Э42А гост 9467 75: ГОСТ 9467-75* «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы»
alexxlab | 10.08.2023 | 0 | Разное
Чем заменен в Украине ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки?
В попытке разобраться, по какому стандарту необходимо смотреть электроды для конструкций из металла прихожу к следующим выводам:
Кто не помнит / не знает, напоминаю. на сегодняшний день металлические конструкции разделяются на 3 основных норматива. проектирование, изготовление и монтаж. Если посмотрим ДСТУ Б В.2.6-199:2014 Конструкції сталеві будівельні. Вимоги до виготовлення стр.3, вижу ссылку на ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки
На сегодняшний день это ГОСТ уже не действующий. Но часто так бывает, что норматив отменили, но замену не подготовили. Отменить отменили – красавцы. А вот про замену забыли. Так и в этом случае.
Итак, звоню в институт им. Шимановского главному инженеру Пасечнюку Владимир Леонидовичу. Это тот институт, который и разрабатывал ДСТУ Б В.2.6-199:2014. Отправляет меня на институт Патона. Оказывается новый норматив должен разработать (разрабатывает?) институт Патона, в частности Синеок Алексадр Георгиевич. Звоню, никто не берет трубку …
Звоню, никто не берет трубку …
Какая информация имеется? Для сталей класса от С235 до С275 подходят электроды марки УОНИ -13/45, Уони 13/45А.
ГОСТ 9467-75,
Согласно п. 4 механические свойства наплавленного метала шва должны соответствовать таблице 1
Механические свойства электродов согласно Таблице 1
Электродам типа Э42А соответствуют марка электродов УОНИ 13/45
Почему именно Э42А и Э46А?
Практически все здания класса последствий СС3 находятся в сейсмической зоне, исключение г. Суммы. У таких зданий повышенные требования металлу конструкций к показателям по пластичности, ударной вязкости и относительного удлинения.
Это по ГОСТ, а что в украинских нормах?
Более четкое указание в украинских нормах соответствия типа электродов Э42А и марок УОНИ 13/45 для сталей от С235 до С275 включительно, можно увидеть в таблице Д.1 ДБН В.2.6-198:2014 Сталеві конструкції. Норми проектування
В наличии еще Текст ДСТУ EN ISO 2560:2014 Матеріали зварювальні. Eлектроди покриті для ручного дугового зварювання нелегованих та дрібнозернистих сталей. Класифікація (EN ISO 2560_2009, IDT)
Eлектроди покриті для ручного дугового зварювання нелегованих та дрібнозернистих сталей. Класифікація (EN ISO 2560_2009, IDT)
Казалось бы вот оно! Этот норматив должен был бы раскрыть все ответы на интересующие вопросы (во всяком случае так говорит название документа). Но это не так. Во первых официальный документ полностью на английском языке. Но в сети можно найти версию с переводом на украинский язык. Во вторых информация в этом документе “куцая” и не является заменой ГОСТ 9467-75. Кроме того параметры которые изложены в ГОСТ 9467-75 и собственно отображены в типе электрода не возможно сопоставить с тем, что есть в таблице 1а ДСТУ EN ISO 2560:2014.
Посмотрим, насколько возможно применение ДСТУ EN ISO 2560:2014 как норматива.
Выполним “прямое” сравнение по параметру предела прочности на растяжение – тогда Э42 VS E35 не вписывается в интервал. Классифицируем электрод по временному сопротивлению разрыва (предел прочности при растяжении). Берем электрод Э42А. это 42кгс/мм2 = 412 МПа. то есть в параметры Е35 не вписались, таких значений в таблице вообще нет. Старт Е35 начинается с 440МПа. Движемся дальше. Электрод Э46А 46кгс/мм2=451МПа. Вот здесь попадаем в Е35.
Берем электрод Э42А. это 42кгс/мм2 = 412 МПа. то есть в параметры Е35 не вписались, таких значений в таблице вообще нет. Старт Е35 начинается с 440МПа. Движемся дальше. Электрод Э46А 46кгс/мм2=451МПа. Вот здесь попадаем в Е35.
итого имеем: Э42А по ДСТУ EN ISO 2560-2014 не классифицируется. Э46А= Е35
Для себя делаю следующий вывод, что достаточно сослаться на таблицу Д.1 ДБН В.2.6-198:2014 Сталеві конструкції. Норми проектування. Это действующий норматив и есть четкое указание на необходимый тип электрода – УОНИ 13/45, УОНИ 13/45А
Если же анализировать с точки зрения прочности по металлу шва, то получим следующие результаты
Э42 VS E35:
Rwun = 410 МПа < 440 МПа (подходит)
δ = 18% < 22% (подходит)
Rwf = 180 МПа < 440*0.55/1.25 = 195 МПа (подходит)
Э42А VS E35:
Rwun = 410 МПа < 440 МПа (подходит)
δ = 22% = 22% (подходит)
Rwf = 180 МПа < 440*0.55/1.25 = 195 МПа (подходит)
Э46 VS E38:
Rwun = 450 МПа < 470 МПа (подходит)
δ = 18% < 20% (подходит)
Rwf = 200 МПа < 470*0. 55/1.25 = 205 МПа (подходит)
55/1.25 = 205 МПа (подходит)
Э46А VS E38:
Rwun = 450 МПа < 470 МПа (подходит)
δ = 22% > 20% (не подходит)
Rwf = 200 МПа < 470*0.55/1.25 = 205 МПа (подходит)
Э50 VS E42:
Rwun = 490 МПа < 500 МПа (подходит)
δ = 16% < 20% (подходит)
Rwf = 215 МПа > 500*0.55/1.35 = 205 МПа (не подходит)
Здесь меняется коэффициент γwm, так как Rwun > 490 МПа, согласно таблице 7.3 ДБН В.2.6-198:2014. Нужно менять границы применения коэффициента γwm. Или принимать E46
Э50А VS E42:
Rwun = 490 МПа < 500 МПа (подходит)
δ = 20% = 20% (подходит)
Rwf = 215 МПа > 500*0.55/1.35 = 205 МПа (не подходит)
Здесь меняется коэффициент γwm, так как Rwun > 490 МПа, согласно таблице 7.3 ДБН В.2.6-198:2014. Нужно менять границы применения коэффициента γwm. Или принимать E46
Ещё нужно сравнить ударную вязкость. Тоже не все будет гладко . В ДСТУ EN ISO 2560-2014 эти значения напрямую не приведены.
После того, как увидели (во время авторского) что на строительной площадке использовали какие то обычные электроды, я начал конкретно указывать марку. Да, не забывайте, что кроме заводчан, условие по электродам должны соблюдаться и на строй. площадке. Так вот заводчане скорее всего как раз справятся с задачей, то строительная площадка под огромным вопросом
Продукция
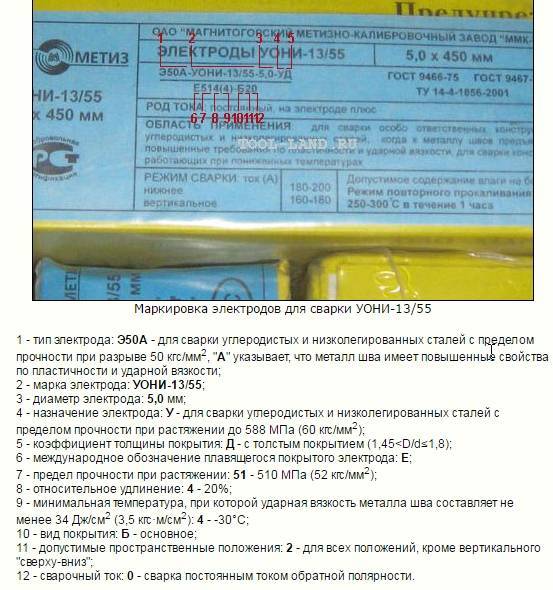
УОНИИ 13/55
Тип Э50А по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75, ТУ 51-00154325-01-95 ТУ 51-00154325-01-95
Область применения: Для сварки конструкций из стали марок 10ХСН2Д, 48КС. Для сварки перечисленных марок стали со сталями марок Ст3, БСт3, 09Г2, 10Г2С1Д-35, 10Г2С1Д-40, 10ХСНД, МС-1, Ст3с, 10, 15, 20 и поковками из углеродистых и дисперсионно упрочняемых сталей, а также для сварки литья и поковок между собой.
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), обратная [+].
Тип Э46 по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75, ТУ 51-00154325-21-02
Область применения: для сварки конструкций из углеродистых сталей марок С, ВСтсп, БСт3п и других с содержанием углерода до 0,25%
Вид покрытия: рутиловое.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный и переменный (=, ~), обратная [+].
МТГ-01К
Тип Э50А по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75, ТУ 51-00154325-05-00
Область применения: Преимущественно для сварки корневого слоя шва поворотных и неповоротных стыков трубопроводов и других ответственных конструкций из низкоуглеродистых, углеродистых и низколегированных сталей прочностных классов до К60 включительно с нормативным временным сопротивлением разрыву до 589 Н/мм2 включительно.
Электроды диаметром 3,0мм предназначаются также для сварки заполняющих и облицовочного слоев шва тонкостенных конструкций, включая стыки трубопроводов из сталей прочностных классов до К54 включительно (с нормативным пределом прочности до 539 Н/мм2).
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), прямая или обратная [+/-].
МТГ-03
Тип Э60 по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75, ТУ 51-00154325-07-00
Область применения: Для сварки заполняющих и облицовочного слоев шва неповоротных стыков и изделий из низкоуглеродистых, низколегированных сталей прочностных классов К55-К60 включительно с нормативным пределом прочности от 539Н/мм2 до 589 Н/мм2 включительно.
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), обратная [+/-].
ОЗЛ-08
Тип Э-07Х20Н9 по ГОСТ 10052-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 10052-75, ТУ 1273-05-00862931-03
Область применения: Для сваркиответственных изделий из коррозиестойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости и межкристаллитной коррозии.
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), обратная [+].
УОНИИ 13/55R
Тип Э50А по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-10-00862931-03
Область применения: Для сварки стыковых и тавровых соединений ответственных конструкций из углеродистых и низколегированных сталей с пределом текучести до 355 Н/мм2 вкл.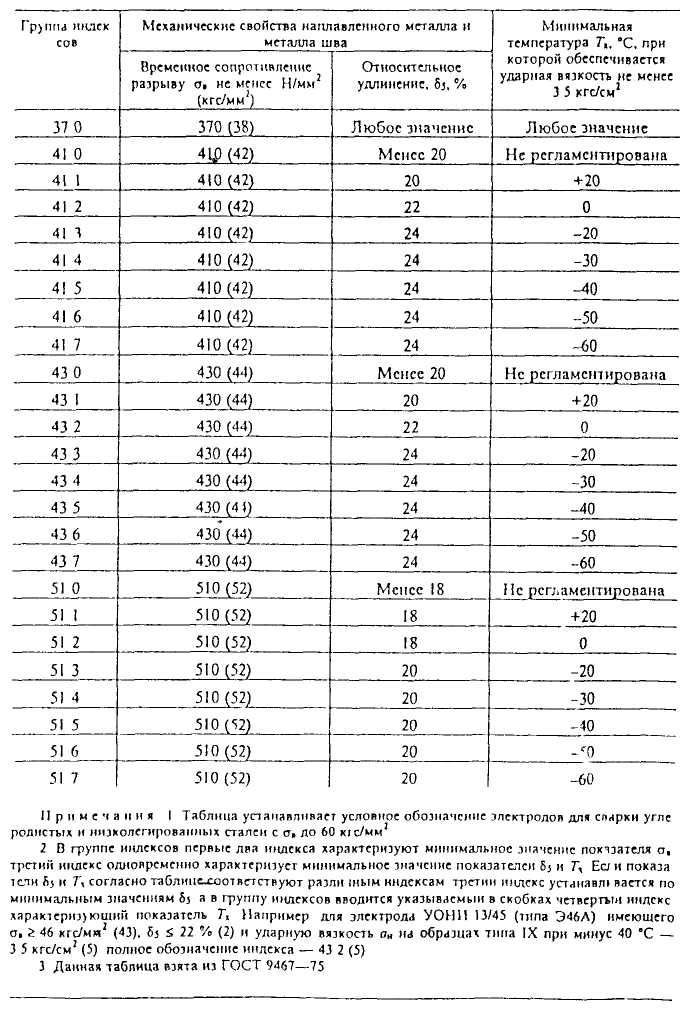 , соответствующих категориям А, В, D, E, A32,D32, E32, A36, D36, E36 по ГОСТ 5521 и правилам Российского морского регистра судоходства.
, соответствующих категориям А, В, D, E, A32,D32, E32, A36, D36, E36 по ГОСТ 5521 и правилам Российского морского регистра судоходства.
Предназначены для сварки поворотных и неповоротных стыков труб газонефтепродуктопроводов с областью применения:
– диаметр 3,0 мм – для сварки корневого слоя шва стыков труб из сталей с нормативным пределом прочности до 588 МПа включительно
– диаметр 3,0 мм и 4,0 мм – для сварки заполняющих и облицовочных слоев шва стыков труб из сталей с нормативным пределом прочности до 539 МПа
Электроды изготавливаются под надзором Российского морского регистра судоходства.
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), обратная [+].
Заказать сварочные электроды вы можете
отправив нам заявку по электронной почте
УОНИИ 13/45
Тип Э42А по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75
ОСТ 5. 9224-75
9224-75
Область применения: Для сварки сталей марок 09Г2, МС-1, 10Г2С1Д-35, 10Г2С1Д-40, 10ХСНД, 20Л и др. с углеродистыми сталями марок Ст3, БСт3, ВСт3, С, Ст4; для сварки поковок из стали 08ГДН и 08ГДНФ и монтажных стыков при блочной постройке корпуса из углеродистых сталей.
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), обратная [+].
АНО-4, АНО-4С
Тип Э46 по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75, ОСТ 5.9224-75
Область применения: Для сварки корпусных конструкций из сталей марок Ст3сп, С и других углеродистых сталей.
Вид покрытия: рутиловое.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный и переменный (=, ~), прямая или обратная [+/-].
Нормативные документы: ГОСТ 9466-75, ТУ 51-00154325-14-00
Область применения: Для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью; для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых одного- двух слоев на изношенных чугунных деталях под последующую наплавку специальными электродами.
Вид покрытия: основное.
Допустимые пространственные положения: нижнее и нижнее в лодочку.
Ток и полярность: постоянный и переменный (=, ~), обратная [+].
МТГ-02
Тип Э50А по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75, ТУ 51-00154325-06-00
Область применения: Для сварки заполняющих и облицовочного слоев шва неповоротных стыков труб (диаметр электродов 4,0 мм) из низкоуглеродистых, низколегированных сталей с нормативным пределом прочности до 539 Н/мм2 включительно и других ответственных конструкций.
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), обратная [+].
ОЗЛ-08
Тип Э-07Х20Н9 по ГОСТ 10052-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 10052-75, ТУ 1273-05-00862931-03
Область применения: Для сваркиответственных изделий из коррозиестойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости и межкристаллитной коррозии.
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), обратная [+].
УОНИИ 13/45R
Тип Э46А по ГОСТ 9467-75
Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75
ТУ 1272-08-00862931-03
Область применения: Для сварки стыковых и тавровых соединений ответственных конструкций из углеродистых и низколегированных сталей с пределом текучести до 355 Н/мм2 вкл. , соответствующих категориям A, B, D, A32, D32, A36, D36 по ГОСТ 5521 и Правилам Российского морского регистра судоходства. Электроды изготавливаются под надзором Российского морского регистра судоходства.
, соответствующих категориям A, B, D, A32, D32, A36, D36 по ГОСТ 5521 и Правилам Российского морского регистра судоходства. Электроды изготавливаются под надзором Российского морского регистра судоходства.
Вид покрытия: основное.
Допустимые пространственные положения: все, кроме вертикального сверху вниз.
Ток и полярность: постоянный (=), обратная [+].
описание, характеристики, применение и отзывы
Электроды Э46 относятся к группе плавящихся материалов, которые применяются для сварки углеродистых, а также низколегированных сталей. Содержание углерода в таком материале не более 0,25%. Низколегированная сталь характеризуется тем, что ее временное сопротивление растяжению составляет 590 МПа.
Общие сведения об электродах
Существует несколько параметров, по которым можно отличить электроды разных марок. Наиболее важными являются свойства, относящиеся к механическим свойствам металла шва, а также к общему соединению сваркой. К этим свойствам относятся следующие: прочность соединения, угол изгиба соединения, временное сопротивление разрыву и удлинение. Учитывая эти характеристики и опираясь на ГОСТ 9467-75, они делятся на несколько разновидностей.
К этим свойствам относятся следующие: прочность соединения, угол изгиба соединения, временное сопротивление разрыву и удлинение. Учитывая эти характеристики и опираясь на ГОСТ 9467-75, они делятся на несколько разновидностей.
Электроды Э46, Э50, Э38, Э42 – относятся к группе, которая применяется для сварки сталей с временным сопротивлением до 490 МПа. Важно отметить, что две цифры, идущие после буквы «Э», — это числовая характеристика, соответствующая минимальному временному сопротивлению металла шва или сварного соединения. Измеряется в кгс/мм 2 .
Параметры сварочных электродов
Электроды Э46, как указывалось ранее, предназначены для соединения конструкций сопротивлением до 490 МПа. А вот марки Э42А, Э46А и Э50А применяют для тех же сталей, но только в том случае, если от качества шва требуется повышенная ударная вязкость или относительное удлинение.
Важно отметить, что все эти расходные материалы, в том числе и электроды Э46, характеризуются еще одним отличительным качеством. Все материалы, относящиеся к этой группе, обладают сварочно-технологическими свойствами. Кроме того, вы можете использовать сварочный аппарат с элементами из этой группы при любом положении сварочного аппарата. Также важно отметить, что характер сварочного тока, производительность процесса, склонность к порообразованию и, в некоторых случаях, содержание водорода в металле шва никак не влияют на использование расходуемого материала. . Электроды Э46 и другие марки этой группы могут эксплуатироваться с любым из перечисленных индикаторов.
Все материалы, относящиеся к этой группе, обладают сварочно-технологическими свойствами. Кроме того, вы можете использовать сварочный аппарат с элементами из этой группы при любом положении сварочного аппарата. Также важно отметить, что характер сварочного тока, производительность процесса, склонность к порообразованию и, в некоторых случаях, содержание водорода в металле шва никак не влияют на использование расходуемого материала. . Электроды Э46 и другие марки этой группы могут эксплуатироваться с любым из перечисленных индикаторов.
Рутиловое покрытие электрода
Элементом, составляющим внешнюю оболочку электродов, стал рутиловый концентрат. Это вещество представляет собой природный диоксид титана. К этой категории относятся электроды типа Э46 и Э42. Отличительная особенность работы с такими расходными материалами: металл шва, полученный после сварки, будет соответствовать классу спокойной или полугладкой стали. Еще одним показателем качества будет тот факт, что стойкость металла шва к образованию трещин после сварки электродом с рутиловым покрытием будет выше, чем, например, после сварки элементами, имеющими кислотное покрытие.
Преимущества элементов
Электроды марки Э46, относящиеся к рутилгруппе, имеют ряд преимуществ по сравнению с другими марками. К таким положительным качествам можно отнести обеспечение более стабильного и постоянного горения дуги у сварочного аппарата при его работе на переменном токе. Еще одним преимуществом является небольшая потеря металла при распылении материала. Еще одним плюсом электрода Э46 по ГОСТ 9467-75 является легкое отделение шлаковой корки, а также хорошее формирование самого шва.
К положительным факторам применения данного брандэлемента можно отнести слабую склонность к образованию пор при различной длине дуги, при выполнении сварочных работ с влажным и ржавым металлом, а также при работе с окисленной поверхностью.
Здесь стоит отметить, что существует еще одна группа электродов, к которой можно отнести и Э46, так как они очень близки по своим качествам к рутиловым. Категория этих расходных материалов имеет ильменитовое покрытие и занимает промежуточное положение между кислотным и рутиловым покрытием. Основным веществом, из которого состоит верхний слой электрода этой категории, является ильменитовый концентрат, представляющий собой природное соединение титана и диоксида железа.
Основным веществом, из которого состоит верхний слой электрода этой категории, является ильменитовый концентрат, представляющий собой природное соединение титана и диоксида железа.
Особенности применения Э46
Наиболее качественные электроды Э46 диаметром 2,5 мм, 4 мм и другие, экспонат для сварки низколегированных сталей. Вот какие преимущества может дать это приложение:
- Первая отличительная черта — высокая производительность. Есть возможность выполнять сварочные работы с зазором, но для этого необходимо использовать минимальный рабочий ток.
- Элементы Е46 и другие из этой категории характеризуются высокими показателями санитарно-гигиенических норм, так как выбросы от работы с этими расходными материалами в атмосферу незначительны.
- Е46 не требователен к качеству рабочей поверхности. Благодаря этому его можно использовать для сварки загрязненных, ржавых или даже влажных сталей.
- Использование этой маркировки также возможно при работе со средними и большими заготовками.

- Для работы с такими электродами не нужны специальные сварочные аппараты, достаточно и обычных, которые работают от розетки.
Область применения E46
Перед началом использования электродов этой марки их лучше всего прокалить в течение 1 часа. При работе с такими расходными материалами рекомендуется поддерживать среднюю или высокую частоту дуги, чтобы обеспечить высокое качество сварного шва по всей его длине. Использование этих элементов осуществляется при любом пространственном положении. Они прекрасно себя показывают как при работе с постоянным, так и с переменным током.
Область применения этого электрода велика. Он используется практически во всех отраслях промышленности. Это и машиностроение, и судостроение, и химическая промышленность, и комбинирование металлоконструкций.
Маркировка расходных материалов
Один из самых распространенных видов этого расходуемого электрода Э46 диаметром 4 мм. Для того чтобы понять, какие элементы подходят для соединения низколегированных и углеродистых сталей, необходимо знать маркировку. Буква Э – это индекс, указывающий на то, что электрод следует использовать для ручной дуговой сварки или наплавки. Существует небольшой подкласс расходных материалов с литерой А. Наличие этого индекса свидетельствует о том, что шов, полученный при сварке этим электродом, будет обладать такими улучшенными свойствами, как улучшенная пластичность и более высокая ударная вязкость.
Буква Э – это индекс, указывающий на то, что электрод следует использовать для ручной дуговой сварки или наплавки. Существует небольшой подкласс расходных материалов с литерой А. Наличие этого индекса свидетельствует о том, что шов, полученный при сварке этим электродом, будет обладать такими улучшенными свойствами, как улучшенная пластичность и более высокая ударная вязкость.
Э46А и обратная связь
Электрод Э46 с улучшенными свойствами имеет маркировку Е46А. Этот вид расходных материалов относится к категории имеющих основное покрытие. Основными элементами, покрывающими электроды, являются карбонаты и фторидные соединения. Металл, который подвергается сварке этим типом электрода, будет соответствовать спокойному типу получаемого шва. Благодаря тому, что газосодержание очень низкое, состав неметаллических примесей также минимален.
Сварочные швы, выполненные электродами, обладают высокими показателями пластичности и ударной вязкости при нормальных и пониженных температурах. Шов будет иметь более высокую стойкость к образованию горячих трещин. Однако стоит отметить, что по технологическим характеристикам они уступают другим типам. Отзывы о работе с этими типами электродов, а также с обычным Э46 – положительные. Со сварочными электродами легко работать, в качестве и надежности элементов можно не сомневаться.
Шов будет иметь более высокую стойкость к образованию горячих трещин. Однако стоит отметить, что по технологическим характеристикам они уступают другим типам. Отзывы о работе с этими типами электродов, а также с обычным Э46 – положительные. Со сварочными электродами легко работать, в качестве и надежности элементов можно не сомневаться.
К преимуществам относятся: малое количество шлака, равномерное горение, а также чистый шов после сварки. К недостаткам относится высокая цена. Некоторые отмечают, что электроды этой марки горят по-разному.
Похожие статьи
Препарат «Гепа-Мерц»: отзывы и описание
Аппарат «Дарсонваль»: инструкция
Котел газовый Buderus Logamax U072-24K:
Тунг Стеновые электроды являются важной частью
Аргонно-дуговая сварка, ее виды и
Электрод металлический стержневой с
Обратная и прямая полярность при сварке
Перемычка: описание, виды, применение
Свечи иридиевые
1 –Мавзу.
 Payvand konstruksiyalar turlari Reja
Payvand konstruksiyalar turlari Reja| Скачать 0,49 Мб. ПДФ кориш
|
1 2 3 4 5 6 7 8 9 … 20
Боглик1-Ма’руза-1
Дуппи, Дуппи, шекспер ака , php tilinig 020519114918, Doc1, цту-тверь04, Душанба, 3-топширик(3), Таржима2
Хозирги кунда ишлаб чикариш саноатида, айникса металлга ишлов берувчи korxonalarda payvandlash soxasi keng rivojlanib kelmoqda. Пайвандлаш техникаси ва технологииси хозирги ишлаб чикаришда етакчи о`ринлардан бирини эгаллайди. Ulkan supertankerlarni korpusi va inson ko`zining to`r пардаси, ярим отказгич асбобларнинг кичкина деталилари ва жарохлик операцияларида одам суяклари пайвандланади. Хозирги машина в прибрежной полосе копгина конструкцияларини масалан, космик рекеталарни сув ости кемаларини, газ ва neft quvrlarini payvandlash yordamisiz tayyorlashning imkoni yo`q. Техника taraqqiyoti ishlab chiqarish usullariga, jumladan payvandlash technologiyasi tobora янги талаблар коймокда. Kecha yaqinda g’alati hisoblangan materiallar пайвандланмокда. Буларга титан, ноибий береллийли котишмалар, молибден, вольфрам, о`та мустахкам турли котишмалар киради. Электрониканинг бир неча метр калинликдаги деталлари ва ог`ир джиксозларнинг бир неча метр калинликдаги деталлари пайвандланади.  Пайвандлаш ишлари баджариладиган шароитлар доймо мураккаблашиб бормокда: внедорожник остида, юкори хароратда, юкори вакуумда, радиация ошган шароитда, vaznsizlikda payvandlashga to`g`ri keladi. Пайвандлашда йиг`ишдан кеинг ikkinchi texnologik jarayon bo`lib qolgani bejiz emas, buni kosmonavtlarimiz дуньода биринчи бо`либ космосда синаб кордилар. Мехнат унумдорлигини ошириш зарурияти пайвандлаш ишлаб чикаришнинг мексонизациялаштириш ва автоматлштириш дараджасини юксалтиришга унинг янги машиналар ва агрегатлари билан жихозланишига олиб келади, буларсиз хозирги кунда мисолдир. Payvandlash ishlab chiqarishiga robotlar faol joriy etilmoqda, bu esa деталларни пайвандлаш ишларини пайвандловчи ищининг иштирокисиз то`ла автоматлаштиришга имкон беради.  Ma`lumki xar qanday mashina va konstruksiyaga nisbatan turlicha talablar qo`yiladi. Конструксия кыилган юкллар та`сирига чидамли бо`лыши, я`ни ишлатиш даврининг бошидан оксиригача хавф- хатарсиз ишлаши керак.масалан:мусташкам qilib qurilgan ko`prik ishlash davrida xaddan tashqari egilib ketmashi natijasida turli xil ko`ngilsiz xodisalar ro`y berishi mumkin. Конструкция ва унинг кисмларини ветчина мусташкам, ветчина бикр ветчина устувор qilib tayyorlashning xar-hil yo`llari bor. Улардан анг асосийси конструкцияларинг ko`ndalang kesmining o`lchamlarini kattalashtirishdir. Бирок хар кандай иншоатни куриш учун мекснат ксам, материал ветчина анг кам сарф килиниши лозим, бинобарин мухандислар тегишли ксисобларни килиши натиджасида турли хил вариантларни тузиб, улар орасидан анг арзон ва кам мекснат талаб килинувчи юкорида айтилган учта талабга мос конструкция ишлаб чикиши лозим болади. Payvand konstruksiyalarni yaratish haqidagi fan mashinalar, apparatlar, qurilish konstruksiyalari bosh sistemalari va tuzilishining to‘g‘ri loyihalanishini o‘z ichiga oladi, loyihalash esa o‘z navbatida mutaxassislar tomonidan amalga осирилади.  Пайванд строительный ларни лойихалашда прогрессивный техникани таминловчи таджрибадан фойдаланиш, типик конструкцияларни куллаш катта танланишини талаб этади, бу эса пайвандлаш джарайонларини технологияга мослигини ва loyihalanayotgan konstruksiyaning metall sig’imini ta’minlaydi. Бандай талабляр har xil xossalarga ega Материал: полат, рангли металл, котишма, керамика, полимер материаллардан фойдаланишни такозо этади. Payvand birikmalarni loyihalashda payvandlanuvchi materiallarni texnologik мустахкамлыгини хисобга олыш зарур: буляр каторига пайвандлашда дарзларга каршилик, эксплутация мустахкамлик, озгарувчан юкланишларда кучланишлар егособланади.  |