Для сварки алюминия: как правильно это делать и на что обратить внимание при подготовке
alexxlab | 02.10.2019 | 0 | Разное
как правильно это делать и на что обратить внимание при подготовке

Вопросы, рассмотренные в материале:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов

Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов. Приведем примеры самых распространенных проблем:
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.
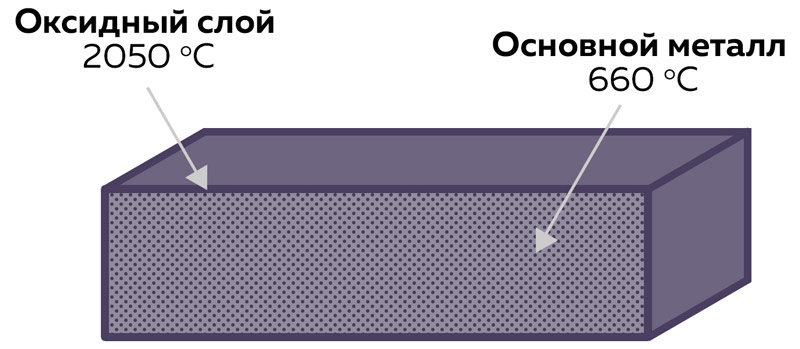
- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3 , которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.
- Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.
Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей

Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.
Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендовано к прочтению
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
- Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Сушка при температуре не ниже +60° С до полного удаления влаги.
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.

Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.

Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами

Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).

Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).
Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
- Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).
- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса

По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.

Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
|
Режимы аргонодуговой сварки алюминия вольфрамовым электродом |
||||
|
Толщина металла, мм |
Диаметр, мм |
Сила тока, А |
||
|
Вольфрамового электрода |
Присадочной проволоки |
В аргоне |
В гелии |
|
|
1-2 |
2 |
1-2 |
50–70 |
30–40 |
|
3-4 |
3 |
2-3 |
100–130 |
60–90 |
|
4–6 |
4 |
3 |
160–180 |
110–130 |
|
6–10 |
5 |
3-4 |
220–300 |
160–240 |
|
11–15 |
6 |
4 |
280–360 |
220–300 |
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.
При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.

Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
Технология сварки алюминия полуавтоматом
Другим названием полуавтоматического сваривания является MIG сварка. Высокая производительность данного процесса обеспечивается импульсным оборудованием, которое формирует мощный импульс высокого напряжения. Под его воздействием оксидная оболочка быстро разрушается.
Технология действия данного оборудования подразумевает забивку каждой частицы расплава металлического стержня в область сваривания. Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
MIG/MAG соединение в полуавтоматическом режиме производится на довольно дорогостоящем оборудовании, приобрести которое может не каждый. Но современные мастера, увлекающиеся сварочными работами, нашли выход из этого положения, модифицировав стандартный полуавтоматический аппарат, используемый для соединения алюминиевых заготовок и нержавейки.
Принцип действия такого аппарата аналогичен MIG соединению, хотя есть ряд технических особенностей, оказывающих существенное влияние на качество получаемого результата:
- Чистый алюминий и его сплавы не поддаются варке током высокого напряжения и прямой полярности. Используется прямо противоположный вариант.
- Для подачи алюминиевого прутка необходимо специальное оборудование. Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
- Цветной металл при нагреве сильно расширяется. Эта особенность может стать причиной застревания проволоки в зоне наконечника подающего механизма. Предотвратить это помогут особые наконечники с маркой Al. Их можно заменить на стандартные модели наконечников с увеличенным диаметром.
- Расход материала и качество сварного шва определяется маркой присадочной проволоки. Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
Современные технологии сварки алюминия
1. Лазерная сварка.

Это сугубо производственная технология, отличающаяся очень специфическими характеристиками. До начала сварочных работ важно очень тщательно очистить изделие от загрязнений.
Технология сварки алюминия лазером позволяет достигать удивительной точности соединения. При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
- возможность создавать швы сложной формы;
- высокий уровень производительности;
- оперативность сварочного процесса и (чаще всего) его автоматизация;
- экологически безопасный режим сварки;
- сваривание может проводиться в любом пространственном положении;
- околошовная зона практически не подвергается тепловому воздействию, что позволяет сохранять все первоначальные свойства.
Следует помнить и о недостатках данного метода:
- высокая стоимость оборудования и всего процесса в целом;
- лазер плохо обрабатывает толстостенные изделия;
- предназначен для работы с узким спектром изделий.
2. Плазменная сварка.

Современная технология сварки алюминия при помощи плазмы позволяет добиться очень хороших результатов. Этим достигается высокая концентрация энергии и довольно глубокое проплавление.
Технология аналогична процессу соединения металлов в аргоновой среде. Во время сварочного процесса металл в нужном месте расплавляется под воздействием плазмы. Все это действие происходит в защитном облаке, благодаря которому в зону сварочной ванны не попадают газы, содержащиеся в атмосфере.
Технология сварки алюминия при помощи плазмы подразумевает использование специального оборудования– аппарата для плазменной сварки. Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Существует несколько модификаций источников питания, отличающихся друг от друга величиной силы тока, напряжением холостого тока, продолжительностью нагрузки и пр. В зависимости от этих характеристик меняется потребляемая мощность источника питания.
Плазмотрон оборудован специальными подводами, по которым подается плазмообразующий и защитный газ и обеспечивается охлаждение стенок сопла жидкостью или воздухом. Технология функционирования горелки опирается на использование электрода, сделанного из меди, тугоплавкого вольфрама или гафния.

Всего выделяют четыре вида плазменной сварки алюминия:
1. Сварка при помощи плавящегося электрода.
Для выполнения данного процесса понадобится специальная газовая среда, которая будет иметь защитные свойства. Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
2. Автоматическая дуговая сварка.
Для выполнения автоматической дуговой сварки понадобится полуоткрытая плазменная дуга по флюсу и закрытая дуга под флюсом. Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Слой флюса необходим для того, чтобы предотвратить возможные нарушения технологического процесса и шунтирование. Если сварка осуществляется вручную, то размеры флюса определяются исходя из показателя толщины элементов. Средними данными являются ширина 20–45 мм, толщина 7–15 мм.
3. Ручная дуговая.
Технология сварки алюминия в ручном режиме используется, когда соединяются разные металлы (алюминий, алюминиево-кремниевый сплав, цинковый или магниевый сплав). В этом случае необходима толщина деталей не менее 4 мм. Ток должен быть постоянным с обратной полярностью и высокой скоростью.
Разделка кромок нужна, если их толщина более 1 см. В случае разделки кромок сварной шов формируется встык. Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
4. Электронно-лучевая.
Технология электронно-лучевого соединения подразумевает использование вакуума. Оксиды под влиянием паров металлов разрушаются. Так, благодаря вакууму окись разлагается, а водород выводится из сварного шва.
Качество соединения очень высокое, швы ровные, заготовка не деформируется, а материал в зоне стыка сохраняет свои прочностные характеристики.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология сварки алюминия и его сплавов
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Почему свариваемость алюминия низкая?
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 ?С.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.

Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.

Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 ?С;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.

Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Аппарат для сварки алюминия – чем лучше пользоваться
Каким требованиям должен отвечать аппарат для сварки алюминия, какие оборудования виды существуют, обо всем подробно в нашем материале.
Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Требования алюминия к технологии
Проблема алюминия скрывается в его химических и физических свойствах. Этот металл даже без нагрева постоянно окисляется под воздействием кислорода из окружающего воздуха, то есть на его поверхности находиться пленка с окисла. Такое свойство одновременно и плюс, и минус для вещества. Положительный момент — это защита от коррозионных разрушающих процессов.
Минусы проявляются при попытке соединить алюминиевые детали сварочным способом. Образующаяся пленка имеет более высокую температуру плавления, чем сам металл и, покрывая сварочную ванну, она попросту не позволяет качественно проварить заготовки.
Выходов может быть два. Первый — сварочное оборудование должно во время работы перекрыть доступ кислорода к зоне варки. А второй — нужна способность, которая будет разрушать пленку окислов при наложении шва. Если не соблюдать эти технологические требования, то шов будет некачественным или вообще не получиться.
На этих принципах и построен сварочный аппарат по алюминию. Он либо использует защитную атмосферу, которая перекрывает поступление кислорода к расплавленному алюминию (аргонодуговое сваривание), или же разрушает оксидную пленку путем выставления правильного режима (постоянный ток, обратная полярность) оборудования.
Итак, чем варится алюминий и какие должны быть требования к оборудованию?
Аппараты аргонодуговой сварки
Лучше всего при работе с алюминием и его сплавами выбрать именно такой способ, как аргонодуговая сварка.

Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Еще совсем недавно такое оборудование было доступно только в промышленных условиях. Сегодня, благодаря развитию производства, такие аппараты доступны каждому и за невысокую стоимость. Что собой представляет такой прибор?
Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.
Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Это основные функции, которыми должен обладать прибор для сваривания «крылатого» металла в ручном режиме.
Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
К негативным моментам можно отнести относительно недешевые оборудование и расходные материалы (газ, вольфрам, и присадочная проволока). Но при этом можно варить любые алюминиевые изделия в домашней мастерской.
Полуавтоматическое TIG оборудование
Сварочные полуавтоматы также относительно недавно стали доступными простому пользователю.
Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
Полуавтоматическое сваривание алюминия дает множество преимуществ, даже в сравнении с ручной аргонодуговой сваркой.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Сварка алюминия без аргона
Такой способ самый доступный, но, в то же время, самый сложный в технологическом плане.
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.
Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Как выбрать оборудование для сварки алюминия
Выбирая сварочное оборудование, Вам нужно изначально убедиться в целесообразности его приобретения. Качественные аппараты стоят недешево. Если их использовать редко, то смысл такой покупки не оправдан.
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
Свариваем алюминий без аргона своими руками

Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия.
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила – блестящая, так как состоит преимущественно из алюминия, покрытие – белое.


Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
С помощью данного метода вы сможете:
- – варить листовой алюминий;
- – алюминиевый профиль;
- – ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- – любые сварочные работы бочек или резервуаров;
- – сваривать токопроводящие шины;
- – и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
как выбрать, особенности + Видео
Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.

Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.


Плюсы
- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.

Минусы
- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
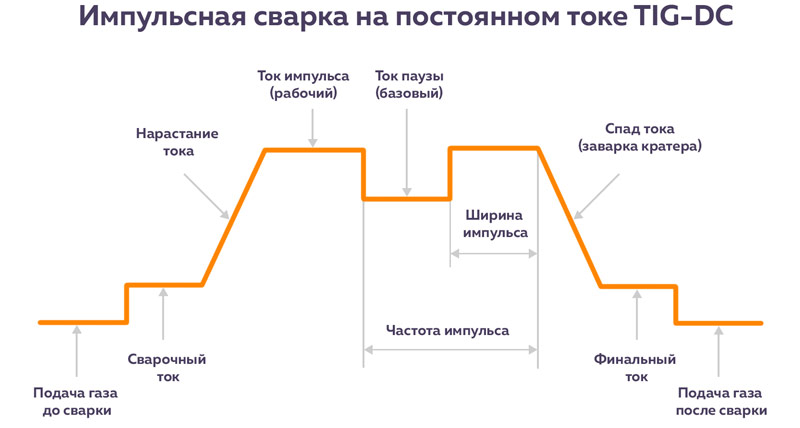
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.

Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
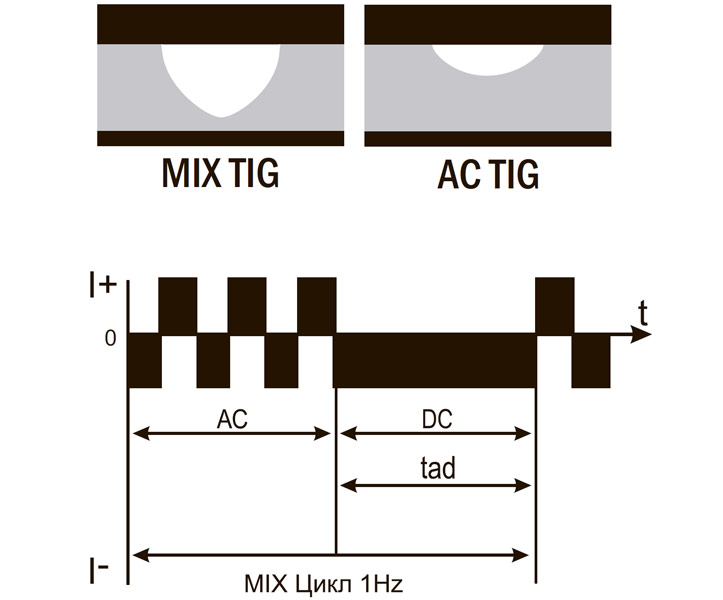
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
Видео подборка по сварке алюминия
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
расходные материалы и настройка оборудования

Вопросы, рассмотренные в материале:
- Почему подходит именно аргон для сварки алюминия
- Подготовительные процедуры перед сваркой алюминия аргоном
- Технологию аргонной сварки алюминия
- Как проводится проверка качества сварки алюминия аргоном
Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендовано к прочтению
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.
TIG-сварка алюминия происходит с применением чистого аргона. Его концентрация должна быть 98-99 %. Именно поэтому стоит внимательно отнестись к выбору поставщика. Для более точной настройки расхода материалов, в том числе и аргона, лучше отдать предпочтение импортным манометрам и редуктору.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Таблица:
|
Способ формирования шва |
Сила тока, А |
Толщина заготовки, мм |
Диаметр электрода, мм |
Диаметр проволоки, мм |
|
С отбортовкой кромок |
45–50 |
1,0 |
1,0 |
– |
|
70–75 |
1,5 |
1,6–2,0 |
– |
|
|
80–85 |
2,0 |
1,6–2,0 |
– |
|
|
Встык, односторонний |
55–75 |
2,0 |
1,5–2,0 |
1,0–2,0 |
|
100–120 |
3,0 |
3,0–4,0 |
2,0–3,0 |
|
|
120–150 |
4,0 |
3,0–4,0 |
2,0–3,0 |
|
|
Встык, двусторонний |
120–180 |
4,0 |
3,0–4,0 |
3,0–4,0 |
|
200–250 |
5,0 |
4,0–5,0 |
3,0–4,0 |
|
|
240–270 |
6,0 |
4,0–5,0 |
3,0–4,0 |
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока > 150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка алюминия и его сплавов в домашних условиях своими руками: технология, видео
У этого металла внушительный список достоинств, но из-за его особенностей сварка алюминия связана с трудностями. Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.

Особенности сварки алюминия и его сплавов
Трудности сварки алюминиевых сплавов и чистого металла связаны с его свойствами:
- Температура плавления окисной пленки, покрывающей поверхность этого материала, 2044⁰C, а металла — 660⁰C.
- Поверхность капель, образующихся при плавлении алюминия, мгновенно окисляется, что препятствует созданию монолитного шва. Поэтому сварочную ванну приходится ограждать от контакта с воздухом.
- Из-за высокой текучести металла в расплавленном виде контроль над сварочной ванной затруднен. Проблема решается подкладкой под заготовки железных пластин для отвода тепла.
- В алюминии содержится водород, который при остывании шва выходит наружу, образуя поры и трещины. В сплавы входит кремний, способствующий растрескиванию во время охлаждения соединения.
- У алюминия высокий коэффициент температурного расширения, поэтому усадка при остывании приводит к деформации заготовок.
- Из-за высокой теплопроводности сварку приходится вести током в 1,5 — 2 раза большим, чем при работе со сталью.
- При сварке алюминия своими руками не всегда удается определить марку сплава, поэтому настройка оптимального режима сварки затруднена.
Способы сварки алюминия
Выбор метода, которым можно сварить алюминий дома, определяется имеющимся оборудованием. Разработано несколько способов, но популярными стали только три.
Вольфрамовым электродом
Этим способом сваривают алюминий, когда к прочности шва предъявляются жесткие требования. Он создается за счет плавления присадочной проволоки диаметром 1,6 — 4 мм дугой, создаваемой неплавящимся электродом из вольфрама. Для защиты от окисления к месту сварки подается аргон или гелий.
Работа выполняется на переменном токе. Если работа проводится в помещении, расход газа настраивают в пределах 5 — 8 л/мин, на улице больше. Диаметр электрода и сила тока в зависимости от толщины деталей определяются по таблице:
| Диаметр электрода, мм | Толщина металла, мм | Величина тока, А |
|---|---|---|
| 1 | 1 – 2 | 10 – 15 |
| 1,6 | 2 – 3 | 30 – 90 |
| 2 | 3 – 4 | 50 – 100 |
| 3 | 4 – 6 | 100 – 160 |
| 4 | 6 – 7 | 150 – 220 |
| 5 | 7 – 9 | 210 – 280 |
| 6 | 9 – 10 | 260 – 300 |
При выполнении сварки следует учитывать нюансы метода:
- длину дуги поддерживают на уровне 2,5 мм;
- электрод устанавливается под углом 80⁰ к стыку;
- проволока подается под углом 90⁰ к электроду;
- горелку с электродом перемещают следом за проволокой без поперечных движений;
- для равномерного заполнения стыка проволоку подают короткими отрезками;
- на конце электрода должен образоваться шарик правильной формы, если нет — нужно увеличить ток;
- газ подают за 4 — 5 секунд до сварки изделий, после завершения перекрывают спустя 6 — 7 сек.
Плавящимся электродом
Сваркой электродами с покрытием соединяются заготовки толщиной от 4 мм, если нет высоких требований к качеству и прочности. Процесс сопровождается бурным разбрызгиванием плавящегося металла. Шов получается рыхлым, поскольку в нем остаются поры. Шлак, способствующий развитию коррозии, удаляется с трудом. Несмотря на недостатки эта технология очень популярна, поскольку выполняется без дорогостоящего оборудования и расходных материалов.
Электродами, обмазка которых при испарении создает защитную среду, проводится сварка алюминия и его сплавов большинства марок. Лучшими признаны марки УАНА и ОЗАНА. Перед применением их рекомендуется прокаливать. Если специальных электродов нет, вместо них можно использовать алюминиевые жилы кабелей. Их обмазывают смесью порошкового мела с жидким стеклом, чтобы получился слой 1,5 — 2 мм с последующей просушкой.
Сварка проводится постоянным током с обратной полярностью. Лучше пользоваться инвертором, но подойдет и самодельный аппарат. Сила тока выбирается исходя из того, что на 1 мм толщины деталей должно приходиться 25 — 30 А. Для улучшения проплавки края заготовок в зависимости от толщины нагреваются до температуры 300 — 400⁰C. После завершения работы месту соединения дают медленно остыть, чтобы уменьшить риск растрескивания и деформации.
Из-за низкой температуры плавления алюминиевые электроды сгорают быстрей, чем стальные аналоги, поэтому сварка выполняется быстрей. Их ведут вдоль стыка без поперечных колебаний, стараясь заварить шов без остановок. Прерывание дуги приводит к образованию на кончике электрода и в ванне пленки из шлака, которая затруднит повторный розжиг.
Сразу после завершения со шва оббивают шлак. Для удаления мелких крошек соединение промывают водой и чистят жесткой щеткой. Для полной уверенности в отсутствии частичек шлака дополнительно проходятся щеткой со стальной щетиной.
Полуавтоматом
Качественная сварка алюминия и его сплавов с созданием монолитных красивых швов выполняется полуавтоматами, работающими в импульсном режиме. Оксидная пленка разбивается кратковременным разрядом высокого напряжения, которое затем снижается до исходного значения. По такому же принципу происходит «вбивание» капель в зоне сварки. Однако, из-за высокой цены оборудования, оно редко используется домашними мастерами. Чаще приспосабливают обычные полуавтоматы, так как варить алюминий ими дома можно с хорошим качеством. Однако на аппарате без дополнительных опций оптимальные настройки придется подбирать экспериментальным путем.
Работая по этой технологии, следует учитывать ее особенности:
- Работа проводится на постоянном токе с обратной полярностью. Величину тока можно выставлять по таблице для вольфрамового электрода с последующей корректировкой.
- У мягкой алюминиевой проволоки есть склонность к образованию петель. Для устранения этого недостатка ее подают механизмом с четырьмя роликами через укороченный рукав с тефлоновым вкладышем.
- Из-за высокого температурного расширения алюминия проволока может застревать в отверстии наконечника. Проблема решается заменой на другой с большим диаметром или с маркировкой «Al».
- Из-за быстрого сгорания скорость подачи алюминиевой проволоки устанавливается больше чем при работе со стальной. Иначе она начнет плавиться внутри наконечника, выводя его из строя.
Подготовка поверхностей к сварке
Под правильным свариванием алюминия подразумевается не только настройка параметров процесса, но и предварительная обработка заготовок:
- Место соединения на расстоянии 2 — 3 см от стыка очищают от грязи и обезжиривают любым растворителем.
- При сварке деталей толщиной больше 4 мм неплавящимися электродами с кромок снимают фаски под углом 45 — 65⁰. У листов толщиной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.
- Прежде чем сваривать алюминий, с поверхностей возле стыка напильником или металлической щеткой удаляется оксидная пленка. Обработка проводится без надавливания, чтобы в царапинах не остались ее частички.
Технология сварки алюминия
Этапы сварки алюминия в домашних условиях одинаковы для всех способов:
- заготовки предварительно нагревают до 150⁰C;
- на аппарате выставляются настройки выбранного режима;
- зажигают дугу контактным или бесконтактным методом;
- наплавляют сварочную ванну до появления на поверхности зеркального пятна;
- затем подают присадочную проволоку, если это предусмотрено технологией, и начинают перемещать электрод вдоль стыка.
Полезные советы
Повысить качественные показатели сварки алюминия в домашних условиях помогут рекомендации специалистов:
- разделывая кромки, следует учитывать, что при уменьшении угла фасок увеличивается ширина шва;
- при соединении деталей толщиной больше 7 мм между ними нужно оставить зазор 2 мм;
- чтобы шов получился ровным по ширине, детали сначала прихватывают с обеих сторон;
- перед завариванием трещину расширяют и углубляют, так как варить алюминий без ее заполнения бесполезно;
- толстостенные детали сваривают в несколько проходов до заполнения стыка, удаляя шлак с каждого шва.
Узнав как сваривать алюминий в домашних условиях можно переходить к практике. Однако, чтобы не стать жертвой несчастного случая, прежде нужно запастись одеждой и перчатками из огнеупорного материала. Для работы дома лучше приобрести аппарат с возможностью проведения ручной и аргонодуговой сварки.
A Руководство по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: Для сварки алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить любые загрязнения оксида алюминия и углеводородов из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в обрабатываемой детали. Кроме того, используйте щетку только для обработки алюминия – не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой детали может помочь избежать растрескивания сварных швов. Температура предварительного нагрева не должна превышать 230 F – используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, размещение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщикам следует также предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладыши для притирки и отхода.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
Скорость перемещения: Сварку алюминия необходимо выполнять «горячо и быстро». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки.Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия. Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий – максимум 75 процентов гелия – минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала.Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки – от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерные трещины вызывают большинство отказов.Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при охлаждении сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении. Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса – дуговой распылением или импульсный.Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Импульсный перенос обычно осуществляется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки.Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем при сварке с переносом распылением. Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, облегчая сварку в нестандартном положении и позволяя оператору сваривать тонкодисперсный материал при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, при котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды.Электродвигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью. Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубки зубильного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки.Во время сварки держите кабель горелки как можно более прямым, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов, чтобы обеспечить равномерную скорость подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварочного пистолета для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца лайнера, чтобы устранить зазоры между лайнером и диффузором газа на пистолете. Часто меняйте лайнеры, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла – при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
.Сравнение сварки алюминия и стали
Во многих случаях сварка алюминия требует соблюдения некоторых специальных процедур. Одним из ключевых факторов является выбор правильного присадочного металла для основного материала и требований к области применения.
Сварка алюминия представляет некоторые уникальные проблемы по сравнению со сваркой стали или других распространенных материалов, особенно с точки зрения химического состава и чувствительности к трещинам.
Во многих случаях сварка алюминия требует соблюдения некоторых специальных процедур.Важные факторы при сварке материала: выбор правильного присадочного металла; правильное хранение и тщательная очистка основного материала; и правильные методы сварки.
Вот некоторые общие проблемы при сварке алюминия и основные передовые методы их решения.
Характеристики алюминия
Надежная сварка – это все о химии, восстановлении углеводородов и правильной технике. Характеристики алюминия несколько отличаются от стали. Температура плавления алюминия намного ниже, чем у стали: 1221 градус по Фаренгейту у алюминия по сравнению с 2500 градусами у стали.Алюминий также имеет оксидный слой, который плавится примерно при 3700 градусах. Этот оксидный слой намного тверже алюминия и помогает материалу противостоять коррозии и истиранию. Однако он также действует как изолятор, который может создавать проблемы во время сварки.
Поскольку прочность алюминия имеет тенденцию к увеличению при понижении рабочей температуры – в отличие от стали, которая становится более хрупкой при понижении рабочих температур, – алюминий обычно используется в холодных температурах, таких как криогенная техника и транспортировка сжиженного природного газа.
В то время как железо является основным сплавом стали, алюминиевые материалы – это в основном алюминий с добавлением множества элементов.
Деформируемые сплавы, такие как алюминий серии 1xxx, представляют собой чистый алюминий без намеренно добавленных легирующих элементов. Основными легирующими элементами в других типах алюминия являются медь в серии 2ххх, марганец в серии 3ххх, кремний в серии 4ххх, магний в серии 5ххх, магний и кремний в серии 6ххх, цинк в серии 7ххх и другие элементы в серии 8ххх.
Проблемы сварки алюминия
Различные характеристики алюминия проявляются в процессе сварки. Теплопроводность и проблемы с пористостью – это два самых больших отличия сварки алюминия от стали.
Водород хорошо растворяется в жидком алюминии. Поскольку присадочный материал и основной металл алюминия становятся жидкими в процессе сварки, они поглощают водород и могут удерживать его в растворе. Когда расплавленный материал начинает затвердевать, он больше не может удерживать водород в гомогенной смеси.Водород образует пузырьки, которые застревают в металле, что приводит к пористости.
Смесь защитного газа гелий / аргон может использоваться для борьбы с проблемами пористости, если испробованы все другие варианты. Имейте в виду, что с гелиевой смесью необходимо увеличить напряжение, чтобы преодолеть более высокий потенциал ионизации этого газа по сравнению с аргоном. Повышенное напряжение вызовет более высокое тепловложение и дополнительное проникновение, поэтому эта смесь используется для более толстых алюминиевых базовых материалов.
Тщательно очистите основной материал перед сваркой от масла, грязи, остатков и влаги.Это помогает обеспечить наилучшие результаты и снижает вероятность пористости.
В отличие от стали, присутствие водорода не вызывает трещин в сварных швах алюминия. Однако горячее растрескивание, которое может возникнуть при затвердевании сварного шва, представляет угрозу для алюминия. Решением этой проблемы является химия. Если возникает проблема с горячим растрескиванием, обратитесь к таблице выбора алюминиевого присадочного металла, чтобы найти присадочный металл, который лучше всего решает эту проблему.
Основной металл из алюминия 6061 представляет собой пример материала, который имеет максимальную склонность к растрескиванию при его нынешнем химическом составе, что очень затрудняет автогенную сварку или сварку с присадочным материалом аналогичного химического состава.Использование наплавочного металла с такими элементами, как магний (ER5XXX) или кремний (ER4XXX), может помочь вытолкнуть материал за пределы диапазона, подверженного растрескиванию.
Другая проблема алюминия заключается в том, что он в пять раз более теплопроводен, чем сталь. Холодные участки основного металла пытаются отвести тепло от сварочной ванны, что может вызвать непровар в сварном шве. Из-за этой разницы в теплопроводности алюминий требует гораздо более высоких тепловложений, чем сталь во время сварки.
Выбор присадочного металла
Очень важно использовать таблицу выбора при выборе присадочного металла для алюминия. Каждая комбинация обозначений алюминия имеет рекомендуемые варианты присадочного металла в зависимости от характеристик сварного шва, требуемых для конкретного применения.
Таблица выбора включает восемь характеристик, которые важны для различных сварочных работ: чувствительность к трещинам, прочность, пластичность, коррозионная стойкость, эксплуатация при повышенных температурах, соответствие цвета после анодирования, термообработка после сварки и ударная вязкость.Анализируя потребности конечного компонента, можно определить, какие свойства наиболее важны для конкретного применения, и выбрать присадочный металл, который наилучшим образом соответствует требуемым характеристикам. Важно отметить, что повышенная рабочая температура алюминия составляет от 150 до 350 градусов по Фаренгейту. Это и другие определения характеристик можно найти в таблице выбора алюминия.
Другой вариант – использовать приложение для выбора присадочного металла, подобное этому.В приложении можно найти ту же информацию, что и в полной таблице выбора, но он показывает присадочный металл только для выбранных основных материалов.
Правильный выбор присадочного металла всегда является ключевым моментом. Например, если основным свариваемым материалом является алюминий 6061, хорошие варианты присадочного металла включают 4043, 4943 и 5356. Проволока для газовой дуговой сварки (GMAW) 4043/4943 или пруток для газовой вольфрамовой дуговой сварки могут уменьшить пористость и обеспечить лучшую свариваемость. и увеличенная текучесть лужи, в то время как продукт 5356 обеспечивает большую вязкость и прочность.
Передовой опыт
Наряду с выбором присадочного металла, который лучше всего подходит для применения, следование некоторым ключевым передовым методам также может помочь в достижении успеха при сварке алюминия.
- Не плести. Хотя для сварки стали обычно используется метод переплетения, его нельзя использовать с алюминием. Вместо этого используйте стрингер, который помогает обеспечить правильное проникновение и сплавление. Для алюминия GMAW убедитесь, что вы используете более высокое тепловложение и высокую скорость движения, чтобы оставаться перед лужей.
- Очистите металл. Тщательно очистите основной материал перед сваркой от масла, грязи, остатков и влаги. Это помогает обеспечить наилучшие результаты и снижает вероятность пористости. Ацетон или очиститель алюминия хорошо подходят для удаления углеводородов, которые могут находиться на поверхности материала. При подготовке сварных швов не продувайте их сжатым воздухом, так как это может привести к загрязнению из-за влаги и масел при использовании инструментов в мастерской.
- Удалить оксидный слой. После очистки используйте щетку из нержавеющей стали – новую или использовавшуюся только для алюминия – для удаления слоя оксида алюминия перед сваркой. Как упоминалось ранее, оксид алюминия имеет гораздо более высокую температуру плавления, чем алюминий. Он действует как изолятор, который может вызвать проблемы с зажиганием дуги, и для сварки через оксидный слой требуется очень высокий нагрев. Это может вызвать прожог материала основы и пористость, так как оксидный слой имеет тенденцию удерживать влагу.
- Храните правильно. Правила хранения основных материалов и присадочных металлов также играют роль в предотвращении пористости. По возможности храните листы алюминия внутри. Если они должны храниться на открытом воздухе, ставьте листы вертикально, а не друг на друга, чтобы предотвратить задержку воды, которая будет способствовать образованию более толстого слоя гидратированного оксида алюминия. Материалы и присадочные металлы, хранящиеся снаружи или в кондиционируемой части здания, перед сваркой, желательно накануне, принесите в цех, чтобы температура металла стабилизировалась и не допустила конденсации влаги в воздухе. алюминий.
- Проверьте расходные материалы. Некоторые проблемы со сваркой алюминия, особенно при использовании GMAW, могут быть связаны с расходными материалами. Чтобы снизить риск образования пористости, используйте новые или в хорошем состоянии газовые линии и шланги и убедитесь, что все соединения шлангов плотно затянуты, чтобы воздух не попадал в линию.
Также важно использовать подходящие футеровки и приводные ролики. Пластиковые вкладыши и входные направляющие могут обеспечить преимущества по сравнению со стальными вкладышами при сварке алюминия, поскольку металлические или латунные входные направляющие и стальные вкладыши могут истирать более мягкую алюминиевую проволоку, когда она проходит через систему привода и гильзу.Это может привести к образованию стружки, которая забивает лайнер и вызывает проблемы с подачей. Точно так же приводные ролики с U-образной канавкой являются стандартными для алюминиевых приложений, потому что другие типы приводных роликов могут разбить или деформировать проволоку.
- Следите за температурой. Обратитесь к руководству по алюминиевому присадочному металлу или нормативам, чтобы определить соответствующие диапазоны температур предварительного нагрева и промежуточного прохода. Предварительный нагрев может использоваться для уменьшения теплового воздействия на размер секции при сварке толстых основных металлов или материалов разной толщины, но при сварке алюминия предварительный нагрев должен быть минимальным.
Термически обрабатываемые недрагоценные металлы и недрагоценные металлы серии 5xxx, содержащие более 3 процентов магния, не должны подвергаться предварительному нагреву или температурам между проходами выше 250 градусов по Фаренгейту в течение более 15 минут. Время, проведенное при повышенных температурах, может снизить прочность материала и способствовать растрескиванию.
Достижение успеха
Решение проблем сварки алюминия часто сводится к химии. Правильное соответствие основного материала и присадочного металла имеет большое значение для достижения успеха и минимизации проблем.Также важно следовать рекомендуемым передовым методам сварки алюминия. И помните, что методы и передовые методы сварки алюминия сильно отличаются от методов сварки стали.
.Лучшие практики сварки алюминия
Коррозионная стойкость алюминия и высокая удельная прочность, а также как его высокая электропроводность, сделать его отличным выбором для многих применения из авиакосмической отрасли в тепло теплообменники, изготовление прицепов и, совсем недавно автомобильный кузов панели и рамы.
Быстрое и эффективное устранение проблем во время сварки может иметь большое значение для минимизации времени простоя и ненужных затрат.Но научиться предотвращать проблемы в первую очередь еще более полезно, независимо от материала, который вы используете для приложения.
Сварка алюминия создает уникальные проблемы. Помимо низкой температуры плавления и высокой теплопроводности, алюминий особенно склонен к прожогу на тонких сечениях и может испытывать недостаток плавления на толстых. Дефекты сварного шва, такие как трещины, нагар / сажа и пористость, также вызывают серьезную озабоченность.
Тем не менее, способность алюминия противостоять коррозии, его высокое отношение прочности к весу, а также высокая электропроводность делают его отличным выбором для многих областей применения: от авиакосмической промышленности до теплообменников, изготовления прицепов и, в последнее время, панелей кузова и автомобилей. кадры.
Чтобы избежать негативного влияния на производительность и качество, важно понимать причины дефектов сварных швов алюминия, предпринимать шаги для их предотвращения и находить способы быстрого исправления ошибок в случае их возникновения. Вот ответы на некоторые общие вопросы, которые помогут вам устранить неполадки в процессе.
Что вызывает трещины при сварке алюминия?
Горячее растрескивание и растрескивание под напряжением могут возникать во время процессов дуговой сварки алюминия и металла в среде защитного газа (GMAW) и газовой вольфрамовой сварки (GTAW).Оба типа трещин, даже если они небольшие, могут помешать сварным швам соответствовать требованиям норм и в конечном итоге привести к разрушению сварного шва. Горячее растрескивание – это преимущественно химический вопрос, тогда как растрескивание под напряжением – результат механических напряжений.
Три основных фактора увеличивают вероятность возникновения горячих трещин при сварке алюминия. Первый фактор – это то, насколько материал основы подвержен растрескиванию. Например, некоторые сплавы, такие как серия 6000, более склонны к растрескиванию, чем другие.Второй фактор – это то, какой присадочный металл вы используете. В-третьих, конструкция швов – некоторые конструкции швов ограничивают добавление присадочного металла.
Растрескивание под напряжением может происходить, когда алюминиевый сварной шов охлаждается и при затвердевании присутствуют чрезмерные усадочные напряжения. Это может быть связано с вогнутым профилем валика, слишком низкой скоростью перемещения, сильно зажатым стыком или углублением в конце сварного шва (кратерная трещина).
Как мне предотвратить появление трещин?
В некоторых случаях предотвратить образование горячих трещин можно так же просто, как выбрать присадочный металл с химическим составом металла шва с более низкой чувствительностью к образованию трещин.Каждый алюминиевый присадочный металл имеет классификацию Американского сварочного общества (AWS), которая соответствует регистрационному номеру алюминиевой ассоциации, и вместе они определяют химический состав конкретного сплава.
Всегда обращайтесь к авторитетному руководству по выбору присадочного металла, чтобы сделать лучший выбор, потому что не все алюминиевые присадочные материалы подходят для каждого основного материала алюминия. В некоторых направляющих для присадочного металла даются конкретные рекомендации по нескольким характеристикам сварного шва, таким как растрескивание, прочность, пластичность, коррозионная стойкость, работа при повышенных температурах, соответствие цвета после анодирования, термообработка после сварки (PWHT) и ударная вязкость.Если растрескивание вызывает беспокойство, выберите присадочный металл с наивысшим рейтингом в категории трещин.
Кроме того, использование шва подходящей конструкции может помочь предотвратить образование горячих трещин. Например, соединение со скошенной канавкой является хорошим вариантом, поскольку оно позволяет добавлять большее количество присадочного металла, что увеличивает степень разбавления основного металла, делая его менее склонным к растрескиванию.
Чтобы избежать негативного влияния на производительность и качество, важно понимать причины дефектов сварных швов алюминия, принять меры для их предотвращения и найти способы быстрого исправления ошибок в случае их возникновения.
Можно предотвратить растрескивание под напряжением, используя присадочный металл, содержащий кремний. Когда это допустимо, этот тип присадочного металла снижает усадочные напряжения, особенно в чувствительных к трещинам областях, таких как начало и конец сварного шва (или кратеры). Кроме того, используйте функцию автоматического заполнения кратера или другие одобренные методы заполнения кратера, чтобы минимизировать возможность появления трещин в кратере. Увеличение скорости движения также может помочь уменьшить возможность растрескивания алюминия под напряжением за счет сужения зоны термического влияния (HAZ) и уменьшения степени плавления основного металла.
Предварительный нагрев также является вариантом борьбы с растрескиванием под напряжением, поскольку он сводит к минимуму уровни остаточных напряжений, которые присутствуют в основном материале во время и после сварки. Ключевым моментом в этой работе является тщательный контроль тепловложения. Слишком большое количество тепла может снизить предел прочности на разрыв основного материала в некоторых сплавах до неприемлемого уровня.
Как лучше всего избежать прожигания или плохого проникновения?
Использование импульсного процесса GMAW – отличная защита от прожига на 1⁄8-дюймовом.или более тонкий алюминий. Источники питания с этой возможностью работают путем переключения между высоким пиковым током и низким фоновым током. В фазе пикового тока капля от алюминиевой проволоки отрывается и движется к сварному шву, в то время как во время фазы низкого фонового тока дуга остается стабильной без переноса металла. Комбинация этих высоких пиковых и низкофоновых токов снижает тепловложение, предотвращая прогорание, и предлагает дополнительное преимущество в виде небольшого разбрызгивания или его отсутствия.
Когда вы свариваете толстый алюминий, особенно важно установить достаточно высокую силу тока, чтобы обеспечить надлежащий провар сварного шва. Хорошее практическое правило – использовать 250 ампер для сварки материала толщиной дюйма и около 350 ампер для сварки материала толщиной ½ дюйма. В некоторых случаях рассмотрите возможность добавления гелия в смесь защитного газа, поскольку он может обеспечить более горячую и проникающую дугу на более толстых участках. Для процесса GMAW хорошим вариантом является смесь 75% гелия и 25% аргона.При сварке толстых алюминиевых профилей методом GTAW используйте смесь из 25 процентов гелия и 75 процентов аргона, чтобы увеличить проплавление.
Почему мои сварные швы обесцвечиваются?
Обесцвечивание и загвоздка возникают, когда оксиды алюминия или магния собираются на основном материале и свариваются. Это явление наиболее распространено во время GMAW, поскольку, когда присадочная проволока проходит через дугу и плавится, часть ее достигает температуры испарения и конденсируется на более холодном основном металле, который недостаточно защищен защитным газом.
Выбор подходящего присадочного металла, например, присадочного металла из алюминия серии 4000, который практически не содержит магния (по сравнению с присадочными материалами из алюминия серии 5000, которые содержат около 5 процентов магния), снижает вероятность испарения этого элемента в дугу. и конденсироваться на сварном шве в виде сажи.
Уменьшение расстояния между контактом и заготовкой (CTWD) и использование соответствующего угла наклона пистолета и расхода защитного газа также может минимизировать изменение цвета сварного шва.Используйте толкающий угол, который помогает очистить дугу перед сварным швом, чтобы удалить копоть. Увеличение размера сопла пистолета GMAW или горелки GTAW помогает защитить дугу от сквозняков, которые могут ввести кислород в технологический процесс. Всегда держите сопло чистым от брызг, чтобы обеспечить постоянный поток защитного газа для защиты сварочной ванны.
Как устранить пористость?
Пористость – это обычная неоднородность, которая возникает в основном, когда водород попадает в сварочную ванну во время плавления, а затем попадает в сварной шов во время затвердевания.Вы можете сделать несколько вещей, чтобы этого не произошло. Во-первых, убедитесь, что основной металл и присадочный металл чистые и сухие. Перед сваркой протрите алюминий растворителем и чистой тканью, чтобы удалить всю краску, масло, жир или смазочные материалы, которые могут привести к попаданию углеводородов в сварной шов. Затем почистите сварное соединение чистой щеткой из нержавеющей стали, предназначенной для работы. Если основной алюминиевый материал хранился в прохладном месте, дайте ему адаптироваться к температуре в магазине в течение 24 часов перед началом процесса сварки.Это предотвращает образование конденсата на алюминии.
Хранение неупакованных присадочных материалов в отапливаемом шкафу или комнате также может помочь снизить риск пористости. Это предохраняет продукты от циклического прохождения через точки росы и сводит к минимуму вероятность образования гидратированного оксида на поверхности проволоки GMAW или отрезков на отрезки GTAW.
Покупка присадочного металла у известного производителя всегда является хорошей идеей, поскольку эти компании обычно обрабатывают проволоку алмазной стружкой и отрезки GTAW для удаления вредных оксидов и следуют процедурам для получения соединений с низким содержанием остаточного водорода.
Наконец, рассмотрите возможность приобретения защитных газов с низкой точкой росы в качестве защиты от пористости. Соблюдайте все рекомендуемые процедуры сварки в отношении расхода защитного газа и циклов продувки.
Как и при любом процессе сварки любого материала, для получения наилучших результатов критически важно соблюдение некоторых основных рекомендаций. Механический и химический состав алюминия может немного усложнить процесс. Всегда следуйте рекомендациям по очистке и хранению материала и присадочного металла и тщательно выбирайте подходящее оборудование.В конце концов, проще привести все в порядок перед сваркой, чем пытаться исправить проблемы позже.
.11 советов по сварке алюминия в судостроении
11 советов по сварке алюминия в судостроительной промышленности
Фрэнк Г. Армао, директор по технологии сварки алюминия
The Lincoln Electric Company
Алюминиевые сплавы легкие и устойчивые к коррозии в морской среде, что делает их превосходным материалом для использования в судостроении.
Есть два аспекта, которые отличают обычную сварку алюминия от сварки стали в судостроении, и оба связаны с тем, что большая часть сварки выполняется на открытом воздухе:
- Хранение алюминиевых листов и профилей имеет решающее значение для предотвращения окисления
- Следует проявлять особую осторожность, чтобы не было ветра в зоне сварки
Оба аспекта будут обсуждаться более подробно на следующих нескольких страницах.

Знайте, какой алюминиевый сплав вы свариваете
Недостаточно знать, что вы свариваете алюминий. Профессионалы в области сварки должны знать, какой сплав будет свариваться, и они должны знать, какой присадочный металл использовать. Наиболее распространенными сплавами, используемыми в судостроении, являются листовые сплавы Al-Mg 5XXX и экструзионные сплавы Al-Mg-Si 6XXX, в первую очередь из-за их превосходной устойчивости к коррозии.
Большинство алюминиевых сплавов легко поддаются дуговой сварке.Практически все сплавы серий 1XXX, 3XXX, 4XXX, 5XXX и 6XXX можно сваривать дуговой сваркой с использованием GTAW и GMAW. Однако большинство сплавов серий 2ХХХ и 7ХХХ не поддаются дуговой сварке. Единственные свариваемые дугой сплавы в серии 2ХХХ – это 2219 и 2519. Почти все остальные сплавы 2ХХХ при сварке сильно растрескиваются. Аналогичным образом, единственными сплавами семейства 7XXX, которые можно сваривать дуговой сваркой, являются 7003, 7004, 7005 и 7039.
В частности, будьте особенно осторожны с 2024 и 7075. Заманчиво купить один из этих сплавов для ремонтной сварки, потому что они прочные и общедоступные, но они чувствительны к образованию трещин при дуговой сварке.
Сварка «несвариваемого» сплава или использование неподходящего присадочного сплава может привести к немедленному растрескиванию или преждевременному отказу в эксплуатации в более позднее время.
Когда следует разогревать?
Некоторые люди считают, что все сварные швы алюминия, как GTAW, так и GMAW, следует предварительно нагревать. Это неправда. Фактически, если у вас есть правильное оборудование, предварительный нагрев требуется редко.
Кроме того, чрезмерный предварительный нагрев может серьезно ухудшить механические свойства.Последним этапом термообработки является старение, которое проводится при температуре от 325 до 400 ° F. Если вы предварительно нагреете до температуры старения или выше, вы испортите механические свойства сплава.
Нельзя сказать, что предварительный подогрев плох. Например, если наружная температура и влажность очень высоки, допустимо предварительный нагрев до 200 ° F для удаления влаги. Только не увлекайся.
Хранение алюминиевых листов, пластин и профилей
Для большинства отраслей стандартной рекомендацией является хранение алюминия внутри перед производством.Хотя это хорошая рекомендация, она, вероятно, нереальна для судостроительной отрасли, где большая часть сварки выполняется на открытом воздухе. Есть более реалистичные рекомендации по хранению для судостроения.

Во-первых, по возможности не складывайте алюминиевые пластины в ровную стопку на земле. При хранении вода задерживается между листами, что увеличивает скорость коррозии. Вместо этого сложите пластины на краю, чтобы вода стекала между ними. Если листы необходимо сложить ровно, удалите все бумажные прокладки или упаковку между пластинами.Если оставить на месте, бумага будет действовать как фитиль и втягивать воду между пластинами. Если листы сложены ровно, старайтесь не складывать один лист непосредственно поверх другого. Вместо этого вставьте между листами небольшие деревянные или алюминиевые «наклейки», чтобы вода стекала.
Все это предназначено для минимизации степени коррозии, то есть образования толстого оксида, который может образовываться между хранящимися листами. Перед сваркой любые толстые оксиды необходимо удалить механическим способом.

Убедитесь, что вы правильно очистили детали перед сваркой
Очистка алюминия перед сваркой состоит из двух отдельных и разных операций.Во-первых, необходимо удалить все масла, смазочные материалы, охлаждающие жидкости для механической обработки и другие углеводороды, используемые в производстве. Любые углеводороды, оставшиеся на материале, попадут в сварочную дугу и выделят водородный газ, который вызывает пористость сварного шва.
Удалить углеводороды можно одним из двух способов. Чаще всего протирают пластину чистой тряпкой, пропитанной хорошим обезжиривающим растворителем, таким как ацетон, толуол, метилэтилкетон или очиститель для карбюраторов. (Спирты не являются хорошими обезжиривающими средствами и не должны использоваться для очистки алюминия.В качестве альтернативы, но реже, алюминий можно окунуть в резервуар, содержащий слабый щелочной раствор, затем промыть и высушить.
Во-вторых, перед сваркой удалите с алюминия все тяжелые оксиды. Обычно это делается вручную или механически с помощью проволочной щетки из нержавеющей стали. В случаях, когда материалы хранятся на открытом воздухе и в них образуется тяжелый серый оксид, может потребоваться удалить оксид с помощью шлифовального или шлифовального диска.
Используйте правильное оборудование
Перед началом каждой смены сварщики должны убедиться, что сварочное оборудование правильно настроено для алюминия.Это особенно важно, если оборудование взаимозаменяемо используется для сварки разных материалов.
Специально для сварки GMAW:
- Убедитесь, что тормоз катушки не затянут слишком сильно. Чрезмерное натяжение вызовет проблемы с подачей проволоки. Тормоз должен быть достаточно тугим, чтобы катушка не катилась на выбеге при остановке проволоки.
- Убедитесь, что ведущие ролики изготовлены из алюминия и имеют правильный диаметр. Использование приводных роликов с V-образной канавкой, которые предназначены для сварки стали, на алюминии приведет к деформации алюминиевой проволоки и затруднениям подачи.
- Установите натяжение приводных роликов только настолько сильно, чтобы ведущие ролики не скользили по проволоке. Чрезмерное натяжение приведет к деформации присадочной проволоки.
- Убедитесь, что установлены правильные пластиковые направляющие втулки впускного и выпускного отверстий. Использование стальных деталей, используемых для подачи стальной проволоки, вызовет проблемы с подачей.
- Убедитесь, что гильза пистолета изготовлена из правильного пластика, используемого для алюминия. Использование спиральной стальной гильзы пистолета, обычно используемой для подачи стальной проволоки, снимает небольшую стружку с мягкой алюминиевой проволоки и вызывает засорение гильзы.
- Убедитесь, что контактный наконечник соответствует размеру подаваемой алюминиевой проволоки. Некоторые люди считают, что использовать контактный наконечник увеличенного размера – например, контактный наконечник размером 1/16 дюйма для подачи проволоки 3/64 дюйма – это хорошая идея. НЕ ДЕЛАЙ ЭТОГО. Наконечник должен быть такого размера, чтобы свободно пропускать проволоку, но при этом достаточно плотным, чтобы обеспечить равномерный электрический контакт между контактным наконечником и проводом. Контактный наконечник увеличенного размера не позволит обеспечить равномерную передачу тока, что приведет к чрезмерному количеству ожогов.

Используйте правильный расход защитного газа
Расход защитного газа аргона должен составлять минимум 35 куб. Футов в час для GMAW и 25 куб. Футов в час для GTAW. При использовании газового стакана или газового сопла большого диаметра следует увеличить расход для обоих сварочных процессов. Если сварка выполняется на открытом воздухе, расход защитного газа должен быть еще выше – минимум 45 куб. Футов в час для GMAW и 35 куб. Футов в час для GTAW, потому что газ аргон легче воздуха и более восприимчив к ветру и бризу.Отсутствие защитного газа вокруг сварочной ванны вызывает пористость. Если в качестве защитного газа используется смесь аргона и гелия, скорость потока следует увеличить примерно на 25%, поскольку гелий оказывает незначительное очищающее действие.
После очистки области сварного шва содержите ее в чистоте.
После того, как отдельные детали будут очищены и подобраны, выполните сварку как можно быстрее. Основная проблема здесь не в том, что детали будут окисляться – при комнатной температуре алюминий окисляется медленно, если хранить его в сухом состоянии.Настоящее беспокойство вызывает то, что грязь, масло, водяной пар и т. Д. В цехе загрязнит очищенный материал. После очистки, установки и сборки не позволяйте деталям оставаться незащищенными на ночь или на выходных. Если детали должны оставаться несваренными в течение некоторого времени, оберните сварной шов коричневой крафт-бумагой и закрепите ее липкой лентой.
Хранить присадочную проволоку правильно
Алюминиевая присадочная проволока должна храниться в чистом, сухом месте, предпочтительно в оригинальной упаковке.В таких условиях срок годности проволоки составляет несколько лет.
Хотя проволоку не нужно хранить в кондиционируемых помещениях, лучше хранить ее в условиях низкой относительной влажности. Не допускайте намокания.
Самый простой способ сделать это – хранить провод в оригинальной упаковке в закрытых металлических шкафах, в которых находится 60-ваттная лампочка с подсветкой. Тепло лампочки повысит температуру внутри шкафа примерно на 10 ° F, что снизит относительную влажность.
Рулоны проволоки, которые частично использовались, нельзя оставлять открытыми на сварочном аппарате на ночь. Их следует вернуть в оригинальную упаковку. В качестве альтернативы доступны пластиковые крышки катушек для установки на большинство механизмов подачи проволоки. Можно оставить катушку с проволокой в устройстве подачи до тех пор, пока катушка
не будет использована полностью.
Хранение провода в помещении с кондиционером также может вызвать проблемы. Если относительно холодную проволоку принести в магазин в жаркий и влажный день и сразу же открыть, на проволоке может образоваться конденсат из влажного воздуха.Если провод хранится в помещении с кондиционером, обязательно принесите его в магазин и сидите неоткрытым, пока он не нагреется. Фактически, хранение в осушенном помещении предпочтительнее хранения в помещении с кондиционером. Однако ни то, ни другое не имеет значения, если провод хранится, как рекомендовано выше.
Плетение и продольные колебания
Хотя все согласны с тем, что поперечное плетение по шву вызывает чрезмерное тепловложение и его не следует использовать, в некоторых отраслях сварщики очень часто используют сварочные аппараты. линия переплетения или «перетасовка».»Цель перемешивания – создать вид« уложенной стопки », если сварной шов не слишком большой. Основное преимущество этого метода заключается в том, что он создает очевидную рябь сварного шва с равномерным интервалом, аналогичную сварке GTAW. Однако перестановка не обеспечивает улучшенного проплавления или очистки или лучшего качества сварки. Это просто косметика.
Перемешивание нормально, пока контролируется амплитуда перемешивания. Оно должно составлять от 3 до 5 мм (от 1/8 до 3/16 дюйма). Если амплитуда перетасовки больше этой, между каждой рябью сварного шва могут образоваться небольшие точки.Это может уменьшить ширину сварного шва и неприемлемо.

Убедитесь, что вы используете правильный присадочный сплав
Наиболее распространенными применениями в судостроении является соединение одного из сплавов листов / пластин 5XXX Al-Mg, таких как 5052, 5154, 5454 или 5083, с сами или для соединения одного из экструзионных сплавов 6ХХХ со сплавом 5ХХХ.
Для соединения сплавов 5ХХХ между собой правильный наполнитель – 5554 для сварки 5154 или 5454. Для сварки следует использовать 5052, 5356.Для сварки 5083, который имеет более высокую прочность, рекомендуется 5556 или 5183, потому что 5356 не совсем соответствует прочности 5083. Присадку 4043 не следует использовать для сварки сплавов 5XXX, за исключением 5052, который имеет низкое содержание Mg.
Для соединения листа или плиты 5XXX с прессованными сплавами 6XXX, такими как 6061-T6, рекомендуются присадочные сплавы 5356 или 5554. Наполнитель 4043 обычно не используется в судостроении из-за его более низкой коррозионной стойкости. Нет никаких преимуществ в использовании более прочных наполнителей 5183 или 5556 в этом приложении.Некоторые поставщики будут пытаться продавать эти сплавы для этих целей, потому что они дороже, но не приносят прибыли.
Мы попытались дать некоторые рекомендации, которые могут быть полезны сварщикам алюминия в судостроительной промышленности, хотя они ни в коем случае не являются исчерпывающими. Надеюсь, эта статья дала вам еще несколько идей о том, как улучшить свои навыки сварки алюминия в судостроении.
Скачать статью полностью
,