Дорн для трубогиба – Дорновый трубогиб – виды, конструкция, изготовление своими руками
alexxlab | 14.06.2020 | 0 | Разное
Блог :: Гибка металла: технология :: Что такое дорн?
Дорн – это зачастую бронзовая (или стальная) оправка, точно подобранная по внутреннему диаметру трубы, которая во время гибки постоянно находится внутри трубы в месте гиба и не дает образовываться гофрам и складкам. Дорны бывают двух видов – шариковый (ball mandrel) и продолговатый (bulet). Это механическая составная часть гибочного станка или комплекса. Дорн помогает избежать деформации трубы при гибке.
 |
Дорн бывает 2 видов:
- Жесткий дорн – это стержень определенной формы, по форме сечения трубопровода.
- Составной или шаровой – включает подвижные сегменты, благодаря которым можно изгибать трубы с очень малым диаметром.
На фото: результат гибки трубы с дорном, обратите внимание на неизменность толщины и формы трубы в местах гиба

Технология гибки с дорном:

Труба размещается на дорне и под действием соответствующих инструментов изгибается под нужным углом. Применяются оба вида устройства в зависимости от характеристик изделия. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Осуществляется процедура двумя методами:
1) Проталкиванием – в этом случае изделие прокатывается через конструкцию из трех вальцов. Последние сообщают величину радиуса изгиба. Технология более известна как трех- или четырех- вальцовая гибка.
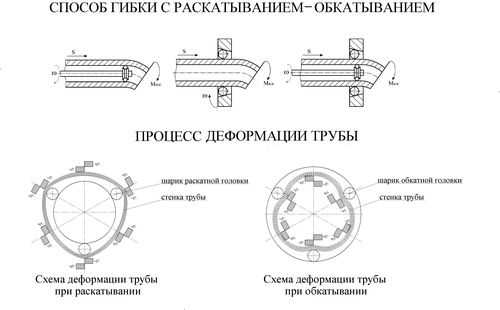
2) Гибка с поджимом – производится при помощи каретки или направляющей линейки, в зависимости от типа оборудования. Во время работы труба поджимом прижимается к гибочному ролику. Когда последний приходит в движение, изделие снимается с дорна и изгибается на заданную величину. Поджим предотвращает изменение толщины стенки при изгибе и позволяет подвергать трубы изгибанию с очень малым радиусом – 0.95 D и даже 0,78 D. Как правило, при этом используется составной дорн, так как последний позволяет получать трубопровод без прямолинейных участков. При изгибании трубы с тонкими стенками или из мягких металлов – алюминий, медь, рекомендуется применять этот метод гибки, так как он более точен и предохраняет стенки от утоньшения.
В противоположность вышесказанному – гибка без дорна осуществляется при большом радиусе гиба – 3D и более (D – диаметр трубопровода). Для предотвращения деформаций требуются дополнительные операции, например: набивка дробью или песком. Технология считается устаревшей и используется в тех случаях, когда высокое качество не требуется.
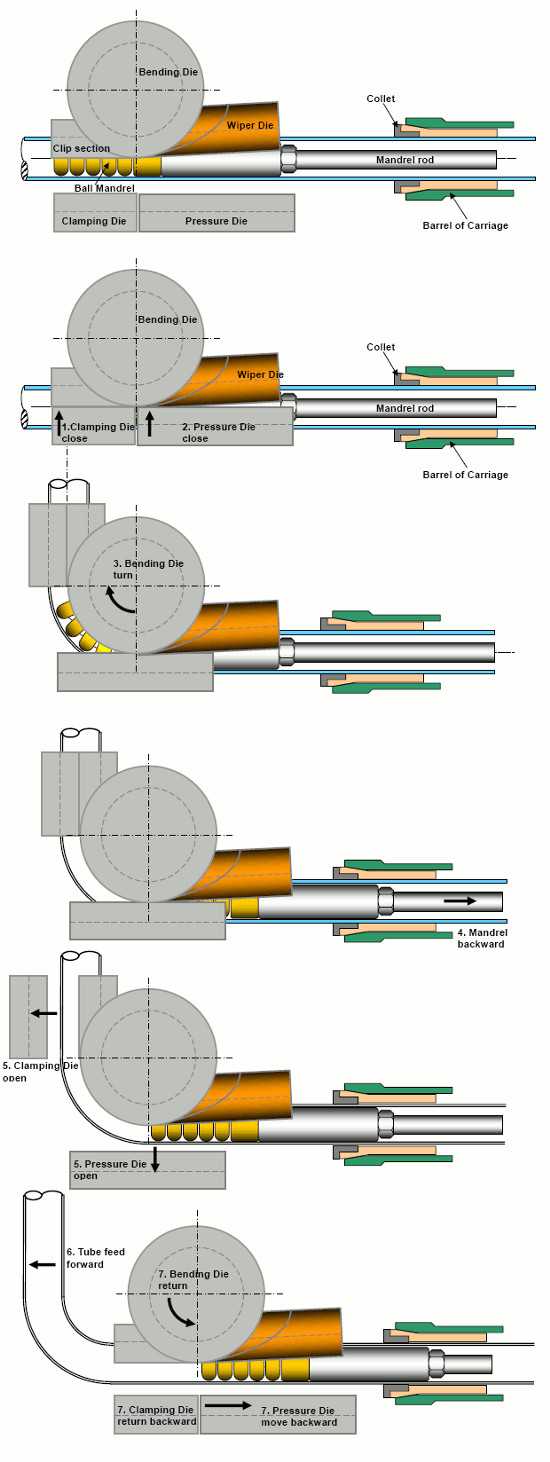
Принцип работы дорна на примере
Какие бывают деформации при гибке труб?
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменя
kovkapro.com
Дорновый трубогиб – гибка труб без деформации. Каталог, фото, описание
Дорновый трубогиб имеет в составе оснастки дорн, который находится внутри изгибаемой трубы, в точке ее гиба, и удерживает трубу от изменения (деформации) формы ее сечения в месте гиба, а так же от образования гофр и заломов.
Автоматические дорновые трубогибы
Полуавтоматические дорновые трубогибы
Ручные дорновые трубогибы
Дорновый трубогиб может иметь жесткий либо гибкий дорн.
Жесткий дорн представляет из себя металлический стержень (калибрующую пробку) с закруглением на конце. Закругление дорна должно находиться в точке гиба трубы.

Гибкий дорн представляет собой металлический стержень, имеющий на конце один или несколько шариков, либо несколько специальных полусфер, которые при гибе заходят в гиб, не давая трубе изменять форму сечения. При окончании гиба дорн вытягивается (выдергивается) из зоны гиба, при этом шарик калибрует форму трубы.

Изменение формы сечения трубы в месте гиба называется эллипсностью либо овальностью. Уровень эллипсности (овальности) трубы в месте её гиба регулируется с помощью дорна.
В общем машиностроении, судостроении допускается изменение формы трубы до 12,5% в других областях требования могут быть жестче до 4% и даже 3%.
На дорновых трубогибочных станках Балтийском Машиностроительной Компании можно получить изменение формы трубы в месте ее гиба (эллипсность) менее 1%.
Видео – Дорновый трубогиб MASTER.3X в работе
Как дорн влияет на качество гиба при работе дорнового трубогиба
Дорновый трубогиб может иметь систему фиксированного положения дорна, когда дорн (только жесткий) всегда находиться в точке гиба, либо систему автоматического выдвижения убирания дорна, когда дорн выдвигается в точку гиба перед началом гиба и убирающимися из зоны гиба за несколько градусов до окончания гиба.
Конструктивно система, обеспечивающая работу фиксированного дорна намного проще, а, следовательно, дешевле. Однако при работе такого дорна возникают некоторые проблемы. Так в точке окончания гиба с наружной стороны трубы будет оставаться бугорок по форме дорна, а на больших диаметрах труб возникают сложности (требуются значительные усилия) сдергивания трубы с дорна после гиба трубы.
Кроме того, в случае сдергивания дорна с точки гиба после выполнения гиба, на дорне может остаться незначительный наклеп металла трубы, образовавшийся из-за большого трения во время её гиба. Так как дорн находится в трубе, то увидеть и удалить этот наклеп мы не можем, а он может привести к образованию гофры на последующих гибах трубы.

Все эти проблемы устраняются за счет автоматического выдвижения-убирания дорна. Да, это усложняет конструкцию дорнового трубогиба и увеличивает его стоимость, но высокий эффект от процесса автоматического выдвижения и убирания дорна с лихвой окупает все затраты.
Гибкий дорн используется только при наличии на трубогибе системы автоматического выдвижения-убирания дорна.
Поэтому, мировые лидеры, в производстве дорновых трубогибочных станков на серьезные, ответственные машины, устанавливают системы автоматического выдвижения-убирания дорна.

При дорновой гибке труб из-за того, что внутри трубы находится дорн, который препятствует смятию (деформации) трубы, возникают очень большие силы трения на наружной стенке гиба. Это, в свою очередь, приводит к утонению наружной стенки трубы в месте её гиба. Как этого избежать или хотя бы уменьшить утонение стенки трубы, так как, от этого зависит срок эксплуатации трубы, ее способность выдерживать большие давления. Существует много способов, но работает всего два.
- Гибка с индукционным нагревом трубы в месте её гиба, что очень дорого.
- Смазка дорна, за счёт которой резко снижается сила трения а, следовательно снижается утонение стенки трубы и износ дорна.
Смазка дорна – облегчает процес гибки труб
Дорн можно смазывать просто кисточкой, например, литолом, но в этом случае мы не можем гарантировать, что на каждом гибе будет смазка. Это значит, что мы не сможем гарантировать равномерность утонения стенок трубы и более того, неравномерность смазки скажется на повторяемости углов гибов.
Дорн можно смазывать спреем, но в этом случае эффект равен смазке кисточкой.
Смазку дорна можно осуществлять импульсной подачей масла в точку гиба ручным насосом. В этом случае мы не имеем права пропустить нажатие этого насоса перед гибом, так как если он будет пропущен, то получим тот же результат, что и при смазке дорна кисточкой.
Эту проблему (снижения силы трения на дорне) можно решить за счет автоматической импульсно-дозирующей системы подачи смазки в дорн, в точку гиба трубы, перед каждым гибом. Однако, такие системы сложны в изготовлении и поэтому западные производители, устанавливают автоматические системы смазки дорна только на очень ответственные и дорогие дорновые трубогибочные станки.

Дорновые трубогибы с различной степенью автоматизации производства БМК:
- Автоматический трубогиб СЕ-51 MASTER.3Х и автоматический трубогиб СЕ-30 PARTNER.3Х оснащены системой автоматического выдвижения-убирания дорна и системой автоматической импульсной смазки дорна.
- Полуавтоматический трубогиб СЕ-51 MASTER и полуавтоматические трубогибы СЕ-30/3 PARTNER и СЕ-30/2 PARTNER по выбору покупателя могут иметь фиксированный либо автоматический дорна, а так же автоматическую либо ручную систему смазки дорна.
- Ручные трубогибы СМ-30/3 PARTNER и СМ-30/2 PARTNER оснащаются фиксированным дорном и ручной смазкой дорна.
www.tubend.ru
сохранение диаметра трубы при гибке – фото
Металлические трубы – стальные, железные, медные, алюминиевые, поступают в продажу и применяются в уже готовом виде, и не предполагает его изменения, так как при монтаже используется резьбовое или сварочное соединение. Изделия из мягких металлов – медь, алюминиевые сплавы, и небольшого сечения изгибать своими руками возможно, хотя и нежелательно.

Процесс загибания
Если же речь идет о железных трубах с большой толщиной стенок, то такого рода процесс должен производиться только в заводских условиях.

Классификация изделий
Трубопровод, помимо материала, сечения, формы и толщины стенки отличается методом производства. Последнее имеет весьма большое значение при эксплуатации изделия.
- Сварные – прямошовные или спиралешовные. Имеют сварной шов по всей длине, при этом сваренные кромки характеризуются разной толщиной. При изгибании форму сечения и диаметр изделия крайне сложно сохранить.
- Бесшовные – производятся методом прессования, волочения и так далее, и, в свою очередь, подразделяются на две категории.
2.1. Горячекатаные – характеризуются небольшой гибкостью. Толщина стенки неравномерна, что обусловлено технологией изготовления.
2.2. Холоднокатаные – менее всего склонны к деформации при изгибании. Поэтому несмотря на высокую стоимость при создании сложных инженерных систем, используется эта категория продукции.

Деформации при гибке
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
Избежать вышеперечисленных проблем позволяет специальное оборудование.
Что такое дорн
Это механическая составная часть станка или комплекса, на котором осуществляется гибка изделий. С конструкционной точки зрения различают два вида устройства:
- Жесткий дорн – являет собой стержень определенной формы, классифицируется по форме сечения трубопровода.
- Составной или шаровой – включает подвижные сегменты, благодаря которым можно изгибать трубы с очень малым диаметром.
На фото демонстрируется трубогибочный станок.

Технология гибки
Применяются два основных варианта. Выбор зависит от радиуса изгиба трубопровода и толщины стенки – больше 3 мм.
- Гибка без дорна – осуществляется при большом радиусе гиба – 3D и более (D – диаметр трубопровода). Для предотвращения деформаций требуются дополнительные операции, например: набивка дробью или песком. Технология считается устаревшей и используется в тех случаях, когда высокое качество не требуется.
- Гибка с дорном – труба размещается на дорне и под действием соответствующих инструментов изгибается под нужным углом. Применяются оба вида устройства в зависимости от характеристик изделия. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Осуществляется процедура двумя методами.
2.1. Проталкиванием – в этом случае изделие прокатывается через конструкцию из трех вальцов. Последние сообщают величину радиуса изгиба. Технология более известна как трех- или четырех- вальцовая гибка.
2.2. Гибка с поджимом – производится при помощи каретки или направляющей линейки, в зависимости от типа оборудования. Во время работы труба поджимом прижимается к гибочному ролику. Когда последний приходит в движение, изделие снимается с дорна и изгибается на заданную величину. Поджим предотвращает изменение толщины стенки при изгибе и позволяет подвергать трубы изгибанию с очень малым радиусом – 0.95 D и даже 0,78 D. Как правило, при этом используется составной дорн, так как последний позволяет получать трубопровод без прямолинейных участков.

При изгибании трубы с тонкими стенками или из мягких металлов – алюминий, медь, рекомендуется применять метод с поджимом, так как он более точен и предохраняет стенки от утоньшения.
trubygid.ru
Станок бездорновый трубогибочный
Дорновый трубогиб: что это и в чем его особенности
Трубогиб дорновый является устройством, в состав которого входит рабочая деталь — дорн, она располагается в точке сгиба и предотвращает ненужную деформацию трубы, сечения и заломы. Отличия станка, имеющего дорн, от других типов оборудования такой же направленности состоит в том, что он имеет специфическую конструкцию, которая позволяет выполнять работу по сгибанию труб на высоком уровне, с небольшим процентом брака. Такое оборудование позволяет получить ровный сгиб и пользуется огромным спросом на производственных предприятиях.

Дорновый трубогиб позволяет получать точные сгибы и полностью исключить деформацию труб во время операции
Особенности гибки трубогибом с дорном
Существует множество конструкций из труб, они идут на разные сооружения: от установки турников на школьных площадках и до прокладки водопроводов и газопроводов. Также трубы активно применяются в автомобилестроительной отрасли, где множество деталей сделано из них.
Как известно, чем меньше соединительных элементов и швов имеет конструкция, тем она более надёжна. Швы могут протечь, в результате чего произойдёт утечка транспортируемого по трубе вещества, что само по себе несёт опасность для жизни людей. Чтобы снизить к минимуму возможность аварии, используют трубогибы, которые сгибают длинную цельную трубу на необходимый угол. Главное превосходство такого станка в том, что сгиб получается почти идеальным. Бездорновый трубогиб не может проделать сгиб такого высокого качества.
Трубогибы, имеющие протектор, рекомендуют применять в работе с тонкостенными трубами. Массивные трубы с толстыми стенками с помощью него не обрабатываются. Такой станок пользуется огромным спросом, потому что при большом КПД затрачивается минимум человеческих сил. Строение и материал гибочной машины зависит от сферы, в которой она применяется, и деталей, обрабатывающихся на ней. Дорн может быть как стальным, так и латунным или даже пластиковым.

Дорн, помещаемый внутрь трубы, принимает форму нужного изгиба и не позволяет образовываться заломам на заготовке
Виды дорновых трубогибов
Трубогиб может быть автоматический или полуавтоматический. Полуавтоматические трубогибы стоят дешевле. Но часть работы производится вручную, а это часто требует больших усилий. Управление автоматизированным рабочим процессом производит машина ЧПУ, оснащённая компьютером. Предварительно в него заносят схему сгиба со всеми параметрами и цифрами. Для обслуживания всего процесса достаточно одного человека.
Трубогиб может придавать трубе самые разные углы загиба. Но радиус не должен превышать двух радиусов самой трубы. Если исключить изгибание и придать нужную форму конструкции с помощью соединительных элементов (фитингов), то прочность и надёжность конструкции будет гораздо ниже, нежели у её монолитного аналога.
Типы трубогибов:
- арбалетный — рама в форме буквы «Т». Включает в себя держатель трубы и подвижной рычаг, расположенный перпендикулярно. Ручной аппарат применяется в основном при монтаже отопительных и водопроводных систем. Способен загибать трубы, образуя угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначены для сгиба труб с небольшим диаметром, а стационарные используются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб выполняет угол вплоть до 90°;
- электрический — этот тип применяется в широкопрофильном смысле. Выполняет сгибы практически любой сложности. Его работа полностью контролируется автоматикой, поэтому точность сгиба детали получается идеальной.

Дорновый трубогиб может быть ручным, его применяют при небольших объемах работ
Дорновые трубогибы используют разные схемы выполнения работы. В гидравлических, а также арбалетных системах деталь подвергается точной обработке. Широко распространены схемы, в которых присутствуют роликовые детали. В таких случаях изгибание происходит постепенным наматыванием детали на ролики. Из-за специфичности своей конструкции этот аппарат является стационарным оборудованием. Для работы трубогиба серийного типа требуется обязательное наличие электропитания.
Важно! Если у вас возникают трудности по сгибанию тонкостенных деталей, то лучше всего обзавестись дорновым профессиональным трубогибом.
Трубогиб с дорном: конструктивные составляющие
Аппарат дорнового типа состоит из таких деталей:
- рама с направляющими — основная деталь, которая служит рабочей поверхностью;
- чугунная головка — деталь, которая создаёт гибочный момент;
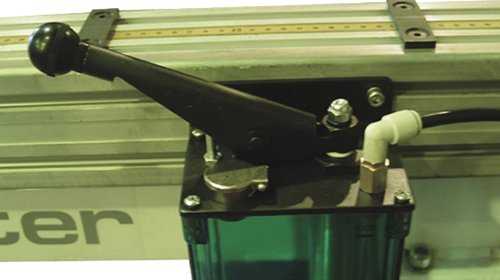
- гидравлический бустер — действует как усилитель гибочной головки;
- патрон — нужен для закрепления заготовки на рабочей поверхности;
- гибочный ролик — задаёт радиус по которому будет проходить сгибание ;
- зажимные колодки — выполняют фиксирующую работу. Крепятся в области сгиба;
- дорновый оправок и тяги — на них крепятся зажимные колодки;
- натяжной кронштейн — деталь на которой помещаются оправки и тяги.

Самая сложная конструкция и у трубогибов автоматического типа, но они дают самый точный сгиб при минимальных затратах времени и сил
Каркас аппарата производится из прочной стали, а чугунная головка создаёт высокий показатель гибочного момента. В это же время её расположение зеркально отображается на компьютере и за ним можно наблюдать. Трубогибочный станок может совмещать в себе пальцевые и верхние типы зажима. Первый тип отличается от второго тем, что рычаг, производящий сгиб, не подвергается нагрузкам. Верхний тип зажима образует зазор между собой и поверхностью детали. За счёт этого труба может перемещаться в линейном направлении.
Станок также оснащён гидравлической деталью — бустером. Зажим имеет патрон и механические упоры и расположен на линейных направляющих. Механические упоры задают плоскость трубы.
Основные преимущества эксплуатации дорнового трубогиба
Бездорновый трубогиб сгибает трубы под давлением, которое создаётся при помощи различных видов приводов — от гидравлического до ручного. На трубу, которая подвергается обработке, действует давление и стенка, находящаяся на внутреннем радиусе сгиба, начинает деформироваться, образуя угол. В процессе сгиба на её поверхности образуется гофра — волнистый участок. Стенка на внешней стороне, наоборот, растягивается, что влечёт за собой её ослабление. В результате такого сгиба труба после окончания работы деформируется и теряет свою прочность.
Дорн является элементом, благодаря которому можно свести к минимуму изменения поверхности детали. С дорном стенки изделия деформируются плавно и максимально ровно.
Важно! Толстые трубы в состоянии обработать и бездорновый трубогиб, но тонкие трубы (особенно из пластичных металлов) без исключений должны подвергаться сгибанию на трубогибах дорнового типа. Если это правило проигнорировать, тонкостенная труба сильно деформируется и будет непригодна для эксплуатации.

На бездорновом трубогибе можно обрабатывать толстостенные трубы без риска испортить заготовку
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн м
i-perf.ru
Бездорновые трубогибы. Трубогибы с дорном. АЛЕКСМАШ
Бюджетные трубогибы с ЧПУ применяются повсеместно. Многим заказчикам не требуется больших объемов изготовления трубопроводов, и поэтому нет смысла покупать высокопроизводительное и дорогостоящее трубогибочное оборудование. Если не брать во внимание ручные трубогибы, то достаточно популярными являются именно полуавтоматические трубогибы. “Полуавтоматический” означает, что часть операций на трубогибе оператор делает вручную, а часть – выполняет сам станок. Так как наиболее трудоемкой является гибочная операция, к тому же требующая достаточной точности, именно эта операция автоматизируется любым полуавтоматическим трубогибом.
Трубогиб с ЧПУ. Трубогибы с ЧПУ позволяют очень просто и удобно задавать угол гиба трубы, как правило, с точностью пол-градуса, или даже десятой доли градуса. Такая точность обеспечивается датчиком обратной связи, установленным на гибочную консоль трубогиба. Некоторые модели станков, в ЧПУ программе, имеют стандартную таблицу пружинения различных материалов труб, хотя это совершенно бесполезная информация, так как она не учитывает особенности отечественной трубы.
Бездорновый трубогиб с ЧПУ. Классические бездорновые трубогибы с ЧПУ – самые популярные среди всех остальных трубогибов благодаря простоте конструкции, недорогой цене и возможности моментально менять оснастку на другой типоразмер трубы. К тому же, они являются мобильными устройствами, то есть имеют вес не более 250кг, и роликовые колеса под станиной, что позволяет перемещать бездорновый трубогиб по всему цеху. Однако у станков есть и свои ограничения. К примеру – при работе с тонкостенными трубами (бездорновые трубогибы не имеют возможности устанавливать выглаживатель гофры, соответственно – бороться с гофрой, и не имеют возможности устанавливать дорн – соответственно практически нет возможности бороться с овальностью трубы). Однако для многих изделий, бездорновое качество гибов – более чем достаточно.
Полуавтоматический трубогиб с дорном. Для ряда задач, особенно когда дело касается гибки тонкостенных труб, да еще и с требованием качественного внешнего вида гиба, применяются полуавтоматические трубогибы с дорном. Дорновый трубогиб имеет вытянутую в длину конструкцию, так как длина штанги дорна фактически определяет длину станка. Безусловно, дорновый трубогиб с ЧПУ сложнее, технологичнее и дороже любого бездорнового станка. Как правило, на трубогибе имеется более высокий уровень автоматизации, к примеру – перемещение дорна, гидравлический зажим трубы, бустер ползуна, который, в отличие от конструкции бездорновых станков, позволяет сопровождать трубу во время гибки. ЧПУ программа дорнового трубогиба уже имеет достаточно развитую функциональность и элементы программирования.
Дорновые трубогибы с ЧПУ гнут трубу методом намотки, то есть небольшими радиусами (как правило, радиусы гибки Rср – в диапазоне от 1.5Дт до 5Дт). Однако даже на тонкостенных трубах, получаемая овальность в месте гиба может достигать нескольких процентов, и абсолютное отсутствие гофры.
www.tubebender.ru