Долбежный инструмент: Инструмент для долбежного станка
alexxlab | 19.02.1986 | 0 | Разное
Инструмент для долбежного станка
Станки и инструмент для долбления [ править | править код ]
Долбление достаточно точная операция при обработке материалов и требующая значительного усилия, потому для проведения долбления применяют следующее оборудование:
- Вертикально-долбежные станки: основное предназначение — долбление.
- Строгальные станки: долбление является вспомогательной операцией и отличается низкой точностью (прим. как исключение).
- Универсально-фрезерные станки: долбление производится при установке на главный шпиндель специальной долбежной головки (как вспомогательная операция при мелкосерийном и единичном производстве).
- Долбежные головки устанавливаемые на вертикально фрезерные станки, сейчас головки производят только в Китае и в Республике Беларусь, г. Полоцке.
Основным инструментом при выполнении долбления является так называемый долбяк. Долбяк представляет собой специально приспособленный и заточенный резец устанавливаемый в резцедержателе долбежной головки. Долбяк при работе совершает частые возвратно-поступательные движения (вверх-вниз) и режущей кромкой срезает стружку на обрабатываемой поверхности материала. Заготовка в свою очередь совершает движение подачи в ручном или автоматическом режиме. При долблении применяют СОЖ (смазывающие охлаждающие жидкости).
Долбяк при работе совершает частые возвратно-поступательные движения (вверх-вниз) и режущей кромкой срезает стружку на обрабатываемой поверхности материала. Заготовка в свою очередь совершает движение подачи в ручном или автоматическом режиме. При долблении применяют СОЖ (смазывающие охлаждающие жидкости).
Для изготовления долбяков применяются быстрорежущие стали и оснащение пластинами из твёрдых сплавов.
ДОЛБЕЖНЫЙ ИНСТРУМЕНТ.

Для выборки гнезд, пазов, шипов и других работ применяют долота и стамески. Долото представляет собой стальной стержень трапециевидной формы; нижняя его часть заканчивается резцом, а верхняя — заплечиками и конусообразным хвостовиком для рукоятки. Лезвие долота перерезает волокна древесины после удара деревянным молотком по рукоятке.
Чтобы рукоятка при этом не деформировалась и не разрушилась, на ее конец надевают металлические кольца.
Длина долота вместе с рукояткой обычно составляет 25—30 см. Долота со стержнем квадратного сечения применяют для выборки глубоких пазов. Обычно долота имеют одностороннюю или двустороннюю заточку.
Клиновидное долото имеет изогнутый стержень; деревянная рукоятка забита в гнездо верхней части; нижняя клиновидная часть стержня сплющена и завершается лезвием. Его обычно используют для выдалбливания глубоких гнезд и для очистки гнезд от остатков древесины.
Стамески несколько тоньше долот; они изготавливаются из стали плоского сечения и подразделяются на плоские, обыкновенные, универсальные и полукруглые. Столяры применяют в работе стамески шириной 6 мм, 8 мм, 10 мм, 12 мм, 15 мм, 18 мм и 20 мм. Все они имеют одностороннюю заточку.
Столяры применяют в работе стамески шириной 6 мм, 8 мм, 10 мм, 12 мм, 15 мм, 18 мм и 20 мм. Все они имеют одностороннюю заточку.
Обыкновенная стамеска имеет плоский стержень с односторонней заточкой (угол заточки — 18—25°) и шириной 12—25 мм
Полукруглая стамеска имеет полукруглый стержень с углом заточки 30°. Ширину лезвия определяют по прямой между его концами. Полукруглые стамески используют при выдалбливании криволинейных гнезд и отверстий, а также при обработке фигурных поверхностей.
Прямоугольные отверстия и гнезда при больших объемах работ можно выполнять с помощью цепно-долбежных станков. Основные части такого станка — электродвигатель и фрезерная цепь. На ведущую звездочку, закрепленную на валу электродвигателя, надевают фрезерную цепь требуемой ширины. Движение цепи происходит по линейке с роликом в нижней части. Фрезерную цепь натягивают, ограничитель глубины перемещают по направляющей станине. Включив электродвигатель и нажимая на рычажное приспособление, электродолбежник опускают вместе с линейкой и натянутой цепью вниз, при этом цепь образует продолговатое гнездо, ширина которого равна толщине фрезерной цепи. Для гнезд определенной ширины подбирается соответствующая цепь.
Для гнезд определенной ширины подбирается соответствующая цепь.
СВЕРЛА И СВЕРЛИЛЬНОЕ ОБОРУДОВАНИЕ
Сверление — это процесс образования сверлом в заготовках сквозных и несквозных цилиндрических и конических отверстий под шипы, шурупы и т. п. Для получения ровной поверхности практикуется рассверливание сучков с последующей заделкой их деревянными пробками. Вручную гнезда сверлят с помощью коловорота или сверлилки.
Мелкие отверстия диаметром до 5 мм высверливают винтовой ручной дрелью (сверлилкой). Для высверливания глубоких отверстий используют бурав, который представляет собой сверло с ушком для ручки, расположенной в верхней его части. Неглубокие отверстия под шурупы сверлят буравчиком, имеющим диаметр 2—10 мм.
Для выборки отверстий различных диаметров применяется ручная дрель с зубчатой передачей. За счет зубчатой передачи достигается более высокая скорость сверления (в сравнении с коловоротом В зависимости от характера и условий выполняемых работ применяются сверла разных видов.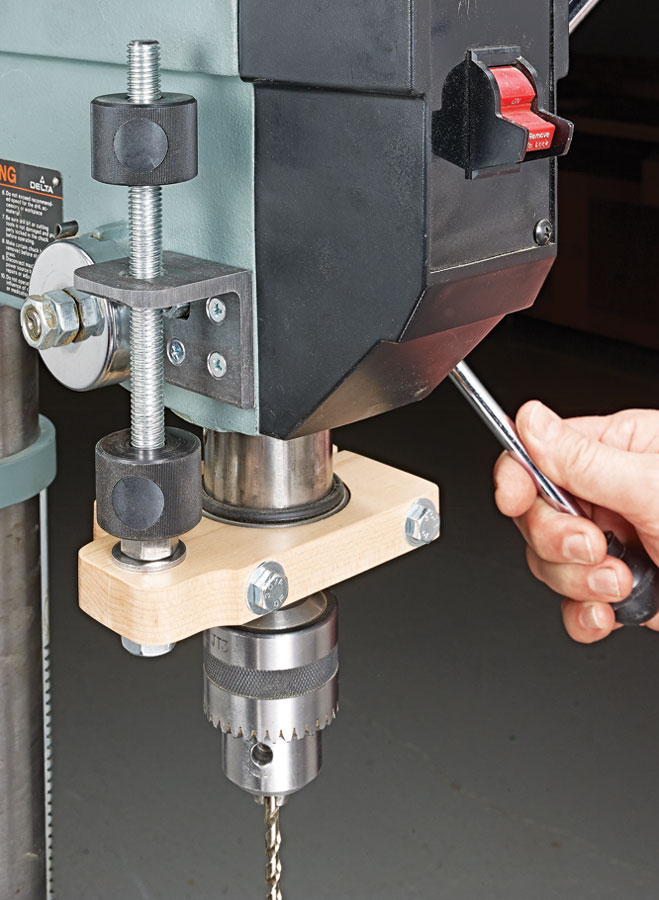 Ложечные сверла используют для сверления отверстий под болты и шипы. Такое сверло имеет две заточенные боковые кромки (два лезвия), которые режут древесину при вращении сверла в обе стороны. В древесину сверло углубляют под нажимом. Очистку сверла производят, вынув его из отверстия. В отличие от ложечного, раковинообразное сверло (бурав), имеющее спиральный наконечник, углубляется в древесину без нажима на него сверху и одновременно выталкивает стружку наружу.
Ложечные сверла используют для сверления отверстий под болты и шипы. Такое сверло имеет две заточенные боковые кромки (два лезвия), которые режут древесину при вращении сверла в обе стороны. В древесину сверло углубляют под нажимом. Очистку сверла производят, вынув его из отверстия. В отличие от ложечного, раковинообразное сверло (бурав), имеющее спиральный наконечник, углубляется в древесину без нажима на него сверху и одновременно выталкивает стружку наружу.
Шилообразное сверло эквивалентно трехгранному шилу, его применяют для получения отверстий под шурупы, поворачивая при сверлении налево направо. С помощью зенковочного сверла рассверливают верхнюю часть отверстий под головки шурупов и болтов. Рабочая часть такого сверла имеет вид конуса с продольными канавками, идущими к центру.
Выполнение цилиндрических отверстий под вставные круглые шипы, сверление сквозных и неглубоких отверстий поперек волокон производят центровым сверлом с плоской головкой (перовым сверлом). Плоский резец лопатки горизонтально подрезает древесину в виде спиральной стружки по окружности и углубляется в древесину. Однако сверлить глубокие отверстия центровыми сверлами трудно из-за плохого удаления стружки.
Однако сверлить глубокие отверстия центровыми сверлами трудно из-за плохого удаления стружки.
При механическом сверлении применяют спиральное (шнековое) сверло, две трети которого выполнены в виде винтообразной спирали. Конусообразный винт в центре сверла направляет сверло в древесину, а дугообразные резцы углубляют его в древесину. При этом короткие сверла длиной 105—145 мм. При выборке гнезд этими сверлами отверстия получаются чистыми, т. к. стружка хорошо удаляется по винтовым канавкам.
Сверла с винтовой частью применяют для сверления глубоких отверстий поперек волокон. Конец этих сверл имеет винт с мелкой резьбой. По форме их подразделяют на винтовые и штопорные. Штопорное сверло в виде стальной спиральной ленты может заменять шнековое.
Пробочное сверло используется для высверливания сучков. Его рабочая часть имеет вид цилиндра с круговым подрезателем; внутри цилиндра расположена диаметральная стенка — резец. Пробочное сверло используют при сверлении на станках.
При отсутствии сверл по дереву их можно изготовить из сверл по металлу. Для этого сверла по металлу перезатачивают.
Разметочный инструмент.
Рулетка, метр, рейсмус, ерунок, малка, гребенка, циркуль, нутромер, ШЦ-1, карандаш, шаблоны, шнурок предназначен для разметки линии большой длины, его натирают мелом или окрашивают.
Долбление зубчатых колёс [ править | править код ]
Зубчатые колёса долбят на специальных зубодолбёжных станках с применением специальных долбяков. Зубодолбёжный долбяк представляет собой зубчатое колесо, снабжённое режущими кромками. Поскольку срезать сразу весь слой металла обычно невозможно, обработка производится в несколько этапов. При обработке инструмент совершает возвратно-поступательное движение относительно заготовки. После каждого двойного хода, заготовка и инструмент поворачиваются относительно своих осей. Таким образом, инструмент и заготовка как бы «обкатываются» друг по другу. После того, как заготовка сделает полный оборот, долбяк совершает движение подачи к заготовке. Этот процесс происходит до тех пор, пока не будет удалён весь необходимый слой металла.
Этот процесс происходит до тех пор, пока не будет удалён весь необходимый слой металла.
Читать также: Как развальцевать железную тормозную трубку
Долбёжными Пазовальными Сверлильно-пазовальными называются агрегаты, позволяющие изготавливать отверстия, канавки, пазы, шипы, гнезда и т.д. в деревянных деталях. Иногда резательным инструментом в таких аппаратах выступает долото. С помощью этого оборудования производят пазошиповые соединения. Долбёжные резцы несколько отличаются от аналогичных элементов поперечно-строгального станка. Движение можно осуществить обратно-поступательно, вертикально и перпендикулярно. Все остальное зависит от обрабатываемых элементов. Подача при этом, как правило, прерывистая (периодическая).
Характерными особенностями таких агрегатов являются большой уровень хождения ползающей части, называемой долбяком, и диаметр рабочего пространства. Эти параметры определяют размер заготовки.
Параметры обработки можно установить при помощи долбяка. Его положения регулируются по отношению к обрабатываемым поверхностям. В современных долбёжных станках присутствует подвижный ползун, который передвигается при помощи механических или гидравлических приводов.
В современных долбёжных станках присутствует подвижный ползун, который передвигается при помощи механических или гидравлических приводов.
Современные долбёжные станки разделяют на два вида. Первый – настольные пазовально-долбежные станки – обрабатывают заготовки высотой не более 100 мм. Заготовка устанавливается между зажимными планками и крепится с помощью маховика. Рабочий стол перемещается в поперечном и вертикальном положениях. Режущим инструментом выступают пазовальные насадки, сверла, долото.
Второй вид – стационарные долбежно-сверлильные станки обрабатывают заготовки толщиной до 290 мм. В качестве режущего инструмента выступают резцы, сверла и фрезы для профессиональной обработки. Некоторые модели станков оснащены функцией поворота головы на 180 градусов, что позволяет работать с высокими деталями.
При выборе долбежного станка следует учитывать размеры заготовок и планируемые задачи.
Долбежные станки по металлу – устройства, предназначенные для обработки металлических заготовок. Аппараты данного типа относятся к узкоспециализированным станкам и способны создавать элементы самого разного типа посредством выемки металла. Долбежные станки по металлу можно приобрести в соответствующем магазине или сделать своими руками. Инструкцию по самостоятельному созданию устройства вы сможете найти в этой статье.
Аппараты данного типа относятся к узкоспециализированным станкам и способны создавать элементы самого разного типа посредством выемки металла. Долбежные станки по металлу можно приобрести в соответствующем магазине или сделать своими руками. Инструкцию по самостоятельному созданию устройства вы сможете найти в этой статье.
Читать также: Оправки для проверки станков на технологическую точность
Важные характеристики при выборе оборудования
К основным технологическим параметрам долбежных станков относятся габариты рабочего пространства и усилие резания металла. Помимо этого, одни и те же модели могут отличаться вариантом системы управления (индикация, предустановка позиции, c ЧПУ) и дополнительным оборудованием (приспособления для подачи заготовок, быстрозажимная оснастка, механизмы стружкоудаления и пр.). Но все же при выборе долбежного станка в первую очередь необходимо анализировать следующие технические характеристики:
- Величина хода ползуна. Этот показатель определяет максимальную глубину обработки детали.

- Размер рабочей поверхности стола. От него зависят предельные габариты детали для данной модели долбежного станка.
- Скорость перемещения ползуна. Обычно измеряется в м/мин, но у некоторых моделей указывается в двойных ходах в минуту. От этого параметра (в сочетании со следующим) зависит скорость резания металла и, соответственно, производительность станка.
- Максимальное усилие резания. Измеряется в килоньютонах и напрямую определяет производительность оборудования, особенно при резании металла на больших подачах при черновой обработке.
Кроме технологических, важными являются и эксплуатационные показатели. В первую очередь к ним относятся потребляемая мощность, конструкция систем смазки и вид главного привода (электрический или гидравлический).
Общая характеристика класса
Долбежные станки, независимо от условий их производства, всегда похожи между собой в особенностях конструкции. Любой станок обладает станиной, как ключевым элементом строения. Именно к нему крепятся остальные элементы конструкции: рабочая поверхность, долбежный узел, коробка подач, электрический, механический или гидравлический привод.
Любой станок обладает станиной, как ключевым элементом строения. Именно к нему крепятся остальные элементы конструкции: рабочая поверхность, долбежный узел, коробка подач, электрический, механический или гидравлический привод.
Профессиональное оборудование отличается от самодельного именно типом привода. Как правило, заводские станки оснащены гидравлическим приводом, который в домашних условиях сделать практически нереально. Гидравлика существенно ускоряет производственный процесс и облегчает работу оператора станка.
В то же время самодельные устройства, использующие механический или электрический привод, обладают достаточным потенциалом для выполнения качественной обработки металлических заготовок.
Станки долбежного типа способны выполнять следующие функции:
- Формирование пазов шпоночного типа на различных поверхностях.
- Создание канавок и вырезов в отверстиях разного рода.
- Обработка внешних и внутренних поверхностей (высота – до 32 см, глубина – до 25 см).

Кроме основных элементов конструкции, долбежные станки имеют еще ряд дополнительных деталей и узлов: системы охлаждения и управления, резервуары для сбора отходов производства, осветительные элементы. Принцип работы станка позволяет оснащать его численным программным управлением.
Особенности долбежного устройства
Профессиональные и самодельные станки имеют схожую, относительно простую конструкцию, в которой реализуется один из двух принципов выполнения реза:
- с помощью подвижного рабочего инструмента на неподвижной столешнице;
- путём подачи детали на подвижных салазках к режущему органу.
По расположению инструмента по отношению к обрабатываемой детали:
- параллельно столешнице, рез происходит в горизонтальной плоскости;
- перпендикулярно к столешнице, с движением сверла в вертикальной плоскости.
Как правило, при самостоятельном изготовлении долбежного станка режущий инструмент крепится к двигателю напрямую или через ременную передачу, располагается в горизонтальной плоскости, параллельно основанию. В более профессиональных исполнениях или самодельных станках на основе пресса, фрезерного или сверлильного станка рабочее устройство имеет вертикальный ход по отношению к основанию.
В более профессиональных исполнениях или самодельных станках на основе пресса, фрезерного или сверлильного станка рабочее устройство имеет вертикальный ход по отношению к основанию.
Основные элементы режущей части инструмента для долбежного станка
Выбор заводских аппаратов
Чаще всего готовые станки долбежного типа покупают из модельного ряда «ГД», который на рынке представлен несколькими сериями. Это довольно устаревшие аппараты, которые, однако, обладают достаточным набором функциональных возможностей и полностью подходят для использования в домашних мастерских.
Для более качественной и быстрой обработки деталей выбирают станки зарубежного производства. Они позволяют выполнять широкий спектр работ по металлу.
В первую очередь это касается параметров обрабатываемых заготовок, мощность инструмента, его размеры и функциональные возможности, допустимый угол для наклона. Большое значение имеет возможность перемещения рабочих поверхностей и долбежного узла.
При выборе устройств всегда учитывайте будущее место их расположения. Для домашних мастерских подойдут небольшие по габаритам станки со средней или малой мощностью. Это позволит сэкономить место и электроэнергию. Для производств покупают более мощные аналоги с внушительными габаритами. Стоит также учитывать уровень квалификации человека, который будет работать за тем или иным аппаратом.
Читать также: Станок для производства воздуховодов
Видео: самодельный настольный долбежный станок по металлу.
Рекомендации по выбору
Долбежные станки характеристики может иметь самые различные, так как в продаже встречается несколько сотен или даже тысяч моделей. Рекомендации по выбору следующие:
- Особое внимание следует уделять тому, какой максимальный градус наклона салазок имеет конкретная модель. Также нужно уделять внимание вариантам исполнения, который позволяет дополнять конструкцию механизмом поворота.
- Каждый станок должен иметь подробную инструкцию по применению.
 В случае, если в документе указана возможность долбления в упор, то значить модель предназначена для работы с большими заготовками. Ручной долбежный станок по дереву не позволяет проводить обработку подобного рода.
В случае, если в документе указана возможность долбления в упор, то значить модель предназначена для работы с большими заготовками. Ручной долбежный станок по дереву не позволяет проводить обработку подобного рода. - Нужно учитывать и то, какой привод имеет станок. Самый простой долбежник для дерева имеет ручной привод, но большой производительностью обладает только вариант исполнения с гидравлическим или электрическим приводом. Достаточно просто создать подобную конструкцию именно с механическим приводом.
- Нужно уделить внимание и производительности, которая зависит от мощности установленного электродвигателя и размеров режущей планки с цепью. Однако стоит учитывать, что с повышение мощности установленного двигателя существенно повышаются и расходы при проведении обработки заготовки. Настольный или бытовой вариант исполнения, как правило, имеет мощность не более 1-2 кВт. Достаточно часто они имеют компактные размеры, имеют небольшой вес, что и определяет популярность в бытовом использовании.

Кроме этого уделяется достаточно много внимания популярности бренда, под которым проводится производство конструкции, а также стоимость. Недорогие модели, как правило, служат относительно небольшой срок, требуют периодического обслуживания.
Станок своими руками
Свой долбежный станок, со средним уровнем функциональных возможностей, можно сделать относительно быстро и дешево, но для этого потребуется определенная схема изготовления. Самодельное устройство должно быть вертикальной компоновки и работать на ручном приводе. Все другие концепции тоже осуществимы, но на их изготовление пойдет гораздо больше времени и ресурсов.
- В первую очередь необходимо создать рабочий стол для станка.
 Наиболее оптимальные размеры этого элемента строения находятся в районе 35Х35Х2 см.
Наиболее оптимальные размеры этого элемента строения находятся в районе 35Х35Х2 см. - К этому рабочему столу приделывают стальной стержень-стойку с диаметром не меньше 4 сантиметров. Его высота должна составлять от 45 до 50 см. Для прикрепления стержня к фланцу, на его конце выполняют специальную проточку. По всей высоте стойки прорезан продольный паз.
- В нашем случае фланец – это большая шайба, в центре которой есть отверстие. Элемент оснащен тремя фиксаторами, посредством которых он и крепится к стойке.
- Стойка продевается во фланец своим проточенным концом и приваривается к нему. Фланец, в свою очередь, крепится к рабочему столу при помощи резьбы.
- На стержень насаживают консоль и державку, между которыми находится пружина для сжатия.
- Консоль состоит из двух элементов в форме цилиндра. Они пустые внутри и соединяются посредством перемычки и сварки. В качестве перемычки рекомендуют использовать трубу квадратного типа с сечением 60Х60Х2,5. С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи.

- Рычаги изготавливают из стальной полосы с размерами 3 на 1 см. Элементы крепятся к оси цилиндра и державки.
- Суппорт станка визуально должен напоминать обычные тиски. Металлические заготовки крепятся в фиксаторе трехкулачкового типа. Он устанавливается на верхней активной площадке суппорта. Именно посредством такого узла заготовка подается к режущему инструменту.
Стоит отметить, что в зависимости от применяемых чертежей и параметров готового самодельного устройства, за один проход можно осуществить обработку металлической заготовки на глубину от 0,3 до 0,5 мм.
2.9. Сверлильный и долбежный инструмент.
Назначение и типовые конструкции режущих инструментов для глубинной обработки: сверл и зенкеров, фрезерных цепей, долот (гнездовых фрез). Особенности технологического применения перечисленных инструментов.
Подготовка сверлильных и долбежных инструментов к работе.
Методические указания
Сверла применяется
для образования в деревянных деталях
цилиндрических сквозных отверстий или
несквозных гнезд для соединения деталей
посредством болтов, деревянных шкантов
или винтов. Сверла применяются также
для удаления сучков при заделке их
специальными пробками.
Сверла применяются также
для удаления сучков при заделке их
специальными пробками.
Конструкция сверла определяется его технологическим назначением, например видом обрабатываемого материала и направлением сверления относительно волокон древесины или плоскости плиты (в пласть или кромку).
Изучите типы сверл, элементы сверла и условия их работы. Станочные сверла -центровые станочные, с круглыми подрезателями, с зубчатыми подрезателями, полые, ложечные, спиральные, винтовые, знаковые, штопорные. Нужно знать их размерные величины и условия применения. Учащийся должен ознакомиться с основными требованиями, предъявляемыми к форме и точности размеров сверл.
Зенкеры по принципу
работы являются сверлильным инструментом,
применяемым для частичного рассверливания
отверстий (например, для выбора углубления
под головку винта или .формирования
фасонных выемок в деталях). По
рекомендованной литературе следует
изучить различные конструктивные
варианты зенкеров и особенности
подготовки их к работе.
Далее рассмотрите долбежный инструмент, который применяется для выборки гнезд в древесных деталях под шиповые соединения. Подробно ознакомьтесь с распространенными инструментами – фрезерными головками цепнодолбежных станков, которые изготовляется по ГОСТ 10509-77.
Фрезерные долбежные цепи изготовляются трехрядными, пятирядными и семирядными. Фрезерные головки цепнодолбежных станков по дереву работают вместе с направляющей линейкой и звездочкой. Необходимо ознакомиться с подготовкой цепочек к работе и с их установкой в станок.
Кроме фрезерных головок для выбора паза в кромках рамок применяются гнездовые долбежные фрезы.
Гнездовые долбежные фрезы представляют собой многолезвийную плоскую мерную (по ширине гнезда) пластинку, несущую зубья с двух сторон – торцовой и боковой. Гнездовые долбежные фрезы применяются на агрегатных силовых головках в агрегатных многопозиционных станках.
Самостоятельно
следует разобраться не только в
конструкции долбежного инструмента,
но и в операциях по подготовке его к
работе, ознакомиться с приемами проведения
подготовительных операций на производстве.
Шлифовальные шкурки: абразивные материалы, основы, связки, рекомендации по выбору шкурок.
Подготовка шлифовальных шкурок к работе на различных шлифовальных станках.
Методические указания
Шлифовальные шкурки предназначены для подготовки поверхности под отделку, шлифования лаковых покрытий и калибрования.
Шлифовальные шкурки изготовляются на бумажной основе по ГОСТ 6456-82 и на тканевой основе по ГОСТ 5009-82.
В зависимости от нанесения абразивного материала на основу шлифовальные шкурке изготовляются:
Э – электростатическим способом:
М – механическим способом.
Шлифовальные шкурки изготовляются в рулонах я листах. Разберем особенности ГОСТ 6456-75.
По ГОСТ 6456-75 абразивный материал имеет следующую маркировку:
| Вид абразивного материала | Марка эбразивного материала |
Электрокорунд нормальный | 15А, 14А, 13А |
Электрокорунд белый | 24А, 23А |
Легированный электрокорунд | 34А, ЗЗА, 32А |
Монокорунд | 45А, 44А, 43А |
Карбид кремния зеленый | 64С, 63С |
Карбид кремния черный | 55С, 54С, 53С |
Кремень | 81 Кр |
Стекло |
Условные обозначения бумаги для шлифовальной шкурки
Наименование марки бумаги | Разрушающие
усилия. | УСЛОЕ | ныв обозначения |
0-140 | 20 | П1 | |
0-200 | 25 | П2 | |
0-210 | 30 | П3 | |
0-235 | 30 | П4 | |
0-240 | 40 | П5 | |
БШ-140 | 18 | П6 | |
БШ-200 | 23 | П7 | |
БШ-240 | 28 | П8 |
 в
продольном направлении, кГс
в
продольном направлении, кГс В зависимости от
неравномерности толщины шлифуемой
шкурки она подразделяется на классы
(таблица приведена сокращенно).
Номер зерна абразивного материала | Неравномерность толщина шлифуемой шкурки в мм не более | |
класс А,Б | класс В | |
50 | 0,30 | 0,35 |
40-20 | 0,20 | 0,25 |
16-10 | 0,12 | 0,15 |
8-3 | 0,08 | 0,10 |
М63-М40 | 0,06 | 0,08 |
Абразивные материалы в зависимости от размера зерен разделяются на следующие группы и номера зернистости:
шлифзерно 200-16
шлифпорошки 12-3
микропорошки М63-М14
Каждый номер зернистости характеризуется следующими фракциями:
предельной, которая обозначается буквой П;
нормальной – Н.
1М 720×50 П8 15А 25Н А ГОСТ 6456-82,
где 1М – тип I, изготовлена механическим способом;
720×50 – размер шлифшкурки;
П8 – на бумажной основе марки БШ-240;
15А – вид абразивного материала – электрокорунд нормальный;
25Н – номер зерна 25, нормальной фракции;
А – класс зерна.
Шлифовальная шкурка на тканевой основе имеет условное обозначение, например: 1М 820×50 12 15А 5Н А,
где 1М – тип I, изготовлена механическим способом;
820×50 – размеры шлифовальной шкурки;
Л2 – тканевая основа – саржа особо легкая, артикул 7142;
15А – вид абразивного материала – электрокорунд нормальный;
5Н – номер зерна 5, нормальной фракции;
А – класс зерна.
Долото | Долбежные инструменты и приемы работы ими
Станки и инструмент для долбления [ править | править код ]
Долбление достаточно точная операция при обработке материалов и требующая значительного усилия, потому для проведения долбления применяют следующее оборудование:
- Вертикально-долбежные станки: основное предназначение — долбление.

- Строгальные станки: долбление является вспомогательной операцией и отличается низкой точностью (прим. как исключение).
- Универсально-фрезерные станки: долбление производится при установке на главный шпиндель специальной долбежной головки (как вспомогательная операция при мелкосерийном и единичном производстве).
- Долбежные головки устанавливаемые на вертикально фрезерные станки, сейчас головки производят только в Китае и в Республике Беларусь, г. Полоцке.
Основным инструментом при выполнении долбления является так называемый долбяк. Долбяк представляет собой специально приспособленный и заточенный резец устанавливаемый в резцедержателе долбежной головки. Долбяк при работе совершает частые возвратно-поступательные движения (вверх-вниз) и режущей кромкой срезает стружку на обрабатываемой поверхности материала. Заготовка в свою очередь совершает движение подачи в ручном или автоматическом режиме. При долблении применяют СОЖ (смазывающие охлаждающие жидкости).
Для изготовления долбяков применяются быстрорежущие стали и оснащение пластинами из твёрдых сплавов.
Долбление зубчатых колёс [ править | править код ]
Зубчатые колёса долбят на специальных зубодолбёжных станках с применением специальных долбяков. Зубодолбёжный долбяк представляет собой зубчатое колесо, снабжённое режущими кромками. Поскольку срезать сразу весь слой металла обычно невозможно, обработка производится в несколько этапов. При обработке инструмент совершает возвратно-поступательное движение относительно заготовки. После каждого двойного хода, заготовка и инструмент поворачиваются относительно своих осей. Таким образом, инструмент и заготовка как бы «обкатываются» друг по другу. После того, как заготовка сделает полный оборот, долбяк совершает движение подачи к заготовке. Этот процесс происходит до тех пор, пока не будет удалён весь необходимый слой металла.
Читать также: Контактор на схеме по госту
Долбёжными Пазовальными Сверлильно-пазовальными называются агрегаты, позволяющие изготавливать отверстия, канавки, пазы, шипы, гнезда и т. д. в деревянных деталях. Иногда резательным инструментом в таких аппаратах выступает долото. С помощью этого оборудования производят пазошиповые соединения. Долбёжные резцы несколько отличаются от аналогичных элементов поперечно-строгального станка. Движение можно осуществить обратно-поступательно, вертикально и перпендикулярно. Все остальное зависит от обрабатываемых элементов. Подача при этом, как правило, прерывистая (периодическая).
д. в деревянных деталях. Иногда резательным инструментом в таких аппаратах выступает долото. С помощью этого оборудования производят пазошиповые соединения. Долбёжные резцы несколько отличаются от аналогичных элементов поперечно-строгального станка. Движение можно осуществить обратно-поступательно, вертикально и перпендикулярно. Все остальное зависит от обрабатываемых элементов. Подача при этом, как правило, прерывистая (периодическая).
Характерными особенностями таких агрегатов являются большой уровень хождения ползающей части, называемой долбяком, и диаметр рабочего пространства. Эти параметры определяют размер заготовки.
Параметры обработки можно установить при помощи долбяка. Его положения регулируются по отношению к обрабатываемым поверхностям. В современных долбёжных станках присутствует подвижный ползун, который передвигается при помощи механических или гидравлических приводов.
Современные долбёжные станки разделяют на два вида. Первый – настольные пазовально-долбежные станки – обрабатывают заготовки высотой не более 100 мм. Заготовка устанавливается между зажимными планками и крепится с помощью маховика. Рабочий стол перемещается в поперечном и вертикальном положениях. Режущим инструментом выступают пазовальные насадки, сверла, долото.
Заготовка устанавливается между зажимными планками и крепится с помощью маховика. Рабочий стол перемещается в поперечном и вертикальном положениях. Режущим инструментом выступают пазовальные насадки, сверла, долото.
Второй вид – стационарные долбежно-сверлильные станки обрабатывают заготовки толщиной до 290 мм. В качестве режущего инструмента выступают резцы, сверла и фрезы для профессиональной обработки. Некоторые модели станков оснащены функцией поворота головы на 180 градусов, что позволяет работать с высокими деталями.
При выборе долбежного станка следует учитывать размеры заготовок и планируемые задачи.
Долбежные станки по металлу – устройства, предназначенные для обработки металлических заготовок. Аппараты данного типа относятся к узкоспециализированным станкам и способны создавать элементы самого разного типа посредством выемки металла. Долбежные станки по металлу можно приобрести в соответствующем магазине или сделать своими руками. Инструкцию по самостоятельному созданию устройства вы сможете найти в этой статье.
Читать также: Почему энергосберегающая лампочка горит после выключения
Долбежные инструменты и приемы работы ими
Долбление есть процесс резания древесины при помощи долот и стамесок (при ручном способе долбления), которыми совершается вертикальное или наклонное прямолинейное движение. Долблением получают отверстия и углубления разных профилей: прямоугольные, квадратные, косоугольные и др.
Долото представляет собой резец из инструментальной углеродистой или хромистой (до 0,8% хрома) стали с прямой режущей кромкой. Долота по своему устройству бывают плотничные и столярные (рис. 40, а, б). В модельном производстве долота применяют при изготовлении заготовок на модели и стержневые ящики.
Стандартные плотничные долота имеют размеры: ширина 10—25 мм, толщина 9—12 мм; размеры столярных долот: ширина 6—20 мм, толщина 8—11 мм. Угол заточки долот 30°.
В модельном производстве долбление не является основным видом резания, тем не менее при изготовлении крупных моделей и стержневых ящиков оно широко применяется, особенно тогда, когда отсутствует ручной электрифицированный инструмент.
Для удобства работы следует иметь набор из 5—6 долот. Ручки долот делают из древесины крепких пород. На верхние концы ручек насаживают стальные кольца для предохранения ручек от раскалывания во время ударов по ним деревянными молотками-киянками или другими ударными инструментами.
Киянки могут иметь как прямоугольную, так и круглую форму профиля, изготовляют их из твердых пород дерева.
Чтобы пробить сквозные прямоугольные отверстия, сначала выдалбливают с одной стороны гнездо глубиной примерно до 0,5 толщины бруска, а затем поворачивают изделие на 180° и продолжают выдалбливание с другой стороны. При сквозном долблении под брус или другую заготовку подкладывают выстроганную доску, чтобы предохранить верстак от порчи долотом. Заготовку вместе с доской прижимают к крышке верстака струбцинками или закрепляют другим способом. Долбление производят всегда только по разметке, риски отверстия при этом должны быть видны по всему контуру. Ширина долота должна соответствовать ширине отверстия.
Рис. 40. Долото и прием долбления: а — плотничное долото, б — долбление сквозного отверстия; 1 — изделие, 2 — подкладка (выстроганная доска), 3 — стол верстака, 4 — столярное долото
Толщина стружки должна составлять не более 3—5 мм. Операцию долбления выполняют в следующем порядке. Долото, установленное вертикально у риски поперек волокон, от первого удара киянки перерезает долевые волокна заготовки и углубляется по вертикали на 3—4 мм. Затем долото вынимают, ставят под некоторым углом внутрь гнезда и наносят второй удар, от которого древесина скалывается; действуя долотом как рычагом, стружку выбрасывают наружу.
Для получения точного и чистого отверстия долбление вначале надо производить легкими ударами, чтобы долото не отклонилось от разметочных рисок, и только по мере углубления его в древесину сила ударов может возрастать.
Приблизившись к противоположной риске, долото поворачивают к ней передней гранью и начинают повторять первоначальные операции. Сделав гнездо с одной стороны, таким же способом делают и с другой, если отверстие сквозное. При выдалбливании отверстия с размером, превышающим ширину долота в 2—3 раза, долбление начинают производить сначала по риске боков отверстия, а затем в середине. Проушины, у которых боковые стенки запиливают пилой, делают таким же способом, как и сквозное отверстие с той лишь разницей, что внутренняя часть гнезда (торец) немного поднутряется, чтобы при соединении изделий не получилось зазора. Чтобы качество работы было достаточно высоким, инструмент должен быть всегда острым и с хорошей ручкой.
При выдалбливании отверстия с размером, превышающим ширину долота в 2—3 раза, долбление начинают производить сначала по риске боков отверстия, а затем в середине. Проушины, у которых боковые стенки запиливают пилой, делают таким же способом, как и сквозное отверстие с той лишь разницей, что внутренняя часть гнезда (торец) немного поднутряется, чтобы при соединении изделий не получилось зазора. Чтобы качество работы было достаточно высоким, инструмент должен быть всегда острым и с хорошей ручкой.
Долота применяют и при изготовлении довольно сложных по контуру углублений на моделях или стержневых ящиках. Долбление и в этом случае начинают от рисок контура, чтобы при скалывании древесины не произвести защепа волокон за риской заготовки.
- Стамески
Общая характеристика класса
Долбежные станки, независимо от условий их производства, всегда похожи между собой в особенностях конструкции. Любой станок обладает станиной, как ключевым элементом строения. Именно к нему крепятся остальные элементы конструкции: рабочая поверхность, долбежный узел, коробка подач, электрический, механический или гидравлический привод.
Профессиональное оборудование отличается от самодельного именно типом привода. Как правило, заводские станки оснащены гидравлическим приводом, который в домашних условиях сделать практически нереально. Гидравлика существенно ускоряет производственный процесс и облегчает работу оператора станка.
В то же время самодельные устройства, использующие механический или электрический привод, обладают достаточным потенциалом для выполнения качественной обработки металлических заготовок.
Станки долбежного типа способны выполнять следующие функции:
- Формирование пазов шпоночного типа на различных поверхностях.
- Создание канавок и вырезов в отверстиях разного рода.
- Обработка внешних и внутренних поверхностей (высота – до 32 см, глубина – до 25 см).
Кроме основных элементов конструкции, долбежные станки имеют еще ряд дополнительных деталей и узлов: системы охлаждения и управления, резервуары для сбора отходов производства, осветительные элементы. Принцип работы станка позволяет оснащать его численным программным управлением.
Принцип работы станка позволяет оснащать его численным программным управлением.
Профессиональное оборудование
Станок долбежный цепной по дереву наиболее распространен в производстве. Именно на его примере рассмотрим устройство долбежного станка по дереву.
К основным моментам можно отнести:
- Специальная цепь является главным элементом конструкции. Она имеет огромное количество отдельных звеньев, которые соединены между собой шарнирным способом. При этом каждое звено представлено фрезерным зубом, который затачивается специальным образом.
- Основные узлы предназначены для передачи движения и корректировки процесса обработки. Рассматриваемая цепь натягивается на специальную направляющую планку, по которой и движется цепь. Зубья проводят удаление дерева, после чего образуется стружка и паз.
Как ранее было отмечено, при производстве различных моделей используется практически одинаковая схема долбежного станка по дереву. Она достаточно проста, несколько напоминает сверлильный станок. К основным моментам можно отнести:
К основным моментам можно отнести:
- Основной элемент конструкции — станина, которой крепятся и другие узлы.
- На станине крепится подвижный суппорт, который имеет электродвигатель и стол. Следует учитывать, что узел, на котором проводится крепление заготовки, представлен столом с зажимным элементом.
- От электродвигателя вращение передается при помощи ремня. Ременная передача используется при производстве различных конструкций.
Есть модель, которая работает по несколько иному принципу. Суппорт с режущим элементом находится в неподвижном состоянии, а стол может двигаться благодаря механическому или гидравлическому приводу. Бытовой вариант исполнения, как правило, не имеет привод.
Деревообрабатывающий долбежный станок
Долбежный станок основные узлы имеет различного типа в зависимости от эксплуатационных качеств. Примером можно назвать модели с ЧПУ, которые в последнее время пользуются большой популярностью. Популярность связана с возможностью создания пазов, которые имеют высокую точность.
При рассмотрении того, как работает долбежный станок по дереву отметим, что принцип работы зависит от компоновки оборудования: различные типы долбежных станков могут иметь вертикальное или горизонтальное расположение режущего инструмента.
Однако наибольшей популярностью пользуется горизонтальный долбежный станок по дереву, так как подобная компоновка определяет компактность конструкции и возможность ее быстрой наладки.
Выбор заводских аппаратов
Чаще всего готовые станки долбежного типа покупают из модельного ряда «ГД», который на рынке представлен несколькими сериями. Это довольно устаревшие аппараты, которые, однако, обладают достаточным набором функциональных возможностей и полностью подходят для использования в домашних мастерских.
Для более качественной и быстрой обработки деталей выбирают станки зарубежного производства. Они позволяют выполнять широкий спектр работ по металлу.
В первую очередь это касается параметров обрабатываемых заготовок, мощность инструмента, его размеры и функциональные возможности, допустимый угол для наклона. Большое значение имеет возможность перемещения рабочих поверхностей и долбежного узла.
Большое значение имеет возможность перемещения рабочих поверхностей и долбежного узла.
При выборе устройств всегда учитывайте будущее место их расположения. Для домашних мастерских подойдут небольшие по габаритам станки со средней или малой мощностью. Это позволит сэкономить место и электроэнергию. Для производств покупают более мощные аналоги с внушительными габаритами. Стоит также учитывать уровень квалификации человека, который будет работать за тем или иным аппаратом.
Читать также: Перфорированный лист для верстака
Видео: самодельный настольный долбежный станок по металлу.
Станок своими руками
Свой долбежный станок, со средним уровнем функциональных возможностей, можно сделать относительно быстро и дешево, но для этого потребуется определенная схема изготовления. Самодельное устройство должно быть вертикальной компоновки и работать на ручном приводе. Все другие концепции тоже осуществимы, но на их изготовление пойдет гораздо больше времени и ресурсов.
- В первую очередь необходимо создать рабочий стол для станка. Наиболее оптимальные размеры этого элемента строения находятся в районе 35Х35Х2 см.
- К этому рабочему столу приделывают стальной стержень-стойку с диаметром не меньше 4 сантиметров. Его высота должна составлять от 45 до 50 см. Для прикрепления стержня к фланцу, на его конце выполняют специальную проточку. По всей высоте стойки прорезан продольный паз.
- В нашем случае фланец – это большая шайба, в центре которой есть отверстие. Элемент оснащен тремя фиксаторами, посредством которых он и крепится к стойке.
- Стойка продевается во фланец своим проточенным концом и приваривается к нему. Фланец, в свою очередь, крепится к рабочему столу при помощи резьбы.
- На стержень насаживают консоль и державку, между которыми находится пружина для сжатия.
- Консоль состоит из двух элементов в форме цилиндра. Они пустые внутри и соединяются посредством перемычки и сварки. В качестве перемычки рекомендуют использовать трубу квадратного типа с сечением 60Х60Х2,5.
 С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи.
С двух сторон оправочного цилиндра следует приварить оси для рычагов подачи. - Рычаги изготавливают из стальной полосы с размерами 3 на 1 см. Элементы крепятся к оси цилиндра и державки.
- Суппорт станка визуально должен напоминать обычные тиски. Металлические заготовки крепятся в фиксаторе трехкулачкового типа. Он устанавливается на верхней активной площадке суппорта. Именно посредством такого узла заготовка подается к режущему инструменту.
Стоит отметить, что в зависимости от применяемых чертежей и параметров готового самодельного устройства, за один проход можно осуществить обработку металлической заготовки на глубину от 0,3 до 0,5 мм.
Назначение долбежного станка
Устройство наилучшим образом подходит для автоматизированной обработки деталей из дерева. Это узкоспециализированный автомат, очень сильно напоминающий как своим внешним видом, так и перечнем основных конструктивных элементов станок для сверления. С помощью долбёжного станка в деревянной заготовке можно проделывать пазы, отверстия, гнёзда, выемки, каналы. Для получения профилей необходимых размеров станок оснащается дополнительной оснасткой.
Для получения профилей необходимых размеров станок оснащается дополнительной оснасткой.
Все долбёжные автоматы сходны по своим основным функциям. К их числу относятся:
- двухосевая регулировка рабочего стола при перемещении;
- измерение размера паза и расстояния между отверстиями с помощью специального измерительного инструмента.
Для обеспечения выполнения функций станки комплектуются набором механизмов. Это могут быть различные струбцины и крепёжные тиски, с помощью которых заготовку можно закрепить в различных плоскостях, под разными углами к обрабатывающей поверхности. Одной из самых распространённых разновидностей долбёжного агрегата является пазовальный станок.
Обратите внимание! С помощью механизма круговой подачи оператор может производить обработку по окружности в таких местах, до которых резец обычного строгального станка попросту не достанет.
При продавливании и последующем высверливании центра заготовки на пазовальном станке по дереву можно изготавливать детали, соединяющиеся между собой пазо-шиповым способом. Передвижная каретка позволяет делать пазы ровными, а также абсолютно одинаковыми по длине с помощью пазовальной насадки. В процессе работы насадка одновременно осуществляет продавливание с помощью удара и сверление отверстий.
Передвижная каретка позволяет делать пазы ровными, а также абсолютно одинаковыми по длине с помощью пазовальной насадки. В процессе работы насадка одновременно осуществляет продавливание с помощью удара и сверление отверстий.
ОКОФ 142894880 Зенкеры и долбежный инструмент для деревообработки Общероссийский классификатор основных фондов
Смежные группы
142894010 Инструмент металлообрабатывающий режущий (сверла, метчики, плашки, зенкеры, развертки, фрезы, резцы, протяжки и прочий)
142894100 Сверла из быстрорежущей стали спиральные общего назначения с цилиндрическим хвостовиком
142894110 Сверла из быстрорежущей стали спиральные общего назначения с коническим хвостовиком
142894120 Сверла из быстрорежущей стали спиральные для определенных материалов
142894130 Сверла из быстрорежущей стали комбинированные, центровочные, конические
142894140 Сверла из быстрорежущей стали для глубоких отверстий
142894150 Сверла твердосплавные
142894170 Сверла из легированных инструментальных сталей
142894180 Сверла для станков с ЧПУ и автоматических линий из быстрорежущей стали
142894190 Метчики из углеродистой стали ручные
142894200 Метчики из быстрорежущей стали гаечные
142894210 Метчики из быстрорежущей стали машинно – ручные
142894220 Метчики из углеродистой стали машинно – ручные и машинные
142894230 Метчики твердосплавные
142894250 Метчики для станков с ЧПУ и автоматических линий
142894260 Плашки резьбонарезные круглые
142894270 Плашки резьбонарезные плоские
142894280 Зенкеры из быстрорежущей стали
142894290 Зенкеры твердосплавные
142894300 Зенковки конические
142894310 Зенковки подрезные
142894320 Зенковки цилиндрические для обработки опорных мест под крепежные детали
142894340 Зенкеры для станков с ЧПУ из быстрорежущей стали
142894350 Развертки из инструментальных сталей ручные
142894360 Развертки из быстрорежущей стали машинные
142894370 Развертки из быстрорежущей стали машинные насадные
142894380 Развертки твердосплавные (кроме для станков с ЧПУ)
142894390 Развертки конические
142894400 Развертки котельные, однозубые, специальные
142894410 Развертки для станков с ЧПУ и для автоматических линий
142894420 Фрезы из инструментальных сталей зуборезные и резьбовые
142894430 Фрезы из быстрорежущей стали
142894460 Фрезы твердосплавные (кроме для станков с ЧПУ)
142894480 Фрезы для станков с ЧПУ
142894490 Резцы из быстрорежущей стали токарные
142894500 Резцы из быстрорежущей стали прочие
142894510 Резцы твердосплавные напайные
142894520 Резцы твердосплавные сборные с механическим креплением многогранных пластин (кроме резцов для станков с ЧПУ)
142894530 Резцы твердосплавные цельные
142894540 Резцы твердосплавные прочие
142894550 Резцы минералокерамические
142894560 Резцы для станков с ЧПУ и автоматических линий
142894570 Пилы дисковые
142894580 Протяжки круглые
142894590 Протяжки для нецилиндрических отверстий
142894600 Протяжки шлицевые прямобочные из стали с центрированием по наружному диаметру
142894610 Протяжки шлицевые прямобочные из стали с центрированием по внутреннему диаметру
142894620 Протяжки шлицевые из стали с эвольвентным, треугольным и прочими профилями
142894630 Протяжки шпоночные
142894640 Протяжки для обработки наружных поверхностей
142894650 Прошивки
142894660 Долбяки
142894670 Долбяки шлицевые, для напильников и специальные
142894680 Шеверы
142894720 Инструмент зубонакатный
142894020 Инструмент деревообрабатывающий
142894730 Фрезы насадные цельные из стали незатылованные для деревообработки
142894740 Фрезы насадные цельные из стали затылованные для деревообработки
142894750 Фрезы насадные цельные твердосплавные для деревообработки
142894760 Фрезы насадные составные из стали незатылованные для деревообработки
142894770 Фрезы насадные составные из стали затылованные для деревообработки
142894780 Фрезы насадные составные твердосплавные для деревообработки
142894790 Фрезы насадные сборные с ножами из стали для деревообработки
142894800 Фрезы насадные сборные с твердосплавными ножами для деревообработки
142894810 Фрезы концевые из стали с цилиндрическим хвостовиком для деревообработки
142894820 Фрезы концевые твердосплавные с цилиндрическим хвостовиком для деревообработки
142894830 Фрезы концевые с коническим хвостовиком для деревообработки
142894840 Фрезы концевые из стали с креплением на резьбе для деревообработки
142894850 Фрезы концевые твердосплавные с креплением на резьбе для деревообработки
142894860 Сверла из стали для деревообработки
142894870 Сверла твердосплавные для деревообработки
142894890 Ножи плоские без прорезей для деревообработки
142894900 Ножи плоские с прорезями для деревообработки
142894910 Ножи фасонные для деревообработки
142894920 Коросниматели
142894930 Резцы призматические для деревообработки
142894940 Резцы фасонные для деревообработки
Добавить комментарий к ОКОФ 142894880 Зенкеры и долбежный инструмент для деревообработки Общероссийский классификатор основных фондов
|
Механизированное долбление Категория: Столярные работы Механизированное долбление Для механизированного долбления применяют ручной электродолбежник и цепнодолбежный станок ДЦА-2. Станочные долота применяются при пользовании долбежными станками устаревших конструкций. Они малопроизводительны, и выборка гнезд производится шириной 6—40 мм. Наиболее производительный долбежный инструмент— долбежные фрезерные цепочки. Долбежные фрезерные цепочки на цепнодолбежных станках работают в комплекте с направляющей линейкой и ведущей звездочкой. На стационарных и переносных станках применяют направляющие линейки для выборки гнезд длиной 40 и 55 мм. Ширина гнезд зависит от ширины фрезерной цепочки и по стандарту принята 6—25 мм. Стандартные направляющие линейки имеют параллельные друг другу боковые направляющие стенки. У зубьев фрезерных цепочек затачивают переднюю грань на специальных или универсальных заточных станках. В последнее время значительное применение получил новый долбежный инструмент — многолезвийное плоское долото, применяемое на специальных долбежных установках. Многолезвийные плоские долота по своей конструкции очень просты и могут быть изготовлены для любого размера гнезда по ширине. Во время работы многолезвийные плоские долота совершают возвратно-поступательное движение для выбрасывания стружки и колебательное движение по дуге вдоль выбираемого гнезда, в процессе которого происходит резание. По производительности и точности выполнения гнезд многолезвийные долота занимают промежуточное место между полыми долотами и долбежными цепочками. Рис. 1. Долбежный станочный инструмент: Цепнодолбежный станок ДЦА-2 служит для выборки широких и глубоких гнезд. Размер выбираемого гнезда; ширина 6—25 мм, длина 40—430 мм, глубина 140 мм. Режущим инструментом его является цепочка. Рабочая часть станка смонтирована на суппорте. Суппорт имеет гидравлический привод, обеспечивающий необходимую скорость подачи на заданную глубину долбления согласно шкале и автоматическое возвращение его в исходное положение. При работе обрабатываемый брусок накладывают на стол до упора соответственно разметке и крепят прижимом к упорной линейке, устанавливаемой на нужном расстоянии от цепочки. Затем педалью включают гидропривод подачи суппорта. При движении на изделие суппорт с линейкой и движущейся цепочкой 6 воздействует на путевой переключатель, установленный в соответствии с заданной глубиной долбления, и переключает золотник гидравлического привода на обратный ход, после чего суппорт возвращается в исходное положение. Для выработки длинного паза стол при опущенной на полную глубину паза цепочке вместе с изделием передвигают по направляющим с помощью маховичка и реечного механизма в пределах упоров, устанавливаемых при наладке станка на длину паза. Долбление происходит при опускании цепочки в древесину. Гнездо получается прямоугольной формы с округленным дном. Шип в такое гнездо полностью войти не может, хотя оно и выбрано по размеру. Поэтому стол станка необходимо устанавливать для выборки сквозного гнезда так, чтобы центр ролика на конце направляющей планки опускался глубже нижней плоскости детали на 3— 4 мм. Глубину выбираемого несквозного гнезда следует увеличить против длины шипа на величину радиуса закругления режущей цепочки. Делая гнезда равными длине шипа, можно срезать у него углы. Электродолбежник И-1 предназначен для выборки в деревянных деталях прямоугольных отверстий, сквозных и глухих пазов, гнезд. Он может быть использован и как ручной переносный электроинструмент, и как полустационарный станок, если его закрепить на верстаке. Режущим инструментом элек-тродолбежника является непрерывная долбежная цепочка, состоящая из отдельных, шарнирно соединенных между собой звеньев. Рис. 2. Цепнодолбежный станок с автоподачей ДЦА-2: Рис. 3. Цепи электродол-бежника И-1: Перед началом работы необходимо проверить исправность долбежных цепочек и правильность направления вращения вала электродвигателя. Обрабатываемый материал должен быть хорошо закреплен. Электродолбежник устанавливают так, чтобы его цепочка находилась над разметкой гнезда. Рукоятку с выключателем берут в правую руку, включают электродвигатель и равномерно нажимают на обе рукоятки долбежника, корпус его будет опускаться по направляющим колонкам, а долбежная цепочка врезаться в древесину, выбирая требуемое гнездо. Опускание электродвигателя вместе с режущей цепочкой на заданную глубину долбления регулируют передвижным кольцом, имеющимся на одной из вертикальных колонок. Скорость резания зависит от твердости обрабатываемой древесины и ширины выбираемого паза. В комплект электродолбежника входят четыре сменные цепочки для выдалбливания гнезд размерами 8X40, 12X40, 16X40, 20X55 мм. Рис. 4. Электродол-бежник И-1: Пазы шириной больше ширины цепочки выбирают за несколько проходов. Для этого после первого прохода электродол-бежник сдвигают на ширину цепи и делают следующий проход. Сверху электродолбежника имеется козырек для защиты работающего от вылетающей стружки. Когда электродолбежником И-1 нужно выбрать гнезда, пазы или врезки, расположенные под различными углами к поверхности обрабатываемого лесоматериала, пользуются дополнительным приспособлением. Рис. 5. Долбление гнезд электродолбежником: Использовать стационарно установленный электродолбежник для долбления гнезд и проушин в брусках весом легче самого Долбежника можно следующим способом. Электродолбежник устанавливают на столе или верстаке так, чтобы плоскость режущей цепочки была параллельна кромке стола и отстояла от нее на расстоянии, равном толщине щечки, получающейся в бруске при долблении гнезда. Долбежник прикрепляют к столу крючками, проходящими через крышку стола, и закрепляют снизу гайками. Брусок устанавливают на полку, прикрепленную к стойкам стола кронштейнами, и упирают в упор, сделанный для этого на полке. Электродолбежник во время работы опускают, нажимая ногой на рычаг, укрепленный под столом и соединенный проволочным хомутом с корпусом инструмента. Электродолбежник рассчитан на повторно-кратковременный режим работы, предусматривающий 6 мин. работы и 4 мин. перерыва. Перегружать электродвигатель нельзя. Рис. 6. Установка электродолбежника на столе Рис. 7. Заточка долбежной цепочки на электроточильном приборе И-26: Электродолбежник С-474 предназначен для выборки в деревянных изделиях прямоугольных гнезд и шпунтовых пазов различных размеров. Размеры выбираемых долбежником пазов от 8X40X125 до 16X70X150 мм, скорость резания 7,8 м/сек., скорость подачи 0,22 м/мин, мощность электродвигателя 0,8 кет, число оборотов в минуту — 2700, напряжение — 220 в, вес 13 кг. Во время работы долбежная цепочка постепенно затупляется и дает неровную, шероховатую поверхность резания. Затупленную цепь надо снять и заменить другой или заточить на точильном приборе. Долбежные цепочки затачивают на универсальном электроточильном приборе И-26 или на приборах И-138А и И-121. Для этого суппортное устройство поднимают вверх до предела, а его палец устанавливают под прямым углом к валу. Затем надевают долбежную цепочку на звездочку точильной рукоятки и надвигают рукоятку на палец суппорта так, чтобы передние грани зубьев цепи были обращены к плоской стороне точильного диска 6. Передвижением горизонтальных и вертикальных салазок приводят переднюю грань зуба в соприкосновение с плоской стороной диска. Повернув упорный угольник так, чтобы при заточке предшествующий зуб упирался в его накладку, включают электродвигатель и затачивают зуб, равномерно передвигая правой рукой рукоятку. Для заточки следующего зуба рукоятку с цепочкой выводят из-под точильного диска, поворачивают звездочку влево на один зуб и снова продвигают рукоятку к вращающемуся точильному диску. Некоторые иностранные фирмы вместе с цепнодолбежными станками поставляют приспособления для заточки цепочек непосредственно на самом станке, благодаря чему,отпадает необходимость в специализированном точильном станке. Приспособления по своей конструкции просты и могут быть установлены на любом целнодолбежном станке. Наждачный круг, обычно тарельчатой формы, крепят непосредственно на шпинделе станка вместо звездочки при помощи зажимных шайб. На вертикальных цепнодолбежных станках долбежные цепочки затачивают, перемещая их вдоль наждачного круга. В горизонтальных станках для этой цели используют рабочий ход шпинделя при неподвижном положении цепочки. Положение цепочки фиксируют упорными планками или делительными кольцами, имеющими прорези, шаг которых соответствует шагу затачиваемой цепочки. При отсутствии долбежных станков для вырезки квадратных и прямоугольных отверстий применяют комбинированные сверла, устанавливаемые в патрон шпинделя вертикально-сверлильного станка. Комбинированное сверло состоит из двух частей—сверла и квадратного пустотелого долота. Сверла и долота могут быть разных размеров: от 6×6 до 30×30 мм. Прямоугольные отверстия кратны стороне квадрата долота. Так, долотом размером 16 мм можно сделать за один проход квадратное отверстие 16X16 мм, за два прохода — прямоугольное отверстие 16×32 мм, за три прохода—прямоугольное отверстие 16X48мм. Сверло имеет вращательно-поступательное движение, а долото, идущее за сверлом, — только поступательное. В то время как сверло высверливает круглое отверстие, долото вырезает уголки квадрата. Несмотря на большую скорость резания, стружка свободно выходит через два окна долота по растянутой спирали сверла. Для уменьшения трения стружки и нагрева сверла канавка, идущая по спирали сверла, хромируется. Изготовляют долота и сверла из инструментальной стали У7А. Электрофрезер И-56 употребляется (.при соответствующем режущем инструменте) для выполнения фрезерных, сверлильных и долбежных операций: выборки гнезд и пазов, зарезки проушин и шипов, сверления отверстий и для других работ. Электрофрезером можно сверлить отверстия диаметром до 26 мм и глубиной до 100 мм. Электрофрезер приводится в движение электродвигателем, который включают поворотом рукоятки. Вал ротора электродвигателя одновременно служит шпинделем, на нижнем конце которого имеется конусное отверстие, куда вставляют соответствующий режущий инструмент, закрепленный гайкой. Для подъема и опускания режущего инструмента вместе с корпусом фрезера имеется подъемное приспособление. Оно устроено следующим образом: на валу маховичка закреплена ведущая зубчатая шестерня, которая своими зубьями сцепляется с зубчатой рейкой, укрепленной на корпусе электродвигателя. При вращении маховичка вращается зубчатая шестерня и перемещает вверх или вниз зубчатую рейку и соединенный с ней корпус фрезера. Рис. 8. Вырезка прямоугольных отверстий комбинированным сверлом: Рис. 9. Электрофрезер И-56 Электрофрезер может быть использован как ручной электроинструмент и как стационарный станок. Для стационарного использования необходимо изготовить установочное приспособление применительно к виду работ. В зависимости от характера работы подбирают соответствующий режущий инструмент, который должен быть правильно заточен, не иметь трещин, зазубрин, следов грязи и ржавчины. Рис. 10. Электрофрезер для выборки гнезд под дверные замки: После осмотра фрезера его работу проверяют на холостом ходу. Режим работы должен быть повторно-кратковременным. После работы электрофрезер тщательно очищают от пыли, опилок, протирают чистой тряпкой и проверяют работу всех его механизмов. При выявлении неисправностей его направляют в ремонтную мастерскую. Электрофрезер для долбления гнезд под дверные замки укрепляют на кромке дверного полотна при помощи зажимных винтов. Станок вдоль гнезда движется по направляющим колонкам с помощью рукоятки подачи, а в глубь гнезда — при помощи шарнирной ручки, находящейся на противоположном от фрезы конце рабочего валика. Реклама:Читать далее:Ручное сверление древесины
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Работа производится по разметке, упорам и шаблону. Режущим инструментом являются простые станочные долота и долбежная фрезерная цепочка.
Работа производится по разметке, упорам и шаблону. Режущим инструментом являются простые станочные долота и долбежная фрезерная цепочка.
 Наибольшие размеры обрабатываемого бруска: высота 250 мм, ширина 200 мм; скорость подачи суппорта 4,8 м/мин, число оборотов шпинделя до 3000 в минуту, мощность 5 кет, вес станка 980 кг.
Наибольшие размеры обрабатываемого бруска: высота 250 мм, ширина 200 мм; скорость подачи суппорта 4,8 м/мин, число оборотов шпинделя до 3000 в минуту, мощность 5 кет, вес станка 980 кг. На выходе цепочки установлен упорный башмак, предупреждающий образование в древесине сколов и вырывов.
На выходе цепочки установлен упорный башмак, предупреждающий образование в древесине сколов и вырывов.

 Приспособление представляет собой опорную плиту с кронштейнами, в которых задний конец опорной рамы может быть закреплен в любом наклонном положении.
Приспособление представляет собой опорную плиту с кронштейнами, в которых задний конец опорной рамы может быть закреплен в любом наклонном положении.


 Таким сверлом за 1 мин. можно сделать от 15 до 35 прямоугольных или квадратных отверстий глубиной до 100 мм, в зависимости от величины отверстия и породы древесины.
Таким сверлом за 1 мин. можно сделать от 15 до 35 прямоугольных или квадратных отверстий глубиной до 100 мм, в зависимости от величины отверстия и породы древесины.
 При вращении маховичка по часовой стрелке корпус фрезера плавно опускается, а при вращении против часовой стрелки поднимается вместе с режущим приспособлением. Подъемное приспособление имеет стопорное устройство. Перемещается электрофрезер по направляющим вручную. Для перестановки фрезера с одного места на другое к его корпусу прикреплены две рукоятки: одна подвижная, а другая неподвижная. Соединяется инструмент с питающей сетью гибким шланговым кабелем.
При вращении маховичка по часовой стрелке корпус фрезера плавно опускается, а при вращении против часовой стрелки поднимается вместе с режущим приспособлением. Подъемное приспособление имеет стопорное устройство. Перемещается электрофрезер по направляющим вручную. Для перестановки фрезера с одного места на другое к его корпусу прикреплены две рукоятки: одна подвижная, а другая неподвижная. Соединяется инструмент с питающей сетью гибким шланговым кабелем. Перед установкой инструмента отверстие конуса и хвостовик режущего инструмента следует насухо протереть. При неплотной посадке хвостовика в конусе инструмент может вибрировать и испортиться.
Перед установкой инструмента отверстие конуса и хвостовик режущего инструмента следует насухо протереть. При неплотной посадке хвостовика в конусе инструмент может вибрировать и испортиться. Электрофрезером можно выбирать гнезда длиной до 250 мм, глубиной до 150 мм и шириной от 16 до 22 мм, в зависимости от диаметра фрезы.
Электрофрезером можно выбирать гнезда длиной до 250 мм, глубиной до 150 мм и шириной от 16 до 22 мм, в зависимости от диаметра фрезы.Долбёжный Инструмент 6 Букв – ответ на кроссворд и сканворд
Решение этого кроссворда состоит из 6 букв длиной и начинается с буквы Д
Ниже вы найдете правильный ответ на Долбёжный инструмент 6 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Воскресенье, 3 Ноября 2019 Г.
ДОЛОТО
предыдущий следующий
другие решения
ДОЛОТО
ты знаешь ответ ?
ответ:
связанные кроссворды
- Долото
- Дай рубля, прибью а то.
 я добытчик, али кто? а не дашь, тады пропью …! — что грозился пропить герой песни в. высоцкого?
я добытчик, али кто? а не дашь, тады пропью …! — что грозился пропить герой песни в. высоцкого? - Деревообрабатывающий (буровой) инструмент
- Долото
- Инструмент для разрушения горной породы при бурении 6 букв
- Инструмент для обработки древесины долблением 6 букв
- Деревообрабатывающий (буровой) инструмент 6 букв
- Заточенная узкая стальная пластина для выдалбливания пазов и отверстий в дереве 6 букв
похожие кроссворды
- (музыкальный инструмент) струнный щипковый инструмент 4 буквы
- Струнный спортивный инструмент 7 букв
- Струнный спортивный инструмент 7 букв
- Инструмент для резки стекла в виде острого куска этого камня 5 букв
- Австралийский музыкальный инструмент 7 букв
- Австрал.
 муз. инструмент 7 букв
муз. инструмент 7 букв - Измерительный инструмент: мерная лента, сматываемая в небольшой футляр 7 букв
- Инструмент для измерения длины 7 букв
- Трехструнный щипковый музыкальный инструмент с треугольной декой 9 букв
- Струнный щипковый музыкальный инструмент 5 букв
- Украинский народный струнный щипковый музыкальный инструмент 7 букв
Что такое размещение — почему это важный инструмент
Размещение — это сокращенный термин для процесса распределения продуктов (SKU) по местам на складе в соответствии с бизнес-правилами и характеристиками продукта.
Как правило, это ограничение ограничено только местом сбора или онлайн-местоположениями, однако оно может налагать некоторые общие правила для размещения запасов в оптовых зонах, чтобы повысить эффективность пополнения.
Есть еще один способ повысить производительность вашего склада.
Высокий уровень Слотинг — минимальное требование для реализации нового объекта. Детальное слотирование относительно редко используется как в новых, так и в существующих операциях. В тех редких случаях, когда слоттинг упоминается в торговых статьях, делаются заявления о значительном повышении производительности. (См. «Современное обращение с материалами, 16 января 2006 г.»).
Почему вы должны рассмотреть возможность использования слотов в своем бизнесе?
- Вы перестраиваете текущую планировку склада.
- Вы строите новый объект.
- Вы пытаетесь сократить эксплуатационные расходы на складе.
- Вы работаете в сезонной отрасли, в которой спрос на продукцию меняется в течение года.

- Вы хотите уменьшить перемещение складского персонала по складу.
- Вы хотите уменьшить количество повреждений товара на складе.
Коммерческая прибыль по регулярным подробным программам маркетинговых акций Может включать:
- Повышена эффективность комплектования заказов.
- Уменьшение повреждения продукта.
- Повышение эффективности пополнения и размещения.
- «Проверка работоспособности» конструкции отмычки.
Если вы хотите внедрить эффективную стратегию распределения и обработки на своем складе быстро и без отвлечения ваших ресурсов от повседневной работы, наши консультанты по управлению запасами будут рады взять на себя эту задачу и помочь вам достичь вышеуказанных преимуществ.
Повышение эффективности комплектования заказов
Производительность комплектования можно повысить, прорезая продукт в соответствии с характеристиками движения. Быстроходные транспортные средства могут быть расположены ближе к конвейерам и проходам, чтобы уменьшить перемещение, и в легкодоступных местах (наилучших местах).
Быстроходные транспортные средства могут быть расположены ближе к конвейерам и проходам, чтобы уменьшить перемещение, и в легкодоступных местах (наилучших местах).
Предметы, которые регулярно собираются вместе, могут располагаться в соседних местах. В более крупных системах комплектования с конвейером деятельность комплектования может быть сбалансирована по зонам, обеспечивая равномерную концентрацию продукта и снижение заторов в зоне комплектования.
Уменьшение повреждения продукта
Повреждение продукта может быть уменьшено за счет распределения мест в соответствии с характеристиками SKU (например, хранение хрупких предметов вдали от складских коробок, обеспечение того, чтобы тяжелые предметы находились в сладкой зоне и т. д.) . Тяжелые предметы можно размещать в начале отбора, гарантируя, что они сначала будут размещены на поддоне или в контейнере/коробке, чтобы исключить дробление другого продукта.
Повышение эффективности пополнения и размещения
Могут быть установлены правила в отношении количества, которое должно храниться в каждом складе SKU (например, «Должен быть запас как минимум на одну неделю, а вместимость места и точка пополнения должны позволять минимальное количество пополнения в количестве картонной партии). »).
»).
Это уменьшит частоту пополнения запасов и избавит от необходимости хранить запасы во временном месте из-за нехватки мест.
Операции с большим количеством SKU обычно имеют группы продуктов или семейств, которые поставляются одним или несколькими поставщиками. Прорези могут позволить сгруппировать эти продукты в пределах областей отмычки, сокращая перемещение, необходимое для пополнения непосредственно после получения.
Несмотря на то, что оптовые запасы могут храниться в случайных местах, они также могут быть разделены на области и SKU конкретного поставщика, расположенные случайным образом, но в областях, близких к местам их выбора.
Проверка работоспособности» конструкции отмычки
Непрерывная прорезка выявит любое несоответствие между конфигурацией отмычки и требованиями диапазона SKU, пропускной способности и правил прорезки.
Изменения неизбежны, и то, что требовалось при проектировании и установке отмычки, скорее всего, не подходит для бизнес-профиля на годы вперед. Слотинг может позволить компаниям распознать несоответствие и сбалансировать затраты, связанные с возникающей неэффективностью, и капитал, необходимый для перенастройки.
Слотинг может позволить компаниям распознать несоответствие и сбалансировать затраты, связанные с возникающей неэффективностью, и капитал, необходимый для перенастройки.
Так почему же слотирование часто отсутствует в панели инструментов управления операциями?
Слотирование не является панацеей, и для его эффективности требуется поддержка и участие других сфер, помимо складских операций.
Слотинг требует анализа точных SKU и данных о транзакциях. Данные SKU, обычно основной файл продукта (PMF), должны поддерживаться, а изменения в упаковке, размерах, единицах продажи и т. д. фиксируются до того, как продукт поступит в продажу.
Это, в свою очередь, требует внедрения и обеспечения соблюдения стандартов и протоколов поставщиков для внедрения новых продуктов. Покупатели/маркетинг должны предоставить оценки вероятного спроса на все новые продукты. S&OP должен быть на высоте, чтобы не было неожиданных рекламных акций и т. д.
д.
Точные данные о конфигурации отмычки с размерами расположения, типами и системами нумерации имеют важное значение.
Долбление — ценный инструмент; однако, за исключением объектов, поддерживающих предвыборные продажи, это не является постоянным требованием. Обычно размещение можно проводить при сезонных изменениях или ежеквартально. Эта неравномерность требований, как правило, позволяет легко отложить слотирование на второй план до тех пор, пока не перестанут бороться с пожарами, и неудивительно, что этого никогда не происходит.
Повторная прорезка всей поверхности отмычки — это дорогостоящее и трудоемкое дело. Подход должен заключаться в том, что только те SKU, которые расположены наиболее неудачно, идентифицируются и перемещаются в каждый слот. Сезонные изменения (замена продуктов для загара на товары от простуды и гриппа) следует планировать заранее, а требования учитывать при первоначальной конфигурации выбора.
Какие инструменты доступны для меня?
Доступны программные инструменты для долбления. Основные поставщики WMS обычно имеют модуль слотирования в своем программном пакете. Доступны отдельные программы с различными возможностями. Если вам нужен беспристрастный анализ ваших потребностей в слотировании и помощь в выборе подходящего программного решения, наши консультанты по управлению складом будут рады принять участие.
Основные поставщики WMS обычно имеют модуль слотирования в своем программном пакете. Доступны отдельные программы с различными возможностями. Если вам нужен беспристрастный анализ ваших потребностей в слотировании и помощь в выборе подходящего программного решения, наши консультанты по управлению складом будут рады принять участие.
Что я могу сделать для своего бизнеса?
Слот-приложения могут быть дорогими в покупке и требуют высоких технических навыков для работы. Но награды доступны для тех, кто настойчив.
В Logistics Bureau мы можем предоставить полностью аутсорсинговые услуги, чтобы предоставить вам рекомендации по размещению в зависимости от типа выполняемой вами операции.
Другие наши услуги по управлению запасами и складами включают:
- Обзоры и аудиты складских процессов
- Выбор и закупка WMS
- Проекты по улучшению управления запасами
- Планировка и редизайн склада
Если вы хотите, чтобы мы провели аудит нового проекта склада, пришли и провели разовую проверку вашей текущей конфигурации или помогли сезонным образом справиться с изменениями в вашем бизнесе, мы можем вам помочь.
Для получения дополнительной информации, почему бы не посетить наш услуги по управлению запасами страница? Это логичный следующий шаг перед тем, как вы свяжетесь с нами по телефону , чтобы обсудить планы улучшения вашего склада и IM.
С уважением,
Роб О’Бирн
Электронная почта: [Электронная почта защищена]
Телефон: +61 417 417 307
Успешное слот с помощью Miniature Tool Tools
9000 2 10001700. ” или прецизионной концевой фрезой 0,032 дюйма, прорезание пазов является одной из самых сложных операций на инструменте. Во время операций по долблению на всю режущую кромку инструмента оказывается большое усилие и давление. Это приводит к более низким скоростям и подачам, а также к повышенному износу инструмента, что делает этот процесс одним из самых неприятных процессов даже для самых лучших режущих инструментов.
С миниатюрными инструментами (для целей этого блога, диаметром менее 1/8 дюйма) игра меняется. То, как мы подходим к миниатюрным инструментам, совершенно иное, когда речь идет о долблении. В этих случаях жизненно важно выбрать правильный инструмент для этих операций. Несколько советов могут вас удивить, если вы привыкли работать с более крупными инструментами, но будьте уверены, это проверенные и проверенные рекомендации, которые значительно повысят ваши шансы на успех в миниатюрных приложениях для прорезания пазов.
Использовать как можно больше канавок
При работе с традиционными траекториями обработки пазов самой большой проблемой с режущим инструментом является обеспечение наилучшего удаления стружки за счет использования надлежащего количества канавок. Традиционно говоря, вы хотите использовать как можно меньше флейт. Для обработки алюминия/цветных металлов обычно не более 2/3 канавок, а для обработки стали/черных металлов рекомендуется 4 канавки. Меньшее количество канавок оставляет место для эвакуации стружки, поэтому вы не перерезаете стружку и не засоряете канавки инструмента в глубоких пазах.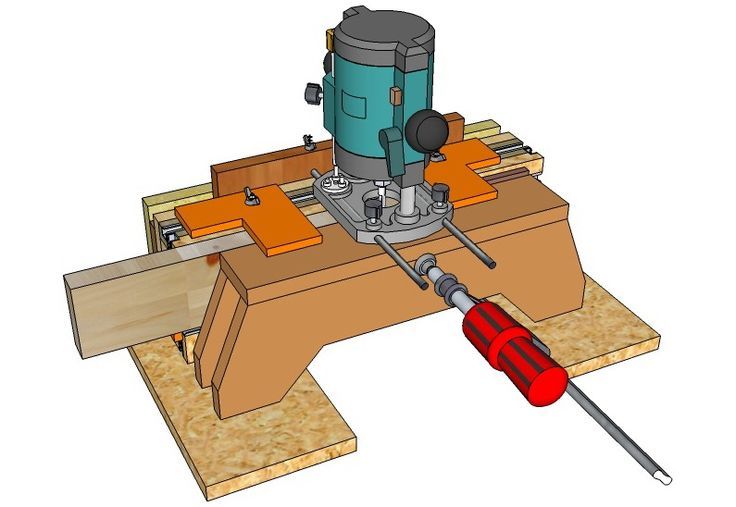
При обработке пазов миниатюрными инструментами наибольшие проблемы возникают с жесткостью инструмента, его прогибом и прочностью сердцевины. С помощью микрослотов мы не «прорезаем», а скорее «делаем прорези». При традиционном долблении мы можем ввести инструмент ½” на 2xD в деталь, чтобы сделать полный паз, и инструмент справится с этим! Но эта техника просто невозможна с меньшим инструментом.
Возьмем, к примеру, концевую фрезу 0,015 дюйма. Если мы делаем канавку глубиной 0,015 дюйма с помощью этого инструмента, мы, вероятно, получим осевую глубину от 0,001 до 0,002 дюйма за проход. В этом случае стружка больше не является вашей проблемой, поскольку это не традиционная траектория обработки пазов. Жесткость и прочность сердечника теперь являются ключевыми, а это значит, что нам нужно добавить как можно больше каннелюр! Даже для таких материалов, как алюминий, 4- или 5-зубые инструменты будут гораздо лучшим вариантом при меньших диаметрах, чем традиционные инструменты с 2/3 канавками. Выбирая инструмент с большим числом канавок, некоторые конечные пользователи отмечают увеличение срока службы инструмента в 50–100 раз по сравнению с инструментами с меньшим числом канавок и меньшей жесткостью и прочностью.
Выбирая инструмент с большим числом канавок, некоторые конечные пользователи отмечают увеличение срока службы инструмента в 50–100 раз по сравнению с инструментами с меньшим числом канавок и меньшей жесткостью и прочностью.
Используйте самый прочный угол при прорезании
Помимо того, что вы должны убедиться, что у ваших миниатюрных инструментов прочный сердечник при прорезке, вам также необходимо тщательно проверить прочность вашего угла. Установка углового радиуса на ваш инструмент — отличный шаг, который значительно улучшает угловую прочность инструмента по сравнению с инструментом с квадратным профилем. Однако, если нам нужна самая прочная геометрия наконечника, следует также рассмотреть возможность использования концевой фрезы со сферическим концом.
Концевая фреза со сферическим концом обеспечивает самый прочный наконечник из трех наиболее распространенных профилей. Конечная геометрия на сферическом наконечнике может работать почти как концевая фреза с высокой подачей, обеспечивая более высокие скорости подачи на легких осевых проходах, которые необходимы для обработки микро-пазов.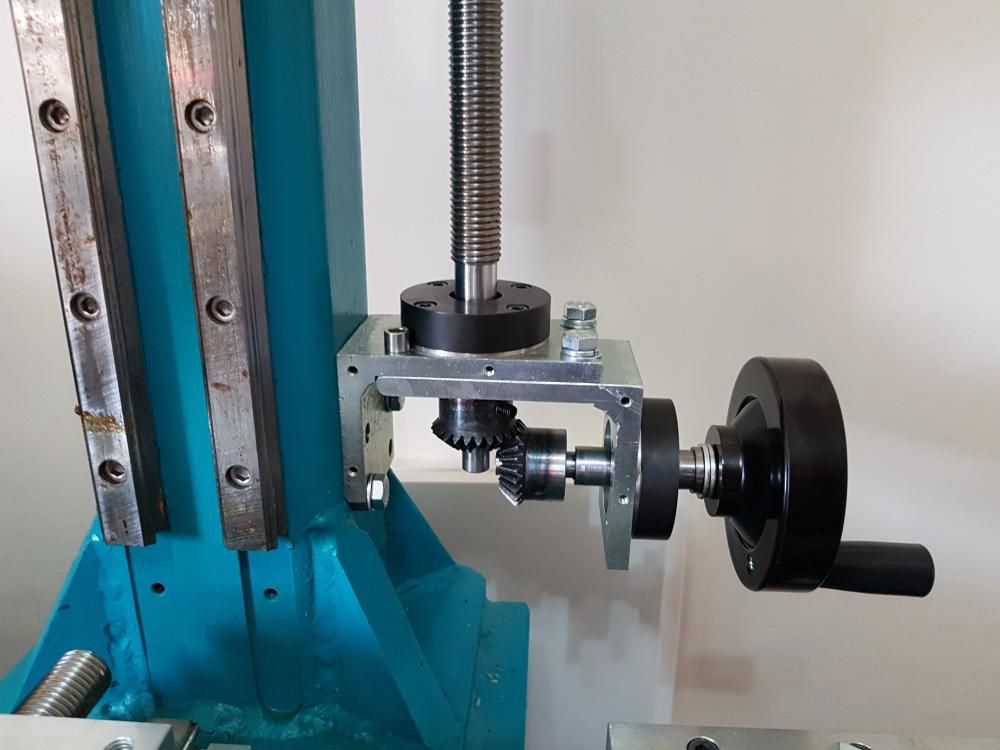 Угол опережения на сферической вершине также позволяет утончать стружку в осевом направлении, что увеличивает срок службы инструмента и позволяет сократить время цикла.
Угол опережения на сферической вершине также позволяет утончать стружку в осевом направлении, что увеличивает срок службы инструмента и позволяет сократить время цикла.
Поиск подходящего инструмента для операций по обработке миниатюрных пазов
Точность и аккуратность имеют первостепенное значение, когда речь идет о миниатюрных инструментах, независимо от того, выполняете ли вы обработку пазов, черновую обработку или даже просто хочу сделать отверстие в детали. В соответствии с приведенными выше рекомендациями также важно иметь различные варианты инструментов для удовлетворения ваших конкретных потребностей в слотах. Harvey Tool предлагает концевые фрезы с 5 канавками диаметром до 0,015 дюйма, которые являются отличным вариантом для более прочного инструмента с большим количеством канавок для операций по прорезанию пазов.
Harvey Tool предлагает множество вариантов миниатюрных концевых фрез, например, концевую фрезу с большим вылетом 0,010 дюйма (см. выше).
выше).Если вы хотите повысить прочность углов, Harvey Tool также предлагает широкий выбор миниатюрных концевых фрез с угловым радиусом и сферическим профилем, с десятками вариантов вылета, длины резания и количества канавок. Также доступна информация о скорости и подаче для всех этих инструментов, что немного упрощает программирование этих сложных траекторий.
Достижение успеха в слотировании: резюме
В завершение скажу, что при обработке миниатюрных пазов необходимо сосредоточиться на трех основных моментах: количестве канавок, прочности угла и глубине осевых проходов.
Крайне важно убедиться, что вы используете инструмент с угловым радиусом или сферическим концом и по возможности имеете на своем инструменте как можно больше канавок. Это сохраняет инструмент жестким и предотвращает отклонение, обеспечивая при этом превосходную прочность сердцевины.
Для осевых проходов используйте легкие проходы с несколькими шагами. Использование вашего инструмента почти как концевой фрезы с высокой подачей обеспечит успешную операцию прорезания пазов даже при самых незначительных диаметрах.
Harvey Performance Company
Команда инженеров Harvey Performance Company работает вместе, чтобы гарантировать, что каждая ваша задача обработки — от выбора инструмента и поддержки применения до разработки идеального нестандартного инструмента для вашей следующей работы — будет решена с помощью продуманного комплексного решения.
Крепление на корпус — Фрезы для долбления с полным радиусом
Крепление на корпус — Фрезы для долбления с полным радиусом
Диаметр 3000–10000
- — Доступны шлифованные и литые пластины
- – Круглые пластины уменьшают давление резания
Насадное крепление — полнорадиусные пазовые фрезы.250 Полный радиус Инструмент # Д Флейты W.O.C. D.O.C. Отверстие Ключ Ступица л Картридж Клин Клиновой винт Земля Вставка Формованная Вставка Винт-вставка Ключ SCRSM-302 3.  000
0008 .250 .750 .500 .250 1,375 1.500 Н/Д – Конструкция Solid Pocket RCEB-22G RCEB-22 314Т Т-8 SCRSM-402 4.000 10 .250 .875 1.000 .375 2.000 1,625 22R 15 612 SCRSM-502 5.000 12 .250 1,062 1,250 .500 2,625 1,750 SCRSM-602 6.000 14 .250 .937 1.500 .625 3.800 2,250 .  312
Полный радиус
312
Полный радиусИнструмент # Д Флейты W.O.C. D.O.C. Отверстие Ключ Ступица л Картридж Клин Клиновой винт Земля Вставка Формованная Вставка Винт-вставка Ключ SCRSM-325 3.000 7 .312 .750 .500 .250 1,375 1.500 Н/Д – Прочная карманная конструкция RCEB-25G н/д 314Т Т-8 SCRSM-425 4.000 9 .312 .875 1.000 .375 2.000 1,625 25R 15 612 SCRSM-525 5.  000
00010 .312 1,062 1,250 .500 2,625 1,750 SCRSM-625 6.000 12 .312 .937 1.500 .625 3.800 2,250 .375 Полный радиус Инструмент # Д Флейты W.O.C. D.O.C. Отверстие Ключ Ступица л Картридж Клин Клиновой винт Земля Вставка Формованная Вставка Винт-вставка Ключ SCRSM-303 3.000 6 .375 .750 .500 .250 1,375 1.500 Н/Д – Прочная карманная конструкция RCEB-325G RCEB-325 538Т Т-10 SCRSM-403 4.  000
0008 .375 .875 1.000 .375 2.000 1,625 325R 2 8 SCRSM-503 5.000 10 .375 1,062 1,250 .500 2,625 1,750 SCRSM-603 6.000 12 .375 .937 1.500 .625 3.800 2,250 SCRSM-803 8.000 16 .375 2.000 1.500 .625 3.800 2,250 .500 Полный радиус Инструмент # Д Флейты W.O.C. D.O.C. 
Отверстие Ключ Ступица л Картридж Клин Клиновой винт Земля Вставка Формованная Вставка Винт-вставка Ключ SCRSM-304 3.000 5 .500 .750 .500 .250 1,375 1 500 Н/Д – Прочная карманная конструкция RCEB-435G RCEB-435 838Т Т-20 СКРСМ-404 4.000 6 .500 .875 1.000 .375 2.000 1,625 435R 3 10 SCRSM-504 5.000 8 .  500
5001,062 1,250 .500 2,625 1,750 SCRSM-604 6.000 10 .500 .938 1.500 .625 3.800 2,250 SCRSM-804 8.000 12 .500 2.000 1.500 .625 3.800 2,250 .625 Полный радиус Инструмент # Д Флейты W.O.C. D.O.C. Отверстие Ключ Ступица л Картридж Клин Клиновой винт Земля Вставка Формованная Вставка Винт-вставка Ключ SCRSM-645 6.  000
0005 .625 .938 1.500 .625 3.800 2,250 53R 35 141Д RCEB-53G Н/Д 838Т Т-20 SCRSM-845 8.000 10 .625 2.000 1.500 .625 3.800 2,250 SCRSM-1045 10.000 12 .625 3.000 1.500 .625 3.800 2,875 0,750 Полный радиус Инструмент # Д Флейты W.O.C. D.O.C. Отверстие Ключ Ступица л Картридж Клин Клиновой винт Заземленная вставка Формованная вставка Винт-вставка Ключ SCRSM-605 6.  000
0005 .750 1,250 1.500 .625 3.200 2,250 64Р 4 5161Д Н/Д RCEB-64 1012Т Т-25 SCRSM-805 8.000 7 .750 2.000 1.500 .625 3.800 2,250 SCRSM-1005 10.000 8 .750 3.000 1.500 .625 3.800 2.875 - Фрезы для долбления с полным радиусом диаметром 3000 имеют сплошные карманы.
- Все инструменты диаметром более 3000 мм имеют сменные картриджи.
Вставить информацию
Вставить информацию. 
Шлифованные вставкиВставка # И.К. Т Классы RCEB-22G .250 .125 С40/Б1М/С33 RCEB-25G .312 .125 С40/Б1М/С33 RCEB-325G .375 .156 С40/Б1М/С33 RCEB-435G .500 .220 С40/Б1М/С33 RCEB-53G .625 .220 С40/Б1М/С33 Вставить информацию.
Формованные вставкиВставка # И.К. Т Классы RCEB-22 .250 .125 А10М/Х33 RCEB-325 .  375
375.156 А10М/Х33 RCEB-435 .500 .220 А10М/Х33 RCEB-64 .750 .250 А10М/Х33 Техническая информация.
Информация о скорости и подаче. Материал Ф.М. И.П.Т. Мягкая и низкоуглеродистая сталь
Бывший. 1018, 1020, 1117, 1141, 12Л14800 – 1200 .002 – .006 Высокий Углеродистая и легированная сталь
Бывший. 1045, 4140, 4340, 52100, 8620500 – 800 .002 – .005 Нижний Углеродистая инструментальная сталь
Бывший. П-20, Н-13, С-7400 – 700 .002 – .005 Инструмент Сталь
Бывший. А-2, А-6, Д-2, М-2
А-2, А-6, Д-2, М-2300 – 600 .002 – .004 Нержавеющая сталь Сталь
Бывший. 304, 316, 420, 15-5PH, 17-4PH300 – 600 .002 – .004 Железо
Бывший. Литой, ковкий, с шаровидным графитом600 – 1000 .003 – .007 Никель и титановый сплав
Бывший. Инконель, Хастеллой, TI-6AL-4V120 – 180 .001 – .003 Цветные металлы Металл
Бывший. Алюминий, бронза, латунь1000 – 2500 .003 – .008 Выбор сплава пластин
Шлифованные пластиныМатериал Примеры материалов Предпочтительный класс Мягкое и Низкоуглеродистые стали 1018, 1020, 1117, 1141, 12Л14 Х33 Высокий Углеродистая и легированная сталь 1045, 4140, 4340, 52100, 8620 Х33 Нижний Углеродистая инструментальная сталь П-20, Н-13, С-7 Х33 Инструмент Стали А-2, А-6, Д-2, М-2 Х33 Нержавеющая сталь Стали 303, 304, 316, 420, 15-5ПХ, 17-4ПХ Х33 Железо Литой, с шаровидным графитом Х33 Железо Ковкий Х33 Никель и титановые сплавы Инконель, Хастеллой, TI-6AL-4V Х33 Цветные металлы Металлы Алюминий, бронза, Латунь С40/Б1М Выбор сплава пластины
Литой ВставкиМатериал Материал Примеры Предпочтительный сорт Мягкая и низкоуглеродистая сталь 1018, 1020, 1117, 1141, 12Л14 С33/А10М Высокий Углеродистая и легированная сталь 1045, 4140, 4340, 52100, 8620 С33/А10М Нижний Углеродистая инструментальная сталь П-20, Н-13, С-7 С33/А10М Инструмент Стали А-2, А-6, Д-2, М-2 С33/А10М Нержавеющая сталь Стали 303, 304, 316, 420, 15-5ПХ, 17-4ПХ С33/А10М Железо Литой, с шаровидным графитом С33/А10М Железо Ковкий С33/А10М Никель и титановые сплавы Инконель, Хастеллой, TI-6AL-4V С33/А10М Цветные металлы Металлы Алюминий, Бронза, латунь С33/А10М Марка пластины Описание Марка Описание Б1М Твердый сплав без покрытия – без хонингования Х40 Исключительно гладкое боридное покрытие Х33 Высокоэффективный нитрид Покрытие А10М ТИАЛН / Твердый сплав с оловянным покрытием / Износ Стойкий класс Стандартный поиск инструментов
Вставить поиск
Текущая акция
K-Tool, Inc.
 Каталог 15 теперь доступен для просмотра и загрузки.
Каталог 15 теперь доступен для просмотра и загрузки.Складская прорезка | Решения для хранения данных
Узнайте больше о Smart Slotting в нашем кейсе!
Представляем Smart Slotting: инструмент оптимизации складских позицийВ связи с постоянно меняющимися требованиями клиентов и ростом затрат на рабочую силу как никогда важно обеспечить максимально эффективную работу вашего предприятия. С помощью инструмента оптимизации складских позиций, такого как Smart Slotting, мы позволяем вам визуализировать и оптимизировать свой склад так, как никогда раньше. Этот инструмент позволит нам эффективно обрабатывать ваши данные и предоставить проверенный анализ экономии затрат как для новых, так и для существующих объектов.
Свяжитесь со специалистом по долблению
Что такое Smart Slotting?Smart Slotting — это инструмент оптимизации складских пазов, полностью интегрированный с AutoCAD ® , ведущей в мире программой проектирования.
 В отличие от других складских решений, многие из которых основаны на пройденном расстоянии, Smart Slotting использует такие факторы, как стоимость места, затраты на пополнение запасов и стоимость оборудования, чтобы предоставить вам наиболее эффективное решение.
В отличие от других складских решений, многие из которых основаны на пройденном расстоянии, Smart Slotting использует такие факторы, как стоимость места, затраты на пополнение запасов и стоимость оборудования, чтобы предоставить вам наиболее эффективное решение.Smart Slotting получает необходимые данные и вкладывает доллары в ваши операционные расходы, включая рабочую силу, погрузочно-разгрузочное оборудование, носители информации и многое другое. Используя различные алгоритмы, Smart Slotting определит общий план работы с наименьшими затратами для вашего объекта. Кроме того, этот инструмент складского размещения может учитывать сезонные всплески, будущий рост и другие меняющиеся условия, чтобы убедиться, что вы также готовы к своим будущим потребностям.
Преимущества Smart SlottingС помощью Smart Slotting мы можем помочь вам разработать экономическое обоснование для каждого возможного варианта вашей операции. Вот некоторые из основных преимуществ этого инструмента:
- Перемещайте продукты в место, которое сводит к минимуму расстояние перемещения по всем заказам, что повысит эффективность комплектования и своевременность выполнения заказов при одновременном снижении затрат и увеличении прибыли.

- Избавьтесь от предположений о планировке объекта, рассчитав влияние потенциальных изменений до их реализации.
- Рассмотрите потенциальное сокращение складских и эксплуатационных расходов за счет консолидации операций и объединения всех артикулов под одной крышей.
- Помощь в перемещении артикулов в наилучшее место для учета изменений, вызванных сезонными воздействиями.
- Создайте уникальные бизнес-правила для своей работы, чтобы уменьшить «запасы» и частое пополнение запасов.
Почему Smart Slotting — правильный выбор для васМы знаем, что вашей самой большой задачей является снижение эксплуатационных расходов при сохранении безопасной, продуктивной и точной среды. Вводя набор требований к данным, таких как SKU, физические размеры, потребности в заказах и запасы в наличии, Smart Slotting может помочь вам достичь этих целей наиболее эффективным способом.
Независимо от того, идет ли речь об оптимизации совершенно нового дизайна объекта или анализе альтернативных решений в вашем текущем пространстве, наш процесс размещения склада поможет вам найти наилучшие возможные варианты дизайна.
 Свяжитесь с одним из наших экспертов сегодня по телефону 317.449.8750, чтобы узнать, как Smart Slotting может работать на вас.
Свяжитесь с одним из наших экспертов сегодня по телефону 317.449.8750, чтобы узнать, как Smart Slotting может работать на вас.
Не нашли нужную стойку? Просто спросите нас! (844) 249-2060АВТОМАТИЗАЦИЯ
Интеграция автоматизации склада
ДИЗАЙН
Специалисты по дизайну и верстке
ХРАНЕНИЕ
Погрузочно-разгрузочное оборудование
Настройки файлов cookie и конфиденциальности
Как мы используем файлы cookie
Мы можем запросить установку файлов cookie на вашем устройстве. Мы используем файлы cookie, чтобы сообщать нам, когда вы посещаете наши веб-сайты, как вы взаимодействуете с нами, чтобы улучшить ваш пользовательский опыт и настроить ваши отношения с нашим веб-сайтом.
Нажмите на заголовки различных категорий, чтобы узнать больше. Вы также можете изменить некоторые из ваших предпочтений. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на вашу работу с нашими веб-сайтами и на услуги, которые мы можем предложить.

Основные файлы cookie веб-сайта
Эти файлы cookie строго необходимы для предоставления вам услуг, доступных на нашем веб-сайте, и для использования некоторых его функций.
Поскольку эти файлы cookie необходимы для работы веб-сайта, отказ от них повлияет на работу нашего сайта. Вы всегда можете заблокировать или удалить файлы cookie, изменив настройки браузера и принудительно заблокировав все файлы cookie на этом веб-сайте. Но это всегда будет предлагать вам принять/отказаться от файлов cookie при повторном посещении нашего сайта.
Мы полностью уважаем ваше желание отказаться от использования файлов cookie, но, чтобы не спрашивать вас снова и снова, разрешите нам сохранить для этого файл cookie. Вы можете отказаться в любое время или выбрать другие файлы cookie, чтобы получить лучший опыт. Если вы откажетесь от файлов cookie, мы удалим все установленные файлы cookie в нашем домене.
Мы предоставляем вам список файлов cookie, сохраненных на вашем компьютере в нашем домене, чтобы вы могли проверить, что мы сохранили.
 Из соображений безопасности мы не можем отображать или изменять файлы cookie с других доменов. Вы можете проверить это в настройках безопасности вашего браузера.
Из соображений безопасности мы не можем отображать или изменять файлы cookie с других доменов. Вы можете проверить это в настройках безопасности вашего браузера.Установите этот флажок, чтобы разрешить постоянное скрытие панели сообщений и отказаться от всех файлов cookie, если вы не дадите согласие на это. Нам нужно 2 файла cookie, чтобы сохранить эту настройку. В противном случае вам будет предложено снова открыть новое окно браузера или новую вкладку.
Нажмите, чтобы включить/отключить основные файлы cookie сайта.
Другие внешние службы
Мы также используем различные внешние службы, такие как Google Webfonts, Google Maps и внешние поставщики видео. Поскольку эти провайдеры могут собирать личные данные, такие как ваш IP-адрес, мы разрешаем вам заблокировать их здесь. Имейте в виду, что это может значительно снизить функциональность и внешний вид нашего сайта. Изменения вступят в силу после перезагрузки страницы.
Настройки веб-шрифтов Google:
Нажмите, чтобы включить/отключить веб-шрифты Google.

Настройки карты Google:
Нажмите, чтобы включить/отключить карты Google.
Настройки Google reCaptcha:
Нажмите, чтобы включить/отключить Google reCaptcha.
Встраивание видео в Vimeo и Youtube:
Нажмите, чтобы включить/отключить встраивание видео.
Подтвердить настройки
Долбление
Упростите операции прорезания пазов в нержавеющей стали с помощью цельных твердосплавных концевых фрез, предназначенных для повышения MRR и повышения точности.
3 канавки, шарообразные – с уменьшенной горловиной (Aplus)
Эта 3-х зубая шаровая концевая фреза с уменьшенным числом ne 3 предназначена для превосходного удаления стружки из сталей, жаропрочных сплавов и титана. . .
3 Флейта, шар (Aplus)
Цельная твердосплавная концевая фреза с покрытием Aplus для обработки сталей, жаропрочных сплавов и титана, разработанная для отличного удаления стружки.
 . .
. .3 зуба, угловой радиус — уменьшенная шейка (Aplus)
Уменьшенная шейка на этом профиле с угловым радиусом, 3-х зубая цельная твердосплавная концевая фреза сохраняет жесткость и обеспечивает максимальную обработку с ЧПУ. . .
3 канавки, угловой радиус — переменный шаг (Aplus)
Изменяемая геометрия шага для более плавной обработки на станках с ЧПУ и повышенной прочности вдоль режущей кромки этого цельного твердого сплава. . .
3 канавки, угловой радиус (Aplus)
Твердосплавная концевая фреза с угловым радиусом сочетает в себе покрытие Aplus с 3 широкими канавками для беспрепятственного удаления стружки во время обработки.
 . .
. .3 канавки, квадратная – с переменным шагом (Aplus)
Квадратный профиль, концевая фреза с переменным шагом для обработки сталей, жаропрочных сплавов и титана, что позволяет увеличить удаление стружки i . . .
4 канавки, шарик – переменный шаг (Aplus)
Концевая фреза со сферическим профилем и покрытием Aplus для дополнительной смазывающей способности, эффективного удаления стружки, более высоких скоростей и подач, а также увеличения . . .
4 канавки, сферические – с переменным шагом, уменьшенная шейка (Aplus)
Профиль шара, концевая фреза с уменьшенной шейкой для сталей, предназначенная для уменьшения вибраций и гармоник и обеспечения максимальной прочности кромки при .
 . .
. .4 канавки, угловой радиус — переменный шаг (Aplus)
Геометрия с переменным шагом на этом профиле с угловым радиусом, 4-х зубая концевая фреза обеспечивает более высокое качество деталей за счет уменьшения вибрации. . .
4 канавки, квадратная – переменный шаг – метрическая (Aplus)
Четырехзубая метрическая концевая фреза квадратного профиля с переменным шагом для стали эффективно снижает вибрацию и гармоники. . .
4 канавки, квадратная – с переменным шагом (Aplus)
Эксцентриковая разгрузка для максимальной прочности кромки как при черновой, так и при чистовой обработке на станках с ЧПУ, а также при плоском хвостовике сварного шва f .
 . .
. .4 канавки, квадратная – с переменным шагом, уменьшенная шейка (Aplus)
4-зубая концевая фреза с переменным шагом и уменьшенной геометрией шейки для максимальной прочности и большого радиуса действия при обработке глубоких карманов. . .
5 зубьев — угловой радиус — переменный шаг — уменьшенная шейка (Aplus)
5-зубая конструкция этой цельной твердосплавной концевой фрезы с угловым радиусом для обработки сталей, инструментальных сталей и чугуна в паре с уменьшенной шейкой. . .
5 зубьев, угловой радиус — переменный шаг — метрическая система (Aplus)
Разработанная для таких материалов, как стали и титановые сплавы, эта концевая фреза с 5 зубьями и профилем с радиусом закругления доступна в размере r .
 . .
. .5 Канавка, квадратная – переменный шаг – метрическая (Aplus)
Геометрия с переменным шагом в сочетании с большим количеством канавок расширяет возможности метрической черновой обработки, сводя к минимуму вибрацию и га. . .
5 канавок, квадратная – с переменным шагом, уменьшенная шейка (Aplus)
Уменьшенная конструкция шейки этой концевой фрезы с квадратным профилем и переменным шагом обеспечивает максимальную прочность как при большом вылете, так и при глубокой обработке. . .
Многоканавочная канавка, угловой радиус — грубая фреза, переменный шаг (Aplus)
Ступенчатая «низкопрофильная» геометрия кромки и переменный шаг на этой многоканавочной концевой фрезе с угловым радиусом поворотной цапфы для более грубой обработки стали.
 . .
. .4 зуба, угловой радиус – переменный шаг, уменьшенная шейка (Aplus)
Цельная твердосплавная концевая фреза с уменьшенной шейкой для стали с изменяемой геометрией шага для уменьшения гармоник и эксцентриковым упором. . .
4 Зубья с радиусом закругления – Стружколом черновой
Смещенная конструкция стружколома сводит к минимуму размер стружки, что способствует эффективному съему металла при черновой обработке, а измененная конструкция . . .
4 канавки, угловой радиус — переменный шаг — метрическая система (Aplus)
Цельная твердосплавная концевая фреза с 4 зубьями для обработки сталей, инструментальных сталей и чугуна, с метрическими размерами, профилем с радиусом при вершине и .
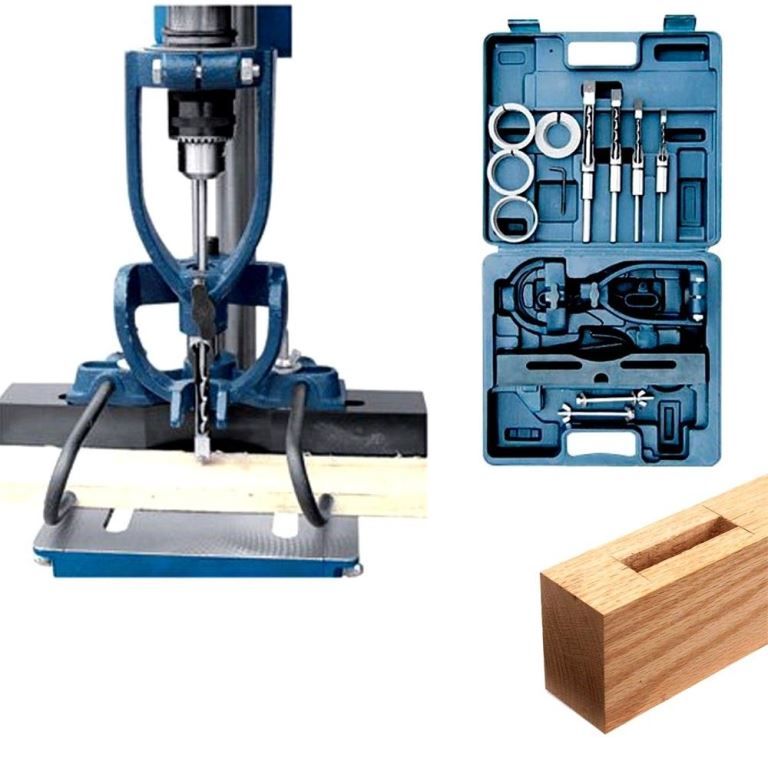 . .
. .5 зубьев, угловой радиус — стружколом, черновой, с переменным шагом (Aplus)
Сочетание его конструкции с переменным шагом и геометрии смещенного стружколома обеспечивает плавную обработку с минимальным . . .
5 зубьев, угловой радиус – переменный шаг (Aplus)
Цельная твердосплавная концевая фреза с 5 зубьями и переменным шагом, созданная для оптимальной производительности станков с ЧПУ при обработке сталей и титановых сплавов. . .
5 канавок, квадратная – с переменным шагом (Aplus)
Добейтесь превосходных результатов при легком профилировании, высокоэффективном фрезеровании и чистовой обработке с помощью этого квадратного профиля.
 . .
. .Многозубая канавка, угловой радиус — шероховатая кромка, переменный шаг, уменьшенная шейка (Aplus)
Концевая фреза с уменьшенной шейкой и более грубой цапфой для обработки сталей, инструментальных сталей и чугуна обеспечивает максимальную прочность и жесткость при длинных . . .
Концевые фрезы для больших подач – Стали до 45 Rc – Метрические – С переменным шагом – Сквозная подача СОЖ – Уменьшенная шейка
Это предложение метрических концевых фрез с большой подачей имеет сквозное отверстие для подачи СОЖ для превосходного удаления стружки и нагрева. . .
Концевые фрезы с большой подачей – Стали до 45 Rc – Метрические – Переменный шаг – Уменьшенная шейка
Helical Solutions предлагает полностью укомплектованные метрические концевые фрезы с высокой подачей, геометрия которых доказала свою эффективность для достижения максимальной скорости подачи в .
 . .
. .Концевые фрезы для больших подач – Стали до 45 Rc – С переменным шагом – Сквозная подача СОЖ – Уменьшенная шейка
Уменьшенная шейка, представленная в этом предложении концевых фрез для больших подач с подводом СОЖ через геометрию, обеспечивает максимальную прочность при . . .
Концевые фрезы с большой подачей – Сталь до 45 Rc – Переменный шаг – Уменьшенная шейка
Специально разработанный профиль конца этого стола комбикормовых заводов Helical Solutions обеспечивает оптимальное зацепление инструмента и . . .
Решение головоломки складских слотов
В то время как складские слоты звучат как простая задача при описании на высоком уровне решить ее может быть довольно сложно.

Что такое слотирование на складе?
Проще говоря, складское размещение — это когда вы организуете элементы в распределительном центре в определенные слоты с обозначением намерение повысить производительность . Как правило, товары (т. е. SKU) и слоты (т. е. места) имеют приоритет по определенным критериям, а затем женаты или в паре по этим критериям, а также принимая во внимание любые ограничения предметы и слоты подлежат.
Предметы могут быть приоритетны:- Скорость
- Вес корпуса и т. Д.
- ОБЛАСТИ ДЛЯ СВЯЗИ. правильный выбор и т. д.
Способы определения приоритетов предметов и слотов безграничны и полностью зависит от того, кто берет на себя инициативу и создает слоты стратегия.

Уравновешивание целей и ограничений складских слотов желаемые цели почти безграничны, оптимизация складских помещений становится все более сложная задача, чтобы победить. Многие компании стремятся достичь многочисленные цели, а также гарантируя, что они придерживаются необходимых ограничений для безопасность, а также характерные для SKU атрибуты, такие как хрупкость продукта, воспламеняемость или значение
. При построении стратегии слотинга конкурирующие цели и необходимые ограничения неизбежно требуют компромиссов .Типичный пример конкурирующих целей, с которыми сталкиваются многие компании. это желание размещать в слотах товары/артикулы, а также размещать более тяжелые предметы сначала в последовательности выбора. Зачем вам создавать правила размещения, чтобы включить оба этих сценария? Как эти две цели конкурируют друг с другом? Другой?
Начнем со скорости SKU.
Что такое скорость SKU?Скорость SKU описывает, как часто и быстро товар (или SKU) выбирается в течение определенного периода времени.
Зачем размещать тяжелые предметы в начале последовательности комплектования на складе? Общий склад
Правило слотирования, включенное во многие стратегии, заключается в том, чтобы брать самую высокую скорость
предметы, также известные как быстро движущиеся, и размещайте эти предметы в лучших местах, которые легко
выбрать или находятся в лучших местах рядом с погрузочной площадкой.
Общий склад
Правило слотирования, включенное во многие стратегии, заключается в том, чтобы брать самую высокую скорость
предметы, также известные как быстро движущиеся, и размещайте эти предметы в лучших местах, которые легко
выбрать или находятся в лучших местах рядом с погрузочной площадкой.Размещение более тяжелых предметов в начале последовательности подбора или подбора путь помогает селекторам выбирать товары на складе, чтобы можно построить конструктивно прочный поддон. С более тяжелыми предметами, расположенными внизу поддона создается прочная основа.
Почему вы хотите создать правила распределения, включающие распределение по скорости SKU, а также размещать тяжелые предметы в начале последовательности выбора? Как эти две цели конкурируют друг с другом?Обе цели важны: поставить быстрых людей рядом с погрузочная площадка сокращает время в пути для сборщиков, что способствует увеличению производительность селектора и помогает свести к минимуму время в пути и связанные с этим расходы, в то время как размещение более тяжелых предметов в начале последовательности выбора работает для поддерживать создание более устойчивых поддонов, уменьшая вероятность повреждения продукта во время транспортировки.
 Эти две цели могут не совпадать; например, положить
тяжелые предметы сначала могут означать размещение медленного, тяжелого предмета в ячейке выбора
возле судоходного дока вместо быстровоза. Искусство строить
Стратегия слотинга уравновешивает конкурирующие цели для достижения наибольшей выгоды.
Эти две цели могут не совпадать; например, положить
тяжелые предметы сначала могут означать размещение медленного, тяжелого предмета в ячейке выбора
возле судоходного дока вместо быстровоза. Искусство строить
Стратегия слотинга уравновешивает конкурирующие цели для достижения наибольшей выгоды. Что необходимо для получения максимальной отдачи от вашей стратегии размещения на складе?
Начнем с самого начала. Данные — это ключ.
Во-первых, давайте обсудим данные элемента . Если вы собираетесь учитывайте ориентацию предметов при размещении ваших предметов, что может очень помочь на складе . управление пространством , вам потребуются все три размера прорезных блоков:
- Длина
- Ширина
- Высота
Если у вас нет этих размеров, используя объем продукт можно, но не желательно.
Предметы с размерами, не похожими на квадрат, часто не помещаются в местоположения при использовании измерений куба жидкости. Использование анализа куба жидкости обычно вызывает присвоение SKU слотам, которые несовместимы по размеру.
Принимая во внимание все три размера элемента и ориентацию прорезей,
лучший подход к обеспечению того, чтобы SKU подходил по размеру и чтобы все пространство
достигается использование слота. Обратите внимание, что если элементу разрешено
в разных единицах (ящики, внутренние части, каждая), вам понадобятся все типы упаковочных единиц
измерения тоже.
Использование анализа куба жидкости обычно вызывает присвоение SKU слотам, которые несовместимы по размеру.
Принимая во внимание все три размера элемента и ориентацию прорезей,
лучший подход к обеспечению того, чтобы SKU подходил по размеру и чтобы все пространство
достигается использование слота. Обратите внимание, что если элементу разрешено
в разных единицах (ящики, внутренние части, каждая), вам понадобятся все типы упаковочных единиц
измерения тоже.Спрос на товар и каждую единицу комплектации также необходимо начать инициативу по оптимизации рекламных мест. Прогнозируемый спрос также часто оказывается полезным, особенно если у вас есть хорошие прогнозные данные для 90 013 сезонных или рекламные предметы , поскольку для тех, кто элементы с использованием прогноза, который, вероятно, будет более полезным, чем исторические данные в некоторых случаях.
Измерения предметов и слотов, а также данные о спросе необходимы для успешного выполнения инициативы по размещению слотов.
В зависимости от целей и задач проекта дополнительные данные могут быть полезными и/или необходимыми.
Ниже приведены некоторые часто используемые атрибуты номенклатуры, которые могут оказаться полезными при размещении на складе:- Вес единицы комплектования — Знание веса единицы комплектования может помочь в нескольких стратегиях распределения. Две распространенные стратегии, которые может поддерживать этот атрибут: сборка поддонов , что влечет за собой размещение тяжелых предметов в начале последовательности подбора, и эргономичная сборка , которая ограничивает тяжелые предметы прорезями между уровнями плеч и талии, уменьшая вероятность травмирования капота и повреждения продукта.

- Вес блока – Вес блока также может быть полезен для поддержки эргономики . Например, пополнителю может потребоваться обрабатывать каждую единицу при хранении предметов, например, при пополнении ящиков. Принимая во внимание эту единицу измерения, это повторяющееся действие может быть установлено таким, что оно не требует постоянного подъема выше головы или ниже колен. Зная также вес долбежного блока гарантирует, что вы не перегрузите балку стеллажа или линию потока ящиков .
- Линии или частота — Часто размещение в слотах по запросу или перемещению единицы товара может быть проблематичным. Вместо этого вам следует рассмотреть возможность использования строк или количества посещений, которые элемент получает в период спроса. Давайте рассмотрим два товара с одинаковым числом спроса, оба перемещают 100 ящиков в неделю. Один выбирается по одному делу за раз, другие 20 дел за раз.
 Один элемент требует, чтобы селекционеры посещали слот 100 раз в неделю, а другой — только 5. Хотя у них одинаковые требования, один, вероятно, должен быть в основном слоте, а другой — не обязательно.
Один элемент требует, чтобы селекционеры посещали слот 100 раз в неделю, а другой — только 5. Хотя у них одинаковые требования, один, вероятно, должен быть в основном слоте, а другой — не обязательно.
- Группы – Если группу элементов необходимо разместить вместе, вам потребуется способ пометить или обозначить элементы соответствующим образом в данных, чтобы их можно было разместить вместе в вашей стратегии.
- Местоположение — Номер или имя местоположения, соответствующее названию местоположения в вашей системе WMS. Это позволяет в некоторых случаях загружать новые назначения слотов в WMS.
 Локации также полезны при создании ходов.
Локации также полезны при создании ходов.
- Допустимая единица размещения — список единиц, которые могут размещаться в каждом слоте. Например, в некоторые слоты можно вставлять поддоны, а в другие — ящики. Некоторые слоты могут позволять вставлять в них несколько единиц, например ящики и ящики в месте подачи картонной упаковки.
- Номер пути выбора – Последовательность, в которой WMS будет направлять селектор на слоты.
- Координаты X, Y и Z – Координаты XYZ полезны, если используемый инструмент для прорезания пазов поддерживает вид склада сверху. Координаты XYZ также могут быть полезны для расчета расстояний, если анализ заказов является частью вашей стратегии размещения.
- Температурные зоны
- Опасные зоны
- Стеллажи для разбрызгивателей
- Ограничения по весу носителя
Наконец, стоит отметить данные заказа .
 Вы, вероятно, захотите узнать ожидаемые
улучшения от повторного слота или сравните потенциальные сценарии слотов с одним
другой с точки зрения KPI, таких как строк
в час и всего расстояние перемещения , для этого необходимо запустить симуляцию и,
использование фактической истории заказов — отличный способ рассчитать ожидаемую доходность.
Вы, вероятно, захотите узнать ожидаемые
улучшения от повторного слота или сравните потенциальные сценарии слотов с одним
другой с точки зрения KPI, таких как строк
в час и всего расстояние перемещения , для этого необходимо запустить симуляцию и,
использование фактической истории заказов — отличный способ рассчитать ожидаемую доходность.Чем вызвана необходимость выполнения переразметки на вашем складе?
Необходимость перераспределения товаров обусловлена двумя факторами: изменениями спроса и изменениями в ассортименте продукции. Вариабельность ваших операций по каждому из этих факторов будет определять масштабы действий, необходимых для обеспечения устойчивости вашего решения по слотам. Изменения спроса могут быть вызваны рекламными акциями, сезонностью и жизненным циклом продукта , и это лишь некоторые из них. Изменения в ассортименте товаров могут включать сезонные товары, введение новых товаров, удаление товаров и рекламные товары .
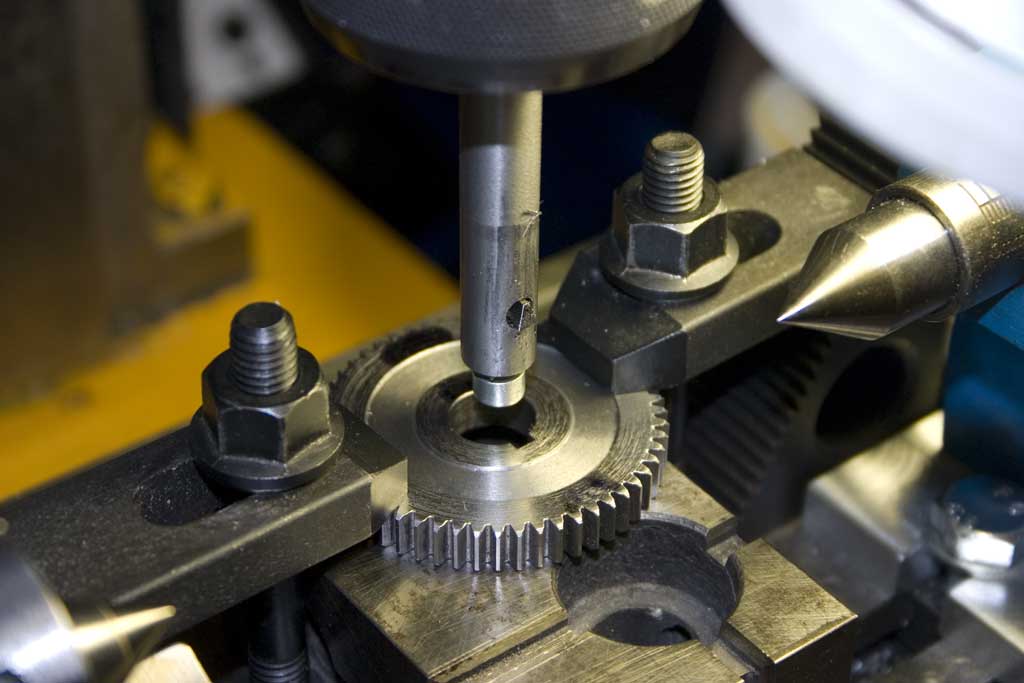 Эти изменения можно назвать дестабилизирующими событиями . Если склад эффективно перераспределяется, такие преимущества, как сокращение труда по отбору и пополнению запасов , могут быть достигнуты до следующего дестабилизирующего события, после чего потребуется провести Устойчивое размещение™ , также известное как обслуживание слотов, или другое перераспределение. .
Эти изменения можно назвать дестабилизирующими событиями . Если склад эффективно перераспределяется, такие преимущества, как сокращение труда по отбору и пополнению запасов , могут быть достигнуты до следующего дестабилизирующего события, после чего потребуется провести Устойчивое размещение™ , также известное как обслуживание слотов, или другое перераспределение. .Количество ходов, которые вы должны сделать между дестабилизацией события будут зависеть от окупаемости, связанной с ходами. Чтобы получить максимальную отдачу от вашего ходов, имеет смысл расставить приоритеты и не рассматривать ходы, которые не соответствуют определенным минимальным критериям, таким как:
- Не движется a минимальное (заданное) расстояние
- Не переключается проходы
- Без переключения группы слотов
- Не меняется level
Для получения дополнительной информации о сроках смены слотов и времени проведения устойчивых перемещений слотов, ознакомьтесь с нашим техническим документом Складские слоты: перемещение продукта с целью в распределительный центр , в котором освещаются преимущества, механика и сроки смены слотов по сравнению с обслуживание слотов / устойчивое слотирование.

Вашему складу нужен новый слот?
Один из распространенных способов ошибочной диагностики плохого слотирования – это думать, что вам не хватает места . Часто прогулка по проходу показывает, что многие слоты заполнены наполовину или меньше, что указывает на то, что пространство используется недостаточно . На складе нет места, просто нет слотов . В этой ситуации имеет смысл изучить использование меньших слотов для более медленных предметов.
Когда операторы сообщают, что пополнения слишком велики, может быть возможность для лучшего размещения. Часто это означает, что есть возможность поменять местами быстро движущиеся предметы в маленьких ячейках с медленными предметами в больших ячейках. Этот пример проиллюстрирован ниже.
В этом примере несколько умных обменов могут значительно уменьшить усилия пополнения.
Также следите за уровнем пыли.
 Предмет, покрытый пылью, в премиальном слоте, скорее всего, вставлен неправильно. Дополнительные визуальные подсказки, свидетельствующие о необходимости замены слота для склада, см. на вебинаре Solutions at WERC, Оптимизация слотов: выявление потребностей и сохранение преимуществ , здесь.
Предмет, покрытый пылью, в премиальном слоте, скорее всего, вставлен неправильно. Дополнительные визуальные подсказки, свидетельствующие о необходимости замены слота для склада, см. на вебинаре Solutions at WERC, Оптимизация слотов: выявление потребностей и сохранение преимуществ , здесь.Когда поможет программное обеспечение для оптимизации пазов?
Общий метод измерения того, потребует ли возможность использования программного обеспечения для оптимизации слотов для эффективного использования программного обеспечения, заключается в рассмотрении Количество SKU и количество оборотов запасов . Склады с большим количеством SKU и большим количеством оборотов инвентаря являются очевидными хорошими кандидатами для слотирования и расширенного программного обеспечения для слотов, поскольку эти операции будут более сложными, а попытка складского слотирования с помощью Excel окажется сложной и не сможет предоставить столько выгода.
