответственности.Часто есть и другие обручи, через которые можно прыгать, так как в некоторых местах это считается опасным материалом. И в их глазах есть абсолютно нерадиоактивные варианты. Это последнее немного расстраивает меня.
Нежелатели обычно говорят нам, что у нас есть «жизнеспособные альтернативы». Разумеется, в наши дни вольфрамовые и церинированные электроды из лантана являются на , а на тоньше, чем они были всего 10 лет назад. А некоторые сварочные аппараты на основе инвертора (например, династии Миллеров, которые я использую), как говорят, точно настроены на характеристики дуги.И, честно говоря, не каждый сварщик может заметить разницу или даже толкнуть электрод достаточно сильно, чтобы это заметить. Но я могу, и я делаю. За свои деньги я по-прежнему получаю наилучшие результаты от 2% ториата, и в своем магазине я буду продолжать использовать его, пока я в него попаду.