Для чего хонингуют цилиндры: что это, как делается, зачем нужно :: Autonews
alexxlab | 20.03.2023 | 0 | Разное
Что такое хонингование цилиндров двигателя? / Статьи / Технический центр «Гвардейский»
Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С какой целью проводится хонингование цилиндров?
Очень часто в жизни автомобилистов наступает момент, когда капитальный ремонт двигателя неизбежен. Это становится следствием того, что цилиндры теряют первоначальную круглую форму и становятся эллипсными. Исправить такой дефект может только расточка до ремонтного размера поршней, финальной стадией которой является хонингование.
Однажды ученые обратили внимание, что неровная поверхность пары трения позволяет деталям намного быстрее прирабатываться и противостоять износу. Помимо этого, масло на шероховатых стенках удерживается гораздо лучше, что тоже положительно влияет на ресурс узла в целом. С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
В наше время эта операция также помогает добиться более высокой точности обработки деталей.
Во время расточки блока цилиндров токарь оставляет небольшой запас для последующей, более точной, обработки. Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого двигатель можно собирать и начинать обкатку.
В качестве послесловия, перефразируя известную всем поговорку «В здоровом теле – здоровый дух!», можно с уверенностью сказать: «В здоровом двигателе – здоровый хон!». Ведь именно состояние сетки хона влияет на ресурс большинства современных блоков цилиндров. Не зря у мотористов плохой приметой является увидеть на цилиндрах «зеркало».
Работы по хонингованию, расточке блока цилиндров, шлифовке коленвала есть возможность произвести на высокоточном оборудовании Моторного центра «Гвардейский».
Хонингование цилиндров | Расточка-шлифовка.рф
С того самого момента, когда был изобретен двигатель внутреннего сгорания, человечество безостановочно продолжает его совершенствовать. Безусловно, очень важный фактор, который оказывает влияние на продолжительность работы и общий ресурс мотора – качество обработки используемых в нем металлов, грамотный выбор технологии сопряжения.
Безусловно, очень важный фактор, который оказывает влияние на продолжительность работы и общий ресурс мотора – качество обработки используемых в нем металлов, грамотный выбор технологии сопряжения.
Как это работает
Начало использованию этого узла в двигателях положила авиация – разбирая двигатель любого автомобиля, на внутренних стенках цилиндров можно увидеть очень мелкую сетку. Собственно, это и есть хонинг. Зачем же он нужен?
На самом деле, все просто – в цилиндре не прекращается процесс трения между собой колец, а также самого поршня о стенки цилиндра. Как в таком случае подавать и удерживать на вертикальных стенках всевозможные масла, если пары работают безостановочно? Именно здесь и вступает в игру хонинг.
По сути, перед нами нанесенные на стенки цилиндров микроцарапины, что дает возможность маслу удерживаться на бортах. Таким образом, стало возможным смазывать пары трения – с целью уменьшить вредный процесс в работе мотора.
Что представляет собой хонингование
Хонингование цилиндров – окончательная обработка поверхности. Для этого применяется соответствующий инструмент или оборудование. Производя ремонт двигателей, выполняется хонингование стали (металл, из которого состоит цилиндр).
Для этого применяется соответствующий инструмент или оборудование. Производя ремонт двигателей, выполняется хонингование стали (металл, из которого состоит цилиндр).
Также необходимо отметить, что стенки цилиндра, которые сошли с автоконвейера идеально круглыми, с течением времени становятся овальными (имеет место эффект конусности), на них проявляется огромное количество изменений – проступают вмятины и царапины, накапливается ржавчина и иные микрочастицы. Все это деформирует устройство и значит это лишь одно – двигатель придется ремонтировать.
Производя капитальный ремонт автомобильного мотора, обыкновенно применяется расточка блока цилиндров – именно таким образом они практически полностью восстанавливают оригинальную круглую форму. Но вот для того, чтобы сохранить правильную форму на максимально долгий срок и достичь оптимальной шероховатости, также производится хонингование, которое, если сравнивать с традиционными операциями – притирка или полировка поверхности – подразумевает максимальную эффективность и точность.
Что происходит после хонингования
Чистка автомобильных цилиндров после проведенной процедуры обеспечивает возможность проведения качественной финишной обработки поверхности (в зависимости от характеристик абразива, который используется).
При проведении чистки удаляются острые частицы и куски металла – именно это помогает достигать максимальную гладкость поверхности. Что в итоге? Очень высокое качество поверхности достигается весьма незначительными усилиями автовладельца.
Еще один популярный способ окончательной обработки – использование тончайших 600-х брусков для полировки металла после того, как хонингование цилиндров было выполнено. В итоге на поверхности сплава имеют место впадины от предыдущей проведенной операцией при помощи брусков с крупным зерном, однако выступы и вершины сглаживаются, приобретая плоскую поверхность.
Главным преимуществом хонингования цилиндров является тот факт, что предварительно оно прирабатывает цилиндры. Таким образом, существенно снижается время приработки установленных новых колес, снижается к минимуму вероятность прорывов газов, снижается потребление масла и износ агрегата.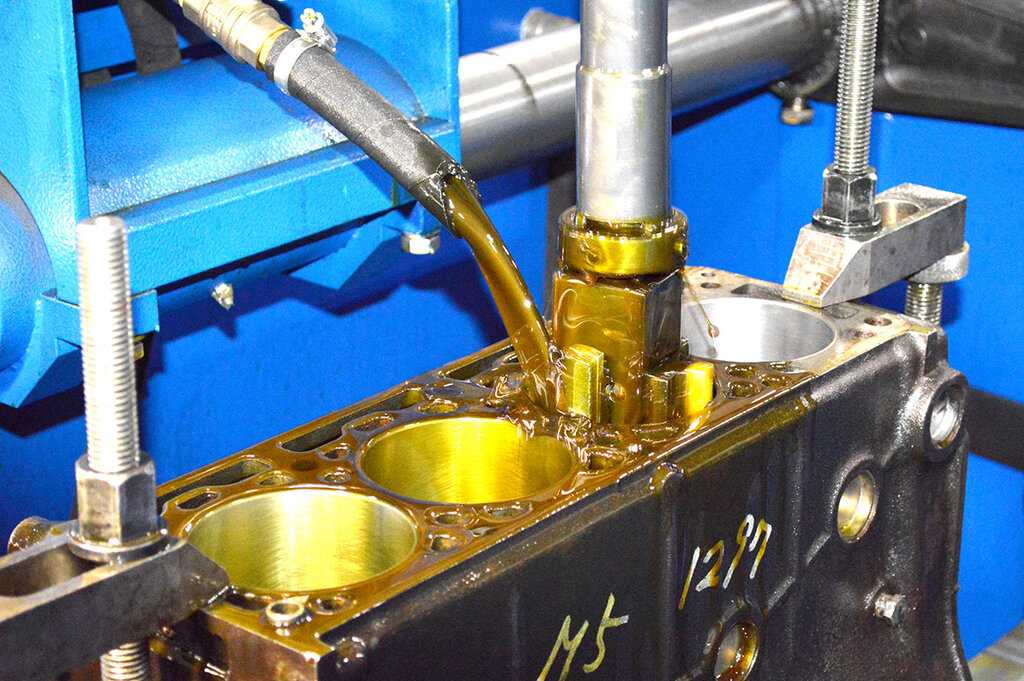
Смотрите также:
- Переборка двигателя автомобиля
- Типичные неисправности инжекторных двигателей
- Запчасти ЗМЗ в Твери
- Диагностика двигателя
- Дефектовка двигателя
Все статьи >>
Использование хонингования в производстве цилиндров
Независимо от того, производите ли вы цилиндры для использования в двигателях, гидравлических системах или промышленном оборудовании, очень важно убедиться, что они надежны, работают бесперебойно и выдерживают испытание временем. Это означает, что их поверхности должны быть отшлифованы. В этой статье мы рассмотрим, как хонингование используется в производстве цилиндров и к кому вы можете обратиться за помощью в этом процессе.
Хонингование — это процесс, в котором абразивный «камень» используется для улучшения поверхности отверстия. Это может быть выполнено вручную, но современные компании точного машиностроения часто используют хонинговальные станки с числовым программным управлением (ЧПУ). Хотя хонингование можно использовать для сглаживания поверхностей, его также можно использовать для создания специфических элементов, таких как штриховка, часто используемая в автомобильной промышленности, и именно этот процесс необходимо выполнять при производстве высококачественных цилиндров.
Когда внутренняя часть цилиндра обработана штриховкой, поверхность будет более эффективно удерживать масло. Масло будет смазывать поршневые кольца двигателя, сводя к минимуму трение, возникающее при соприкосновении поршня со стенкой цилиндра.
Это не только сделает движение поршня более плавным, но также продлит срок службы цилиндра и минимизирует вероятность его внезапного выхода из строя. Таким образом, правильная хонинговка ваших цилиндров повысит безопасность вашей продукции и уменьшит сумму денег, которую вам нужно потратить на ремонт или замену цилиндров.
Таким образом, правильная хонинговка ваших цилиндров повысит безопасность вашей продукции и уменьшит сумму денег, которую вам нужно потратить на ремонт или замену цилиндров.
Несмотря на то, что хонингование цилиндров является таким важным процессом, очень немногие британские компании обладают оборудованием и знаниями для выполнения этой задачи в соответствии со строгими стандартами, требуемыми специализированными отраслями, такими как аэрокосмический сектор. На то, чтобы стать экспертом по хонингованию, могут уйти годы, и даже если вы решите использовать методы хонингования с ЧПУ, вам понадобится изготовленный на заказ хонинговальный станок с ЧПУ и техник, обладающий навыками эффективного управления им.
В результате выгодно работать с компанией по прецизионной обработке, которая увлечена хонингованием, такой как Hone-All Precision. Мы всегда специализировались на хонинговании с ЧПУ, и хотя наши услуги теперь также включают в себя токарную обработку с ЧПУ, глубокое растачивание, глубокое сверление, трепанацию, производство труб и многое другое, мы по-прежнему дорожим этим процессом. Мы выполняем хонингование для ведущих компаний во многих отраслях, включая гидравлическую промышленность.
Мы всегда специализировались на хонинговании с ЧПУ, и хотя наши услуги теперь также включают в себя токарную обработку с ЧПУ, глубокое растачивание, глубокое сверление, трепанацию, производство труб и многое другое, мы по-прежнему дорожим этим процессом. Мы выполняем хонингование для ведущих компаний во многих отраслях, включая гидравлическую промышленность.
Чтобы узнать больше о наших услугах по хонингованию цилиндров и узнать, как сотрудничество с нами может принести пользу вашей компании, позвоните нам по телефону 01525 370666. Вы также можете отправить нам сообщение, используя нашу контактную форму онлайн.
Темы: Производство труб, Прецизионная обработка, Точное машиностроение, производство
Хонингование цилиндров: основная цель при ремонте цилиндров
При ремонте двигателя цилиндры обычно
требуют внимания. Износ имеет тенденцию создавать конусность в верхней части
цилиндр, который может уменьшить уплотнительное кольцо и увеличить прорыв газов
и расход масла, если его не снять.
Цилиндр также может быть некруглым, иметь задиры или другие повреждения, которые требуют исправления
, прежде чем новый комплект колец будет правильно уплотнен.
Основная цель при окраске цилиндров
– сделать стенки как можно более прямыми (без конусности), отверстия
как можно более круглыми (минимальная деформация, что особенно важно при современных кольцах низкого напряжения), обеспечить правильную сумма
с поперечной штриховкой для хорошего удерживания масла и поддержки колец, а также
выполняется путем растачивания и/или хонингования цилиндров в один или несколько шагов
с использованием различных типов абразивов (керамических или алмазных).
После хонингования цилиндры необходимо очистить
для удаления остатков абразива и металлического мусора, которые
остались в отверстиях. Промывка и чистка теплой мыльной водой
удалит большую часть нежелательного материала. Но стирка сама по себе делает
Но стирка сама по себе делает
не ослабляйте и не удаляйте поверхностную «стружку», такую как порванный или
изогнутый металл, который может изнашивать кольца и замедлять посадку колец. Единственный
способ избавиться от этого материала и сгладить отверстия – это “полировать”
отверстия после хонингования какой-либо гибкой абразивной щеткой.
Очистка щеткой после хонингования не только помогает очистить
отверстия, но также может выравнивать поверхность в зависимости от характеристик
используемого абразива. Чистка щеткой сметает порванный и сложенный металл
, а также острые зазубренные пики, оставляя гораздо более гладкую
поверхность. Результатом является лучшая отделка отверстия с небольшим дополнительным усилием
. Еще один способ выровнять поверхность – использовать очень мелкие камни с зернистостью
#600 или пробку для полировки отверстий после хонингования.
Одно из преимуществ плоского отверстия
заключается в том, что оно предварительно кондиционирует или прирабатывает цилиндры. Некоторые говорят, что
Некоторые говорят, что
сокращает время, необходимое для посадки нового комплекта колец, а также сокращает первоначальный износ колец, прорыв газов и расход масла. Другие считают, что это может фактически увеличить время, необходимое для посадки новых колец.
, снижены выбросы и расход масла,
и кольца служат дольше, потому что им не пришлось изнашиваться, чтобы
соответствовал отверстиям.
Платообразная поверхность также обеспечивает увеличенную опорную поверхность
для поддержки колец, сохраняя при этом достаточную глубину
в поперечной штриховке для хорошего удерживания масла и смазки. Это
, почему производители двигателей оригинального оборудования (OEM) предпочитают это
и использовать его во многих новых двигателях.
Проблемы
Одно из опасений, выраженных OEM-производителями, у которых есть программы восстановления двигателей
, заключается в том, что многие компании, занимающиеся ремонтом двигателей послепродажного обслуживания
, могут не иметь ноу-хау или подходящего типа хонинговального оборудования для
 заканчивать. Поскольку испытания на выбросы
заканчивать. Поскольку испытания на выбросы стали реальностью для многих автомобилистов во многих частях страны
, беспокоит то, что восстановленный двигатель с отточенными цилиндрами
“обычным способом” может не пройти испытание на выбросы. Задача
здесь состоит в том, чтобы разработать процедуры, которые позволят специалистам по ремонту двигателей
послепродажного обслуживания дублировать отделку отверстия OEM.
Производители колец также обеспокоены тем, что
некоторые специалисты по ремонту двигателей могут не использовать надлежащие процедуры хонингования
или бруски для своих колец.
Слишком грубая обработка отверстия приведет к сильному трению при первом запуске двигателя. С предварительно притертыми кольцами
это нехорошо, поскольку создает ненужные
Большинство производителей колец указывают хонинговальный абразив #220 с зернистостью
для финишной обработки отверстий при использовании чугунных или
хромированных колец, поскольку рекомендуемая обработка отверстия для этих колец
составляет от 28 до 35 RA (средняя шероховатость в микродюймах). Камень #280 с зернистостью
Камень #280 с зернистостью
обычно рекомендуется для колец из молибдена, потому что кольца из молибдена
имеют несколько более гладкую поверхность от 16 до 23 RA. Но эти рекомендации
предназначены для обычных керамических абразивов, а не для алмазов.
Огранка алмаза отличается от огранки стекловидного камня,
, поэтому для эквивалентной отделки обычно требуются более высокие числа.
для достижения финишной обработки RA в желаемом диапазоне. Один из производителей
, с которым мы говорили, сказал, что алмазный шлифовальный камень
с зернистостью от 500 до 550 обеспечит чистоту поверхности в диапазоне от 13 до 15 RA.
Чтобы добавить путаницы в отношении того, какие точильные бруски
может потребоваться для получения определенного вида покрытия, некоторые стекловидные хонинговальные бруски
с одинаковой зернистостью будут давать разные покрытия
, которые могут не всегда соответствовать справочным таблицам.
Например, один керамический камень #220
может обеспечить чистоту поверхности от 28 до 35 RA, в то время как другой
может оставить гораздо более грубую поверхность. Различия в фактической чистоте поверхности
типом и качеством смазки, используемой в процессе хонингования.
Третья проблема — рентабельность. Полировка отверстия цилиндра
— трудоемкий и дорогостоящий этап в процессе восстановления двигателя
. Таким образом, все, что можно сделать для снижения затрат на хонингование
и оптимизации процедуры, а также для улучшения
обработки канала ствола, является шагом в правильном направлении.
Обычный по сравнению с алмазным
Многие мастерские расточили или грубо отточили цилиндры до
в пределах 0,003 дюйма от окончательного припуска (от 0,010 до 0,030 дюйма)
в зависимости от применения), затем отшлифуйте последний 0,003″
отверстия стекловидным абразивом #220 или #280.
нет профилометра для измерения параметров шероховатости поверхности
, таких как RA, RK (шероховатость сердцевины ), RPK (средняя высота пика) и
RVK (средняя глубина впадины), площадь опоры и т. д., поэтому они полагаются на
на каменном зерне вместе с правильным давлением хонингования, скоростью головки, частотой хода
и смазкой для достижения желаемого отверстия. отделка
Следовательно, нет возможности для большинства магазинов
, чтобы узнать, действительно ли обработка отверстия соответствует требованиям
производителя колец или OEM-производителя, если клиент не жалуется
на чрезмерный износ кольца, прорыв газов или расход масла. Но даже
, если у вас не было проблем с кольцами, это не обязательно
означает, что цилиндры настолько хороши, насколько они могли бы или должны быть.
Одним из недостатков керамических абразивов
является их быстрый износ. В зависимости от класса брусков и
шлифовальных брусков может0039 сделать 30 блоков V8 (диаметр цилиндров 240-260), прежде чем они изнашиваются
и подлежат замене.
 И с каждым хонингованным
И с каждым хонингованным цилиндром оператор или оборудование должны компенсировать
износ камня, чтобы отверстия оставались прямыми. Если вы не сможете компенсировать это, вы можете получить
с конусностью в отверстиях.
Для сравнения, алмазные хонинговальные бруски с металлической связкой
изнашиваются очень мало. Набор алмазных хонинговальных брусков может обработать 300 блоков цилиндров V8 (
) (2400 отверстий цилиндров), прежде чем они станут 9.0039 заменен. Более медленная скорость износа означает, что камни режут более прямо
(меньше конусность), чем в случае керамических камней.
Более низкая скорость износа алмаза по сравнению с застеклованными абразивами
помогает более чем компенсировать гораздо более высокую начальную стоимость
алмазных камней. Используя приведенные выше цифры, набор из керамических хонинговальных брусков
стоимостью 7 долларов стоит около 0,02 доллара за отверстие, если они делают 240-260 отверстий цилиндра
. Набор алмазных хонинговальных брусков стоимостью 700 долларов стоит около 0,06 доллара за
Набор алмазных хонинговальных брусков стоимостью 700 долларов стоит около 0,06 доллара за
отверстий, если набор рассчитан на 12 000 отверстий цилиндров. Стоимость абразива
на отверстие с алмазом может быть выше, чем для стекловидных абразивов,
, но с алмазами оператору не нужно останавливать и перезапускать
во время хонингования, поэтому трудозатраты меньше.
По этим причинам многие производители двигателей
(PER) перешли на алмазное хонингование. Алмаз снижает общую стоимость
, экономит трудозатраты (меньше замен камней) и обеспечивает лучшую общую геометрию отверстия
(более прямое с меньшим искажением).
Результаты разведки
«Мы добились отличных результатов при хонинговании алмазом
», — сказал Том Уилсон из Recon Automotive Remanufacturers,
, крупного PER, базирующегося в Филадельфии, штат Пенсильвания.
«Тип камней, которые мы используем,
определяется типом колец, которые входят в двигатель», — сказал Уилсон.
«Мы перепробовали различные камни, прежде чем нашли лучшую комбинацию
. Для RA от 20 до 25 с молибденовыми кольцами мы используем алмазные камни № 325 с зернистостью
. Для более тонкой обработки в диапазоне от 15 до 20 RA,
мы иногда используем алмазные камни #500.
«Алмаз режет иначе, чем застеклованные абразивы
. Он вырывает металл и оставляет на поверхности много микроскопического пуха
», — сказал Уилсон. «Поэтому после хонингования
мы чистим отверстия ручной дрелью, делая от восьми до 10 проходов. Чистка
хорошо справляется с очисткой поверхности от мусора и устраняет
период обкатки. Мы также обнаружили, что это улучшает RA,
тоже, сбрасывая его примерно на 18 или около того».
Уилсон сказал, что Recon использует синтетическую смазку
на водной основе с алмазными камнями, которые, по его словам, «прозрачны
как вода». Он сказал, что смазка фильтруется для удаления
грязи и постоянно контролируется, чтобы предотвратить рост бактерий.
Franklin Power Products, Inc.
«Как OEM-поставщик для Navistar, единственный способ, которым мы можем
соответствовать их спецификации диаметра цилиндра, — это следовать
трехступенчатой процедуре алмазного хонингования», — сказал Джим Ормсби из 9.0039 Franklin Power Products, Inc., Франклин, Индиана.
Ормсби сказал, что Franklin Power Products сначала проведет черновую заточку
до конечного размера с точностью до 0,005 дюйма с помощью крупнозернистых алмазных камней
№ 200. Затем они окончательно доведут до нужного размера алмазными камнями мелкой зернистости
№ 600. Последний шаг — шлифование щеткой. отверстия восемь
ходов с платохонинговальным инструментом (PHT).
“ОЕМ-производители так не устроены. Они включают производственную линию
и отпускают ее.”
Ормсби добавил, что легко соответствовать алмазному хонингованию
— при условии, что у вас есть надлежащее оборудование.
Тенденции и рекомендации
Несколько поставщиков хонинговального оборудования, с которыми мы беседовали
, сказали, что сегодня существует тенденция к алмазному хонингованию. Энди Роттлер из
Энди Роттлер из
Rottler Manufacturing, Кент, Вашингтон, подсчитал, что около 80% новых хонинговальных станков
, которые он продает, оснащены алмазными брусками
или вскоре превращаются из стекловидных камней в алмазы после эксплуатации
в полевых условиях.
«Раньше PER были единственными
, кто покупал алмазное хонинговальное оборудование», — сказал Роттлер. «Но в последнее время
его покупают и небольшие магазины. Все больше и больше людей
переходят на алмаз, потому что в долгосрочной перспективе
он дешевле, примерно в пять раз дешевле, чем стекловидные абразивы
— до тех пор, пока вы не сломайте камень.Алмаз также обеспечивает более ровную поверхность отверстия
и лучшую геометрию отверстия.Но чтобы максимизировать
преимущества алмаза, вам нужна жесткая хонинговальная головка.
«Витрифицированные камни никогда не изнашиваются с постоянной скоростью
», — продолжил Роттлер. «Износ может варьироваться в зависимости от класса камней
и твердости блока. Трудно предсказать
Трудно предсказать
, сколько металла на самом деле удаляют камни, поэтому вам нужно
остановить оборудование, измерить размер отверстия, а затем перезапустить машину
. чтобы закончить цилиндр. С помощью алмаза вы можете настроить свое оборудование,
включить его и уйти. Он (автоматически) заточит его до
нужного размера».
Роттлер сказал, что нет установленной процедуры для
хонингования алмазом. Процедуры варьируются от одного приложения к другому,
и от одного восстановителя к другому. Многие используют трехэтапную процедуру
, которая начинается с грубого хонингования с агрессивной зернистостью с точностью до
в несколько тысячных долей окончательного размера, завершите хонингование мелкой зернистостью
(от #325 до #550), затем очистите и сгладьте отверстия щеткой.
“Если вы не используете алмаз должным образом,
вы можете получить много размазанного и скрученного металла”, – сказал 9.0039 Роттлер. “А если не ухаживать за камнями, они
могут оставить на поверхности много рваного металла. ”
”
Роттлер сказал, что чистка щеткой не является абсолютно необходимой
при хонинговании алмазом при условии, что вы используете правильную нагрузку на
камнях. Коэффициент нагрузки будет варьироваться от одного производителя оборудования
к другому, но обычно конечная нагрузка должна быть
в диапазоне от 30% до 35%. Для черновой обработки используйте максимальную нагрузку для быстрого удаления металла
.
Еще один плюс с алмазом по Роттлеру
заключается в том, что синтетическая смазка на водной основе устраняет тепло как фактор
, что снижает деформацию канала ствола. «Он также не воняет
, как хонинговальные масла на минеральной основе», — сказал он.
Лайл Хейли из Peterson Machine Tool, Inc.,
Shawnee Mission, KS, сказал, что охлаждающая жидкость является критическим фактором в
с использованием алмазов. «Если охлаждающая смесь не подходит, это может повлиять на
отделку отверстий», — сказал Хейли. «Как правило, концентрация
синтетики на водной основе должна составлять от 1-1/2% до 2%». 0039 Для контроля концентрации следует использовать рефрактометр”. сократить время хонингования.
0039 Для контроля концентрации следует использовать рефрактометр”. сократить время хонингования.
“Алмаз требует большого давления, чтобы
сломался и правильно разрезался, поэтому, чтобы получить максимальную отдачу от него, вам нужно оборудование
, предназначенное для алмаза, – сказал Даунс. – Некоторые старые хонинговальные станки
могут не работать”. хорошо с алмазом. Новое хонингование 9Оборудование 0039 обычно имеет более высокую мощность и более жесткую конструкцию
для заточки алмазом.
«Благодаря сильному давлению и хонинговальной головке с несколькими брусками
вы можете снимать алмазом толщину от 0,008 до 0,010 дюйма за
минут», — объяснил Даунс. «Чем больше
количество камней в головке, тем меньшее давление требуется
для достижения определенной скорости удаления материала».
Даунс сказал, что сравнение зернистости алмаза
и стекловидных абразивов может ввести в заблуждение. С алмазом, зернистость 9Оценка 0039 на самом деле является концентрацией алмаза в камне. Чем выше концентрация
Чем выше концентрация
, тем выше оценка. По его словам, алмазный брусок
с концентрацией 35% будет грубым шлифовальным бруском и будет резаться так же, как стекловидный абразив №80. Камень
с содержанием алмаза от 65% до 70% будет резаться так же, как и стекловидный абразив
с зернистостью #325.
Марк Хенсон из LDX Genesis, Cedar Rapids, IA,
сказал, что их новый хонинговальный станок был разработан с нуля
для работы с алмазом. В машине используется постоянное давление напора
(выполняется электронным способом с управляющим программным обеспечением) для оптимизации
режущего действия алмазных камней в различных двигателях.
«Мы рекомендуем необработанное алмазное хонингование брусками
с зернистостью от 70 до 90 с точностью до 0,002 дюйма от окончательного диаметра отверстия,
, затем чистовую обработку алмазными брусками с зернистостью от 500 до 550,
с последующим 10-секундным шлифованием щеткой до очистите поверхность, – сказал Хенсон
. – С помощью этой процедуры вы можете достичь поверхности
– С помощью этой процедуры вы можете достичь поверхности
отделки в диапазоне от 13 до 15 RA без браширования или от 6 до 8
RA с брашированием. , сообщили
, что, хотя они получили много запросов о хонинговании алмазом
, большая часть вторичного рынка по-прежнему использует стекловидные абразивы
, за исключением PER. “Сказал Грин.
“Многие магазины используют плато отделки 9Процедура 0039, но делают ее с помощью керамических камней и кисточки.
Обычная мастерская должна работать с таким большим разнообразием двигателей
и диаметров отверстий, что алмазы слишком дороги», — сказал Грин. , сказал, что некоторые производители колец не поддерживают хонингование алмазом
, потому что алмазы могут оставлять порванный и фрагментированный металл на
поверхности.0039 настолько плотно, что требуется большое давление, чтобы заточить канал ствола», — объяснил
Киблер. «Следовательно, он разрывает поверхность
, и необходимо использовать PHT (платохонинговальный инструмент), чтобы
очистить мусор.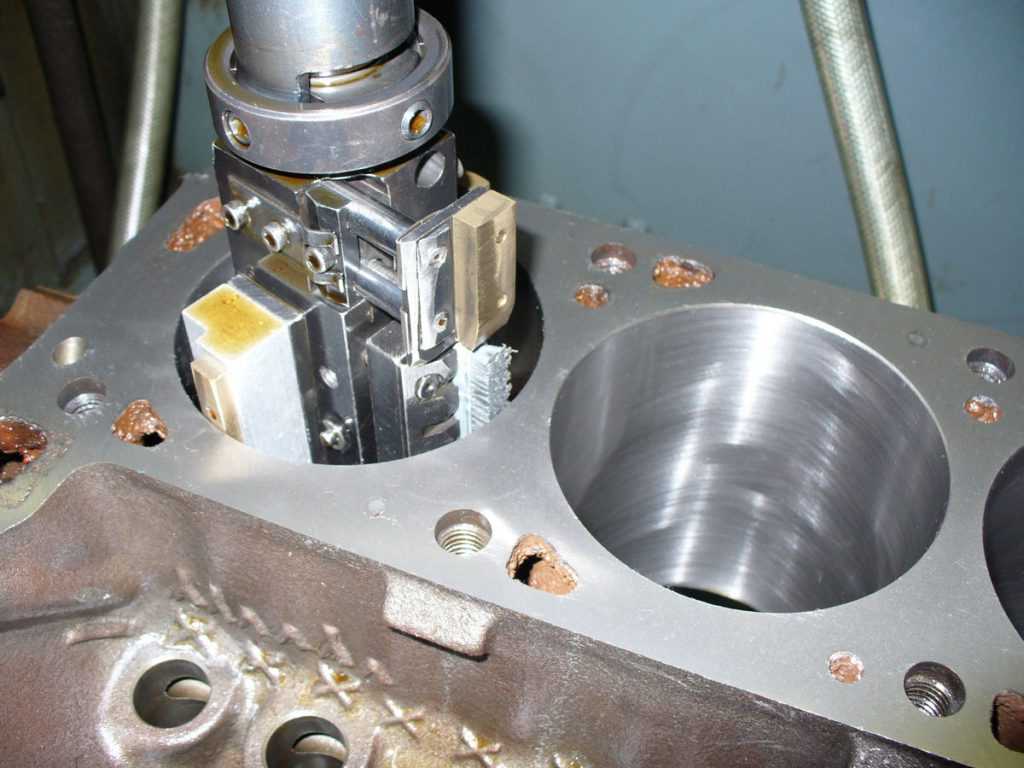 Если вы собираетесь использовать алмаз, мы рекомендуем
Если вы собираетесь использовать алмаз, мы рекомендуем
двухступенчатую процедуру хонингования, при которой щетка очищает цилиндры
после хонингования. Мы рекомендуем использовать щетку в приспособлении для заточки
, чтобы оказывать контролируемое давление на щетку».
Киблер сказал, что Суннен недавно провел серию 9.0039 испытаний для производителя колец, чтобы определить, какая процедура хонингования
обеспечивает чистовую обработку отверстия, которая наиболее точно соответствует их требованиям.
Требования изготовителя колец к чистоте отверстия для одноступенчатой процедуры хонингования
: от 10 до 20 RA, от 40 до 60 RK, от 10 до 20 RPK и
от 35 до 65 RVK или от 10 до 20 RA, от 30 до 50 RK, от 5 до 20 РПК и 50
до 100 РВК за двухэтапную процедуру.
Один цилиндр был отточен с использованием одноэтапной процедуры
только с алмазом зернистостью 500 (без обработки щеткой). Результаты были РА
13, РК 40, РПК 18 и РВК 17. Результаты
не были сочтены удовлетворительными из-за низкого числа РВК (что снижает способность стенки цилиндра
удерживать и удерживать масло для надлежащей смазки кольца
).
Второй цилиндр был отшлифован с использованием двухэтапной процедуры
: алмаз с зернистостью № 220, а затем плоскошлифовальный инструмент № 120 с зернистостью
(щетка). Итого 20 РА, 44 РК, 16 РПК и
66 РВК. Эти результаты были сочтены вполне приемлемыми для производителя колец.Требования 0039.
Третий цилиндр был отшлифован с использованием алмаза № 400 с зернистостью
, а затем зачищен плоскохонинговальным инструментом № 320 с зернистостью
. Результаты: RA 13, RK 35, RPK 11 и RVK 33. Результаты
снова не соответствуют спецификациям производителя колец, поскольку
клапан RVK 33 был слишком низким.
«Наши тесты показывают, что вы можете получить такую же чистовую поверхность с зернистостью
с алмазом зернистостью 500, как и с керамическим абразивом
с зернистостью 320, при условии, что вы используете кисть», — сказал Киблер.
«Мы также считаем, что при черновом хонинговании алмазом
следует оставить немного больше металла (0,005″) для финишного хонингования
, чем с керамическим шлифовальным кругом (0,003″).