Эл сварка для начинающих: как правильно варить электросваркой своими руками
alexxlab | 12.08.2018 | 0 | Разное
сварка электродами, аргоном, с чего начать, советы
Профессия сварщика несомненно требует некоторых профессиональных навыков.
Обучение этой специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс.
Но навыками сварщика не трудно овладеть и самостоятельно, если пользоваться грамотными и эффективными советами в руководствах по электрической дуговой сварке.
Начало самостоятельного обучения сварке
Прежде всего будущему сварщику или соискателю, желающему приобрести навыки для самостоятельного владения сваркой необходимо разобраться в самой технологии сварки.
Не нужно углубляться в строение инвертора или выпрямляющего трансформатора, единственное, чего будет достаточно, так это следующее правило: для возникновения электрической дуги между электродом и поверхностью для сварки должен быть образован замкнутый контур.
Для того, чтобы получить замкнутый контур необходимо сделать следующее: от баласного реостата протянут “нулевой” ус, который необходимо закрепить на массу, то есть на поверхность для сварки.
В этом случае ток начнет циркулировать по контуру, и возникнет дуга.
Главным, что должен уяснить сварщик, так это первичные меры предосторожности и техники безопасности:
- главным вредным фактором электродуговой сварки является сильное световое излучение.
Для избежание таких последствий необходимо пользоваться защитными сварочными щитками, которые оснащены поляризационными фильтрами.
По исполнению существует множество щитков, которые можно выбрать самостоятельно;
Кроме световой нагрузки сварка опасна ожогами и термическими поражениями, так как соединение металлических кромок достигается путем их оплавления.
В настоящее время существует множество вариантов сварочных костюмов, лидирующее место среди которых занимают костюмы из замши или кожаных производных;
- кроме того дуга в сварке достигается наращивание электрической силы, замкнутой на электрод.

Необходимо защищать руки резиновыми перчатками, которые предотвратят поражение сварщика электрическим током.
Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
В настоящее время существует довольно-таки много сварочных электродов различной маркировки. Какие есть виды электродов и как выбрать подходящий электрод смотрите здесь.
Сварка электродом для начинающих
После освоения кратких теоретических данных по сварке можно непосредственно в рабочем процессе постичь все нюансы производства.
Приступаем к работе: для начала необходимо установить замкнутый контур “Заготовка-заземление-баласный реостат (инвертор)”.
После этого можно попытаться зажечь дугу, первый раз, как правило, это не удается никому.
Для того, чтобы зажечь дугу нужно пару раз отрывисто прикоснуться кончиком электрода к металлической заготовке.
Когда зажглась дуга, то можно начать прокладывать шов. Есть несколько характерных приемов, которые подойдут для начинающих: движение “полумесяцем” и “перетаскивание” – своеобразные техники работы электродом в сварочной ванне.
Важно: следует не допускать залипания электрода в сварочной ванне, так как при этом весь ток идет обратно на реостат баласника, а это может привести к короткому замыканию и поломке инвертора.Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки и сложного оборудования. Узнайте для себя все о холодной сварке.
Хотите не только расширить свои познания в области сварки, но и обучиться ее применять профессионально? Читайте тут статью о том, как пройти аттестацию на сварщика.
Советы начинающему сварщику
Сварка электрической дугой производится из двух положений:
- верхнее положение.
При верхнем положении сварщику следует соблюдать осторожность;
Расплавленный метал может начать стекать на сварщика, для того, чтобы это избежать необходимо варить поверхность короткими шовчиками по 2-3 сантиметра, а потом увеличив длину шва, проварить его полностью.
- нижнее положение полностью безопасно для сварщика, но иногда сварка в таком положении требует наложение дополнительного проварочного шва.
Положение электрода:
- горизонтальную прямую поверхность желательно варить под углом в 60 градусов, это обеспечивает равномерное наложение расплавленного электрода на сварочную ванну.
После проваривания шва необходимо сбить шлак, который образуется в процессе сварки. Электроды со стеклянной обсыпкой проваривают шов, от которого шлак отпадет самостоятельно;
- вертикальное положение заготовки требует того, чтобы электрод подносился под углом 90 градусов.
В труднодоступных местах можно использовать гнутый электрод.
Почему предприятиям выгоднее использовать лазерную резку, и в чем ее особенность? Это и многое другое, читайте в публикации о лазерной резке металла.
Специалисты в штате ремонтной компании должны иметь большой опыт работы по ремонту сварочных аппаратов и иметь высокий уровень квалификации.
Детали о ремонте сварочных аппаратов, смотрите здесь.
Сварка аргоном для начинающих
Сварка аргоном – это метод сварки, который технологически отличается от электрической дуговой сварки.
Сварка аргоном, как правило, производится на автоматических сварочных агрегатах, которые управляются сварщиком, к тому же манипуляции с заготовками так же осуществляются человеком.
Аргон необходим для защиты сварочной ванны от проникновения кислорода.
Начинающему сварщику нужно знать о том, что попадание воздуха в сварочную ванну приведет к порче и искривлению шва, искрению при работе электродом в сварочной ванне.
Соблюдение всех нюансов, которые описаны выше позволит простому новичку начать карьеру сварщика, хотя бы в своем собственном гараже, постепенно совершенствуя свое мастерство.
Читайте также:
- 4 особенности обучения сварщиков Сварщик – специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […]
- Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
инструкция для начинающих и видео работ
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.
Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням.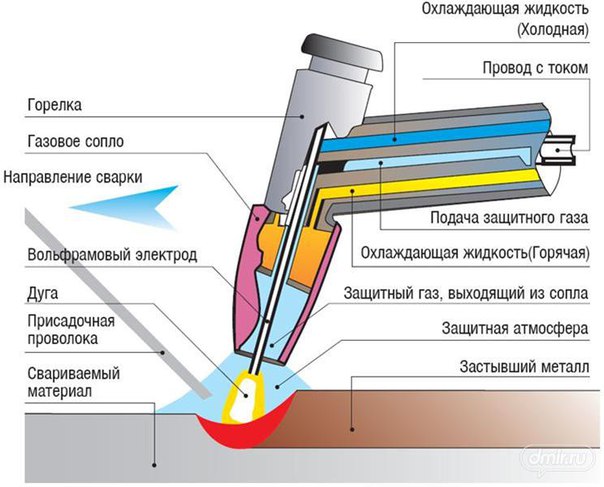 От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья.
 Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки.
 Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени. - Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает.
 По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном. Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.
Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Оцените статью: Поделитесь с друзьями!Несколько советов по сварке инвертором для начинающих
Электросварка для начинающих
Сварка является наиболее распространённым методом соединения двух отдельных металлических деталей между собой. На первый взгляд кажется, что сварка – это простое и интуитивное занятие. Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Как бы там не было, начинать с чего-то нужно. Сегодня многие самообучаются сварочной работе из статей в интернете. В этой статье также будет рассмотрена сварка инвертором для начинающих.
Почему инвертор?
На данный момент на рынке можно встретить различные сварочные приспособления, а также различного рода аппараты. Инвертор (аппарат электродуговой сварки) считается наиболее лёгким в управлении, поэтому он отлично подойдёт для обучения. К тому же, стоимость данных сварочных аппаратов невысока. Рекомендуем вам сварочные инверторы серии MASTER производства завода РУСЭЛКОМ.Теория дуговой сварки
Какие процессы наблюдаются при соединении двух металлических деталей между собой?• Электричество, подведённое к плавящемуся электроду и свариваемым деталям, образует дугу вследствие замыкания электрода с металлом;
• Дуга создаёт на поверхности огромную температуру (вплоть до 7000 градусов), которая способна расплавить любой металл на планете;
• При расплавлении электрода и кромок металлических деталей, две поверхности сплавляются между собой;
• Процесс заканчивается.
Электроды для сварки
Электрод служит очень важную роль – он состоит из стержня (определённого металла), а на его поверхности располагается специальный порошковый состав. Как известно, во время сварки на качество сварного шва очень сильно влияет окружающий воздух (он окисляет шов, что становится причиной его порчи). Поверхность электрода предназначена для того, чтобы не подпустить воздух ко шву. Таким образом, сварная ванна (место расплавления металла и электрода) остаётся защищённой от окисления. Кроме того, порошок поддерживает нормальное горение дуги.
Сваривать металл можно, как постоянным, так и переменным током. Говоря о сварке первым способом, следует также иметь в виду, что при данном методе существует прямая и обратная полярность.
Прямая – это когда ток на электроде отрицательный, а на свариваемой детали положительный. Такой метод обычно (и чаще всего) применяется для быстрого сваривания. В этом случае нагревается металл, а электрод остаётся холодным.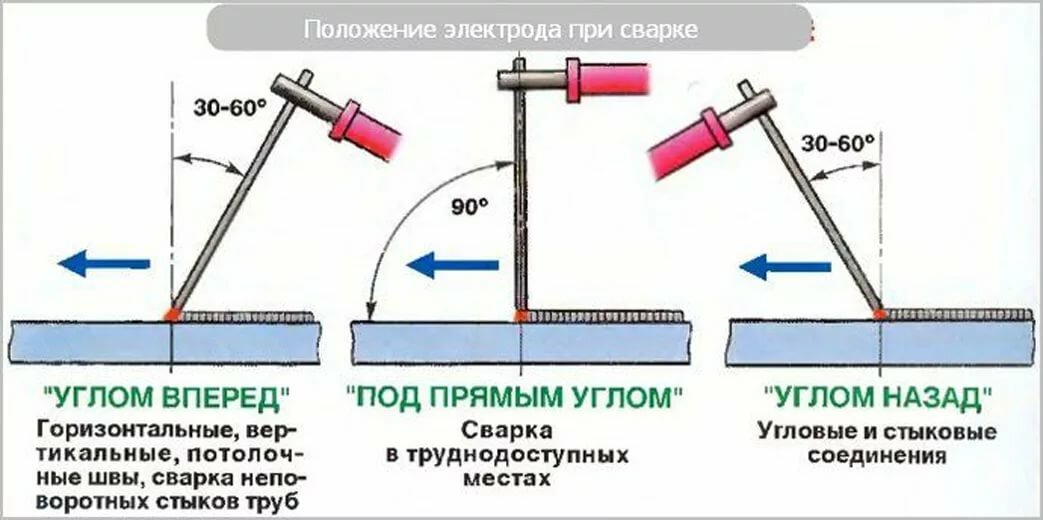
Обратная – наоборот, на электроде плюс, а на детали минус. Электрод сильно греется, а металл остаётся холодным. Используется данный метод редко.
Сварка инвертором для начинающих – трудоёмкий процесс
Маска с защитным стеклом
Для начала необходимо обзавестись светофильтром (маской с защитным стеклом). Электрическая дуга создаёт очень мощные световые лучи, с которыми не сравниться даже солнце. При взгляде на них без защиты можно заполучить «зайчик» (когда в глазах долгое время наблюдается белое пятно) либо вообще ослепнуть.
Основной проблемой любого новичка является зажигание дуги. Электрод постоянно «прилипает» к металлу, при этом дуги, как таковой, не наблюдается. Чтобы такого «прилипания» не возникало, электрод необходимо чиркать словно спичкой об поверхность, а не просто опускать его в неё.
Чиркать необходимо по тому направлению, по которому будет идти шов. Как только дуга возникнет, следует держать электрод на расстоянии в 3-4 мм над поверхностью, чтобы она не погасла.
Теперь необходимо прогреть металл. Для этого понемногу вращают электрод по кругу – 2-3 оборота достаточно. Как только металл прогрет, а на свариваемой поверхности образовалась небольшая ванночка, электрод начинают двигать по направлению предполагаемого шва.
Важным моментом при формировании шва является соблюдение постоянного зазора в 3-4 мм между электродом и поверхностью – это, пожалуй, самое сложное, чему необходимо учиться. Электрод постоянно плавиться, поэтому его нужно аккуратно и постепенно опускать.
Общие советы по формированию правильного шва
Правильный сварочный шов
Даже научившись зажигать дугу и держать постоянный зазор, сформировать хороший шов зачастую бывает сложной задачей. Это зависит от множества факторов:
• Скорость и форма (зигзагообразно, вперёд-назад и т.д.) движения электродом;
• Сила тока;
• Угол наклона электрода;
В зависимости от свариваемого металла и выбранных электродов техника сварки меняется.
Именно через такие сложности предстоит пройти всем начинающим сварщикам. Чтобы научиться хорошо варить, нужно много практиковаться и иметь терпение, однако сваривать несложные детали под силу каждому.
Сегодня в интернете можно найти массу советов от профессионалов на тему того, как должна происходить сварка инвертором. Мы же можем порекомендовать качественную сварочную продукцию завода РУСЭЛКОМ г. Кострома.
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.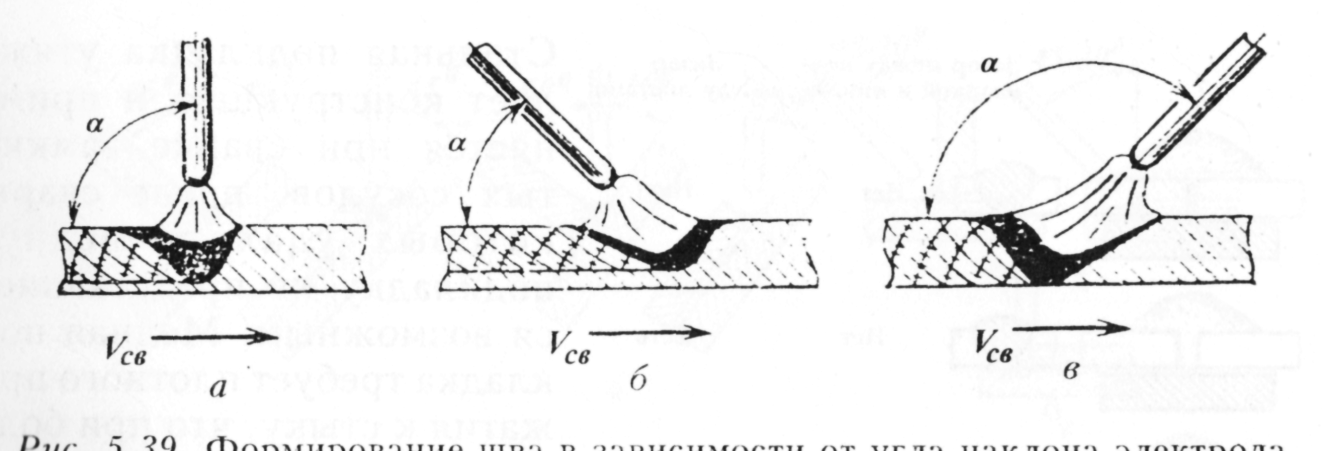
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.

- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
 Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками.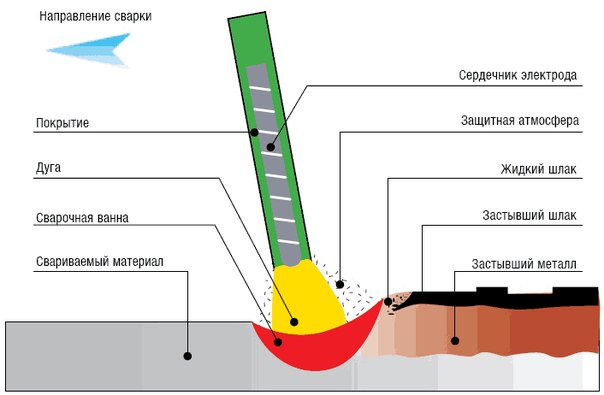 Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Как научиться правильно варить электросваркой за 1 день
Сварка – это наиболее надежное соединение неразъемных деталей. В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках. Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Электросварка
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Перед вами сварочный шов
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.

- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ.
 Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые. - Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.
https://www.youtube.com/watch?v=16G9_QdADI4
[stextbox id=”info” caption=”Кстати!”]** Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.
Работа сварщика опасна ожогами и вредными газами
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
Упаковка сварочных электродов
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
Маска сварщика защищает глаза от ожогов и потери зрения
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.

- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
[stextbox id=”info” caption=”Кстати!”]** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Видео – ручная дуговая сварка для начинающих
Сварка для начинающих. С чего начать?
Многие люди знакомы со сваркой лишь заочно, некоторые видели как другие специалисты сваривают металлы, но сами ни разу не пробовали, некоторые варили 1-2 раза и забыли про это, а некоторые даже зарабатывают этим на жизнь. Однако, время от времени у каждого возникает необходимость использовать сварку в бытовых целях. И в этой статье мы коснемся основных моментов, необходимых человеку для проведения сварочных работ в быту.
Однако, время от времени у каждого возникает необходимость использовать сварку в бытовых целях. И в этой статье мы коснемся основных моментов, необходимых человеку для проведения сварочных работ в быту.
Определимся сразу, что мы будем рассматривать только ручную дуговую сварку электродами.
Для проведения простейших работ, например, создание столбов для забора, каркаса стеллажа и прочего используется небольшой металлопрокат, такой как уголок, круглые и профильные трубы. Поэтому подберем сварочный электрод. Для этого специально была написана статья как выбрать сварочный электрод ,но можно запомнить несколько простых правил:
При толщине металла до 2мм можно смело использовать электрод диаметром 2мм при силе тока 50А. Если толщина металла колеблется в диапазоне от 2 до 5 мм , то лучше всего использовать “тройку” – электрод диаметром 3мм. Допустимая сила тока колеблется в районе 80-100 А.
Более толстые металлы варятся уже более серьезными электродами. Так, для этих целей используется электрод 5мм, но сила тока необходима около 180-200А.
Для наших бытовых целей максимальный ток будет около 140А, и максимальный электрод – 4мм.
После того как определились с электродом, приступаем к выбору сварочного аппарата.
Различают 3 типа аппаратов:
1.Сварочный выпрямитель.
Принцип работы основан на трансформации тока с выпрямлением. Очень простые и выносливые аппараты, варят практически любые металлы. По сравнению с трансформаторами меньше разбрызгивают металл вокруг себя. Однако, у них есть недостаток. При работе они забирают очень много тока из сети. Поэтому, не рекомендуется использовать их на даче или в гараже.
2.Сварочный трансформатор.
Оптимально использовать для сварки низкоуглеродистых сталей. Однако, достаточно тяжелы и просаживают сеть, благодаря пусковому току. Использование их за городом или в местах, где напряжение нестабильно практически невозможно.
3.Сварочный инвертор.
Принцип работы также уже описан в статье: принцип работы сварочного инвертора, но вкратце это можно описать преобразованием переменного тока в постоянный, и обратное преобразование с повышением частоты. После этого этот ток попадает на небольшой трансформатор и подается на держак. Размеры и вес несопоставимы с конкурентами. Для примера сварочный трансформатор выдающий ток 160А весит около 17 кг. А, сварочный инвертор ТСС САИ-160 силой тока 160 А весит всего лишь около 6кг в комплекте со всеми проводами и маской. Благодаря отсутствию стартового тока он не просаживает сеть, быстро разжигает дугу, содержит различные функции ( против залипания электродов ). Для того чтобы сварочный инвертор САИ ( Сварочный Аппарат Инверторный) использовался долго и надежно соблюдайте несколько простых правил:
После этого этот ток попадает на небольшой трансформатор и подается на держак. Размеры и вес несопоставимы с конкурентами. Для примера сварочный трансформатор выдающий ток 160А весит около 17 кг. А, сварочный инвертор ТСС САИ-160 силой тока 160 А весит всего лишь около 6кг в комплекте со всеми проводами и маской. Благодаря отсутствию стартового тока он не просаживает сеть, быстро разжигает дугу, содержит различные функции ( против залипания электродов ). Для того чтобы сварочный инвертор САИ ( Сварочный Аппарат Инверторный) использовался долго и надежно соблюдайте несколько простых правил:
Перед запуском осмотрите аппарат. Все регулировочные рычаги должны быть исправны, корпус надежно прикреплен, кнопки не западают. Инвертор должен быть установлен горизонтально. Проверить, надежно ли прикреплены силовые провода к соответствующим разъемам аппарата. Если используется удлинитель, то сечение провода должно быть более чем 2,5мм2. Если на вентиляционные отверстия попадает пыль, то удаляем её сжатым воздухом.
Соблюдайте условия хранения и эксплуатации сварочного инвертора. Например, сварочный инвертор тсс саи-200 можно использовать при температуре от -10 до + 40. Относительная влажность воздуха – не более 80%.
Как научиться варить электросваркой: азы для начинающих
Оглавление:
Как научиться варить электросваркой: меры предосторожности
Как варить металл электросваркой: учимся зажигать и держать дугу
Как быстро научиться варить электросваркой: принцип соединения металлов
Несомненно, самый лучший способ решить вопрос, как научиться пользоваться электросваркой, это обратиться за помощью к уже искушенному в этом деле человеку. Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Как варить металл электросваркой фото
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета.
 Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно. - Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
- Органы дыхания.
 К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.
К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.Как самому научиться варить электросваркой фото
И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как варить металл электросваркой: учимся зажигать и держать дугу
Научиться держать дугу это – наверное, самый главный момент. Не освоив его, к решению вопроса, как правильно научиться варить электросваркой, можно даже не приступать. В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
- Берем железо потолще (просто какую-либо болванку), устанавливаем на сварочном аппарате большой ток (по крайней мере, за половину его возможностей), подключаем к болванке массу, вставляем электрод, надеваем маску и пробуем касаться кончиком электрода болванки. Будет искрить, но ваша задача заключается в том, чтобы зафиксировать эту дугу и удерживать ее на протяжении длительного времени.
- Когда почувствуете и поймете, как это делается, можно пробовать двигать электрод в любом направлении, наблюдая за происходящим. Пока можно не уделять особого внимания самому процессу соединения металлов – главное дуга, а вернее ее удержание.
- Когда дуга будет получаться, на аппарате следует уменьшить ток и научиться зажигать дугу на малых токах. Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.

Как научиться варить электросваркой фото
Когда зажигание электрода и удержание дуги начнет более или менее получаться, львиную долю своего внимания можно будет перенести на металл, а вернее, разобраться с вопросом, где шлак, а где чистый металл. Шлак более темный, а металл светлее. Первый должен расходиться по краям, а второй оставаться на свариваемом стыке.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками.
Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа.
 Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа. - Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна.
 После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.Как варить вертикальный шов электросваркой фото
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
Руководство по сварке для начинающих
Сваривание двух металлических частей вместе образует прочную связь, при которой металлы нагреваются до точки плавления, смешиваются вместе и затем охлаждаются, образуя единый объект. Этот тип связи прочнее, чем другие связи, такие как пайка, которую можно перевернуть.
Существует четыре основных типа сварки: MIG, TIG, порошковая и стержневая. Используемый процесс и методы сварки зависят от области применения, типов свариваемого металла, а также навыков и опыта сварщика.
Используемый процесс и методы сварки зависят от области применения, типов свариваемого металла, а также навыков и опыта сварщика.
Сварка МИГ
Начинающим сварщикам, которые только учатся сваривать, следует начинать со сварки металла в среде инертного газа (MIG), также известной как газовая дуговая сварка металла (GMAW). МИГ – это тип электродуговой сварки, основанный на создании электрической цепи, проходящей через свариваемые объекты, и сварочной проволоки, которая действует как электрод. Когда сварочная проволока касается металлического объекта, цепь замыкается. Затем провод отодвигается на небольшое расстояние, вызывая электрическую дугу, которая нагревается до тысяч градусов по Фаренгейту, расплавляя провод и частично расплавляя два куска металла.Это создает ванну расплава, в которой все три металла сливаются, чтобы стать одним, когда он охлаждается и затвердевает, оставляя валик вдоль сварного шва.
По мере продолжения сварки по шву проволока плавится, и из наконечника сварочной горелки непрерывно подается больше проволоки. В то же время из пистолета выходит газ, распространяясь по дуге, чтобы защитить зону сварки от загрязняющих веществ в воздухе, таких как кислород и азот.
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует больше навыков и занимает больше времени, чем сварка MIG, но обеспечивает большую точность.TIG, также известная как газовая дуговая сварка вольфрамом (GTAW), может использоваться для сварки алюминия и сплавов, таких как хром-молибден 4130. Сварка TIG аналогична MIG, но вместо расходуемой проволоки в качестве электрода используется металлический вольфрамовый стержень внутри сварочной горелки. Сварщик держит пистолет в одной руке, а в другую подает присадочный стержень. Поскольку дуга создает лужу расплава из двух деталей, тепло лужи расплава расплавляет присадочный стержень, так что все три смешиваются вместе в лужице. Как и сварка MIG, сварочные горелки TIG рассеивают защитный газ для защиты нового сварного шва.
Как и сварка MIG, сварочные горелки TIG рассеивают защитный газ для защиты нового сварного шва.
Сварочный аппарат TIG также включает ножную педаль для регулировки тока, протекающего через электрическую цепь, образованную между металлическими предметами и вольфрамовым электродом. Это можно использовать для медленного увеличения или уменьшения нагрева металла, что может помочь предотвратить хрупкость, вызванную тепловым ударом.
Порошковая сварка
Третий тип сварки, называемый дуговой сваркой порошковой проволокой (FCAW), использует трубку электрода с непрерывной подачей вместо проволоки, используемой для сварки MIG.Трубка снаружи металлическая, в сердцевине – флюс. Поскольку флюс плавится во время сварки, он создает жидкий шлак и газ, которые защищают сварной шов от загрязнений. Это обеспечивает лучшую защиту сварного шва, чем защитный газ, используемый при сварке MIG, особенно там, где сильный ветер может рассеять газ, но это также приводит к большему количеству брызг, которые впоследствии необходимо удалить.
Ручная сварка
Сварка штучной сваркой, также известная как дуговая сварка в экранированном металле (SMAW), является двуручным методом, как и TIG.Для сварки палкой используется металлический присадочный стержень или стержень, покрытый флюсом. Когда материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя как газ, так и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае с FCAW, во время процесса сварки не нужно подавать защитный газ, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.Сварочное оборудование
После того, как выбран метод сварки, следующим шагом будет выбор подходящего сварочного оборудования.Сварщики могут выбрать сварочный аппарат MIG или многофункциональный сварочный аппарат MIG / Stick / TIG, который можно использовать для всех четырех основных типов дуговой сварки. Наряду с подходящим аппаратом, следующим важным элементом оборудования является сварочный шлем, который защищает лицо и особенно глаза от сильного тепла и яркого света, создаваемого электрической дугой. Новейшие технологии сделали возможным автоматическое затемнение шлемов с экранами обзора, которые мгновенно настраиваются на уровень освещенности, так что сварщик имеет постоянный визуальный контроль.
Новейшие технологии сделали возможным автоматическое затемнение шлемов с экранами обзора, которые мгновенно настраиваются на уровень освещенности, так что сварщик имеет постоянный визуальный контроль.
Сварщикам также нужны прочные кожаные перчатки и обувь, а также кепки, хлопковые рубашки с длинными рукавами, нагрудники, комбинезоны и / или фартуки для защиты кожи от искр.
Сварочные материалыСварочные материалы
Материалы, необходимые для сварки, включают расходные материалы, такие как проволока MIG и порошковая проволока различных диаметров и материалов, сварочные наконечники, электродные стержни или трубки, флюс и стержни для сварки TIG или газовой пайки.Другое полезное оборудование включает магниты и зажимы для удержания металлических предметов на месте во время сварки, регулируемые сварочные столы и рабочие подставки, а также сварочные одеяла из стекловолокна для предотвращения распространения искр.
Приварные язычки различных размеров и форм используются для создания фланцев, отверстий, ручек и других механических деталей при приварке к трубе или другому металлическому объекту.
Методы сварки
Каждый сварщик развивает свои предпочтительные методы сварки. Один из наиболее часто используемых способов – это «складывание десятицентовиков», которое в конечном итоге выглядит как цепочка круглых монет, перекрывающихся по длине сварного шва.Когда сварочная дуга разжижает небольшую лужу металла, сварщик толкает ванну расплава вперед вместе с электродом, используя плавное движение, подобное тому, как если бы вы писали серию буквы «е» курсивом.Альтернативные движения могут быть описаны как «фигура 8» или «полумесяц». Ключом к каждому типу движения является обеспечение того, чтобы электрод равномерно толкал ванну расплава вперед и назад между двумя деталями, чтобы обе были полностью сварены.
Некоторые сварщики предпочитают тянуть ванну расплава, а не толкать ее, в зависимости от их руки (правой или левой) и положения заготовки. При сварке MIG выбор остается за личным предпочтением.
При TIG сварщик толкает лужу вдоль шва, следя за тем, чтобы она двигалась вперед и назад, при этом другой рукой погружая конец стержня в лужу и из нее.
Однако сварка стержнем и порошковой проволокой требует тягового движения, чтобы избежать сварки над расплавленным флюсовым шлаком, что создает пористость и «червоточины» в готовом сварном шве.
Различия в материалах
Сварка разных типов металла различается в зависимости от различных физических характеристик каждого из них. Например, нержавеющая сталь не передает тепло так же хорошо, как другие металлы, поэтому в области сварного шва легко накапливать слишком много тепла, вызывая деформацию стали и снижая ее коррозионную стойкость.Чтобы контролировать нагрев, уменьшите ток на сварочном аппарате и увеличьте скорость движения горелки. По сравнению со всеми типами стали алюминий имеет гораздо более высокую теплопроводность, а также более низкую температуру плавления. Он также очень реактивен по отношению к воздуху, создавая твердый окислительный слой на поверхности. Поскольку этот оксидный слой плавится при гораздо более высокой температуре, чем находящийся под ним алюминий, его необходимо удалить проволочной щеткой или химическим растворителем перед началом сварки.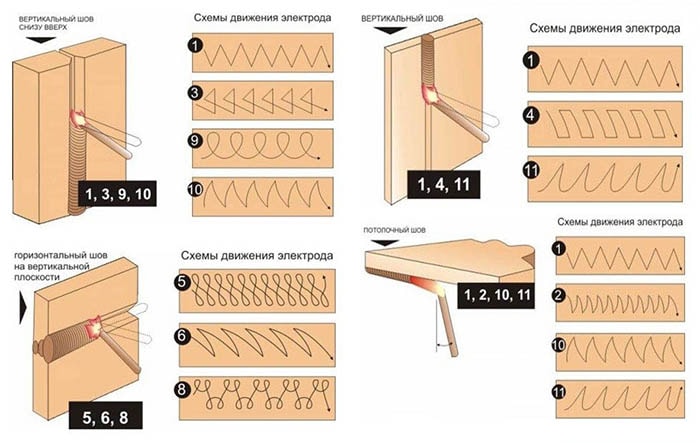
Алюминий можно сваривать как TIG, так и MIG, но алюминиевая присадочная проволока довольно мягкая и может легко запутаться в механизме подачи проволоки сварочной горелки MIG.Чтобы предотвратить это, используйте тефлоновый или пластиковый вкладыш в механизме подачи проволоки и направляющих трубках для поддержки проволоки от механизма подачи к горелке.
Для сварки алюминия требуется сварочный аппарат с большей силой тока и более высокая скорость сварки, чем для стали, чтобы избежать «прожигания» основного металла и расплавления отверстия при слишком большом нагреве. Алюминиевые сварные швы также должны быть хорошо защищены от окисления инертным защитным газом, например аргоном.
Как сваривать алюминий: руководство для начинающих
1) UTI является образовательным учреждением и не может гарантировать работу или зарплату.
2) Для получения важной информации об образовательном долге, заработках и показателях завершения студентов, которые посещали эту программу, а также для ознакомления с применимым раскрытием информации о доходах, посетите сайт www. uti.edu/disclosures.
uti.edu/disclosures.
3) Методология опроса: OnePoll опросил 2000 американцев в возрасте от 18 до 35 лет в Калифорнии, Аризоне, Техасе, Иллинойсе, Флориде, Северной Каролине, Нью-Джерси и Пенсильвании в октябре 2020 года. 2 Проводятся оплачиваемые производителем программы повышения квалификации. UTI от имени производителей, определяющих критерии и условия приемки.Эти программы не являются частью аккредитации UTI. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации о долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрена 24 октября 2017 г. Прогнозируемое количество годовых Вакансии, по классификации должностей: Автомеханики и механики – 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям – 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA).Дополнительная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, во всех университетских городках. Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками.Из тех выпускников 2019 года, которые прошли факультативные занятия, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками.Из тех выпускников 2019 года, которые прошли факультативные занятия, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков по обслуживанию автомобилей в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, сервисный писатель, смог
инспектор и менеджер по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные за май 2018 г. , штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19 долларов.52. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотрено 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
, штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19 долларов.52. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотрено 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сертифицированный инспектор и
контроль качества. Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов.
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19,77 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сертифицированный инспектор и
контроль качества. Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов.
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19,77 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотр в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Сварщики, резаки, паяльщики и брейзеры, просмотр в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик.
и инспектор.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетс, составляет от 31 360 до 34 590 долларов США.
(
Массачусетс, данные за май 2018 г. , данные за 10 сентября 2020 г.). Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21 доллар.76. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
, данные за 10 сентября 2020 г.). Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21 доллар.76. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
29) Расчетная средняя годовая зарплата механиков автобусов и грузовиков и специалистов по дизельным двигателям в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2019 года. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников.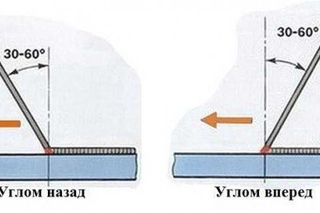 Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г.,
просмотрено 10 сентября 2020 г.).Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22,04 доллара. Бюро статистики труда
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно.
Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г.,
просмотрено 10 сентября 2020 г.).Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22,04 доллара. Бюро статистики труда
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
(Бюро статистики труда, Министерство труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
30) Расчетная годовая средняя зарплата механиков мотоциклов в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (Массачусетс по труду и развитию рабочей силы, данные за май 2018 г. , просмотр за 10 сентября 2020 г.) . Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня.Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов,
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотрено 14 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, просмотр за 10 сентября 2020 г.) . Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня.Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов,
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотрено 14 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г.Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетс.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18,56 долларов. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетс.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18,56 долларов. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. , Механика моторных лодок и
Сервисные специалисты, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, Механика моторных лодок и
Сервисные специалисты, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператора ЧПУ, ученика.
слесарь и инспектор по обработанным деталям.Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве
штата Массачусетс составляет 36 740 долларов (данные за май 2018 г. , данные за май 2018 г., данные за 10 сентября
2020). Информация о заработной плате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.52. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или зарплату.
, данные за май 2018 г., данные за 10 сентября
2020). Информация о заработной плате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.52. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или зарплату.
40) На основе данных U.S. Бюро статистики труда, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Прогнозируемое количество годовых
вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
Вакансии включают вакансии, связанные с ростом и чистым замещением.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых вакансий по классификации должностей: Автомеханики и механики, 61 700.Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики, 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
48) Курсы Power & Performance не предлагаются в Техническом институте NASCAR.UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www. uti.edu/disclosures.
uti.edu/disclosures.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Практическое и информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки, но ни один из них не подходит для всех областей применения.Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и приложений.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick. У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) – Сварщики MIG используют электрод для сварки проволокой на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью.
 Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.
Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах.FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали. Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.

- TIG / газовая дуговая сварка вольфрамом (GTAW) – В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод.Зона сварки защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя для некоторых сварных швов, известных как автогенные швы, этого не требуется. Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) – В течение многих лет палка была самым популярным методом сварки в домашних условиях.
 В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или в местах с сквозняками.Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или в местах с сквозняками.Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.Однако он применяется только к металлам толщиной не менее 18, требует частой замены стержней, излучает значительное количество брызг и требует очистки готовых сварных швов. Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более.Эти машины – хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, когда решите, какой процесс лучше всего подходит для ваших общих нужд.
Учтите эти факторы, когда решите, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Сварка порошковой проволокой
| Ручная сварка
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать большую часть времени. Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Требуется ли изготовление мотоцикла, который вы купили много лет назад? Возможно, вам нужно сделать основной ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | От 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | От 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и в конечном итоге поможет вам выбрать наиболее подходящего сварщика.
Пора уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. | Х | ||
 Д.)
Д.)Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы покупаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения полезности сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
Помимо стоимости самого сварочного аппарата, не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата. Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы купить, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
Какая машина лучше всего подходит для вас?
Теперь, когда вы лучше знакомы с каждым процессом сварки, давайте рассмотрим рекомендуемые модели, которые предлагает Миллер.
MIG / порошковая сварка
- Millermatic® 141
Универсальный сварочный аппарат на 120 В для сварки проволокой калибра 24 с низкоуглеродистой сталью толщиной 3/16 дюйма (0,8–4,8 мм) за один проход. - Millermatic 211
Сваривает материал толщиной от 24 до 3/8 дюйма за один проход. Штепсельная вилка с несколькими напряжениями (MVP ™) обеспечивает универсальность использования входной мощности 120 или 240 вольт.
TIG
- Diversion ™ 180
Эта модернизированная машина для сварки TIG переменным / постоянным током идеально подходит для использования в личных целях и имеет входную мощность 120 и 240 вольт.
- Syncrowave® 210
Идеально подходит для легкой промышленности и личных пользователей, этот аппарат для сварки TIG и постоянного тока переменного / постоянного тока не снижает мощности или производительности для доступной инверторной технологии. - Dynasty® 210
Максимальная гибкость и усовершенствованный инвертор с технологией Auto-Line ™ от этого источника питания AC / DC TIG / Stick.
Рукоять
- Thunderbolt® 160 и Thunderbolt 210
Лучшие в своем классе надежные, портативные и мощные аппараты для ручной сварки. Включает входную мощность 120 и 240 В с MVP (только Thunderbolt 160).
Многопроцессорность
Если вам нужен аппарат с несколькими сварочными функциями, подумайте о покупке многопроцессорного сварочного аппарата.Многопроцессорный сварочный аппарат позволяет использовать разные процессы, не покупая более одной машины. Если вы хотите изучить или использовать более одного процесса сварки, это может быть для вас хорошим вариантом. Мы рекомендуем
- Multimatic® 215
Универсальный и простой в использовании аппарат для сварки MIG, порошковой сваркой, TIG на постоянном и постоянном токе. Подключается к входному источнику питания 120 или 240 В и сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма. - Multimatic 220 AC / DC
Получите свободу при сварке любого процесса, включая MIG, порошковую сварку, TIG на постоянном токе и ручную сварку на постоянном токе, а также дополнительные возможности сварки на переменном токе.

Советы и методы сварки MIG для начинающих
Как выполнять сварку MIG
MIG на протяжении десятилетий был самым популярным сварочным процессом как среди профессиональных сварщиков, так и среди любителей. Он быстрый, мощный, универсальный, и большинству людей его довольно легко освоить. Поскольку это такой замечательный процесс, у него есть постоянный поток новичков, полных решимости учиться. В этой статье мы расскажем об основах – и она станет хорошим напоминанием для тех, у кого уже есть опыт сварки.
Начнем с определения: MIG означает сварку металла в инертном газе. В промышленности это называется дуговой сваркой металла в газовой среде (GMAW), но термин MIG-сварка гораздо более распространен, поэтому мы будем использовать его здесь.
Настройка оборудования
Для сварки MIG используется источник питания постоянного напряжения, чаще всего положительный электрод постоянного тока (DCEP). В источнике питания используются трансформаторы и выпрямители для модуляции сетевого напряжения, что стабилизирует дугу и обеспечивает хорошее зажигание дуги, а также включает схему для защиты от перегрузки. Рабочий зажим соединяет свариваемый материал с источником питания, замыкая цепь. Катушка с проволокой обычно размещается внутри корпуса источника питания, а также приводной механизм для подачи проволоки через кабель к пистолету.
Рабочий зажим соединяет свариваемый материал с источником питания, замыкая цепь. Катушка с проволокой обычно размещается внутри корпуса источника питания, а также приводной механизм для подачи проволоки через кабель к пистолету.
Ручной пистолет – это «бизнес-сторона» машины MIG. Пистолет имеет спусковой крючок, который одновременно управляет несколькими функциями. Нажатие на спусковой крючок приводит к электрическому возбуждению сварочной проволоки и запускает моторный привод, автоматически подавая проволоку во время сварки.Сварка MIG требует, чтобы сварной шов был защищен от атмосферы. Часто это делается путем направления защитного газа на область сварного шва, и поток газа также регулируется спусковым крючком на пистолете. Порошковая проволока используется для некоторых сварочных операций MIG, как отдельно, так и с газовой защитой.
В большинстве случаев сварка MIG выполняется с использованием газовой защиты – чаще всего используются смеси углекислого газа и аргона / CO2. Газовый баллон имеет регулятор или расходомер для регулировки расхода газа.Здесь есть много переменных, но хорошее практическое правило для сварки в легких условиях – расход газа около 20 кубических футов в час. Когда вы научитесь обращаться с оружием, вы можете поэкспериментировать с оптимизацией количества используемого газа.
Перед тем, как начать сварку, на сварочном аппарате необходимо выполнить две основные настройки: напряжение и скорость подачи проволоки. Почти у каждого сварщика MIG есть таблица, в том числе мой Millermatic® 211, часто прямо под откидной крышкой доступа, которая дает вам рекомендуемые настройки.Они зависят от типа и толщины материала, а также от диаметра присадочной проволоки. Эти значения используются для регулировки настроек на лицевой стороне машины.
Miller впервые применил технологию Advanced Auto-Set ™, которая позволяет вам просто задавать процесс, толщину материала и диаметр проволоки, а машина автоматически изменяет настройки. У меня это так хорошо сработало, что я годами не читал диаграммы!
У меня это так хорошо сработало, что я годами не читал диаграммы!
Лучшие методы сварки MIG
Материал должен быть чистым, чтобы получить хороший сварной шов, а перед использованием абразивных материалов необходимо удалить жир или масло.Сварка MIG более терпима к незначительным поверхностным загрязнениям, чем сварка TIG, но чем чище металл, тем меньше у вас проблем. Лучшие сварщики очень привередливы в подготовке поверхности, и чистка основного металла – хорошая привычка. Я часто использую шлифовальные диски или нетканый абразив для очистки металла от ржавчины, краски или накипи.
Наладка машины и подготовка материала – самая простая часть. То, как вы держите и перемещаете пистолет, является ключом к качеству и внешнему виду сварных швов.По возможности, лучше всего использовать оружие двумя руками и поддерживать руки, запястья, предплечья или локти таким образом, чтобы вы могли плавно перемещать пистолет, сохраняя при этом точный контроль. Положение пистолета и расстояние от пистолета до работы имеют решающее значение.
Положение пистолета и расстояние от пистолета до работы имеют решающее значение.
Чем дальше держится пистолет от работы, тем дальше должна выходить проволока, чтобы встретиться с свариваемым металлом. Длина проволоки между горелкой и основным металлом называется вылетом и ОЧЕНЬ влияет на качество сварки.Нормальный вылет обычно составляет около 3/8 дюйма. Если вы позволите пистолету отодвинуться дальше от металла, вылет будет увеличиваться, что приведет к меньшему нагреву металла и уменьшению покрытия газовой защиты.
Обычно при сварке я толкаю лужу. Поскольку я правша, это означает, что пистолет движется влево. В большинстве случаев пистолет следует слегка наклонять в направлении движения. Это называется углом поворота, и для начала лучше всего подойдет 15 градусов.
Если смотреть на пистолет с конца шва, то угол между пистолетом и работой называется рабочим углом. Для стыкового соединения идеально подойдет 90 градусов.
Для углового шва под углом 90 градусов пистолет обычно держат под углом 45 градусов, хотя для тонких металлов это может потребоваться изменить. Если угловой сварной шов имеет перевернутую букву T (как на фото ниже), горизонтальная часть может рассеивать тепло с обеих сторон сварного шва. Вертикальный элемент заканчивается у сварного шва, поэтому он не может рассеивать столько тепла; иногда это вызывает прожиг.В таких ситуациях поможет небольшой угол наклона пистолета от вертикального элемента.
Скорость движения пистолета тоже очень важна. Слишком медленное движение приводит к образованию слишком большого шарика, а слишком быстрое движение может уменьшить проникновение. Некоторые сварщики держат пистолет неподвижно по мере продвижения по стыку, но есть множество методов плетения или раскачивания пистолета, которые могут быть полезными. Здесь нет жестких правил, и я призываю вас поэкспериментировать с тонкими изменениями в способе перемещения пистолета, уделяя пристальное внимание тому, как каждое изменение влияет на сварной шов. Вы можете многому научиться, разговаривая и наблюдая за другими опытными сварщиками.
Вы можете многому научиться, разговаривая и наблюдая за другими опытными сварщиками.
Итак, как вы оцениваете качество сварного шва? В идеале сварной шов должен быть слегка выпуклым, а выступы или края валика плавно переходят в основной металл. Проникновение должно быть полным, но не настолько, чтобы не было чрезмерного кровотечения на тыльной стороне сустава. Ширина и высота валика должны быть одинаковыми от одного конца до другого, и в сварном шве не должно быть кратеров или пустот.Многие люди проверяют свои практические сварочные швы, удерживая сварную деталь в тисках и сгибая соединение до тех пор, пока оно не сломается. В идеале металл, СЛЕДУЮЩИЙ от сварного шва, должен разрушиться раньше, чем сварной валик.
Требуется много практики, чтобы ваши сварные швы соответствовали всем этим критериям, но чем больше времени вы проведете с опущенным шлемом, осторожно направляя пистолет по его пути, тем лучше будут ваши сварные швы!
Дополнительные ресурсы
При поддержке Миллера я снял 70-минутный видеоролик под названием «MIG Welding Made Easy. Это видео дает исчерпывающее освещение перечисленных здесь пунктов, а также многое другое. Это доступно для потоковой передачи или загрузки с моего веб-сайта:
Это видео дает исчерпывающее освещение перечисленных здесь пунктов, а также многое другое. Это доступно для потоковой передачи или загрузки с моего веб-сайта:
https://covell.cinevee.com/mig-welding-made-easy
6 вещей, которые нужно знать, чтобы начать сварку
Джош Заллер – менеджер по продукции новейшего сварочного аппарата Lincoln Electric – Power MIG 210 MP. Развитие сварочной отрасли означает поощрение большего числа людей к работе и сварке! Для достижения этой цели Джош предоставил 6 вещей, которые вам абсолютно необходимо знать, чтобы начать сварку.
Что может быть страшнее инструмента, который использует достаточно энергии, чтобы сплавить металл, и который при неправильном использовании может поранить вас? Хотя это правда, что сварка может быть пугающей, как и все остальное, с небольшими усилиями, временем и подходящими инструментами, вы можете стать достаточно хорошими, чтобы справиться с любым проектом, и вы станете лучше, чем больше вы будете практиковаться.
1. Безопасность: Абсолютно НЕ необязательно.
Прежде чем вы даже подумаете о сварке, убедитесь, что у вас есть подходящее снаряжение, в том числе огнестойкая куртка, защитные очки, сварочные перчатки и утвержденный сварочный шлем.За последние годы шлемы прошли долгий путь. Чтобы упростить задачу, поищите шлем с автоматическим затемнением, как эти шлемы Viking от Lincoln Electric. Убедитесь, что у вас есть соответствующая вентиляция или вы используете систему удаления дыма. Кроме того, нельзя сваривать легковоспламеняющиеся материалы или рядом с ними; выберите место, где у вас будет достаточно места, чтобы искры полетели.
2. Процессы сварки: MIG, порошковая сварка и TIG.
Не будьте буйными по этим условиям. Они описаны ниже, от самых простых, с которыми можно начать, до тех, для освоения которых потребуется больше навыков и опыта.
При сварке проволокой используются катушки с проволокой, подаваемой через пистолет, а постоянная подача проволоки сводит к минимуму количество запусков и остановок, что позволяет относительно неопытным сварщикам создавать красивые стыки. Кроме того, он быстрее, экономичнее и лучше подходит для сварки тонколистового металла.
Кроме того, он быстрее, экономичнее и лучше подходит для сварки тонколистового металла.
Существует два типа сварки проволокой: MIG (металлический инертный газ) и порошковая. Сварка MIG требует постоянного потока защитного газа для защиты сварного шва от загрязнения. Газ подается в сварочный пистолет из газового баллона.Ограничения сварки MIG состоят в том, что ее трудно использовать на открытом воздухе (ветер может унести защитный газ), и вам придется возить газовый баллон с собой. Для порошковой сварки используется проволока, которая специально разработана для использования с защитным газом или без него, в зависимости от используемой проволоки. Те, которые предназначены для использования без газа (самозащитные), часто рекомендуются для работы на открытом воздухе.
Ручная сварка (также называемая SMAW) Ручная сварка часто является лучшим выбором для быстрого ремонта и часто является первым процессом, который усваивается большинством новичков.Его легко настроить, и, как следует из названия, в нем используется стержневой электрод, такой как Excalibur 7018, поэтому вам не нужен механизм подачи проволоки.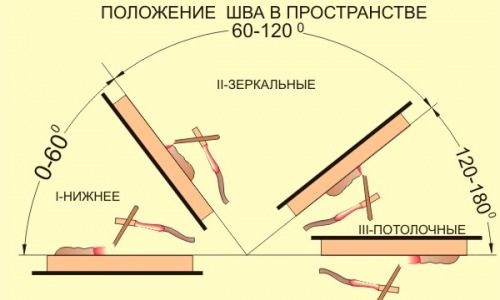 Прилипание происходит медленнее, чем при сварке MIG, но при работе с грязным или ржавым металлом оно более щадящее. При этой сварке листового металла прилипание не рекомендуется.
Прилипание происходит медленнее, чем при сварке MIG, но при работе с грязным или ржавым металлом оно более щадящее. При этой сварке листового металла прилипание не рекомендуется.
Сварка TIG (вольфрамовым инертным газом) предпочтительна для архитектурных или автомобильных работ, где сварной шов должен хорошо выглядеть. Это также хороший способ сваривать тонкий и листовой металл и добиваться бесшовного вида. По шкале сложности TIG обычно считается самым сложным для изучения, но если вы приложите к нему усилия, это не станет для вас недоступным.
3. Входное напряжение: На самом деле здесь всего два варианта – 110 В или 230 В – оба доступны в большинстве домов или гаражей.
Как правило, для более тонких материалов достаточно более низких входных напряжений; более высокое входное напряжение позволит вам проникать в более толстые материалы. Большинству начинающих сварщиков будет полезна машина, которая предлагает двойное напряжение (110 В и 230 В), в которое они могут «врасти», так что по мере того, как они станут более уверенными, они не будут ограничены.
4. Пользовательский интерфейс: Ищите интуитивно понятный и простой в использовании.
Для новичка может быть сложно «набрать» настройки сварки, поэтому ищите аппарат, который сделает это за вас с логической последовательностью, которая позволит вам выбрать свой процесс, толщину и тип материала, который вы собираетесь сваривать, и тип расходного материала (проволока или электрод), которым вы собираетесь сваривать. Хорошие машины автоматически узнают, к какому входному напряжению вы подключены, и соответствующим образом отрегулируют настройки (или сообщат вам, что ваш выбор находится вне диапазона).
5.Материал: Некоторые процессы и расходные материалы лучше подходят для сварки определенных материалов, и иногда могут потребоваться дополнительные инструменты.
Например, вы можете сваривать алюминий с помощью процесса MIG, но вы получите лучшие результаты, используя катушку для подачи расходных материалов (алюминий плохо проходит через механизм подачи проволоки и длинный кабель). Обратитесь за советом к производителю сварочного аппарата, который вы собираетесь приобрести, и подумайте о проектах, которые вы планируете. Можете ли вы сваривать различные материалы, такие как алюминий, низкоуглеродистую сталь и нержавеющую сталь, различной толщины? Если да, то можете быть уверены, что получаете машину, которая будет расти вместе с вами.
Обратитесь за советом к производителю сварочного аппарата, который вы собираетесь приобрести, и подумайте о проектах, которые вы планируете. Можете ли вы сваривать различные материалы, такие как алюминий, низкоуглеродистую сталь и нержавеющую сталь, различной толщины? Если да, то можете быть уверены, что получаете машину, которая будет расти вместе с вами.
6. Расходные материалы: «Расходные материалы» – это промышленный термин для обозначения проволоки, электрода или присадочного материала, используемых при сварке.
Вам необходимо подобрать расходные материалы в соответствии с процессом сварки (см. Выше), а также с материалом, на котором вы свариваете. По мере того, как вы станете более опытным, вы начнете распознавать нюансы среди расходных материалов и, скорее всего, будете стремиться к определенному бренду. Lincoln Electric предлагает расходные материалы практически для любого материала или сплава, поэтому они всегда являются отличным началом.
Вот и все; теперь ничто не сдерживает тебя. А теперь иди и приступай к сварке!
Что такое сварка? |
Сварка по определению представляет собой процесс соединения аналогичных
металлы.Он в основном соединяет металлы путем плавления и сплавления металлов.
стыкуется и наносится присадочный металл. Сварка – это локальный нагрев
сырье и включает в себя черные и цветные металлы, такие как сталь,
нержавеющая сталь и алюминий. Сварка охватывает широкий диапазон температур
которые могут достигать 3000º F. Правильные сварные швы могут быть такими же прочными, как
соединяемые неблагородные металлы. Форма сварки используется в большинстве
предметов, которые вы используете и от которых зависите в повседневной жизни. Он варьируется от
автомобиль, на котором вы едете, к стулу, на котором вы сидите в своем доме.Следовательно,
Сварка – важная составляющая нашей культуры. Он варьируется от
автомобиль, на котором вы едете, к стулу, на котором вы сидите в своем доме.Следовательно,
Сварка – важная составляющая нашей культуры. |
Какие бывают типы Сварка? |
| Существует несколько различных способов сварки. Вот являются наиболее распространенными видами сварки. |
Дуговая сварка защищенного металла- (We будет называться SMAW или Stick Welding) |
Этот процесс также известен как ручная металлическая дуга или «MMA».
сварка.Это также неофициально называется «Сварка палкой». SMAW использует расходный электрод
для поддержки дуги сварного шва, в то время как внешнее флюсовое покрытие на
электрод – это то, что действует как экран при плавлении. Ядро
Затем электрод становится фактическим присадочным металлом при соединении деталей
все вместе. SMAW лучше всего подходит для выполнения сварных швов, когда оба условия:
вокруг вас, а также сам металл не являются лучшими (например, сварка на ржавом или грязном металле или в ветреную погоду). |
Газовая дуговая сварка металлов- (см. для сварки GMAW или MIG) |
Этот вид сварки иногда называют его подтипами.
как металлический инертный газ или сварка «MIG», и металлический активный газ или «MAG»
сварка, при которой используется защитный газ для удаления кислорода и примесей
от образования в расплавленном сварном шве или ванне.Газ обычно составляет 75%
Аргон / 25% CO2. Для сварки MIG используется сварочный аппарат, который подает проволоку.
к поверхности сварки в автоматическом или полуавтоматическом режиме.
Сварщики MIG непрерывно подают расходную проволоку
электрод и защитный газ через сварочный пистолет. MIG 175 Сварочный аппарат с катушкой а здесь: |
Дуговая сварка порошковой проволокой (далее FCAW) |
FCAW – это автоматический или полуавтоматический процесс сварки в
который непрерывно подавал расходуемую электродную проволоку, содержащую флюс и
постоянное напряжение используется для соединения металлов вместе. MIG 175 Сварочный аппарат с катушкой а здесь: MIG 135 Welder |
Газовая дуговая сварка вольфрамом (см. |
GTAW, обычно называемая сваркой TIG, представляет собой дуговую сварку. процесс, который использует неплавящийся вольфрамовый электрод для производства сварка.В этом процессе сварки используется инертный газ (обычно 100% аргон) для защитный газ для защиты сварного шва от атмосферы. Наполнитель металл используется для ввода в сварное соединение. Кроме того, большинство сварочных аппаратов TIG содержат высокочастотный генератор. GTAW чаще всего используется для сварки шлифы из нержавеющей стали, алюминия, магния, медных сплавов и другие цветные металлы. GTAW дает оператору гораздо больше контроля над настройками, чтобы произвести сварку. Обычно это может производить более прочные, чистые и качественные сварные швы.С другой стороны, до GTAW еще далеко. более сложный и лучше всего подходит для опытных сварщиков. Этот процесс также намного медленнее, чем другие виды сварки. |
Контактная точечная сварка (далее RSW) |
Точечная сварка – это процесс, в котором два контакта
металлические поверхности соединяются теплом, полученным от сопротивления
электрический ток. |
Основные советы при считая сварщика. |
| Для чего в первую очередь вы хотите использовать сварочный аппарат? (Ферма,
изготовление, тяжелое производство, автомобилестроение?) Сварочные аппараты предназначены для
приложений, в зависимости от мощности, рабочего цикла и других факторов. Купите сварщика, который встретит или (в идеале) превзойти ваши потребности. (Не «недорого»!). Если бы ты мог когда-нибудь видите, что вам нужен блок, в котором есть некоторые функции, которых нет у вас в настоящее время нужно, лучше всего подойти к этому устройству. Всегда комната для роста. Это особенно заметно, когда речь идет о сварочных аппаратах начального уровня, которые не допускают сварку MIG в среде защитного газа. если ты нужен флюсовый станок, часто лучше подойти к модели что позволяет обоим. |
Вам нужно, чтобы он был портативным? Сможете ли вы переместить
объект привариваете к сварщику? Запуск длинного удлинителя 220В
шнур через ваш двор для сварки часто может снизить напряжение
и производить непоследовательные сварные швы. |
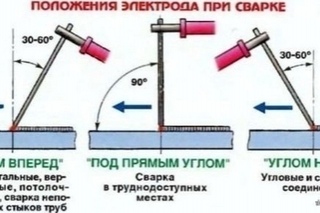 Внешне
иногда используется поставляемый защитный газ, а чаще флюс
сам по себе считается надлежащей защитой от атмосферы.
Этот процесс наиболее популярен в строительной отрасли из-за
его портативность и высокая скорость сварки. Как при сварке палкой, ветрено
условия или грязный, ржавый металл не так страшны, когда
с использованием только порошковой проволоки. Сварные швы также похожи тем, что
Последующая очистка сварных швов может занять довольно много времени.При использовании
отдельный защитный газ, эту форму FCAW часто называют «двойной защитой»
сварка. Это в основном используется при сварке в тяжелых условиях, например, на
промышленные области. Наши сварочные аппараты Eastwood MIG 135 и 175 могут выполнять оба типа сварки.
сварки без усилий (FCAW и GMAW). Ознакомьтесь с конкретными
различия между этими аппаратами здесь:
Внешне
иногда используется поставляемый защитный газ, а чаще флюс
сам по себе считается надлежащей защитой от атмосферы.
Этот процесс наиболее популярен в строительной отрасли из-за
его портативность и высокая скорость сварки. Как при сварке палкой, ветрено
условия или грязный, ржавый металл не так страшны, когда
с использованием только порошковой проволоки. Сварные швы также похожи тем, что
Последующая очистка сварных швов может занять довольно много времени.При использовании
отдельный защитный газ, эту форму FCAW часто называют «двойной защитой»
сварка. Это в основном используется при сварке в тяжелых условиях, например, на
промышленные области. Наши сварочные аппараты Eastwood MIG 135 и 175 могут выполнять оба типа сварки.
сварки без усилий (FCAW и GMAW). Ознакомьтесь с конкретными
различия между этими аппаратами здесь: для сварки GTAW или TIG)
для сварки GTAW или TIG)  При точечной сварке используется медный сплав с двумя концами
электроды для концентрации сварочного тока в небольшой «точке» и
одновременно зажимайте детали вместе. Принуждение большого
ток через две детали расплавит металл и сформирует сварной шов.
Приятной особенностью этого процесса является то, что процесс сварки происходит так
быстро (обычно около 10 миллисекунд) и на такой небольшой площади,
что тепло, выделяемое панелью, очень мало и, таким образом, сохраняет
панели от коробления.Количество тепла, подводимого к точечной сварке, равно
определяется сопротивлением между электродами амплитудой и
продолжительность тока. Применение слишком малого количества энергии не растопит
металл или сделает плохой, слабый сварной шов. С другой стороны, применяя
слишком много энергии расплавит слишком много металла и часто пробивает дыру в
металл, а не сварной шов.
При точечной сварке используется медный сплав с двумя концами
электроды для концентрации сварочного тока в небольшой «точке» и
одновременно зажимайте детали вместе. Принуждение большого
ток через две детали расплавит металл и сформирует сварной шов.
Приятной особенностью этого процесса является то, что процесс сварки происходит так
быстро (обычно около 10 миллисекунд) и на такой небольшой площади,
что тепло, выделяемое панелью, очень мало и, таким образом, сохраняет
панели от коробления.Количество тепла, подводимого к точечной сварке, равно
определяется сопротивлением между электродами амплитудой и
продолжительность тока. Применение слишком малого количества энергии не растопит
металл или сделает плохой, слабый сварной шов. С другой стороны, применяя
слишком много энергии расплавит слишком много металла и часто пробивает дыру в
металл, а не сварной шов. Если электрическое подключение не будет
быть рядом с рабочей зоной, возможно, вам понадобится сварщик, который может работать
с газовым сварочным генератором. Блок на 110 В может подойти лучше
так как розеток 110В в доме больше.То же самое
истина, если вы планируете сваривать не только вокруг собственного участка. Возможно, у друга может не быть специальной розетки 220 В, к которой вы можете получить доступ
когда помогал ему с сваркой в гараже.
Если электрическое подключение не будет
быть рядом с рабочей зоной, возможно, вам понадобится сварщик, который может работать
с газовым сварочным генератором. Блок на 110 В может подойти лучше
так как розеток 110В в доме больше.То же самое
истина, если вы планируете сваривать не только вокруг собственного участка. Возможно, у друга может не быть специальной розетки 220 В, к которой вы можете получить доступ
когда помогал ему с сваркой в гараже.Лучшие сварщики для начинающих (MIG, TIG, Stick) – лучший выбор в 2021 году
Дело в том, что сварку легко научиться, но сложно освоить.
Вы проводите всю жизнь за обучением после полудня, посвященного азам.
Новичкам нужно что-то легкое для бега.
Но что-то с достаточной мощностью и функциями, чтобы практиковаться и расти.
Вот несколько отличных машин для начинающих, с которых можно начать свой путь.
Просмотр содержания
Лучшие аппараты для начинающих сварщиков
Вот список некоторых из лучших станков для начинающих, где новички смогут быстро приступить к сварке.
1.Hobart Handler 100 Начальный сварочный аппарат
- Выход от 30 до 100 ампер
- Регулируемое натяжение привода проволоки
- Приварите пластину до 3/16 дюйма
- Проволока не горячая до срабатывания триггера
- Подача проволоки 0,030 и 0,035
Плюсы
- Вход 120 В подключается где угодно
- Легкий доступ к механизму подачи проволоки
- 60-процентный рабочий цикл
- Индикатор температуры
- Использует стандартные расходные материалы
Минусы
- Не могу запустить газ MIG
- Пластиковая канатная передача
Обзор
Hobart сделал себе имя на прочных, надежных и надежных сварочных машинах.Hobart Handler 100 нацелен на новичков, но он объединяет знаменитые промышленные конструкции и дизайн Хобарта в мастерскую DIY. Несмотря на то, что он не поддерживает газовую сварку MIG, этот аппарат для сварки сердечников под флюсом очень эффективен и имеет большой смысл в качестве устройства для домашнего ремонта.
Несмотря на то, что он не поддерживает газовую сварку MIG, этот аппарат для сварки сердечников под флюсом очень эффективен и имеет большой смысл в качестве устройства для домашнего ремонта.
Рабочий диапазон от 30 до 100 А на выходе позволяет работать с тонкими листами толщиной до 3/6 дюймов на стальных листах толщиной до 3/6 дюймов, обеспечивая множество возможностей для таких работ, как ремонт петель ворот, водосточных желобов, сцепных устройств прицепов. и автомобильные работы.Он позволяет устанавливать на привод проволоки как 4-дюймовые, так и 8-дюймовые катушки, что позволяет аппарату работать в течение длительного периода времени, упрощая захват и сварку, когда вам этого захочется.
В Hobart Handler 100 используются стандартные расходные материалы марки Hobart and Miller, такие как проволочные сопла и детали резака. Отсутствие возможности подачи газа – это лишь незначительный недостаток, учитывая общее удобство входа 120 вольт и 8-дюймовой катушки с проволокой. Трехлетняя гарантия и сеть дилеров по всей стране добавляют еще больше плюсов.
2. Сварочный аппарат Forney Easy 140FC-i для флюсовых сердечников для начинающих
- Выход от 30 до 140 ампер
- Включает адаптер от 20 до 15 ампер
- 45-процентный рабочий цикл при 60 А
- Имеет встроенный вытяжной вентилятор живого тепла
- Пластина 1/4 дюйма для листового металла толщиной 24
Плюсы
- Для крепления катушек диаметром 4 и 8 дюймов
- Легкий вес 19 фунтов
- Плавная регулировка скорости подачи проволоки
- 8-футовый резак и зажим заземления
- Широкий диапазон регулировки напряжения
Минусы
- Жесткая проволока плохо подается
- Возможность сварки без газа MIG
Обзор
Несмотря на то, что он не может работать с газовой сваркой MIG, мы считаем, что сварочный аппарат Forney Easy Weld 140 FC-i для сердечников из флюса – отличный аппарат для начинающих. Forney – один из старейших американских брендов сварщиков с общенациональной сетью представительств и сервисных центров. Это одна из самых легких машин в своем классе, возможно, даже самая легкая при весе 19 фунтов.
Forney – один из старейших американских брендов сварщиков с общенациональной сетью представительств и сервисных центров. Это одна из самых легких машин в своем классе, возможно, даже самая легкая при весе 19 фунтов.
30-процентный рабочий цикл при 90 А на самом деле лучше, чем у многих машин, которые стоят намного дороже. Forney Easy Weld 140 FC-i оснащен вытяжным вентилятором, работающим под напряжением, который обеспечивает охлаждение корпуса, несмотря на его легкий вес. Выходной диапазон составляет 30–140 ампер, что довольно широкий диапазон для начинающего сварщика, работающего от входного напряжения 120 В.
Благодаря легкости, репутации качества Forney и дилерской сети, годовой гарантии, чрезвычайно легкому весу и отличным характеристикам от листового металла 24 калибра при 30 А до пластины толщиной 1/4 дюйма при 140 А. трудно найти лучшее машина в этом ценовом диапазоне, чем Forney Easy Weld 140 FC-i
3.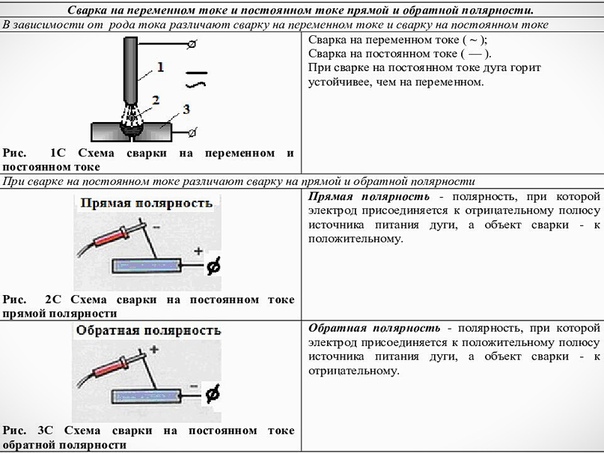 Сварочный аппарат SunGoldPower MIG 140A
Сварочный аппарат SunGoldPower MIG 140A
- Двойное напряжение на входе 110 В / 220 В
- Защита от перегрева с вентиляторным охлаждением
- Весит всего 30 фунтов
- 60-процентный рабочий цикл
- Гарантия 1 год
Плюсы
- Предлагает процессы MIG и флюсовой сердцевины
- Сварка листа толщиной 16 до пластины 5/16 дюйма
- Принимает проволочные ролики весом 2 и 10 фунтов
- Катушка с возможностью пистолета
- Плавная регулировка скорости подачи проволоки
Минусы
- Без регулятора газа MIG
- Включенные сопла недостаточно велики для прилагаемого провода
Обзор
SunGoldPower MIG 140A предлагает процессы сварки как газовой MIG, так и флюсовой проволоки, что обеспечивает большую универсальность в качестве начинающего сварщика. Двойное входное напряжение составляет 120 для простого и удобного домашнего использования, при этом сохраняется возможность подключения к 240 в гараже или на коммерческом объекте.
Этот сварочный аппарат имеет плавную регулировку скорости подачи проволоки и уровней напряжения. Это значительно упрощает точную настройку параметров, чем просто переходить на следующий шаг выше или ниже. SunGoldPower MIG 140A имеет функцию протяжки проволоки, которая позволяет вводить и выводить проволоку для упрощения настройки. Он также включает в себя регулировку обратного отжига электрода, которая регулирует величину вылета проволочного электрода, регулируя длину проволоки, выходящей из горелки, каждый раз, когда вы прекращаете сварку.
Компания SunGoldPower спроектировала MIG 140A для установки катушек с проволокой диаметром 4 или 8 дюймов, предоставила на нее годовую гарантию и оборудовала машину вытяжным вентилятором под напряжением для контроля внутренней температуры.
4. Сварочный аппарат Klutch MIG 140i Flux-Core / MIG
Сварочный аппарат Klutch MIG 140i Flux-Core / MIG
- Легкий, всего 22 фунта
- Сварные швы 24-га.до 3/16 дюйма сталь
- Выполняет процессы MIG и flux core
- Удобное входное питание 120 В
Плюсы
- Сопла для сварки MIG и флюсового сердечника типа Tweco
- Принимает катушки с проволокой диаметром 4 и 8 дюймов
- Плавная регулировка скорости подачи проволоки
- Включает регулятор двойного манометра
- Поставляется с дополнительным приводным роликом
Минусы
- Зажим заземления дешевое качество
- Длина соединения горелки всего 6 футов
Обзор
Сварочный аппарат Klutch MIG 140i Flux-Core / MIG использует преимущества инвертора IGBT, создавая машину, которая весит всего 20 фунтов.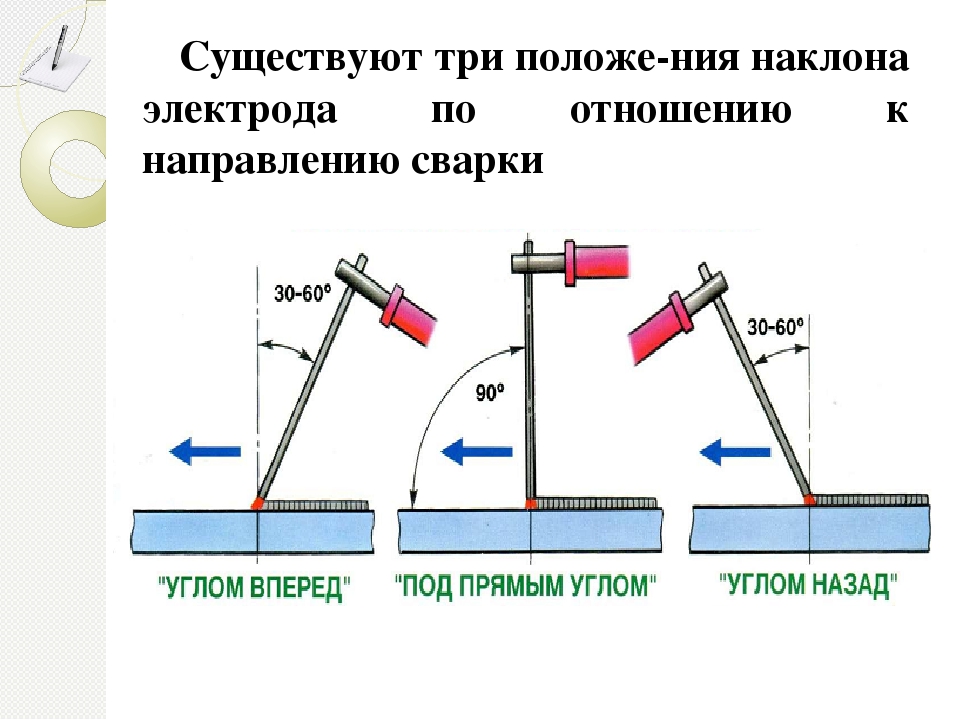 Несмотря на небольшой вес, этот сварочный аппарат предлагает выходной диапазон от 30 до 140 А. Этого достаточно, чтобы варьироваться от листового металла толщиной 24 до листовой стали толщиной 3/16 дюйма. С Klutch MIG 140i вы сможете выполнить все основные процессы восстановления автомобиля, от ремонта кузова до модификации шасси и ремонта сломанных опор подвески.
Несмотря на небольшой вес, этот сварочный аппарат предлагает выходной диапазон от 30 до 140 А. Этого достаточно, чтобы варьироваться от листового металла толщиной 24 до листовой стали толщиной 3/16 дюйма. С Klutch MIG 140i вы сможете выполнить все основные процессы восстановления автомобиля, от ремонта кузова до модификации шасси и ремонта сломанных опор подвески.
Этот аппарат выполняет как сварку MIG в газе, так и сварку сердечником под флюсом, обеспечивая универсальность независимо от того, выполняете ли вы сварку в помещении или на улице.Источник входного сигнала 120 В означает, что вы можете подключить Klutch MIG 140i в любом месте и приступить к работе. Klutch разработал сварочный аппарат с использованием стандартных деталей сопел Tweco для легко обнаруживаемых расходных материалов.
Klutch MIG 140i включает в себя газовый регулятор двойного калибра, MIG и сопла с сердечником, дополнительный приводной ролик и позволяет устанавливать как 4-дюймовые, так и 8-дюймовые катушки с проволокой. 30-процентный рабочий цикл при 90 амперах – это достаточно рабочего времени для выполнения работы.
30-процентный рабочий цикл при 90 амперах – это достаточно рабочего времени для выполнения работы.
5.Weldpro MIG155Gsv Сварочный аппарат MIG / Stick для начинающих
- Двойная входная мощность 120/240 вольт
- Выходной диапазон от 30 до 155 А
- Лист 24 калибра до пластины 3/8 дюйма
- Предлагает процессы стержневого стержня постоянного тока, сварки MIG и флюса
- Без электромагнитных помех
Плюсы
- Блокировка спускового крючка 2T / 4T
- Дополнительные детали будут работать с TIG
- Плавная регулировка скорости подачи проволоки и нагрева
- Включает газовый регулятор
- Поставляется с зажимом дугового электрода
Минусы
- Некоторые пользователи жалуются на плохую подачу проволоки
- На этом аппарате устанавливаются только двухфунтовые катушки с проволокой
Обзор
WeldPro MIG155Gsv – это мощный аппарат 3-в-1, который может запускать процессы газовой MIG, флюсовой сердцевины и палочки прямо из коробки, что идеально подходит для начинающих, чтобы начать практиковать. Вы также можете заказать дополнительные детали в WeldPro, чтобы сделать эту коробку совместимой с TIG постоянным током. Этот сварочный аппарат поставляется с двойным входным напряжением 120 и 240 вольт, что означает, что вы можете подключить его к стандартному бытовому току и сваривать до 140 ампер, или подключить его к электросети 240, например, в сушилке или в коммерческом электроснабжении на рабочем месте до 155 выходная мощность ампер.
Weldpro оснащает MIG155Gsv электронной схемой реакции, которая отслеживает дугу и динамически регулирует настройки для достижения оптимальных характеристик в точке сварки.Владельцам нравится плавная регулировка скорости и нагрева, которые намного лучше, чем ступенчатые или ступенчатые настройки для точной настройки в соответствии с конкретными условиями.
Эта машина поставляется с газовым регулятором, шлангом, горелкой MIG и держателем электрода дуги. Имеются сообщения о беспорядочной подаче проволоки и случайных проблемах с контролем качества.