Единичное серийное и массовое производство: Техническая документация для любого типа производства: единичного, серийного, массового
alexxlab | 14.10.1990 | 0 | Разное
Зависимость эффективности деятельности предприятия от ряда характеризующих факторов
Немаловажным фактором, характеризующее промышленное предприятие, является тип производства, который представляет собой комплексный анализ технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции.
Исходя из определения, выделяются следующие типы производства: единичное, серийное, массовое [1, с. 423].
Единичное производство обусловлено широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую не повторяющихся. Такое производство более приспособлено к условиям колебания спроса на готовую продукцию. Разновидностью единичного производства является индивидуальное производство. Например, изготовление космических объектов
Серийное
производство
отличается изготовлением ограниченной номенклатуры продукции партиями
(сериями), повторяющимися через определенные промежутки времени.
Серийное производство в основном, характерно для малых и средних промышленных предприятий. Например, самолетостроительные и моторостроительные заводы.
Мелкосерийное производство приближенно к единичному, а крупносерийное — к массовому. Немаловажным является тот факт, что в процессе мелкосерийного производства, единичное постепенно переходит к серийному, что в свою очередь способствует выпуску изделия малыми партиями.
В настоящее время повышается спрос на партии выполненные по спец заказу. Все это свидетельствует о том, что фирмам необходимо закупать новое техлологическое оборудование, способное изготавливать уникальные заказы
Компьютерное
усовершенствование, также способно повысить гибкость производства и
внести в мелкосерийное производство черты поточного производства. Например, появилась возможность изготовлять несколько типов изделий
на одной поточной линии с затратой минимального количества времени
для переналадки оборудования.
Например, появилась возможность изготовлять несколько типов изделий
на одной поточной линии с затратой минимального количества времени
для переналадки оборудования.
В отличие от мелкосерийного, в крупносерийном производстве изделия выпускаются крупными партиями и длительное время.
В качестве примера можно привести различные предприятия, специализирующиеся на выпуске отдельных изделий.
Массовое производство обуславливается изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени.
Например, выпуск автомобилей, тракторов, продукции пищевой, текстильной и химической промышленности.
Отметим,
что массовое производство не только обеспечивает наиболее полное
использование оборудования, но и высокий уровень производительности
труда, низкую себестоимость изготовления продукции, что ниже по
сравнению с серийным и единичным производством.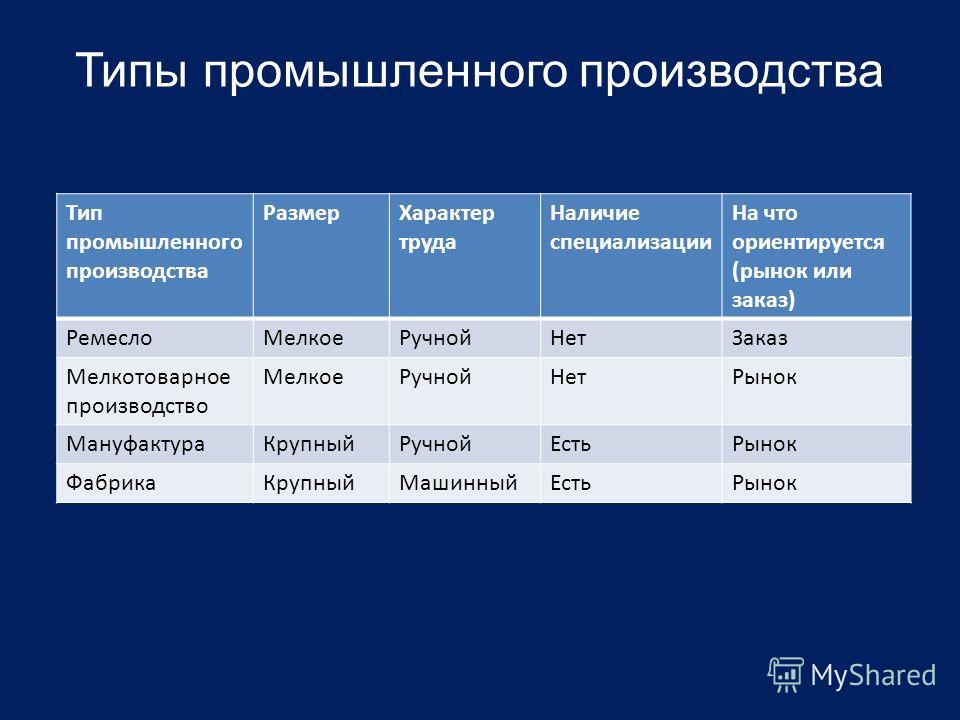
Следовательно, массовое производство это высшая форма специализации производства, позволяющая сосредоточивать на предприятии выпуск одного или нескольких типов одноименных изделий.
Кроме, того принято разделять производство по типу процессов на: непрерывное (процессное) и дискретное [1, с. 450].
Непрерывное
производство
(Process–Costing)
(процессное) есть совокупность неразрывных технологических процессов,
построенные в виде производственной линии, участка, цеха или
предприятия в целом. К ним относятся предприятия пищевой, химической,
фармацевтической, целлюлозно–бумажной,
металлургической промышленности, энергетика, и др. Непрерывное
производство характеризуется тем, что продукция в этом случае
воспринимается как единой целое, и не имеет смысла раскладывать его
на составные единицы в процессе производства. Недостаток заключается
в том, что не возможно измерить затраты на отдельные виды продуктов.
Например, при переработке нефти на одной установке одновременно получаются нефтепродукты от газойля и бензина до мазута и битума, причем состав выпускаемой продукции невозможно изменить.
Однако, существует позаказное – непрерывное производство, с помощью которого можно измерить такие характеристики как количество материала, рабочее время, затрачиваемое на изготовление заказа в целом.
Дискретное
производство
представляет собой тип производства, в котором исходный материал
(сырье) при переработке в исходный продукт претерпевает более одного
передела с прерыванием технологического процесса. К этому типу
относятся виды продуктов, выраженные в количественной форме (штук)
либо подразделены на более или менее мелкие серии, характеризующиеся
по свойственным им признакам. Дискретный тип производства
используется в машиностроении, приборостроении, легкой
промышленности, на предприятиях по выпуску мебели и упаковок.
Более подробно процесс движения товара через склады логистики при непрерывном и дискретном производстве показывается на рисунке 1.
Например, при производстве мебели (дискретное производство) выпускается определенное количество деталей (штук), которое собирается на складе комплектующих изделий, затем проверяется на промежуточном складе, и только потом поступает на склад готовой продукции, где в дальнейшем собранная мебель распределяется среди оптовых и розничных покупателей. Следует заметить, что в любой момент можно прервать процесс дискретного производства для того чтобы внести поправки.
Рисунок 1 – Процесс движения материального потока при непрерывном и дискретном производстве
Приведем в
качестве примера производство топлива, которое начинается со склада
сырья, где нефть перерабатывается, после чего готовая продукция
поступает к покупателям, при этом состав выпускаемой продукции
невозможно изменить.
Далее, особое внимание заслуживает вопрос, как определить тип производства. Для этого схематично в таблице 1 рассматриваются характеристика типов производства по следующим факторам (таб.1).
Таблица 1
Основная характеристика типов производства
|
Фактор |
Единичное |
Серийное |
Массовое |
|
Номенклатура |
Неограниченная |
Ограничена сериями |
Одно или несколько изделий |
|
Повторяемость выпуска |
Не повторяется |
Периодически повторяется |
Постоянно повторяется |
|
Применяемое оборудование |
Универсальное |
Универсальное,
частично специаль. |
В основном специальное |
|
Расположение оборудования |
Групповое |
Групповое и цепное |
Цепное |
|
Разработка технологического процесса |
Укрупненный метод (на изделие, на узел) |
Подетальная |
Подетально–пооперационная |
|
Применяемый инструмент |
Универсальный, в значительной степени специальный |
Универсальный и специальный |
Преимущественно специальный |
|
Закрепление деталей и операций за станками |
Специально не закреплены |
Определенные детали и операции закреплены за станками |
На каждом станке выполняется одна и та же операция над одной деталью |
|
Квалификация рабочих |
Высокая |
Средняя |
В
основном невысокая, но имеются рабочие высокой квалификац. |
|
Взаимозаменяемость |
Пригонка |
Неполная |
Полная |
|
Себестоимость единицы изделия |
Высокая |
Средняя |
Низкая |
 (наладчики, инструментальщики)
(наладчики, инструментальщики)Первым и
немало важным критерием является полная номенклатура всех выпускаемых
изделий, ее постоянство и объем. При большой непостоянной
номенклатуре и незначительных объемах выпуска товара производство
относится к единичному. В случаях, если завод либо фабрика производит
незначительный постоянный ассортимент продукции, в больших объемах,
оно определяется как массовое.
Во–вторых, различные операции должны быть закреплены за конкретными рабочими. Поскольку, для массового производства характерно полное закрепление, при серийном – частичное, а при отсутствии разделения производственного процесса на этапы – единичное.
В–третьих, необходимо проанализировать применяемое оборудование, и инструмент, поскольку использование только специализированных средств характерно для массового производства.
Таким образом, подводя итоги, для того чтобы определить производственную деятельность предприятия, т.е. тип, необходимо проанализировать ряд критериев. Правильный выбор критерия, зависит от организационно–технических особенностей типов производства, которые в дальнейшем влияют на экономические показатели предприятия, и на эффективность его деятельности.
На
сегодняшний день, применение массового производства крайне
ограничено, и, несмотря на его высокую эффективность, составляет
около 20% доли выпуска продукции. Это вызвано тем, что условия рынка,
предполагают выпуск однородной продукции в течение длительного
времени с преобладанием продавца и неограниченного роста. В тоже
время, предприятия, использующие единичное мелкосерийное производство
составляет около 75–85%.
Это вызвано тем, что условия рынка,
предполагают выпуск однородной продукции в течение длительного
времени с преобладанием продавца и неограниченного роста. В тоже
время, предприятия, использующие единичное мелкосерийное производство
составляет около 75–85%.
Текущие рыночные условия ставят задачу удовлетворения разнообразного и изменчивого спроса во всех отраслях производства, что требует повышения эффективности, в том числе за счет применения современных методов организации, планирования и управления.
Литература:
Горфинкель, В.Я. Предпринимательство: Учебник для вузов [Текст] / В. Я. Горфинкель, Г.Б. Поляк, В.А. Швандар. – М.: ЮНИТИ–ДАНА, 2002..
Туровец,О.Г. Организация производства и управление предприятием [Текст] /О.Г. Туровец, В.Б.Родионов, М.И.Бухалков. – М.:ИНФРА–М, 2005.
Сергеев, В.И. Логистика в бизнесе. [Текст]/ В.
 И. Сергеев, ИНФРА. – М,
2001.
И. Сергеев, ИНФРА. – М,
2001.Сергеев В.И. Логистика: Информационные системы и технологии / В.И. Сергеев, М.Н. Григорьев, С.А. Уваров. – М.: Альфа – Пресс, 2008.
Основные термины (генерируются автоматически): массовое производство, дискретное производство, тип производства, готовая продукция, единичное производство, непрерывное производство, длительное время, мелкосерийное производство, однородная продукция, серийное производство.
Производство единичное – Энциклопедия по экономике
По степени специализации различают три типа производства единичное, серийное и массовое. Каждому из них присущи технологические, организационные и экономические особенности. [c.17]В зависимости от уровня концентрации и специализации различают три типа производства единичное, серийное и массовое. В основе классификации типов производства лежат следующие признаки степень устойчивости номенклатуры продукции, определяемая на основе характеристик повторяемости изготовляемых изделий специализация рабочих мест универсальность применяемого оборудования и технологической оснастки уровень квалификации рабочих, занятых в процессе производства продукции.
 [c.107]
[c.107]Нормирование оборотных средств в незавершенном производстве осуществляется по основным, вспомогательным цехам и межцеховым складам. Методика расчета зависит от типа производства (единичное, серийное, массовое). [c.81]
Повышение концентрации производства, единичной мощности оборудования, скорости, температуры и давления процессов, сопряженности технологических участков резко увеличили цену технической и конструкторской неполадки или организационно-управленческой ошибки. Развитие средств автоматизации, многократное дублирование и насыщение средствами контроля не гарантируют абсолютной надежности оборудования. Статистика крупных промышленных аварий иллюстрирует рост частоты их возникновения и разрушительных последствий. За последние 25 лет число технологических аварий, сопоставимых по последствиям со стихийными бедствиями, составило на промышленных и энергетических объектах — 13, железнодорожном транспорте — 9, авиации — 23. По некоторым оценкам, в США прямые издержки по ликвидации последствий технологических аварий составляют 4-6% валового национального продукта, примерно столько же приходится на косвенные экономические потери. [c.409]
[c.409]
Единичное производство Мелкосерийное производство Единичное производство Мелкосерийное производство [c.419]
Различают три типа производства единичное, серийное, массовое (табл. 7). [c.92]
Годовую программу завода или цеха определяют по наибольшей массе и трудоемкости одной из сборочных единиц. Такой единицей будет обечайка массой 2,31 Мт. Как ранее было указано, тип производства – единичный и мелкосерийный – Годовая программа составит согласно[2, табл.1] 0,2 -1 тыс. шт. [c.199]
Единичное производство характеризуется выпуском широкой номенклатуры продукции в малом объеме (в единичном количестве), повторяющейся через неопределенные интервалы времени или не повторяющейся вообще. Процессы производства единичного типа выполняются на рабочих местах, не имеющих определенной специализации. [c.149]
Признаки сравнения Массовое производство Серийное производство Единичное производство [c.151]
Существенно различается О -к п производства единичного (стр-во судов и т п ), где для этого используются методы сетевого планирования и управления, и производства массового (здесь главное — нахождение оптим производственного цикла или ритма), производства серийного и производства мелкосерийного В О -к п нашел применение ряд методов программирования динамического, программирования линейного и др
[c.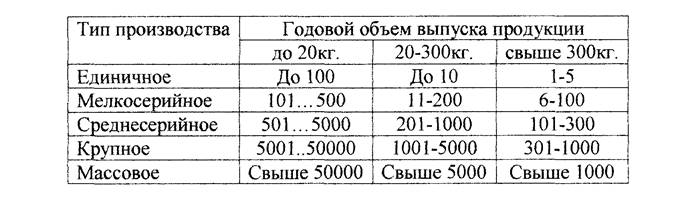 157]
157]
Основными документами, регламентирующими типы производства, являются ГОСТ 14.004-74(26) и ГОСТ 3.1108-74(27). В соответствии с этими ГОСТами определяются следующие типы производства единичное, серийное и массовое. Серийное производство подразделяется на мелкосерийное, среднесерийное и крупносерийное. Количественной характеристикой указанных типов производства является коэффициент закрепления операции (К3.0), который определяется как отношение числа всех различных технологических операций, выполняемых или подлежащих выполнению в течение месяца, к числу рабочих мест. В табл. 4.5.1 приведены значения К3.0 для различных типов производства. [c.55]
Проверить устойчивость хронорядов, при необходимости откорректировать и рассчитать Тт . Производство единичное. [c.12]
В нормативах ЭНИМСа и НИИ технологии и организации производства учитывается еще один фактор — тип производства (единичное, мелкосерийное, крупносерийное и массовое), несомненно влияющий на трудоемкость разработки конструкции приспособлений, инструмента и
[c.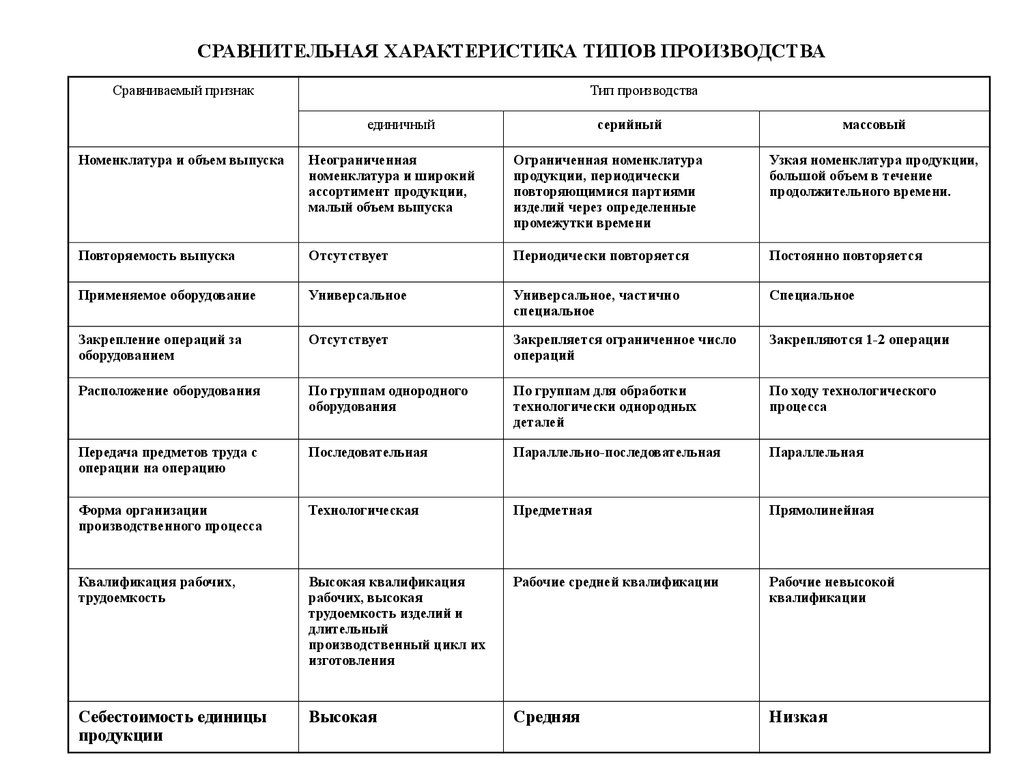 47]
47]
XB— тип производства (единичное, мелкосерийное, серийное, крупносерийное, массовое) [c.90]
Отнесение цехов и участков к тому или иному типу производства (единичное, серийное, массовое) при определении численности обслуживающих их рабочих следует производить в соответствии с данными табл. 7.6 [4]. [c.270]
Тип производства единичное серийное массовое Масштаб исполнения 1 1 1 2 1 10 1 20 1 100 1 1000 1 2,5 1 4 1 5 1,00 1,10 1,20 1,00 1,05 1,10 1,10 1,10 1,15 Процент использования в разработке аппликаций и оригиналов до 20 21—40 41—60 61—80 св. 80 примененные (заимствованные) 0,90 0,80 0,60 0,40 0,30 0,20 [c.286]
Формирование системы планово-оценочных показателей п экономических нормативов для цехов —одна из сложнейших задач организации внутрипроизводственного хозрасчета. При решении ее надо исходить из целей деятельности предприятия, трудового коллектива в целом Они, в свою очередь, определяются отраслевыми особенностями предприятия, его типом (переделом), уровнем специализации, типом производства (единичное, серийное, массовое). Так, главной задачей предприятия может быть освоение пионерных видов изделий, тиражирование освоенной в производстве продукции или расширение сферы деятельности. Вместе с тем необходимо учитывать особенности самого цеха, обусловленные его местом во внутрихозяйственном разделении труда выполняемые функции, характер специализации и тип про-изводства.
[c.28]
Так, главной задачей предприятия может быть освоение пионерных видов изделий, тиражирование освоенной в производстве продукции или расширение сферы деятельности. Вместе с тем необходимо учитывать особенности самого цеха, обусловленные его местом во внутрихозяйственном разделении труда выполняемые функции, характер специализации и тип про-изводства.
[c.28]
В то же время очевидно и другое — чтобы эффективно вести производство, необходимо изучать и распространять передовой опыт организации, внедрять лучшие ее формы и методы, приспосабливая их к конкретным условиям каждого предприятия. Автор отмечает,что как в ВНР, так и в других социалистических странах существует весьма обширная литература по данной проблеме. Однако, хотя в ней зачастую речь идет об одних и тех же организационных формах, во многих случаях остается открытым вопрос, почему отдается предпочтение одним из них и отвергаются другие. Как считает К. Котел, во многом это объясняется тем, что в таких случаях рассмотрение проблемы осуществляется вне связи со спецификой типа производства (единичного, серийного, массового). [c.12]
[c.12]
Итак, существуют следующие типы производства единичное, серийное и массовое. Однако внутри некоторых из них можно выделить и подтипы. Единичное и массовое производство характерны для различных отраслей промышленности, а серийное — только для отраслей, в которых преобладают синтетические производственные процессы (машиностроение, мебельная промышленность). [c.63]
В машиностроении, в том числе в станкостроении, имеются свои особенности в организации и управлении технической подготовкой производства. Так, на предприятиях небольшой степени плотности производства (единичное или мелкосерийное) нецелесообразно разбивать конструкторскую работу по группам изделий, в то время как при большой степени плотности (крупносерийное и массовое производство) очевидна целесообразность группировки конструкторов для проектирования новых видов изделий в специальные организационные единицы. Внутри кон- [c.166]
Тип производства есть классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий. Различают три типа производства единичное, серийное и массовое. Одной из основных характеристик типа производства является коэффициент закрепления операций, под которым понимается отношение числа всех технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.
[c.74]
Различают три типа производства единичное, серийное и массовое. Одной из основных характеристик типа производства является коэффициент закрепления операций, под которым понимается отношение числа всех технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.
[c.74]
Различают три основных типа производства единичное, серийное и массовое. [c.41]
Сравнение вариантов нагрева следует вести применительно к конкретному типу производства (единичное, серийное, массовое). [c.270]
Сложность выбора методики исчисления внутренних цен обусловлена следующими факторами объектом определения цены— конечным продуктом или полуфабрикатом (изделие-комплект), подлежащим дальнейшей переработке на данном предприятии составом производства, в который входит арендный коллектив — основное или вспомогательное оптовыми ценами, тарифами, расценками, сметами, существующими на продукцию арендного коллектива типом производства единичное, серийное, массовое количеством наименований выпускаемой продукции сопряженностью полуфабрикатов неравным уровнем рентабельности и трудоемкости отдельных изделий составом арендной платы порядком организации текущего и бухгалтерского учета и отражения на счетах результатов внутрипроизводственной аренды. [c.31]
[c.31]
Учитывая разнообразный характер услуг, оказываемых вспомогательными производствами, и тип производства (единичное, серийное, массовое), можно выделить две группы услуг выработка всех видов энергии, пара, сжатого воздуха и т. п., т. е. услуги, которые оказываются и потребляются в сравнительно постоянных объемах и характеризуются ограниченной номенклатурой выполнение ремонтных работ, изготовление запасных частей, инструментов, спецоснастки и т. п., т. е. услуги разового характера, оказываемые на основе индивидуальных заказов и существенно отличающиеся своей сложностью и стоимостью. Особую группу составляют транспортные услуги. [c.55]
Характеристика предприятия в зависимости от степени его специализации, широты номенклатуры изготовляемых изделий, регулярности, стабильности и объема выпуска изделий называется типом производства. Все машиностроительные предприятия, цехи и участки могут быть отнесены к одному из трех типов производства единичному, серийному или массовому. [c.30]
[c.30]
Настоящие нормативы распространяются на нормирование расхода лакокрасочных материалов и растворителей к ним для предприятий и организаций машиностроительной и приборостроительной промышленности СССР, а также заводов—изготовителей строительных металлических конструкций, независимо от их ведомственной подчиненности и типа производства (единичное, серийное, массовое), а также на технико-экономические расчеты эффективности научно-технических работ Б области техники и технологии лакокрасочных покрытий. [c.3]
Единичный —организация производства единичных видов продукции, например опытных образцов. В данном случае применяется уникальное оборудование, обслуживаемое рабочими-универсалами. Производство каждого вида продукции характеризуется своим производственным процессом, структурой и циклом. Этому методу свойственна невысокая степень использования оборудования, большие затраты на производство, так как возможны значительные перерывы между отдельными стадиями обработки.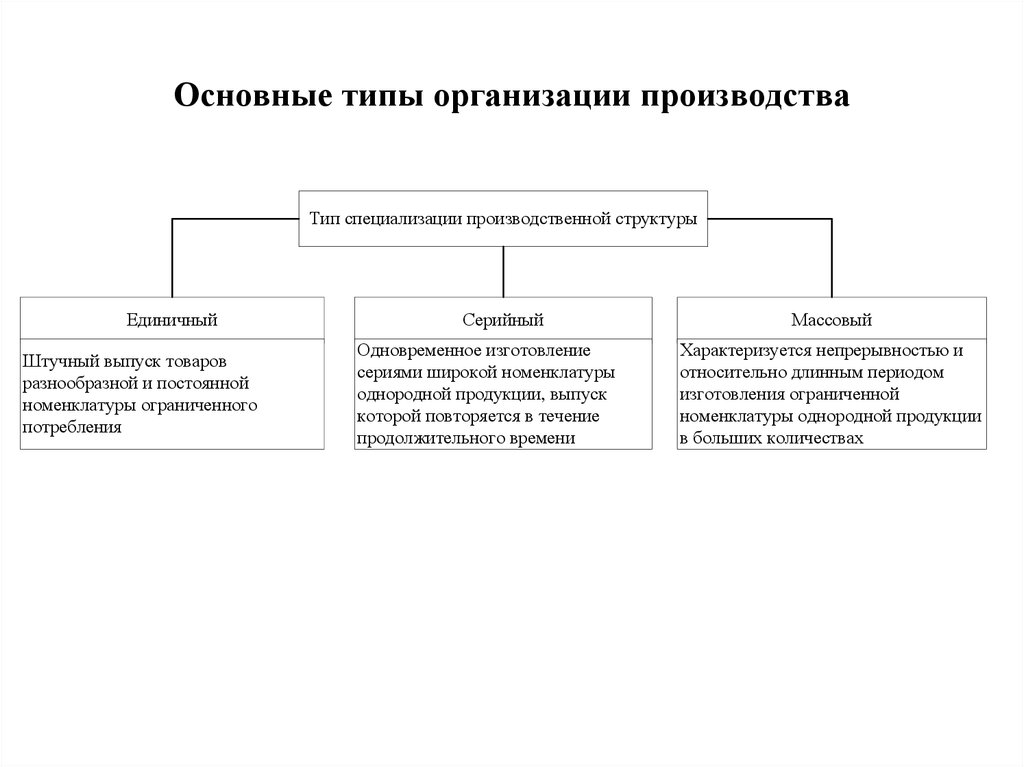 Применение его эффективно только при выпуске уникальной и сложной в техническом отношении продукции.
[c.31]
Применение его эффективно только при выпуске уникальной и сложной в техническом отношении продукции.
[c.31]
Организационный тип производства — это комплексная организационно-техническая характеристика производственного процесса, обусловленная его специализацией, объемами и постоянством номенклатуры изделий. Каждый тип производства (единичный, серийный, массовый) в силу своей специфики требует [c.192]
Тип производства Единичное Серийно-неритмичное Серийно-ритмичное Массовое [c.306]
Оценка незавершенного производства, как правило, зависит от типа производства единичное, серийное, массовое. В единичном производстве продукции его оценивают по фактическим производственным затратам, в серийном и массовом — по нормативной (плановой) производственной себестоимости, по прямым статьям расходов, по стоимости затрат основных материалов и полуфабрикатов. [c.133]
Основная цель ЕСТПП — обеспечение необходимых условий для достижения полной готовности любого типа производства (единичного, серийного, массового) к выпуску изделий заданного качества, в оптимальные сроки при наименьших трудовых, материальных и финансовых затратах.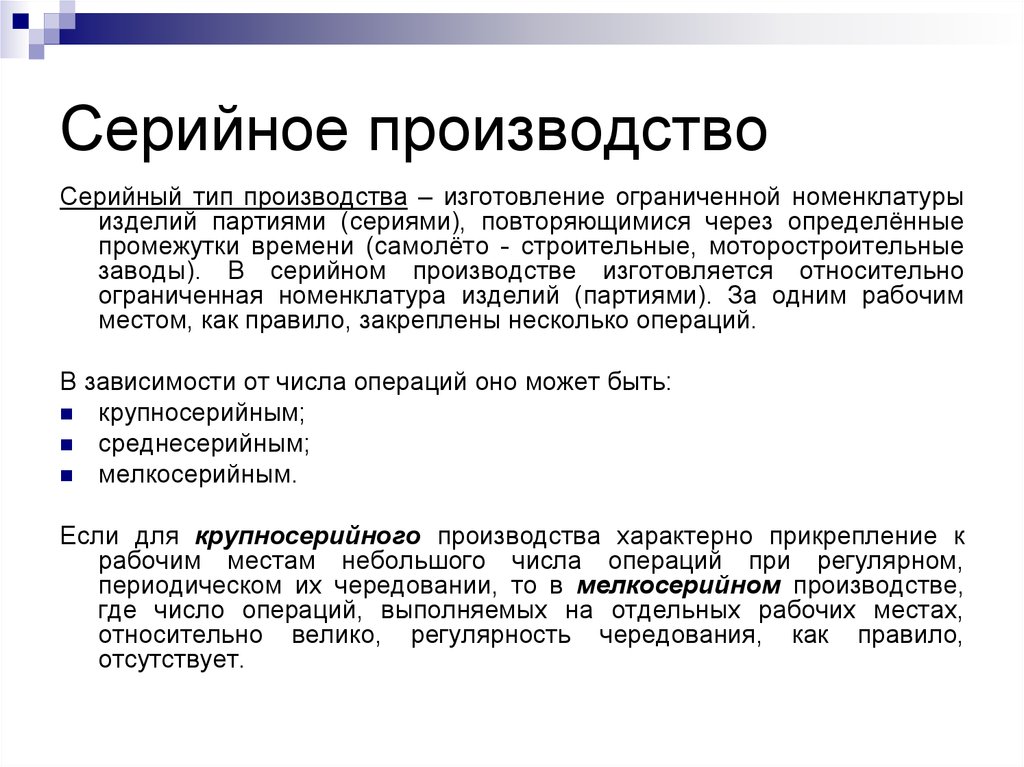 [c.372]
[c.372]
Относительность понятия технологичности конструкций связана с тем, что объем выпуска изделий (программа) не является постоянной величиной. Технолог должен согласовывать конструкцию для конкретного типа производства — единичного, мелкосерийного, крупносерийного или массового. Опыт работы предприятий показывает, что при переходе от выпуска малыми сериями к большим, как правило, конструкция подвергается значительным изменениям, а иногда и коренной переработке. Поэтому при значительном изменении масштаба производства конструкцию необходимо также пересогласовывать на технологичность. [c.46]
КАСТОМИЗАЦИЯ, индивидуализация продукции ( ustomization) — совокупность технол и логистических операций, придающих продукции свойства и параметры в соответствии с заказом конкретного потребителя и позволяющих сочетать принципы производства массового и производства единичного К может заключаться, напр, в комплектации легкового автомобиля отдельными элементами, комплектующими изделиями (сидениями с обивкой из кожи определенного цвета и т п ) или доп принадлежностями (стереомагнитофоном определенной марки и т д) по заказу конкретного потребителя К может быть выполнена с миним затратами на пр-тиях, применяющих гибкие производственные системы, систему “точно вовремя ” К является реализацией рекламного слогана “Мы сделаем товар лично для Вас”
[c. 92]
92]
ПРОИЗВОДСТВО ЕДИНИЧНОЕ (single-unit produ tion) — форма орг-ции произ-ва, при которой разл виды продукции изготавливаются в одном или нескольких экземплярах П е распространено в тяжелом машиностроении (оборудование металлургических заводов, химических пр-тий, уникальные станки и оборудование) П е является также изготовление изделий по индивидуальным заказам орг-ций и населения и опытное произ-во [c.206]
В процессе выполнения первой технологической операции с преобразователем Я4 выбираются исходные документы, необходимые для формирования соответствующего массива нормативно-справочной информации. На вход fJi поступают документы (см. рис. 6.5) DI — описание угловых спецификаций — основного конструкторского документа и D2 — описание конструк-торско-технологических спецификаций. Отметим, что угловые и конструкторско-технологические спецификации информационно взаимосвязаны. Всякая конструкторско-технологическая спецификация базируется на информации, содержащейся в угловой спецификации. Однако в конструкторско-технологической спецификации содержится не только конструкторский состав изделий (узлов), но и технологические операции по их сборке (изготовлению). На ал-торитм выполнения Я4 влияет целый ряд факторов, прежде всего характер производства (единичное, серийное, поточное, крупносе-
[c.109]
Однако в конструкторско-технологической спецификации содержится не только конструкторский состав изделий (узлов), но и технологические операции по их сборке (изготовлению). На ал-торитм выполнения Я4 влияет целый ряд факторов, прежде всего характер производства (единичное, серийное, поточное, крупносе-
[c.109]
Следует отметить, что оперативно-производственная самостоятельность бригад не может быть одинаковой во всяких условиях. Она определяется типом производства (единичное, серийное и массовое), разделением и кооперацией труда на предприятии. Объективно возможности оперативно-производственной самостоятельности бригад основного (заготовительного, механообрабатывающего, сборочного), вспомогательного и обслуживающего производств неодинаковы. [c.44]
Характеристика типов производства – Технарь
В машиностроении в зависимости от программы выпуска изделий и характера изготовляемой продукции различают три основных типа производства: единичное, серийное и массовое.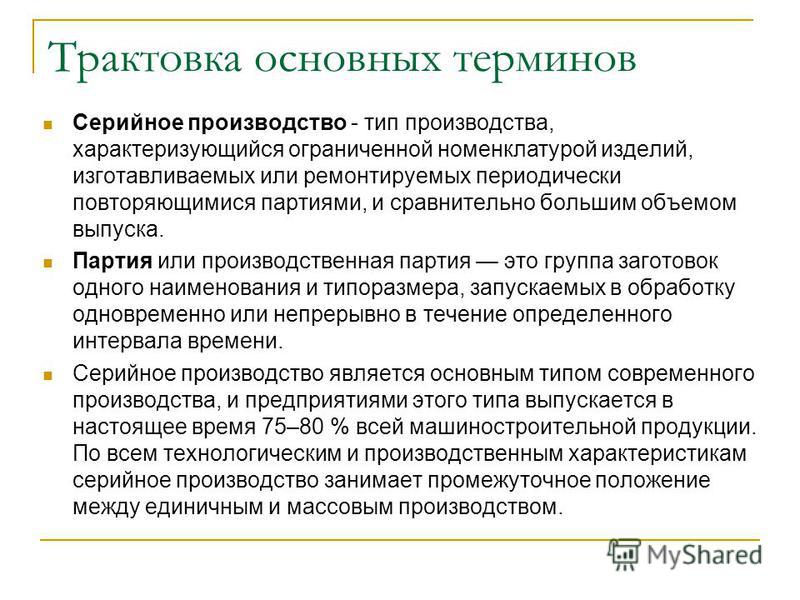
Единичное производство характеризуется широкой номенклатурой изготовляемых или ремонтируемых изделий и малым объемом их выпуска. На предприятиях с единичным производством применяют преимущественно универсальное оборудование, расположенное в цехах по групповому признаку (т. е. с разбивкой на участки токарных, фрезерных, строгальных станков и т. д.). Обработку ведут стандартным режущим, а контроль — универсальным измерительным инструментом.
Так как конструкции изготовляемых в единичном производстве машин нестабильны и подвергаются частым изменениям, то при обработке заготовок принципы полной взаимозаменяемости не соблюдаются (иначе потребовалось бы большое количество специальных измерительных средств, затраты на изготовление которых чрезвычайно велики), поэтому при сборке применяют подгоночные работы.
Для предотвращения брака основные металлоемкие дорогостоящие детали изготовляют раньше, чем сопрягаемые с ними более дешевые детали, за счет которых компенсируют отклонения размеров основных деталей, возникающие при их обработке.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Коэффициент закрепления операций — это отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест. Для мелкосерийного производства он составляет 20…40, для среднесерийного производства— 10…20, для крупносерийного производства— 1…10.
На предприятиях серийного производства значительная часть оборудования состоит из универсальных станков, оснащенных как специальными, так и универсально-наладочными (УНП) и универсально-сборными (УСП) приспособлениями, что позволяет снизить трудоемкость и удешевить производство. Представляется также возможным располагать оборудование в последовательности технологического процесса для одной или нескольких деталей, требующих одинакового порядка обработки, с соблюдением принципов взаимозаменяемости при обработке. При небольшой трудоемкости обработки или недостаточно большой программе выпуска изделий целесообразно обрабатывать заготовки партиями, с последовательным выполнением операций, т. е. после обработки всех заготовок партии на одной операции производить обработку этой партии на следующей операции. При этом время обработки на различных станках не согласуют. Заготовки во время работы хранят у станков, а затем транспортируют целой партией.
Представляется также возможным располагать оборудование в последовательности технологического процесса для одной или нескольких деталей, требующих одинакового порядка обработки, с соблюдением принципов взаимозаменяемости при обработке. При небольшой трудоемкости обработки или недостаточно большой программе выпуска изделий целесообразно обрабатывать заготовки партиями, с последовательным выполнением операций, т. е. после обработки всех заготовок партии на одной операции производить обработку этой партии на следующей операции. При этом время обработки на различных станках не согласуют. Заготовки во время работы хранят у станков, а затем транспортируют целой партией.
В серийном производстве применяют также переменно-поточную форму организации работ. Здесь оборудование также располагают по ходу технологического процесса. Обработку производят партиями, причем заготовки каждой партии могут несколько отличаться размерами или конфигурацией, но допускают обработку на одном и том же оборудовании. В этом случае время обработки на смежных станках согласуют, поэтому движение заготовок данной партии осуществляется непрерывно, в порядке последовательности технологического процесса. Для перехода к обработке партии других деталей переналаживают оборудование и технологическую оснастку (приспособления и инструмент).
В этом случае время обработки на смежных станках согласуют, поэтому движение заготовок данной партии осуществляется непрерывно, в порядке последовательности технологического процесса. Для перехода к обработке партии других деталей переналаживают оборудование и технологическую оснастку (приспособления и инструмент).
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени. Коэффициент закрепления операций в этом типе производства принимают равным 1. Массовое производство характеризуется также установившимся объектом производства, что при значительном объеме выпуска продукции обеспечивает возможность закрепления операций за определенным оборудованием с расположением его в технологической последовательности (по потоку) и с широким применением специализированного и специального оборудования, механизацией и автоматизацией производственных процессов при строгом соблюдении принципов взаимозаменяемости, обеспечивающих резкое сокращение трудоемкости сборочных работ.
Высшей формой массового производства является производство непрерывным потоком, когда длительности выполнения всех операций на технологической линии равны или кратны, что позволяет производить обработку без заделов в строго определенные промежутки времени. Интервал времени, через который периодически производится выпуск изделий определенного наименования, типоразмера и исполнения, называется тактом выпуска и подсчитывается по формуле
t = ФЭ*60/П,
где t — такт, мин.; ФЭ — эффективный фонд производственного времени рабочего места, участка или цеха, ч; П — годовая программа выпуска рабочего места, участка или цеха, шт.
Для выполнения операций, длительность которых не укладывается в установленный такт выпуска, используют дополнительное оборудование.
При непрерывном потоке передача с позиции на позицию (рабочее место) осуществляется непрерывно в принудительном порядке, что обеспечивает параллельное одновременное выполнение всех операций на технологической линии.
Серийное производство пластиковых деталей
Будущее, Автомобильная промышленность, Серийное производство 05 сентября 2022 г.
Серийное производство применяется при наличии спроса на большое количество изделий, которые должны быть изготовлены абсолютно одинаково. От единичного производства оно отличается количеством изделий, а от серийного – отсутствием непрерывности работы.
Какие виды производства бывают по продолжительности цикла?
Различают три основных типа организации производства по объемам: серийное производство, массовое производство и единичное производство. В каждом из них процессы реализованы немного по-разному. Наиболее важные различия в первую очередь связаны с целевым объемом выпускаемой продукции, а также продолжительностью производственного цикла. Последствия включают различия в том, как часто рабочую станцию необходимо переустанавливать. Характерными чертами серийного производства являются в основном длительный и стабильный производственный цикл, низкая степень механизации работ и периодичность.
Сравнение массового производства с серийным
Серийное производство относится к производству серии товаров, изготовленных одинаковым способом. В процессе они перемещаются от одной станции к другой, оставаясь в постоянном движении, как и при массовом производстве. Несмотря на много общего между этими двумя моделями, следует указать на одно важное различие. При массовом производстве выпуск комплектующих осуществляется непрерывно, а при серийном производстве производится конкретная партия товара с последующим простоем. После простоя машины могут быть подготовлены для производства совершенно новых компонентов и могут быть перезапущены или полностью остановлены до поступления следующего заказа.
Серийное производство можно разделить на несколько других подкатегорий в зависимости от его характеристик, включая одноразовое, повторяющееся, ритмичное и неритмичное производство. Также используется деление на количество произведенных товаров. Затем его называют мелкосерийным, среднесерийным и крупносерийным производством.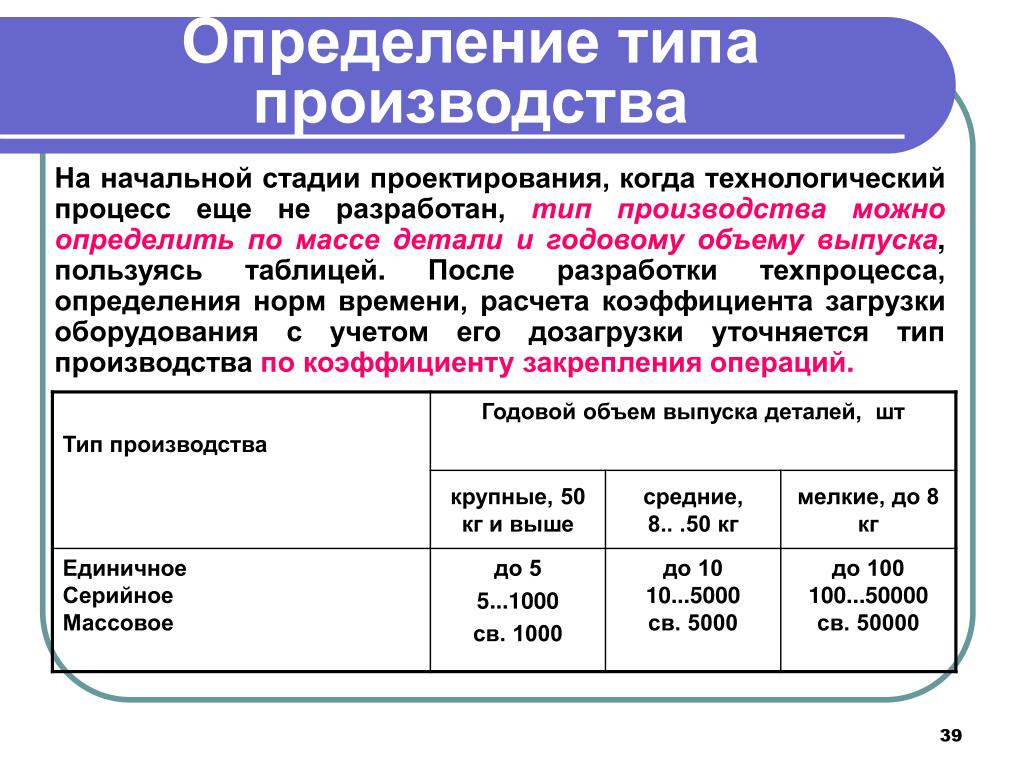
Крупносерийное производство – примеры применения
Целью крупносерийного производства является выпуск большого количества продукции одного типа с одинаковыми интервалами и стабильным образом. Он характеризуется короткими производственными циклами и низкими затратами. Этот подход используется, прежде всего, в аэрокосмической, кондитерской, швейной, автомобильной и бытовой промышленности. Таким образом производятся автомобили, мотоциклы, холодильники, стиральные машины и одежда.
Средне- и мелкосерийное производство
Средне- и мелкосерийное производство характеризуется меньшим количеством выпускаемой продукции. Такие решения используются, в том числе, в случае пошагового производства. Использование 3D-печати в производственных процессах позволяет изготавливать сложные компоненты без использования многочисленных инструментов и планирования отдельных операций. Технология 3D-печати чаще всего используется для опытных серий (например, пилотных и тестовых серий), а также для небольших серий конечного продукта.
Среднесерийное и мелкосерийное производство также используется в автомобильной промышленности. Примером может служить производство автомобильных сидений и их компонентов, таких как подголовники и автомобильные подлокотники.
Единичное производство (короткая серия прототипов)
Единичное производство используется для производства уникальных, единственных в своем роде продуктов, а также решений с низким рыночным спросом. Он характеризуется очень высокими затратами, которые иногда в несколько раз превышают затраты на производство того же изделия в серийном или массовом производстве. Другие важные особенности единичного производства включают длительное время выполнения заказов, низкую степень механизации и автоматизации и серийный поток. Единичный тип производства часто используется для небольших серий прототипов. Примером может служить технология литья пластмасс под давлением или, более конкретно, прототипирование перед процессом литья под давлением.
Выбор способа производства изделия в автомобильной промышленности
Для правильного выбора вида производства изделия необходимо провести технико-экономическое обоснование. Это процедура, состоящая из анализа затрат, осуществимости и прибыльности конкретного проекта или, в рассматриваемом случае, производства конкретного продукта. Во-первых, стоит определить, возможно ли вообще изготовление рассматриваемого компонента. Это особенно важно в автомобильной отрасли, где технико-экономическое обоснование должно быть проведено еще до технического анализа. Такой анализ является еще одним важным элементом подхода «проектирование для производства» (DFM), который приводит к улучшению производства и снижению затрат. Завод будущего в автомобильном секторе должен использовать лучшие решения как для производства, так и для планирования.
Это процедура, состоящая из анализа затрат, осуществимости и прибыльности конкретного проекта или, в рассматриваемом случае, производства конкретного продукта. Во-первых, стоит определить, возможно ли вообще изготовление рассматриваемого компонента. Это особенно важно в автомобильной отрасли, где технико-экономическое обоснование должно быть проведено еще до технического анализа. Такой анализ является еще одним важным элементом подхода «проектирование для производства» (DFM), который приводит к улучшению производства и снижению затрат. Завод будущего в автомобильном секторе должен использовать лучшие решения как для производства, так и для планирования.
Как выбрать поставщика серийных пластиковых деталей?
При поиске поставщика серийно выпускаемых автомобильных пластиковых деталей важно обращать особое внимание на назначение, безопасность и качество предлагаемой продукции. Пластиковые автомобильные детали должны быть надежными и полностью соответствовать современным стандартам. Этим требованиям отвечают компоненты из ассортимента продукции Knauf Automotive. Наша компания является частью международной семьи Knauf Group — мы можем предоставить клиентам инновационный широкий ассортимент продукции для автомобильной промышленности. Мы специализируемся на таких процессах, как литье пенопласта и литье пластмасс под давлением компонентов.
Этим требованиям отвечают компоненты из ассортимента продукции Knauf Automotive. Наша компания является частью международной семьи Knauf Group — мы можем предоставить клиентам инновационный широкий ассортимент продукции для автомобильной промышленности. Мы специализируемся на таких процессах, как литье пенопласта и литье пластмасс под давлением компонентов.
Виды продукции и методы работы. Единичные, серийные, серийные
Отправить свою хорошую работу в базу знаний просто. Используйте форму ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
- Литература
В качестве способа получения заготовки принимаем формовку металла давлением. Выбор обоснован тем, что материал детали – конструкционная сталь 40Х. Дополнительным фактором, определяющим выбор заготовки, является сложность конфигурации детали и вид производства (условно принимаем, что деталь изготавливается серийно. Принимаем штамповку на горизонтально-ковочных станках.
Выбор обоснован тем, что материал детали – конструкционная сталь 40Х. Дополнительным фактором, определяющим выбор заготовки, является сложность конфигурации детали и вид производства (условно принимаем, что деталь изготавливается серийно. Принимаем штамповку на горизонтально-ковочных станках.
деталь инженерного маршрута заготовки
Технологическая переходы обработки поверхности | элементы припуска | Расчетный припуск, мкм. | Допуск d, мкм | Максимальный размер, мм. | Предельные значения припусков, мкм | ||||||
пустой | |||||||||||
Зенковка | |||||||||||
Черновик развертывания | |||||||||||
Тонкое развертывание | |||||||||||
Наконец получаем размеры:
Заготовки: d ZAG. знак равно
знак равно
После развертывания: d 2 = 35,035 +0,62 мм.
После грубого развертывания: d 3 = 35,906 +0,25 мм.
После тонкого развертывания: d 4 = мм.
Диаметры режущих инструментов указаны в пункте 3.
название операции и переход | Габаритные размеры | Глубина реза, мм | Подача, мм/об. | Скорость резания, м/мин | Скорость шпинделя, об/мин. | ||
Операция 010 Фрезерование | |||||||
1. Отфрезеровать поверхность, соблюдая размер 7 | |||||||
2. | |||||||
3. Зенковка 26.1. | |||||||
4. Зенковка 32. | |||||||
5. Зенковка 35,6 | |||||||
6. Расширительное отверстие D36 | |||||||
7. Зенковка фаски 0,5 x 45 o | |||||||
Операция 015 Токарная обработка | |||||||
1. | |||||||
2. Поверхность заточки D37, сохраняя размер 116 | |||||||
3. Нарезанная резьба M30x2 | |||||||
Операция 020 Фрезерование | |||||||
Фрезерование поверхности с соблюдением размеров 20 и 94 | |||||||
Операция 025 Вертикальное сверление | |||||||
1. Просверлите 2 отверстия 9 | |||||||
2. | |||||||
3. Отверстие 21 | |||||||
4. Отверстие 29 |
 Просверлите 2 отверстия 12,5
Просверлите 2 отверстия 12,5 Отрежьте конец, сохранив размер 152
Отрежьте конец, сохранив размер 152 Отверстие 8,5
Отверстие 8,5Устройство представляет собой пластину (поз. 1.), на которую с помощью шпилек (поз. 8) и винтов (поз. 7) крепятся 2 призмы (поз. 10). Со стороны одной из призм имеется упор (поз.3) с расположенным в нем пальцем, служащим для основания заготовки. Зажим детали обеспечивается бруском (поз. 3), который одним краем свободно вращается вокруг винта (поз. 5), а другим его краем, имеющим форму шлица, входит винт, с последующим зажимом с гайкой (поз. 12).
3. Погрешность установки приспособления на станок зависит от зазоров между соединительными элементами приспособления и станка, а также от неточности изготовления соединительных элементов. Он равен зазору между Т-образным пазом стола и установочным элементом. В используемом приспособлении размер паза шириной 18Х7 мм. Размер дюбеля 18х6. Предельные отклонения размеров и. Максимальный зазор и, соответственно, максимальная погрешность установки приспособления на станок = 0,029мм.
Он равен зазору между Т-образным пазом стола и установочным элементом. В используемом приспособлении размер паза шириной 18Х7 мм. Размер дюбеля 18х6. Предельные отклонения размеров и. Максимальный зазор и, соответственно, максимальная погрешность установки приспособления на станок = 0,029мм.
Размещено на Allbest.ru
Аналогичные документы
Выбор способа получения заготовки. Анализ технологичности конструкции детали. Выбор способов обработки поверхности заготовки, схемы базирования заготовки. Расчет припусков, промежуточных технологических размеров. Проектирование специального оборудования.
Курсовая работа, добавлена 04.02.2014
Анализ эксплуатационных свойств и технологичности конструкции детали. Выбор заготовки и способ ее получения. Технологическое проектирование. Расчет погрешностей базирования, припусков на обработку, режимов резания, размеров заготовок, норм времени.
Курсовая работа, добавлена 09.03.2014
Характеристики заготовки, материал заготовки.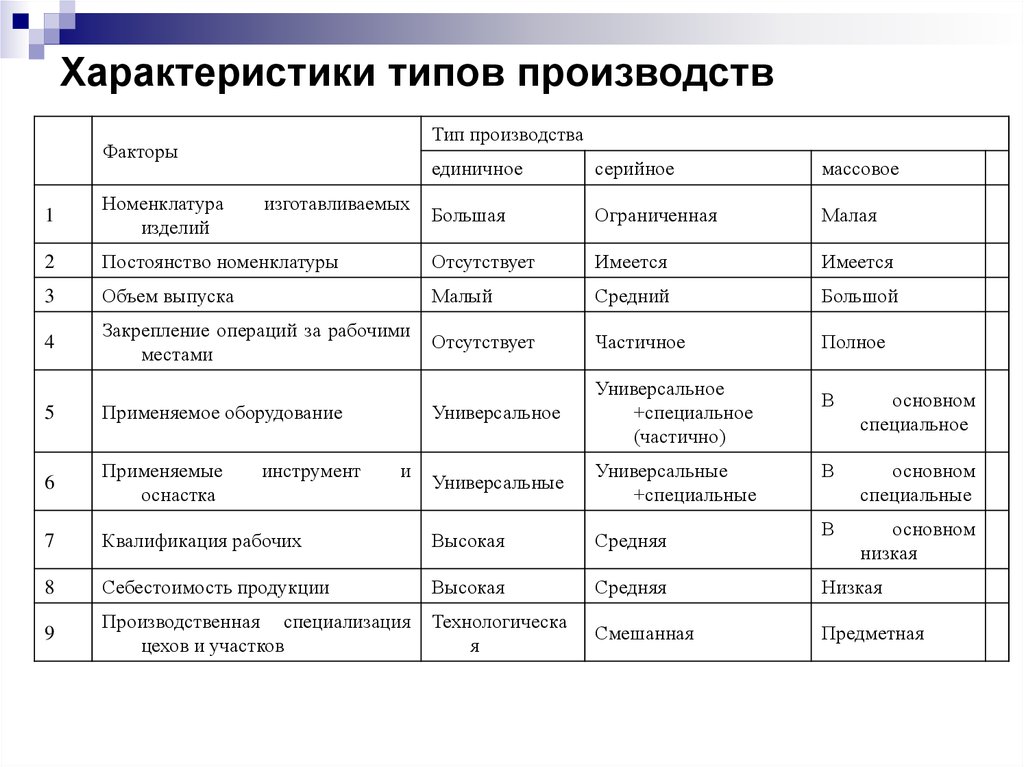 Выбор оптимального способа получения заготовки. Разработка технологического маршрута обработки детали. Центровка заготовок на токарно-винторезных станках. Расчет приспособления на точность.
Выбор оптимального способа получения заготовки. Разработка технологического маршрута обработки детали. Центровка заготовок на токарно-винторезных станках. Расчет приспособления на точность.
тест, добавлен 04.12.2013
Анализ технологичности детали “Диск”. Анализ способов получения заготовки и выбор оптимального. Составление технологического маршрута обработки детали. Выбор оборудования и инструментов. Расчет припусков на обработку и режимы резания.
Курсовая работа, добавлена 26.01.2013
Анализ технологичности детали качественным и количественным методом. Материал вала редуктора и его свойства. Выбор типа и способа получения заготовки. Разработка маршрута технологического процесса. Расчет межоперационных припусков, допусков и размеров.
Курсовая работа, добавлена 22.04.2016
Основные процессы машиностроительной технологии. Определение типа производства. Выбор способа получения заготовки. Технологический процесс изготовления детали «Ролик», выбор оснастки, приспособлений, режущего инструмента.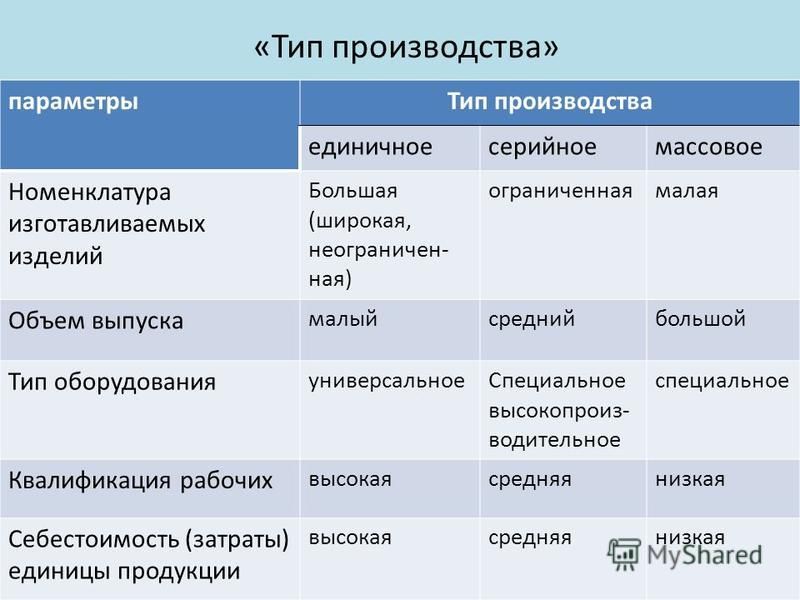 Расчет припусков и режима резания.
Расчет припусков и режима резания.
Курсовая работа, добавлена 04.09.2009
Описание и конструктивно-технологический анализ редуктора. Назначение части, описание материала. Выбор вида заготовки и способа ее получения. Определение промежуточных припусков, технологических размеров и допусков. Расчет режимов резания.
Курсовая работа, добавлена 14.01.2015
Описание служебного назначения сборочной конструкции, детали. Выбор способа получения заготовки и его техническое обоснование. Расчет межоперационных припусков, допусков и размеров. Технический регламент и принципы работы нарезки зубчатого венца.
Курсовая работа, добавлена 22.10.2014
Описание служебного назначения детали и технологических требований к ней. Выбор типа производства. Выбор способа получения заготовки. Разработка маршрута изготовления детали. Расчет и определение промежуточных припусков на обработку поверхности.
Курсовая работа, добавлена 09. 06.2005
06.2005
Краткая информация о детали – Вал-шестерня. Материал детали и его свойства. Анализ технологичности. Выбор вида продукции и оптимального размера партии. Обоснование способа приготовления. Расчет промежуточных надбавок. Расчет режущего инструмента.
Кафедра технологии и организации машиностроительного производства
Дисциплина
«Технологические основы машиностроения» (ТОМ)
Е.П. Выскребенцев
Для студентов специальности «Металлургическое оборудование»
3-дневный курс
4-й курс заочное обучение
Основная
1. Ковшов А.Н. Технология машиностроения: Учебник для вузов. – М.: Машиностроение, 1987
Доп.
2. Горбацевич А.Ф., Шкред В.А. Курсовой дизайн по инженерным технологиям. – Минск: Высшая школа, 1985.
3. Воробьев А.Н. Технология машиностроения и ремонта машин: Учебник. – М.: Высшая школа, 1981.
4. Корсаков В.С. Инженерная технология. – М.: Машиностроения, 1987.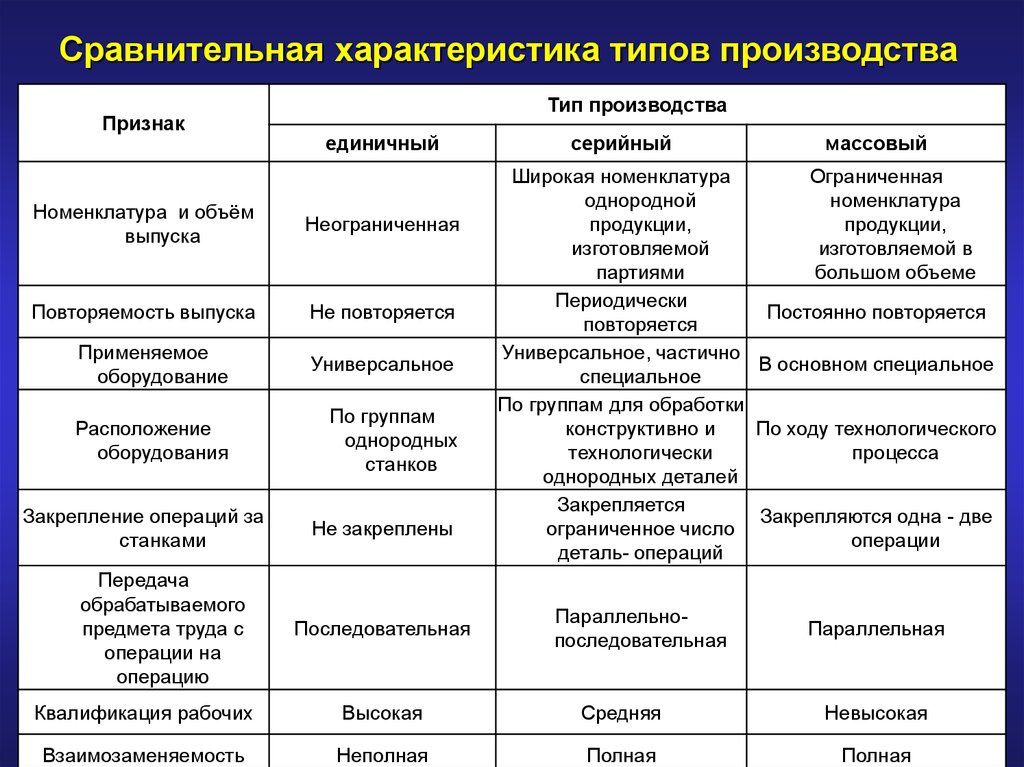
5. Справочник технолога-машиностроителя: в 2 кн. под. изд. Косилова А.Г., – 3-е изд. – М.: Машиностроение, 1985.
6. Балабанов А.Н. Краткое руководство технолога-машиностроителя. – М.:
Ред. стандарт. 1992.
Введение 5
1 Типы производства, формы организации и типов
Технологические процессы 6
1.1 Типы производства 6
1,2 Типы технологических процессов 9
1.3 Структура технологического процесса и его основной
характеристики 11
1.3.1 Характеристики процесса 15
1.4. Сложность технологической работы 16
1,5 Основные принципы Процесс Процесс Процесс проектирование 21
2 ПЕЗИЦИЯ ОБРАЗОВАНИЯ 23
2.1 Точность и его определяющие коэффициенты 23
3 Основные основания и рабочие базы 27
3.1 Ошибка фиксации ε z, 36
3.2 Погрешность положения заготовки ε пр, вызванная
неточностью приспособления 37
3.3 Позиционирование заготовки в приспособлении 38
4 КАЧЕСТВО ПОВЕРХНОСТИ ДЕТАЛЕЙ МАШИН И
ЗАГОТОВКИ 41
4. 1 Влияние технологических факторов на величину
1 Влияние технологических факторов на величину
шероховатость 41
4.2 Методы измерения и оценки качества поверхности 46
5 ПОДГОТОВКА ДЕТАЛЕЙ МАШИН 49
5.2 Определение припусков на механическую обработку 51
6 ОСНОВНЫЕ ЭТАПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ
ПРОЦЕССЫ ОБРАБОТКИ 60
6.1 Общие положения разработки технологической
процессы 60
6.2 Выбор технологического оборудования 63
6.3. Выбор инструмента 64
6.4. Выбор органов управления 65
6.5. Формы организации технологических процессов и их
разработка 65
6.6. Разработка периодических процессов 67
6.7. Разработка типовых технологических процессов 70
7 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СТАНДАРТНЫХ ДЕТАЛЕЙ 72
7.1 Валовая технология 72
7.2 Технология изготовления корпусных деталей 82
7.2.1 Технологическая трасса обработки заготовок
корпусов 84
7.3 Цилиндровая технология 92
7. 4 Обработка зубчатых колес 94
4 Обработка зубчатых колес 94
Особенности конструкции и технические требования 3 к зубу 7.4
Чат колеса 94
7.4.2 Обработка заготовок зубчатых колес с центральным отверстием. 95
7.4.3 Нарезание зубьев 97
7.4.4 Изготовление больших зубчатых колес 100
7.4.5 Обработка заготовок перед нарезанием зубьев 101
7.5 Рычажная технология 102
8. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ 111
ВВЕДЕНИЕ
Инженерная технология – это наука, изучающая закономерности процессов изготовления машин с целью использования этих закономерностей для обеспечения производства машин заданного качества , в количестве, установленном производственной программой, и при наименьших народнохозяйственных затратах.
Технология машиностроения, разработанная с развитием крупной промышленности, аккумулирующая соответствующие методы и приемы изготовления машин. В прошлом технология машиностроения получила наибольшее развитие в оружейных мастерских и на заводах, где производилось оружие в больших количествах.
Да, на Тульском оружейном заводе еще в 1761 году впервые в мире было разработано и внедрено изготовление взаимозаменяемых деталей и контроль их с помощью калибров.
Технология машиностроения создана трудами русских ученых: А.П. Соколовского, Б.С. Балакшина, В.М. Кована, Б.К. Корсаков и др.
Технология машиностроения включает следующие направления производства: литейная технология; технология обработки давлением; технология сварки; технология механической обработки; технология машиностроения, т. е. технология машиностроения, охватывает все стадии процесса изготовления продукции машиностроения.
Однако под технологией машиностроения принято понимать научную дисциплину, изучающую в основном процессы механической обработки заготовок и сборки машин, а также способы их изготовления, влияющие на выбор заготовок. Это связано с тем, что в машиностроении заданные формы деталей с требуемой точностью и качеством их поверхностей достигаются в основном механической обработкой. Сложность процесса механической обработки и физической природы явлений, происходящих при этом процессе, вызвана трудностью изучения всего комплекса вопросов в рамках одной технологической дисциплины и привела к формированию нескольких таких дисциплин: металлообработка; режущие инструменты; металлорежущие станки; конструкция приспособления; проектирование машиностроительных цехов и заводов; взаимозаменяемость, стандартизация и технические измерения; технология строительных материалов; автоматизация и механизация технологических процессов и др.
Сложность процесса механической обработки и физической природы явлений, происходящих при этом процессе, вызвана трудностью изучения всего комплекса вопросов в рамках одной технологической дисциплины и привела к формированию нескольких таких дисциплин: металлообработка; режущие инструменты; металлорежущие станки; конструкция приспособления; проектирование машиностроительных цехов и заводов; взаимозаменяемость, стандартизация и технические измерения; технология строительных материалов; автоматизация и механизация технологических процессов и др.
1 ВИДЫ ПРОДУКЦИИ, ФОРМЫ ОРГАНИЗАЦИИ И ВИДЫ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
1.1 Виды продукции
Вид продукции – широта номенклатуры категории продукции, выделяемая на основании , стабильность и выход продукции.
Объем выпуска продукции – количество продукции определенного наименования, размера и конструкции, изготовленной или отремонтированной объединением, предприятием или его подразделением в течение планового интервала времени.
Реализовать следующие виды производства: единичное; сериал; масса. Одной из основных характеристик вида производства является коэффициент укрупнения операций. Коэффициент консолидации сделок – это отношение количества всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к количеству рабочих мест.
Единичное производство – производство, характеризующееся широким ассортиментом изготавливаемой или ремонтируемой продукции и малым выпуском продукции.
Изделия единичного производства АТ изготавливаются в единичных экземплярах, различных по конструкции или размерам, при этом повторяемость этих изделий бывает редкой или полностью отсутствует (турбостроение, судостроение). В этом виде производства, как правило, используется универсальное оборудование, приспособления и измерительный инструмент, рабочие имеют высокую квалификацию, сборка осуществляется слесарным способом, т.е. на месте и т. д. Станки располагаются по принципу единообразия обработки, т. е. – создаются участки станков, предназначенные для одного вида обработки – токарной, строгальной, фрезерной и т. д.
е. – создаются участки станков, предназначенные для одного вида обработки – токарной, строгальной, фрезерной и т. д.
Коэффициент консолидации сделки > 40.
Массовое производство – производство, характеризующееся ограниченным ассортиментом продукции, изготавливаемой или ремонтируемой путем периодического повторения производственных партий.
В зависимости от количества изделий в партии или серии и значения коэффициента укрупнения операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Коэффициент консолидации сделок в соответствии со стандартом принимается равным:
а) для мелкосерийного производства – свыше 20 до 40 включительно;
б) для среднесерийного производства – свыше 10 до 20 включительно;
в) для крупносерийного производства – свыше 1 до 10 включительно.
Основные особенности серийного производства: станки применяются различных типов: универсальные, специализированные, специальные, автоматизированные; персонал различной квалификации;
работа может выполняться на станках по индивидуальному заказу; используется как маркировка, так и специальные приспособления; неподходящая сборка и т. д.
д.
Оборудование размещается в соответствии с предметной формой организации труда.
Машины устроены в последовательность технологических операций для одной или нескольких деталей, требующих одинакового порядка операций. В такой же последовательности, очевидно, формируется и движение частей (так называемые предметно-замкнутые участки). Обработка заготовок осуществляется партиями. При этом время выполнения операций на отдельных машинах может не совпадать со временем выполнения операций на других машинах.
Изготовленные детали хранятся во время работы на станках и затем транспортируются целой партией.
Массовое производство – производство, характеризующееся узкой номенклатурой и большим объемом выпуска продукции, непрерывно изготавливаемой или ремонтируемой в течение длительного времени.
Коэффициент укрупнения операций для серийного производства принимается равным единице.
В зависимости от объема производственной программы, характера выпускаемой продукции и технико-экономических условий реализации производственного процесса различают три основных вида производства: единичное, серийное, массовое.
Следует отметить, что на одном предприятии и даже в одном цехе могут быть разные виды продукции. Например, в тяжелом машиностроении, имеющем характер единичного производства, мелкие детали, требующиеся в больших количествах, могут изготавливаться по принципу серийного или даже массового производства.
Одиночное (индивидуальное) Это производство, при котором изделия изготавливаются в единичных экземплярах, различных по конструкции или размерам, а повторение этих изделий бывает редким или полностью отсутствует.
Единичное производство является универсальным , т.е. охватывает различные виды продукции, а значит, должно быть гибким, быстро – реконфигурируемым.
Технологический процесс изготовления деталей на данном виде производства носит «уплотненный» характер: на одном станке выполняется несколько операций и часто производится полная обработка заготовок различной конструкции и из различных материалов.
Для единичного производства характерны следующие признаки:
оборудование размещено по типам машин;
используется универсальное оборудование;
обслуживающий персонал высокой квалификации;
длительное время обработки;
высокая стоимость обработки;
низкая производительность;
высокая точность обработки.
Серийным производством называется , при котором выпуск продукции осуществляется партиями или сериями, состоящими из одноименных, однотипных по конструкции и одинаковых размеров изделий, запущенных в производство в одно и то же время. Основным принципом этого вида производства является изготовление всей партии целиком, как при обработке деталей, так и при сборке.
При серийном производстве изделия выпускаются повторяющимися сериями по неизменяемым чертежам. В зависимости от количества выпускаемой продукции и ее повторяемости в течение года производство может быть мелко-, средне- или крупносерийным. По организации мелкосерийное производство приближается к единичному, а крупное — к массовому.
Отнесение серийной продукции к тому или иному виду осуществляется на основании коэффициента укрупнения операций – отношения количества всех технологических операций, выполняемых или подлежащих выполнению в течение месяца, к количеству рабочих мест. Для мелкосерийного производства значения этого коэффициента находятся в пределах 20. ..40, для серийного – 10…20, для крупносерийного – I…10 включительно.
..40, для серийного – 10…20, для крупносерийного – I…10 включительно.
В серийном производстве технологический процесс дифференцирован. Отдельные операции назначаются определенным машинам. Применяются универсальные, специализированные, специальные, автоматизированные, модульные станки. После завершения производства одной серии деталей станки на данном участке переналадка на изготовление другой серии деталей.
Серийное производство намного экономичнее , чем единичное, так как лучше используется оборудование, выше специализация рабочих, а себестоимость продукции ниже.
Массовым производством называется , в котором при достаточно большом количестве одинаковых выпусков продукции изготовление осуществляется путем непрерывного выполнения одних и тех же постоянно повторяющихся операций на рабочем месте.
Массовое производство характеризуется следующими основными признаками:
большинство операций по обработке заготовок возложены на отдельные станки;
на технологической линии происходит непрерывное перемещение заготовок с одного рабочего места на другое;
оборудование специализированное или специальное;
низкая трудоемкость и стоимость обработки;
короткий технологический цикл.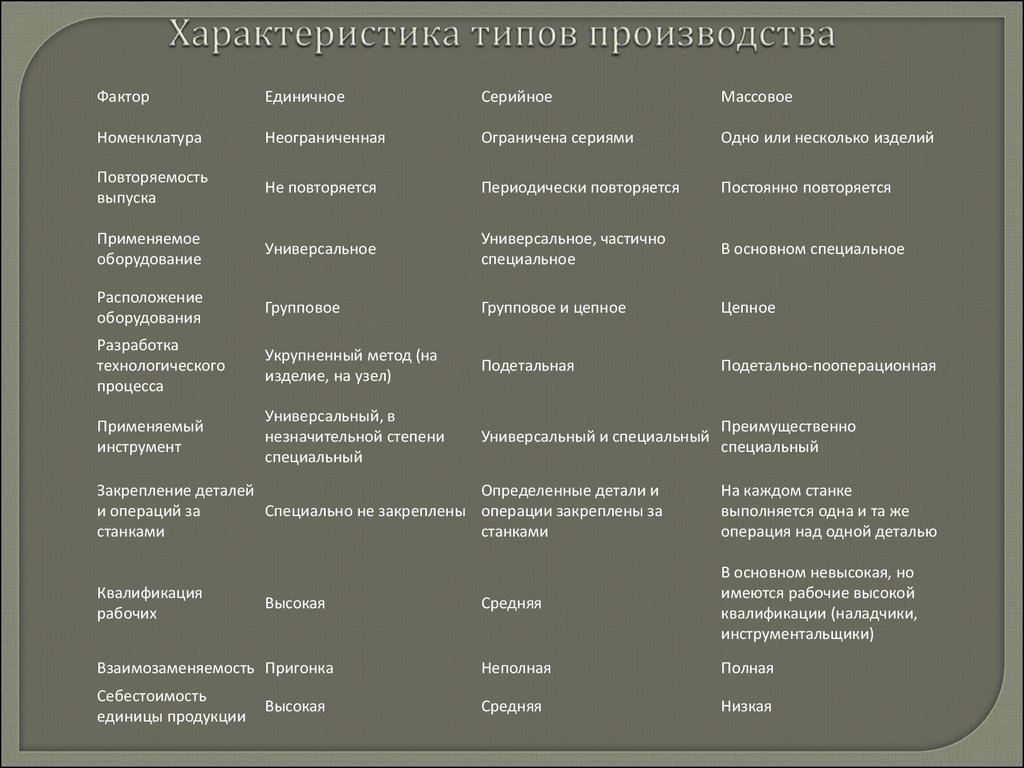
Коэффициент укрупнения операций в данном виде производства принимается равным единице. Массовое производство позволяет производить значительные затраты на оборудование, так как последнее легко окупается.
В серийном производстве возможно использование самого высокопроизводительного оборудования и технологического оборудования. Массовое производство может быть организовано поточным и непоточным способами. Оборудование в этом случае устанавливается в виде непрерывных автоматических или автоматических линий.
Высшей формой массового производства является непрерывно-поточное производство, характеризующееся тем, что время выполнения каждой операции равно или кратно времени выполнения всего потока, что позволяет производить обработку без задержек с определенным циклом выпуска, т.е. рассчитывается по формуле
где Р – фонд времени (на год, смену и т.п.), мин; N – сборочные единицы выпуска продукции за соответствующий период времени, шт.
На операции, продолжительность которых не укладывается в определенный цикл выпуска, дополнительное оборудование. При непрерывном потоке перемещение заготовки из позиции в позицию осуществляется непрерывно принудительным образом, что обеспечивает параллельное одновременное выполнение всех операций на производственной линии.
При непрерывном потоке перемещение заготовки из позиции в позицию осуществляется непрерывно принудительным образом, что обеспечивает параллельное одновременное выполнение всех операций на производственной линии.
Машиностроение является ведущей отраслью любой развитой и развивающейся страны. Как и в любой другой отрасли, в машиностроении есть свои задачи и цели, а соответственно и методы, которыми они достигаются, и неважно технологический это процесс или исследовательский.
Точность и методы ее достижения
Определение 1
Точность – соответствие изготовленного изделия заданному образцу.
Деталь, изготовленная с помощью механической и машинной обработки, должна максимально соответствовать заданным чертежам и техническим условиям изготовления.
Методы достижения точности при обработке детали на металлорежущем станке:
- Обработка детали по разметке, или с использованием контрольных проходов, максимально приближенных к заданной форме и размерам.
 После каждого прохода оборудование выполняет измерения, чтобы решить, какой проход сделать на следующем этапе. При этом точность выполненной работы зависит от квалификации работника.
После каждого прохода оборудование выполняет измерения, чтобы решить, какой проход сделать на следующем этапе. При этом точность выполненной работы зависит от квалификации работника. - Способ автоматического получения размеров, установки оборудования на нужный размер. Изделие обрабатывается в фиксированном положении, в этом случае точность изготовления зависит от наладчика оборудования.
- Автоматическая обработка на станках с программным управлением и на копировальных машинах, в которых точность зависит от точности управления.
Примечание 1
Однако стоит отметить, что как бы точно не была настроена машина, некоторые детали все равно будут отличаться друг от друга, это называется ошибкой.
Причины ошибок:
- Неточность самой машины, что может свидетельствовать о неточности сборки или неточности деталей, из которых собрана машина
- Ошибки установки заготовки
- Одежда для резки
- Упругие и термические деформации в системе
- Остаточные деформации в заготовке
Способы изготовления деталей машиностроения
Машиностроение занимается производством деталей различных размеров, удельного веса, сложности.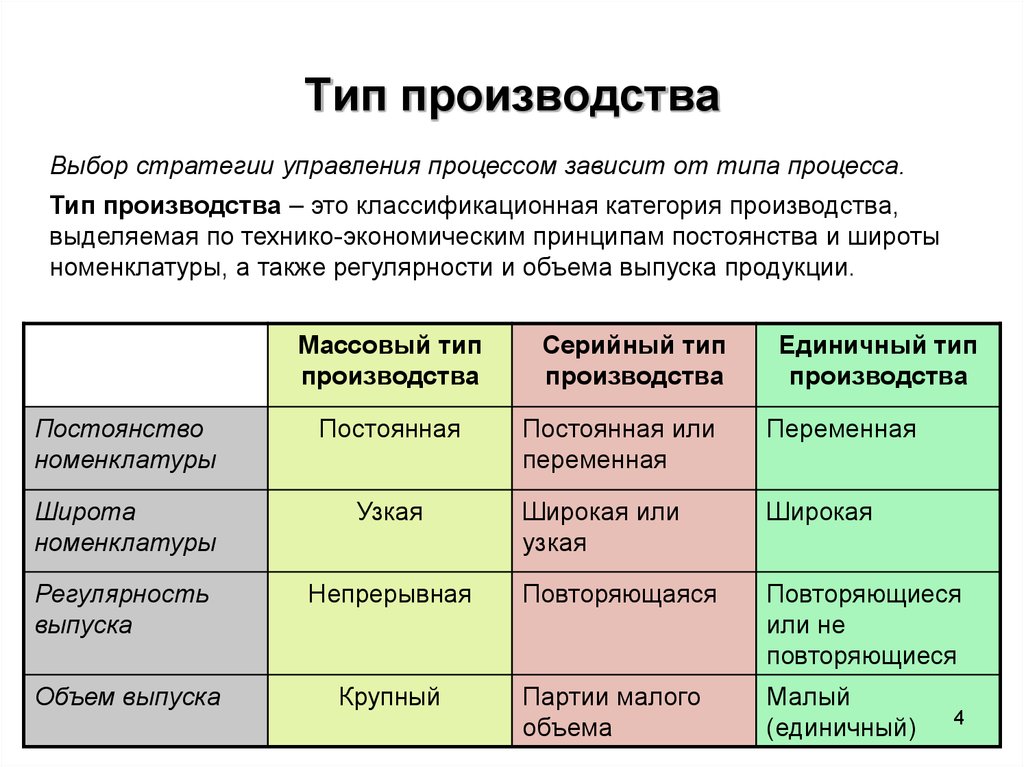 Одни детали изготовлены из легких и хрупких металлов, другие, наоборот, из тяжелых и не податливых. И для каждого вида сырья и продукта существует свой способ изготовления.
Одни детали изготовлены из легких и хрупких металлов, другие, наоборот, из тяжелых и не податливых. И для каждого вида сырья и продукта существует свой способ изготовления.
Основные способы изготовления деталей:
- Литье. Детали изготавливают путем заливки жидкого сырья (чугуна, стали, цветных и черных металлов) в формы.
- Ковка и штамповка. Используются пластмассовые материалы (кроме чугуна). Штамповка – это деформация заготовки в полости инструмента. Ковка представляет собой свободную деформацию в продольном и поперечном направлении заготовки.
- Аренда. Через прокат (рельсы, проволоку, листы, трубы и т.д.) в производстве проходит более 90% выпускаемых деталей. прокат делится на горячий и холодный. Холодная прокатка используется для более точных размеров.
- Растяжка и рисование. Такая обработка улучшает механические свойства изделия, заготовки протягиваются через специальный инструмент, который подвергает их деформации не менее 30%. Кроме того, поверхность изделия становится светлой и частой.

- Сварка. Этот процесс может быть самым разным: газовая сварка, химическая, электросварка и т. д.
- Пайка. При таком типе соединения соединяемые металлы не плавятся, так как температура не достигает точки плавления.
- Термическая обработка.
- Механическая реставрация.
Методы измерений в машиностроении
В производстве деталей прямые и косвенные методы измерений.
При прямых измерениях размер определяется по показателям самого прибора.
При косвенных измерениях размер определяется по результатам прямых измерений одной или нескольких величин, связанных определенным отношением. Например, измерение углов с помощью катетов и гипотенузы.
Измерения могут проводиться абсолютным и относительным методами.
Опять же, при абсолютном измерении все показания получаются из данных прибора. Тогда как при относительном измерении можно измерить только отклонения от установленных. При использовании этого метода приборы требуют дополнительной настройки на заданную меру, что приводит к дополнительным временным затратам. Однако это может быть применено в массовом производстве, где обеспечивается более точное исполнение детали.
Однако это может быть применено в массовом производстве, где обеспечивается более точное исполнение детали.
Существуют также сложные и дифференцированные методы измерения.
Комплексный метод представляет собой сравнение существующего тела изготавливаемой детали с его ограничительными контурами, определяемыми значениями и расположением полей допусков. Примером такого измерения является контроль зубчатых колес на интерцентрометре.
Дифференцированный метод заключается в проверке каждой детали отдельно. Однако этот метод не гарантирует взаимозаменяемости деталей. Этот метод применяется, как правило, при проверке инструментов, а также для выявления причин, по которым размеры детали выходят за пределы погрешности.
Статистические методы в машиностроении
Примечание 2
Часто эти методы называют статистическими методами управления качеством — это средства, основанные на выводах и положениях теории вероятностей и математической статистики, которые помогают принимать решения, связанные с качеством функционирования технологических процессов.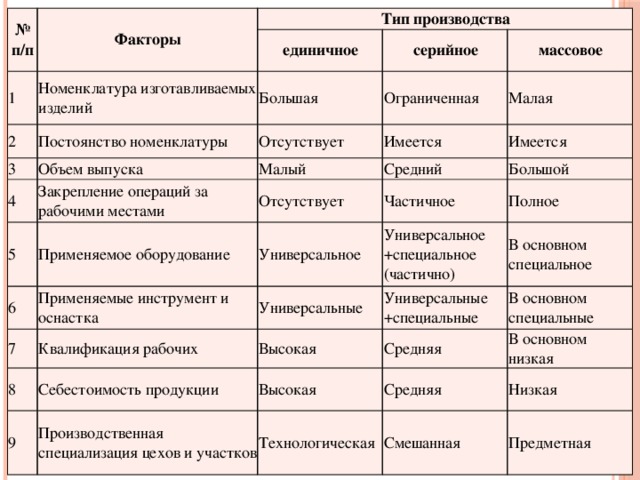
Это средства диагностики процесса и оценки отклонений по качеству. Следует отметить, что во всех отраслях, где были внедрены статические методы, произошли значительные улучшения качества производственных работ.
Используемый метод статического анализа и предотвращения дефектов позволяет на основе математической статистики и накопленных данных об ошибках, ранее выявленных в производстве, создать новый устойчивый процесс сборки и обработки деталей.
Сначала требуется собрать все данные об ошибках и сопоставить их, составить ежемесячный график возврата для устранения ошибок, если количество ошибок превышает критическое число, то это означает, что нарушен нормативный процесс технологии и требуется вмешательство технического персонала.
Вид продукции – классификационная категория, выделяемая по признаку широты ассортимента, регулярности, стабильности и объема выпускаемой продукции. В зависимости от потребностей человека, учреждения, отрасли или государства продукция выпускается предприятиями в различных количествах. Соответственно производство условно делится на единичное, серийное или серийное.
Соответственно производство условно делится на единичное, серийное или серийное.
Отнесение предприятия (фабрики) или цеха к тому или иному виду производства называется условным, поскольку возможно одновременное существование разных видов, т.е. отдельные изделия или детали могут изготавливаться по разным принципам: некоторые – в едином заказные, другие – серийные или одни – массовые, другие – серийные и т. д. Так, на предприятиях тяжелого машиностроения, характеризующихся единичным производством сложных крупногабаритных изделий (например, шагающих экскаваторов), требуются для них мелкие унифицированные или стандартизированные детали в больших количествах может изготавливаться по принципу серийного и даже массового производства.
Под единичным (индивидуальным) производством понимается изготовление единичных экземпляров изделий по неизменяемым чертежам, не повторяющееся или редко повторяющееся, через неопределенное время.
Отличительными признаками отдельного вида продукции являются: миогономенклатура выпускаемой продукции; отсутствие постоянного закрепления определенных продуктов за рабочими местами; использование универсального оборудования, приспособлений и инструментов; размещение оборудования однотипными группами; наличие высококвалифицированных рабочих-универсалов; большое количество ручных операций; высокая продолжительность производственного цикла и т.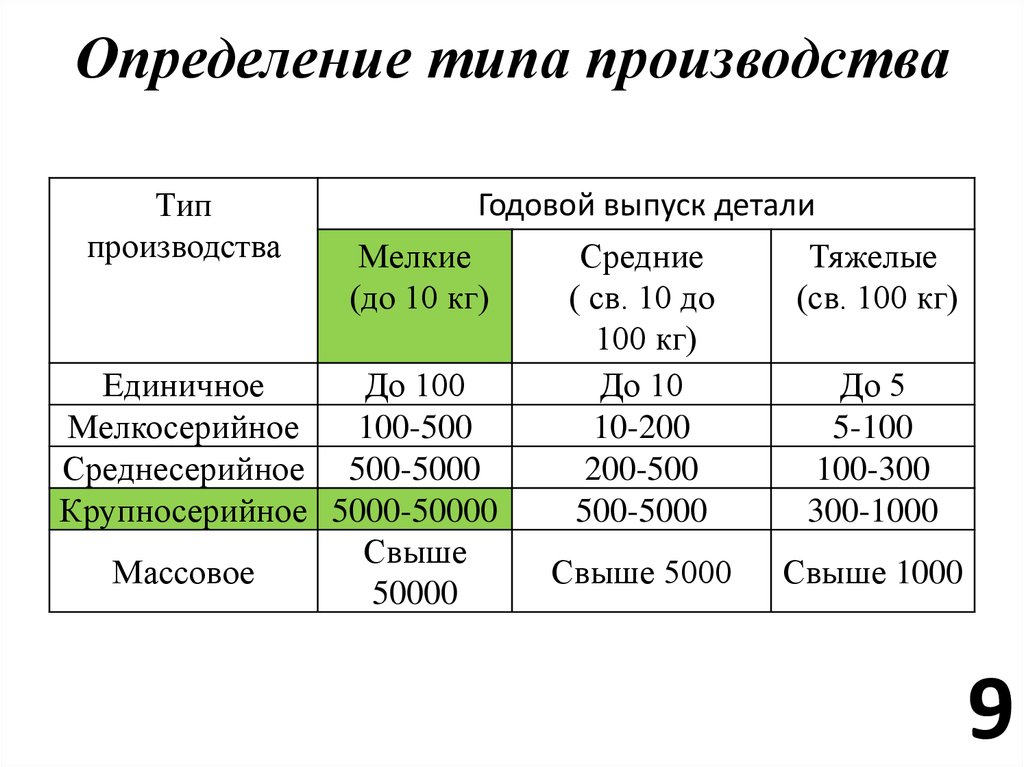 д. Он включает в себя изготовление опытных или уникальных образцов продукции машиностроения, любого нестандартного оборудования.
д. Он включает в себя изготовление опытных или уникальных образцов продукции машиностроения, любого нестандартного оборудования.
Под серийным производством понимается изготовление изделий по неизменяемым чертежам периодически повторяющимися партиями в течение определенного периода времени.
В зависимости от количества изделий в партии делится на: мелкосерийную, серийную и и крупногабаритные. Такое деление весьма условно. При одинаковом количестве изделий в партии, разных размеров и сложности производство можно отнести к разным видам. Например, производство 25 проходческих комбайнов для разработки месторождений калийных руд можно отнести к среднесерийному производству, 25 тяжелых транспортных самолетов «Руслан» — к крупносерийному, а 25 малогабаритных токарных станков — к мелкосерийному производству. Ориентировочный серийный выпуск определяется по таблице. 1.1.
Таблица 1.1
серийное производство
К серийно выпускаемой продукции относится продукция, выпускаемая в значительных количествах: металлорежущие станки, насосы, компрессоры и т. п. При этом используется высокопроизводительное универсальное и специализированное оборудование; специализация рабочих мест на выполнение нескольких фиксированных операций; универсальные реконфигурируемые высокоскоростные устройства; универсальный и специальный инструмент. Широко используются станки с ЧПУ, многоцелевые станки и гибкие реконфигурируемые системы (ГМС). Серийное производство характеризуется также малым объемом ручных операций, наличием рабочих средней квалификации, незначительной продолжительностью производственного цикла и т. д.
п. При этом используется высокопроизводительное универсальное и специализированное оборудование; специализация рабочих мест на выполнение нескольких фиксированных операций; универсальные реконфигурируемые высокоскоростные устройства; универсальный и специальный инструмент. Широко используются станки с ЧПУ, многоцелевые станки и гибкие реконфигурируемые системы (ГМС). Серийное производство характеризуется также малым объемом ручных операций, наличием рабочих средней квалификации, незначительной продолжительностью производственного цикла и т. д.
Под массовым Производством понимается производство изделий по установленным чертежам в больших количествах и в течение длительного периода времени.
Изделия массового производства – изделия узкого ассортимента и стандартного типа, такие как автомобили, велосипеды, электродвигатели, швейные и стиральные машины, подшипники и др. На большинстве рабочих мест выполняется только одна фиксированная, постоянно повторяющаяся операция. Массовое производство характеризуется следующими особенностями: ограниченный ассортимент продукции; предметная специализация рабочих мест; расположение оборудования в последовательности операций; использование высокопроизводительного автоматизированного и роботизированного оборудования, специальных устройств и инструмента; широкое использование транспортных устройств для перемещения заготовок по технологической линии; механизация и автоматизация технического контроля; наличие низкоквалифицированных рабочих; минимальная продолжительность производственного цикла и др.
Массовое производство характеризуется следующими особенностями: ограниченный ассортимент продукции; предметная специализация рабочих мест; расположение оборудования в последовательности операций; использование высокопроизводительного автоматизированного и роботизированного оборудования, специальных устройств и инструмента; широкое использование транспортных устройств для перемещения заготовок по технологической линии; механизация и автоматизация технического контроля; наличие низкоквалифицированных рабочих; минимальная продолжительность производственного цикла и др.
Вид производства определяется коэффициентом укрупнения операций К з.о
, где Q- количество операций, выполненных или подлежащих выполнению в течение планового периода, равного одному месяцу; P – количество рабочих, выполняющих различные операции.
Коэффициент укрупнения операций является одной из основных характеристик вида продукции (ГОСТ 3.1121–84). Значение для массового производства составляет от до 9. 0950 з.о = 1, для крупных – 1–10, для серийных – 10–20. Для единичного производства К з.о. может быть больше 40.
0950 з.о = 1, для крупных – 1–10, для серийных – 10–20. Для единичного производства К з.о. может быть больше 40.
В машиностроении различают две формы производства: беспоточная и поточная.
непотоковым называют производство, в котором его объекты в процессе производства находятся в движении с различной продолжительностью операций и перерывов между ними. Такая форма характерна для единичного производства.
Поточным производством называется производство, при котором операции закрепляются за определенными рабочими местами, расположенными в порядке их выполнения, а производственный объект передается с одного рабочего места на другое с определенным тактом.
Это наиболее совершенная форма организации массового производства с точки зрения минимизации затрат. По такому принципу строятся автоматические линии обработки и сборки. Особенность автоматического производства – выполнение операций без непосредственного участия рабочего или под его наблюдением и контролем. Поточное производство может быть и неавтоматическим, если установку заготовок и их удаление после обработки выполняет рабочий.
Поточное производство может быть и неавтоматическим, если установку заготовок и их удаление после обработки выполняет рабочий.
Для организации массового производства требуется одинаковая или кратная производительность для всех операций. На линии выпускают обработанные заготовки или сборные единицы через строго определенный интервал времени, называемый циклом выпуска.
Ход выпуска (мин/шт) – интервал времени T c между выпуском двух изделий или заготовок определенных наименований, следующих друг за другом,
где Fд – фактический фонд времени в плановом периоде (месяц, день, смена), ч; N – производственная программа на тот же период (количество изделий, шт.).
Цикл – интервал календарного времени от начала до окончания выполнения любого повторяющегося технологического или производственного процесса независимо от количества одновременно выпускаемой продукции.
Различают цикл изготовления изделия в целом, отдельных сборочных единиц и деталей и выполнение отдельных операций.
Каждое производство имеет определенную производственную мощность , под которым понимается максимально возможный выпуск продукции установленной номенклатуры и количества, который может быть осуществлен за определенный период времени при установленном режиме работы.
Индивидуальное серийное производство с использованием 3D | Наука | Углубленный отчет о науке и технике | ДВ
До сих пор продукты, напечатанные с использованием 3D, в основном были прототипами. Но эту технологию можно применить и к серийному производству, и она призвана произвести революцию в промышленности, природе производства и потребления.
Машина для быстрого производства Voxeljet
Новые компоненты – Т-образные балки и механические кожухи – лежат в куче порошка. Компания Voxeljet печатает их на 3D-машине. На другой стороне пороховой насыпи ползунок перемещается вперед и назад. Он оснащен экструзионной головкой, как у струйного принтера, которая впрыскивает клей в порошок. Именно так компоненты изготавливаются с использованием 3D-технологии: слой за слоем.
Именно так компоненты изготавливаются с использованием 3D-технологии: слой за слоем.
Технология печати компонентов в 3D-форме доступна уже несколько лет. До сих пор он в основном использовался для изготовления редких или дорогих прототипов для отделов исследований и разработок крупных компаний. Но технология достаточно продвинулась, чтобы ее можно было использовать где угодно, и теперь она все чаще используется в серийном производстве. Большим преимуществом этого метода является то, что каждый компонент может быть другим, даже будучи частью серии.
Нет предела возможностям
С помощью 3D-технологии можно печатать любые объекты. Наиболее распространенный процесс включает селективное лазерное плавление (SLM), которое работает аналогично описанному выше процессу склеивания. Сначала лазерный луч превращает контуры объекта в чрезвычайно тонкий слой пластика и металлического порошка. Затем машина проталкивает поверх него свежий порошок, а лазер плавит другой слой. Слой за слоем создается новый компонент.
Слой за слоем создается новый компонент.
Существуют и другие процессы, не требующие порошка и даже более похожие на струйный принтер: например, печатающая головка наносит расплавленный пластик слой за слоем на пластину.
Печать вазы жидким пластиком
Такие принтеры могут производить более или менее все что угодно, лишь бы существовала компьютерная модель и объекты не были больше самих принтеров. Также можно печатать на любых материалах: пластике, сплавах, даже стекле и керамике. Изготовленные таким образом металлические детали столь же прочны, как и литые или кованые. Кроме того, производственный процесс не создает отходов, так как любой оставшийся порошок просто используется повторно.
Компьютерную томографию можно использовать даже для создания 3D-изображений для цифровых моделей. Это одна из причин, почему эта технология процветает в области медицины. Ежегодно с использованием этой технологии изготавливаются тысячи отдельных имплантатов, таких как кобальт-хромовые протезы коленного сустава и протезы бедра из титана.
Зубные коронки и мостовидные протезы лидируют
Технология совершила прорыв в серийное производство прежде всего в области зубных протезов. По оценкам производителей оборудования, ежегодно с помощью принтеров с компьютерным управлением изготавливается более шести миллионов мостов и коронок. Учитывая задействованные цифры, это можно однозначно назвать серийным производством, но каждая деталь остается индивидуальной. «Зубные протезы всегда единственные в своем роде, размер партии всегда один», — говорит Вильгельм Майнерс, специалист по селективному лазерному плавлению (SLM) из Фраунгоферовского института лазерных технологий в Аахене.
Эти зубные имплантаты на прогрессивных стадиях производства (слева направо) были напечатаны методом селективного лазерного плавления. Будущее: украшения на заказ, ручки и рычаги для автомобилей, игрушечные поезда или запасные части для антиквариата и предметов коллекционирования. «Появляются совершенно новые бизнес-модели, — подчеркивает Майнерс.
В будущем конечные потребители смогут создавать свои собственные модели на компьютерах, а затем отправлять файлы производителям через Интернет. Затем объекты будут распечатаны и отправлены обратно клиентам. «Это означает, что клиенты будут более активно участвовать в процессе разработки продукта», — говорит Майнерс.
Все дизайнеры
Так уже работает компания Shapeways. Клиенты могут получить доступ к необходимому программному обеспечению для проектирования непосредственно на веб-сайте компании.
Николай Заперник из компании EOS недалеко от Мюнхена воодушевлен тем, что Shapeways превратилась в стабильную компанию среднего размера. «На нашем оборудовании они производят тысячи деталей каждый день», — говорит бизнесмен. Как бы парадоксально это ни звучало, «каждый предмет уникален, но мы по-прежнему можем назвать этот процесс «массовым производством по индивидуальному заказу», — говорит он.
Петля для двери самолета, созданная с помощью SLM-принтера
Но технология сталкивается с одним серьезным препятствием: процесс печати занимает слишком много времени. Принтеру могут потребоваться часы, чтобы создать даже самые маленькие объекты, поскольку слои, из которых они состоят, чрезвычайно тонкие.
Принтеру могут потребоваться часы, чтобы создать даже самые маленькие объекты, поскольку слои, из которых они состоят, чрезвычайно тонкие.
Вот почему исследователи и производители работают над усовершенствованием машин, например, используя более интенсивные лазеры, которые могут быстрее плавить порошок. Однако это возможно только в том случае, если материалы могут выдерживать тепло без испарения. Там, где это не работает, производители стремятся использовать больше лазерных головок одновременно.
Набирая темп
Другая проблема заключается в том, что машины SLM работают в едином замкнутом процессе. «Мы включаем устройство, а затем оно работает, работает, работает и в какой-то момент заканчивается», — говорит Инго Укельманн из исследовательского отдела BEGO, компании по производству зубных имплантатов. «Мы вытаскиваем все кусочки из порошка одновременно». Установка 400 новых зубных имплантатов на рабочий стол может занять до 18 часов, а затем все они должны быть переделаны за короткий промежуток времени.