Электрическая схема полуавтомата сварочного: Легкая схема сварочного полуавтомата
alexxlab | 25.04.2023 | 0 | Разное
Пусковая схема сварочного полуавтомата
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подаётся инертный газ – аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Характеристики сварочного полуавтомата:
Напряжение питания 3-фазы * 380 вольт.
Первичный ток фазы 8-12 ампер.
Вторичное напряжение холостого хода 36- 48 вольта.
Ток холостого хода 2-3 ампера.
Напряжение х/х дуги 56 вольт.
Ток сварки 40-120 ампер.
Регулирование напряжения +20%, – 20 %.
Продолжительность включения 30 %.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
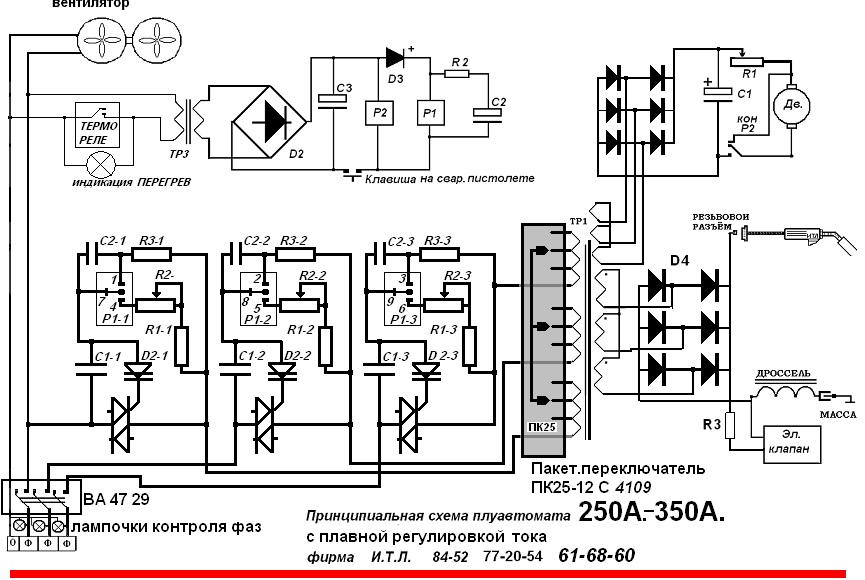
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 вольт, подключение его – параллельно сетевой обмотке трансформатора Т1.
Трёхфазный трансформатор Т2 можно использовать готовый, на мощность 2-2,5 кВт или купить три трансформатора 220*36 Вольт 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме звезда-звезда. При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5-1,8мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8-10 мм2, количество провода ПВ 3 – 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт – подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» – регулировкой резистора R5 – «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 – питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов : VD3-VD8, T2, С5, SA1, R5, SA2 и Др1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные – медной или алюминиевой шиной, остальное – проводом в виниловой изоляции диаметром 2мм.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот |
|---|---|---|---|---|---|---|
| DA1 | Линейный регулятор | L7805AB | 1 | Поиск в магазине Отрон | В блокнот | |
| VT1 | Биполярный транзистор | КТ815Б | 1 | Поиск в магазине Отрон | В блокнот | |
| VS1-VS3 | Тиристор & Симистор | ТС122-25-12 | 3 | Поиск в магазине Отрон | В блокнот | |
| U1 | Оптопара | АОУ103В | 3 | Поиск в магазине Отрон | В блокнот | |
| VD9 | Диодный мост | КЦ407А | 3 | Поиск в магазине Отрон | В блокнот | |
| VD1 | Диодный мост | RC207 | 1 | Поиск в магазине Отрон | В блокнот | |
| VD2 | Стабилитрон | КС512Б | 1 | Поиск в магазине Отрон | В блокнот | |
| VD3-VD8 | Диод | Д130 | 6 | Поиск в магазине Отрон | В блокнот | |
| C1 | Конденсатор | 0.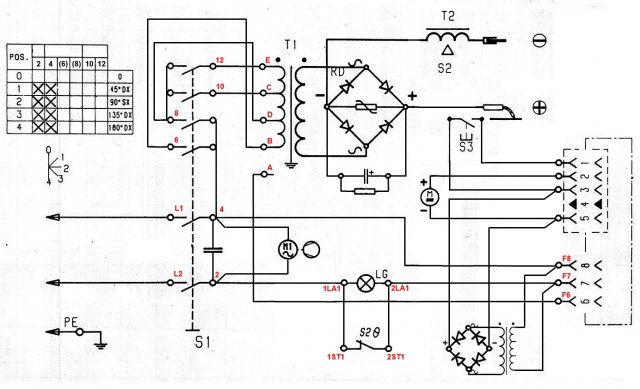 05 мкФ 630 В 05 мкФ 630 В | 1 | Поиск в магазине Отрон | В блокнот | |
| C2, C3 | Электролитический конденсатор | 470 мкФ 10 В | 2 | Поиск в магазине Отрон | В блокнот | |
| C4 | Конденсатор | 0.1 мкФ | 1 | Поиск в магазине Отрон | В блокнот | |
| C5 | Электролитический конденсатор | 33000 мкФ 68 В | 1 | KEA-11-10 | Поиск в магазине Отрон | В блокнот |
| R1 | Резистор | 360 Ом | 3 | 0,25 Вт | Поиск в магазине Отрон | В блокнот |
| R2 | Резистор | 1 кОм | 3 | 0,25 Вт | Поиск в магазине Отрон | В блокнот |
| R3 | Резистор | 12 кОм | 1 | 0,25 Вт | Поиск в магазине Отрон | В блокнот |
| R4 | Резистор | 1. | 1 | 0,25 Вт | Поиск в магазине Отрон | В блокнот |
| R5 | Переменный резистор | 68 кОм | 1 | Поиск в магазине Отрон | В блокнот | |
| R6 | Резистор | 2.4 кОм | 1 | Поиск в магазине Отрон | В блокнот | |
| T1 | Трансформатор | ТП-121-7 | 1 | Поиск в магазине Отрон | В блокнот | |
| T2 | Трансформатор трехфазный | 380/36В | 1 | 2.3 КВт | Поиск в магазине Отрон | В блокнот |
| Др1 | Дроссель | 1 | На основе ТС-270 | Поиск в магазине Отрон | В блокнот | |
| Добавить все | ||||||
 2 кОм
2 кОмСкачать список элементов (PDF)
Теги:
- Sprint-Layout
Схема трехфазного сварочного полуавтомата
Сварочные аппараты на вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины. Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование. Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины. Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование. Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Пусковая схема сварочного полуавтомата
- Схема сварочного полуавтомата
- Трехфазный сварочный полуавтомат
- Особенности работы трехфазного сварочного аппарата
- Что представляет собой схема полуавтомата сварочного? Схема сварочного
- Легкая схема сварочного полуавтомата
- Популярные схемы и инструкции по сборке сварочных аппаратов
- Сварочный полуавтомат своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Самодельный сварочный аппарат: управление двигателем в полуавтомате.
Пусковая схема сварочного полуавтомата
Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата.
В зону сварки также подаётся инертный газ – аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье. Первичный ток фазы ампер. Вторичное напряжение холостого хода 48 вольта. Ток холостого хода ампера. Ток сварки ампер.
Первичный ток фазы ампер. Вторичное напряжение холостого хода 48 вольта. Ток холостого хода ампера. Ток сварки ампер.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия. Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием вольт, подключение его – параллельно сетевой обмотке трансформатора Т1.
При изготовлении самодельного трансформатора первичные обмотки должны иметь витков провода ПЭВ диаметром 1,,8мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением мм2, количество провода ПВ 3 – 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от до вольт. Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт – подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в ,5 раза.
Наличие отдельного провода заземления обязательно. Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов.
Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 – питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления. Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление ком.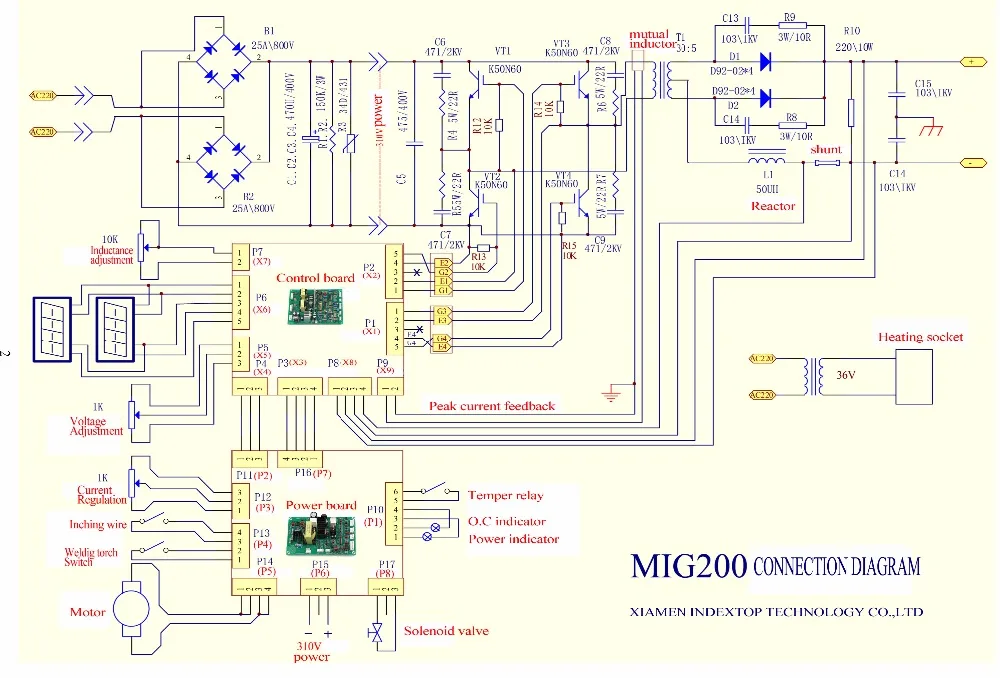 На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8.
Установка мощных радиаторов не требуется. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением мм 2, сварочные – медной или алюминиевой шиной, остальное – проводом в виниловой изоляции диаметром 2мм. Средний балл статьи: 0 Проголосовало: 0 чел. Для добавления Вашей сборки необходима регистрация. Оставить комментарий. Обнаружен блокировщик рекламы. Сайт Паяльник существует только за счет рекламы, поэтому мы были бы Вам благодарны если Вы внесете сайт в список исключений. Как это сделать? Главная Автоматика в быту.
Призовой фонд на октябрь г. Тестер компонентов LCR-T4. Набор начинающего радиолюбителя. Arduino UNO. Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора. При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения. При наладке следует соблюдать технику безопасности.
Прикрепленные файлы: svarka3. Владимир Коновалов Опубликована: г. Вознаградить Я собрал 0 0 x. Оценить Сбросить. Комментарии 2 Я собрал 0 Подписаться OK. Микола Можно ли заменить КЦ другим мостом?
Вознаградить Я собрал 0 0 x. Оценить Сбросить. Комментарии 2 Я собрал 0 Подписаться OK. Микола Можно ли заменить КЦ другим мостом?
Собрал схему, почему то не открывается симистор. Прошу помочь в настройке схемы. И можно ли использовать аоув в пластмассовом корпусе вместо аоув?
Добавить комментарий. В чем измеряется электрическая мощность? Для выбора нескольких файлов использйте CTRL. Я согласен с правилами публикации комментариев Оставить комментарий. Радиореле В. Поиск в Utsource. В блокнот. Добавить все.
Схема сварочного полуавтомата
Забыли пароль? Изменен п. Расшифровка и пояснения – тут. Уважаемые форумчане. Нужна инструкция и схема на трехфазный сварочный полуавтомат В “Пульсар”. В нете есть, но в плохом качестве. Если у кого есть- поделитесь.
Принципиальные электрические схемы малогабаритных сварочных аппаратов, созданных на базе трехфазного трансформатора, представлены на.
Трехфазный сварочный полуавтомат
Сварка металлических изделий может выручить хорошего хозяина в любой момент.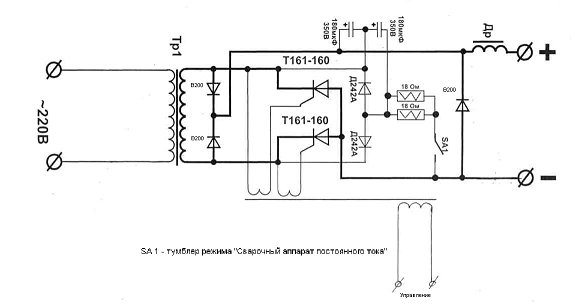 Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции. Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками. Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей. Сварочный полуавтомат своими руками.
Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции. Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками. Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей. Сварочный полуавтомат своими руками.
Особенности работы трехфазного сварочного аппарата
Не так давно в интернете появились интересные чертежи и схемы: самодельные сварочные инверторы с платами управления, дающие стабилизацию напряжения и постоянную величину тока. Схемы в сети появились благодаря народным умельцам, которые изучили принцип действия фабричных устройств и перенесли конструкторскую мысль на чертеж. Использование этих схем при промышленном производстве приборов, дает возможность сделать сварочные инверторы более компактными и менее затратными, однако их розничная цена все равно высока. Кроме компактности также значительно снизился вес — некоторые модели имеют массу всего 3 кг.
Схемы в сети появились благодаря народным умельцам, которые изучили принцип действия фабричных устройств и перенесли конструкторскую мысль на чертеж. Использование этих схем при промышленном производстве приборов, дает возможность сделать сварочные инверторы более компактными и менее затратными, однако их розничная цена все равно высока. Кроме компактности также значительно снизился вес — некоторые модели имеют массу всего 3 кг.
Схема сварочного трансформатора должна быть знакома тем, кто планирует воспользоваться электрической сваркой.
Что представляет собой схема полуавтомата сварочного? Схема сварочного
Данная схема работает в ручном режиме сварки и автоматическом точеном , то есть можно варить точками. Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:. Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке. При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.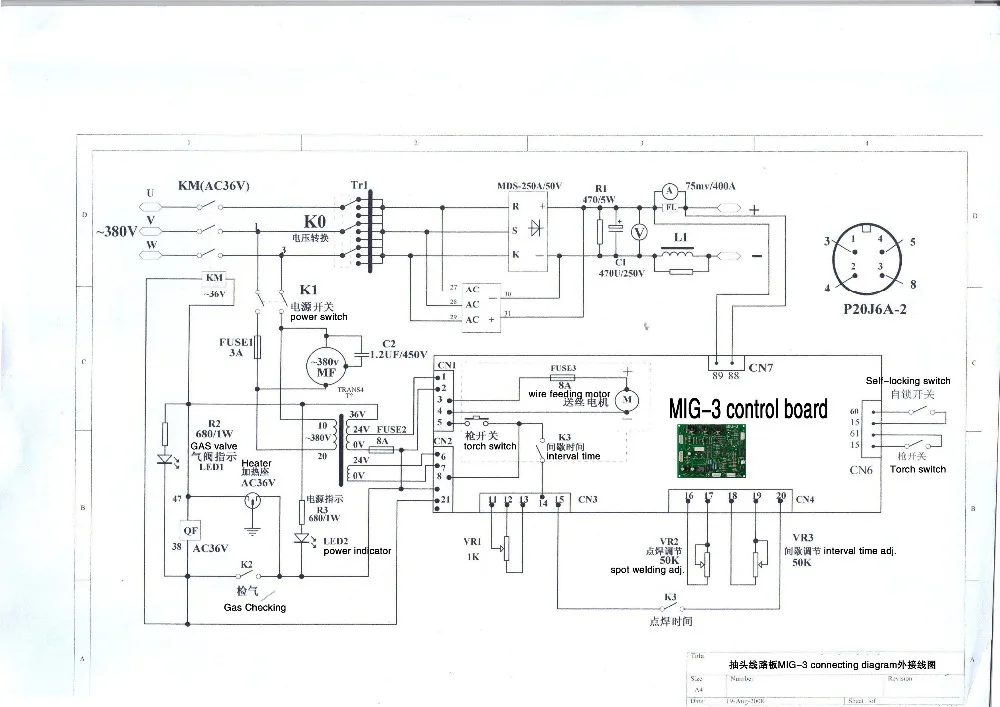 Реле К1 контактами К1.
Реле К1 контактами К1.
Легкая схема сварочного полуавтомата
Забыли пароль? Изменен п. Расшифровка и пояснения – тут. Хочу с вами поделиться с изготовленным мною трёхфазным сварочным аппаратом постоянного тока. При постойке мастерской много было сварочных работ, проблемы возникли сразу с соседями которые жаловались на просадку напряжения от однофазной сварки. Сразу стал вопрос о решении этой проблемы об использовании других видов сварки. Попробовал изготовитъ сварочный аппарат на основе понижающего трёхобмоточного трансформатора: треугольник , звезда вольт с высокой на три фазы 42 вольта с низкой стороны. Вторичную обмотку выбросил и вместо неё накрутил медный провод около 10 квадратов соединив в звезду с резиновой изоляцией расплетённой с силового кабеля.
Что представляет собой схема полуавтомата сварочного? .. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной.
Популярные схемы и инструкции по сборке сварочных аппаратов
Сварочные аппараты на вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины. Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.
Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины. Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.
Сварочный полуавтомат своими руками
ВИДЕО ПО ТЕМЕ: Самодельный сварочный аппарат: обзор трёхфазного сварочного аппарата.
By vusa , September 10, in Дайте схему! Всем – всем доброго времени суток! Коллеги, срочно нужна рабочая схема полная трёхфазного сварочного полуавтомата. В инете много схем, но они для однофазных трансформаторов, а мне нужна для трёхфазного. Помогите, кто может!
Кроме того, с выпрямляющими переменный ток элементами малогабаритное сварочное устройство может использоваться для зарядки аккумуляторных батарей, а также для питания стартеров автомобилей при запуске их в зимний период.
Здравствуйте, гость Вход Регистрация. Правила Форума “Электрик”. Файловый архив форумов. Искать только в этом форуме? Дополнительные параметры. Сайт Электрик. Просмотр профиля.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата.
Из каких элементов состоит основная сварочная полуавтоматическая система?
Literature guidesConcept explainersWriting guidePopular textbooksPopular high school textbooksPopular Q&ABusinessAccountingEconomicsFinanceLeadershipManagementMarketingOperations ManagementEngineeringBioengineeringChemical EngineeringCivil EngineeringComputer EngineeringComputer ScienceElectrical EngineeringMechanical EngineeringLanguageSpanishMathAdvanced MathAlgebraCalculusGeometryProbabilityStatisticsTrigonometryScienceAdvanced PhysicsAnatomy and PhysiologyBiochemistryBiologyChemistryEarth ScienceHealth & NutritionNursingPhysicsSocial ScienceAnthropologyGeographyHistoryPolitical SciencePsychologySociology
Learn
Напишите
плюс
журнал в
Сварка: принципы и приложения (список курсов MindTAP)8th Edition
ISBN: 9781305494695
. ? См. похожие книги
? См. похожие книги
Сварка: принципы и применение (список курсов MindTap)
Дуговая сварка металлическим газом. 1R
Глава 11, Задача 1R
Из каких элементов состоит основная сварочная полуавтоматическая система?
Детали, из которых состоит базовая полуавтоматическая сварочная система.
Оборудование для полуавтоматической GMA-сварки: источник питания, подача защитного газа, схема переключения, сварочная горелка, трубопровод, устройство подачи электрода, подача электрода, силовые кабели, регулярная подача защитного газа и шланг для защитного газа.
Базовая полуавтоматическая сварочная установка GMA состоит из элементов, перечисленных ниже:
- Источник питания:
Источник питания необходим для поддержания работы оборудования без перерывов и послаблений сварщика.
- Подача защитного газа:
Подача защитного газа необходима для предотвращения окисления сварного шва.

- Регулятор расходомера защитного газа:
Для полуавтоматической сварочной машины требуется расходомер для регулировки количества защитного газа, необходимого для сварки.
- Шланг защитного газа:
Это основной компонент, необходимый для подачи защитного газа из баллона в сварочную горелку.
- Цепь переключателя:
Это схема, которая содержит контроль тока, напряжения и скорости перемещения электродного пистолета.
- Сварочный пистолет:
Сварочная горелка является основным компонентом, необходимым для удержания электрода в нужном положении во время процесса сварки.
- Трубопровод и контроль сварки:
Кабелепровод необходим для защиты электрода от повреждения и деформации при подаче электрода от устройства подачи к пистолету.
- Устройство подачи электродов:
Электрод должен подаваться с постоянной скоростью для лучшего качества сварки, таким образом, требуется устройство подачи электрода, чтобы обеспечить подачу электрода к сварному шву с постоянной скоростью.

- Силовые и рабочие кабели:
Силовые кабели необходимы для подачи питания к машине, поскольку ток, протекающий через электрод, имеет большую силу тока, для этого требуются сильноточные кабели, которые могут выдерживать ток большой величины.
Заключение:
Таким образом, оборудование для полуавтоматической сварки GMA включает в себя источник питания, подачу защитного газа, схему переключения, сварочную горелку, трубопровод, устройство подачи электродов, подачу электродов, силовые кабели, защитный газ и защитный газ. газовый шланг.
Хотите увидеть больше полных решений, подобных этому?
Подпишитесь сейчас, чтобы получить доступ к пошаговым решениям миллионов задач из учебников, написанных экспертами в данной области!
шеврон_левый
Предыдущий CHEVRON_LEFT
ГЛАВА 10, Задача 27R
CHEVRON_RINGE
Следующая CHEVRON_RIGHT
ГЛАВА 11, Задача 2R10
WELDVIND: Принцип и приложения (MIDTAP ED). ISBN: 9781305494695
ISBN: 9781305494695Автор: Ларри Джеффус
Издатель: Cengage Learning
Бесполезно? См. похожие книги
Сварка: принципы и применение (список курсов MindTap)
Дуговая сварка металлическим газом. 1R
Словарь терминов по сварке | Freehold Welding Inc.
A C D F G H I K L M O P R S TV W
A
Воздушно-дуговая резка углеродом (CAC-A) – Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл выталкивается из разреза потоком нагнетаемого воздуха. Чтобы удалить большое количество металла, ищите сварочный аппарат, который может использовать уголь диаметром не менее 3/8. Расходные материалы: угольные электроды, подача сжатого воздуха.
Переменный ток (AC) – Электрический ток, который меняет свое направление на противоположное через равные промежутки времени, например, 60 циклов переменного тока (AC) или 60 герц.
Сила тока – Измерение количества электричества, протекающего через заданную точку в проводнике в секунду. Ток — другое название силы тока.
Дуга – Физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагрев из-за сопротивления протеканию тока и лучей дуги.
Arc Force – Также называется Dig and Arc Control. Дает переменный дополнительный ток источнику питания в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «прилипания» стержневых электродов при использовании короткой длины дуги.
Auto-Link ® – Внутренняя схема источника питания инвертора, которая автоматически связывает источник питания с приложенным первичным напряжением без необходимости вручную соединять клеммы первичного напряжения.
Автоматическая сварка – Использует оборудование, которое сваривает без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического сенсорного устройства.
C
Сварочный аппарат постоянного тока (CC) – Эти сварочные аппараты имеют ограничение максимального тока короткого замыкания. Они имеют отрицательную вольт-амперную характеристику и часто называются «падуперами». Напряжение будет меняться в зависимости от длины дуги, лишь незначительно изменяя силу тока, отсюда и название «постоянный ток» или «переменное напряжение».
Устройство подачи проволоки с постоянной скоростью — Устройство подачи работает от напряжения 24 или 115 В переменного тока, подаваемого от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV), постоянным потенциалом (CP) – «Потенциал» и «напряжение» в основном имеют одно и то же значение. Этот тип выходной мощности сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока. Это приводит к относительно плоской кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Current – другое название силы тока. Количество электричества, протекающего через точку в проводнике каждую секунду.
D
Дефект – Одна или несколько несплошностей, вызывающих отказ при проверке сварного шва.
Постоянный ток (DC) – Течет в одном направлении и не меняет направление своего течения, как переменный ток.
Отрицательный электрод постоянного тока (DCEN) – Определенное направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме, а рабочий провод подключен к положительной клемме сварочного аппарата постоянного тока. Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP)- – Определенное направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Также называется постоянным током обратной полярности (DCRP).
Рабочий цикл – Количество минут из 10-минутного периода времени, в течение которого аппарат для дуговой сварки может работать с максимальной номинальной мощностью. Примером может быть рабочий цикл 60% при 300 ампер. Это означает, что при токе 300 ампер сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
F
Fan-On-Demand™ — система охлаждения внутреннего источника питания, которая работает только при необходимости, обеспечивая чистоту внутренних компонентов.
Стационарная автоматизация – Автоматизированная сварочная система с электронным управлением для простых, прямых или круговых сварных швов.
Гибкая автоматизация – Автоматизированная система сварки с роботизированным управлением для сложных форм и областей применения, где траектории сварки требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW) – процесс дуговой сварки, при котором металлы плавятся и соединяются путем их нагрева дугой между непрерывной расходуемой электродной проволокой и изделием. Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от подаваемого извне газа или газовой смеси. Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости, в зависимости от типа проволоки).
G
Соединение заземления — Защитное соединение рамы сварочного аппарата с землей. Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подключается от шпильки заземления на сварочном аппарате к металлическому стержню, вкопанному в землю. См. «Соединение заготовки», чтобы узнать о разнице между рабочим соединением и заземлением.
Заземляющий провод – Говоря о соединении сварочного аппарата с изделием, см. предпочтительный термин «Вывод заготовки».
H
Герц – Герц часто называют «циклами в секунду». В США частота или изменение направления переменного тока обычно составляет 60 герц.
Высокочастотный — Охватывает весь спектр частот выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start™ – Используется на некоторых машинах Stick (SMAW) для облегчения запуска труднозаводимых электродов. Используется только для зажигания дуги.
I
Инвертор — источник питания, который увеличивает частоту входящего первичного питания, что обеспечивает меньший размер машины и улучшенные электрические характеристики для сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
КВА – Киловольт-ампер. Общее количество вольт, умноженное на ампер, деленное на 1000, требуемое источником сварочного тока от первичной мощности, поставляемой коммунальной компанией.
Общее количество вольт, умноженное на ампер, деленное на 1000, требуемое источником сварочного тока от первичной мощности, поставляемой коммунальной компанией.
кВт – Киловатты. Первичная мощность кВт — это фактическая мощность, используемая источником питания, когда он выдает номинальную мощность. Вторичный кВт – это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и с учетом любого коэффициента мощности.
L
Lift-Arc™ – Эта функция позволяет запускать дугу TIG без высокой частоты. Запускает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
M
Микропроцессор — одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения различных функций.
MIG (GMAW или дуговая сварка металлическим газом) – процесс дуговой сварки, при котором металлы соединяются путем нагревания их дугой.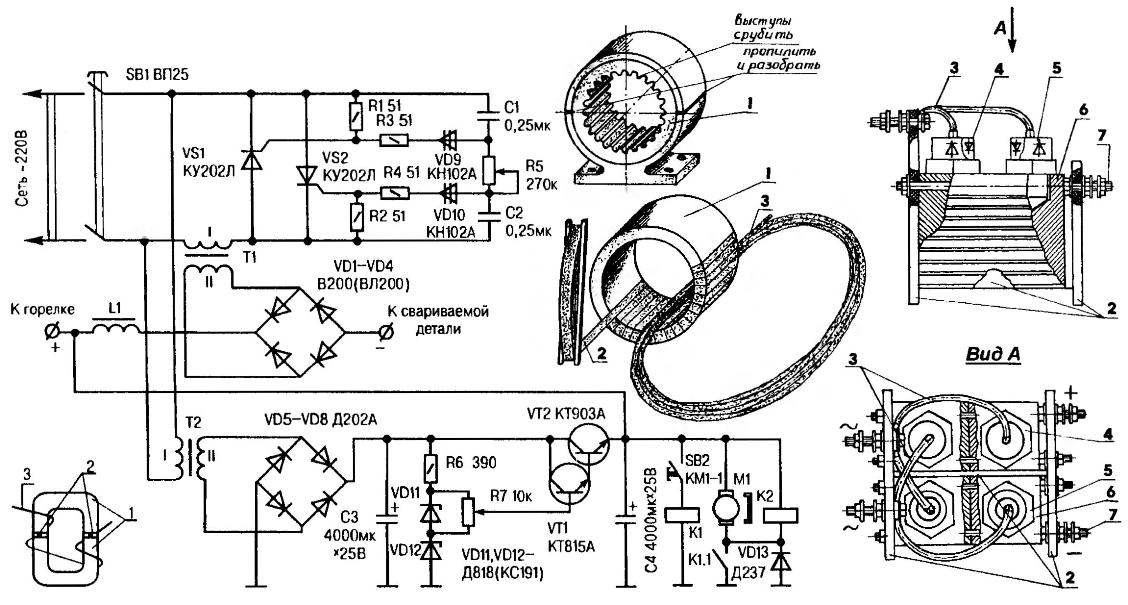 Дуга возникает между непрерывно подаваемым присадочным металлом (расходуемым) электродом и заготовкой. Подаваемый извне газ или газовые смеси обеспечивают защиту. Обычная сварка MIG также называется переносом короткого замыкания. Металл наносится только тогда, когда проволока действительно касается изделия. Через дугу металл не переносится. Еще один метод сварки MIG, струйный перенос, перемещает поток мельчайших капель расплава поперек дуги от электрода к сварочной ванне. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Дуга возникает между непрерывно подаваемым присадочным металлом (расходуемым) электродом и заготовкой. Подаваемый извне газ или газовые смеси обеспечивают защиту. Обычная сварка MIG также называется переносом короткого замыкания. Металл наносится только тогда, когда проволока действительно касается изделия. Через дугу металл не переносится. Еще один метод сварки MIG, струйный перенос, перемещает поток мельчайших капель расплава поперек дуги от электрода к сварочной ванне. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
O
Напряжение холостого хода (OCV) – Как следует из названия, ток в цепи отсутствует, поскольку цепь разомкнута. Однако напряжение подается на цепь, так что, когда цепь замкнута, ток потечет немедленно. Например, сварочный аппарат, который включен, но в данный момент не используется для сварки, будет иметь напряжение холостого хода, подаваемое на кабели, подключенные к выходным клеммам сварочного аппарата.
P
Плазменно-дуговая резка – процесс дуговой резки, при котором металл разрезается с помощью суженной дуги для расплавления небольшого участка изделия. Этот процесс может разрезать все металлы, проводящие электричество. Резаки Miller Spectrum представляют собой полные комплекты, содержащие все необходимое оборудование и расходные материалы для резака. Расходные материалы: расходные материалы для горелки, подача газа или сжатого воздуха.
Фунты на квадратный дюйм (psi) – единица измерения, равная массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность – Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности – обычно используется в однофазных источниках питания постоянного тока для уменьшения величины первичной силы тока, требуемой от энергетической компании во время сварки.
Первичная мощность – часто упоминается как входное линейное напряжение и сила тока, доступные сварочному аппарату от основной линии электропередачи цеха.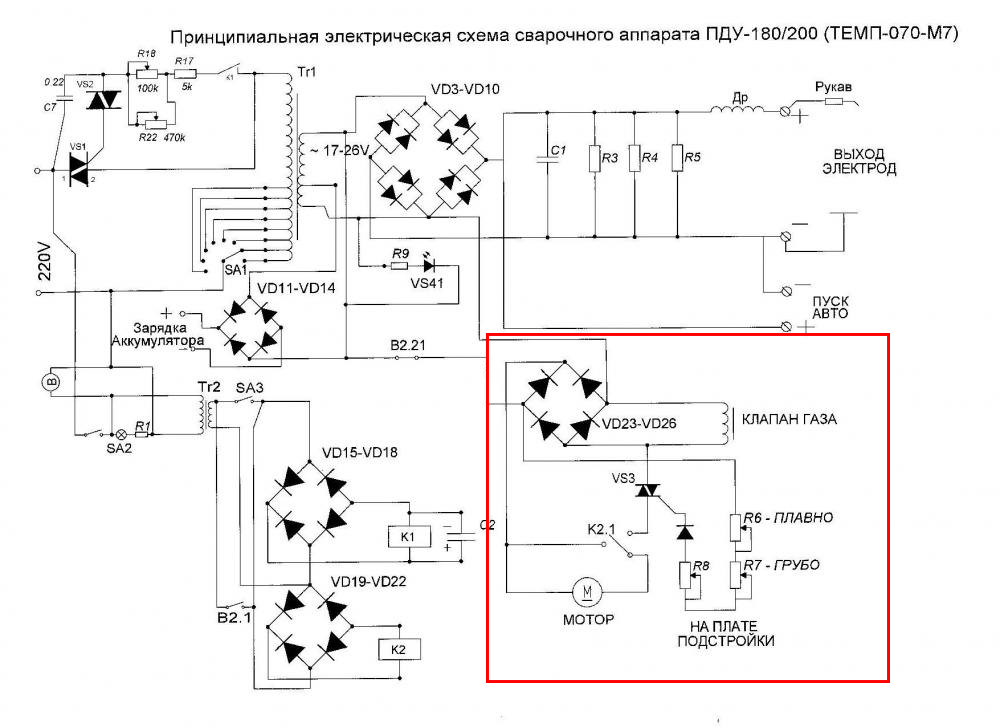 Часто выражаемая в ваттах или киловаттах (кВт), первичная входная мощность представляет собой переменный ток и может быть однофазным или трехфазным. Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены к используемой входящей первичной мощности.
Часто выражаемая в ваттах или киловаттах (кВт), первичная входная мощность представляет собой переменный ток и может быть однофазным или трехфазным. Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены к используемой входящей первичной мощности.
Импульсная сварка MIG (MIG-P) – модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Импульсная сварка MIG лучше всего подходит для тех областей применения, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали калибра 14 (1,8 мм) и выше. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Импульсная сварка TIG (TIG-P) — модифицированный процесс сварки TIG, подходящий для сварки более тонких материалов. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ.
Импульсный – Последовательность и контроль величины тока, полярности и продолжительности сварочной дуги.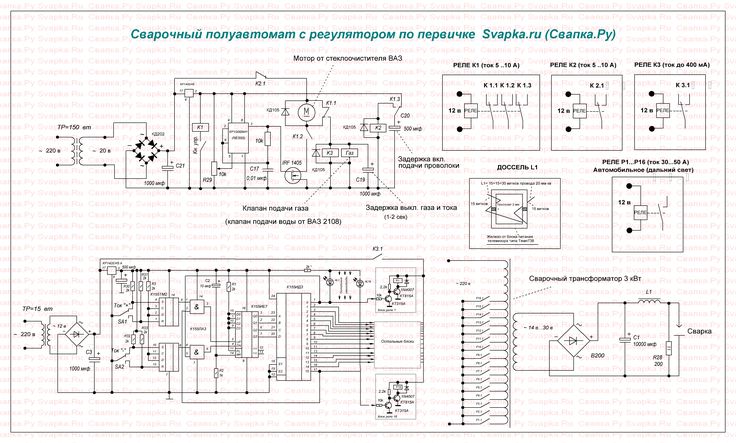
R
Номинальная нагрузка – сила тока и напряжение, которые источник питания должен вырабатывать в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки при рабочем цикле 60%.
Точечная сварка сопротивлением (RSW) – процесс, при котором два куска металла соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых кусков. В этом процессе нет дуги, и именно сопротивление металла протеканию тока вызывает плавление. Для точечной сварки требуется следующее оборудование: аппарат для точечной сварки с воздушным или водяным охлаждением, набор из 2 щипцов и набор из 2 наконечников. Для точечной сварки расходные материалы не требуются.
RMS – Среднеквадратичное значение. «Эффективные» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707, умноженному на максимальное или пиковое значение.
S
Полуавтоматическая сварка — Оборудование контролирует только подачу электродной проволоки. Движение сварочного пистолета контролируется вручную.
Движение сварочного пистолета контролируется вручную.
Защитный газ – Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь – Электрическая цепь, производящая только один цикл переменного тока в течение 360-градусного промежутка времени.
Брызги — Частицы металла, сдуваемые сварочной дугой. Эти частицы не становятся частью завершенного сварного шва.
Точечная сварка – обычно изготавливается на материалах, имеющих какой-либо тип соединения внахлестку. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон соединения, тогда как точки TIG и MIG выполняются только с одной стороны.
T
Сварка ВИГ (GTAW или газовая вольфрамовая дуга) – Часто называемая сваркой ВИГ (вольфрамовым инертным газом), этот процесс сварки соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью готового сварка. Иногда используется присадочный металл, а для защиты используется инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Иногда используется присадочный металл, а для защиты используется инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Трехфазная цепь – электрическая цепь, обеспечивающая три цикла в течение 360-градусного промежутка времени, при этом циклы разнесены на 120 электрических градусов.
Горелка — устройство, используемое в процессе TIG (GTAW) для управления положением электрода, подачи тока на дугу и направления потока защитного газа.
Touch Start – Процедура запуска дуги при низком напряжении и малой силе тока для сварки TIG (GTAW). Вольфрам касается заготовки; когда вольфрам отрывается от заготовки, возникает дуга.
Вольфрам – Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410° по Цельсию). Используется в производстве электродов TIG.
В
Напряжение – Часто называемый сваркой TIG (вольфрам в инертном газе), этот процесс сварки соединяет металлы путем нагревания их вольфрамовым электродом, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используется инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Иногда используется присадочный металл, а для защиты используется инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Устройство подачи проволоки с датчиком напряжения – Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410° по Цельсию). Используется в производстве электродов TIG.
Кривая вольтамперного напряжения – график, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
W
Металл сварки – Электрод и основной металл, которые расплавились во время сварки. Это формирует сварочный шов.
Перенос сварки – Метод переноса металла с проволоки в расплавленную ванну. В MIG используется несколько методов; они включают: перенос короткого замыкания, перенос струйной дуги, шаровой перенос, перенос подземной дуги и перенос импульсной дуги.