Для сварочного полуавтомата что нужно: Сварка нержавейки полуавтоматом: что нужно, технология, лайфхаки
alexxlab | 14.03.2023 | 0 | Разное
Сварка кузовного металла (часть 1): выбор оборудования и настройка сварочного полуавтомата
0
На сумму: 0 р.
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т.
 к. не везде получится «подлезть»
к. не везде получится «подлезть» - Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
 к. не везде получится «подлезть»
к. не везде получится «подлезть»Про вид контактной сварки Вы сможете узнать из наших следующих статей, т.к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Подробнее со сварочными полуавтоматами и выбором сварочных полуавтоматов Вы можете ознакомиться в статье по ссылке, где будет подробно расписано, как подобрать сварочный полуавтомат, который будет подходить Вашим требованиям.
Если вы ознакомились со статьей по выбору сварочного полуавтомата, то Вы уже знаете, что полуавтомат сварочный может сваривать металл диаметров 0,5-0,8мм (тонкий) и достаточно крупный от 4мм и толще. А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т.п.
А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т.п.
Подготовка оборудования к сварке кузовного металла
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность. Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата. Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична. Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора. Важно, что при этом генератор необходимо использовать мощностью большей, чем мощность полуавтомата.
Важно, что при этом генератор необходимо использовать мощностью большей, чем мощность полуавтомата.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует правильно подготовить сварочный полуавтомат к работе.
Информация по подготовке сварочного полуавтомата к работе обычно идет в руководстве (паспорте) от производителя устройства. Но если, таковая у Вас отсутствует, то не беспокойтесь! Мы составили достаточно подробную инструкцию по подключению ПА для Вас!
Подготовка полуавтомата к работе
Приступим к детальному рассмотрению процесса подготовки ПА к работе. Многие производители указывают эту информацию в паспортах аппаратов, но все, же есть варианты, что Ваш ПА был куплен б/у, с рук, утеряна инструкция или возможно у Вас возникли дополнительные вопросы.
Опишем основные моменты более подробно.:
- Для начала «заряжаем» наш ПА сварочной проволокой. Для этого нужно:
- Отвинтить (или снять) сопло со сварочной горелки.
- Скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом
- Отвести ролик или ролики (если несколько) подающего механизма
- Установить бобину (катушку) со сварочной проволокой.
- Далее устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока, то полярность ставим обратную- минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке.
- После установки полярности тока, необходимо вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
- Придерживайте сварочную проволоку так, что бы она не провисала, и приведите её конец к прижимному ролику. Обязательно проверьте, что бы проволока точно попала в выемку расположенную на ведущем ролике.
- Наконец подключаем наш ПА к сети, и нажимаем кнопку на рукоятке сварочной горелки. Сварочная проволока должна прийти в движение, и через несколько секунд появится на выходе из горелки. Что бы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки. Чаще всего для этого нужно повернуть регулятор, который отвечает за скорость подачи вправо до упора.
- Продолжим. После всех описанных выше операций необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
- Теперь можем установить сопло для газа.

 Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.Итак, теперь наш аппарат на половину готов к работе, осталось только подключить газовый баллон с углекислым газом и отрегулировать аппарат.
Подключаем газ (углекислый) к ПА
- Устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров.
- Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания».
- Далее присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг. Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов.
Теперь подходим к завершающему этапу подготовки сварочного полуавтомата к работе- регулировке.
Регулировки сварочного полуавтомата.
Для того, что бы обеспечить надежную и качественную сварку полуавтоматом, обязательно проведите регулировку аппарата.
- Наперво отрегулируйте натяжение проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки. Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения. Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины.
- Далее необходимо настроить силу ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- Обязательно отрегулируйте расход газа. Вы можете установить расход газа с помощью вентиля на газовом баллоне, который следует приоткрыть на один – два оборота. Предварительно выставите давление на редукторе примерно на 2кг/см.
- После, нажмите на кнопку сварочной горелки. Старайтесь нажать так, что бы проволока сперва «стала», а клапан газа открылся. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
 Предварительно выставите давление на редукторе примерно на 2кг/см.
Предварительно выставите давление на редукторе примерно на 2кг/см.Теперь осталось отрегулировать самую главную настройку для ПА, а именно напряжение сварочного тока. Но с ней разбираться придется только при процессе сварки.
После того, как вы ознакомились с подготовкой сварочного полуавтомата к работе, Вы сможете перейти к азам и методом сварки кузовного металла, о которых мы расскажем Вам во второй части нашего обзора.
Спасибо за подписку!
как выбрать аппарат, рейтинг инверторов, что можно варить, виды, какой газ нужен
Несмотря на визуальную схожесть оборудования, полуавтоматические сварочные аппараты имеют принципиальные отличия как в конструктивных особенностях, так и в подходе к сварочным работам.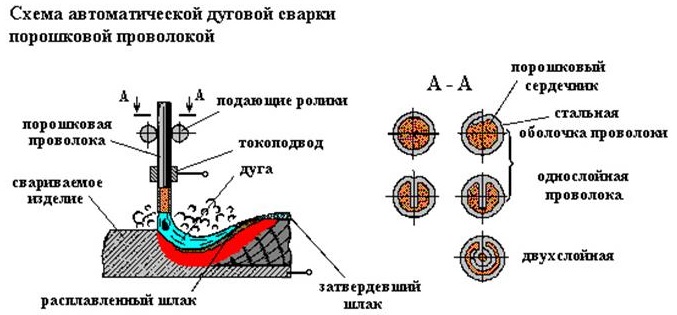
Рассмотрим подробнее что представляет из себя сварка полуавтоматом, зачем она нужна и как выбрать оптимальный вариант, не переплачивая за ненужные функции.
Содержание
- Что такое полуавтоматическая сварка
- Зачем она нужна если есть автоматическая
- Устройство и принцип работы
- Виды сварочных полуавтоматов и их отличия
- Бытовые
- Полупрофессиональные
- Профессиональные
- Как проводится сварка полуавтоматом
- Влияние скорости движения горелки на качество шва
- Как передвигать сварочную горелку во время сварки полуавтоматом
- Как выбрать сварочный полуавтомат
- Диаметр проволоки и сила тока
- Правильный выбор защитного газа
- Продолжительность включения полуавтомата (ПВ)
- Охлаждение горелки
- Работа при пониженном входном напряжении
- Сварочный полуавтомат без газа
- Лучшие производители сварочных полуавтоматов
- Сравнительная таблица технических характеристик сварочных полуавтоматов
- Лучшие бытовые сварочные полуавтоматы
- Wert mig 160 легкий и надежный прибор
- Ресанта саипа 135 доступный инструмент с небольшими габаритами
- Wester MIG 140i долговечный аппарат с расширенной комплектацией
- Лучшие полупрофессиональные сварочные полуавтоматы
- Tсс pro MIG MMA 200
- Fubag Irmig 200 syn синергетический полуавтомат
- Сварог REAL MIG 200
- Aurora ULTIMATE 350 с отдельным подающим механизмом
- NEON ПДГ-201
- Кедр mig 350gf
- Техническое обслуживание и хранение
Что такое полуавтоматическая сварка
Полуавтоматическая сварка выгодно отличается от привычной всем сварки инверторными аппаратами. Для неподготовленного пользователя или мастера привыкшего к обычным электродам поначалу будет не совсем удобно, но оценив качество шва мало кто возвращается к классике.
Для неподготовленного пользователя или мастера привыкшего к обычным электродам поначалу будет не совсем удобно, но оценив качество шва мало кто возвращается к классике.
Сварка производится специальной проволокой, которая автоматически подается в сварочную ванну с заранее отрегулированной скоростью. В сочетании с образуемым газовым облаком, улучшающим качество плавления металла, шов получается очень прочным и надежным даже у новичков.
Зачем она нужна если есть автоматическая
Сварка автомат хорошо зарекомендовала себя на производстве и в промышленных масштабах. Суть ее работы сводится к настройке параметров и условий наложения шва после которых устройство само выполняет заданный фронт работы с минимальным участием оператора.
Инверторный полуавтомат на самом деле работает по тому же самому принципу с тем лишь отличием, что сварщику требуется меньше теоретических знаний и больше опыта. В отличие от полностью автоматических устройств, полуавтомат намного более доступен в финансовом отношении и не требует специальных знаний и условий эксплуатации.
Коренное различие автомата от полуавтомата в том, что при работе с последним перемещение горелки производит сам сварщик, в автомате же траектория и перемещение рабочего органа — сварочной головки механизирована. Грубо говоря в автомате, нужно только изначально настроить и нажать пуск, весь процесс пройдет сам. В полуавтомате проволока и газ подаются автоматически при нажатии кнопки на горелке, но процесс ведения сварки идет вручную.
Полезная статья: Можно ли заварить глушитель обычной сваркой
Устройство и принцип работы
Принцип работы сварочного полуавтомата основан на поступательной подаче проволоки в сварочную зону. Сварочная проволока является для устройства одновременно и контактом, поджигающим электрическую дугу, и материалом присадки сварочной ванны.
Благодаря такому подходу, сварочный полуавтомат может вести непрерывный шов длиной до 4-5 метров. Устройство сварочного автомата несложное. Конструктивно аппарат состоит из ряда взаимоувязанных компонентов:
- газовый баллон;
- сварочная проволока в бухте;
- корпус устройства;
- система подачи проволоки;
- органы управления;
- горелка с кнопкой подачи электрода;
- кабельная арматура.

Виды сварочных полуавтоматов и их отличия
Сварка полуавтомат, как и любой инструмент имеет несколько разновидностей отличающихся набором функционала, мощностными качествами и характеристиками.
Различают три основных вида устройств. Рассмотрим подробнее каждый из них.
Бытовые
Наиболее простой и доступный класс аппаратов. Продается повсеместно и стоит недорого. Может применяться в гаражах, мастерских или на даче. Оптимальный выбор для целевого использования и перекрывает большинство бытовых проблем.
К достоинствам бытовых устройств относится – цена, малые габариты, простое обслуживание, эксплуатация и ремонт.
Недостатки – невысокая мощность устройства, неспособность работы с толстостенным металлом и большое количество брака на рынке.
Полезная статья: Какой кабель нужен для сварочного аппарата 220в
Полупрофессиональные
Полупрофессиональный полуавтомат для сварки является более высоким классом устройств и имеет широкий функционал настроек как по силе тока, так и по работе с определенными видами материалов.
Основная сфера применения полупрофессиональных аппаратов – частные и гаражные мастерские, станции технического обслуживания или малые производства с умеренной дневной нагрузкой.
К достоинствам устройств относится – мощность, хорошее качество сборки, большой функционал настроек, встроенная система защиты и хорошие показатели КПД.
Недостатки тоже есть – высокая стоимость в сравнении с бутовыми устройствами, требует отдельного электрического питания, большие габариты и дорогой ремонт в случае выхода из строя.
Профессиональные
Высший класс устройств. Помимо множества настроек органами управления, имеются регулировки по диаметру и типу используемых присадок, газу и току. Как правило, применяются на больших производствах с непрерывными условиями работы. Их отличительная особенность — высокий ПВ с значениями близкие к 100% от номинального тока аппарата.
Способны выполнять сварочные работы любой сложности на любом металле. В связи с большими габаритами и массой, практически недоступны для частного использования.
Достоинства – высокая мощность, работа с любым типом проволоки и любым металлом, высокие показатели КПД и степени защиты.
Недостатки – недоступная для частного приобретения стоимость, массогабаритные показатели.
Как проводится сварка полуавтоматом
Сварочный полуавтомат работает по следующему принципу – для начала выбирается тип проволоки и свариваемый материал. Бухта с проволокой загружается в специальное отверстие на корпусе аппарата и крепится в подающее устройство.
Специальным редуктором выставляется подача газа в пределах от 10 до 12 литров в минуту (в дальнейшем расход можно подкорректировать). Если сварка предстоит недолгая, то выбирается двухтактный режим горения.
После проведения всех настроек выставляется сварочный ток и можно приступать к работе.
Влияние скорости движения горелки на качество шва
Скорость сварки полуавтоматом регулируется непосредственно сварщиком и напрямую влияет на качество сварного шва. В связи с тем, что вместе с передвижением сварочной проволоки двигается и плавящая металл электрическая дуга, слишком быстрое ведение грозит разрывами в шве и образованием раковин.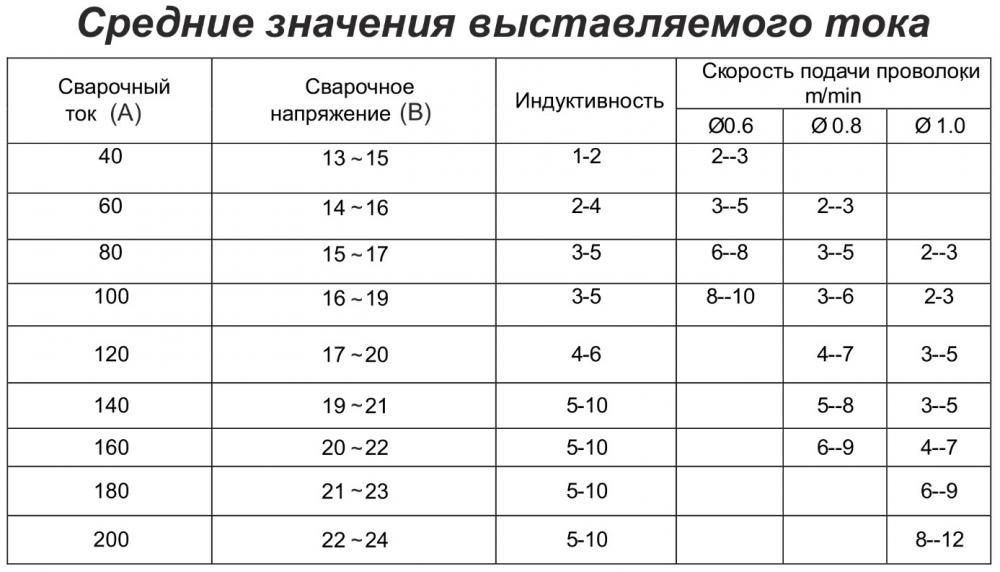
Наоборот, слишком медленный проход приводит к излишнему плавлению металла в зоне сварки и образовании широкого шва с неровными расплывчатыми краями.
Как передвигать сварочную горелку во время сварки полуавтоматом
Практическим опытом разработано несколько вариантов передвижения горелки. Рассмотрим некоторые из них:
- сварка в зигзаг. Применяется для металлов, толщина стенки которых превышает 2-3 миллиметра. Горелка ведется зигзагообразно для захвата на 1 миллиметр каждой из свариваемых деталей;
- прямая сварка – ниточный шов. Наиболее распространенный вид ведения горелки. Используется повсеместно и подходит для соединения любых металлов произвольного сечения. Применяется сварщиками с наличием практического опыта;
- сегментарная сварка – обратноступенчатый метод. Метод наложения прямого шва большой длины. Для недопущения перегрева и «теплового ведения» металла, массивную деталь варят сегментами или участками.
Как выбрать сварочный полуавтомат
Сварочный полуавтомат выбирается исходя из планируемого фронта работы. Для оптимального выбора устройства желательно учитывать такие факторы как максимальная сила тока, допустимый диаметр присадочной проволоки, используемый газ и многое другое.
Для оптимального выбора устройства желательно учитывать такие факторы как максимальная сила тока, допустимый диаметр присадочной проволоки, используемый газ и многое другое.
Остановимся подробнее на каждом пункте.
Диаметр проволоки и сила тока
Диаметр применяемой присадочной проволоки напрямую зависит от выставленных показателей силы тока. При избытке тока проволока будет кипеть и брызгать, а при недостатке – недостаточно плавить структуру свариваемого металла.
Оптимальные соотношения сечения проволоки к силе тока представлены в таблице.
Правильный выбор защитного газа
Газ используется для защиты сварочной ванны от влияния атмосферы и подается в горелку из подсоединенного баллона через переходной редуктор.
В основном используется три вида газовой смеси.
- Аргон. Применяется для газовой сварки полуавтоматом цветных и редкоземельных металлов, нержавейки, титана, меди и их сплавов. Дорог в приобретении и по этой причине в частной практике используется редко.
- Углекислотный газ. Наиболее часто используемый газ. Подходит для большинства работ с черным металлом толщиной от 1 миллиметра. Невысокое качество шва компенсируется дешевизной и доступностью газовой смеси.
- Углекислотно-аргонная смесь. Оптимальный выбор по соотношению цена-качество. При невысокой стоимости газа получается достаточно прочный, ровный и эстетически выдержанный шов.
Продолжительность включения полуавтомата (ПВ)
Продолжительностью включения полуавтомата называют процентное отношение рабочего времени к временному интервалу необходимому для «отдыха» аппаратуры. Как правило, для подавляющего большинства задач вполне хватает показателя ПВ равного 50. Это означает что после определенного интервала работы требуется равный ему промежуток для охлаждения.
Если планируется более интенсивное использование, то желательно выбрать полуавтомат с ПВ 75% или более.
Полезная статья: Ручная электродуговая сварка
Охлаждение горелки
Все устройства для полуавтоматической сварки требуют наличия системы охлаждения горелки. Таких систем всего две.
- Система воздушного охлаждения – охлаждение осуществляется несколькими вентиляторами, установленными внутри корпуса устройства. Преимущества такого метода – простота устройства, а недостаток – охлаждается только сам блок, а непосредственно горелка продолжает работать без охлаждения.
- Система жидкостного охлаждения. Такая система работает по принципу циркуляции специального состава, залитого в резервуар на корпусе. Такая система несколько более сложна в обслуживании, но максимально эффективна для работы.
Работа при пониженном входном напряжении
При выборе устройства стоит обращать внимание в том числе и на паспортные показатели минимально допустимого напряжения питания. Большинство сварочных аппаратов способны стабильно работать при уровне входного напряжения от 180 до 220 Вольт.
Большинство сварочных аппаратов способны стабильно работать при уровне входного напряжения от 180 до 220 Вольт.
В принципе, при напряжении питания 150 Вольт и ниже полуавтомат тоже будет работать, но вот электрическая дуга будет слабая и нестабильная. Если планируется работа в сельской местности или от нестабильного источника электропитания, стоит обратить внимание на полуавтоматы с показателями 140 – 220.
Сварочный полуавтомат без газа
Даже без подключения газового баллона полуавтоматы способны обеспечить более качественный шов металла по сравнению со стандартными инверторными устройствами.
Среди положительных качеств безгазовой сварки можно выделить:
- в связи с отсутствием подключаемого газового оборудования такой аппарат компактен и легок;
- сварка производится на более высокой скорости и не требует особых навыков в работе;
- можно выбрать присадочную проволоку к любому виду свариваемого металла.
Недостатки безгазовых полуавтоматов:
- начинающие сварщики путаются в большом изобилии настроек и органов управления;
- сварочно-присадочная проволока стоит дороже простых электродов;
- к каждому типу металла требуется приобретение своих видов присадочных проволок.

Полезная статья: Форсаж дуги что это
Лучшие производители сварочных полуавтоматов
Исходя из реальных отзывов пользователей был составлен примерный список производителей лучших сварочных полуавтоматов. При определении рейтинга была учтена стоимость, мощность, надежность и качество исполнения.
Результаты подбора на слайде.
Сравнительная таблица технических характеристик сварочных полуавтоматов
Технические характеристики подобраны с тем расчетом, чтобы показать различия имеющихся в свободной продаже устройств с оглядкой на рейтинг сварочных полуавтоматов.
Лучшие бытовые сварочные полуавтоматы
Лучшие сварочные полуавтоматы из разряда бытовых отсортированы по принципу полезности конечному пользователю и доступности для приобретения.
Wert mig 160 легкий и надежный прибор
Неплохая модель сварочного аппарата, подходящая как для повседневного использования, так и для работы с серьезными деталями большого сечения.
Плюсы – широкий диапазон настроек, встроенная система защиты от перегрева и короткого замыкания, удобные органы управления.
К минусам можно отнести – множество не внушающих доверия прочности пластиковых элементов корпуса.
Полезная статья: Как использовать холодную сварку
Ресанта саипа 135 доступный инструмент с небольшими габаритами
При сравнении данной модели с аналогичными по возможностям и техническим характеристикам, многие выделяют значительное уменьшение веса самого изделия и его массы.
К достоинствам этой полуавтоматической сварки относятся:
- интуитивно понятно расположенные органы настройки;
- надежность металлического корпуса и внешнего исполнения;
- доступность и для приобретения.
Из недостатков стоит выделить:
- отсутствие переходника под европейские разъемы электропитания;
- короткий и жесткий электрический шнур.
Wester MIG 140i долговечный аппарат с расширенной комплектацией
Данная модель получила популярность благодаря богатой комплектации устройства и широкому диапазону настроек сварочного тока. Мастера, работающие с Wester mig 140i отмечают также и устойчивость электрической дуги при незначительных колебаниях электрической сети.
Мастера, работающие с Wester mig 140i отмечают также и устойчивость электрической дуги при незначительных колебаниях электрической сети.
Плюсы устройства – хорошая комплектация, надежность и долговечность. Заложенная в конструкцию избыточность прочности.
Недостатки – большой вес устройства и увеличенная по сравнению с аналогами стоимость на рынке.
Лучшие полупрофессиональные сварочные полуавтоматы
Среди лучших сварочных полуавтоматов полупрофессиональной серии отмечен ряд устройств отличающихся повышенной надежностью, способностью к длительной эксплуатации и стабильной работой в сложных условиях.
Рассмотрим их подробнее.
Tсс pro MIG MMA 200
В 2021 году компанией был представлен вариант устройства ставший одним из ряда лучших сварочных полуавтоматов благодаря своим выдающимся характеристикам при весьма компактных размерах.
Ток потребления аппарата в режиме дуговой сварки проволокой 1.1 миллиметр составляет 180 Ампер. Максимально выдаваемая мощность – более 7000 Ватт.
Достоинства модели – крепкий металлический корпус и избыточная надежность.
Недостатки – бедная комплектация не включающая в себя даже пластиковый кейс.
Fubag Irmig 200 syn синергетический полуавтомат
Синергетический полуавтомат fubag inmig отличается от похожих моделей богатым набором настроек и расширенным синергетическим управлением сварочным процессом. В первую очередь ориентирован на работу с тонким металлом, но может эффективно сваривать и толстое железо.
Преимущества – универсальность, низкая стоимость и доступность расходных материалов, прочность корпуса.
Недостатки – по отзывам у fubag слабая защита от перегрева и короткого замыкания.
Сварог REAL MIG 200
Универсальный аппарат способный работать как порошковой проволокой, так и MIG/MAG сваркой с использованием балонного газа. Комплектация аппарата настолько богата, что в ее состав входит даже тележка под баллон.
Достоинства аппарата – усиленная система защиты от перегрева, короткого замыкания и высокая производительность.
Недостатки – особые требования к электрической сети и высокая цена.
Aurora ULTIMATE 350 с отдельным подающим механизмом
Мощный и производительный прибор для работы с любым типом металла. Максимальная мощность на пике работы достигает 15000 Ватт. Катушка с проволокой установлена на внешней подвеске корпуса что упрощает ее установку и замену.
Комплектность прибора предусматривает поставку кабельной арматуры, горелки и проводов заземления.
Достоинства устройства – мощность, работа с любым типом проволоки и металла, универсальность работы.
Недостатки – высокая цена и периодически встречающиеся недостатки в сборке.
NEON ПДГ-201
Один из самых мощных аппаратов в своей линейке. Может варить даже нержавеющую сталь толщиной до 5 миллиметров. К достоинствам модели относится безупречная сборка, отзывчивая система поддержки и богатая комплектация.
Не обошлось и без недостатков. Слабая регулировка индуктивности и ценовая категория.
Кедр mig 350gf
Универсальный полуавтомат способный работать сразу в нескольких режимах электродуговой или аргонной сваркой. Может варить любым типом проволоки с диаметром, достигающим 1.8 мм.
Может варить любым типом проволоки с диаметром, достигающим 1.8 мм.
Пиковая мощность достигает 18000 Ватт. Если не учитывать высокую ценовую категорию, Кедр можно назвать лучшим устройством в своем классе.
Техническое обслуживание и хранение
Чем дороже сварочный аппарат, тем больше внимания и ухода он требует. Наиболее неприхотливы в обслуживании и хранении простые трансформаторные устройства. Они не требуют особых условий и могут годами лежать в неотапливаемом гараже без потери работоспособности.
Для остальных устройств желательно выполнять хотя бы два основных условия.
- Не пытаться самостоятельно обслуживать прибор. Качественное изделие не менее раза в год отдаваемое специалистам сервисного центра, в дополнительном уходе не нуждается.
- При необходимости длительного хранения, лучше занести полуавтомат в квартиру или оставить на хранение в специализированном центре где поддерживается постоянная температура. Упаковка должно обеспечить доступ воздуха и в тоже время предохранить от механических повреждений.

Да
79.57%
Нет
20.43%
Проголосовало: 186
Если у Вас остались вопросы, задавайте их в комментариях под статьей и мы поможем Вам найти на них верные ответы.
ESAB REBEL EMP 215ic Многоцелевой полуавтоматический сварочный аппарат TIG/MMA/MIG
- Продукт
- Описание
- Что в коробке
Описание
Выделять
Конструкция этого механизма подачи литых материалов повышает долговечность, снижает образование проволочной стружки и гнезд птиц, обеспечивает легкую замену приводных роликов (без использования инструментов) и обеспечивает стабильную производительность подачи. В целом он имеет оптимизированное выравнивание и долговечные компоненты приводной стойки, которые обеспечивают точную и плавную подачу проволоки.
МНОГОМАТЕРИАЛЬНЫЙ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
ФУНКЦИЯ УДЕРЖАНИЯ КУРКА 2T/4T.
Снижает утомляемость оператора при сварке MIG или TIG.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ СИЛЫ ДУГИ.
Оптимизирует работу электрода для ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания дуги и «залипания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
РЕГУЛИРОВКА ВРЕМЕНИ ПРЕДВАРИТЕЛЬНОЙ И ПОСЛЕПРОДУЧНОЙ ПОДАЧИ ГАЗА.
Продувает газовую линию и предотвращает пористость в начале и конце сварки; особенно полезен при сварке MIG алюминия.
IP23S.
Корпус создан для защиты вас и вашей машины. Разработанный в соответствии с более высокими стандартами, Rebel может выдерживать суровые условия окружающей среды.
Разработанный в соответствии с более высокими стандартами, Rebel может выдерживать суровые условия окружающей среды.
Вы не знаете, что такое обычный день – каково это работать с 9 до 5 за столом. Вы не знаете, где окажетесь на следующей работе, но знаете, что должны быть готовы ко всему.
Когда речь идет о сварке, это означает любой процесс, любую мощность, любой материал, всегда и везде. Знакомьтесь, Ребел.
Универсальная машина для сварки чего угодно, в которой есть все необходимое для выполнения работы — от начала до конца. Это совсем не типично.
ПРАВДА // ТЕХНОЛОГИЯ SMART MIG
Независимо от того, занимаетесь ли вы сваркой два или 20 лет, Rebel облегчит вашу работу с помощью sMIG (smartMIG). Для новичков есть базовый режим, упрощающий настройку. Для опытных пользователей предлагается эксклюзивная встроенная система контроля дуги, которая постоянно контролирует сварку и адаптируется для получения превосходных воспроизводимых сварных швов.
Для опытных пользователей предлагается эксклюзивная встроенная система контроля дуги, которая постоянно контролирует сварку и адаптируется для получения превосходных воспроизводимых сварных швов.
ПРАВДА // ОБЩАЯ КОМПЛЕКТАЦИЯ
Для сборки и сварки требуется нечто большее, чем машина. Поэтому, когда вы покупаете Rebel, вы можете рассчитывать на все необходимое оборудование прямо из коробки.
САМАЯ НЕВЕРОЯТНАЯ МАШИНА НА МЕСТЕ.
НАСТОЯЩАЯ МНОГОПРОЦЕССНАЯ.
- MIG-сварка профессионального уровня, в том числе с порошковой проволокой
- Отличные характеристики ММА, включая нержавеющую сталь
- Исключительная производительность сварки TIG до 5 А
БОЛЬШОЙ, 4,3 ДЮЙМА. (86 мм) ЦВЕТНОЙ ЭКРАН.
- Интуитивно понятный ЖК/TFT-дисплей
- Хорошо защищен передними ручками и массивной композитной рамкой
- Легко переключаться с одного процесса на другой
- Встроенное экранное руководство, список запасных частей и руководство по параметрам сварки
- Многоязычные возможности
SMIG TECHNOLOGY.
- Эксклюзивное встроенное динамическое управление дугой, которое постоянно отслеживает сложные характеристики дуги, адаптируясь к вашей технологии, чтобы обеспечить ровную, стабильную дугу и превосходные, воспроизводимые сварные швы
- Дает меньше брызг
- Два режима — базовый и расширенный
Базовый режим сокращает время обучения MIG – задайте диаметр проволоки и толщину материала, и вы готовы к сварке
Расширенный режим дает полный контроль над регулировкой характеристик дуги по своему вкусу
МУЛЬТИМАТЕРИАЛ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
РЕГУЛИРУЕМАЯ ИНДУКТИВНОСТЬ.
Идеально подходит для точной настройки стабильности дуги и контроля разбрызгивания.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ ПРОГОРАНИЯ.
Предотвращает застревание проволоки в сварочной ванне или обратное возгорание, что может привести к повреждению контактного наконечника.
РЕГУЛИРУЕМАЯ РЕГУЛИРОВКА СИЛЫ ДУГИ.
Оптимизирует работу электрода для ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания дуги и «залипания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
.
Для оптовой покупки, пожалуйста, свяжитесь с нами для оптовой цены
Что в коробке
ESAB Rebel EMP 215ic TIG/MMA/MIG
Держатель электрода Esab
Зажим заземления Esab
МиГ-горелка Esab
Газовый шланг 4,5 м
Контактные наконечники
Приводные ролики для 0,6–1,0 мм
Катушка 200 мм Проволока 0,8 мм Aristo Rode 12,50 5 кг
Горелка TIG Esab ET17-V
Регулятор газа аргон
ПоследниеБольше
Из каких элементов состоит базовая полуавтоматическая сварочная система
Полуавтоматическая сварочная система обычно состоит из источника питания, механизма подачи проволоки и горелки. Блок питания обеспечивает необходимое электричество для создания дуги между электродом и заготовкой. Устройство подачи проволоки подает расходуемый электрод к горелке, где он расплавляется, образуя сварочную ванну.
Блок питания обеспечивает необходимое электричество для создания дуги между электродом и заготовкой. Устройство подачи проволоки подает расходуемый электрод к горелке, где он расплавляется, образуя сварочную ванну.
Горелка также направляет защитный газ вокруг сварочной ванны, чтобы защитить ее от загрязнения.
Если вы планируете сварку с помощью сварочного полуавтомата, вам необходимо иметь под рукой несколько вещей. Помимо самого сварочного аппарата вам понадобится источник питания, сварочные кабели и электрододержатели. Вам также понадобится какой-нибудь экстрактор дыма, а также защитное снаряжение, такое как перчатки и шлем.
Конечно, вам также потребуются материалы, которые вы планируете сваривать. С учетом всего сказанного, давайте подробнее рассмотрим каждый из этих элементов по очереди. Источник питания, пожалуй, самая важная часть системы; без него ничего не будет работать.
Многие сварочные аппараты можно подключить к стандартной бытовой розетке, но если вы выполняете сварку в тяжелых условиях, вам может понадобиться что-то более мощное. Сварочные кабели используются для подключения сварочного аппарата к источнику питания и электродам; они бывают разных размеров и длины в зависимости от ваших потребностей. Электрододержатель — это то, что фактически удерживает электрод (металлический стержень, проводящий электричество) на месте во время сварки.
Сварочные кабели используются для подключения сварочного аппарата к источнику питания и электродам; они бывают разных размеров и длины в зависимости от ваших потребностей. Электрододержатель — это то, что фактически удерживает электрод (металлический стержень, проводящий электричество) на месте во время сварки.
Они бывают разных стилей в зависимости от того, как вы планируете их держать; некоторые люди предпочитают держатели с пистолетной рукояткой, в то время как другим больше нравятся встроенные модели. Вытяжки дыма являются важным элементом безопасности; они помогают удалять вредные пары из зоны сварки, чтобы вы не вдыхали их. Наконец, независимо от того, какой тип сварки вы выполняете, всегда носите надлежащее защитное снаряжение.
Сюда входят перчатки для защиты рук от тепла и искр, а также шлем с защитной маской для защиты глаз и лица от вспышки дуги (яркий свет, который может вызвать слепоту). Имея под рукой все эти предметы, вы сможете приступить к полуавтоматической сварке!
Что помогает удерживать сварной шов на месте внахлестку 2F?
Соединение внахлест — один из самых популярных видов сварки, и на то есть веские причины. Они прочны, надежны и относительно просты в изготовлении. Но что такое соединение внахлест и как его создать?
Они прочны, надежны и относительно просты в изготовлении. Но что такое соединение внахлест и как его создать?
Соединение внахлест образуется, когда два куска металла соединяются внахлест, а затем свариваются вместе. Это создает очень прочную связь между двумя частями, так как сварной шов эффективно удерживает две части вместе на месте. Есть несколько вещей, которые помогают удерживать сварной шов на месте внахлестку.
Во-первых, угол наклона сварочной горелки должен быть перпендикулярен поверхности металла. Это помогает гарантировать, что тепло от горелки равномерно распределяется по всей площади поверхности обоих кусков металла. Во-вторых, важно использовать достаточное количество присадочного материала при сварке соединения внахлестку.
Это помогает заполнить любые пустоты или зазоры между двумя частями металла, которые могут ослабить общую прочность сварного шва. Наконец, всегда лучше практиковать правильные методы сварки при создании любого типа сварного соединения — это поможет сделать ваш конечный продукт максимально прочным и надежным.
Какие детали следует активировать нажатием переключателя пистолета?
Предположим, вы имеете в виду настоящий пистолет: Есть три основные части, которые необходимо активировать при нажатии на переключатель пистолета: курок, спусковой крючок и шептало. Молоток ударяет по ударнику, который затем воспламеняет капсюль и патрон.
Курок активирует молот. Шептало — это то, что удерживает курок на месте до тех пор, пока не будет нажат спусковой крючок.
Как контролировать брызги на сопле при выполнении потолочных сварных швов?
Брызги могут стать серьезной проблемой при выполнении потолочных сварных швов. Это может привести к тому, что шов будет неровным, а также может затруднить просмотр того, что вы делаете. Есть несколько вещей, которые вы можете сделать, чтобы контролировать разбрызгивание:
1. Используйте меньший сварочный ток. Это поможет уменьшить количество образующихся брызг. 2. Используйте электрод меньшего размера.
Это также поможет уменьшить количество образующихся брызг. 3. Используйте защитный экран из аргона вокруг дуги. Это поможет охладить дугу, а также уменьшит количество образующихся брызг.
3. Используйте защитный экран из аргона вокруг дуги. Это поможет охладить дугу, а также уменьшит количество образующихся брызг.
Перечислите некоторые факторы, которые привели к более широкому использованию сварки FCA
В последние годы процесс сварки FCA получил более широкое распространение благодаря ряду факторов. Во-первых, процесс FCA хорошо подходит для крупносерийного производства благодаря малому времени цикла и низким затратам. Кроме того, сварку FCA можно использовать для соединения различных материалов, включая металлы, пластмассы и композиты.
Эта универсальность делает процесс FCA привлекательным вариантом для многих отраслей промышленности. Еще одним фактором, который привел к более широкому использованию сварки FCA, является ее способность производить высококачественные сварные швы. Процесс FCA обеспечивает стабильные, воспроизводимые сварные швы с минимальным количеством дефектов.
Это делает его идеальным для критически важных приложений, где надежность имеет первостепенное значение. Наконец, процесс сварки FCA относительно прост в освоении и использовании. Это делает его хорошим выбором для мастерских, которым необходимо быстро и эффективно обучать новых сварщиков.
Наконец, процесс сварки FCA относительно прост в освоении и использовании. Это делает его хорошим выбором для мастерских, которым необходимо быстро и эффективно обучать новых сварщиков.
Какой тип пористости чаще всего вызывается прокатной окалиной?
Прокатная окалина представляет собой тонкий чешуйчатый слой оксида железа, образующийся на поверхности горячекатаной стали. Он образуется в процессе производства стали и обычно удаляется перед нанесением покрытия или окраской стали. Однако, если прокатная окалина не удалена, это может привести к пористости покрытия или пленки краски.
Существует четыре типа пористости, которые могут быть вызваны прокатной окалиной: точечные отверстия, вздутия, пустоты и кратеры. Точечная пористость возникает, когда мелкие частицы прокатной окалины попадают в пленку покрытия. Эти частицы могут создавать крошечные отверстия или «отверстия» в покрытии.
Пузырчатая пористость возникает, когда более крупные куски прокатной окалины попадают под пленку покрытия и образуют пузыри или пузыри. Пустоты возникают, когда в пленке покрытия есть большие воздушные карманы. Кратерная пористость возникает, когда кусочки прокатной окалины выпадают из пленки покрытия, оставляя небольшие кратеры или углубления.
Пустоты возникают, когда в пленке покрытия есть большие воздушные карманы. Кратерная пористость возникает, когда кусочки прокатной окалины выпадают из пленки покрытия, оставляя небольшие кратеры или углубления.
Какой тип пористости чаще всего вызывается прокатной окалиной? Точечная пористость является наиболее распространенным типом пористости, вызванной прокатной окалиной. Это связано с тем, что мелкие частицы прокатной окалины с большей вероятностью застревают в пленке покрытия, чем более крупные.
Какие реактивные газы используются с аргоном для Gma-сварки сталей
Реактивные газы используются при дуговой сварке металлическим электродом в среде защитного газа (GMAW) для создания более стабильной дуги и улучшения качества сварки. Наиболее распространенным химически активным газом, используемым с аргоном, является кислород, который можно добавлять в различных процентных соотношениях в зависимости от применения. Углекислый газ и азот также иногда используются в качестве реактивных газов для GMAW на сталях.
Как сохранить малые валики сварного шва при потолочных сварных швах?
Сварка – это процесс соединения двух металлических частей с использованием тепла и давления. Сварной шов — это место, где соединяются два куска металла. При потолочной сварке важно сохранять небольшой валик сварного шва во избежание проблем со сварным соединением.
Есть несколько способов сделать это: -Используйте сварочную горелку с меньшим наконечником. Это поможет сконцентрировать тепло на меньшей площади и предотвратить образование больших валиков сварного шва.
-Сварка при более низкой температуре. Это поможет предотвратить слишком большое расширение металлов и образование больших сварных швов. – Используйте меньшее давление при сварке.
Это поможет предотвратить образование больших сварных швов. – Будьте осторожны, чтобы не перемещать горелку слишком быстро при сварке над головой. Это может привести к образованию крупных сварных швов.
Что такое прокатная окалина?
Прокатная окалина представляет собой тонкий чешуйчатый слой железа, образующийся в процессе горячей прокатки. Его можно использовать для защиты поверхностей от коррозии и улучшения внешнего вида сварных швов. Прокатная окалина обычно не используется в качестве готовой поверхности, потому что она очень хрупкая и ее легко повредить.
Его можно использовать для защиты поверхностей от коррозии и улучшения внешнего вида сварных швов. Прокатная окалина обычно не используется в качестве готовой поверхности, потому что она очень хрупкая и ее легко повредить.
Кредит: www.canadianmetalworking.com
Что такое полуавтоматическая сварка?
При полуавтоматической сварке сварщик управляет электрододержателем, который подает проволоку и вплавляет ее в сварочную ванну. Сварщик также контролирует скорость перемещения по стыку. Это оставляет одну руку свободной для направления горелки или горелки вдоль шва.
При этом типе сварки используется источник постоянного напряжения. Это обеспечивает постоянную длину дуги, что способствует получению высококачественных сварных швов. Важно отметить, что для полуавтоматической сварки можно использовать как переменный, так и постоянный ток, но большинство аппаратов настроены на постоянный ток.
Одним из преимуществ полуавтоматической сварки является то, что ее относительно легко освоить по сравнению с другими типами сварочных процессов. Кроме того, это универсальный процесс, который можно использовать для различных материалов, включая сталь, алюминий и нержавеющую сталь.
Кроме того, это универсальный процесс, который можно использовать для различных материалов, включая сталь, алюминий и нержавеющую сталь.
Каковы примеры процесса полуавтоматической сварки?
Существует много типов сварочных процессов, но не все из них являются полуавтоматическими. Наиболее распространенным типом полуавтоматической сварки является дуговая сварка защитным металлом (SMAW), которую также иногда называют дуговой сваркой. В этом процессе используется электрод, покрытый флюсом, для создания дуги между электродом и заготовкой.
Оператор держит электрод и контролирует положение сварочной ванны. Другие типы полуавтоматической сварки включают дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW), также известную как сварка TIG, и дуговая сварка с флюсовой проволокой (FCAW). В этих процессах используется источник питания для создания дуги между вольфрамовым электродом и заготовкой.
Оператор контролирует положение сварочной ванны и может добавлять присадочный материал по мере необходимости. Полуавтоматическая сварка может использоваться для различных применений, включая соединение металлов друг с другом для изготовления или ремонта. Это универсальный процесс, который можно использовать для различных материалов, включая сталь, алюминий и нержавеющую сталь.
Полуавтоматическая сварка может использоваться для различных применений, включая соединение металлов друг с другом для изготовления или ремонта. Это универсальный процесс, который можно использовать для различных материалов, включая сталь, алюминий и нержавеющую сталь.
Каковы 4 основных компонента установки Gmaw?
Чтобы установить сварочный аппарат GMAW, необходимо установить четыре основных компонента. Это источник питания, механизм подачи проволоки, подача газа и горелка. Источник питания отвечает за подачу электричества, необходимого для создания дуги между электродом и заготовкой.
Это может быть питание переменного или постоянного тока. Устройство подачи проволоки подает электродную проволоку в сварочную горелку. Этот компонент важен, поскольку он контролирует количество проволоки, подаваемой в горелку, а также скорость ее подачи.
Подача газа обеспечивает защитный газ для защиты сварного шва от загрязнения атмосферными газами, такими как азот и кислород. Наиболее распространенными защитными газами, используемыми в GMAW, являются аргон и углекислый газ. Наконец, горелка — это то, что на самом деле удерживает и направляет электрод во время сварки.
Наиболее распространенными защитными газами, используемыми в GMAW, являются аргон и углекислый газ. Наконец, горелка — это то, что на самом деле удерживает и направляет электрод во время сварки.
Тип используемой горелки зависит от таких факторов, как ручной или роботизированный сварочный аппарат, а также от ваших личных предпочтений.
Каковы основные компоненты сварочной станции Gmaw?
В любом сварочном процессе есть четыре основных компонента, необходимых для создания сварного шва. К ним относятся источник питания, присадочный металл, газ и электрод. При сварке GMAW те же четыре компонента необходимы для создания успешного сварного шва.
Источник питания отвечает за подачу энергии, необходимой для создания дуги между электродом и заготовкой. Это можно сделать как с переменным, так и с постоянным током. Наиболее распространенными источниками питания, используемыми при сварке GMAW, являются трансформаторные машины, работающие на переменном токе.
Однако новые инверторные машины, использующие постоянный ток, становятся все более популярными, поскольку они обеспечивают большую эффективность и гибкость. Присадочный металл — это то, что будет использоваться для фактического соединения двух кусков металла вместе. При сварке GMAW это обычно проволока, которая подается через горелку в сварочную ванну.
Газ используется для защиты сварочной ванны от атмосферных загрязнений. Это помогает предотвратить образование окисления и других типов дефектов в сварном шве. Наиболее распространенным газом, используемым при сварке GMAW, является аргон, хотя иногда также используются смеси аргона и углекислого газа.
Электрод обеспечивает дугу между источником питания и заготовкой. При сварке GMAW чаще всего используется электрод из сплошной проволоки. Эта проволока проводит электричество и плавится в расплавленной ванне присадочного металла во время сварки, образуя сварной шов.
Как сделать мини-сварочный аппарат с аккумулятором 12 В
