Доводочный станок – Шлифовальные и доводочные станки
alexxlab | 15.08.2019 | 0 | Разное
Доводочные станки – Большая Энциклопедия Нефти и Газа, статья, страница 1
Доводочные станки
Cтраница 1
Доводочные станки для обработки наружных плоских, цилиндрических и сферических поверхностей по виду кинематической связи рабочих звеньев исполнительного механизма доводочного станка подразделяют на два типа: первый тип – станки с жесткой кинематической связью, второй тип – станки с фрикционной связью между деталями и инструментом. [1]
Доводочные станки выполняют однодисковыми и двухдисковыми. Станки имеют неподвижные и подвижные притиры с различными специальными механизмами, задающими относительное движение обрабатываемой детали по притиру путем сочетания вращательных, поступательных или качательных движений притира ( притиров), а также разделяющих загруженные для обработки детали. Разделительные устройства выполняют в виде сепараторов или кассет с закрепленными или свободно устанавливающимися в них деталями. [2]
Доводочные станки предназначены для окончательной тонкой обработки поверхностей деталей и удаления следов шероховатости, оставленных на них предшествующими инструментами. Шероховатость поверхности существенно влияет на эксплуатационные свойства деталей – усталостную прочность, износостойкость, сопротивление коррозии, потери на трение при движении. Поэтому для окончательной обработки поверхностей ответственных деталей с целью получения шероховатости / 0 и выше применяют доводочные технологические процессы. К ним относятся: хонингование, притирка и суперфиниширование. [5]
Доводочные станки предназначены для окончательной тонкой обработки деталей, заключающейся в удалении небольших неровностей – гребешков, оставленных при – предшествующей обработке. Наибольшее распространение из доводочных станков получили станки для хонингования, притирки и суперфиниширования. [6]
Доводочные станки подразделены на три основные группы по методу применения абразивного инструмента: работающие шлифовальным кругом, порошком и полировальными пастами. К плоскошлифовальным станкам, разделенным на две группы по способу применения кругов, относятся почти асе основные типы станков для обработки плоскостей. [7]
Доводочные станки ( см. рис. 15.3), снабженные специальными сепараторами, используются для одновременной доводки торцовых поверхностей восьми блоков цилиндров или распределителей из стали Х12Ф1 диаметром до 135 мм. Станок состоит из тумбы с приводом на доводочный диск, который, в свою очередь, через зубчатую передачу внутреннего зацепления приводит в движение центральное зубчатое колесо, на котором эксцентрично оси вращения установлен палец с сепаратором для установки деталей. Одинаковые траектории всех точек сепаратора получаются благодаря специальному устройству – стабилизатору сепаратора. При равномерном вращении доводочного ( притирочного) диска сепаратор совершает плоскопараллельное движение по окружности с диаметром 100 мм. Вследствие разности чисел оборотов доводочного диска и чисел колебаний сепаратора траектория движения обрабатываемых деталей на доводочном диске повторяется только через 55 оборотов и образует сетку с шагом 4 мм. Число оборотов в минуту доводочного диска равно 32, скорость притирки – 63 м / мин, число колебаний сепаратора в минуту – 43, мощность приводного двигателя – 1 7 кет. [8]
Доводочные станки, осуществляющие обработку по способу свободного притира плоских, наружных цилиндрических и сферических поверхностей, делят по виду кинематической связи между звеньями исполнительного механизма на два типа: станки с жесткой кинематической связью и станки с фрикционной связью между звеньями исполнительного механизма станка. [9]
Станкостроительная промышленность выпускает доводочные станки, работающие торцом дисков ( фиг. [11]
Станкостроительная промышленность выпускает доводочные станки, работающие торцом дисков ( фиг. [12]
Подобно притирочным станкам доводочные станки бывают вертикальные и горизонтальные, одношпиндельные и многошпиндельные. [13]
По бесцентровому способу работают некоторые доводочные станки. [14]
Страницы: 1 2 3
www.ngpedia.ru
Вертикально-доводочный станок мод. ЗБ814
Опубликовано admin Сен 18, 2012 в Доводочные станки
Двухдисковый станок ЗБ814. мод. В отличие от однодисковых притирочных станков двухдисковые доводочные станки предназначены как для односторонней, так и для двусторонней доводки параллельных поверхностей деталей. На станках этого типа могут быть доведены и цилиндрические детали, которые закладывают в прорези сепаратора и вместе с ним совершают плоско-параллельное движение между нижним и верхним вращающимися дисками-притирами.
Вертикально-доводочный двухдисковый станок мод. ЗБ814 позволяет обрабатывать детали из различных материалов: стальные, чугунные, бронзовые, керамические, пластмассовые и др.
Доводку на станке выполняют с эксцентриковым или с планетарным приводов сепаратора.
Базовым элементом доводочного станка мод. ЗБ814 является станина коробчатой формы, на которой установлена стойка. На верхней части стойки на подшипниках качения смонтирована поворотная консоль, в передней, части которой имеется пиноль, служащая для установки верхнего доводочного диска. Пульт управления станком находится в передней стенке консоли. Для удобства эксплуатации, наладки и ремонта станина стойка и консоль снабжены крышками, обеспечивающими свободный доступ ко всем механизмам и системам доводочного станка.
 Кинематическая схема станка. Главное движение — вращение нижнего доводочного диска и движение подачи вращение или плоскопараллельное движение сепаратора осуществляется от электродвигателя через клиноременную передачу с помощью зубчатых колес на вал и далее через червячные передачи на центральный вал сепаратора и шпиндель, планшайба которого несет доводочный диск. В зависимости от положения зубчатого колеса вращение может быть передано валу, или обоим валам одновременно.
Кинематическая схема станка. Главное движение — вращение нижнего доводочного диска и движение подачи вращение или плоскопараллельное движение сепаратора осуществляется от электродвигателя через клиноременную передачу с помощью зубчатых колес на вал и далее через червячные передачи на центральный вал сепаратора и шпиндель, планшайба которого несет доводочный диск. В зависимости от положения зубчатого колеса вращение может быть передано валу, или обоим валам одновременно.
Установка шкива диаметром 110 мм с первого вала на второй, а шкива диаметром 154 мм со второго на первый позволяет сообщить притиру частоту вращения 81 об/мин. Сепаратор может быть приведен во вращение одним из трех способов.
Плоскопараллельное движение сепаратору сообщается центральным эксцентриком, имеющимся на торце водила планетарного механизма Смещение пальца (эксцентриситет) меняется от 0 до 20 мм при помощи винта.
Различные виды движений сепаратору сообщают в зависимости от вида обработки
- При доводке цилиндрических поверхностей детали укладывают в прорези сепараторов на плоскость нижнего диска. К ним с определенной силой прижимается верхний доводочный диск. Процесс резания осуществляется за счет вращения нижнего притира. Сепаратор устанавливают на панель центрального эксцентрика; он совершает плоскопараллельное движение по поверхности нижнего притира.
- Сепараторы с деталями могут устанавливаться на эксцентриках сателлитов. При этом в зависимости от трех видов вращения сателлитов, описанных выше, детали будут совершать сложное движение с различной скоростью по поверхности нижнего притира. Это движение будет определяться перемещением сепаратора вместе, а сателлитом при обкатывании зубчатого колеса.
- Двухдисковый доводочный станок позволяет вести и плоскую одностороннюю доводку (как на однодисковых станках). Для этого верхний притир отводится в сторону, нижнему притиру сообщается вращение, а сепаратору — плоскопараллельное перемещение (как в первом случае) или сложное (как во втором случае).
Основными механизмами станка мод, ЗБ814 являются редуктор, планетарный механизм, консоль и устройство для подачи абразивной смеси
Редуктор предназначен для передачи вращения шпинделю доводочным диском и валу планетарного механизма. Его монтируют внутри станины. В верхней части редуктора — на подшипниках качения установлен пустотелый шпиндель. В нижней части редуктора смонтированы цилиндрические и червячные передачи. Одна червячная пара передает вращение от промежуточного вала шпинделю, вторая — валу планетарного механизма. Цилиндрические зубчатые колеса неподвижные, а колесо установлено на скользящей шпонке и может находиться в зацеплении, либо с одним из зубчатых колес, либо с обоими одновременно. Переключением осуществляется рукояткой, выведенной на нижней части корпуса и воздействующей на вилку переключения.
Планетарный механизм служит для передачи вращательного и поступательного движения сепаратору. Он представляет собой планетарное зубчатое зацепление, центральное зубчатое колесо которого насажено на вал червячного редуктора. Оно находится в зацеплении тремя сателлитами, которые смонтированы в корпусе водила таким образом, что при обкатке по центральному зубчатому колесу они увлекают его за собой. На торце водила смонтирована каретка с центральным эксцентриком. В верхней части валов сателлитов расположены дополнительные эксцентрики с регулируемым эксцентриситетом.
Консоль установлена на колонне на подшипниках качения. Назначение консоли заключается в том, что в ней размещены все механизмы, связанные с работой верхнего доводочного притира. Основа консоли — чугунная пустотелая коробка, в передней, части которой смонтирована пиноль с динамометром. Пиноль служит для подъема и опускания верхнего диска; динамометр позволяет создавать необходимое технологическое давление верхнего диска на детали. Силу прижима (степень деформации пружины) контролируют с помощью индикатора.
Механизм подъема предназначен для ручного перемещения пиноли. Он состоит из рукоятки, конической и червячной передач, цилиндрического зубчатого колеса и рейки, нарезанной на пиноли динамометра. С помощью этого механизма пиноль, а вместе с ней и верхний притир могут быть опущены на любую величину (в пределах хода пиноли) и прижаты к обрабатываемым деталям с силой 0-1600 Н.
Механизм зажима служит для предотвращения смещения консоли после поворота и установки верхнего притира. Рукоятка, выведенная на левую боковую стенку консоли, соединена с винтом, на котором нарезана левая и правая резьба. Гайки, перемещаясь по винту, сводят или разводят рычаги (соединены с ними шарнирно), которые поворачиваются вокруг своих осей. Вторым концом каждый из рычагов прижимает к колонне сухарь, в результате чего консоль оказывается зафиксированной относительно колонны.
Подача абразивной смеси на поверхность притира осуществляется с помощью специального устройства, расположенного на крышке одного из отсеков пустотелой стойки. Устройство состоит из смесителя, в котором суспензия постоянно перемешивается валом с лопастями. (Привод вала осуществляется от электродвигателя). На боковой поверхности бака установлен электромагнитный клапан, который соединен с лотком. По команде от реле времени клапан открывается, и порция абразивной смеси вытекает по лотку на поверхность доводочного диска.
Зона резания в станке мод. ЗБ814, как и в других доводочных станках, закрыта кожухом. Вокруг нижнего доводочного диска имеется вспомогательный стол в виде металлического кольца, установленного на специальные винты, позволяющие регулировать положение стола по высоте в зависимости от высоты расположения нижнего притира.
www.4ne.ru
Специализированные доводочные станки
Опубликовано admin Сен 26, 2012 в Доводочные станки
Специализированные доводочные станки применяют в массовом производстве или в производствах, где конструктивные особенности деталей не позволяют довести их поверхности на универсальных доводочных станках. Одной из таких групп станков являются шарикодоводочные станки.
Шарикодоводочный станок мод. ВШ-ДЗ относится к станкам для безэлеваторной доводки и предназначен для окончательной доводки шариков. По принципу работы он подобен упорному подшипнику, где роль колец выполняют чугунные диски.
Общий вид станка для доводки шариков. Станина представляет собой жесткую и прочную конструкцию коробчатой формы, отлитую из чугуна заодно с колонной. На ней и внутри нее смонтированы все остальные механизмы станка. Нижний ведущий диск укреплен на столе, образованном полым шпинделем, который вертикально смонтирован в нижней части станины, и планшайбой, опирающейся на станину через упорный подшипник и соединенный со шпинделем. Верхний прижимной диск установлен на плавающей подвеске, чтобы обеспечить самоустановку его относительно нижнего ведущего диска. Привод механизма прижима осуществляется от маховика, с которым связан прижимной блок. Он представляет собой опорную неподвижную и нажимную колодки, в гнездах которых размещены цилиндрические пружины сжатия.
Смазочно-охлаждающая жидкость подается в междисковое пространство по трубопроводу из дозаторов, причем конструкция станка предусматривает дозаторы из четырех емкостей, которые могут быть заполнены (при необходимости) различными СОЖ и поочередно опрокидываться для подачи ее в рабочую зону в соответствии с заданной программой.

Рабочая зона станка закрыта раздвижным ограждением. Пульт управления размещен с лицевой стороны станка на его стойке. Здесь же находится показывающий прибор динамометра. Кинематическая схема станка мод. BШ-ДЗ состоит из четырех цепей.
Привод стола нижнего рабочего диска осуществляется от двигателя постоянного тока мощностью 3 кВт, частота вращения которого с помощью генератора меняется в пределах 150—3000 об/мин. Вращение от вала через клиноременную передачу передается на вал, а затем через червячный редуктор столу. Привод перемещения и прижима верхнего рабочего диска осуществляется от маховика через коническую передачу и цилиндрические зубчатые колеса верхнего редуктора на гайку. При вращении гайки в прямом или обратном направлении с помощью винта происходит подъем или опускание верхнего рабочего диска. Отдельный привод имеет механизм опрокидывания емкостей дозатора. Здесь от двигателя вращается вал, причем вращение это осуществляется, только при срабатывании определенного выключателя. Привод динамометра осуществляется от перемещения нижней колодки механизма прижима. Эта колодка воздействует на систему рычагов, и далее через рейку и зубчатое колесо включается стрелка динамометра.
Верхний диск связан с пинолью. Плавность вертикального перемещения пиноли достигается конструкцией ее опор, позволяющей регулировать зазор в соединении пиноль-опоры. Фиксация пиноли от поворота осуществляется цилиндрической направляющей, закрепленной в станке, и специальным хомутом. Верхний конец пиноли имеет приводную резьбовую нарезку.
Специализированный станок для доводки канавок и направляющих применяют для повышения производительности при изготовлении точных деталей в станкостроении и инструментальном производстве.
Обрабатываемую деталь устанавливают на столе и закрепляют с помощью подвижной губки зажимного приспособления. В корпусе стола установлена пружина, поджатая винтом. Благодаря такой конструкции стол может свободно перемещаться в вертикальном и поперечном направлениях. Деталь при этом самоустанавливается относительно притира, закрепленного в суппорте.
Суппорт совершает возвратно-поступательное движение по направляющим с частотой 60 дв. ход/мин. Вручную необходимое давление притира создается винтовой парой.
www.4ne.ru
Доводочные, полировальные, полировально-доводочные станки, станки для хонингования отверстий
Jump to Navigation- Информация
- Производители
- Каталог
- Назад
- Насосное оборудование
- Насосы центробежные
- Apex Pumps
- Grundfos
- Насосы винтовые
- Насосы высокого давления
- BFT
- GEA
- Погружные насосы
- Houttuin
- Vipom
- Горизонтальные насосы
- Apex Pumps
- GE Oil & Gas Pressure Control
- Houttuin
- Inoxihp
- Vipom
- Насосы герметичные
- Hermetic Pumpen
- Zenith
- Насосное оборудование прочее
- Servi Group
- Насосы центробежные
- Фильтровальное оборудование
- Воздушные фильтры
- Jonell
- Масляные и гидравлические фильтры
- Parker Hannifin Corporation
- Servi Group
- Коалесцирующие фильтры
- ASCO Filtri
- Buhler Technologies
- EUROFILL
- Hydac
- Jonell
- Petrogas
- Scam Filltres
- Vokes Air
- Водоподготовка
- ASCO Filtri
- Grunbeck
- Фильтры КВОУ
- Осушители
- Воздушные фильтры
- Компрессорное оборудование
- Поршневые компрессоры
- GE Oil & Gas
- Винтовые компрессоры
- GEA
- Howden
- Stewart & Stevenson
- Центробежные компрессоры
- GE Thermodyn
- Stewart & Stevenson
- Поршневые компрессоры
- Трубопроводная арматура
- Запорная, регулирующая, запорно-регулирующая арматура
- Bifold Group
- Schroedahl
- Servi Group
- Siekmann Econosto
- Zimmermann & Jansen (Z&J)
- Предохранительная арматура
- Anderson Greenwood
- Crosby
- Sapag Industrial valves
- Schroedahl
- Servi Group
- Приводы трубопроводной арматуры
- Biffi
- Keystone
- Запорная, регулирующая, запорно-регулирующая арматура
- Гидравлика
- Гидроцилиндры
- Oilgear
- Servi Group
- Гидроклапаны
- Meggit
- Servi Group
- Гидронасосы
- Riverhawk
- Servi Group
- Гидрораспределители
- Parker Hannifin Corporation
- Servi Group
- Пневмоцилиндры
- Artec
- Mec Fluid 2
- Гидроцилиндры
- Станочное оборудование
- Станки шлифовальные
- Robbi
- Хонинговальные станки
- CAR srl
- Kadia
- Nagel Maschinen
- Станки зубо- и резьбо- обрабатывающие
- Nagel Maschinen
- Карусельные станки
- Star Micronics
- Запчасти и принадлежности для станков
- Cytec
- Станки шлифовальные
- Приводная техника
- Электрические приводы
- Servi Group
- Гидравлические приводы
- Biffi
- Пневматические приводы
- Biffi
- Keystone
- Электромагнитные приводы
- Danfoss
- ECONTROL
- Kendrion
- Rexnord
- Редукторы
- Renk
- VAR-SPE
- Турборедукторы
- Flender-Graffenstaden
- Renk
- Электрические приводы
- КИП (измерительное оборудование)
- Анализаторы влажности
- Belimo
- Scantech
- Приборы измерения уровня
- Endress+Hauser
- Приборы контроля и регулирования технологических процессов
- Clif Mock
- Приборы измерения уровня расхода (расходомеры)
- Belimo
- Servi Group
- Системы измерения неразрушающего контроля
- HBM
- Kavlico
- Marposs
- Устройства измерения температуры
- Autrol
- Belimo
- Servi Group
- VDO
- Устройства измерения давления
- Autrol
- Servi Group
- VDO
- Устройства измерения перемещения и положения
- Анализаторы влажности
- Лабораторное оборудование
- Микроскопия и спектроскопия
- Keyence
- Микроскопия и спектроскопия
- Электрооборудование
- Аккумуляторные батареи
- Hoppecke
- Выключатели
- Metrol
- Источники питания
- LAM Technologies
- Кабели и коннекторы
- Axon’ Cable
- HiRel Connectors
- Murrplastik
- Лазеры
- RIO
- Лампы
- Nic
- Parat
- Серийные преобразователи
- LAM Technologies
- Электродвигатели
- Gamak Motors
- LAM Technologies
- Электроника
- DUCATI Energia
- JOVYATLAS
- Luvata
- Murrplastik
- Аккумуляторные батареи
- Прочее оборудование
- Абразивные изделия
- Abrasivos Manhattan
- Atto Abrasives
- Буровое оборудование
- BVM Corporation
- Den-Con Tool
- MI Swaco
- Top-co
- WestCo
- Валы
- GKN
- Jaure
- Rotar
- Вентиляторы
- Reitz
- Вибротехника
- JOST
- Газовые турбины
- Alba Power
- GE Energy
- Meggit
- Score Energy
- Siemens energy
- Solar turbines
- Горелки
- John Zink
- Зажимные устройства
- Restech Norway
- SPIETH
- Защита от износа, налипания, коррозии
- Rema Tip Top
- Инструмент
- Deprag
- Knipex
- Клапаны
- Mec Fluid 2
- Top-co
- W.T.A.
- Zimmermann & Jansen (Z&J)
- Крановое оборудование
- Facco
- Маркировочное оборудование
- Couth
- Espera
- Мельницы
- Eirich
- Металлообработка
- Agrati
- Муфты
- Coremo Ocmea
- Esco Couplings
- Jaure
- John Crane
- Kendrion Linnig
- Top-co
- ZERO-MAX
- Оси
- Jaure
- Подшипники
- John Crane
- NTN-SNR
- SPIETH
- Производственные линии
- Espera
- FIBRO
- Masa Henke
- Робототехника
- Motoman Robotics
- Системы обогрева
- Helios
- TYCO Thermal Controls
- Системы охлаждения
- Gohl
- Системы смазки
- Lincoln
- Строительные леса
- HAKI
- Сушильные печи
- Eirich
- Такелажное оборудование
- Casar
- Easy Mover
- Fetra
- Тормоза и сцепления
- Coremo Ocmea
- Упаковочное оборудование
- Espera
- Thimonnier
- Уплотнения
- Flexitallic
- John Crane
- Форсунки и эжекторы
- Exair
- Центраторы
- Top-co
- Электрографитовые щетки
- Morgan Advanced Materials
- Абразивные изделия
- A.O. Smith – Century Electric
- A.S.T.
- Abrasivos Manhattan
- Advanced Energy
- Agilent Technologies
- Agrati
- Alba Power
- Algi
- Allweiler
- Alphatron Marine
- Amot
- Anderson Greenwood
- Apex Pumps
- Apollo Valves
- Ariana Industrie
- Ariel
- Artec
- ASCO Filtri
- Ashcroft
- ATAS elektromotory
- Atos
- Atto Abrasives
- Autrol
- Autronica
- Axis
- Axon’ Cable
- Bando
- Baruffaldi
- BAUER Kompressoren
- Belimo
- Berarma
- BFT
- BHDT
- Biffi
- Bifold Group
- Brinkmann pumps
- Buhler Technologies
- BVM Corporation
- Camfil FARR
- Campen Machinery
- CanaWest Technologies
- CAR srl
- Carif
- Casar
- CAT
- Celduc Relais
- Center Line
- Clif Mock
- Comagrav
- Compressor Controls Corporation
- CoorsTek
- Coral engineering
- Coremo Ocmea
- Couth
- CRANE
- Crosby
- Cubiscan
- Cytec
- Danaher Motion
- Danfoss
- Danobat Group
- David Brown Hydraulics
- Den-Con Tool
- DenimoTECH
- Deprag
- Destaco
- Dixon Valve
- Donaldson
- Donaldson осушители, адсорбенты
- DUCATI Energia
- Duplomatic
- Duplomatic Oleodinamica
- Dustcontrol
- Dynasonics
- E-tech Machinery
- Easy Mover
- Ebro Armaturen
- ECONTROL
- Eirich
- EMIT
- Endress+Hauser
- Esco Couplings
- Espera
- Estarta
- Euchner
- EUROFILL
- EuroSMC
- Exair
- Facco
- FANUC
- Farris
- Fema
- Ferjovi
- Fetra
- FIBRO
- Fisher
- Flender-Graffenstaden
- Flexitallic
- Flowserve
- Fluenta
- Flux
- FPZ
- Freudenberg
- Fritz STUDER
- Gali
- Gamak Motors
- GE Bently Nevada
- GE Energy
- GE Lufkin Industries
- GE Nuovo Pignone
- GE Oil & Gas
- GE Oil & Gas Pressure Control
- GE Panametrics
- GE Rotoflow
- GE Thermodyn
- GEA
- General Electric
- General Electric Waukesha
- GEORGIN
- GKN
- Gohl
- Goulds Pumps
- GPM Titan International
- Graco
- Grunbeck
- Grundfos
- Gustav Gockel
- HAKI
- Harting technology
- HAWE Hydraulik SE
- HBM
- Heimbach
- Helios
- Hermetic Pumpen
- Herose
- HiRel Connectors
- Hohner
- Holland-Controls
- Honsberg Instruments
- Hoppecke
- Horton
- Houttuin
- Howden
- Howden CKD Compressors s.r.o.
- HTI-Gesab
- Hydac
- Hydrotechnik
- IMO
- Inoxihp
- iNPIPE Products
- ISOG
- Italmagneti
- ITW Dynatec
- Jaure
- JDSU
- Jenoptik
- John Crane
- John Zink
- Jonell
- JOST
- JOVYATLAS
- K-TEK
- Kadia
- Kavlico
- Kellenberger
- Kendrion
- Kendrion Linnig
- Keyence
- Keystone
- Kitagawa
- Knipex
- Knoll
- Kordt
- Krombach Armaturen
- KSB
- Kumera
- Labor Security System
- LAM Technologies
- Lapmaster Wolters
- Lincoln
- Luvata
- M.G.M. motori elettrici S.p.A.
- Mahle
- Marposs
- Masa Henke
- Masoneilan
- Mec Fluid 2
- MEDIT Inc.
- Meggit
- Mercotac
- Metrix
- Metrol
- MI Swaco
- Minco
- MMC International Corporation
- MOOG
- Moore Industries
- Morgan Advanced Materials
- Motoman Robotics
- Moyno
- Mud King
- MULTISERW-Morek
- Munters
- Murr elektronik
- Murrplastik
- Nagel Maschinen
- National Oilwell Varco
- Netzsch
- Nexoil srl
- Nic
- NOV Mono
- NTN-SNR
- Ntron
- O’Drill/MCM
- Oerlikon
- Oilgear
- Omal Automation
- Omni Flow Computers
- OMT
- Opcon
- Orange Research
- Orwat filtertechnik
- OTECO
- Pacific valves
- Pageris AG
- Paktech
- PALL
- Parat
- Parker Hannifin Corporation
- PENTAIR
- Peter Wolters
- Petrogas
- ProMinent
- Quick Soldering
- Reitz
- Rema Tip Top
- Renk
- Renold
- Repar2
- Resatron
- Resistoflex
- Restech Norway
- Revo
- Rexnord
- Rheonik
- Rineer Hydraulics
- RIO
- Riverhawk
- RMG Honeywell
- Robbi
- ROS
- Rota Engineering
- Rotar
- Rotork
- Ruhrpumpen
- Sapag Industrial valves
- Saunders
- Scam Filltres
- Scantech
- Schroedahl
- Score Energy
- Sermas Industrie
- Servi Group
- Settima
- Siekmann Econosto
- Siemens
- Siemens energy
- Simaco
- Solar turbines
- Solberg
- SOR
- SPIETH
- SPX
- Stamford | AvK
- Star Micronics
- Stewart & Stevenson
- Stockham
- Sumitomo
- Supertec Machinery
- Tamagawa Seiki
- Tartarini
- TEAT
- Thimonnier
- Top-co
- Truflo
- Turbotecnica
- Tuthill
- TYCO Thermal Controls
- Vanessa
- VAR-SPE
- VDO
- Velan
- Versa
- Vibra Schultheis
- Vipom
- Vokes Air
- Voumard
- W.T.A.
- Warren
- Weatherford
- Weiss GmbH
- Wenglor
- WestCo
- Woodward
- Xomox
- Yarway
- Zenith
- ZERO-MAX
- Zimmermann & Jansen (Z&J)
dmliefer.ru
Доводочные станки
Опубликовано admin Авг 23, 2012 в Доводочные станки
Повышение эффективности производства невозможно без создания высокопроизводительных, надежных, быстроходных и долговечных машин. Создание такого оборудования связано с постоянным повышением требований к точности и качеству изготовления деталей. Эти требования выполняют, прежде всего, на финишных, отделочных, операциях.
Получение деталей с точностью размеров по пятому и шестому квалитету, достижение шероховатости поверхностей, исправление погрешностей формы детали, оставшихся от предыдущих операций, устранение дефектов в поверхностном слое (микротрещин, прижогов и т п.) — вот круг технологических задач, которые решаются, с помощью процессов абразивной обработки. Эти процессы можно разделить на две группы: отделочную обработку связанным абразивом и обработку с применением свободного абразивного зерна. К первой группе относится тонкое (прецизионное) шлифование, суперфиниширование, хонингование и обработка абразивной лентой. Вторая группа процессов объединяет доводку/притирку плоских и цилиндрических поверхностей, доводку отверстий, вибропритирку и виброполирование, полирование эластичным кругом, гидроабразивную и абразивно-ультразвуковую обработку.

Часто процессы абразивной отделочной обработки называют доводочными. Эти названия можно считать идентичными, если под доводкой понимать конечную цель обработки, при которой достигаются высокие требования к точности деталей и качеству поверхностного слоя обработанной поверхности. Соответственно и под доводочными станками здесь и ниже будем иметь в виду технологическое оборудование для осуществления процессов абразивной отделочной обработки. Совершенствование доводочных процессов абразивной обработки стимулируется с одной стороны, применением в машиностроении высокопрочных и труднообрабатываемых материалов, с другой — созданием новых, высокопроизводительных абразивных материалов.
Удельный вес станков для абразивной обработки в общем парке металлорежущих станков постоянно растет.
Современные доводочные станки по своим технологическим возможностям, конструктивному исполнению и особенностям работы составляют одну из самых разнообразных групп.
Все доводочные станки выпускают гаммами (группами однотипных станков с различными техническими характеристиками). Их применяют в подшипниковой и приборостроительной промышленности и при создании бумагоделательных машин и прокатного оборудования в единичном и массовом производствах.
Доводочные станки выпускают с высокой степенью унификации деталей; создаются конструктивно подобные и унифицированные специализированные станки и станки-автоматы на базе универсальных. В «их широко применяют приборы и системы активного контроля размера и шероховатости поверхности, загрузочные бункеры, манипуляторы и транспортирующие устройства, термообработанные направляющие качения и многовкладышные гидродинамические подшипники скольжения, электро-и гидроприводы с автоматическим регулированием параметров и специальные механизмы малых перемещений, устройства точного останова механизмов и системы устранения температурных деформаций. Доводочные станки относительно просты. На этих станках, возможно, механизировать и автоматизировать как процесс обработки детали, так и вспомогательные операции.
Чтобы эффективно эксплуатировать доводочные станки, рабочие, наладчики, мастера и технологи должны хорошо знать их конструктивные особенности, технологические возможности и необходимые требования технического обслуживания.
www.4ne.ru
Шлифование, доводочные и заточные станки — КиберПедия
Абразивная обработка отличается многообразием способов ее реализации и охватывает диапазон скоростей резания от 0,1 до 100 м/с и выше. С развитием глубинного шлифования возрос диапазон снимаемых припусков (0,01 —10 мм), что позволило эффективно использовать абразивную обработку вместо лезвийной, а также на чистовых операциях.
Станки шлифовальной группы по классификации ЭНИМС охватывают станки, работающие абразивными инструментами (шлифовальными кругами, сегментами, брусками, шкуркой, порошками и пастами). В зависимости от формы обрабатываемой поверхности и] вида шлифования станки общего назначения, работающие шлифовальным кругом, подразделяют на круглошлифовальные, внутри-шлифовальные, плоскошлифовальные и бесцентрошлифовальные.
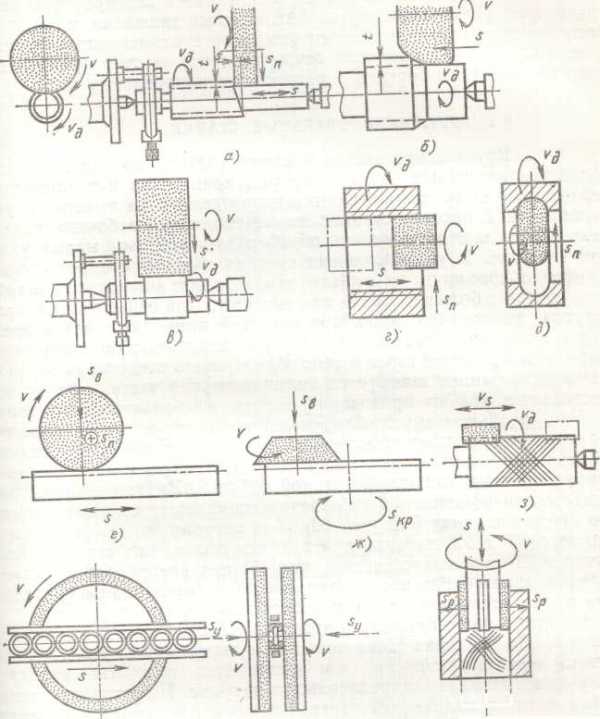
Главным движением в этих станках является вращение шлифовального круга, определяющее скорость резания у, м/с. Движение подачи определяется способом шлифования и формой шлифуемой поверхности. При круглом шлифовании наружных поверхностей деталь получает вращение со скоростью круговой подачи ид, возвратно-поступательное движение с продольной подачей s, а шлифовальный круг — периодическую поперечную подачу sn(рис. 183, а). ‘ Глубинное круглое шлифование осуществляют при установке круга на глубину припуска tс односторонней продольной подачей s; поперечная подача отсутствует (рис. 183, б). Врезное шлифование осу-■ществляют по всей ступени детали с непрерывной поперечной подачей круга (рис. 183, в). Аналогично наружному шлифованию осуществляют движения в станках внутреннего шлифования: продольного (рис. 183, г) и врезного (рис. 183, д).
При плоском шлифовании деталь получает возвратно-поступательное движение подачи s, шлифовальный круг — периодическое поперечное движение подачи s,, и после съема припуска по длине детали периодическое вертикальное перемещение sBна глубину tприпуска (рис. 183, е). Плоскошлифовальные станки с круглым столом имеют круговую подачу sKдетали и периодическую вертикальную подачу sEкруга. На специальных торцошлифовальных станках применяют глубинный метод шлифования. Торцовые круги устанавливают с двух сторон детали на глубину припуска, а детали-кольца получают непрерывное движение подачи sпо направляющим линейкам (рис. 183, и). По мере увеличения размера по ширине детали круги правят и периодически сближают в направлении sy. Отделочные виды абразивной обработки характеризуются соизмеримостью скоростей вращательного и поступательного движений инструмента и детали.
 |
и) к)
Рис. 183. Наружное круглое (а), шаговое (б), врезное (е), внутреннее напроход (г), Врезное (д) и плоское шлифование периферией (ё), торцом круга (ж), суперфиниш (з), торцовое шлифование (и), хонингование (к)
При суперфинише абразивные бруски имеют возвратно-поступательное движение со скоростью vs, а деталь — вращение со скоростью уд (рис. 183, з). Бруски поджимают к детали с постоянной силой. Соизмеримость скоростей обеспечивает перекрестную сетку траекторий абразивных зерен. Аналогичные движения vs, «д получают бруски при хонинговании отверстий в неподвижных деталях (рис. 183, к). Съем припуска осуществляется за счет принудительного раздвижения брусков в радиальном направлении sp.
ДОВОДОЧНЫЕ СТАНКИ
Шероховатость поверхности существенно влияет на важнейшие эксплуатационные свойства деталей — износостойкость, усталостную прочность, сопротивление коррозии, потери на трение. Поэтому для обработки поверхностей с целью получения Ra=ч = 0,16-4-0,32 мкм применяют доводочные процессы; хонингование, суперфиниширование, притирку и полирование.
Хонингование представляет собой обработку поверхностей абразивными брусками, закрепленными на внешней или внутренней поверхности хонинговальной головки, которая получает непрерывное вращение в одном направлении и возвратно-поступательное движение вдоль оси. Радиальная подача осуществляется периодическим расжатием брусков хона при обработке внутренних поверхностей и сжатием — для наружных (см. рис. 183, к). Хонингованием обрабатывают цилиндрические поверхности (цилиндры ДВС) как гладкие, так и пересеченные шпоночными и шлицевыми канавками, а также некоторые виды конических, плоских и фасонных поверхностей. При работе бруски хона направляются предварительно обработанной поверхностью, поэтому точность хонингования мало зависит от точности станка, так как хон с помощью универсальных шарниров имеет возможность самоустановки.
Конструкция плавающей хонинговальной головки для обработки отверстий 0 30—80 мм приведена на рис. 192, а. Корпус 4 головки имеет равномерно расположенные по окружности продольные пазы, в которых размещаются колодки 6 о закрепленными на них абразивными (алмазными) брусками 7. В центральном отверстии корпуса расположен разжимной конус 8, взаимодействующий с опорными поверхностями колодок. Корпус соединен шарнирно gполым шпинделем / с шаровым наконечником в нижней части. Внутри шпинделя установлен толкатель 2, взаимодействующий через шарнирный стержень 3 о конусом. Осевым нажатием стержня от гидросистемы осуществляется осевое перемещение разжимного конуса и равномерная радиальная подача колодок gбрусками. Отвод в верхнее положение разжимного конуса и передаточных звеньев осуществляется под действием пружины. При подъеме разжимного конуса алмазные бруски утапливаются кольцевыми пружинами 5. Хонингованием достигается Ra= 0,16-4-0,04 мкм и отклонение от цилиндричности 3—5 мкм. Хонинговальные станки бывают вертикальными, горизонтальными и наклонными, одношпиндельными и многошпиндельными, универсальными и специальными.
Станки для суперфиниширования применяют для получения Raне более 0,04 мкм. По своему характеру этот процесс близок к хонингованию с малыми припусками, но отличается от него большим числом движений инструмента (мелкозернистых брусков или кругов) и детали, более низкими скоростями резания при меньшем давлении брусков на обрабатываемую поверхность. Припуск 0,002— 0,02 мм. Заготовка должна иметь высоту неровностей не более 2,5 мкм. Суперфинишированием доводят наружные и внутренние цилиндрические, конические, плоские и фасонные поверхности. Малую шероховатость при обработке цилиндрических и конических поверхностей можно получить суперфинишированием деталей специальными головками, которые монтируются на токарные или карусельные станки (рис. 192, б). Основным апементомсуперфинишной головки является шток 2 с закрепленной на нем инструментальной державкой 1. Сила прижима брусков на державке создается за счет сжатия пружины 3 при подводе державки к обрабатываемой поверхности и фиксируется на шкале 7 по указателю 6. Этот механизм работает в корпусе 4, который по направляющим 5 совершает колебательные движения.
Притиркой называют доводку рабочих поверхностей деталей, выполняемую с помощью специальных абразивных паст и порошков, смешанных со смазкой и нанесенных на поверхность детали или инструмента — притира, выполняемого из чугуна. При притирке детали и инструменту сообщают несколько движений, чтобы траектории абразивных зерен не повторялись на обрабатываемой поверхности. В притирочных (доводочных) станках применяют планетарный привод (рис. 192, в). В зацеплении с центральным зубчатым колесом / и наружным венцом 4 находятся кассеты 2 с деталями 3. При вращении колес / и 4 с частотами n1и n4кассеты обкатываются в направлении vи вращаются вокруг своих осей с частотой n2. При этом
детали описывают сложные траектории 5 по поверхности притира, что обеспечивает высокую точность поверхности. Съем металла 0,003—0,03 мм. Притирающие вещества: абразивные порошки, алмазная пыль, карбид бора, карбид кремния, пасты из окиси хрома, окиси алюминия и др. Они растворяются в смазочных и связывающих веществах — бензине, керосине, минеральных и органических маслах.

Рис. 192. Хонинговальная головка (о), приспособление для суперфиниширования(б) и планетарный привод кассет (в) вертикально-доводочного станка
ЗАТОЧНЫЕ СТАНКИ
В зависимости от характера выполняемых операций заточные станки делят на простые, универсальные, специальные, а по виду обработки — на станки для абразивно!”! заточки и доводки и безабразивной (анодно-механической, электроискровой и др.). Универсальные заточные станки применяют для заточки и доводки резцов, сверл, зенкеров, разверток, метчиков, фрез, долбяков, червячных фрез и выполняют наружное и внутреннее шлифование.
Универсальный заточный станок ЗВ642 является наиболее распространенным в инструментальном мелкосерийном и серийном производстве для заточки и доводки инструментов абразивным, алмазным или эльборовым кругами (рис. 200). На станине / с привернутыми поперечными направляющими установлены салазки 2, на продольных направляющих которых расположен стол 8. Станина выполнена коробчатой формы, внутри которой расположены привод главного движения, электрошкаф, бак системы охлаждения и вертикальная колонна 6, на которой установлена шлифовальная головка 5 с круговым движением вокруг вертикальной оси.
 Рис. 200. Заточной станок 3В642
Рис. 200. Заточной станок 3В642
cyberpedia.su
ДОВОДОЧНЫЙ СТАНОК – это… Что такое ДОВОДОЧНЫЙ СТАНОК?
- ДОВОДОЧНЫЙ СТАНОК
станок для доводки поверхности детали. Универсальный Д. с. (см. рис.) снабжён двумя плоскими чуг. дисками (притирами), между к-рыми в деталедержателе помещаются детали. Доводка производится мелкозернистым абразивным порошком или пастой со смачивающей жидкостью. К специализированным Д. с. относят станки для доводки отд. деталей, например шеек коленчатых валов, кулачков распределит. валов, клапанов, концевых мер, резцов, калибров и др.
Универсальный доводочный станок
Большой энциклопедический политехнический словарь. 2004.
- ДОВОДКА
- ДОДЕКАЭДР
Смотреть что такое “ДОВОДОЧНЫЙ СТАНОК” в других словарях:
Доводочный станок — металлорежущий станок для отделочной обработки (См. Отделочная обработка) (доводки (См. Доводка)) поверхностей деталей. Основные варианты конструкции Д. с.: 1) деталь движется по неповторяющимся траекториям относительно плоской (или… … Большая советская энциклопедия
доводочный — см. доводить; ая, ое. Дово/дочный станок. Д ые испытания … Словарь многих выражений
ПРИТИРОЧНЫЙ СТАНОК — см. Доводочный станок … Большой энциклопедический политехнический словарь
Доводка — I Доводка (в обогащении полезных ископаемых) конечная стадия технологического процесса, в результате которой получают кондиционный концентрат. Может осуществляться повторным применением тех же методов, что и при получении черновых… … Большая советская энциклопедия
дово́дочный — ая, ое. тех. Предназначенный, служащий для доводки. Доводочный станок … Малый академический словарь
ДОВОДИТЬ — ДОВОДИТЬ, ожу, одишь; несовер. 1. см. довести. 2. что. Отрабатывать, дорабатывать до состояния окончательной готовности (спец.). | сущ. доводка, и, жен. | прил. доводочный, ая, ое. Д. станок. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова.… … Толковый словарь Ожегова
Технологический процесс — (Process) Определение технологического процесса, типы технологического процесса Определение технологического процесса, типы технологического процесса, правила процесса Содержание Содержание Определение . Понятие технологического процесса Основные … Энциклопедия инвестора
доводить — вожу/, во/дишь; нсв. см. тж. доводиться, доводка, доводочный, доведение кого что 1) к довести 2) … Словарь многих выражений
dic.academic.ru