Двухкривошипный пресс – Двухкривошипный пресс универсальный простого действия
alexxlab | 29.11.2019 | 0 | Разное
Двухкривошипный пресс универсальный простого действия
Универсальные двухкривошипные прессы имеют увеличенные размеры штамповочного пространства в отличие от прессов с одним кривошипным механизмом. Используются в качестве автономного оборудования или могут входить в состав механизированных линий. Двухкривошипные прессы бывают открытого и закрытого типа в зависимости от конструкции станины. Для данного типа кузнечного оборудования характерна высокая производительность. Оно используется для обработки листового материала с целью создания средне- и крупногабаритных деталей. Управление двухкривошипными прессами осуществляется кнопочными пультами.
Методом холодной штамповки на этих станках выполняются следующие технологические операции: гибка, вырубка, неглубокая вытяжка, пробивка, формовка, обрезка.
Особенности конструкции
Базовая комплектация двухкривошипных прессов включает разъемную сборно-сварную станину открытого или закрытого типа, которая состоит из неподвижного стола и траверсы. Траверса с помощью стяжных шпилек присоединяется к двум стойкам. Кузнечно-прессовое оборудование с двумя кривошипными механизмами имеют основные узлы:
- трехступенчатый привод. Состоит из электродвигателя, эксцентриковых шестерен, зубчатой и клиномерной передачи;
- ползун;
- электрооборудование;
- система управления;
- автоматическая, циркуляционная, централизованная система смазки;
- гидропневматическая прижимная подушка, расположенная на столе, и выполняющая функции нижнего выталкивателя;
- верхний выталкиватель.
Принцип действия
Работа двухкривошипного пресса может осуществляться в трех режимах, обеспеченных электросхемой: наладочном, автоматическом и одиночном. Особенности эксплуатации и качество выполняемых операций обуславливается конструктивными отличиями прессов закрытого и открытого типов. Открытые прессы обладают С-образной станиной. Они удобны за счет возможности трехстороннего доступа. Прессовое оборудование закрытого типа гарантирует значительное снижение деформации симметричной станины путем равномерной нагрузки. За счет отсутствия перекосов штампа в закрытых прессах существенно увеличивается точность обработки заготовок.
Российское производство
Представленные двухкривошипные прессы простого действия производятся в России. Высокое качество продукции регламентировано государственными стандартами.
Чтобы купить двухкривошипный пресс или узнать подробности о комплектации или цене оборудования, обратитесь в наше представительство позвонив по телефону +7(3537)34-13-33
Характеристики
В таблице ниже Вы можете ознакомиться со всеми моделями двухкривошипных прессов, которые производит Орский станкостроительный завод.
| Модель | Номинальное усилие, ТС | Ход ползуна, мм | Частота непрерывных ходов, мин -1 | Закрытая высота, мм | Размеры подштамповой плиты, мм | Мощность, КВТ | Габариты, мм | Масса, кг |
| Открытые прессы | ||||||||
| КБ3130 | 100 | 100 | 50 | 450 | 2000*670 | 15,5 | 3590*2120*3585 | 15700 |
| КБ3132 | 160 | 250 | 40 | 610 | 2000*750 | 2940*2990*4750 | 26000 | |
| КБ3134 | 250 | 280 | 35 | 550 | 2700*920 | 30 | 3280*2800*4065 | 31400 |
| Закрытые прессы | ||||||||
| КБ3732 | 160 | 200 | 48 | 630 | 2000*1250 | 17 | 3550*2250*4570 | 29880 |
| КБ3534 | 250 | 56 | 630 | 2500*1250 | 45 | 4480*2900*5485 | 46100 | |
| КБ3535 | 315 | 400 | 36 | 750 | 2500*1250 | 47 | 4555*2900*5855 | 57000 |
| КБ3537 | 500 | 250 | 32 | 530 | 2500*1400 | 50 | 4060*4520*5930 | 64500 |
| КБ3539 | 800 | 320 | 25 | 2500*1600 | 90 | 4200*4860*6410 | 96000 |
orskstanzavod.ru
Двухкривошипный пресс двойного действия
Изобретение относится к машиностроению и может быть использовано в конструкциях двухкривошипных прессов двойного действия, предназначенных для вытяжки изделий из листовых заготовок. Пресс содержит внутренний и наружный ползуны с шарнирно-рычажными приводами. Приводы включают закрепленные в станине оси с зубчатыми колесами, на которых закреплены эксцентрики. Эксцентрики свободно охватывают двуплечие рычаги. Плечи указанных рычагов шатунами шарнирно связаны с внутренним ползуном и с одним из плеч вторых двуплечих рычагов. Вторые двуплечие рычаги закреплены на конце валов, установленных в станине. Другое плечо вторых двуплечих рычагов шарнирно связано с эксцентриками. На другом конце валов жестко закреплены рычаги. Указанные рычаги посредством шатунов шарнирно связаны с наружным ползуном из условия обеспечения наложения указанных шатунов на рычаги при «мертвом» положении последних. В результате обеспечивается повышение надежности пресса и снижение энергоемкости при одновременном упрощении конструкции. 2 ил.
Изобретение относится к области машиностроения, в частности к конструкции кривошипных прессов двойного действия, и может быть использовано для вытяжки изделий из листовой заготовки.
Известен двухкривошипный пресс двойного действия, содержащий вытяжной и прижимной ползуны и шарнирно-рычажные механизмы их перемещения [патент США №2550063, кл. 72-417, 1951]. Недостатком известного пресса является сложная конструкция механизмов перемещения ползунов с большим числом шарнирных сочленений, что вызывает повышенную металлоемкость, значительный расход энергии на преодоление сил трения в этих сочленениях.
Известен двухкривошипный пресс двойного действия с шарнирно-рычажными приводами внутреннего и наружного ползунов, содержащий закрепленные в станине оси, на которых с возможностью вращения установлены зубчатые колеса с закрепленными на них эксцентриками, свободно охватываемые двуплечими рычагами, одни плечи которых шатунами шарнирно связаны с внутренним ползуном, а другие плечи другими шатунами шарнирно связаны с одним из плеч других двуплечих рычагов, закрепленных на концах валов, установленных с возможностью вращения в станине пресса, другие плечи упомянутых рычагов шатунами шарнирно связаны с упоминавшимися эксцентриками, при этом на других концах установленных в станине валов жестко закреплены рычаги, шатунами шарнирно связанные с одними из плеч других двуплечих рычагов, установленных с возможностью вращения на осях, закрепленных в станине пресса, другие плечи двуплечих рычагов соответствующими шатунами шарнирно связаны с наружным ползуном. [Кривошипные кузнечно-прессовые машины / В.И.Власов, А.Я.Борзыкин, И.К.Букин-Батырев и др. Под ред. В.И.Власова. – М.: Машиностроение, 1982, 424 с., ил. 12.11].
Недостатком известного пресса является сложная конструкция механизмов перемещения ползунов с большим числом шарнирных сочленений, что снижает надежность пресса и вызывает значительный расход энергии на преодоление сил трения в этих сочленениях.
В основу предлагаемого изобретения положена техническая задача, заключающаяся в повышении надежности пресса и уменьшении расхода энергии при одновременном упрощении конструкции.
Для решения указанной задачи в двухкривошипном прессе двойного действия, содержащем шарнирно-рычажные приводы внутреннего и наружного ползунов, закрепленные в станине оси, на которых с возможностью вращения установлены зубчатые колеса с закрепленными на них эксцентриками, свободно охватываемые двуплечими рычагами, одни плечи которых шатунами шарнирно связаны с внутренним ползуном, а другие плечи другими шатунами шарнирно связаны с одним из плеч других двуплечих рычагов, закрепленных на концах валов, установленных с возможностью вращения в станине пресса, а другие плечи упомянутых вторыми рычагов шатунами шарнирно связаны с указанными эксцентриками, при этом на других концах валов жестко закреплены еще одни рычаги, согласно изобретению рычаги, вышеупомянутые последними, шатунами шарнирно связаны непосредственно с наружным ползуном таким образом, что в «мертвом» положении рычагов шатуны «накладываются» на эти рычаги.
Непосредственное сочленение рычагов, закрепленных на других концах валов, шатунами с наружным ползуном исключает из каждой из двух кинематических цепей механизма перемещения наружного ползуна по два звена и по три шарнирных сочленения. В результате упрощается конструкция пресса, повышается его надежность и сокращается расход энергии, потребляемой прессом.
Сущность изобретения поясняется чертежами, где на фиг.1 дана схема предлагаемого пресса (слева показан вид на звенья механизма перемещения наружного ползуна при крайнем нижнем положении ползунов, справа – вид на звенья механизма перемещения внутреннего ползуна), на фиг.2 – механизм перемещения наружного ползуна в продольном разрезе.
Двухкривошипный пресс двойного действия содержит станину 1, закрепленные в ней оси 2, на которых с возможностью вращения установлены зубчатые колеса 3 с закрепленными на них эксцентриками 4. Шатунами 5 эксцентрики шарнирно сочленены с рычагами 6, жестко связанными с валами 7, на противоположных концах которых также жестко закреплены рычаги 8 привода наружного ползуна. Шатуном 9 рычаг 6 шарнирно связан с охватывающим эксцентрик рычагом 10, который шатуном 11 шарнирно связан с внутренним ползуном 12. Шатун 13 связывает шарнирно рычаг 8 с наружным ползуном 14.
Пресс работает следующим образом.
Зубчатые колеса 3 вместе с эксцентриками 4 свободно вращаются на осях 2. Эксцентрики 4 с помощью шатунов 5 поворачиваются посредством рычагов 6 вала 7 и вместе с ними рычаги 8. Рычаги 8 шатунами 13 сообщают поступательное движение наружному ползуну 14, который в конце хода вниз прижимает заготовку к вытяжной матрице. В нижнем положении наружного ползуна 14 рычаг 8 совершает качательное движение относительно «мертвого» положения на небольшой угол, так как эксцентрик 4 перемещается при этом в окрестности «мертвого» положения относительно шатуна 5, а шатун «наложен» на эксцентрик. Поскольку шатун 13 также «наложен» на рычаг 8, то наружному ползуну обеспечивается приближенная остановка.
Рычаг 10, вследствие указанных причин, в процессе остановки наружного ползуна совершает качательные движения под действием шатуна 9 также на небольшой угол, а внутренний ползун получает движение вниз в основном от эксцентрика, поэтому перемещается с небольшой скоростью. На участках движения наружного ползуна вверх и вниз рычаги 6 поворачиваются на большой угол, перемещения рычагов 10, полученные от эксцентриков 4 и рычагов 6 складываются и скорость внутреннего ползуна на участках холостого хода увеличивается.
Изобретение может быть использовано на предприятиях авиационной и автотракторной промышленности при изготовлении из листовой заготовки деталей крыльев и кузовов больших габаритов.
Двухкривошипный пресс двойного действия, содержащий внутренний и наружный ползуны с шарнирно-рычажными приводами, включающими закрепленные в станине оси с установленными на них с возможностью вращения зубчатыми колесами, на которых закреплены эксцентрики, свободно охватываемые двуплечими рычагами, одно плечо которых посредством шатунов шарнирно связано с внутренним ползуном, а другое плечо посредством других шатунов шарнирно связано с одним из плеч вторых двуплечих рычагов, закрепленных на конце валов, установленных с возможностью вращения в станине пресса, причем другое плечо упомянутых вторых двуплечих рычагов шарнирно связано с эксцентриками, а на другом конце валов жестко закреплены рычаги, отличающийся тем, что упомянутые закрепленные на другом конце валов рычаги посредством шатунов шарнирно связаны с наружным ползуном из условия обеспечения наложения указанных шатунов на упомянутые рычаги при «мертвом» положении последних.
findpatent.ru
Кривошипный пресс – это… Что такое Кривошипный пресс?
машина с кривошипно-ползунным механизмом, предназначенная для штамповки различных деталей. Рабочей частью (инструментом) К. п. является Штамп, неподвижную часть которого крепят к столу, подвижную — к ползуну пресса (рис. 1). Ползун перемещается кривошипно-ползунным механизмом (см. Кривошипный механизм). За один оборот кривошипа шатун совершает полный ход, во время которого при движении ползуна вперёд происходит штамповка. Усилие К. п. создаётся за счёт крутящего момента, передаваемого кривошипному валу электроприводом. Привод состоит из электродвигателя, маховика, муфты включения, тормоза и понижающей зубчатой передачи, от которой вращение передаётся кривошипному валу. Электродвигатель вращает маховик, за счёт силы инерции которого на кривошипном валу возникает крутящий момент. Пресс может работать в режиме одиночных ходов, т. е. с выключением муфты после каждого полного хода, или в автоматическом режиме, когда муфта включена постоянно. Важнейшие характеристики пресса, в совокупности определяющие его технологические возможности, — размеры стола, ход ползуна, номинальное усилие, число ходов ползуна в минуту в автоматическом режиме. К. п. различных конструкций используют для объёмной и листовой штамповки (см. Объёмная штамповка, Листовая штамповка). К К. п. для объёмной штамповки относятся горизонтально-ковочные машины (См. Горизонтально-ковочная машина), холодновысадочные автоматы (см. Кузнечно-штамповочный автомат), чеканочные прессы (См. Чеканочный пресс), горячештамповочные и некоторые специальные прессы. Горячештамповочные К. п. (рис. 2, а) отличаются быстроходностью, обладают высокой жёсткостью конструкции, которая необходима для снижения упругих деформаций и получения точных размеров поковок. Такие прессы строят с номинальным усилием до 100 Мн (10000 тс).К. п. для листовой штамповки разделяются на прессы простого, двойного и тройного действия и листоштамповочные автоматы. Прессы простого действия предназначаются для вырубки, гибки, неглубокой вытяжки и имеют один ползун, приводимый одним, двумя или четырьмя кривошипами. Прессы простого действия, применяемые взамен специальных обрезных прессов, служат также для обрезки поковок. На прессе двойного действия производят вытяжку. Особенностью такого пресса является наличие двух ползунов: наружного, служащего для вырубки и прижима заготовки, и внутреннего — для вытяжки. К. п. тройного действия имеет три ползуна. На нём выполняют особо сложную вытяжку. К. п. для листовой штамповки (рис. 2, б, в) строят со стойками, расположенными сзади стола, — открытые (номинальное усилие до 4 Мн, или 400 тс) и со стойками, находящимися сбоку стола, — закрытые (номинальное усилие до 40 Мн, или 4000 тс).
Многие К. п. имеют различные конструктивные приспособления, позволяющие механизировать и автоматизировать некоторые операции (например, съём поковок на горячештамповочных прессах, подача заготовок, удаление отходов и др.).
Лит.: Игнатов А. А., Кривошипные горячештамповочные прессы, М., 1953; Эксплуатация горячештамповочных прессов, М., 1963; Магазинер В. В., Тынянов В. Н., Филькин И. Н., Эксплуатация однокривошипных прессов простого действия, М., 1964.
В. В. Магазинер.
Кинематическая схема кривошипного пресса: 1 — ползун; 2 — тормоз; 3 — маховик; 4 — клиноремённая передача; 5 — электродвигатель; 6 — передаточный вал; 7 — зубчатая передача; 8 — муфта; 9 — кривошипный вал; 10 — шатун; 11 — плита для укрепления матрицы штампа.
Рис. 2в. Кривошипный пресс. Листоштамповочный открытый, простого действия с усилием 2,5 Мн (250 тс).
Рис. 2б. Кривошипный пресс. Листоштамповочный закрытый, простого действия с усилием 6,3 Мн (630 тс).

Рис. 2а. Кривошипный пресс. Горячештамповочный с номинальным усилием 25 Мн (2500 тс).
dic.academic.ru
Двухкривошипный пресс
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву—
° . (22) Заявлено 19. 03. 81 (21) 3302414/25-27
Союз Советских
Социалистических
Республик (и,9771 95
//=-. .
4. г
Ф4 р м g+ з сприсоедииением заявки ИР—
В 30 В 1/26
Государственный комитет
СССР по делам изобретений и открытий (23) Приоритет (531УДК 621.979. .134 (088 ° 8) Опубликовано 301182. Бюллетень HP 44
Дата опубликования описания 30. 11. 82 (72) Авторы изобретения
И.И. Бартенев, В.В. Каржан, Н.Н. Вялов, В.Е. Свистунов и Г.Н. Анисимов
Воройежское производственное объединение по выпуску кузнечно-прессового оборудования им. М.И. Калинина и Завод-ВТУЗ при NocKQBcKQM .трижды ордена Ленина, (73) Заявители ордена Октябрьской Революции и ордена Трудового Красного
Знамени автозаводе им. И.А. Лихачева
– †. — J (54) ДВУХКРИВОШИПНЫИ ПРЕСС
Изобретение относится к обработке металлов давлением, конкретно к конструкциям кривошипных прессов, предназначенных для выполнения раз-„ делительных операций, таких как: раскрой металлов, порезка проката любых профилей, обрезка, вырубка, пробивка, перфорация листового материала, горячая и холодная обрезка облоя, подрубка деталей и полуфабрикатов стержневого типа и размер и им подобных операций.
Известен двухкривошипный пресс, содержащий установленный в направляющих станины полый ползун со смонтированными в нем приводными валами с эксцентриками и охватывающими эксцентрики шайбами Г1.).
В данном прессе регулировка меж-, штампового пространства осуществляется изменением положения ползуна относительно стола пресса,. но производится это за счет уменьшения жесткости станины (увеличения ее податливости ), что является содерживаю-. щим фактором в расширении технологических возможностей пресса и, в осо.бенности, при использовании такого пресса на.разделительных операциях.
Цель изобретения — повышение надежности работы пресса.
Поставленная цель достигается тем, что в известный пресс, содержащий установленный в направляющих станины полый ползун со смонтированными в нем приводными валами с эксцент. риками и охватывающими эксцентрики шайбами, снабжен двумя эксцентриковыми валами с общим червячным приводом поворота, эксцентрики которых выполнены на концах, размещенных в боковинах ползуна, и установленным в полости ползуна промежуточным элементом, в котором смонтированы шайбы приводных валов и средние части эксцентриковых валов.
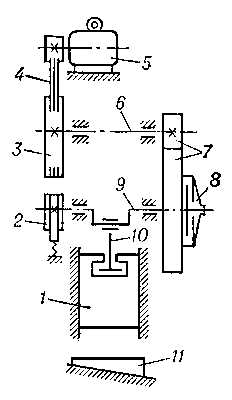
На фиг.1 показан пресс, общий
20 вид (разрез A-A) на фиг.2 – разФ рез Б-Б на фиг.1,; на фиг.3 – то же, но с измененным положением ползуна относительно стола пресса; на фиг.4разрез В-В на фиг .1; .на фиг.5 — сечение Г-Г на фиг.2; на фиг.6 — сече25 ние ц-д на фиг.2.
В верхней части станины 1 расположен электродвигатель 2 со шкивом 3, соединенным ременной передачей 4 с маховиком 5, расположенным на приводном валу 6, который через жуточной деталью и. эксцентриковыми ва,пами в вертикальном направлении совершается технологическая операция разделения металла на части °
При необходимости изменения положения ползуна относительно стола 24 пресса операция совершается в следующей последовательности.
При вращении червяка 23 вращаются и червячные колеса 21 и 22, а вместе с последними и эксцентриковые валы 15 и. 16. При этом за счет вращения эксцентриковых валов 15 и 16 последние совместно с промежуточной деталью 13 перемещаются (качаются) в горизонтальной плоскости, а ползун 14″, ограниченный направляющими, перемещается относительно опор приводных валов б и 8 в вертикальном направлении. Компенсация же горизонтального перемещения ползуна осуществляется поворотом зксцентриковых шайб 11 и 12 в противоположную относительно эксцентриковых валов сторону . (фиг.3).
В предлагаемой конструкции пресса одновременно с повышением надежности работы упрощается обработка элементов ползуна, взаимодействующих с промежуточным звеном, упрощается обслуживание пресса при совер30 шении регулировки положения ползуна относительно стола.
Формула изобретения
Двухкривошипный пресс, содержащий установленный в направляющих станины полый ползун со смонтированными в нем приводными валами с эксцентри кеми и охватывающими эксцентрикй шайбами, отличающийся тем, что, с целью повышения надежности, он снабжен двумя эксцентриковыми валами с общим червячным приводом поворота, эксцентрики которых расположены на концах валов, размеценных в боковинах полэуна, и установленным в полости ползуна промежуточным элементом, на котором смонти- .рованы шайбы приводных валов и средние части эксцентриковых валов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке Р 2480477/25-27, кл. В 30 В 1/26, 04.05-.77.
3 977195, 4 зубчатые шестерни 7 соединен с вторым приводным валом 8. Приводные валы б и 8 имеют эксцентрики 9 и 10, охватываемые эксцентриковыми шайба–. ми 11 и 12, которые, в свою очередь, охватываются общей промежуточной де- 5 талью 13, расположенной внутри полости ползуна 14. Промежуточная деталь 13 кинематически связана с ползуном через два эксцентриковых вала 15 и 16, расположенных своей сред- 1О ней частью в промежуточной детали.
При этом ползун и промежуточная деталь в собранном виде совместно с эксцентриковыми валами представляют одну жесткую систему, на RoTopoA мои tg тируется рабочий инструмент (не показано).
Эксцентриковые валы 15 и 16 концами, несущими эксцентрики 17 — 20, смонтированы в боковинах ползуна 14. 2О
На эксцентриковых валах к тому же смонтированы и червячные колеса 21 и 22, контактирующие c общим червяком 23, установленным íà промежуточной детали 13. Стол 24 пресса выполнен заодно целое со станиной 1, на которой смонтированы направляющие 25 и 26 ползуна.
Работает пресс следующим образом.
Электродвигатель 2 вращает сидя- щий на его валу шкив 3, который через ременную передачу 4 передает вращение на маховик 5 и далее на приводной вал б, а от последнего через шестеренную передачу 7 вращение передается второму приводному ва- 3S лу 8. Совместно с приводными валами вращаются и их эксцентрйки 9 и 10.
Эксцентрики 9 и 10, сопрягающиеся с внутренними отверстиями эксцентрико» вых шайб 11 и 12, передают движения 4Q последним. При этом точки 0 и 0 соответственно центров эксцентриков 9 и 10 имеют. траекторию в виде окружностей с радиусами Й и В . Поскольку ползун 14 совместно с промежуточ- 45 ной деталью 13 и эксцентриковыми валами 15 и 16 представляют собой одну общую жесткую систему, ограничен ную направляющими 25 и 26 ползуна, и имеют возможность перемещения только в вертикальном направлении, эксцентриковые шайбы 11 и 12 при вращении приводных валов 6 и 8 имеют также одну степень свободы и совершают качательные движения. При перемещении ползуна совместно с GpoMe»
findpatent.ru
Кривошипный пресс: применение и характеристики
 Пресс кривошипный сегодня использует почти каждое производство. Он является самым основным и главным оборудованием, потому как с его помощью с легкостью можно изготовить детали различного типа. Помимо изготовления, пресс может выполнять холодную штамповку на металлических деталях.
Пресс кривошипный сегодня использует почти каждое производство. Он является самым основным и главным оборудованием, потому как с его помощью с легкостью можно изготовить детали различного типа. Помимо изготовления, пресс может выполнять холодную штамповку на металлических деталях.
Пресс кривошипный очень удобно использовать в мастерских, цехах и на промышленных заводах, некоторые используют в гаражах, выполняя детали для автомобиля, но для этих целей лучше всего использовать пресс ручного типа. Стоит обратить внимание, что оборудование такой комплектации является неотъемлемой частью почти на всех заводах металлообрабатывающего типа.
Где и как применяют кривошипный пресс?
Пресс имеет возможность выполнять несколько основных поставленных задач, а именно умеет продавливать, обрезать, пробивать, выполнять вырубку и другие задачи, которые могут выполняться при помощи холодной штамповки. Самый главный и не заменимый элемент в прессе – специальный ползун, выполняющий все выше перечисленные задачи. Делает он это благодаря возвратно-поступательным движениям, которые выполняются при помощи двигательной системы. Если движется ползун, начинает свою работу и штамп, который несет ответственность за выполнение задач.
Сам штамп изготовлен из подвижной части, которая имеет название пуассон и неподвижной части, которую называют матрицей. Сама матрица прикрепляется к столу, далее через нее идёт листовое железо, а верхний элемент штампа закреплен на ползуне, и благодаря этому ползун начинает поступающие движения, то вперёд, то назад.
Пресс кривошипный. Характеристики
По строению и по всем характеристикам, оборудование данной комплектации можно отнести к ковочным станкам. Хотя если сравнивать с гидравлическим молотом, то данное оборудование имеет очень высокий уровень производительности, и превосходит гидравлический молот на триста процентов. Кривошипные прессы безупречно выполняют свою работу и выкладываются на все сто процентов. К тому же станок устроен так, что выполняет свою работу
machine-tools-repair.com
Двухкривошипный пресс
1. ДВУХКРИВОШИПНЫЙ ПРЕСС,; содержащий смонтированный в направляющих станины ползун с размещенными в его полости двумя кривощипными валами, взаимодействующими с ним через промежуточные звенья, а также привод кривошипных валов, отличающийся тем, что, с целью уменьшения металлоемкости, промежуточные звенья выполнены в виде двух подпятников , а также расположенных между подпятниками и контактирующих с ними по цилиндрическим поверхностям с общим центром кривизны двух шатунов с отверстиями, при этом подпятники закреплены на ползуне , а кривошипные валы размещены в отверстиях иштуяс/Б. 2. Пресс по п. 1, отличающийся тем, что поверхности контакта подпятников и шатунов выполнены плоскими и установлены параллельно одна относительно другой. (Л
союз советских
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (19) (11) P(51) В 30 В 1 26
ОПИСАНИЕ ИЗОБРЕТ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ
1 (21) 2713481(27-25 (22) 14.12.78 (46) 23.09.83. Бюл. № 35 (72) А. Я. Бутин, В. Е. Свистунов, В. В. Каржан, В. С. Лизунов, Г. Н. Анисимов, И. И. Бартенев, Н. Н. Вялов и В. Я. Батуркин (71) Вбронежское производственное об ьединение по выпуску кузнечно-прессового оборудования им. М.И. Калинина и Завод-ВТУЗ при ЗИЛе (53) 621.979.06 (088;8) (56) 1. Кривошипные прессы для разделительных операций. Сер. С-3 М., НИИМАШ, с. 36,. рис. 16. (54) (57) 1. ДВУХКРИВОШИПНЫИ ПРЕСС;; содержащий смонтированный в направляю; щих станины ползун с размещенными в его полости двумя кривошипными валами, взаимодействующими с ним через промежуточные звенья, а также привод кривошипных валов, отличо:ощийся тем, что, с целью уменьшения мет аллоем кости, промежуточные звенья выполнены в виде двух подпятников, а также расположенных между подпятниками и контактирующих с ними по цилиндрическим поверхностям с общим центром кривизны двух шатунов с отверстиями, при этом подпятники закреплены на ползуне, а кривошипные валы размещены в отверстиях шатунов.
2. Пресс по и. 1, отличающийся тем, что поверхности контакта подпятников и шатунов выполнены плоскими и установлены параллельно одна относительно другой.
1043026
Изобретение относится к обработке металлов давлением, а именно к конструкциям прессов.
Известен двухкривошипный пресс, содержащий смонтированный в направляющих станины ползун с размещенными в его полости двумя кривошипными валами, взаимодействующими с ним через промежуточные звенья. а также привод кривошипных валов. Возвратно-поступательное движение ползуна осуществляется при вращении кривошипных валов, а в качестве промежуточных звеньев используются эксцентриковые шайбы 11) .
Недостатки известного устройства — большие габарит и вес.
Цель изобретения — уменьшение металлоемкости.
Указанная цель достигается тем, что промежуточные звенья выполнены в виде двух подпятников, а также расположенных между подпятниками и контактирующих с ними по цилиндрическим поверхностям с общим центром кривизны двух шатунов с отверстиями, при этом подпятники закреплены на ползуне, а кривошипные валы размещены в отверстиях шатунов.
Кроме того, поверхности контакта подпятников и шатунов выполнены плоскими и установлены параллельно одна относительно другой.
На фиг. 1 показан двухкривошипный пресс, общий вид; на фиг. 2 и 3 — варианты исполнения подпятников с параллельными поверхностями контакта.
Двухкривошипный пресс содержит станину 1, в направляющих 2 которой смонти.рован ползун 3. Ползун 3 через кривошипные валы 4 и 5 и смонтированные на их кривошипах 6 и 7 промежуточные звенья, состоящие из шатунов 8 и 9 и подпятников
10 и 11, кинематически связан с помощью систем шестерен 12, маховика 13 и ременной передачи 14 с силовым органом 15.
Шатуны 8 и 9 выполнены в виде кольцевого сектора, ограниченного двумя радиаль5 ными 16 и 17 и двумя цилиндрическими 18 и 19 поверхностями, очерченными из одного центра «О», находящегося за пределами этих звеньев, и установлены под углом друг к другу.
10 При этом установка промежуточных звеньев ограничена по минимальному расстоянию между ними величиной амплитуды колебания, которая должна быть равна по абсолютной величине не менее 2Д амплитуды колебания каждого промежуточного звена.
В другом варианте исполнения шатуны могут быть выполнены коробчатой формы (фиг. 2), при этом поверхности контакта подпятников параллельны между собой. При исполнении шатунов в виде коробки послед20 ние могут охватывать кривошипные валы полностью (фиг. 2) или неполностью (фиг. 3).
Пресс работает следующим образом.
Крутящий момент от силового органа
15 через клиноременную передачу 14,маховик 13 и систему шестерен 12 передается
2 на кривошипные валы 4 и 5. Кривошипные валы, сопрягающиеся с внутренними поверхностями шатунов 8 и 9, вращаясь в противоположные стороны, передают движение последним. При вращении точка А (центр
30 кривошипа) движется по траектории в виде окружности с радиусом К. Поскольку ползун 3 ограничен направляюшими 2, он имеет возможность перемещаться только в вертикальном направлении, а шатуны 8 и 9, имея одну степень свободы, совершают относительно ползуна качательное движение.
При опускании ползуна совершается технологическая операция.
1043026
4ьг.2
Фиа:з
Составитель И. Фельдблюм
Редактор Т. Кугры шева Техред И. Верес Корректор В. Бутяга
Заказ 7239/21 Тираж 675 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж вЂ” 35, Раушская наб., д. 4!5
Филиал ППП «Патент», г. Ужгород, ул. Проекгная, 4
findpatent.ru
расшифровка, характеристики кривошипных горячештамповочных прессов
Аббревиатурой КГШП называют горячештамповочный пресс кривошипного типа. Исключительно высокая мощность отдельных моделей такого оборудования делает его оптимальным выбором для предприятий, занимающихся переработкой металлического лома.

Горячештамповочный кривошипный пресс номинальной силой 14000 тс. Используется для горячей штамповки коленчатых валов массой до 200 кг в составе современной роботизированной линии
Использование КГШП, в частности, позволяет успешно решать такую насущную для данных предприятий проблему, как пакетирование лома металлов, обладающих невысокой пластичностью (алюминиевые и титановые сплавы, бронзы и др.). Между тем приобретение пресса данного типа является для преимущественного большинства таких предприятий непозволительной роскошью. Основной сферой применения КГШП, которые представлены на современном рынке в большом разнообразии модификаций, является оснащение производства, выпускающего свою продукцию крупными, средними и мелкими сериями.
На видео ниже можно увидеть в работе кривошипный горячештамповочный пресс K8540.
Конструктивные особенности
Поскольку штамповка на станках данной категории выполняется при высоких температурах (1000–1200°), их конструкция отличается некоторыми особенностями.
- Для оснащения КГШП средней и невысокой мощности используются асинхронные двигатели, а на оборудование, развивающее большие усилия (свыше 31,5 МН), могут устанавливаться синхронные агрегаты и даже двигатели, работающие на постоянном токе.
- От электродвигателя вращение на конструктивные элементы станка передается посредством мощной клиноременной передачи.
- Принимающий вращение вал, установленный в подшипниках скольжения, с одной стороны оснащен маховым колесом, а вторым концом соединяется с элементами открытой понижающей передачи, вращение от которой передается на эксцентриковый вал.
- На одном конце эксцентрикового вала устанавливается тормоз ленточного типа, а на втором – муфта включения, работающая за счет наличия в ее конструкции нескольких фрикционных дисков.
- На станке установлена система, обеспечивающая в зависимости от необходимости включение либо муфты, либо тормоза. Конструктивно такая система связана и с узлом торможения махового колеса.
- На кривошипно-шатунном механизме установлены верхние направляющие ползуна. Нижняя часть ползуна соединяется с подвижной частью штампа, установленного на прессе.
- Для регулировки закрытой высоты КГШП используется специальный клиновой механизм, который монтируется на рабочем столе оборудования.
- Станина, отличающаяся высокой жесткостью, собирается из отдельных конструктивных элементов, соединяемых друг с другом при помощи стяжных шпилек. Чтобы обеспечить требуемый уровень сжимающих напряжений, создаваемых такими шпильками, их затяжку выполняют в нагретом состоянии.
- Нижняя (неподвижная) часть штампа фиксируется на рабочем столе пресса.
- КГШП также оснащаются системами смазки и управления, причем система управления обязательно содержит в своем составе контрольно-диагностическое оборудование.
Применение кривошипного горячештамповочного пресса возможно как в автономном режиме, так и при встраивании в состав специализированных линий, на которых выполняется штамповка.
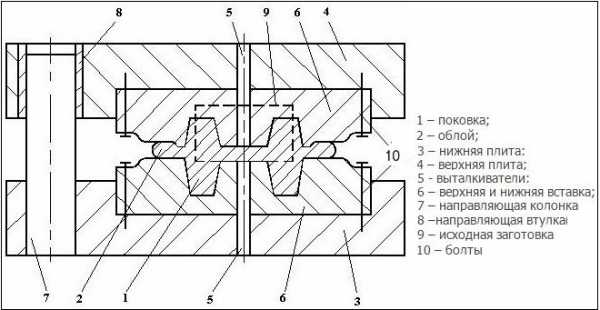
Схема штампа КГШП
Если сравнивать КГШП с обычным кривошипным оборудованием, то в его работе также можно выделить несколько особенностей.
- Для того чтобы штампуемый на таком оборудовании металл не успел остыть, необходима высокая скорость выполняемой обработки.
- Максимальный выход энергии за короткий промежуток времени, в течение которого выполняется горячая штамповка, обеспечивается за счет использования высокомощного привода.
- Шатун пресса нельзя регулировать, что делает его более жестким и прочным.
- Муфта включения имеет в своем оснащении увеличенное количество фрикционных дисков.
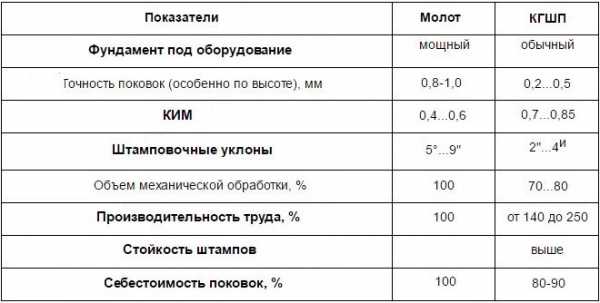
Сравнительные данные штамповки на КГШП и молотах
Современные модели станков данной категории еще более усовершенствованы. Так, на них устанавливаются кривошипно-клиновые механизмы, которые пришли на смену конструкциям кривошипно-шатунного типа. Такие механизмы позволяют выполнять штамповку с более высокой точностью, а элементы их конструкции, характеризующейся меньшей площадью поверхности контакта, изнашиваются менее интенсивно.
Характеристики и принцип работы
Оснастить прессом данного типа штамповочное производство целесообразно в том случае, если вас интересует мощное и надежное оборудование, работающее с исключительно высокой производительностью.
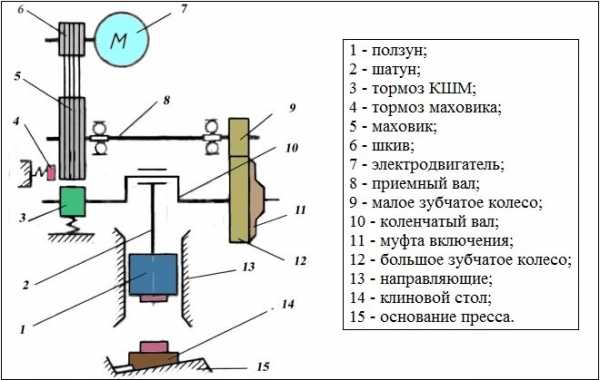
Кинематическая схема кривошипного горячештамповочного пресса
Принцип работы КГШП заключается в следующем.
- От приводного электрического двигателя крутящий момент последовательно передается на следующие элементы – маховое колесо, промежуточный вал и зубчатую передачу.
- После того как количество оборотов махового колеса достигает номинального значения, включается муфта.
- Во фрикционную муфту под большим давлением подается сжатый воздух, и эксцентриковый вал соединяется с механизмом «ползун-шатун».
- В тот момент, когда включается муфта, происходит отключение ленточного тормоза.
- Эксцентриковый вал, соединенный посредством фрикционной муфты с механизмом «ползун-шатун», придает ползуну возвратно-поступательное движение.
- Нижняя часть ползуна, соединенная с подвижной половиной штампа, сообщает движение и ей, за счет чего и выполняется основная технологическая операция по деформированию металла – штамповка.
- В тот момент, когда ползун начинает совершать движение вверх и размыкает половинки штампа, срабатывает механизм выталкивателя, за счет которого готовое изделие извлекается из зоны обработки.
В зависимости от потребностей, которые испытывает штамповочное производство, КГШП могут дополнительно оснащаться и другими узлами, в качестве которых могут выступать микропривод для регулировки угла поворота главного вала, подштамповая плита выдвижного типа, гидрозажимы для инструмента и др.

Подштамповый блок для пресса серии КБ8040
В соответствии с положениями ГОСТа, на которые при выборе оборудования ориентируется любое штамповочное производство, прессы данной категории характеризуются следующими параметрами.
- Развиваемое номинальное усилие – 6300–63000 кН.
- Величина хода ползуна – 200–460 мм.
- Количество непрерывных ходов, совершаемых ползуном, – 100–40 мин-1.
- Расстояние (минимальное) между столом и подштамповой плитой – 560–1150 мм.
- Рабочий ход механизма клиновой регулировки хода – не менее 10 мм.
- Усилие, которое могут развивать выталкиватели, величина их хода.
- Размеры рабочего стола и ползуна.
- Размеры боковых окон, имеющихся в станине.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org