Для чего электроды вольфрамовые: Как выбрать вольфрамовые электроды | Тиберис
alexxlab | 16.06.2019 | 0 | Разное
Как выбрать вольфрамовые электроды | Тиберис
Вольфрамовые электроды используются при аргонодуговой сварке, то есть сварке неплавящимся электродом в среде защитного газа аргона.
Температура плавления вольфрама – 3410 °С, температура кипения – 5900 °С. Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
При аргонодуговой сварке дуга горит между свариваемой деталью и вольфрамовым электродом. Электрод находится внутри сварочной горелки. Для сварки в среде защитных газов обычно применяют постоянный ток прямой полярности. Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Международные марки электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде.
Основные свариваемые материалы: алюминий, магний и их сплавы.
Ознакомиться с ценами на WP (зеленые) электроды, можно по ссылке.
WZ-8 (белый) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Ознакомиться с ценами на WZ-8 (белые) электроды, можно по ссылке.
WT-20 (красный) — Электрод с добавлением оксида тория. Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.

Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Торец электрода обрабатывается в форме площадки с выступами.
Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Ознакомиться с ценами на WT-20 (красные) электроды, можно по ссылке.
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Ознакомиться с ценами на WY-20 (темно-синие) электроды, можно по ссылке.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Ознакомиться с ценами на WC-20 (серые) электроды, можно по ссылке.
WL-20, WL-15 (синий, золотистый) — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Ознакомиться с ценами на WL-20 здесь и WL-15 по ссылке.Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 70 0 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты – маску “Хамелеон”.
Внимание! Если Вы обнаружили ошибку на сайте, то выделите ее и нажмите Ctrl+Enter.
|
|
 сопротивлением
сопротивлением Также вольфрамовый электрод
может быть выполнен в виде прутка немерной длины в пределах 800-1000 мм. Продукцию изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими (присадками) добавками редкоземельных металлов (двуокиси тория, окисей лантана, иттрия), которые в определённой пропорции с вольфрамом:
Также вольфрамовый электрод
может быть выполнен в виде прутка немерной длины в пределах 800-1000 мм. Продукцию изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими (присадками) добавками редкоземельных металлов (двуокиси тория, окисей лантана, иттрия), которые в определённой пропорции с вольфрамом: Чаще всего используют аргон, поскольку он доступен и стоит недорого, чем объясняется распространенное название этого типа сварки – аргонодуговая сварка. Полуавтоматическая и автоматическая сварка с защитной средой из инертных газов в профессиональных (промышленных) условиях обозначается аббревиатурой MIG, где M – металл, I – инертный, G – газ (Metal inert gas welding).
Чаще всего используют аргон, поскольку он доступен и стоит недорого, чем объясняется распространенное название этого типа сварки – аргонодуговая сварка. Полуавтоматическая и автоматическая сварка с защитной средой из инертных газов в профессиональных (промышленных) условиях обозначается аббревиатурой MIG, где M – металл, I – инертный, G – газ (Metal inert gas welding).
 Чтобы выбрать необходимое изделие, сварщику не нужно читать текст на упаковке, цветовой код позволяет быстро и безошибочно определить электрод для выполнения конкретной задачи.
Чтобы выбрать необходимое изделие, сварщику не нужно читать текст на упаковке, цветовой код позволяет быстро и безошибочно определить электрод для выполнения конкретной задачи.
 Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы.
Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы. Сварочный аппарат.
Сварочный аппарат.Электроды вольфрамовые – качественная аргонодуговая сварка обеспечена!
1 Описание марок вольфрамовых стержней по ГОСТ 23949–80
Описываемые сварочные изделия изготавливаются из вольфрама в чистом виде, а также из вольфрама и разных добавок, которые способны активировать процесс сварки. Государственный стандарт 23949 говорит о следующих марках вольфрамовых электродов для аргонодуговой сварки:
- ЭВЛ;
- ЭВЧ;
- ЭВТ-15;
- ЭВИ (1, 2 и 3).
Массовая доля чистого вольфрама в указанных электродах составляет от 99,91 до 99,95 %. Различных примесей (в частности, молибдена, кремния, железа, алюминия, кальция и никеля) в них не может быть больше 0,05–0,11 %. В марках ЭВИ-2 и ЭВИ-3 допускается наличие до 0,01 % тантала, в ЭВТ-15 – 1,5–2 % двуокиси тория, в ЭВЛ – 1,1–1,4 % окиси лантана. В изделиях марок ЭВИ, кроме того, имеется от 1,5 до 3,5 % окиси иттрия.
Электроды вольфрамовые всех видов за счет высокой (порядка 5800 градусов) температуры кипения вольфрама и его повышенной (почти 3000 градусов) тугоплавкости характеризуются очень малым расходом во время осуществления сварки.
На один метр шва тратятся сотые части грамма материала. А добавка циркония, лантана, церия, тория придает стержням из вольфрама по-настоящему уникальные эксплуатационные параметры.
Готовые электроды на своей поверхности не должны содержать загрязнений и каких-либо включений, окислов, расслоений, следов смазочных технологических материалов, трещин и раковин. В процессе приемки сварочных стержней их поверхность осматривается визуально. В некоторых случаях допускается использование мерительных приспособлений и специальных оптических средств.
2 Международная цветовая маркировка вольфрамовых сварочных стержней
Выбор конкретной марки электрода из вольфрама достаточно прост, они все обозначаются тем или иным цветом. Так, например, один из концов изделий из чистого вольфрама обозначается зеленым цветом и маркируется в международной практике литерами “WP”. Такие электроды по мировым стандартам содержат от 99,5 % вольфрама. Они гарантируют идеальную устойчивость электродуги при выполнении сварочной операции на переменном токе.
Так, например, один из концов изделий из чистого вольфрама обозначается зеленым цветом и маркируется в международной практике литерами “WP”. Такие электроды по мировым стандартам содержат от 99,5 % вольфрама. Они гарантируют идеальную устойчивость электродуги при выполнении сварочной операции на переменном токе.
“Зеленые” стержни – это, прежде всего, вольфрамовые электроды для сварки алюминия, сплавов на базе магния и чистого магния. Специалисты рекомендуют использовать их в тех случаях, когда ведется сварка в атмосфере гелия или аргона на синусоидальном переменном токе. Особенность таких стержней заключается в том, что их рабочий конец изготавливается в форме шарика. Подобная необходимость возникает из-за того, что тепловая нагрузка на изделие имеет ограниченный показатель.
Серым цветом выполняется маркировка электродов “WС-20”. В их составе присутствует около двух процентов активного редкоземельного церия. Указанная добавка обеспечивает:
- повышение разрешенных величин тока для сварки;
- облегчение розжига дуги;
- улучшение (и весьма существенное) эмиссии сварочного стержня.
“Серые” электроды в профессиональной среде считаются наиболее универсальными. Они позволяют соединять конструкции почти из всех известных в наши дни металлических сплавов и марок стали, причем, как на постоянном, так и переменном токе прямой полярности. Отметим, что церий является нерадиоактивным элементом. Кроме того, он причисляется к распространенным металлам редкоземельной группы.
Важный момент – “WС-20” даже при минимальных величинах тока обеспечивает отличную устойчивость сварочной дуги. Именно по этой причине рекомендовано его применение для сварки тонких стальных листов, трубопроводов различного назначения, а также трубных изделий любых диаметров. А вот высокие показатели тока при работе с “WС-20” лучше не выбирать, так как на раскаленном торце стержня может образоваться высокое содержание окисла церия.
Низколегированные и углеродистые стали, изделия из меди и титана, а также нержавеющие стали обычно свариваются на постоянном токе при помощи “красных” стержней (маркировка – “WT-20”). Данные электроды легируются диоксидом тория (до двух процентов) и используются чаще всего.
Данные электроды легируются диоксидом тория (до двух процентов) и используются чаще всего.
Стоит отметить, что торий является радиоактивным металлом. Если электроды “WT-20” используются не систематически, а объемы выполняемых работ незначительны, никаких угроз здоровью сварщика не существует. Если же предусматривается их постоянное применение, очень важно позаботиться об эффективной вентиляции сварочной зоны и об обеспечении сварщика защитной амуницией (специальная маска, очки и так далее).
Стержни с красной маркировкой при повышенных показателях сварочного тока практически не меняют своей конфигурации. В зависимости от того, какая задача ставиться перед специалистом, выполняющим сварку, можно изменять угол заточки “WT-20”. В целом выбор “красного” электрода полностью обоснован при выполнении сварочной операции на постоянном токе. В подобных случаях он в разы более эффективен, нежели стержень из чистого вольфрама.
При сварке магния и деталей из алюминия на переменном токе обычно используют “белые” электроды “WZ-8” с оксидом циркония не более 0,8 процентов. Такие стержни имеют уникальную по своей стабильности дугу, они абсолютно не загрязняют сварочную ванну. Их рабочий конец выполнен в сферической форме. Разрешенная нагрузка тока на “WZ-8” немного больше, нежели на ториевые, лантановые и цериевые изделия для сварки.
Очень ответственные конструкции из титана, медных сплавов, антикоррозионных и низкоуглеродистых сплавов чаще всего свариваются стержнями “WY-20”, которые маркируются темно-синим цветом и содержат в качестве легирующего соединения диоксид иттрия (около двух процентов). Эти электроды характеризуются высокой устойчивостью катодного пятна, за счет чего дуга становится стабильной при самых разных величинах сварочного тока. На сегодняшний день “WY-20” признается самым стойким изделием из ряда электродов неплавящегося типа.
Также существуют сварочные стержни “WL-20” и “WL-15”. Первые содержат оксид лантана в количестве порядка двух процентов (маркируются синим цветом), вторые содержат не более полутора процентов указанного оксида и обозначаются золотистым цветом. Их называют лантановыми электродами.
Их называют лантановыми электродами.
Данные изделия гарантируют малый уровень загрязнения сварного соединения и считаются весьма долговечными. А первоначальная заточка вольфрамовых электродов с оксидом лантана сохраняется длительное время, поэтому “WL” часто применяются для сварки “нержавейки” и обычных сталей на прямом по полярности постоянном токе.
Лантановые стержни имеют высокий несущий потенциал (он почти в два раза больше, чем потенциал стандартного изделия, изготовленного из чистого вольфрама), малую склонность к прожогам, простой розжиг дуги. Кроме того, “WL-20” и “WL-15” гарантируют минимальный износ рабочего торца сварочного стержня.
Как видим, разновидностей электродов, сделанных из вольфрама и специальных добавок, немало. А это означает, что пользователь может сделать грамотный выбор того стержня, который идеально подойдет для соединения деталей и конструкций из разных марок и видов сталей.
3 Особенности заточки вольфрамовых стержней
Для обработки описываемых в статье изделий для сварки обычно используется специальная машинка для заточки вольфрамовых электродов. Такое устройство располагает мелкозернистыми дисками высокой твердости. Зерно обязательно должно иметь мелкий размер, так как, в противном случае, на торце стержня при его заточке будут формироваться бороздки и небольшие заусенцы. Во избежание загрязнения диска запрещено использовать машинку для обработки каких-либо иных материалов.
Машинка для заточки вольфрамовых электродов применяется по мере необходимости. Угол заточки и величина притупления сварочного стержня имеют огромное значение для нормального его применения, так как они напрямую воздействует на проплавляющие возможности электродуги. При снижении величины притупления наблюдается повышение глубины проплавления, а также увеличение плотности тока, давления дуги и концентрации теплового потока.
Геометрические параметры и форма столба дуги изменяется при выборе того или иного угла заточки. Столб электродуги будет характеризоваться конической формой при углах от 15 до 75 градусов. А в тех случаях, когда заточка проводится под большим углом, столб будет модифицировать свою форму в цилиндрическую. При использовании переменного тока заточку чаще всего выполняют с округлым торцом. в обработка рекомендована для случаев, когда процесс осуществляется на постоянном токе.
Столб электродуги будет характеризоваться конической формой при углах от 15 до 75 градусов. А в тех случаях, когда заточка проводится под большим углом, столб будет модифицировать свою форму в цилиндрическую. При использовании переменного тока заточку чаще всего выполняют с округлым торцом. в обработка рекомендована для случаев, когда процесс осуществляется на постоянном токе.
Длина заточки, как правило, составляет 0,5–2 сечения сварочного стержня, она оказывает существенное влияние на ширину и глубину шва. С повышением длины заточки наблюдается уменьшение ширины проплавляемого участка. Если же выбирается небольшая длина, глубина проплавления существенно уменьшается. Об этих особенностях всегда нужно помнить, когда используется машинка для заточки вольфрамовых электродов.
Также хочется добавить, что стабильное горение электродуги после заточки вольфрамовых стержней зависит от:
- притупления на кончике электрода;
- рисок, которые появляются на изделии в процессе заточки.
Величина притупления подбирается таким образом, чтобы она соответствовала показателю тока и сечению сварочного стержня. А риски, размеры коих обязаны быть минимальными, размещают вдоль оси изделия. После выполнения заточки рекомендуется проводить полирование стержня.
Далее мы приводим краткие описания нескольких устройств для заточки электродов из вольфрама:
- “G-Tech” от известного производителя ESAB: машинки разных моделей с алмазными дисками и системой улавливания пыли в автоматическом режиме, а также вместительными возвратными емкостями. Добавим, что устройствам “G-Tech” не нужна отдельная система вытяжки;
- “ESG Plus” от компании Orbitalum: обработка электродов шести популярных сечений, возможность выполнения четырех разных углов и торцевания острия сварочных стержней;
- “EWM TGM 40230”: компактный ручной станок, обеспечивающий достойное качество заточки под углом от 0 до 90 градусов.
Вольфрамовые электроды – Дом сварки
Вольфрамовые электроды
Применяются при аргонодуговой сварке практически любых марок сталей.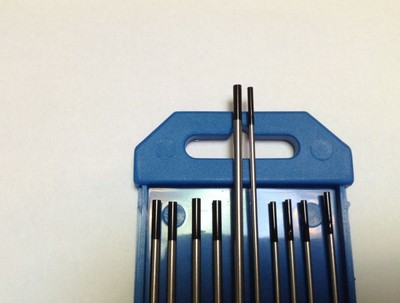
Поставляемые диаметры:
1,0/1,6/2,0/2,4/3,0/3,2/4,0/4,8/5,0мм
Длина электрода – 175мм.
Упаковка – пластиковый пенал:
10шт. – для диаметров до 4,0мм;
5шт. – для диаметров более 4,0мм.
Продукция сертифицирована.
Вольфрамовые электроды WP (Зеленый)
Сварка Al, Mg и их сплавов на переменном токе (AC).
Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Вольфрамовые электроды WL-15 (Золотистый)
Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC).
Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1,5% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода. Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Вольфрамовые электроды WL-20 (Синий)
Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC).
Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 2,0% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода. Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Вольфрамовые электроды WT-20 (Красный)
Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Наиболее распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий – радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно небольшое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией. Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Вольфрамовые электроды WC-20 (Серый)
Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC).
Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 – универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов.
Вольфрамовые электроды WY-20 (Темно-синий)
Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Иттрироване вольфрамовые электроды наиболее стойкие из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки – 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Вольфрамовые электроды WZ-8 (Белый)
Сварка Al, Mg и их сплавов на переменном токе (AC).
Вольфрамовые электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Вольфрамовые электроды ВЛ / ЭВЛ-2 (Отечественные)
Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе AC/DC.
Электроды из сплава вольфрама с оксидом лантана La2O3 имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1,0 – 2,0% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода. Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Поверхность вольфрамового прутка шлифованная, ровная, без заусенцев, трещин, сколов, следов смазки и прочих дефектов.
Вольфрамовые электроды ЭВИ-1 / СВИ-1 (Отечественные)
Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Иттрированые вольфрамовые электроды наиболее стойкие из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки – 1,8-2,2%, иттрия повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов. Поверхность вольфрамового прутка шлифованная, ровная, без заусенцев, трещин, сколов, следов смазки и прочих дефектов.
Поверхность вольфрамового прутка шлифованная, ровная, без заусенцев, трещин, сколов, следов смазки и прочих дефектов.
Таблица соответствия различных стандартов:
|
Маркировка |
Содержание |
Содержание |
Цветной |
||
|
ISO 6848 |
AWS A5.12 |
ТУ / ГОСТ |
|||
|
WP |
EWP |
ЭВЧ |
– |
99.95 |
Зеленый |
|
WL-15 |
EWLa-1.5 |
ЭВЛ |
La2O3: 1.30-1.70 |
97.80 |
Золотистый |
|
WL-20 |
EWLa-2 |
ЭВЛ-2 |
La2O3: 1.80-2.20 |
97.30 |
Синий |
|
WT-20 |
EWTh-2 |
ВТ-15 |
ThO2: 1.70-2.20 |
97.30 |
Красный |
|
WC-20 |
EWCe-2 |
– |
CeO2: 1. |
97.80 |
Серый |
|
WY-20 |
EWYt-2 |
ЭВИ-1 |
YtO2: 1.80-2.20 |
97.80 |
Темно-синий |
|
WZ-8 |
EWZr-8 |
– |
ZrO2: 0.70-0.90 |
99.10 |
Белый |
 80-2.20
80-2.20Вольфрамовые электроды для аргонодуговой сварки: типы, маркировка
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.

Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств.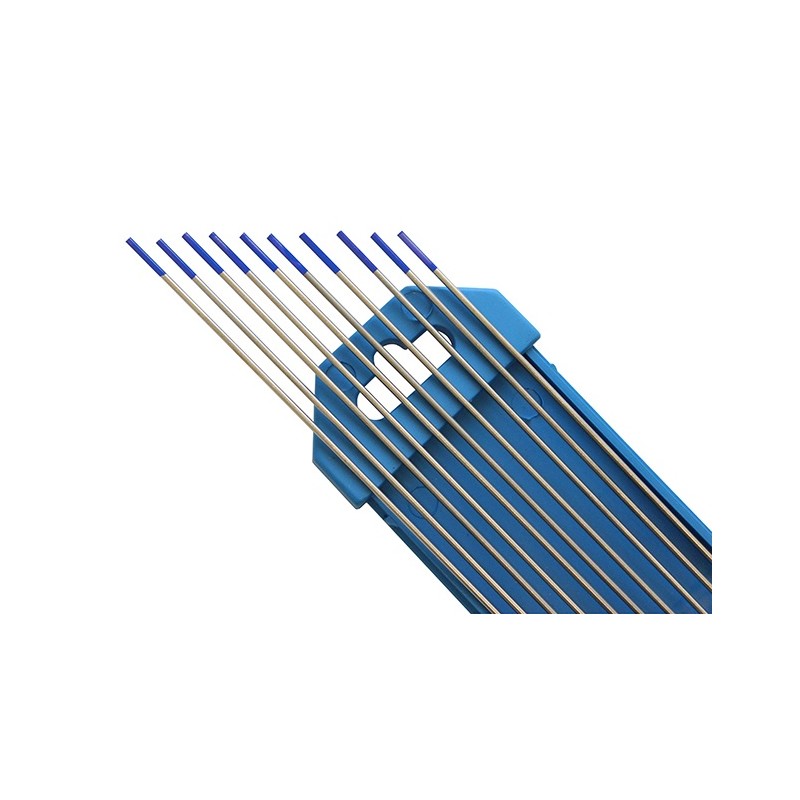 Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75. В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
Цветовая маркировка вольфрамовых электродов
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечникЭлектроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечникЭлектроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечникЭлектроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечникЭлектроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание. От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей. Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.
Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
Машинка для заточки вольфрамовых электродов
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи:
- такого приспособления, как машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.
На видео, демонстрирующем приемы заточки вольфрамовых прутков, можно также увидеть, как от ее типа меняются формы и размеры шва.
Как выбрать вольфрамовые электроды для аргонодуговой сварки (TIG)
Как выбрать вольфрамовые электроды для аргонодуговой сварки (TIG)
Современный мир развивается очень динамично. Это касается многих сфер жизни, в том числе и области сварки. Если несколько лет назад аргонодуговая сварка неплавящимся вольфрамовым электродом была уделом специалистов узкого профиля и высочайшей квалификации, то теперь её могут позволить себе практически все, кто зарабатывает сварочным ремеслом на жизнь, или просто часто использует сварку. Сейчас уже многим сварщикам известно, что добиться швов высочайшего качества и при этом получить эстетически красивый продукт можно именно при использовании TIG-сварки. Она проигрывает механической полуавтоматической сварке (MIG) в скорости, но значительно превосходит по качеству и надежности. А также охватывает все сферы использования сварки (все технически сложные виды работ, в том числе сварка алюминия, будут лучше выполнены именно при использовании аргонодуговой сварки).
При освоении аргонодуговой сварки обычно много времени уделяется выбору сварочного аппарата. Но какой элемент не менее важен? От чего будет зависеть качество сварочного шва? Правильный ответ — вольфрамовый электрод! Можно сказать, что аргонодуговая сварка напрямую зависит от всех компонентов: мастерства сварщика, уровня аппарата, правильного подбора неплавящегося электрода и присадочного материала.
Как же подобрать вольфрамовые электроды? В настоящее время существует несколько основных видов неплавящихся вольфрамовых электродов, между которыми и будет стоять выбор начинающего аргонщика. Европейская маркировка выглядит следующим образом: электроды WC-20, WL-15, WL-20, WP, WT-20, WZ-8, WY-20. Отечественные электроды также являются аналогами основных европейских марок, но у них есть своя специфика: электроды имеют мерную длину до 1 м. Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Начать практику в аргонодуговой сварке можно с универсальных электродов. Они способны работать как на постоянном, так и на переменном токе, а также стабильно сваривают большинство самых часто встречающихся металлов и сплавов. К универсальным вольфрамовым электродам относятся WC-20, WL–15 и WL–20. Классический тип электродов — для сварки на постоянном токе. К нему относятся WT-20 и WY-20. Первые широко известны с советских времен, но имеют важную особенность, о которой всегда говорится в их описании. Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе, WP, WZ-8.
WC-20
Вольфрамовые электроды WC-20 (в состав, помимо чистого вольфрама входит 2 % оксида церия) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: нержавеющих сталей, молибдена, тантала, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может влиять на качество сварочного шва.
Считается, что электроды марки WC-20 отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
WL-15
Вольфрамовые электроды WL–15 (в состав, помимо чистого вольфрама входит 1,5 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (опережает даже WL-20), легкий поджиг дуги.
Электроды марки WL–15 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
WL-20
Вольфрамовые электроды WL–20 (в состав, помимо чистого вольфрама входит 2,0 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (уступает лишь WL-15), легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15).
Электроды марки WL–20 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-20, он справится и со сваркой алюминия, магния, а также их сплавов.
WT-20
Вольфрамовые электроды WT–20 (в состав, помимо чистого вольфрама входит 2,0 % оксида тория) имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность. Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материалов на постоянном токе. Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
WY-20
Вольфрамовые электроды WY-20 (в состав, помимо чистого вольфрама входит 2 % оксида иттрия) относятся к той же группе, что и WT-20, так как созданы для сварки на постоянном токе. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
WP
Вольфрамовые электроды WP (в состав входит не менее 99,5% чистого вольфрама) предназначены для сварки алюминия, магния и их сплавов на переменном токе. Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP-20 обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
WZ-8
Вольфрамовые электроды WZ-8 (в состав входит не менее 0,8% оксида циркония) предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности . Заточка электрода производится в виде шарика (скругление).
Цветовая маркировка вольфрамовых электродов, сварка TIG — EWM AG
| Маркировка | Вес оксида в % | Оксид | Цвет | В ассортименте |
| WP | – | – | зеленый |
да |
| WT 4 | 0,35-0,55 | Th | голубой | нет |
| WT 10 | 0,80-1,20 | Th | желтый | нет |
| WT 20 | 1,70-2,20 | Th | красный | нет |
| WT 30 | 2,80-3,20 | Th | сиреневый | нет |
| WT 40 | 3,80-4,20 | Th | оранжевый | нет |
| WZ 3 | 0,15-0,50 | Zr | коричневый | нет |
| WZ 8 | 0,70-0,90 | Zr | белый | нет |
| WL 10 | 0,90-1,20 | La | черный | по запросу |
| WL 15 | 1,40-1,60 | La | золотой |
да |
| WL 20 | 1,80-2,20 | La | темно-синий |
да |
| WC 20 | 1,80-2,20 | Ce | серый |
да |
| WR 2* | Смешанные оксиды | Редкоземельные элементы | бирюзовый |
да |
| E3® | Смешанные оксиды | Редкоземельные элементы | сиреневый |
да |
* WR 2 на данный момент еще не стандартизировано
Th: торий; Zr: цирконий; La: оксид лантана; Ce: оксид церия
Электроды какого типа и размера следует использовать для GTAW и почему?
Для дуговой сварки вольфрамовым электродом(GTAW, также называемой TIG) используется неплавящийся вольфрамовый электрод для создания дуги между электродом и основным материалом. Эта дуга создает ванну расплава, в которую добавляется присадочная проволока. Успех сварки TIG зависит от ряда факторов, одним из которых является использование электрода правильного типа и размера.
Сплавы вольфрама используются из-за их твердости и устойчивости к высоким температурам.Вольфрам выдерживает температуру до 3400 ° C, что делает его пригодным для дуговой сварки. Чистый вольфрам не так хорош и подвержен загрязнению. По этой причине вольфрамовые электроды легируют другими элементами, чтобы улучшить их характеристики для конкретных применений. В частности, тип и полярность тока. Для сварки TIG обычно используется постоянный или переменный ток.
Вольфрамовые электроды имеют цветовую маркировку, чтобы сварщикам было легче их идентифицировать и гарантировать, что используется правильный тип. Этот блог написан, чтобы помочь сварщикам TIG убедиться, что они имеют правильный тип и размер.
Чистый вольфрам, зеленый
Чистый вольфрам подходит для работы с переменным током, но не с постоянным током. Электроды из чистого вольфрама на 99,5% состоят из вольфрама, что дает им возможность легко шарить или округлять. Благодаря форме шарикового наконечника электроды обладают стабильностью дуги. Чистый вольфрам также подходит для применения с магнием и алюминиевыми сплавами от низкой до средней силы тока. Чистый вольфрам дешев, но редко используется в промышленности.
Цирконий, Белый
Циркониевые вольфрамовые электроды состоят из вольфрама чистотой 99,1% и циркония 0,15-0,4. Этот тип электродов часто используется вместо чистого вольфрама, поскольку они обладают способностью удерживать скругленный наконечник, сопротивляться загрязнению и расколу лучше, чем чистый вольфрам. Эти характеристики делают их идеальными для сварки алюминия и магния на переменном токе. Циркониевый вольфрам обладает высокой токонесущей способностью, что обеспечивает более стабильную дугу. Он также очень хорошо справляется с высокими токами.Циркониевые вольфрамовые электроды не подходят для использования с постоянным током.
Торированный, Красный
Торированные вольфрамовые электроды содержат 97,3% вольфрама и примерно 2% оксида тория, который имеет низкую радиоактивность. Эти электроды используются для сварки на постоянном токе сталей и других металлов. Торированные электроды обладают повышенной токонесущей способностью и являются основной причиной, по которой они подходят для дуговой сварки. Электроды просты в использовании и служат долго. Они обеспечивают низкий расход, поскольку работают при температуре ниже точки плавления.
Они идеально подходят для сварки стали, поскольку имеют острие. Однако при заточке острия торированных вольфрамовых электродов рекомендуется соблюдать осторожность.
Сварщики также предпочитают электроды из торированного вольфрама по следующим причинам:
- Повышенная устойчивость к загрязнениям в процессе сварки
- Подходит для использования в диапазоне средней и высокой силы тока в зависимости от диаметра
- Средняя степень эрозии
- Тенденция к расколу средняя по сравнению с другими материалами
Лантанированное золото
Электроды из лантано-вольфрамового сплава используются с постоянным током.Обычно они содержат примерно 2% лантана, а остальное – вольфрам, в зависимости от производителя. Добавление сплава лантана увеличивает токонесущую способность электродов. Утверждается, что они улучшили зажигание дуги и стабильность, улучшили характеристики повторного зажигания при относительно низком уровне потребления.
Ceriated, Синий
Электроды из церинового вольфрама легированы оксидом церия в объеме примерно 2%, остальное – чистый вольфрам.Эти типы электродов часто используются для слаботочного переменного тока, но также могут использоваться для приложений постоянного тока.
Поскольку они предназначены для работы с малым током, электроды из церинового вольфрама идеально подходят для сварки тонких и сложных деталей, в частности, тонких металлических листов.
Некоторые из соединений, которые могут использоваться с церированными электродами, включают:
- нержавеющая сталь
- углерод
- никель
- алюминий
- магний
- титан
- медные сплавы
Серые электроды предпочтительнее использовать вместо чистого вольфрама, потому что они имеют улучшенную токопроводящую способность при тех же диаметрах и лучшую устойчивость к загрязнениям.
Преимущества использования церированных электродов:
- долговечность
- отличная стабильность дуги
- низкая скорость эрозии
- хорошее зажигание и повторное зажигание
Редкоземельный, фиолетовый
Редкоземельный вольфрам – это новейший тип легированного вольфрама, который поставляется с различными добавками, такими как редкоземельные элементы или гибридные комбинации оксидов. Они используются для постоянного тока и не подходят для переменного тока. Утверждается, что они имеют самую высокую пропускную способность по току по сравнению с торированными, лантанированными и церированными.Этот вольфрам обеспечивает лучшую устойчивость к загрязнениям, что позволяет использовать электроды меньшего диаметра при заданном токе. Качество электродов будет зависеть от добавок, которые каждый производитель использует для создания электрода. Они обычно меньше подвержены расщеплению вольфрама по сравнению с другими типами электродов.
По сравнению с торированным вольфрамом этот тип электрода служит дольше, что компенсирует более высокую начальную стоимость. С учетом сказанного, для сварки на постоянном токе лучшим выбором является редкоземельный элемент, за которым в нашем варианте идут перфорированные и циркониевые для сварки переменным током.
Размер электрода
Размер выбранного электрода зависит от тока, который вы в основном используете. Дело не в том, что «один размер подходит всем», хотя электрод диаметром 2,4 мм, скорее всего, является наиболее универсальным размером.
Использование слишком большого электрода для тока, особенно переменного тока, может вызвать возникновение дуги и проблемы со стабильностью. В качестве ориентира следует выбирать электрод следующего диаметра в зависимости от используемых ампер / силы тока.
Заточка и форма наконечника – еще один важный фактор, определяющий рабочие характеристики вольфрамового электрода. Эта тема будет рассмотрена в следующем блоге.
Реализация
Теперь, когда у вас есть вся эта информация, вам может потребоваться пересмотреть свои процедуры, чтобы оптимизировать процесс сварки. К счастью, мы можем помочь! Technoweld разрабатывает процедуры сварки с учетом этих факторов, чтобы обеспечить их практичность и оптимизацию.
Справочник по вольфрамовым электродам| Подготовка вольфрамового электрода
Вольфрамовые электроды могут использоваться с наконечниками различной геометрии. При сварке на переменном токе обычно используются электроды из чистого или циркониевого вольфрама, которые расплавляются для образования скругленного конца. Этот раздел руководства посвящен заточке электродов для сварки постоянным током. Полная геометрия для сварки постоянным током состоит из диаметра электрода, прилегающего угла (также известного как конус) и диаметра кончика (плоского). Кроме того, важна чистота шлифованной поверхности.
Рисунок 2: Геометрия электрода
Выбор наилучшей геометрии электрода требует компромисса между различными атрибутами, такими как: от более короткого до более длительного срока службы электрода, от более легкого до более сложного зажигания дуги, от более глубокого или более мелкого проплавления сварного шва и от более широкой до более узкой формы дуги (и, следовательно, формы и размера валика). Какая бы геометрия ни была выбрана, ее следует последовательно использовать как часть успешной процедуры сварки.
Для достижения наилучших результатов конфигурацию электродов следует проверять во время разработки процедур сварки; его следует отметить как критическую переменную процесса для процедуры сварки; и для всех последующих сварных швов должны соблюдаться строгие допуски.
Диаметр электрода: Рекомендации производителя сварочного оборудования почти всегда лучший способ выбрать электрод диаметра для использования. Есть также руководящие принципы, опубликованные Американским сварочным обществом, которые дублируются в таблице 2 этого руководства. Обратите внимание, что больший диаметр может выдерживать более высокую силу тока; а электроды большего диаметра служат дольше, чем электроды меньшего диаметра, но электроды меньшего диаметра легче зажигают дугу. Использование более высоких уровней тока, чем те, которые рекомендуются для данного размера электрода, приведет к более быстрому ухудшению свойств вольфрама или его разрушению.По мере того как наконечник разрушается, вероятность попадания частиц вольфрама в сварочную ванну и загрязнения сварного шва намного выше. Если используемый ток слишком мал для определенного диаметра электрода, может возникнуть нестабильность дуги.
Для данного уровня тока постоянный ток с положительным электродом требует гораздо большего диаметра, потому что наконечник не охлаждается за счет испарения электронов, а нагревается за счет их удара; и, таким образом, он станет горячим и подвержен эрозии. Фактически, электрод, используемый с DCEP, может выдерживать только 10% тока, который он мог бы использовать с отрицательным электродом.При сварке на переменном токе наконечник охлаждается во время отрицательного цикла электрода и нагревается в положительном. Таким образом, электрод на переменном токе может выдерживать ток где-то между емкостью электрода на DCEN и DCEP и примерно на 50% меньше, чем у DCEN.
Наконечник электрода / плоский: Форма наконечника вольфрамового электрода является важным параметром процесса при прецизионной дуговой сварке. Хороший выбор размера наконечника / плоского наконечника уравновесит потребность в нескольких преимуществах. Чем больше плоская поверхность, тем больше вероятность блуждания дуги и тем труднее будет зажигание дуги.Однако увеличение плоской поверхности до максимального уровня, при котором дуга все еще разрешается, и исключается блуждание дуги, улучшается проплавление сварного шва и увеличивается срок службы электрода. Некоторые сварщики до сих пор обтачивают электроды до острой формы, что облегчает зажигание дуги. Однако они рискуют снизить эффективность сварки из-за плавления наконечника и возможности выпадения наконечника в сварочной ванне. В ситуациях, когда используется очень низкая сила тока или используются короткие сварочные циклы (например, одна секунда или меньше), желателен заостренный электрод; однако в других ситуациях было бы полезно подготовить плоскую поверхность на конце электрода.
Рекомендации по тестированию можно найти в Таблице 6; также ознакомьтесь с рекомендациями производителя сварочного оборудования. Во время сварки точно заземленный кончик вольфрамового электрода имеет температуру, превышающую 3000 ° C (5500 ° F). Неправильный или несоответствующий диаметр кончика вольфрамового электрода может привести к следующим проблемам:
- Острие электрода падает в сварочную ванну, создавая дефект сварного шва
- Уменьшение срока службы электрода
- Нестабильность дуги
- Изменение напряжения дуги от одного электрода к другому из-за неправильной формы наконечника
При сварке на переменном токе электроды из чистого или циркониевого вольфрама плавятся, образуя полусферический скругленный конец.Для сварки постоянным током обычно используются торированные, церированные или лантано-вольфрамовые электроды. В последнем случае конец обычно шлифуется до определенного угла, часто с усеченным концом. Различная геометрия наконечников электрода влияет на форму и размер сварного шва. Как правило, с увеличением угла наклона проплавление увеличивается, а ширина сварного шва уменьшается. Хотя электроды малого диаметра могут использоваться с квадратным концом для подготовки DCEN (электрод постоянного тока с отрицательным электродом), конические наконечники обеспечивают улучшенные сварочные характеристики.
Таблица 6: Рекомендации для наконечников в зависимости от диаметра электрода
Угол в комплекте с электродом / конус: Электроды для сварки постоянным током следует шлифовать продольно и концентрично алмазными кругами до определенного угла в сочетании с подготовкой наконечника / плоской поверхности. Под разными углами образуются дуги разной формы и обеспечивается разная проницаемость сварного шва. Как правило, более тупые электроды с большим углом прилегания обеспечивают следующие преимущества:
- Длится дольше.
- Лучше провар сварного шва.
- Имеют более узкую дугообразную форму.
- Может выдерживать большую силу тока без эрозии.
Более острые электроды с меньшим углом наклона обеспечивают:
- Предлагать меньше дуговой сварки
- Имеют более широкую дугу
- Иметь более ровную дугу
Вольфрам большего диаметра и более высокие токи обычно сочетаются с большими конусами в диапазоне включенных углов от 25 ° до 45 °, чтобы увеличить срок службы электрода и обеспечить более стабильную дугу.Более острые наконечники в диапазоне включенных углов от 10 ° до 25 ° используются для более низкого тока.
Поверхность угла электрода: Гладкость поверхности подготовленного кончика электрода будет определять некоторые характеристики процесса сварки. В общем, острия следует отшлифовать как можно тоньше, чтобы улучшить сварочные свойства и увеличить срок службы электрода. Слишком грубая шлифовка электродов приводит к возникновению нестабильной дуги.
Чистота поверхности обычно выражается как среднеквадратическое значение (RMS) или как средняя шероховатость (Ra).RMS – это сравнительное число, относящееся к шероховатости поверхности, измеренной профилометром. Чистовая обработка находится в диапазоне 20-40 RMS, механически обработанная поверхность часто находится в диапазоне 80-120RMS, а поверхности после пескоструйной обработки будут в диапазоне 400-500 RMS. Значение Ra определяется как среднее значение отклонений от его средней линии на заданной длине выборки. Измеренные значения, выраженные как RMS, будут примерно на одиннадцать процентов выше, чем значения, выраженные в Ra. (Микродюймы x 1,11 = RMS).
Стандартная отделка со среднеквадратичным отклонением около 20, которая по-прежнему показывает невооруженным глазом продольные линии шлифовки, представляет собой универсальную качественную отделку для любого применения. Полированная или зеркальная отделка со среднеквадратичным значением 6-8, на которой видно мало или совсем не видно линий, лучше для долговечности электрода, потому что при отсутствии абразива на поверхности электрода вероятность загрязнения гораздо меньше. «Прилипают» к острию электрода и, таким образом, происходит меньшая эрозия. Однако для источников питания для сварки, которые не обладают характеристиками сильного зажигания дуги, окончательная обработка приблизительно 20 среднеквадратичных значений лучше, потому что продольные заземляющие линии помогут стабильно вести электроны к крайней точке электрода, что способствует зажиганию дуги.Некоторые производители предварительно заземленных сварочных электродов обеспечивают более грубую отделку в диапазоне от 30 до 40 RMS; однако они служат недолго, они создают нестабильную дугу и имеют тенденцию быть слишком жесткими для длительного и эффективного зажигания дуги.
Типичная геометрия, рекомендуемая производителями: Многие производители предоставляют информацию о рекомендуемой геометрии электродов, поскольку они уже провели предварительные испытания, чтобы определить, какая геометрия электродов является наиболее выгодной для их оборудования в различных областях применения.Однако, когда эта информация недоступна, лучшим источником этой информации является Diamond Ground Products, Inc. или другие отраслевые эксперты.
Допуски, необходимые для различных применений: Многие сварочные работы считаются очень важными и требуют строгих допусков по длине, конусности и плоской поверхности в дополнение к высокополированной поверхности. Эти области применения включают орбитальную сварку труб высокой чистоты, фармацевтику, аэрокосмическую промышленность, производство фитингов и многие другие.Основные требования к допускам в этих приложениях: ± 0,002 дюйма для длины, ± ½ ° для конуса и ± 0,002 дюйма для наконечника / плоской поверхности. Там, где требуется, чтобы электроды производились с такими крайними допусками, необходимо использовать такое оборудование, как оптический компаратор, микроскоп и микрометр, в дополнение к точному шлифовальному станку для вольфрамовых электродов, который требуется почти для всех приложений. Для других приложений часто требуются особые допуски. Если не указано иное, соблюдайте разумные допуски для типа выполняемой работы и оставайтесь максимально последовательными.
Выявление и решение проблем с вольфрамовым электродом и дугой | Сварка
Щелкните изображение, чтобы увеличить
Предоставлено Weldcraft
В отличие от других видов сварки – электродной сварки, сварки MIG и порошковой порошковой сварки – сварка TIG – дело медленное.
Неудивительно, что чрезмерное время простоя для устранения неполадок может еще больше замедлить процесс. Это также может стоить ненужного времени, денег и разочарований.
В дополнение к обычным нарушениям сплошности сварного шва, таким как пористость, подрезы или отсутствие плавления, которые характерны для большинства сварочных процессов, сварка TIG подвержена двум другим недостаткам: вольфрам и проблемы с дугой.Важно иметь ноу-хау для быстрого выявления и решения этих проблем. Это также относительно просто.
Беги в точку
Для создания дуги и передачи сварочного тока на свариваемый основной материал сварка TIG требует использования вольфрамового электрода. Вольфрам – это неплавящийся электрод, который имеет самую высокую температуру плавления из всех металлов (3410 градусов по Цельсию или 6 170 градусов по Фаренгейту). Так что теоретически он не может таять, не так ли? Неправильный.
Одна из самых распространенных проблем с вольфрамом – перерасход .В приложениях переменного тока (переменный ток), таких как сварка алюминия TIG, установка регулятора баланса в сторону положительного электрода (EP) обеспечивает хорошее очищающее действие (удаление оксидов) вокруг сварного шва. Однако это также может привести к расплавлению вольфрамового электрода. Лучшее средство – установить регулятор баланса в сторону отрицательного электрода (EN), так как это увеличивает количество тепла, поступающего в заготовку, в отличие от вольфрама. От семидесяти до восьмидесяти процентов к отрицательному электроду – хороший диапазон.При сварке TIG материалов, таких как сталь, нержавеющая сталь, инконель или другие черные металлы, с использованием постоянного тока, также установите источник питания в режим отрицательного электрода.
Другой причиной чрезмерного расхода вольфрамовых электродов является использование слишком большой силы тока для данного диаметра вольфрама, независимо от того, работает ли он с переменным или постоянным током. Всегда соблюдайте рекомендуемые производителем вольфрамовые электроды рабочие параметры для используемого диаметра.
Наконец, неправильный или загрязненный защитный газ, а также ослабленные или потрескавшиеся шланговые фитинги могут привести к чрезмерному расходу вольфрамовых электродов.Используйте чистый аргон и убедитесь, что все шланги не повреждены, а фитинги затянуты перед сваркой.
Загрязнение вольфрамового электрода – еще одна распространенная ошибка, которая может возникнуть при сварке TIG. Признаками загрязнения вольфрамового электрода являются: во-первых, сварочная лужа выглядит грязной; во-вторых, присадочный стержень не присоединяется к сварочной ванне или плавно не плавится; и в-третьих, дуга становится хаотичной.
Прикосновение вольфрамового электрода к заготовке и / или сварочной ванне часто является причиной загрязнения вольфрамового электрода.Самое простое решение – отрегулировать угол резака и / или отодвинуть его подальше от обрабатываемой детали. Если для источника питания требуется метод запуска с нуля для зажигания дуги, а загрязнение вольфрамового электрода по-прежнему является проблемой, рассмотрите возможность использования устройства с возможностью запуска с высокой частотой или LiftArc.
Прикосновение присадочного стержня к вольфрамовому электроду также может вызвать загрязнение. Единственное реальное решение этой проблемы – попрактиковаться в подаче стержня в сварочную ванну.
В некоторых случаях недостаточный поток защитного газа, в том числе отсутствие продувки, может вызвать загрязнение вольфрамового электрода. Принятое практическое правило: поддерживайте расход защитного газа от 10 до 20 кубических футов в час (CFH), а также продувку в течение одной секунды на каждые 10 ампер используемого сварочного тока. Если вольфрамовый электрод меняет свой нормальный цвет со светло-серого на оттенок пурпурного или черного, это указывает на еще большее увеличение времени продувки.
Оставайтесь сосредоточенными и стабильными
Помимо различных проблем с сварочной лужей, загрязненный вольфрамовый электрод также является основной причиной нестабильной дуги .Не имеет значения первоначальная причина загрязнения – плохой поток защитного газа, прикосновение к основному материалу или негерметичные шланги – но важно то, как ее устранить.
Сначала снимите вольфрамовый электрод с резака, защелкните конец и переточите его. Помните важное правило: всегда шлифуйте вольфрам по длине. Не шлифуйте его, так как это вызовет образование гребней на вольфрамовом электроде, а также приведет к неустойчивой или блуждающей дуге. Кроме того, отшлифуйте конус на вольфрамовом электроде, который охватывает расстояние не более чем в два с половиной диаметра электрода.Например, 1/8 дюйма. вольфрамовый электрод будет иметь конусность от 1/4 до 5/16 дюйма. длинный. Не забудьте использовать шлифовальный круг, специально предназначенный для шлифования вольфрамовых электродов. Это помогает избежать дальнейшего загрязнения, которое может отрицательно повлиять на качество дуги (и сварного шва).
Слишком длинная дуга также может стать причиной ее нестабильности и / или блуждания как на переменном, так и на постоянном токе. В обоих случаях укоротите дугу, переместив резак и вольфрамовый электрод ближе к заготовке, стараясь не прикасаться к ней.
Загрязнение основного материала и защитного газа – еще одна потенциальная причина нестабильности сварочной дуги TIG. Не забудьте очистить материал от масла, грязи или мусора, а также использовать проволочную щетку для таких материалов, как алюминий, перед сваркой. Обязательно используйте чистый, чистый аргон для сварки TIG (или уменьшите процентное содержание гелия при использовании смеси) и поддерживайте скорость потока от 10 до 20 CFH.
При сварке TIG на переменном или постоянном токе выберите подходящий размер и тип вольфрамового электрода для данной силы тока, чтобы избежать проблем с зажиганием дуги .Слишком большое количество вольфрама для данной силы тока может вызвать вращение дуги вокруг наконечника, в то время как слишком малое количество вольфрама может расплавиться и стать причиной нестабильности дуги. Всегда соблюдайте рекомендуемые производителем параметры сварки для каждого диаметра вольфрамового электрода.
Электроды из вольфрама с 2% -ным содержанием церия обеспечивают хорошее зажигание дуги при низких значениях тока и могут использоваться как на переменном, так и на постоянном токе при сварке углеродистой или нержавеющей стали, сплавов никеля, алюминия или титана. То же верно и для 1.Электроды из вольфрама с 5% -ным содержанием лантана. Для приложений с более высоким током или переменным током с низкой силой тока 2-процентные электроды из торированного вольфрама обеспечивают хорошее зажигание дуги. Примечание: торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям производителя и паспорту безопасности материала (MSDS) при его использовании.
Последним средством устранения проблемы с зажиганием дуги является надежность крепления зажима заземления и отсутствие ослабленных или поврежденных кабелей, ведущих к нему.Кабели горелки и рабочие кабели должны быть как можно короче, но при этом иметь возможность дотянуться до рабочей зоны, и располагайте их близко друг к другу. Убедитесь, что все силовые кабели были проложены в соответствии с рекомендациями производителя источника питания.
Избавьтесь от неприятностей
Поскольку не существует единой причины проблем с вольфрамовым электродом и дугой, которые обычно возникают при сварке TIG, нет единого способа их решения. Однако немного знаний, надлежащее обучение и много практики могут облегчить процесс устранения неполадок.Это также может помочь избежать ненужных, не говоря уже о дорогостоящих простоях.
Weldcraft
различных типов вольфрамовых электродов
Опубликовано 07.06.2016 |
На сварку TIG и ее качество влияют несколько факторов. Одно из них – используемое оборудование. Вольфрамовые электроды – это некоторые из инструментов, которые вам понадобятся для сварки TIG.Материал вольфрам предпочтительнее из-за его твердости и устойчивости к высоким температурам. Вольфрам выдерживает температуру до 3410 ° C, что делает его пригодным для дуговой сварки. В настоящее время у сварщиков есть несколько вариантов выбора вольфрамовых электродов. Принимая это решение, сварщик должен учитывать тип используемого тока, будь то переменный или постоянный ток, толщину основного материала и способ подготовки электродов. Вольфрамовые электроды имеют цветовую маркировку, чтобы сварщикам было проще выбрать подходящий.Вот некоторые общие варианты и их цветовые коды.
Редкоземельный, серый
Редкоземельный вольфрам поставляется с различными добавками, такими как редкоземельные или гибридные комбинации оксидов. Качество электродов будет зависеть от этих добавок. В некоторых случаях электроды могут обеспечивать более стабильную дугу по сравнению с другими вольфрамовыми материалами. Еще одно преимущество электродов из редкоземельного вольфрама заключается в том, что сварщик может иметь их небольшого диаметра, и при этом они будут обеспечивать хорошее обслуживание.При использовании электродов также происходит меньшее расщепление вольфрама. По сравнению с торированным вольфрамом этот тип электрода служит дольше.
Чистый, зеленый
Для начала чистый вольфрам подходит для использования с переменным током, но не с постоянным током. Электроды из чистого вольфрама на 99,5% состоят из вольфрама, что дает им возможность легко шариться. Благодаря форме шарикового наконечника электроды обладают стабильностью дуги. Чистый вольфрам также подходит для применения с магнием и алюминиевыми сплавами от низкой до средней силы тока.
Лантаноат, золото
Вольфрамовые электроды с лантанированием подходят для работы с постоянным током. Или трансформаторные источники постоянного тока. Они содержат 97,8% вольфрама и от 1,3 до 1,7% лантана. Считается, что эти электроды содержат 1,5% лантана. Добавление лантана увеличивает способность электродов проводить ток до дуги почти на 50%. Некоторые из характеристик, которые делают этот электрод хорошим выбором, включают отличное зажигание дуги и стабильность, впечатляющие свойства повторного зажигания и низкую скорость догорания.Для препарирования электроды из лантана могут быть скрученными или с заостренным концом. Сварщики иногда переключаются между 1,5-лантановыми вольфрамовыми электродами с 2% -ным торированием, потому что они имеют одинаковые свойства.
Ceriated, Orange
Основным оксидом в церированных вольфрамовых электродах является оксид церия, который присутствует в количестве примерно 1,8–2,2%, тогда как состав чистого вольфрама составляет минимум 97,3%. Эти типы электродов называются 2% церированными и подходят для слаботочного переменного тока.Их также можно использовать в приложениях постоянного тока. Церированные вольфрамовые электроды идеально подходят для сварки небольших и хрупких деталей, например, при обработке тонкого листового металла, производстве труб и орбитальных труб. Некоторые из соединений, которые могут использоваться с церированными электродами, включают нержавеющие стали, углерод, никель, алюминий, магний, титан и медные сплавы. Свойства включают долговечность, отличную стабильность дуги, низкую скорость эрозии, хорошее зажигание и повторное зажигание. Их следует использовать при низких значениях силы тока.В настоящее время сварщики предпочитают использовать электроды из церированного вольфрама вместо чистого вольфрама, поскольку первый обеспечивает лучшие токопроводящие свойства при тех же диаметрах.
Торированный, красный
Торированный вольфрамовый электрод содержит 97,3% чистого вольфрама и 1,7–2,2% оксида тория, который имеет низкую радиоактивность. Повышенная токонесущая способность торированных вольфрамовых электродов является одной из причин, по которой они подходят для дуговой сварки. Электроды просты в использовании и служат долго, что дает дополнительные преимущества.Они также обеспечивают низкий расход, поскольку работают при температуре ниже точки плавления. Электроды из торированного вольфрама подходят как для переменного, так и для постоянного тока. Они идеально подходят для сварки тонкой стали, так как при производстве остаются заостренными кромками. Однако при заточке острия торированных вольфрамовых электродов рекомендуется соблюдать осторожность. Сварщики также предпочитают электроды из торированного вольфрама, поскольку они вызывают меньшее загрязнение во время процесса. Они подходят для использования в диапазонах средней силы тока, имеют среднюю скорость эрозии и имеют среднюю тенденцию к раскалыванию по сравнению с другими материалами.
Цирконий, коричневый
Циркониевые вольфрамовые электроды состоят из вольфрама чистотой 99,1% и циркония 0,15-0,4. Способность циркониевых электродов удерживать скругленные концы делает их идеальными для сварки на переменном токе. Эти типы электродов не так легко загрязняются и очень устойчивы к раскалыванию. Циркониевый вольфрам обладает высокой токонесущей способностью, что приводит к чрезвычайно стабильной дуге. Он также очень хорошо справляется с высокими токами. Циркониевые вольфрамовые электроды не подходят для использования с постоянным током.
ФонВ течение некоторого времени производители вольфрама добавляли оксид в чистый вольфрам для улучшения характеристик зажигания дуги. и долговечность сварочных электродов.В то время как 2% торированный вольфрам был наиболее часто используемым материалом вольфрама для В течение многих лет этот тип электродов подвергается все более тщательной проверке из-за проблем, связанных с окружающей средой и безопасностью. пользователей этого материала. Опасения возникают из-за того, что элемент торий радиоактивен. Исходя из этого, многие организации оценили альтернативные типы вольфрама, чтобы увидеть, какие изменения в характеристиках они увидят при переходе на нерадиоактивные вольфрам. Проблема радиоактивностиТорий, используемый в 2% -ном торированном вольфраме, является радиоактивным элементом и поэтому может быть опасен для здоровья людей, подвергшихся его воздействию. к нему и к окружающей среде. Это альфа-излучатель, однако, когда он находится внутри стержня вольфрамового электрода, он заключен в матрица из вольфрама, поэтому внешне излучается небольшое количество излучения.Основной риск для сварщика возникает при проглатывании. материала. Это происходит в первую очередь при вдыхании пыли, возникшей во время шлифования наконечников для сварки, но также в меньшей степени при вдыхании любых паров, выделяемых во время сварки. Американское сварочное общество в документе A5.12 «Спецификация электродов из вольфрама и вольфрамовых сплавов для дуговой сварки и резки» заявляет по этому поводу следующее: «Торий радиоактивен и может представлять опасность при внешнем и внутреннем облучении.Если альтернативы технически осуществимы, их следует использовать ». Они подтверждают, что основная задача при использовании этого материала глотает пыль, образующуюся при шлифовании остриями электродов. Они продолжают говорить: … во время шлифовки наконечников электродов образуется радиоактивная пыль с риском внутреннего облучения. Следовательно, необходимо использовать местную вытяжную вентиляцию для контроля пыли в источнике, дополненную при необходимости респираторной защитная экипировка. Европа также признала опасность 2% -ного торированного вольфрама. TWI (Институт сварки), британский аналог AWS, сообщает, что «Британское управление здравоохранения и безопасности (HSE) выпустило информационный документ, предусматривающий хранение и использование торированных вольфрамовых электродов. Это гласит, что во время работы необходимо обеспечить местную вытяжную вентиляцию. шлифовальные работы, а пыль от шлифовального оборудования и отработанные наконечники утилизируются в герметичном контейнере. на свалку.«Далее» ВШЭ рекомендовала заводским инспекторам, где торированные вольфрамовые электроды не являются необходимыми для качества сварного шва, пользователей следует поощрять искать альтернативы ». В очень подробном исследовании, проведенном DVS (Немецкое общество сварщиков), они измерили количество радиоактивного альфа частицы и гамма-энергия sprectra в окружающем воздухе при шлифовании вольфрамовых электродов.Некоторые рекомендации этого исследования включали:
Другое исследование было проведено в Германии Департаментом развития и охраны окружающей среды земли Бавария. Они пришел к выводу, что на объектах, где нет системы пылеудаления для измельчения торированного вольфрама, воздействие вредных частиц в четыре раза больше, чем при экстракции.Однако, несмотря на то, что сбор пыли обеспечивает значительное улучшение, уровни все еще могут быть слишком высокими. Кроме того, они отметили, что электроды из торированного вольфрама, хранящиеся в ящиках на полке, не работают. похоже, не представляют никакой потенциальной опасности. На данный момент предложение внесено в Комиссию Европейского Сообщества. резко повысить строгость правовых норм в отношении использования и утилизации торированных электродов. В штате Калифорния производители вольфрама теперь включают упаковку электродов из 2% торированного вольфрама, в которые входят предупреждение, подобное тому, которое использует Osram Sylvania, которое гласит: «ПРЕДУПРЕЖДЕНИЕ. Этот продукт содержит или производит химическое вещество, известное Штат Калифорния, вызывающий рак. (Кодекс здоровья и безопасности Калифорнии 25249.5 и последующие) ” Наконец, один из крупных У.S. Производители вольфрама, компания Teledyne Tungsten Products, перечисляют следующие предостережения / предупреждения в их паспорта безопасности материалов: “Торий – это встречающийся в природе низкоактивный радиоактивный элемент. Торий является главным образом альфа-излучателем. Дочери в распаде цепи испускают альфа, бета и гамма-излучение. Радиоактивные элементы регулируются Комиссией по ядерному регулированию.В NRC публикует правила, регулирующие использование радиоактивных материалов ». «Последствия передержки: … Хроническое вдыхание пыли может вызвать повреждение легких у человека». «Оценка канцерогенности: NTP-1 (Thoria). Примечание: NTP-1: вещества или группы веществ, которые считаются канцерогенными. «Известные канцерогены» определены в отчете Национальной токсикологической программы (NTP) как вещества, для которых имеется достаточное количество доказательства канцерогенности из исследований на людях, указывающие на причинную связь между агентом и раком человека.” “Токсикологическая информация: … Сильное воздействие пыли или проглатывание большого количества растворимых соединений приводит к изменения массы тела, поведения, клеток крови, активности холинэстеразы и спермы у экспериментальных животных ». Вольфрамовые нерадиоактивные материалыИз-за проблемы, обсуждаемой в предыдущем разделе, были выбраны два важных альтернативных нерадиоактивных вольфрамовых материала. развитый.Первый из них, представленный в 1980-х годах, обычно представляет собой 2% церированный вольфрам. Этот материал обычно Используется для сварки постоянным током с малым током. Фактически, она занимает очень высокую долю рынка орбитальной сварки. процесс. Совсем недавно появился вольфрам с содержанием лантана с содержанием лантана 1½%, который может стать стандартом для вольфрамовых электродов в будущем.1½% по весу (в отличие от 2%) было выбрано тремя крупнейшими производителями в качестве оптимального количества содержания на основе на научных исследованиях, которые показали, что это содержание наиболее точно отражает характеристики проводимости 2% торированного вольфрам. Поэтому сварщики обычно могут легко заменить свой радиоактивный 2% -ный торированный материал этим вольфрамом, а не необходимо внести какие-либо изменения в программу сварки.Кроме того, поскольку материал оксида лантана менее плотный, чем оксид тория, палочка с 1½% (по весу) лантанового вольфрама на самом деле содержит на 15% больше оксидов по объему, чем палочка с 2% (по весу) торированный вольфрам. Это способствует зажиганию дуги и стабильности, а также увеличению срока службы, поскольку дополнительный объем оксидов держите наконечник в прохладном месте. Наконец, 1½% лантанированного вольфрама подходит для сварки как переменным, так и постоянным током.Таким образом, объекты, в которых есть как 2% торированного вольфрама для сварки на постоянном токе и другого типа вольфрама (обычно чистого или цирконизированного вольфрама) для сварки на переменном токе. в наличии только один тип вольфрама. Примеры из практикиЧтобы оценить возможность перехода на вольфрам с содержанием лантана 1½% для сварки постоянным током, был проведен ряд исследований были выполнены.Ниже приводится краткое изложение некоторых из них: Исследование № 1На выставке Американского общества сварки 1998 г. в Детройте, штат Мичиган, один крупный производитель вольфрама представил независимую Исследование проводилось на 1½% лантановом вольфраме. Таким образом, 2% торированного, 2% церированного и двух изготовленных изготовителем 1½% лантана. Вольфрам сравнивали, наблюдая за эрозией наконечника после 300 разрядов дуги постоянного тока как при 70, так и при 150 амперах.И в нижнем, и в Испытания на более высокую силу тока показали, что вольфрам с 1½% -ным содержанием лантана показал наименьшее количество эрозии наконечника и наиболее стабильное поведение дуги. Исследование № 2ВВС провели исследование 1½% лантанового вольфрама по сравнению с 2% торированного вольфрама для оценки характеристик зажигания дуги. текущие возможности и проникновение.Они использовали электроды диаметром 5/32 дюйма для сварки алюминия 6061-T6 и нержавеющей стали 304. с машиной Miller 350 Synchrowave GTAW. Используя как высокочастотный, так и сенсорный старт, электроды из лантана лучше или равно торированным электродам. Кроме того, геометрия наконечника была более стабильной при высоком токе на лантановых. электроды. Не было обнаружено значительных различий в стабильности дуги, проплавлении или форме сварного шва.Наконец они пришли к выводу что нет необходимости повторно аттестовать существующие процедуры сварки или операторов при использовании электродов с лантаном. Исследование № 3Независимые расследования были проведены в Institut de Soudure в Париже, Institut fuer Schweisstechnische Fertigungsverfahren. TH-Aachen и Schweisstechnische Zentralanstalt в Вене.Они обнаружили, что в каждом случае срок службы электроды из лантана были длиннее торированных электродов. Кроме того, расход электрода был выше для торированного электроды, чем лантанированные. Не удалось установить никаких различий в поведении зажигания дуги. Pro-Fusion от Elderfield & HallPro-Fusion специализируется на оптимизации параметра вольфрамового электрода, о котором часто забывают, в процессе сварки.Мы предлагаем вольфрам с 1½% -ным содержанием лантана высшего качества различных диаметров. Кроме того, мы предлагаем шлифовальный станок для вольфрамовых электродов Sharpshooter для согласованной подготовки геометрии кончика электрода и электроды для предварительной заземления, которые обеспечивают гарантированную точность электродов, поскольку они производятся с соблюдением предельных допусков. ЗаключениеОбычно используемый тип 2% торированного вольфрама представляет потенциальную опасность для здоровья.Нерадиоактивный 1½% лантановый вольфрам является альтернатива этому материалу, которая обеспечивает легкий переход и часто дает лучшие характеристики. Таким образом, Pro-Fusion дает следующие рекомендации:
Посетите i-Tungsten.com, чтобы приобрести вольфрамовые электроды Sharpshooter. – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – |
Определение вольфрама для сварки TIG
Размещено: 19 декабря 2015 г. Автор: ИствудОдним из определяющих элементов сварки TIG является вольфрам.Фактически это то, что означает первая буква в TIG: вольфрамовый инертный газ. TIG использует инертный газ для защиты сварного шва (обычно аргон), присадочный пруток из металла, который соответствует тому, что вы свариваете, и электрод из вольфрама, который фокусирует и направляет дугу. Все электроды TIG состоят более чем на 95% из вольфрама, который используется редко, потому что он твердый и имеет одну из самых высоких температур плавления среди всех металлов. Существует по крайней мере 5 различных типов «вольфрамов», как их называют большинство людей, обычно с цветным покрытием в зависимости от того, сколько других элементов было добавлено.
Цветовой код и его значениеДля сварки определенных типов металлов требуются различные составы вольфрама, и эти разновидности имеют цветовую маркировку. Основные цвета / разновидности электродов TIG и их аббревиатура Американского общества сварки следующие: зеленый (EWP) = чистый вольфрам, оранжевый (EWCe-2) = 2% церированный, красный (EWTh-2) = 2% торированный, золотой ( EWLa-1,5) = 1,5% лантанатов, коричневый (EWZr-1) = 1% циркония. Есть и другие цвета, такие как «серый» редкоземельный, «фиолетовый» редкоземельный и «желтый» 1% торированный, но эти 5 используются чаще всего.Все они имеют свои недостатки и преимущества, и все они в одних вещах лучше, чем в других, поэтому на всякий случай полезно иметь под рукой множество вариантов.
Преимущества / недостатки каждого цветаЗеленый – Зеленые электроды являются наименее дорогими и наиболее распространенными, но они также быстро расходуются и требуют частой заточки. Этот тип электрода обеспечивает хорошую стабильную дугу при использовании со сваркой на переменном токе различных типов, но при использовании постоянного тока дуга начинается плохо и у него наименьшая допустимая нагрузка по току.При нагревании он легко превращается в идеально свернутый наконечник, достаточно устойчивый к загрязнениям.
Оранжевый – Оранжевые электроды имеют такие же свойства, что и красные, но с одним дополнительным преимуществом: отсутствие радиоактивности. Они отлично подходят для зажигания дуги и сварки при более низких значениях силы тока, на постоянном или переменном токе, но при более высоких значениях силы тока они начинают выходить из строя. Серые электроды имеют гораздо больший срок службы, чем зеленые электроды при том же использовании.
Красный – У красных электродов есть много деталей, но используемый в них торий немного радиоактивен, поэтому убедитесь, что вы знаете, какую процедуру следует выполнять, прежде чем их затачивать.Они отличаются легким зажиганием дуги, большой долговечностью, хорошей стабилизацией дуги, низким риском загрязнения сварного шва и высокой токонесущей способностью при более низких значениях силы тока. Их также можно использовать как для сварки на постоянном, так и на переменном токе, в зависимости от материалов.
Золото – Золотые электроды обладают многими характеристиками оранжевого и красного типов. Они долговечны и стабильны, с хорошими характеристиками зажигания дуги и подходят для сварки на переменном и постоянном токе. Дополнительным преимуществом этих лантановых электродов является их более высокая токопроводящая способность для данного диаметра по сравнению с зелеными, красными или оранжевыми.Их можно использовать со скругленным или заостренным концом, в зависимости от того, что вы свариваете.
Коричневый – Коричневые электроды обеспечивают чрезвычайно стабильную дугу, поэтому они отлично подходят для сварки практически без загрязнения. Этот тип имеет такую же или лучшую токопроводящую способность, что и красные или оранжевые электроды в приложениях переменного тока со скругленным концом. Коричневый цвет никогда не рекомендуется для сварки постоянным током.
Purple – Purple – это электрод из сплава редкоземельных элементов, специально разработанный для универсальности и почти универсальный размер.Он намного прочнее, чем зеленый, но при этом не имеет радиоактивных свойств красного. Он обладает отличными характеристиками зажигания дуги и стабильности дуги. Их можно использовать практически с любым металлом, как в процессах переменного, так и постоянного тока.
Серый – Серые электроды содержат различные редкоземельные элементы. Их состав и характеристики могут отличаться от бренда к бренду. Каждый из них будет перечислять, из чего он сделан и каково его предполагаемое применение, на упаковке или в описании каталога.
Где и как использовать определенные цвета вольфрамаКакой вольфрам использовать, будет зависеть от трех основных факторов: 1) Какой металл вы свариваете? 2) Насколько толстый металл? 3) Используете ли вы постоянный, переменный синусоидальный или переменный ток прямоугольной формы и в каком количестве? Конечно, эти три вещи взаимозависимы.Компания Eastwood предлагает вольфрамовые электроды Purple E3 специально для широкого спектра применений и применений, но вот как ломаются другие.
Зеленые электроды лучше всего подходят для синусоидальной сварки на переменном токе со скругленным концом. Они идеально подходят для обработки алюминия и магния. Это не очень хороший выбор для черных металлов, и его не следует использовать для сварки постоянным током.
Оранжевые электроды отлично подходят для работы с тонкой сталью, нержавеющей сталью и никелем, поскольку они легко зажигают дугу с меньшим током.Благодаря этому он отлично подходит для обработки листового металла и очень деликатных работ без риска прожечь. Они лучше всего подходят для сварки на постоянном токе с малым током, но могут использоваться и для сварки на переменном токе. Использование их для более высоких значений силы тока приведет к быстрому сжиганию оксидов, что сделает его менее эффективным.
Красные электроды имеют такое же применение, как и оранжевые. Их также можно использовать для сварки на переменном токе тонкого алюминия и других материалов, а также для сварки на постоянном токе с прямой или обратной полярностью стали, никелевых и титановых сплавов.И оранжевый, и красный лучше всего работают с острыми кончиками.
Золотые электроды могут пропускать больший ток для электрода данного диаметра без ухудшения характеристик. Это делает их более подходящими для более толстых материалов. Наконечник может быть заостренным или скрученным, в зависимости от того, что и как вы свариваете. Их можно использовать для сварки на переменном или постоянном токе большинства металлов.
Коричневые электроды идеально подходят для сварки на переменном токе, когда вам нужен скругленный наконечник и вы ищете минимально возможное загрязнение.Однако эти электроды нельзя использовать для сварки постоянным током, поэтому они в основном используются для сварки алюминия или магния.
Электрод Eastwood Purple E3 был специально разработан для использования практически в любом приложении. Он горит холоднее и прочнее, чем красные электроды, без радиоактивности. Он обеспечивает лучшее зажигание дуги при более низких настройках мощности, чем большинство других электродов, и стабильную дугу для более точных сварных швов. Он может работать с более высокими токами, чем красные или оранжевые электроды, без повреждения наконечника или загрязнения сварного шва.Пурпурные электроды можно использовать для сварки всех сталей, титана, никеля, магния и алюминия во всех процессах постоянного и переменного тока.
Посетите Eastwood Blog и Практический центр для получения дополнительных советов и приемов, которые помогут вам со всеми вашими автомобильными проектами. Если у вас есть рекомендации для будущих статей или есть проект, который вы хотите объяснить, не стесняйтесь оставлять комментарии.
Руководство по выбору и подготовке вольфрамовых электродов
Вольфрам – это основной металл, используемый при газовой дуговой сварке (GTAW) или TIG-электродах.Это нужно выбирать с осторожностью. Вольфрам твердый, обладает высокой термостойкостью и имеет самую высокую температуру плавления 3410 ° C.Вольфрамовые электроды доступны в различных размерах и длинах. Они могут состоять из чистого вольфрама или комбинации вольфрама с другими редкоземельными элементами и оксидами. При выборе правильного вольфрамового электрода необходимо учитывать ряд факторов. Они зависят от типа и толщины используемого основного материала, а также от того, используется ли переменный или постоянный ток.
Некоторые из разновидностей вольфрама и его комбинаций, которые можно использовать:
Чистый вольфрам (цветовой код – зеленый) – Это дешевле, чем легированные разновидности, содержит 99,50% вольфрама и широко используется. Когда он нагревается, образуется чистый комковатый наконечник. Это обеспечивает хорошую стабильность дуги для алюминия и магния с переменным током. Его нельзя использовать для сварки постоянным током.
2% торированный (цветовой код – красный) – Прост в использовании и долговечен.Это обычно используется. Использование тория увеличивает качество электронной эмиссии. Используется для сварки на переменном токе. Он отлично подходит для отрицательных электродов постоянного тока (прямая полярность) на углеродистой и нержавеющей стали, никеле и титане. Он имеет меньшее загрязнение сварных швов. Его заостренная кромка хороша для обработки тонкой стали. Поскольку он имеет низкий уровень радиоактивности, необходимо правильно соблюдать предупреждения и инструкции производителя, а также паспорт безопасности материала (MSDS).
2% Ceriated (цветовой код – оранжевый) – Лучше всего подходит для сварки постоянным током.Его можно использовать в процессах переменного или постоянного тока. Он используется в орбитальных мелодиях, производстве труб, обработке тонкого листового металла, а также небольших и деликатных работах. Его можно использовать для сварки углеродистой, нержавеющей стали, никелевых сплавов и титана. Остроконечный церированный вольфрам очень хорошо запускается и имеет большую пропускную способность по току, чем чистый вольфрам того же диаметра. Не содержит радиоактивных материалов.
1,5% лантанат – (цветовой код – золотой) – Лучше всего подходит для отрицательных электродов переменного и постоянного тока с заостренным концом или может быть сбалансирован для использования с источником питания синусоидальной волны переменного тока.Заостренный наконечник подходит для сварки стали и нержавеющей стали.
Цирконий (цветовой код – коричневый) – Подходит для сварки на переменном токе, так как обладает высокой устойчивостью к загрязнениям и может удерживать скрученный наконечник. Его пропускная способность по току равна или больше, чем у торированного вольфрама. При любых обстоятельствах рекомендуется для сварки постоянным током.
Rare Earth (цветовой код – серый) – Используются неуказанные добавки оксидов или гибридов редкоземельных элементов, и производители должны указывать каждую добавку и ее процентное содержание на упаковке.
Для приготовления вольфрама необходимо подготовить наконечник. Наконечник может быть скругленным, заостренным или усеченным.
Если вы подаете переменный ток, рекомендованный для данного диаметра электрода, на его конце образуется шарик. Это используется в процессах переменного тока в сварочных аппаратах синусоидальной и стандартной прямоугольной волны TIG. Для заостренного или усеченного наконечника следует использовать специально разработанный шлифовальный круг из боразона или алмаза. Следует соблюдать предупреждения производителя. Чтобы следы шлифования проходили по всей длине электрода, шлифование должно выполняться прямо, а не под углом 90 градусов.