Для сварки труб приспособление: виды сборочно сварочных механизмов, как сделать сварочные приспособления своими руками
alexxlab | 22.01.2023 | 0 | Разное
Как подобрать приспособления для сварки: виды, способы применения, польза
Если приходится варить одному, без помощника, – держать детали и одновременно прихватывать их неудобно. В таком случае пригодятся различные приспособления для сварки, которые мы подробно рассмотрим. Они позволяют надежно зафиксировать заготовки, чтобы те не сместились в момент поджига дуги. При помощи приспособлений ускоряется процесс сборки, повышается производительность, один сварщик может выпускать больше изделий. Рассмотрим, какие приспособления подойдут для конкретных задач, что упростит вам выбор при покупке.
- Магнитные угольники
- Струбцины, зажимы
- Приспособления для сварки труб
- Матрицы, закрепляющие приспособления
- Кондукторы
- Другие дополнительные приспособления
Магнитные угольники
Обычные угольники относятся к измерительным инструментам и помогают выставить угол в 90⁰ между двумя деталями. Магнитные угольники при этом еще и фиксируют стороны, сохраняя их положение без участия сварщика. Это позволяет соединить заготовки и выполнить прихватки, одновременно контролируя точность сборки под нужным углом.
Магнитные угольники при этом еще и фиксируют стороны, сохраняя их положение без участия сварщика. Это позволяет соединить заготовки и выполнить прихватки, одновременно контролируя точность сборки под нужным углом.
Магнитные угольники подразделяются по количеству проверяемых углов и выдерживаемой массе нагрузки. Самый простой вариант угольника Г-образной формы – Сатурн МФ 101, который позволяет соединить заготовки под углами: 15, 30, 45, 60, 90 или 135⁰. Но выдерживает он только вес 8 кг, поэтому подойдет для работы с небольшими изделиями. Толщина стенок металла вокруг магнита 2 мм, а значит приспособление не деформируется под нагрузкой. Скошенные углы обеспечивают достаточно места для сварочного шва, чтобы угольник плотно становился в нужном месте.
Более мощный вариант – угольник стрелаобразной формы БАРСВЕЛД MF-25 LBS, позволяет выставить детали под углом 45, 90 и 135⁰. Весит приспособление 300 г, поэтому им удобно манипулировать. Сила небольшого магнита выдерживает вес деталей до 11 кг, а значит угольник надежно зафиксирует метровый профиль, уголок, пластину.
Среди более крупных магнитных угольников стрелаобразной формы бывают БАРСВЕЛД MF-50 LBS и БАРСВЕЛД MF-75 LBS, которые выдерживают 23 и 34 кг соответственно. Они подходят для работы с балками, швеллером, двутавром. Есть трапециевидные угольники с возможностью установки 45, 60, 75, 90 и 135⁰.
Струбцины, зажимы
При помощи струбцин и зажимов две детали соединяются между собой или притягиваются к основанию. Это помогает сократить зазор в месте соединения или обеспечить ровную плоскость при сборке крупного изделия. Струбцины бывают С-образными. У них есть собственный упор и ось с резьбой, при помощи которой все, что находится внутри С-образного корпуса, стягивается. Это отдельно применяемый инструмент, который можно независимо крепить на деталь или использовать для притягивания элементов конструкции к столу.
Второй вариант – свинговый зажим, применяемый только при наличие сварочного рабочего стола. Он закрепляется основанием через отверстие в столешнице, а верхняя Т-образная часть перемещается под углом 90⁰ относительно поверхности.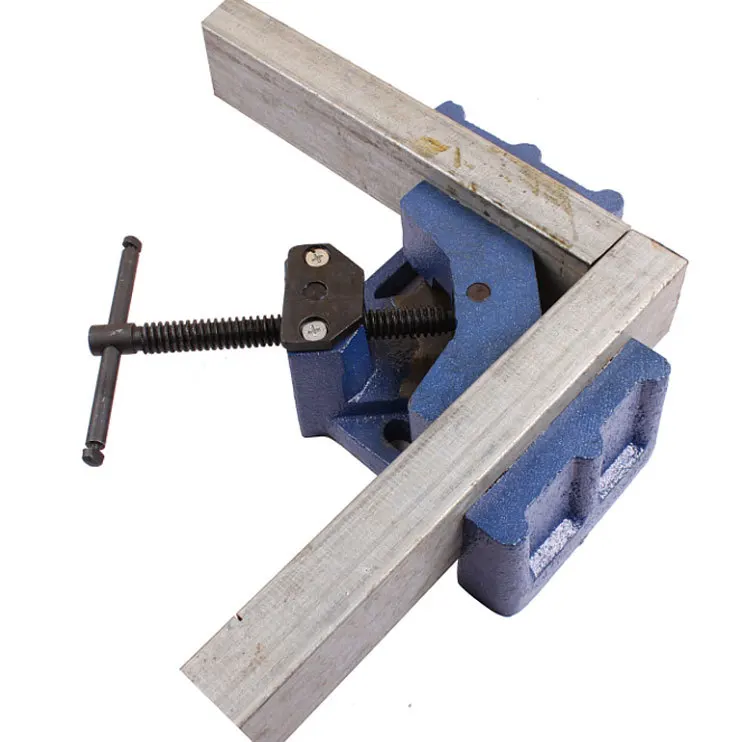 Ручка регулирует силу прижима детали к столу. При помощи нескольких свинговых зажимов можно надежно зафиксировать большую конструкцию на рабочей поверхности и предотвратить ее выкручивание во время сварки.
Ручка регулирует силу прижима детали к столу. При помощи нескольких свинговых зажимов можно надежно зафиксировать большую конструкцию на рабочей поверхности и предотвратить ее выкручивание во время сварки.
Быстрозажимные струбцины имеют зубчатую рейку, при помощи которой две части сводятся друг ко другу. Но еще есть функция поднятия передвигающегося механизма, благодаря чему можно быстро изменить расстояние между «губками». Это значительно экономит время по сравнению с использованием С-образных струбцин с винтовым механизмом.
Ручные сварочные зажимы позволяют выставить фиксированное расстояние между «губками», чтобы надежно прижать две пластины, профиль или другие элементы, но при этом не сдавить их чрезмерно. Регулятор на торце ручки помогает выставить нужную силу прижима и зазор. Такие сварочные приспособления удобны для работы на весу, чтобы зафиксировать мелкие детали, прихватывая их к более крупным конструкциям.
Приспособления для сварки труб
Если приходится часто соединять трубы встык, пригодятся сварочные центраторы. Это приспособления, состоящие из двух скоб, раздвигающихся друг от друга. С их помощью круглый стык обхватывается, а когда скобы сводятся, место соединения автоматически выравнивается (центруется), что предотвращает смещение. Можно выполнить прихватку в нескольких местах, снять центратор и приступить к обвариванию.
Это приспособления, состоящие из двух скоб, раздвигающихся друг от друга. С их помощью круглый стык обхватывается, а когда скобы сводятся, место соединения автоматически выравнивается (центруется), что предотвращает смещение. Можно выполнить прихватку в нескольких местах, снять центратор и приступить к обвариванию.
Подбираются сварочные С-образные (полусферные) центраторы исходя из диаметра заготовок, с которыми предстоит работать. В отличие от струбцин, охватываемый размер почти не регулируется (устанавливается только сила стягивания, что позволяет притянуть стороны, если они не соосны). Например ЦЗН- 108 (114), подойдет для стыковки труб диаметром 108-114 мм. А ЦНЭ 27-32 обхватывает круглые трубы диаметром 273-325 мм.
Кроме полусферных центраторов, бывают еще звенные модели. У них вместо двух С-образных половинок присутствуют многочисленные звенья с нажимными роликами. Это позволяет сжимать как большие, так и малые трубы. Например ЦЗН-1020, способен отцентровать изделия с диаметрами от 57 до 1420 мм. Но вокруг изделия должно быть достаточно свободного места, чтобы завести крупное приспособление.
Но вокруг изделия должно быть достаточно свободного места, чтобы завести крупное приспособление.
Когда труба пролегает близко к стене или полу, используют цепные центраторы. У них есть пластина-упор с вращающимися рычагами, которые притягивают цепи. Последние – очень тонкие и легко проходят в узкие щели. К примеру, ЦЦМ2 подойдет для центровки труб диаметром 108-219 мм.
Матрицы, закрепляющие приспособления
Если часто требуется собирать однотипные конструкции с одинаковыми размерами, целесообразно сделать шаблон или матрицу, которая упростит процесс. Это пригодится при сварке сейфов, металлических шкафов, змеевидных полотенцесушителей и пр. На ровном основании привариваются наружные ограничители. Важно, чтобы внутренние углы были с нужным градусом, а диагонали совпадали. Это позволит только порезать заготовки по заданным размерам, заложить их в шаблон и сразу прихватить. Не нужно проверять угольником и следить за плоскостью.
Если на изделии много швов и его ведет от температурных деформаций, практично предусмотреть дополнительные прижимы сверху, например свинговые зажимы.
Кондукторы
Сварочный кондуктор – это сложное приспособление, в котором можно фиксировать детали во время сборки и обваривать их с разных сторон. Кондукторы очень разнообразны, но в большинстве случаев имеют две вертикальные стойки, между которыми крепится поворотная рамка. Фиксация через ось с подшипниками обеспечивает легкий переворот платформы для обварки с обратной стороны.
На рамке предусматривают крепления в виде стационарных струбцин или зажимов. Ширина рамки может меняться в зависимости от габаритов собираемой конструкции. Вращение платформы выполняется вручную или при помощи электродвигателя и редуктора.
Другие дополнительные приспособления
Существуют еще дополнительные приспособления для сварщика, которые облегчают труд и повышают комфорт на рабочем месте:
- Зеркала – бывают на магните или просто с ручкой. Дают обзор во время сварки стыков близко у стены, куда не может заглянуть сварщик в маске. Есть модели с подвижным соединением, позволяющие более точно настроить зону обзора.
- Держатели для горелок – устанавливаются на рабочем месте и позволяют быстро положить горелку, чтобы освободить руки. Такое приспособление продлевает срок службы горелки, ведь она не лежит на полу или столе, не падает, не соприкасается с разогретыми от сварки поверхностями, на нее не наступят случайно ногой.

- Приспособления для прочистки сопел – пригодятся для газосварщиков и газорезчиков. Набор надфилей разного диаметра помогает удалить гарь и капли прилипшего металла, сохранив пропускную способность сопла. В противном случае факел пламени будет неправильным, возможно снижение температуры и недостаточное проплавление.
- Шаблоны сварщика УШС-4 – позволяют проверить катет шва на соответствие требованиям в чертежах. Дополнительные прорези пригодятся для точного определения сечения металла и электродов.
- Молотки – применяются для отбивания шлака при ручной сварке электродами или полуавтоматической сварке с порошковой проволокой. Удобны, чтобы аккуратно подбить детали при сведении сторон.
Применяя качественные приспособления для сварки, можно значительно сэкономить время и облегчить работу. При выборе товаров обращайте внимание на силу прижима и возможности по обхвату, чтобы приспособления соответствовали вашим производственным нуждам.
Ответы на вопросы: cварочные приспособления: виды, способы применения, польза
Какой максимальный вес может выдержать магнитный угольник?
СкрытьПодробнее
У разных производителей максимальный показатель изделий отличается, но один из самых больших – это 34-35 кг.
Чем отличаются магнитные угольники БАРСВЕЛД от ESAB?
СкрытьПодробнее
По форме, силе удержания на отрыв, качеству исполнения товары этих брендов ничем не отличаются. ESAB стоит дороже только из-за дополнительных логистических затрат на доставку товаров из Швеции.
Из чего можно сделать сварочный кондуктор?
СкрытьПодробнее
Самостоятельно сварочный кондуктор можно собрать из профильной трубы. Стойки и рамку изготавливают из заготовок сечением 60х30 или 60х40 мм. Дополнительные перемычки можно выполнить из профиля 40х30 мм. Для фиксации рамки под разными углами понадобится круг с отверстиями и штыревой упор на одной из сторон.
Стойки и рамку изготавливают из заготовок сечением 60х30 или 60х40 мм. Дополнительные перемычки можно выполнить из профиля 40х30 мм. Для фиксации рамки под разными углами понадобится круг с отверстиями и штыревой упор на одной из сторон.
Как сильно можно затягивать струбцину для прижатия деталей?
СкрытьПодробнее
Винт для стягивания выполнен из стали, поэтому выдерживает большие нагрузки, а вот С-образный корпус струбцины может быть стальной или алюминиевый. В последнем случае чрезмерная нагрузка приведет к разрыву приспособления.
Какой должен быть стол сварщика, чтобы с ним было удобно использовать различные прижимы?
СкрытьПодробнее
Столешница из толстого профиля 40-50 мм будет прочная, но тогда придется сильно разводить «губки» струбцин, чтобы обхватить ее и прижимаемую деталь. Столешница из цельного листа металла толщиной 10-12 мм позволит закреплять изделие только по краям стола. Лучше всего иметь столешницу из полос металла шириной 5-7 см или из цельного листа, но с многочисленной перфорацией для свинговых зажимов.
Столешница из цельного листа металла толщиной 10-12 мм позволит закреплять изделие только по краям стола. Лучше всего иметь столешницу из полос металла шириной 5-7 см или из цельного листа, но с многочисленной перфорацией для свинговых зажимов.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрШаблон сварщика УШС-4
4 615 руб
Купить
Быстрый просмотрЗажим свинговый (струбцина 90 град)
4 750 руб
Купить
Быстрый просмотрМагнитный фиксатор Сатурн МФ 401
284 руб
Купить
Быстрый просмотрМагнитный фиксатор Сатурн МФ 101
350 руб
Купить
Быстрый просмотрСтол сварочно-сборочный Evidence SS8-207 (700х900 мм)
38 490 руб
Купить
Быстрый просмотрЦентратор ЦЗН-108(114)
3 348 руб
Купить
Быстрый просмотрУгольник магнитный БАРСВЕЛД MF-50 LBS
655 руб
Купить
Быстрый просмотрУгольник магнитный БАРСВЕЛД MF-25 LBS
465 руб
Купить
Быстрый просмотрЦентратор ЦЦМ2 (ф труб 114-219 мм)
14 112 руб
Купить
Быстрый просмотрЦентратор ЦЗН-1020
17 154 руб
Купить
Быстрый просмотрНабор БАРСВЕЛД для прочистки сопел сварочных горелок и резаков
115 руб
Купить
Быстрый просмотрМолоток сварщика шлакоотбойный 440 г, БАРСВЕЛД
260 руб
Купить
Быстрый просмотрЗеркало сварщика БАРСВЕЛД с подвижным соединением
1 242. 49 руб
49 руб
Купить
Быстрый просмотрЦентратор ЦНЭ 27-32 (ф труб 273-325 мм)
10 368 руб
Купить
|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов… Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит. Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре… Интересное: Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления… Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории… Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски… Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
⇐ ПредыдущаяСтр 11 из 15Следующая ⇒ Сварка торцов труб является часто выполняемой операцией – как в производстве, так и в домашних условиях. На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга. Приспособление для сварки труб: звенный центратор В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) – для труб диаметром от 10 до 70 мм. Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3 Струбцина для труб Bessey Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин. Самодельное устройство для сварки труб Или таким: Самодельное устройство для сварки труб Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины. Приспособления с магнитами Очень удобными сборочно-сварочными устройствами являются магнитные приспособления для сварки, соединяющие и удерживающие детали в определенном положении силой притяжения встроенных в них магнитов. Магнитные угольники. Устройства этого типа распространены очень широко. Магнитный угольник Strong Hand Tools Магнитный угольник Strong Hand Tools
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools). Магнитное приспособление MagTab для сварки (Strong Hand Tools) Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Магнитное приспособление MagTab для сварки (Strong Hand Tools) Магнитное приспособление MagTab для сварки (Strong Hand Tools) Магнитное приспособление MagTab для сварки (Strong Hand Tools) Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Газовые линзы При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая – вследствие подсоса воздуха в сопло и турбулентности газового потока. Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы – корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза Поток газа с использованием газовой линзы (слева) и без линзы (справа) Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым. Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки. ⇐ Предыдущая6789101112131415Следующая ⇒ Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого… Папиллярные узоры пальцев рук – маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни. Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим… Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)… |
 ..
..
 Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
 Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты – под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты – под воздействием не очень высоких температур) постоянные магниты размагничиваются. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.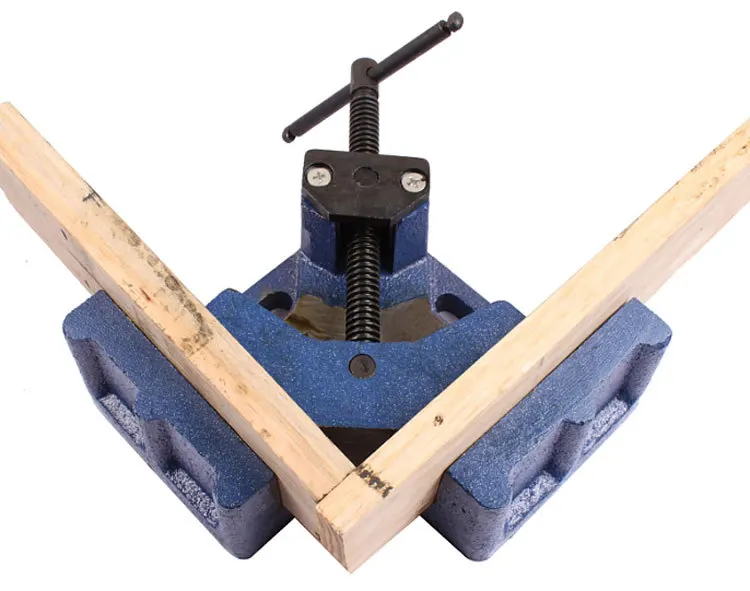 ..
..Придание вращения настольным позиционерам для сварки труб и труб
Многие производственные цеха должны сваривать трубы и трубы в сборе как для мелкосерийного, так и для серийного производства. Приварка трубы к трубе, трубы к трубе и трубы к фланцу — обычные операции в современных производственных условиях.
Сварка любых круглых деталей может оказаться сложной задачей. Например, предположим, что вы хотите приварить кусок трубы к фланцу. Сначала вы соедините две части вместе и прикрепите сборку к рабочему столу. Чтобы сделать угловой шов в горизонтальном положении, вам придется маневрировать вокруг верстака, поддерживая постоянную дугу, если вы хотите сделать непрерывный шов. Этот тип работы может быть приемлемым, если вам нужно всего несколько штук, но он может стать утомительным при серийном производстве.
Этот тип работы может быть приемлемым, если вам нужно всего несколько штук, но он может стать утомительным при серийном производстве.
Одним из решений этой дилеммы является вращение заготовки вокруг сварочной дуги с помощью вращающегося сварочного позиционера, такого как настольный аппарат малого и среднего размера.
Наклонные и фиксированные основания
Встроенное наклоняемое основание позволяет наклонять позиционер не менее чем на 90 градусов. Из всех определенных положений сварки плоское положение (иногда называемое нисходящим) является самым простым для выполнения и обеспечивает самую высокую скорость перемещения, самую высокую скорость наплавки и наилучшее проплавление.
Если вы прикрепите узел труба-фланец к столу сварочного позиционера, наклоненного на 45 градусов, вы представляете соединение в плоском положении сварки. При соединении двух отрезков трубы встык наклоните позиционер на 90 градусов, чтобы достичь такого же плоского положения сварки.
Машины с фиксированным основанием, более точно называемые сварочными поворотными столами, как правило, дешевле, чем модели с наклоном. Они приемлемы, если пользователь машины хочет построить угловую опорную плиту для специальной работы.
Размер нагрузки и балансировка
Настольные сварочные позиционеры обычно оцениваются по весу, который они могут выдержать. Наиболее распространенные размеры: 50, 100, 200 и, возможно, 250 фунтов. Эти номинальные нагрузки основаны на том, что заготовка центрируется и балансируется на столе позиционера, при этом стол находится в горизонтальном положении. Рабочая нагрузка — это вес сварного изделия плюс вес приспособления, используемого для крепления сварного изделия к столу позиционера.
Несбалансированные нагрузки не представляют большой проблемы, когда стол находится в горизонтальном положении. Однако несбалансированная нагрузка может привести к тому, что наклонный позиционер ускорится или замедлится, когда подвесной груз пройдет через положение на 12 часов и на 6 часов. Неуравновешенные нагрузки часто возникают из-за того, что зажим, свисающий с одной стороны приспособления. Закрепление аналогичного груза непосредственно напротив неисправного зажима может устранить это состояние дисбаланса.
Неуравновешенные нагрузки часто возникают из-за того, что зажим, свисающий с одной стороны приспособления. Закрепление аналогичного груза непосредственно напротив неисправного зажима может устранить это состояние дисбаланса.
Высокие грузы (стол позиционера горизонтальный), даже если они идеально сбалансированы, могут вызвать проблемы при наклоне позиционера. Это создает поперечную нагрузку, которая может создать значительную радиальную нагрузку на подшипники вала позиционера. Попробуйте использовать какой-нибудь люнет для поддержки внешнего конца заготовки, например, подставку для труб с головкой с двумя роликами.
Заземление
Если вы планируете использовать небольшой позиционер, убедитесь, что он имеет соответствующую систему заземления для возврата сварочного тока к вашему сварочному аппарату. Емкость 200 ампер или более является хорошим эмпирическим правилом.
Перед началом сварки обязательно подсоедините провод заземления сварочного аппарата к шпильке на позиционере.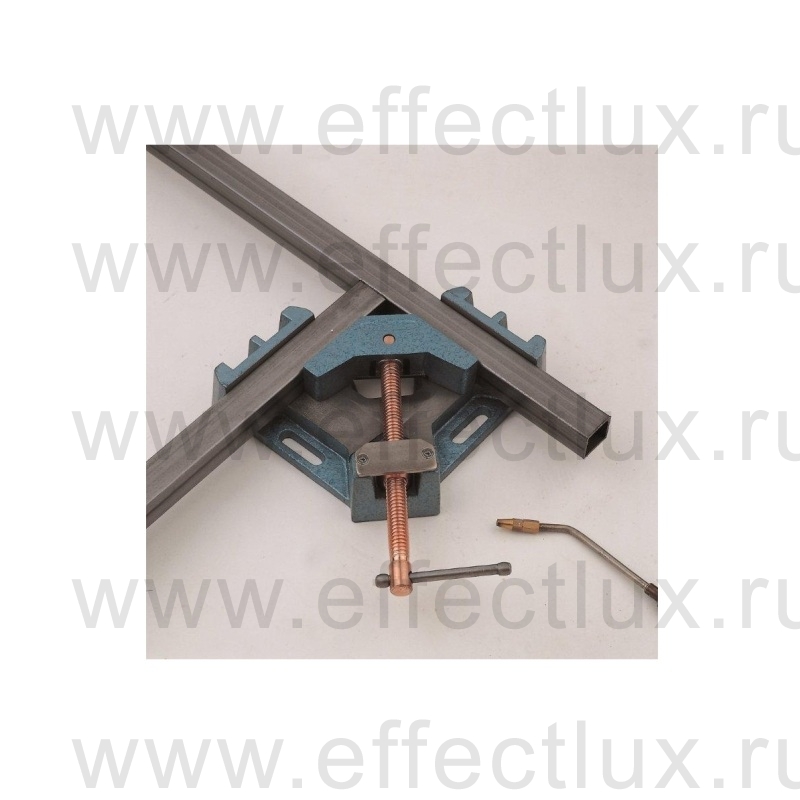 Сварка на позиционере, который просто прикручен болтами к заземленному стальному рабочему столу, приведет к протеканию сварочного тока большой силы через аппарат. Если она протекает через подшипники, это в конечном итоге приведет к их выходу из строя. Если он попадет в схему, произойдет серьезное перегорание.
Сварка на позиционере, который просто прикручен болтами к заземленному стальному рабочему столу, приведет к протеканию сварочного тока большой силы через аппарат. Если она протекает через подшипники, это в конечном итоге приведет к их выходу из строя. Если он попадет в схему, произойдет серьезное перегорание.
Приводы и скорости
Настольные позиционеры приводятся в действие электрическими мотор-редукторами, которые обычно приводят в движение вал стола через вторичную зубчатую передачу или иногда приводной ремень. Двигатели переменного тока обеспечивают хорошую производительность; однако двигатели с редуктором постоянного тока могут обеспечить более плавную работу и более точное регулирование скорости, а также более высокий крутящий момент на низких скоростях.
Все коммерческие настольные сварочные позиционеры имеют прямое и обратное вращение, а также регулировку скорости. Ножной переключатель, запускающий вращение стола, обычно входит в стандартную комплектацию.
Ножной переключатель может быть только устройством включения/выключения или может быть с регулируемой скоростью. Ножной переключатель с регулируемой скоростью подходит для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) алюминия, которая требует низкой скорости при запуске и очень высокой скорости после образования сварочной ванны.
Чтобы определить наилучший диапазон скоростей для вашего применения, вам необходимо знать длину окружности в дюймах деталей, которые вы собираетесь сваривать, и скорость перемещения, выраженную в дюймах в минуту (дюйм/мин), дуги по заготовке. .
Окружность детали можно измерить напрямую или рассчитать, умножив ее диаметр на 3,14. Скорость перемещения дуги может быть немного сложнее. Большинство операторов знают свою производительность в час или смену, но не знают скорость движения своей дуги.
Настройте параметры сварки и запустите пробный валик на 10 или, может быть, 15 секунд. Измерьте длину валика и умножьте на 6 или 4, и результатом будет скорость дуги в дюйм/мин. (Скорость подачи проволоки не совпадает со скоростью перемещения дуги.) Теперь применим эту простую формулу:
(Скорость подачи проволоки не совпадает со скоростью перемещения дуги.) Теперь применим эту простую формулу:
Скорость дуги (дюйм/мин) ÷ Длина окружности (дюймы) = Число оборотов в минуту
Попробуйте найти машину, которая позволяет выполнять сварку в среднем диапазоне скоростей, чтобы можно было увеличивать или уменьшать размеры деталей по мере выполнения различных сварочных работ.
Зажим
Самый лучший сварочный позиционер и самый талантливый сварщик не может производить детали, пока заготовка не будет закреплена на столе позиционера. Удостоверьтесь, что приспособления для крепления спроектированы таким образом, чтобы свести к минимуму время, необходимое для загрузки и выгрузки деталей. Целями являются максимальное время дуги и минимальное время обработки.
Попробуйте закрепить детали очень малого диаметра в бесключевом патроне, который используется в сверлильных двигателях или сверлильных станках. Если вы намерены выполнять различные текущие работы с деталями разного диаметра, вы можете подумать о создании приспособления для каждой детали на опорной плите, которую можно быстро прикрепить и быстро снять со стола позиционера.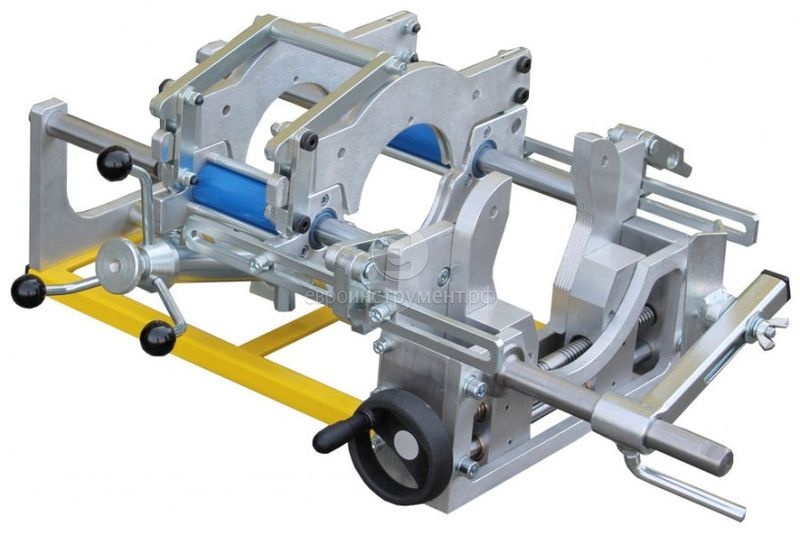
Одно простое приспособление может состоять из короткого куска уголка, прикрепленного вертикально к опорной плите. Вертикально установленная стальная стойка с резьбой, проходящая через нее и обращенная к открытой стороне угла, обеспечивает трехточечное контактное приспособление. Вместо винта с накатанной головкой вы можете использовать быстродействующий рычажный зажим для обеспечения зажимного усилия. Патроны токарных станков для легких режимов работы также хорошо работают, особенно если у них есть кулачки как с наружным, так и с внутренним диаметром.
Какое бы приспособление вы ни выбрали, постарайтесь сделать его простым. Нанесите тонкий слой высококачественного антибликового состава на светильники, чтобы защитить их от брызг и копоти.
Улучшения и опции
Уставший сварщик не может быть продуктивным, поэтому облегчение работы всегда является улучшением.
Рассмотрите возможность использования какого-либо люнета, который позволит вам поддерживать гусиную шею или ручку горелки для газовой дуговой сварки (GMAW) во время сварки. В конце концов, вам не нужно манипулировать своим оружием; позиционер приносит вам работу.
В конце концов, вам не нужно манипулировать своим оружием; позиционер приносит вам работу.
Некоторые операторы мастерских разработали способы автоматизации всего процесса сварки, используя настольный сварочный позиционер в качестве центрального элемента своей системы. При правильном проектировании и сборке пистолеты GMAW, установленные в стойке, приводные кулачки, установленные на поворотном столе, и микропереключатели или устройства синхронизации для синхронизации дуги могут привести к созданию системы, требующей только загрузки детали и нажатия пускового переключателя.
Светодиодная индикация скорости стола имеет значение, когда вы свариваете различные детали и хотите записать скорость стола, чтобы позже настроить ту же работу без большого количества экспериментов. Просто наберите скорость вращения стола, которая использовалась при последней сварке этой конкретной детали.
Для некоторых важных сварочных работ требуется обратная продувка инертным газом. Продувка инертным газом с обратной стороны дуги предотвращает загрязнение корневого валика во время сварки. Это требование обычно встречается при GTAW из нержавеющей стали. Некоторые производители позиционеров предлагают вариант полого вала стола со средствами его подключения к источнику инертного газа для облегчения продувки.
Это требование обычно встречается при GTAW из нержавеющей стали. Некоторые производители позиционеров предлагают вариант полого вала стола со средствами его подключения к источнику инертного газа для облегчения продувки.
Образец приспособления для прихватки прихватки Положения
Каждый Концедент обязуется и соглашается с тем, что после приобретения любого вознаграждения в отношении Недвижимого имущества он незамедлительно (и в любом случае в течение двух (2) Рабочих дней с момента приобретения) уведомит Обеспеченную сторону о приобретении такого Недвижимого имущества и предоставит Обеспеченной стороне Ипотеку первого приоритета по каждому проценту вознаграждения в Недвижимом имуществе, которое в настоящее время или в будущем принадлежит такому Доверителю, и предоставит такую другую документацию и заключения по форме и содержанию, удовлетворяющие Обеспеченную сторону, в связи с предоставление такой Ипотеки, которую Обеспеченная сторона запрашивает в своем обоснованном кредитном решении, включая полисы страхования правового титула, финансовые отчеты, документы на регистрацию и экологические аудиты, и такой Доверитель должен оплатить все затраты на регистрацию, нематериальные налоги и другие сборы и расходы (включая разумные гонорары адвокатов и расходы), понесенные в связи с этим. Каждый Доверитель признает и соглашается с тем, что, насколько это разрешено применимым законодательством, все Залоговое имущество остается личной собственностью независимо от способа его прикрепления или прикрепления к недвижимому имуществу.
Каждый Доверитель признает и соглашается с тем, что, насколько это разрешено применимым законодательством, все Залоговое имущество остается личной собственностью независимо от способа его прикрепления или прикрепления к недвижимому имуществу.
(a) Арендатор не имеет права устанавливать или эксплуатировать в Сдаваемых Помещениях (i) какое-либо оборудование с электрическим приводом или другие машины, кроме пишущих машинок, персональных компьютеров с низким энергопотреблением, счетных машин, копировальных машин и других подобных устройств с электрическим приводом. офисные машины и оборудование, обычно используемые в обычных офисных помещениях; или (ii) любое оборудование с электрическим приводом или другое оборудование, использующее напряжение более 120 вольт, без предварительного получения предварительного письменного согласия Арендодателя. Такое согласие Арендодателя может быть обусловлено уплатой Арендатором Дополнительной арендной платы в качестве компенсации за такое избыточное потребление электроэнергии и затрат на установку и техническое обслуживание дополнительной проводки и/или дополнительных счетчиков, которые могут быть необходимы для указанного оборудования или механизмов. Настоящим Арендодатель соглашается на установку компьютерного зала в Сдаваемых в аренду помещениях при условии, что Арендатор оплатит расходы, указанные в предыдущих предложениях, и выполнит требования оставшейся части настоящего Раздела 14. Арендатор не имеет права устанавливать какое-либо другое оборудование любого рода. или характера, которые могут потребовать каких-либо изменений, замен, дополнений или использования систем водоснабжения, отопления, кондиционирования воздуха, водопровода или электрических систем Недвижимости без предварительного получения предварительного письменного согласия Арендодателя, которое может быть дано или отказано в Исключительное и абсолютное усмотрение арендодателя. Разрешенные машины и оборудование, принадлежащие Арендатору, которые вызывают шум или вибрацию, которые могут передаваться на любую часть Недвижимости в такой степени, что это может быть нежелательным для Арендодателя или любого арендатора Недвижимости, должны быть установлены и обслуживаться Арендатором за счет Арендатора.
Настоящим Арендодатель соглашается на установку компьютерного зала в Сдаваемых в аренду помещениях при условии, что Арендатор оплатит расходы, указанные в предыдущих предложениях, и выполнит требования оставшейся части настоящего Раздела 14. Арендатор не имеет права устанавливать какое-либо другое оборудование любого рода. или характера, которые могут потребовать каких-либо изменений, замен, дополнений или использования систем водоснабжения, отопления, кондиционирования воздуха, водопровода или электрических систем Недвижимости без предварительного получения предварительного письменного согласия Арендодателя, которое может быть дано или отказано в Исключительное и абсолютное усмотрение арендодателя. Разрешенные машины и оборудование, принадлежащие Арендатору, которые вызывают шум или вибрацию, которые могут передаваться на любую часть Недвижимости в такой степени, что это может быть нежелательным для Арендодателя или любого арендатора Недвижимости, должны быть установлены и обслуживаться Арендатором за счет Арендатора. , на гасителях вибрации или других устройствах, достаточных для устранения такого шума и вибраций.
, на гасителях вибрации или других устройствах, достаточных для устранения такого шума и вибраций.
8.3.1 Термин «Коммунальные установки» относится ко всем напольным и оконным покрытиям, воздушным и/или вакуумным линиям, силовым панелям, системам распределения электроэнергии, безопасности и противопожарной защиты, кабелям связи, осветительным приборам, оборудованию ОВКВ, сантехнике. , а также ограждение внутри или на территории. Термин «
Все оборудование, которое в настоящее время находится в собственности или право собственности на которое будет приобретено в будущем, Заемщиком, которое настолько связано с Земельным участком и улучшениями, составляющими часть Имущества, что оно считается приспособлениями или недвижимым имуществом в соответствии с законодательством конкретное состояние, в котором находится Оборудование, включая, помимо прочего, все строительные материалы, предназначенные для строительства, реконструкции, изменения или ремонта или установки на Имуществе, строительное оборудование, приборы, машины, заводское оборудование, фитинги, аппараты, приспособления и другие предметы, которые в настоящее время или в будущем прикреплены, установлены или используются в связи (временно или постоянно) с любыми Улучшениями или Земельным участком, включая, помимо прочего, двигатели, устройства для работы насосов, трубы, водопровод, очистку. , системы вызова и пожаротушения, приборы и оборудование пожаротушения, отопление, вентиляция, водопровод, прачечная, сжигание, электроснабжение, кондиционирование оборудование и системы воздушного охлаждения, газовые и электрические машины, приспособления и оборудование, оборудование для контроля загрязнения, системы безопасности, утилизация, посудомоечные машины, холодильники и плиты, рекреационное оборудование и сооружения всех видов, а также вода, газ, электричество, ливневая и канализационная канализация. объекты, инженерные сети и оборудование (находящиеся в индивидуальной или совместной собственности с другими лицами, а если они находятся в совместной собственности, в пределах доли Заемщика в них) и все другие инженерные коммуникации, независимо от того, расположены они на сервитутах или нет, все резервуары для воды, водоснабжение, объекты гидроэлектростанций , заправочные станции, топливные баки, системы подачи топлива и все другие конструкции вместе со всеми присоединениями, принадлежностями, дополнениями, заменами, улучшениями и заменами для любого из вышеперечисленного и доходов от этого (совместно именуемые «ОБОРУДОВАНИЕ»).
, системы вызова и пожаротушения, приборы и оборудование пожаротушения, отопление, вентиляция, водопровод, прачечная, сжигание, электроснабжение, кондиционирование оборудование и системы воздушного охлаждения, газовые и электрические машины, приспособления и оборудование, оборудование для контроля загрязнения, системы безопасности, утилизация, посудомоечные машины, холодильники и плиты, рекреационное оборудование и сооружения всех видов, а также вода, газ, электричество, ливневая и канализационная канализация. объекты, инженерные сети и оборудование (находящиеся в индивидуальной или совместной собственности с другими лицами, а если они находятся в совместной собственности, в пределах доли Заемщика в них) и все другие инженерные коммуникации, независимо от того, расположены они на сервитутах или нет, все резервуары для воды, водоснабжение, объекты гидроэлектростанций , заправочные станции, топливные баки, системы подачи топлива и все другие конструкции вместе со всеми присоединениями, принадлежностями, дополнениями, заменами, улучшениями и заменами для любого из вышеперечисленного и доходов от этого (совместно именуемые «ОБОРУДОВАНИЕ»). Невзирая на вышеизложенное, «Оборудование» не включает какое-либо имущество, которое арендаторы имеют право вывозить в соответствии с договорами аренды, за исключением случаев, когда Заемщик имеет в нем какие-либо права или интересы;
Невзирая на вышеизложенное, «Оборудование» не включает какое-либо имущество, которое арендаторы имеют право вывозить в соответствии с договорами аренды, за исключением случаев, когда Заемщик имеет в нем какие-либо права или интересы;
Субарендатор имеет право использовать в течение Срока действия мебель в Сдаваемых в субаренду помещениях, указанную в Приложении C к настоящему документу («Мебель») без каких-либо дополнительных затрат для Субарендатора. Мебель предоставляется в состоянии «КАК ЕСТЬ, ГДЕ ЕСТЬ», без каких-либо заверений или гарантий. Субарендатор должен застраховать Мебель в соответствии с полисом страхования имущества, предусмотренным Генеральным договором аренды, включенным в настоящий документ, и уплатить все налоги в отношении Мебели. Субарендатор обязуется поддерживать Мебель в состоянии и ремонте, существовавшем на дату настоящего Соглашения, за исключением разумного износа, и несет ответственность за любые ее потери или повреждения, произошедшие в течение Срока действия. Субарендатор должен передать Мебель Субарендатору после прекращения действия настоящего Договора субаренды в том же состоянии, в котором он существует на дату его заключения, за исключением разумного износа. Субарендатор не имеет права вывозить любую Мебель из Сдаваемых в субаренду помещений. Невзирая ни на какие положения об обратном в настоящем документе или в Генеральном договоре аренды, Субарендодатель не обязан предоставлять какое-либо личное имущество (кроме Мебели) или какие-либо услуги, связанные с данными, Субарендатору.
Субарендатор должен передать Мебель Субарендатору после прекращения действия настоящего Договора субаренды в том же состоянии, в котором он существует на дату его заключения, за исключением разумного износа. Субарендатор не имеет права вывозить любую Мебель из Сдаваемых в субаренду помещений. Невзирая ни на какие положения об обратном в настоящем документе или в Генеральном договоре аренды, Субарендодатель не обязан предоставлять какое-либо личное имущество (кроме Мебели) или какие-либо услуги, связанные с данными, Субарендатору.
Субарендодатель должен оставить Мебель в Помещении в течение Срока действия для использования Субарендатором. Субарендодатель обязуется вывезти из Помещения всю мебель, не входящую в состав Мебели. Субарендатор может перемещать Мебель в пределах Помещения и может, за свой счет и после уведомления Субарендодателя, хранить любую ненужную Мебель в месте или местах, отличных от Помещения. Субарендатор должен поддерживать Мебель в хорошем состоянии и ремонтировать, за исключением нормального износа. До окончания Срока действия Субарендатор может предоставить Субарендодателю список предметов мебели, которые он желает приобрести, а Субарендатор предоставит Субарендатору покупную цену за каждый такой предмет Мебели. Для предметов мебели, в отношении которых стороны могут договориться о покупной цене, субарендатор должен уплатить такую покупную цену субарендодателю, а субарендодатель должен передать такие предметы мебели в их состоянии «как есть, где есть». , Субарендатору на xxxx продажи.
До окончания Срока действия Субарендатор может предоставить Субарендодателю список предметов мебели, которые он желает приобрести, а Субарендатор предоставит Субарендатору покупную цену за каждый такой предмет Мебели. Для предметов мебели, в отношении которых стороны могут договориться о покупной цене, субарендатор должен уплатить такую покупную цену субарендодателю, а субарендодатель должен передать такие предметы мебели в их состоянии «как есть, где есть». , Субарендатору на xxxx продажи.
7.1 Обязанности Арендатора. — См. пункт 52 добавления для изменения этого положения.
Любое торговое оборудование, установленное в Арендуемых Помещениях Арендатором за свой счет, такое как передвижные перегородки, прилавки, стеллажи, витрины, зеркала и т.п., может, а по требованию Арендодателя должно быть демонтировано на истечения срока действия или досрочного расторжения настоящего Договора аренды, при условии, что Арендатор не находится в состоянии дефолта, что Арендатор несет расходы по такому удалению, и, кроме того, что Арендатор устраняет за свой счет любой и весь ущерб Арендуемым помещениям, возникший в результате такого удаления. Если Арендатор не уберет какое-либо и все такое торговое оборудование из арендованных помещений по истечении или досрочном прекращении действия настоящего Договора аренды, все такое торговое оборудование станет собственностью Арендодателя, если только Арендодатель не решит потребовать их удаления, и в этом случае Арендатор должен, в за свой счет, незамедлительно удалить их и восстановить арендованные помещения до их прежнего состояния.
Если Арендатор не уберет какое-либо и все такое торговое оборудование из арендованных помещений по истечении или досрочном прекращении действия настоящего Договора аренды, все такое торговое оборудование станет собственностью Арендодателя, если только Арендодатель не решит потребовать их удаления, и в этом случае Арендатор должен, в за свой счет, незамедлительно удалить их и восстановить арендованные помещения до их прежнего состояния.
2.1. Это испытание должно проводиться либо с полной ПСХС, либо с соответствующей(и) подсистемой(ами) ПСХЭ, включая ячейки и их электрические соединения. Если изготовитель решает провести испытания с соответствующей(ыми) подсистемой(ами), он должен продемонстрировать, что результаты испытаний могут в разумных пределах отражать характеристики всей ПЭАС в отношении ее характеристик безопасности в тех же условиях. Если электронный блок управления ПЭАС не встроен в корпус, охватывающий ячейки, то электронный блок управления может не устанавливаться на испытуемое устройство, если это требуется изготовителем.
Все улучшения в Помещениях, включая любые Изменения (совместно именуемые «Улучшения арендованного имущества») остаются в Помещениях в конце Срока без компенсации Арендатору. Однако Арендодатель, письменно уведомив Арендатора не менее чем за 30 дней до Даты расторжения, может потребовать от Арендатора за свой счет удалить (a) любой кабель (определенный в Разделе 9.01), установленный Арендатором или в его интересах, и (b) любые работы или изменения Арендодателя, которые, по разумному суждению Арендодателя, носят характер, требующий затрат на удаление и ремонт, которые существенно превышают затраты на удаление и ремонт, связанные со стандартными улучшениями офиса (совместно именуемые «Необходимые съемные объекты»). »). Требуемые съемные объекты должны включать в себя, помимо прочего, внутренние лестницы, фальшполы, персональные ванные и душевые, своды, подвижные файловые системы, а также структурные изменения и модификации. Обозначенные Требуемые съемные объекты должны быть удалены Арендатором до Даты расторжения.