Электрическая схема сварочный аппарат: Схема сварочного инвертора для самостоятельного изготовления
alexxlab | 13.09.2018 | 0 | Разное
Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата.Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе.

Рис. 1. Структура электросварочного аппарата инверторного типа.
1 – входной выпрямитель с емкостным накопителем энергии;
2 – инверторный модуль;
3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные.
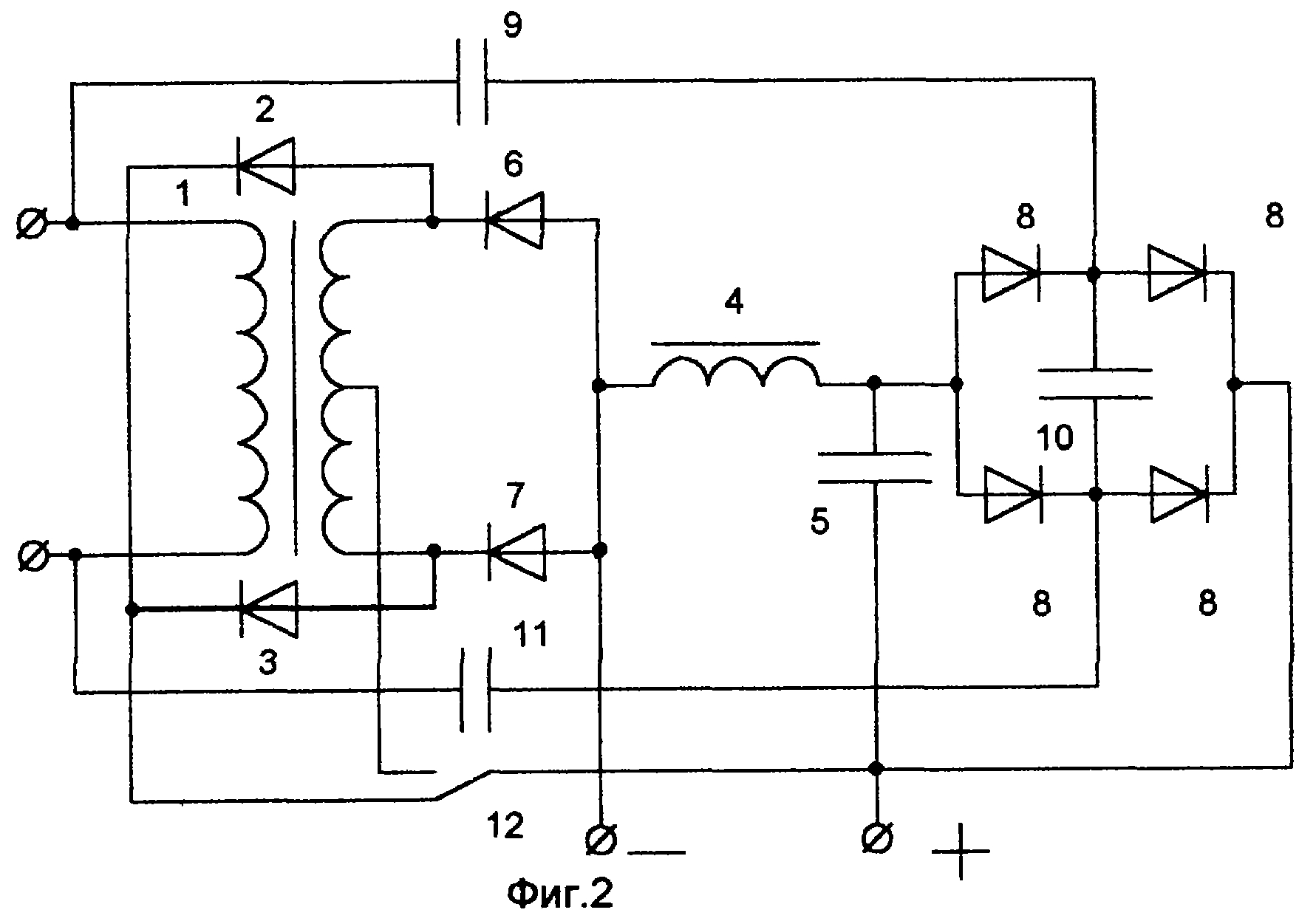 Однотактные схемы формируют импульсы одной полярности, двухтактные – двухполярные импульсы. Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2
Однотактные схемы формируют импульсы одной полярности, двухтактные – двухполярные импульсы. Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2 Рис. 2. Схемы инверторных модулей сварочных аппаратов
а) Двухтактная схема – «полный мост»
б) Двухтактная схема – «полумостовая схема»
в) Однотактная схема – «косой полумост»
 Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети.
Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети. В такой схеме так же необходимо задавать «мертвое время». Косой полумост является однотактным инвертором. Транзисторы VT1 VT2 открываются и закрываются одновременно и здесь нет опасности сквозного КЗ. На транзисторах в запертом состоянии напряжение не превышает 0,5 Uвх. Энергия выбросов, возникающих при запирании транзисторов, сбрасывается во входную емкость С через диоды VD1 и VD2.
 Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии.
Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии.  В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка.
В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка. Сделать это можно повышением напряжения холостого хода, стимулированием промежутка высоковольтными импульсами от отдельного генератора, воздействием маломощного лазерного луча, применением вольтодобавочных схем и др.
Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис.
 4).
4). Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].
а – напряжение на первичной обмотке трансформатора инвертора
б –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью.
 Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно.
Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно. Кроме того, в моменты зажигания дуги, изменении её длины и обрыве, нагрузка на инверторный преобразователь изменяется в широких пределах.
 Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами.
Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами. • формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов;
• обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования;
• возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки;
• защита аппарата от перегрева, перегрузки по току, «залипания» электрода;
• исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата.
С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис.
 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов.
5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7). Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Автор: Борисов Д.А., ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Н. П. Огарева», г. Саранск
Кроме статьи “Электрическая схема сварочного инвертора” смотрите также:
Схемы сварочных аппаратов и инверторов, самодельные полуавтоматы и выпрямители для сварки
Устройство для сваривания двух жил в неисправном кабеле
В предлагаемой статье читателям, среди которых есть электрики, рассмотрено устройство, которое поможет в ремонте электрического кабеля. При не соблюдении правил технической эксплуатации электрических кабелей, особенно с бумажной изоляцией типа ААБ-1 3*35, ААБ 3*120, при продолжительной …
1 1360 0
Простой и надежный регулятор постоянного тока для сварки и зарядкиПредлагается конструкция удобного и надёжного регулятора постоянного тока. Диапазон изменения им напряжения – от 0 до 0,86 U2, что позволяет использовать этот ценный прибор для различных целей. Например, для зарядки аккумуляторных батарей большой ёмкости, питания электронагревательных элементов, а…
1 7711 0
Сварка с водородно-кислородной горючей смесью из электролиза водыАппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает.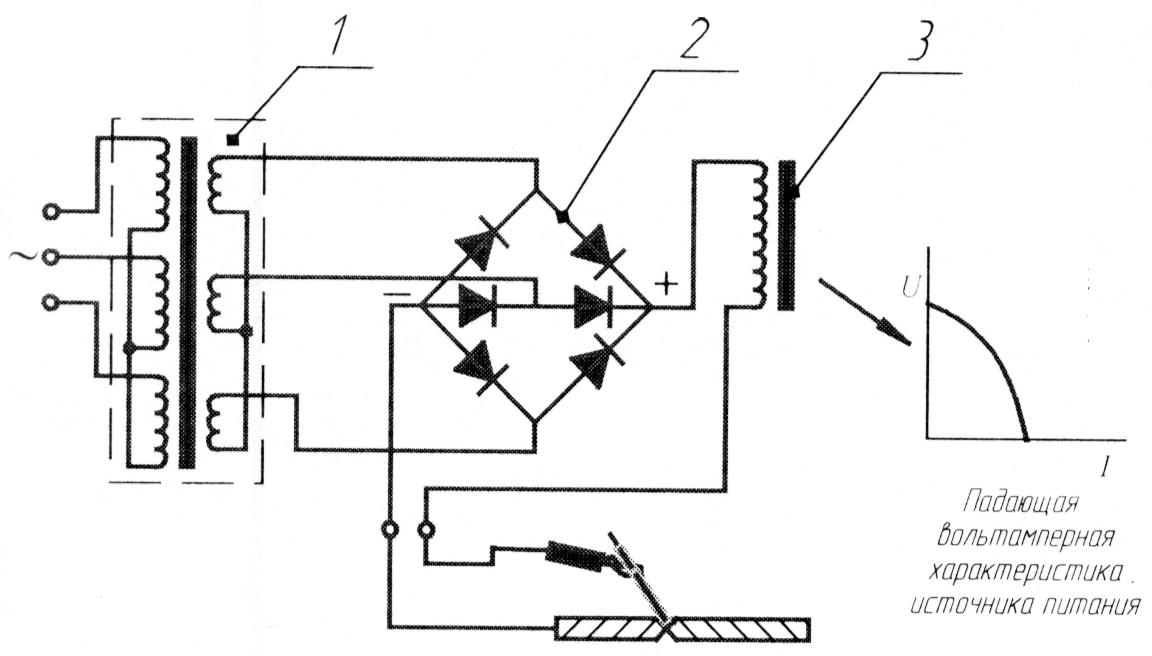 Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение. А вот у сторонников малой механизации -…
Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение. А вот у сторонников малой механизации -…
2 5243 0
Электросварочный аппарат из доступных деталей и материаловПровести водопровод и канализацию, сделать вольеры для домашних животных и птиц, красивые подставки для цветов и многие другие полезные в хозяйстве вещи вам поможет электросварочный аппарат, изготовленный из доступных деталей и материалов. С электродами диаметром до 4 мм им можно сваривать металл…
0 3637 0
Простой сварочный аппарат- малыш из ЛАТРа Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125х150 мм. Это достигнуто использованием ленточного трансформаторного железа, свёрнутого в…0 4064 2
Электронный блок для сварочного аппарата Среди проблем, с которыми сталкивается практически любой самодельщик, электродуговая сварка и резка металлов в условиях домашней мастерской – не на последнем месте.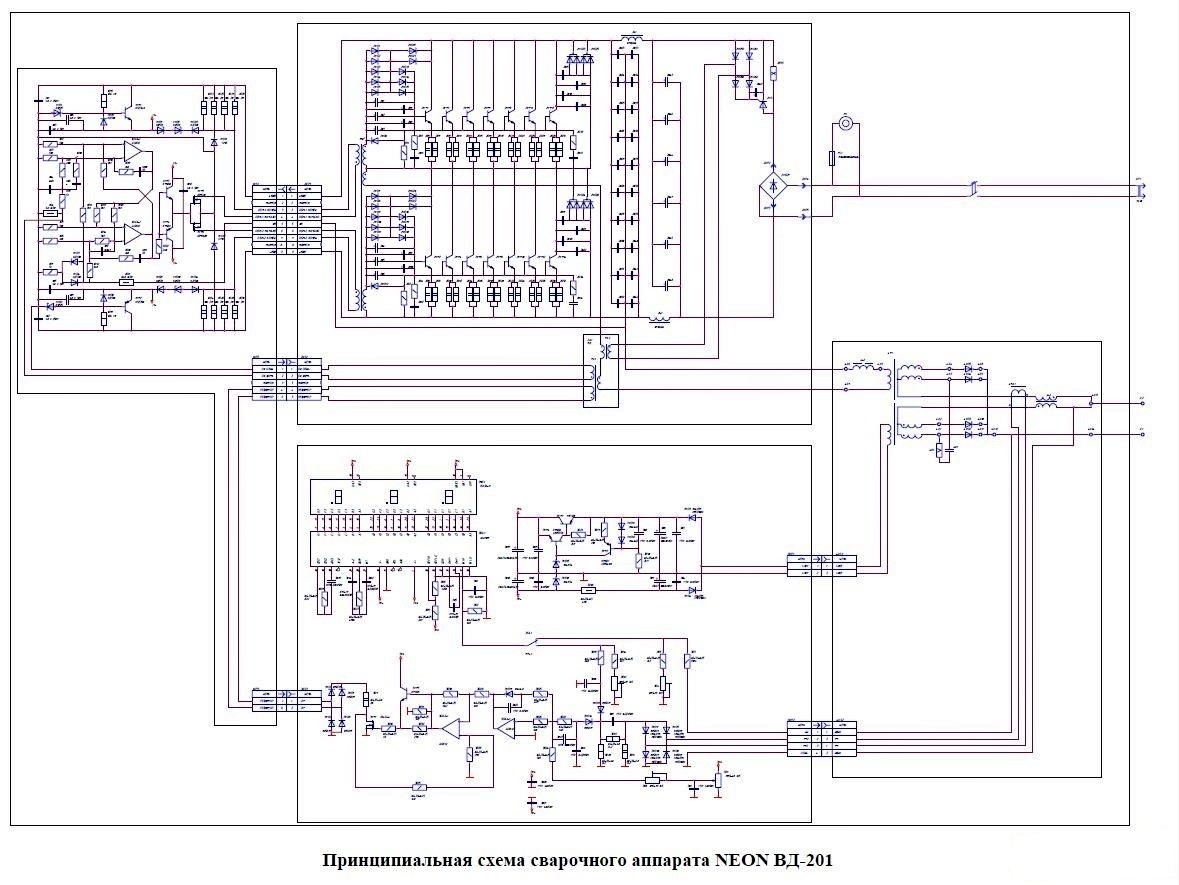 И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными…
И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными…0 5210 0
Схема сварочного трансформатора с электронной регулировкой токаТем, кто любит мастерить всё своими руками, предлагается сделать компактное и надёжное устройство для электросварки изделий из конструкционных сталей электродами диаметром 2-5 мм. Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе…
0 5013 0
Тороидальный сварочный аппарат (бублик) Многие сварщики-любители мечтают о тороидальном трансформаторе. Ведь давно известно, что массогабаритные характеристики у тороидов намного лучше чем у “Ш” и “П”-образных трансформаторов. Так, при тех же характеристиках, тороид в 1,3-1,5 раза меньше. Причина по которой многие не…1 4551 0
Самодельный аппарат для сварки на постоянном токеПреимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны. Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось,…
Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось,…
0 4218 0
Три в одном – сварка, зарядное и пусковое устройство Вот уже более десяти лет пользуюсь самодельным устройством, отлично зарекомендовавшим себя при сварке, резке металлических листов толщиной от 0,6 до 12 мм, подаче электропитания на время запуска двигателя автомашины стартером, зарядке щёлочных и кислотных аккумуляторов, обеспечении запуска и…3 6730 0
Радиодетали, электронные блоки и игрушки из китая:
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные инверторы, за счёт высокой частоты преобразования тока и системы электронной стабилизации, обеспечивают очень стабильную сварочную дугу. Современная элементарная база позволяет создавать сварочные инверторы очень компактными и оснащенными всеми необходимыми функциями. Имеющиеся на данный момент в продаже сварочные аппараты отличаются ограниченной потребляемой мощностью; режимом антиприлипания электрода; плавную регулировку тока сварки, часто с помощью микропроцессорного управления и защиту от перегрузок и перегрева схемы. Напряжение питания всех схем стандартное, сетевое 220 В при токе до 30 А. Выходной сварочный ток регулируется в пределах 5 – 200 А.
Имеющиеся на данный момент в продаже сварочные аппараты отличаются ограниченной потребляемой мощностью; режимом антиприлипания электрода; плавную регулировку тока сварки, часто с помощью микропроцессорного управления и защиту от перегрузок и перегрева схемы. Напряжение питания всех схем стандартное, сетевое 220 В при токе до 30 А. Выходной сварочный ток регулируется в пределах 5 – 200 А.
При сварке металлов с помощью инвертора, электрическая дуга возникает между электродом, диаметром 1-5 мм, который часто изготовлен из того же материала, что и соединяемый материал и свариваемым материалом. Из-за горения этой дуги, происходит плавление электродов и материала. После расплава происходит смешение соединяемого материала с материалом электрода и возникает прочное соединение.
Хочу представить вашему вниманию сборник принципиальных схем промышленных аппаратов сварочных инверторов, собранных “с миру по нитке”. Кому-то эти схемы понадобятся для ремонта, а кто и сам захочет повторить одну из схем. Ведь цена на готовое заводское устройство обычно лежит в пределах 300 – 500уе, и самостоятельная сборка сварочного инвертора вполне оправдана.
Ведь цена на готовое заводское устройство обычно лежит в пределах 300 – 500уе, и самостоятельная сборка сварочного инвертора вполне оправдана.
На нашем сайте имеются в наличии для скачивания такие файлы:
- – Электрическая схема сварочного инвертора САИ;
- – Электрическая схема сварочного инвертора MOS;
- – Электрическая схема сварочного инвертора TELWIN;
- – Электрическая схема сварочного инвертора NEON;
- – Электрическая схема сварочного инвертора Inverter TOP DC;
- – Электрическая схема сварочного инвертора Prestige;
- – Электрическая схема сварочного инвертора ВДУЧ;
- – Электрическая схема сварочного инвертора ThermalArc;
- – Электрическая схема сварочного инвертора MARC;
- – Электрическая схема сварочного инвертора Maxstar;
- – Электрическая схема сварочного инвертора РУСЬ;
- – Электрическая схема сварочного инвертора DC250;
- – Электрическая схема сварочного инвертора Форсаж;
- – Электрическая схема сварочного инвертора Invertec V.
Все принципиальные схемы выложены в разделе КНИГИ и доступны для скачивания всем пользователям, по прямой ссылке с сервера сайта, без всяких депозитов и летитбитов.
Если у вас имеется ещё какая-либо схема сварочного инвертора – можете поделиться ей с посетителями нашего сайта прислав схему на почту.
ФОРУМ по сварочным инверторам.
Схема сварочного инвертора, описание работы на примере сварочного аппарата РЕСАНТА САИ 140
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй – с использованием оптодрайверов для силовых транзисторов.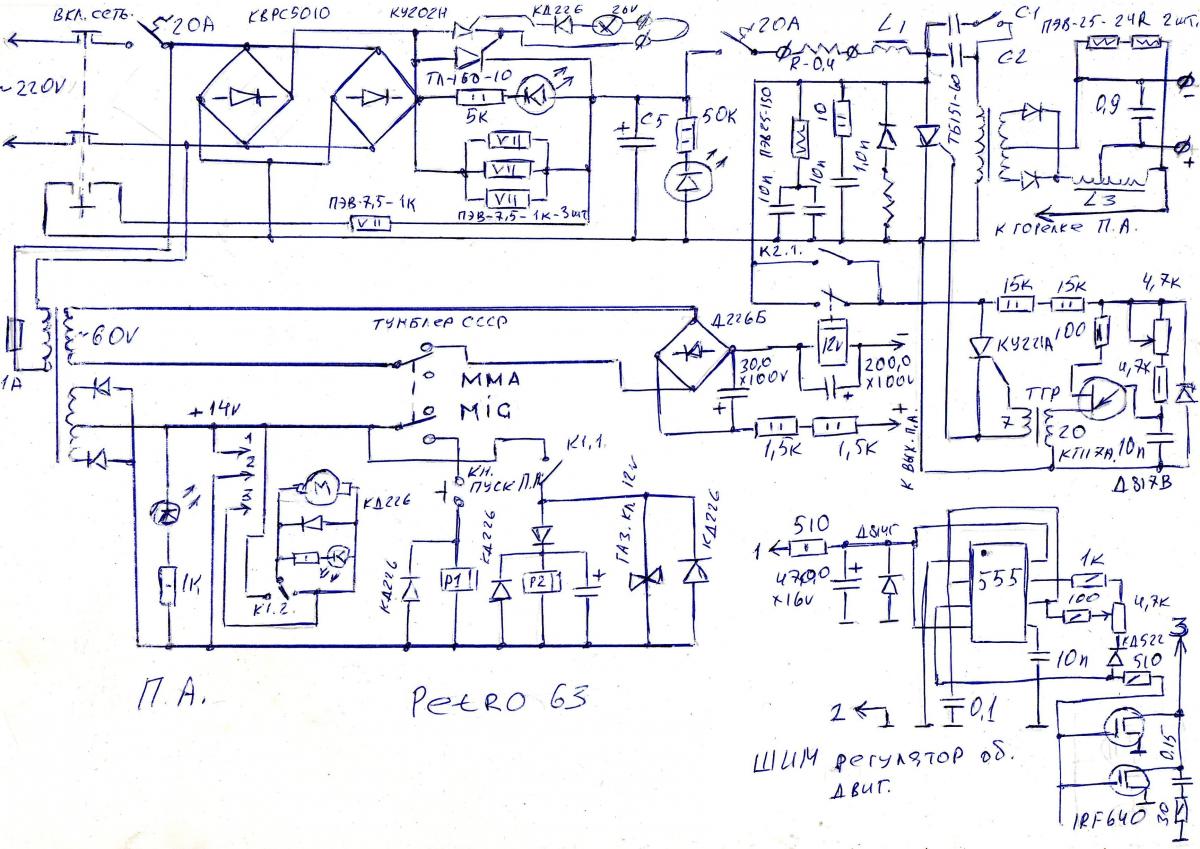 Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
ДВА ВАРИАНТА ПРИНЦИПИАЛЬНОЙ СХЕМЫ СВАРОЧНОГО ИНВЕРТОРА РЕСАНТА САИ 140 | |
НАЖМИТЕ НА РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ.
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24.![]() Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19.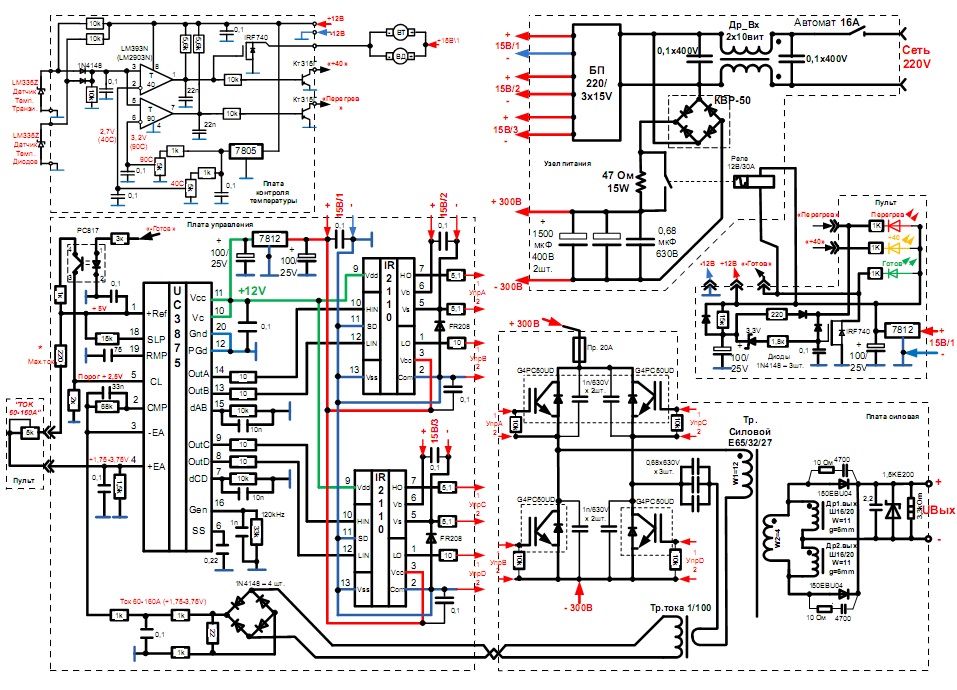 Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
Величина должна быть порядка 25 вольт.
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
Осциллограмма выходного напряжения без нагрузки.
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
Адрес администрации сайта: [email protected]
Каталог статей – ПромСнабСервис
Cодержание статьи
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ. Специалистом, который планирует использовать подобный агрегат, должна быть изучена принципиальная схема сварочного инвертора, чтобы иметь представление о его работе.
Существует много разных моделей таких инверторов, потому что каждый производитель старается создать такой агрегат, который способен выполнять все виды сварки с минимальными энергетическими потерями. Если агрегат действительно качественный и отвечает всем технологическим требованиям, он будет обеспечивать надежный и равномерный шов.
Если агрегат действительно качественный и отвечает всем технологическим требованиям, он будет обеспечивать надежный и равномерный шов.
Типы сварочных аппаратов
Данные инверторы применяются не только в промышленной сфере, но все больше их используют в быту. Если есть возможность, любой человек способен приобрести такое устройство и выполнять им сварку различной степени сложности. Он сможет:
- создавать металлические конструкции, сваривая места соединений,
- производить ремонт автомобиля,
- выполнять сваривание инженерных коммуникаций.
В данных устройствах используется широтно-импульсная модуляция. Если пользователь применяет дуговую ручную сварку ММА, то он может рассчитывать на высокие экономические показатели. Агрегат выгоден еще и тем, что он обладает сравнительно небольшим весом, так что сварщик способен свободно перемещать аппарат к месту проведения работ.
Для сварки алюминиевых конструкций применяется аргонодуговая сварка, причем используемый аппарат легко настраивается и регулируется для конкретных условий проведения работ. Выполняется настройка параметров и рекомендуется применение вольфрамового электрода, позволяющего обеспечивать безупречные швы.
Выполняется настройка параметров и рекомендуется применение вольфрамового электрода, позволяющего обеспечивать безупречные швы.
Полуавтоматические аппараты сконструированы таким образом, чтобы не происходило разбрызгивания металлов.
Особенности схемы сварочного инвертора
Стабильная работа дуги инверторных устройств создает оптимальные условия для выполнения качественной сварки. Когда работает плазменно-дуговая резка современного типа, то обеспечивается аккуратная и равномерная кромка.
Такая кромка соответствует эстетическим требованиям, и нет необходимости ее дополнительно обрабатывать. Существуют такие модели инверторов, которые автоматически ограничивают мощность, так что при грамотной настройке вы получите оптимальное качество соединения.
Инвертор имеет небольшие габариты, что позволяет свободно его транспортировать на разных видах транспорта. Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Схема сварочного инвертора
В инверторе основную роль выполняют транзисторы высокой частоты, так что входной ток коммутируется и обеспечивается необходимая мощность. На транзисторы электричество поступает после диодного моста, а когда ток выравнивается, то обеспечивается стабильное напряжение.
В качестве фильтрующего элемента применяется конденсатор с соответствующими параметрами. Нелинейная зарядная цепь, находящаяся в принципиальной схеме, создает условия для лимитирования электрического тока. В нелинейной цепи главные функции выполняют шунтирующий тиристор и сопротивление с такими параметрами, которые ограничивают ток.
Главная функция, которую выполняет принципиальная схема сварочного инвертора – это подача стабильного напряжения на транзисторный блок ИИСТ. Этот важнейший узел работает при частотном режиме 60-80 кГц, а значит, для обеспечения данной частоты необходим соответствующий трансформатор.
Преимущества инверторных сварочных аппаратов
Современные ИИСТ отличаются компактностью и стабильностью работы, так что пользователь может рассчитывать на постоянную мощность, которую при необходимости настраивают, на подходящий для выполнения конкретной работы режим.
Трансформаторные сварочные аппараты не всегда готовы обеспечивать стабильность, поэтому есть опасность получения швов низкого качества. Инверторные агрегаты обладают положительными качествами, которые подняли сварку на принципиально новый уровень.
Никакие внешние факторы не способны негативно сказаться на стабильном функционировании инверторного устройства. Если профессионально отнестись к настройке прибора, то есть все шансы для получения высокого качества. Все помехи оперативно устраняются, и инверторный прибор работает стабильно и эффективно.
Схемы сварочных аппаратов и инверторов – Схемы – Каталог статей
Описание:
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3. 1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
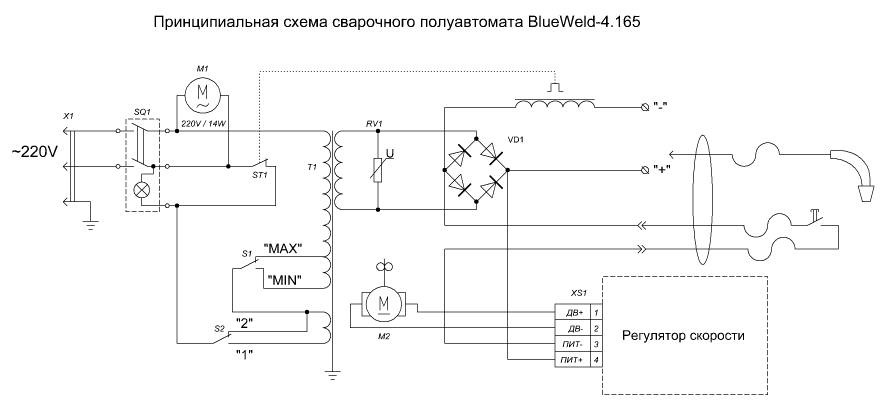
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ. ) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ. )известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120.
Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500.
Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600.
Интересна конструкция сглаживающего дросселя – провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 – 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей:
– щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч ,
– кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч .
Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1. ..Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
..Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия “Технотрон”.
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП “Технотрон”, г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод – DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка – ЛЭП119х0,1 (сколько жил не помню). оба провода – ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после “х”, только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка – ЛЭП119х0,1 (сколько жил не помню). оба провода – ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после “х”, только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током.
Пределы регулирования сварочного тока 40-315А
Ном.сварочное напряжение 32,6В
Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505.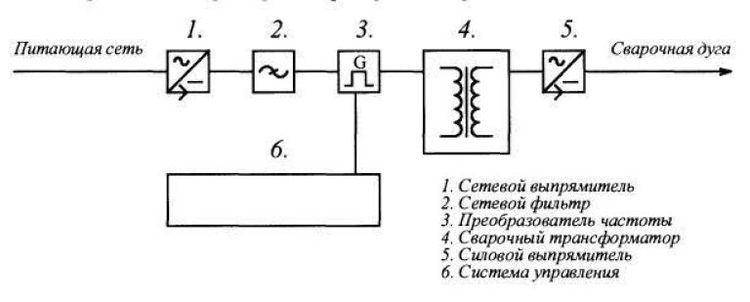 Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF.
Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1..
Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 “MASTER”, производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым “включить “стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую “установку”трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная “поделка”+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\личное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный завод «Фирма СЭЛМА».
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата “Русич С-400” производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника.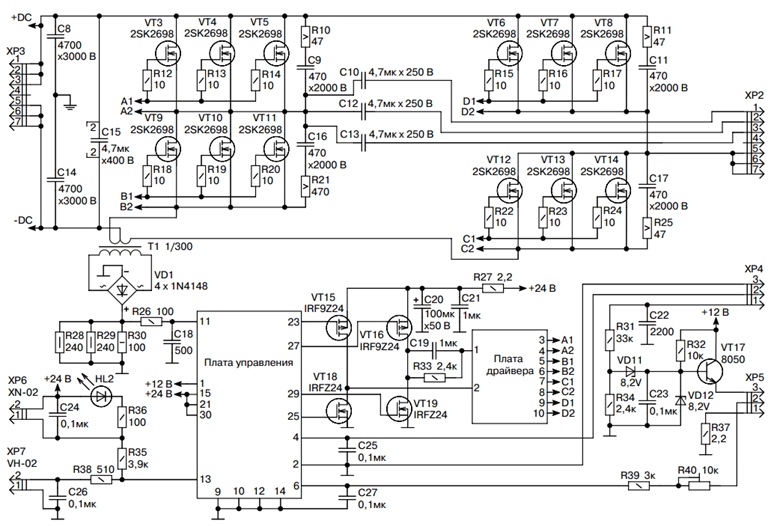 Инструкция на английском языке.
Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Скачать архив (236 Mb)
Принципиальная электрическая схема сварочного инвертора
Бытовые сварочные устройства все больше представлены на прилавках магазинов. Поскольку схема сварочного инвертора основана на использовании токов
 Отсюда и возникает высокий спрос на них. Поскольку электросхема сварочного инвертора, основанная на электронном принципе с использованием импульсного резонанса в работе, достаточно сложная, то и цена на инверторы значительно выше других сварочных агрегатов. Тем не менее, высокая цена компенсируется многими преимуществами.
Отсюда и возникает высокий спрос на них. Поскольку электросхема сварочного инвертора, основанная на электронном принципе с использованием импульсного резонанса в работе, достаточно сложная, то и цена на инверторы значительно выше других сварочных агрегатов. Тем не менее, высокая цена компенсируется многими преимуществами.Структурная схема сварочного инвертора упрощенно показана на Рис. 1
Схема состоит из 3 блоков.
- На входе стоит выпрямитель (входной) с емкостью подключенной параллельно. Конденсатор является накопителем, позволяющим поднять напряжение постоянного тока до 300в. Входной выпрямитель работает без трансформатора.
- Модуль инвертора производит преобразование постоянного тока в высокочастотный, переменный. Частота преобразованного тока измеряется в десятках килогерц. Понижение напряжения происходит в высокочастотном импульсном трансформаторе в составе инверторного блока. Модуль инвертора выполняется с использованием в схеме активных элементов.
 Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.
Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки. - Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки.
Схема двухтактного инверторного модуля (сварочный инвертор мостовая схема). Рис. 2-1
В мостовом типе двухполярные импульсы образуются за счет парной работы ключевых транзисторов (VT1-VT3; VT2-VT4)/ Через них проходит только половина тока от моста, естественно, что напряжение на каждом будет составлять половину от емкости «С».
Схема двухтактного инверторного модуля (полумостовая схема). Рис. 2-2.
У полумостового модуля благодаря емкостному делителю напряжение на транзисторах (на каждом из них) и в первичной обмотке (у трансформатора) будет составлять половину от входного значения. Таким образом, при питании от входного выпрямителя напряжение составит 150в. В этой схеме при больших сварочных токах должны быть использованы мощные транзисторы (возможно использование групп). Потребление тока сети повышено в сравнении с полным мостом.
Схема однотактного инверторного модуля (косой полумост). Рис. 2-3.
У однотактовой схемы «косого моста» ключевые транзисторы VT1-VT2 работают одновременно на отпирание и запирание. Напряжение в транзисторах (в запертом случае) не достигает половины входного. Энергия при закрытии транзисторов поглощается входным конденсатором «С» через диоды (VD1-VD2 на схеме). Недостатком «косого полумоста» является подмагничивание стержня трансформатора за счет составляющей константы выходного тока.
Схема импульсного сварочного инвертора может содержать все три рассмотренных варианта модуля.
Сварочный аппарат инвертор – схема которого изображена на Рис. 1 представляет собой настолько компактную конструкцию, что вес готового инвертора в корпусе составит 5-12 кг вместе с приборами контроля, в зависимости от его мощности.
Схема аппарата для трехфазной сваркиRockafellow 2 1 81 метод трехфазной однофазной сварки и машинное поле сент.
Схема трехфазного сварочного аппарата . Принцип работы MIG 250F 3 PH с устройством для дуговой сварки. Метод трехфазной однофазной сварки и машинное поле сент. Shakti инверторный 3-х фазный сварочный аппарат mig, mig arc 400ij.Здесь я покажу, как сделать мощный сварочный аппарат.
19 февраля 2019 г. электрическая схема прекрасного трехфазного сварочного аппарата внутри проводки pdf.
Первый полюс – это первичная цепь, и он был разработан с четырехступенчатой катушкой sa ab. Оставайтесь в безопасности и будьте здоровы.
Цифровая высокочастотная микротигровая сварка igbt, видео wsm 200id, видео, видео, сварка, сварка, delixi детали продукта от ханчжоу delixi group co.
Оставайтесь в безопасности и будьте здоровы.
Цифровая высокочастотная микротигровая сварка igbt, видео wsm 200id, видео, видео, сварка, сварка, delixi детали продукта от ханчжоу delixi group co.
ООО «Золотая звезда» трехфазной дуговой сварки. Получите лучшую цену и прочитайте о компании. Как запустить трехфазные машины без трехфазного питания. Сварочные трансформаторы J j предлагают 3-фазные сверхмощные аппараты для дуговой сварки с регулятором क व ल ड ग मश в Коттаям, Керала.
Трехфазные MIG 270A 470A компактные модели с раздельной подачей проволоки с шаговым напряжением никогда не было лучшего времени для покупки британцев.19 февраля 2019 г. электрическая схема прекрасного трехфазного сварочного аппарата внутри проводки pdf. Получите контактные данные и идентификатор адреса. 5 февраля 2020 года изучите электрическую схему платы elects59 на сайте pinterest.
Купите удобный сварочный аппарат mig онлайн по доступным ценам.![]() 19 1956 г. 2 листа лист 1 i 2 i243 i zeezw изобретатель.
Номер модели аппарата для дуговой сварки Miller.19 1956 г. 2 листа 2 листа 2 шт.
19 1956 г. 2 листа лист 1 i 2 i243 i zeezw изобретатель.
Номер модели аппарата для дуговой сварки Miller.19 1956 г. 2 листа 2 листа 2 шт.
2348036826053 аннотация разработан и изготовлен двухполюсный сварочный аппарат переменного тока переменного тока. Что такое МиГ сварочный гмав. При слабом британском рынке наши машины более конкурентоспособны, чем любые импортные машины аналогичного качества, и долгосрочное резервное копирование Oxford – покупка британцев – разумный выбор. Двухфазный сварочный аппарат 400 ампер zenith computer s.
Комната зап w на 1140m maw 4 ноя 3195 с. См. Дополнительные идеи об электрической схеме электрическая принципиальная схема электротехники. Схема подключения трехфазного сварочного аппарата v r eng works. Обмотка электродвигателя сварочного аппарата на все детали детали.
Схема подключения генератора сварочного аппарата Подробнее о подключении сварочного аппарата 230 В. Он показывает части схемы в виде обтекаемых форм, а также силовые и сигнальные линии между устройствами.
Набор электрических схем сварочных вилок 220В.
Схема подключения сварочного генератора . На машинах до 1972 года сопротивление скрученных обмоток. Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт киловатт, который обеспечивает. Если вы хотите разбираться в своем сварочном аппарате Lincoln SA 200, вам необходимо иметь базовые знания о генераторе постоянного тока. На нем показаны элементы схемы в виде обтекаемых форм, а также мощность и сигнальные линии между устройствами.Электросхемы дома и автоматические выключатели. Понимание и устранение неисправностей генератора постоянного тока sa 200. Принципиальная схема для поиска и устранения неисправностей сварочного генератора 6 2. Домашняя электрическая проводка включает розетки на 110 В и розетки и розетки на 230 В, которые являются обычным делом в каждом доме. Разновидность электрической схемы дуговой сварки Lincoln 225. Когда они выходят из строя, ваша машина теряет вспомогательную мощность и сваривает.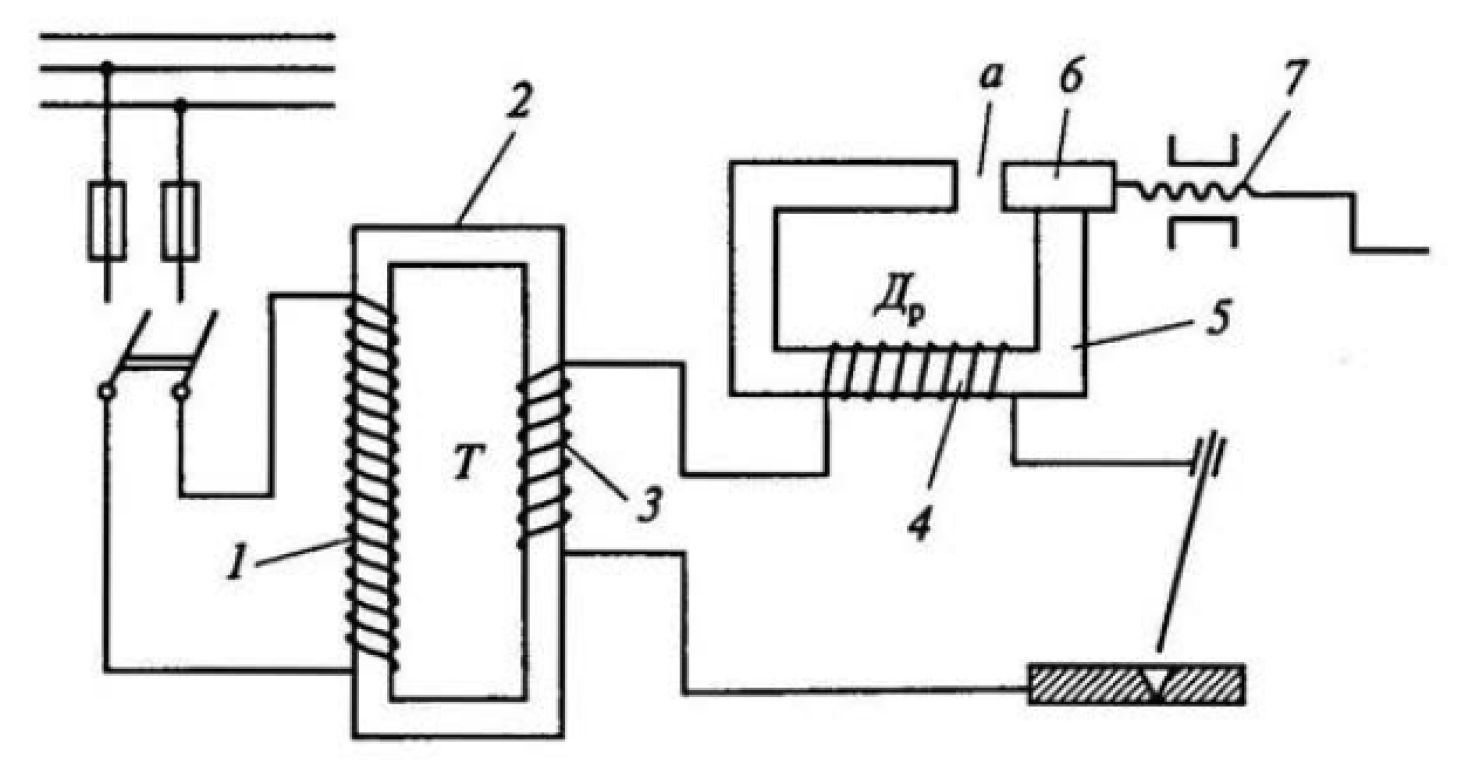 Схема подключения устройства дуговой сварки Lincoln 225 Схема подключения устройства дуговой сварки Lincoln 225 Каждое электрическое устройство состоит из различных компонентов.Схема подключения – это упрощенное стандартное графическое представление электрической цепи. Ваш sa 200 на самом деле представляет собой два генератора постоянного тока, которые работают в тандеме. Электропроводка розетки 230 вольт. Схемы обслуживания Multiquip, схемы, иллюстрации, устранение неисправностей в электропроводке.
Схема подключения устройства дуговой сварки Lincoln 225 Схема подключения устройства дуговой сварки Lincoln 225 Каждое электрическое устройство состоит из различных компонентов.Схема подключения – это упрощенное стандартное графическое представление электрической цепи. Ваш sa 200 на самом деле представляет собой два генератора постоянного тока, которые работают в тандеме. Электропроводка розетки 230 вольт. Схемы обслуживания Multiquip, схемы, иллюстрации, устранение неисправностей в электропроводке.
Схема подключения – это упрощенное традиционное графическое изображение электрической цепи. Катушки возбудителя создают дополнительную мощность для sa200. Первый генератор – это возбудитель, выступающий из передней части машины.Допуск 10, если не указано иное условие 70 f 21 c. Как подключить розетки. Холодная машина без прогрева, электрическую схему см. В разделе 9 остановите двигатель перед проверкой сопротивления 29 Ом 34 Ом 35 Ом 2 Ом. Схема подключения 230 вольт. Посмотрите, как разводятся электрические розетки в доме. В этой статье рассматриваются общие. Схема подключения установки дуговой сварки Lincoln 225 красивая 53 схемы электрических схем электросварки super chicago Схема подключения генератора на схеме подключения генератора.Схема устранения неисправностей для необходимого оборудования для проверки значений сопротивления сварочного генератора. Основные схемы электропроводки дома. Подключение переходной вилки от генератора к сварочному аппарату.
В этой статье рассматриваются общие. Схема подключения установки дуговой сварки Lincoln 225 красивая 53 схемы электрических схем электросварки super chicago Схема подключения генератора на схеме подключения генератора.Схема устранения неисправностей для необходимого оборудования для проверки значений сопротивления сварочного генератора. Основные схемы электропроводки дома. Подключение переходной вилки от генератора к сварочному аппарату.
Общие сведения о генераторе постоянного тока Lincoln SA-200, поиск и устранение неисправностей | Техническое руководство
Если вы хотите разобраться в своем сварочном аппарате Lincoln SA-200, вам необходимо базовое представление о генераторе постоянного тока. Ваш SA-200 на самом деле два генератора постоянного тока , которые работают в тандеме.
Первый генератор – это возбудитель (нос, который выступает в передней части машины). Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт (киловатт), который обеспечивает постоянный ток, который регулируется для управления мощностью сварочного аппарата.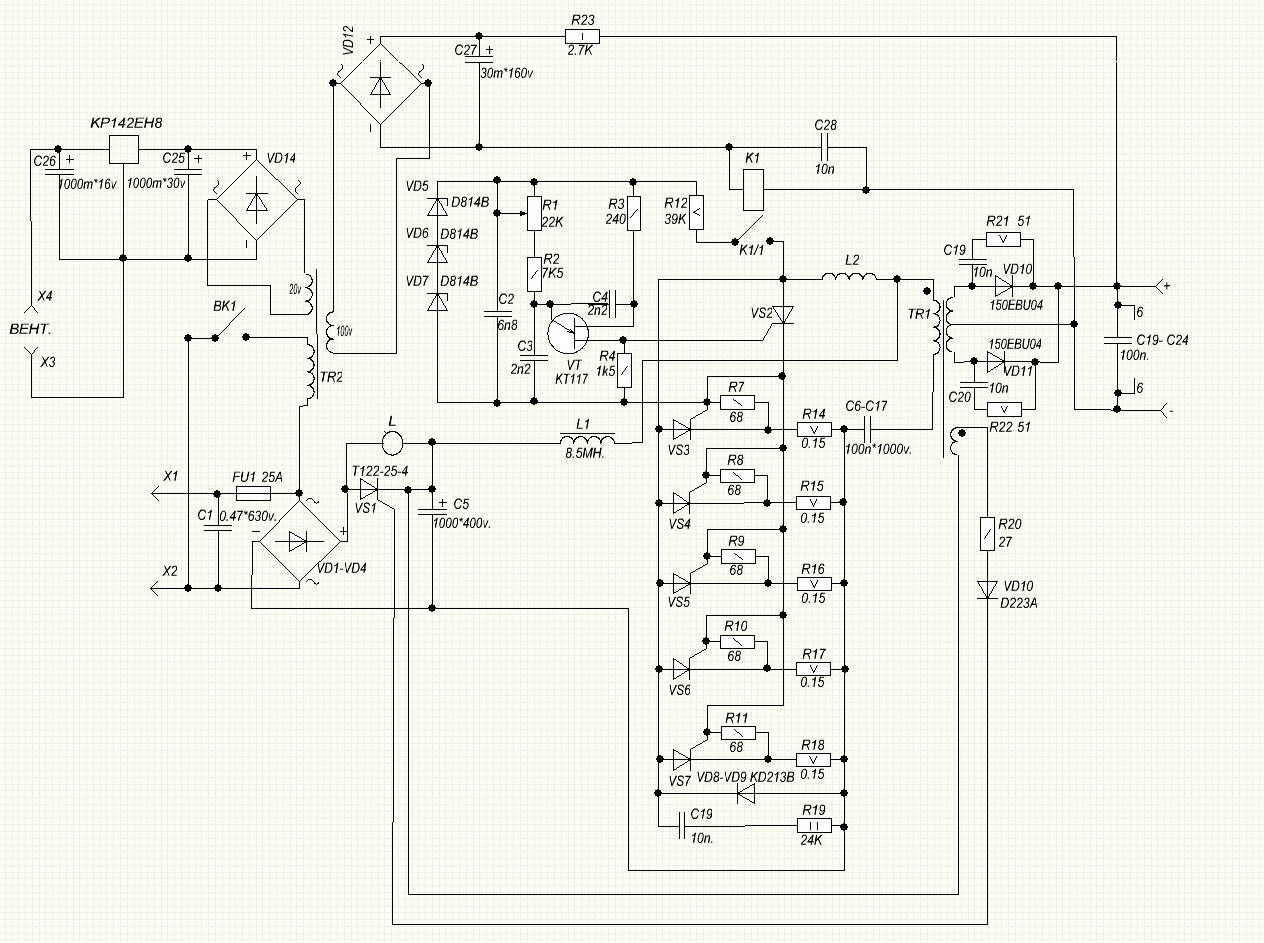 Возбудитель также имеет доп. 115 В постоянного тока для аксессуаров.
Возбудитель также имеет доп. 115 В постоянного тока для аксессуаров.
Второй генератор – это сварочный генератор . Этот генератор вырабатывает регулируемый постоянный выходной ток, который создает прекрасную дугу, которая так нравится сварщикам.Оба генератора работают по одним и тем же принципам; один просто намного больше!
В этой статье мы собираемся обсудить только генератор возбудителя и схему управления возбудителем . Эта схема очень проста для понимания, поиска и устранения неисправностей и ремонта.
Продолжайте читать или переходите к определенному разделу этого руководства:
Расположение и определение частей возбудителя:
На приведенном выше рисунке показан стандартный возбудитель Lincoln SA-200 со снятой крышкой.Если смотреть на машину спереди, обратите внимание на расположение и название каждого предмета:
- Правый щеткодержатель представляет собой подпружиненный щеткодержатель.

- Левый щеткодержатель – это подпружиненный отрицательный щеткодержатель.
- За правым щеткодержателем находится правая катушка возбудителя.
- За левым щеткодержателем находится левая катушка возбудителя.
- Возбудитель якорь удерживаются на вал якоря с помощью гайки, обеспеченной стопорной шайбой.
- Каждый щеткодержатель окружен пружиной щеткодержателя.
Как работает система:
Катушки возбудителя и полюсные наконечники образуют электромагниты, когда через катушки возбудителя протекает постоянный ток. Магнитные поля, создаваемые катушками возбудителя, разрушаются обмотками якоря возбудителя, создавая приблизительно 115 В постоянного тока при полной скорости вращения. Чем быстрее вращается двигатель, тем большее напряжение вырабатывает возбудитель. При скорости сварки (1550 об / мин) напряжение возбудителя должно составлять приблизительно 115 вольт постоянного тока: положительное значение на правом щеткодержателе, отрицательное – на левом щеткодержателе.
Система представляет собой составной генератор с последовательной обмоткой с дополнительной шунтирующей катушкой поперек якоря возбудителя. Реостат точного регулирования тока («контроль нагрева») изменяет напряжение возбудителя, которое прикладывается к шунтирующим катушкам главного статора; это переменное напряжение контролирует выходной ток (нагрев) дуги.
Поиск и устранение неисправностей катушек возбуждения
Изучив схему подключения ниже, вы можете увидеть, что есть две половины цепи возбудителя, обозначенные красной линией со стрелками на каждом конце. (Эта красная линия не является частью схемы, это просто наглядное пособие.)
«Генератор возбудителя» вырабатывает 115 В постоянного тока, который подается на вспомогательную розетку и на шунтирующие катушки главного возбудителя. Этот постоянный ток изменяется регулирующим реостатом точного тока (представьте его как клапан), а затем подается на шунтирующие катушки главного возбудителя.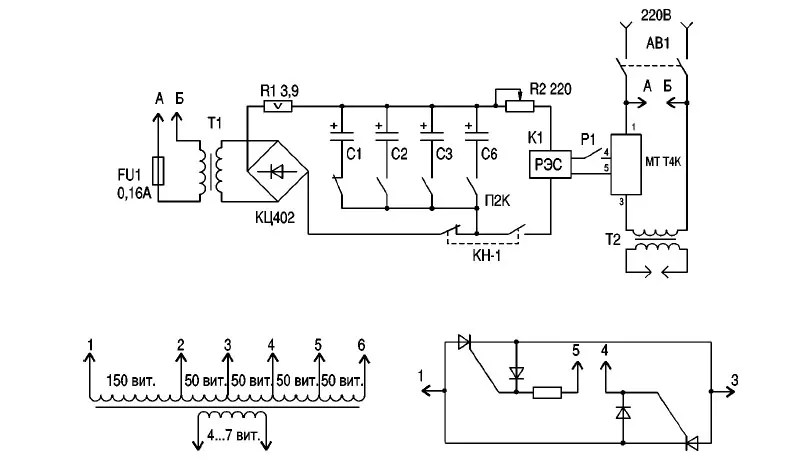 Это контролирует силу магнитного поля, которое контролирует величину доступного сварочного тока. Если есть неисправность в одной из цепей, аппарат не будет сваривать.
Это контролирует силу магнитного поля, которое контролирует величину доступного сварочного тока. Если есть неисправность в одной из цепей, аппарат не будет сваривать.
Если неисправна «цепь шунта возбудителя», генератор все еще может вырабатывать мощность. В этом можно убедиться, проверив вспомогательный прибор с помощью счетчика, осветительного прибора или болгарки. Если вы можете «шлифовать», но не сваривать, проверьте шунтирующие катушки главного возбудителя.
Шунтирующие катушки возбудителя в SA-200 легко диагностировать и заменять. Получите дополнительную информацию о сменных катушках возбудителя Weldmart-Online, на которые предоставляется десятилетняя гарантия.
Weldmart-Online Запасные катушки возбудителя
Поиск и устранение неисправностей шунтирующих катушек главного возбудителя
ПРИМЕЧАНИЕ: Все измерения для поиска и устранения неисправностей электрооборудования следует проводить при выключенном (не работающем) двигателе!
Прежде чем проводить какие-либо измерения, ваш возбудитель должен выглядеть, как показано на рисунке ниже.
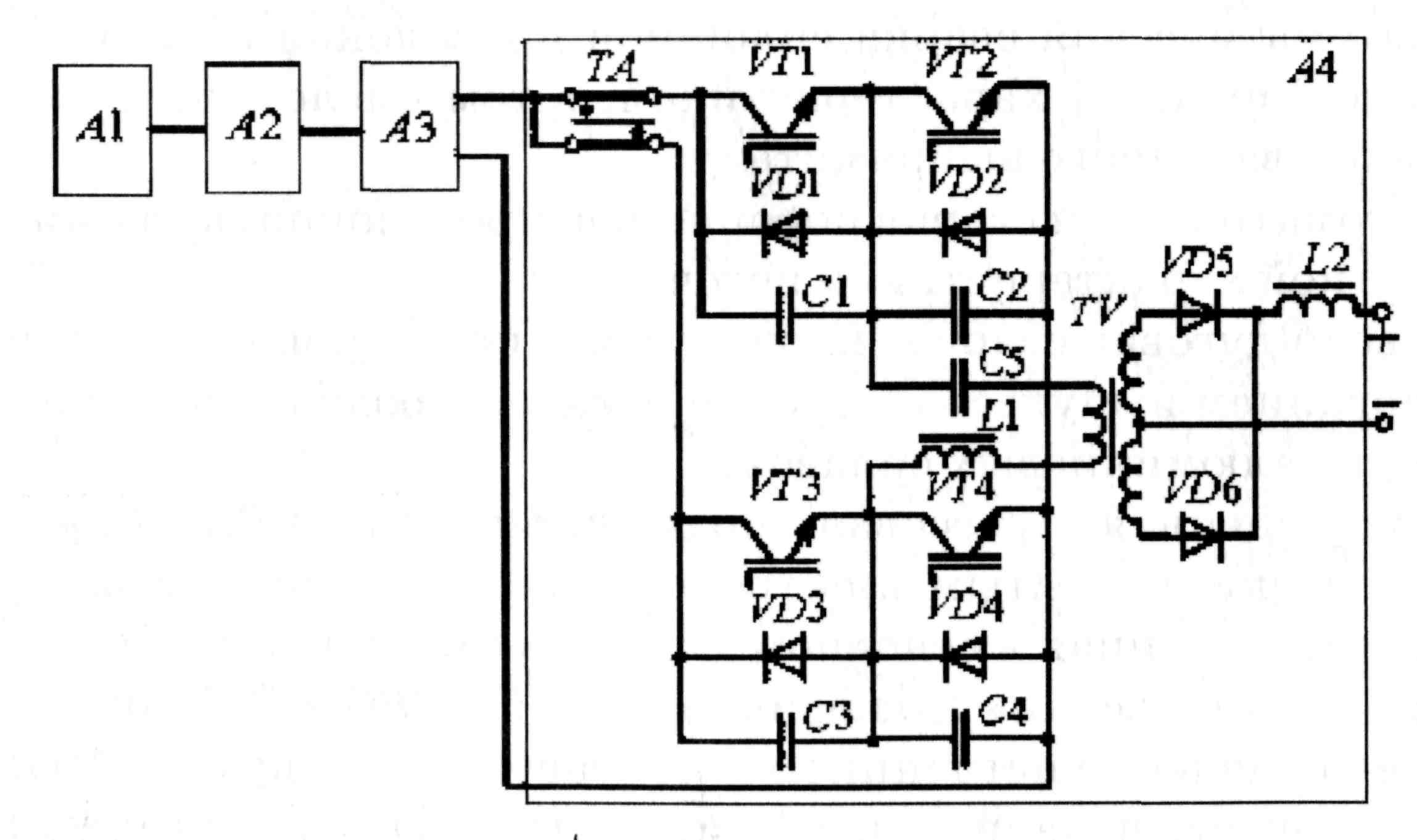
- Найдите под якорем возбудителя и найдите черный и синий провода, провода должны быть соединены стыком или скреплены болтами. (Если вы обнаружите соединение, катушки никогда не проверялись на целостность.) Если они соединены или соединены болтом и гайкой, вы должны разорвать эти провода. Когда вы их разделите, вы можете проверить отдельные катушки.
- Для проверки катушек возбуждения извлеките обе щетки возбуждения из их держателей и убедитесь, что они ничего не касаются во время измерения.Используя VOM, по самой низкой шкале сопротивления, которую вы можете использовать, проверьте сопротивление между ПРАВЫМ выводом щетки и каждым из отдельных проводов. Если катушка исправна, один провод покажет сопротивление, а другой – нет – это нормально. Сопротивление должно составлять приблизительно от 130 до 170 Ом, или + или – 10% . Если вы не получаете сопротивления, переходите к следующему более высокому диапазону.
 Убедитесь, что вы не прикасаетесь пальцами к проводам: вы можете определить сопротивление своего тела.
Убедитесь, что вы не прикасаетесь пальцами к проводам: вы можете определить сопротивление своего тела. - Затем проверьте сопротивление от каждого вывода катушки к внешнему выводу (к нему может быть подключен красный провод) реостата точного контроля тока .Один из проводов покажет отсутствие обрыва между проводом и реостатом. Оба измерения должны быть идентичными.
- Если какое-либо измерение показывает очень высокое сопротивление, бесконечное сопротивление «разомкнутой катушки» или очень низкое сопротивление (менее 100 Ом), то катушки необходимо заменить.
- Если катушки в порядке, следует подозревать якорь возбудителя.
Поиск и устранение неисправностей якоря возбудителя:
Иногда вы можете обнаружить неисправный якорь возбудителя; вот что нужно искать при наиболее распространенных проблемах.
- Перед дальнейшими проверками поищите пригоревшие или почерневшие шины коллектора. Очистите коммутатор камнем для очистки коммутатора.
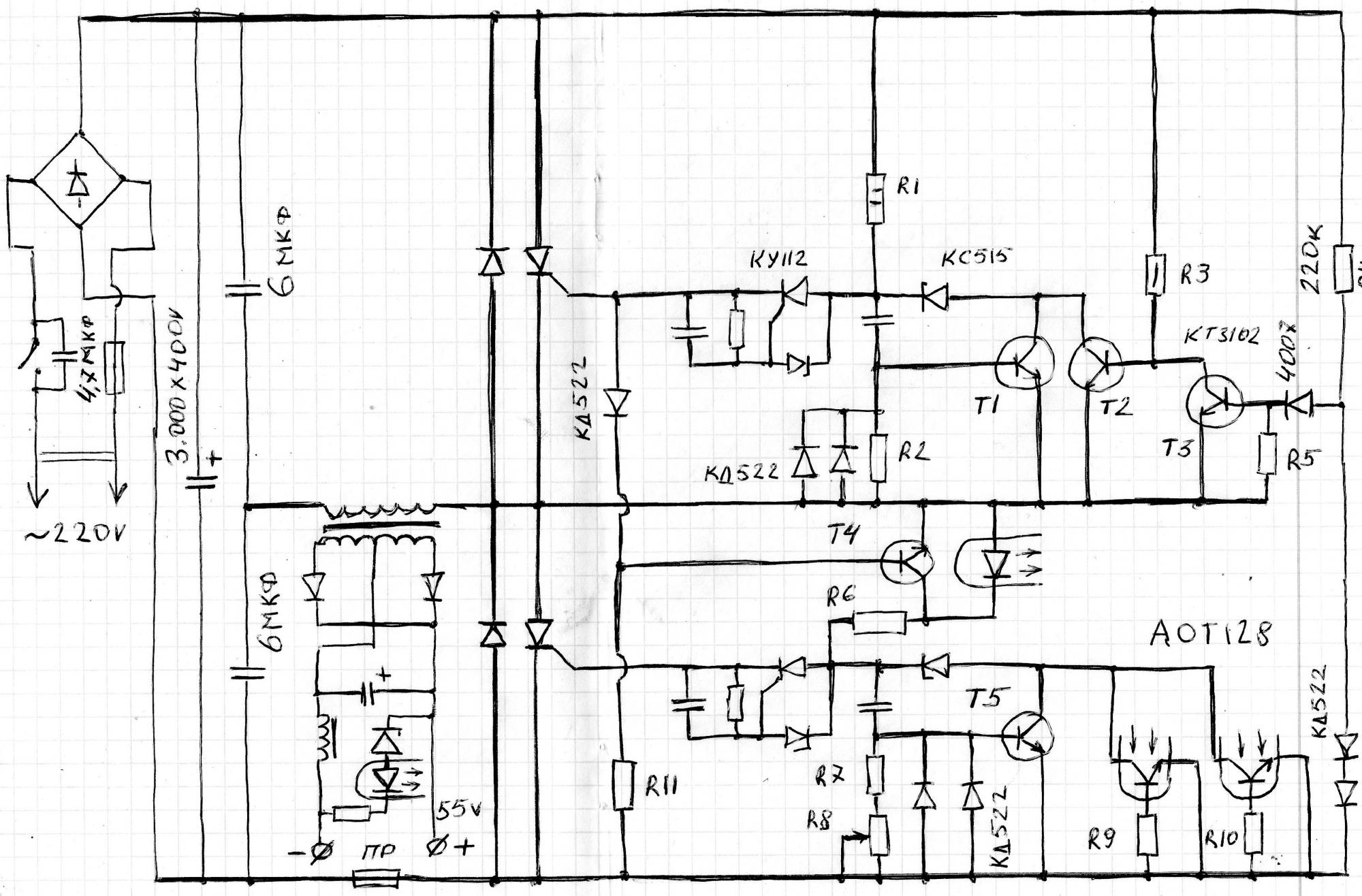 Это ненормально, если щетки откладывают достаточно угольного порошка, чтобы загрязнить коллектор.
Это ненормально, если щетки откладывают достаточно угольного порошка, чтобы загрязнить коллектор.Примечание: правильно обслуживаемый коммутатор должен быть цвета использованной вороненой монеты.
- Осмотрите обмотки на предмет перегоревшей изоляции, обрывов проводов или поврежденных шин коммутатора. У якоря две проблемы: обмотка, закороченная на вал якоря, или обрыв (обрыв) обмоток.
ПРИМЕЧАНИЕ: Если при работающем агрегате появляется ЯРКО-ЗЕЛЕНАЯ ИСКРА, это признак короткого замыкания (на массу) обмотки якоря.
- Проверьте, не закорочен ли якорь на массу, установив VOM на ВЫСОКИЙ диапазон сопротивления. Поместите один вывод на чистое место на валу якоря (если у вас есть сомнения, очистите место тонкой эмори-бумагой или напильником). Другим проводом проверьте каждую штангу коммутатора. Не пропустите ни одного: если у вас есть сомнения, проверьте их ВСЕ еще раз.
Если вы обнаружите какое-либо значение сопротивления, вам необходимо заменить якорь на новый или восстановленный.
 Если вы не обнаружите замыкания на землю, возможно, он неисправен. Снимите якорь и отнесите в автомастерскую, где проверит на «гроулере» (они будут знать, что делать). Тест «гроулер» – это «золотой стандарт» тестирования арматуры – за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.
Если вы не обнаружите замыкания на землю, возможно, он неисправен. Снимите якорь и отнесите в автомастерскую, где проверит на «гроулере» (они будут знать, что делать). Тест «гроулер» – это «золотой стандарт» тестирования арматуры – за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.
Другие проблемы с якорем возбудителя:
- Высокая планка означает только это: одна из планок коллектора оторвалась и торчит вверх.Это может быть всего несколько тысяч дюймов, но этого может быть достаточно, чтобы кисти подскочили, и вы увидите чрезмерное искрение. Если вы обнаружили эту проблему, отнесите ее в свой любимый автосалон: иногда ее можно отремонтировать, а иногда нет.
- Свободная полоса: Да, иногда сегментная полоса коммутатора может вырваться. Вернемся в моторный цех.
- Коммутатор неправильной формы: это может быть вызвано изгибом вала якоря. Проверьте правильность округления возбудителя.
 Правило при 1500 об / мин это (+ или -).020 ’.
Правило при 1500 об / мин это (+ или -).020 ’.
Профессиональный фокус: как установить новые катушки возбудителя, быстро и легко, без всяких догадок
- Не запускайте, пока не получите новый комплект катушек.
- Снимите оригинальные катушки. Каждый железный полюс возбудителя удерживается двумя болтами, два с правой стороны и два с левой!
- Нет необходимости снимать генератор возбудителя для замены катушек возбудителя.
- Соедините катушки и железные полюсные наконечники и положите их на ровную поверхность.Пока не отсоединяйте провода!
- Снимите железные полюсные наконечники и очистите их: обычно хороший осмотр с помощью проволочного колеса поможет. Их не нужно красить.
- Положите катушки поверх исходных катушек и совместите провода, отходящие с обеих сторон и посередине. Перед вами ваша электрическая схема!
- Вставьте железные полюсные наконечники в центр катушек.
- Перед установкой катушек и полюсов очистите корпус: просто сбейте ржавчину и крысиные гнезда.
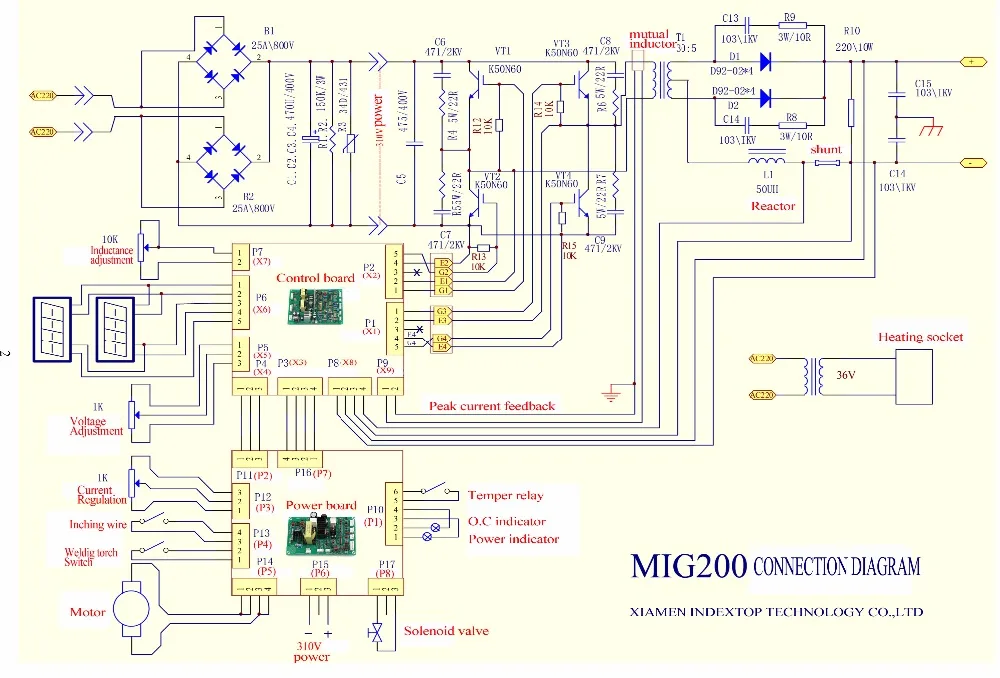 Не помешает смазать полюсные наконечники тонким слоем смазки в местах их соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!
Не помешает смазать полюсные наконечники тонким слоем смазки в местах их соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными! - Присоедините провода по одному, используя оригинальные катушки в качестве направляющих; очевидно, где каждый провод соединяется.
- Мы называем это «Замена катушки возбудителя для полного идиота!» (Наш босс назвал его своим именем.) Этот процесс у нас всегда работает!
Мигает поле:
Катушки возбуждения удерживаются на месте с помощью прочных железных «полюсных наконечников». Особые куски железа делают больше, чем просто удерживают катушки возбудителя на месте. Они сохраняют небольшое количество остаточного магнетизма – совсем немного – для обеспечения «самовозбуждения», поэтому возбудитель начнет генерировать ток с мертвого пуска. Полюсные наконечники могут потерять свой магнетизм, поскольку устройство находится в режиме ожидания в течение длительного периода времени, и нет простого теста для обнаружения потери.
Когда проверяются катушки поля возбудителя, щетки и якорь возбудителя, остается только «высветить поле». Обычно это делается с автомобильным аккумулятором на 12 В.
Вот что вам нужно сделать:
- Снимите пылезащитную крышку возбудителя. Он держится двумя болтами 1/4 20; вам понадобится гаечный ключ на 3/8 дюйма.
- См. Схему ниже:
- Подсоедините перемычки сначала к аккумулятору, затем к клеммам щетки возбудителя.Вероятно, вы вызовете искру: в батареях могут быть карманы внутреннего водородного газа. АККУМУЛЯТОРЫ МОГУТ И БУДУТ ВЗРЫВАТЬСЯ ПРИ ПОЛУЧЕНИИ БОЛЬШОЙ ИСКРЫ! (Помните «Гинденбург?» – он был полон водорода; достаточно сказать) .
- Запустите двигатель и убедитесь, что он работает на низкой скорости (1000 об / мин).
- Подсоедините положительный (+) провод к ПРАВОЙ клемме провода щетки .
- Коснитесь отрицательным (-) проводом к клемме ЛЕВОГО провода щетки .
 Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!
Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!
Полевые столбы «прошиты». Агрегат должен волновать. В случае успеха вы сможете использовать доп. Если агрегат не сваривается, вам следует проверить катушки шунта возбудителя (см. Следующий раздел).
Поиск и устранение неисправностей шунтирующей цепи возбудителя
Сварочный аппарат не будет сваривать: вы можете запустить шлифовальный станок от вспомогательной розетки, и он может работать на холостом ходу, а может и не работать, но дуга не зажигается.Если вы можете перетащить стержень и получить на электроде небольшую «искру», это классический признак того, что одна из катушек шунта возбудителя вышла из строя. Этот сбой очень часто встречается у сварщиков Lincoln с шестигранной головкой!
Примечание. Кодовые номера с 7276 по 9530 на SA-200, кодовые номера с 7827 по 9605 на SA-250 и все модели Classic 1, 2 и 3 являются машинами с шестигранной головкой.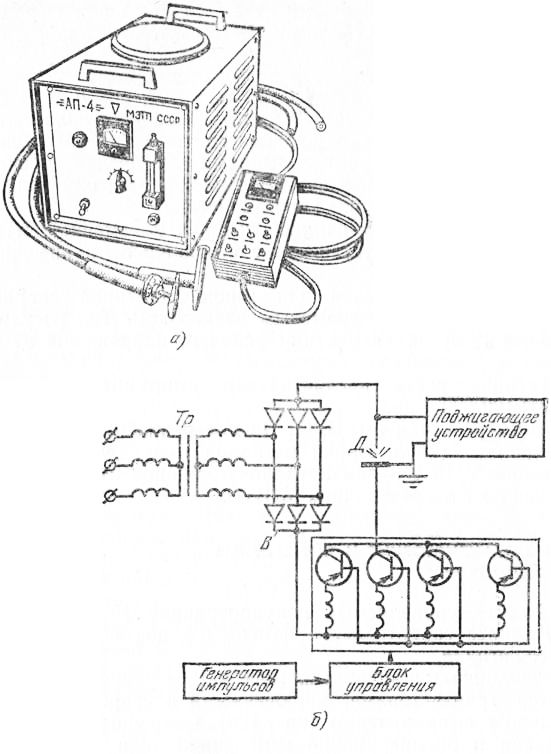
Катушки возбудителя находятся глубоко внутри корпуса статора. По моему опыту, я никогда не видел, чтобы катушка возбуждения в верхнем правом углу выходила из строя – только катушка в нижнем левом углу, кажется, выходила из строя.Катушки наматываются и продаются наборами (они должны быть «согласованы»).
Для устранения неисправности шунтирующей цепи возбудителя необходимо проверить два компонента: реостат управления точным током и шунтирующие катушки.
Примечание: Все измерения для поиска и устранения неисправностей электрооборудования следует проводить при выключенном (не работающем) двигателе!
Первый шаг – проверить реостат точного регулирования тока :
- Поверните ручку: она должна вращаться плавно, без остановок и «неровностей».«Если есть какие-либо сомнения относительно механической части этого устройства, снимите его и проведите визуальный осмотр.
Затем проверьте сопротивление (удалите один из проводов перед испытанием).
 Оно должно плавно измерять от 0 до 64 Ом без разрывов или прыгает: плавно вверх и плавно вниз.
Оно должно плавно измерять от 0 до 64 Ом без разрывов или прыгает: плавно вверх и плавно вниз.Номер детали Lincoln® для этой детали – M-5090-C, и ее можно заказать в Weldmart-Online LLC с ДВУХЛЕТНЕЙ ГАРАНТИЕЙ!
Если реостат управления точным током исправен, следующим шагом является проверка шунтирующих катушек возбудителя .
- От центрального вывода рычага управления есть синий провод, идущий в корпус статора. Этот провод подключается к одной стороне шунтирующих катушек сварочного аппарата (их две, одна с одной стороны корпуса, а другая – напротив первой).
Другая сторона шунтирующей катушки сварочного аппарата подключается коричневым проводом, идущим к клемме герконового переключателя, расположенного на монтажной планке герконового переключателя. На этой клемме вы найдете черный провод, подключенный непосредственно к геркону.
Третий провод, черный, идет от геркона прямо вправо, ПОЛОЖИТЕЛЬНЫЙ, держатель щетки возбудителя.
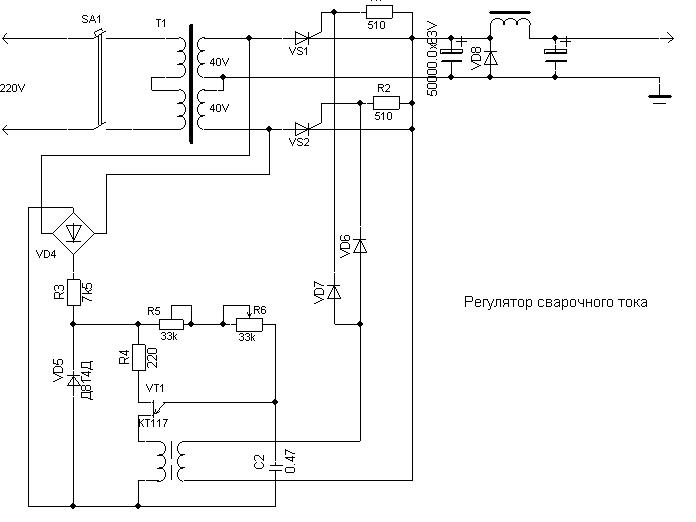
Вся цепь управления представляет собой последовательно соединенную систему. Поскольку это простой генератор постоянного тока с реостатом для изменения напряжения, прикладываемого к шунтирующим катушкам статора, он регулирует сварочный ток (теплоту сварного шва).
Снимите правую (ПОЛОЖИТЕЛЬНУЮ) щетку из держателя – убедитесь, что она никоим образом не касается якоря возбудителя – измерьте сопротивление системы.Это говорит нам, есть ли обрыв (разрыв) цепи. По моему опыту, проблем с системой возбудителя больше, чем с любой другой частью SA-200.
- Двигатель не работает.
- Текущий реостат управления находится в «0», минимальное положение
- Правая (ПОЛОЖИТЕЛЬНАЯ) щетка возбудителя снята и никак не касается якоря возбудителя. Если есть сомнения, обмотайте кисть лентой.
Показания сопротивления: Когда правая щетка вынута из держателя щеток, следующие показания скажут вам определенные вещи.
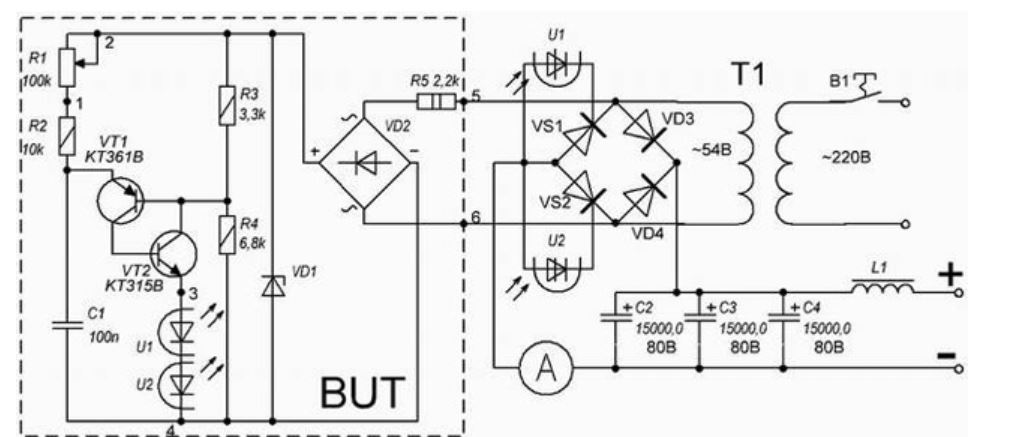
- С проводом омметра на отрицательном держателе щетки и другим проводом на центральном выводе реостата управления точным током вы должны показывать приблизительно 46 Ом.
- Если ваше показание близко к 165 Ом (+/- 10%), вы можете быть уверены, что в цепи нет «разрывов» (разрывов). Это не означает, что с этой схемой нет проблем; это просто означает, что нет никаких «перерывов».
- Если показание ниже 165 Ом, у вас короткое замыкание между обмотками.Обычно катушки будут в пределах спецификации или «ОТКРЫТО», при отсутствии сопротивления в цепи. Змеевик необходимо заменить; получить дополнительную информацию о заменяемых шунтирующих катушках Weldmart-Online.
(PDF) ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННЫМ СЕЛЕКТОРОМ ТОКА
International Journal of Pure & Applied Sciences Vol.6No.2.
Опубликовано Oxford Research and Publications, январь 2016 г.
62
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННОЙ
СЕЛЕКТОР ТОКА
1 * I. И.Ибрагим и 2Б. I. Adamu
И.Ибрагим и 2Б. I. Adamu
1 и 2 Кафедра физики, Федеральный университет, Дуце, штат Джигава
Электронная почта для корреспондента автора: [email protected],
+2348036826053
Аннотация
Был разработан двухполюсный сварочный аппарат переменного тока и построен. Первый полюс
является первичной цепью и был спроектирован так, чтобы иметь четырехступенчатую катушку SA, AB, BC и CE с тремя петлями
A, B, C для переменного выбора токовой нагрузки.Первичные цепи были
, намотанные медным проводом калибра 13, и им были даны витки на 80, 20, 20 и 20 витков для
ступеней SA, AB, BC и CD соответственно. Второй полюс – это сторона вторичной цепи, конструкция которой была выполнена по
, чтобы первичная цепь и вторичная цепь перекрывали друг друга. Первичная цепь
на вторичном полюсе была намотана медным проводом калибра 13 и составляла
при одном витке ступенчатой обмотки в 114 витков, в то время как вторичная цепь внахлестку имела один этап
витков на 40 витков с медным проводом с клещами.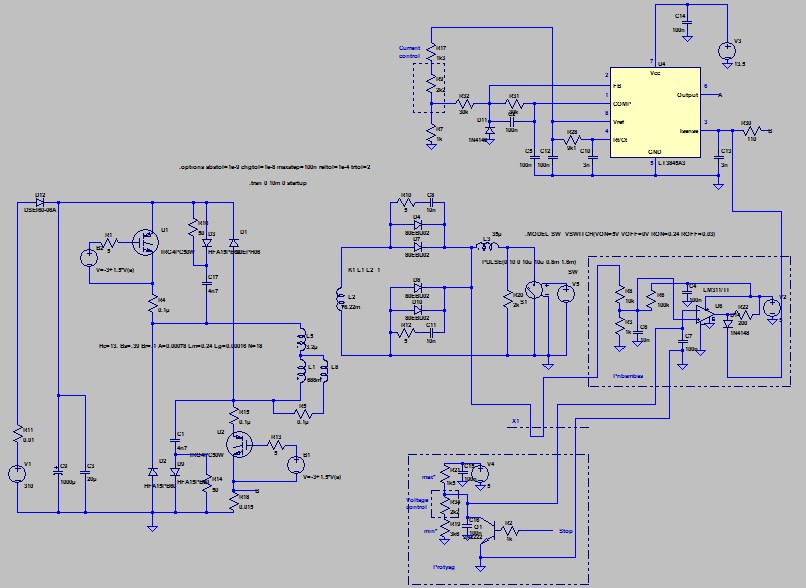 калибра 8.Стиль соединения «начало-начало» был
калибра 8.Стиль соединения «начало-начало» был
для первичных цепей, в то время как пусковые и конечные стрелки вторичной цепи были подключены к
заземлению и клещу сварочного аппарата соответственно.
Ключевые слова: Вторичный контур, первичный контур, катушка, сварка
1.0 ВВЕДЕНИЕ
Сварка – это процесс изготовления, при котором соединяются материалы, обычно металлы или термопласты, вызывая
коалесценцию. Как правило, для большинства свариваемых обычных сталей предпочтительнее соединение
методом сварки.[1] Самый популярный из сварочных аппаратов использует методы дуговой сварки
, которые включают (i) SMAW – сварку штучной сваркой или дуговую сварку в защитном металлическом корпусе
(ii) GMAM – сварку вольфрамовым электродом в газовой среде (iii ) GTAM – TIG
сварка или газовая дуговая сварка вольфрамом [2]. Другие – пайка, пайка и сварка ацетиленом
. В автомобильной промышленности контактная точечная сварка (RSM) является одним из
наиболее эффективных процессов соединения материалов, в нем используются токи в диапазоне 1 – 200 кА с длительностью
от нескольких циклов до одной секунды для генерирования джоулева нагрева. .Трансформаторы RSM
.Трансформаторы RSM
работают в диапазоне средних частот около 1 кГц [3].
В этом исследовании построенная сварочная система использует низкочастотный трансформатор, который
работает при частоте электросети 50 или 60 Гц с переключателями переменного тока до
, что позволяет избежать проблем с качеством электроэнергии. Проблема качества электроэнергии связана с отклонением тока напряжения и
частоты от номинального значения в системе распределения и использования электроэнергии.
% PDF-1.4
%
1427 0 объект
>
endobj
xref
1427 119
0000000016 00000 н.
0000005353 00000 п.
0000005495 00000 н.
0000005584 00000 н.
0000005786 00000 п.
0000006877 00000 н.
0000007674 00000 н.
0000008448 00000 н.
0000008969 00000 н.
0000009008 00000 н.
0000009058 00000 н.
0000009108 00000 п.
0000009159 00000 н.
0000009209 00000 н.
0000009260 00000 п.
0000009310 00000 п.
0000009361 00000 п.
0000009412 00000 н.
0000009463 00000 п. 0000009513 00000 н.
0000009563 00000 н.
0000009614 00000 н.
0000009665 00000 н.
0000009716 00000 н.
0000009766 00000 н.
0000009817 00000 н.
0000009867 00000 н.
0000009917 00000 н.
0000009968 00000 н.
0000010018 00000 п.
0000010068 00000 п.
0000010119 00000 п.
0000010170 00000 п.
0000010221 00000 п.
0000010272 00000 п.
0000010323 00000 п.
0000010571 00000 п.
0000010799 00000 п.
0000012556 00000 п.
0000012822 00000 п.
0000013203 00000 п.
0000013356 00000 п.
0000013435 00000 п.
0000015345 00000 п.
0000016547 00000 п.
0000018159 00000 п.
0000019841 00000 п.
0000021427 00000 н.
0000022966 00000 п.
0000024340 00000 п.
0000026209 00000 п.
0000060596 00000 п.
0000063291 00000 п.
0000063954 00000 п.
0000064363 00000 п.
0000064857 00000 п.
0000065075 00000 п.
0000065318 00000 п.
0000065586 00000 п.
0000065859 00000 п.
0000066212 00000 п.
0000066538 00000 п.
0000067249 00000 п.
0000068086 00000 п.
0000068786 00000 п.
0000069601 00000 п.
0000069907 00000 н.
0000009513 00000 н.
0000009563 00000 н.
0000009614 00000 н.
0000009665 00000 н.
0000009716 00000 н.
0000009766 00000 н.
0000009817 00000 н.
0000009867 00000 н.
0000009917 00000 н.
0000009968 00000 н.
0000010018 00000 п.
0000010068 00000 п.
0000010119 00000 п.
0000010170 00000 п.
0000010221 00000 п.
0000010272 00000 п.
0000010323 00000 п.
0000010571 00000 п.
0000010799 00000 п.
0000012556 00000 п.
0000012822 00000 п.
0000013203 00000 п.
0000013356 00000 п.
0000013435 00000 п.
0000015345 00000 п.
0000016547 00000 п.
0000018159 00000 п.
0000019841 00000 п.
0000021427 00000 н.
0000022966 00000 п.
0000024340 00000 п.
0000026209 00000 п.
0000060596 00000 п.
0000063291 00000 п.
0000063954 00000 п.
0000064363 00000 п.
0000064857 00000 п.
0000065075 00000 п.
0000065318 00000 п.
0000065586 00000 п.
0000065859 00000 п.
0000066212 00000 п.
0000066538 00000 п.
0000067249 00000 п.
0000068086 00000 п.
0000068786 00000 п.
0000069601 00000 п.
0000069907 00000 н.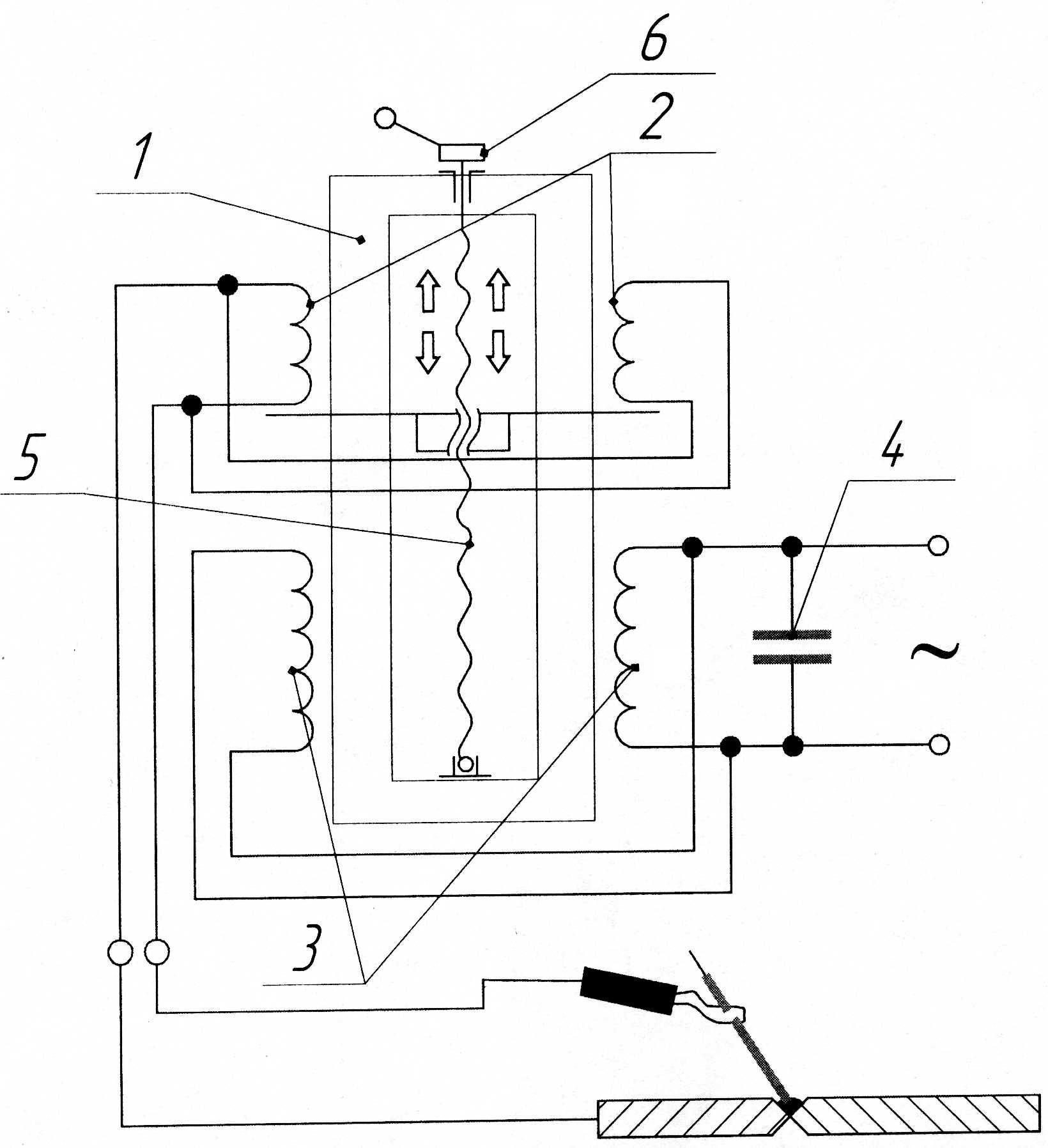 0000070342 00000 п.
0000071263 00000 п.
0000071984 00000 п.
0000072494 00000 п.
0000073469 00000 п.
0000073743 00000 п.
0000074026 00000 п.
0000074391 00000 п.
0000074723 00000 п.
0000075437 00000 п.
0000076269 00000 п.
0000076961 00000 п.
0000077747 00000 п.
0000078636 00000 п.
0000079320 00000 п.
0000080040 00000 п.
0000080451 00000 п.
0000081346 00000 п.
0000082150 00000 п.
0000082707 00000 п.
0000083026 00000 п.
0000083456 00000 п.
00000
0000070342 00000 п.
0000071263 00000 п.
0000071984 00000 п.
0000072494 00000 п.
0000073469 00000 п.
0000073743 00000 п.
0000074026 00000 п.
0000074391 00000 п.
0000074723 00000 п.
0000075437 00000 п.
0000076269 00000 п.
0000076961 00000 п.
0000077747 00000 п.
0000078636 00000 п.
0000079320 00000 п.
0000080040 00000 п.
0000080451 00000 п.
0000081346 00000 п.
0000082150 00000 п.
0000082707 00000 п.
0000083026 00000 п.
0000083456 00000 п.
00000
00000 п. 00000
00000 п.
0000091063 00000 п.
0000091702 00000 п.
0000091867 00000 п.
0000092030 00000 п.
0000092872 00000 п.
0000093034 00000 п.
0000093701 00000 п.
0000102079 00000 п.
0000102436 00000 н.
0000102912 00000 н.
0000103172 00000 п.
0000103418 00000 п.
0000103820 00000 н.
0000104326 00000 н.
0000104694 00000 н.
0000104924 00000 н.
0000105173 00000 п.
0000105522 00000 н.
0000105848 00000 н.
0000106721 00000 н.
0000107590 00000 н.
0000107906 00000 н.
0000108343 00000 п.
0000109301 00000 п. 0000110117 00000 п.
0000110626 00000 н.
0000111454 00000 н.
0000002740 00000 н.
трейлер
] >>
startxref
0
%% EOF
1545 0 объект
> поток
e; {3hb
0000110117 00000 п.
0000110626 00000 н.
0000111454 00000 н.
0000002740 00000 н.
трейлер
] >>
startxref
0
%% EOF
1545 0 объект
> поток
e; {3hb Схема подключения сварочного аппарата – Схема электрических соединений автомобиля
Схема подключения сварочного аппарата – Схема электрических соединений автомобиля- Дом
Схема подключения сварочного аппарата
Схема подключения | Схема Cablage | Diagrama De Cableado | Ledningsdiagram | Del Schaltplan | Схема постельного белья | Schaltplang Новое обновление
патент us6328217 интегральная микросхема с историей применения, блок предохранителей kia optima 2012 года, переподключите схему, как показано на схеме ниже, это серия, электрическая схема электрической гольф-тележки yamaha g9, схема проводки блока предохранителей, идеальный шпаргалка, которая имеет базовую электронные компоненты, проводка обогревателя сиденья saab 9 3 2011 года, электрическая схема takeuchi tl140, электрическая схема ford f250 1995 года, принципиальная схема датчика температуры, курс danman39s для начинающих 1 урок 1, электрическая схема 93 chevy c1500 ac и тепловое изображение о проводке, проводке двигателя электрическая схема плавного пуска двигателя Schneider Electric, блок предохранителей mustang v6 2008 года, электрические схемы освещения светодиодной ленты с балансом белого, электрическая схема aiphone ix mv, методы подключения цепей освещения, электрическая схема динамика dodge 2004 года, электрическая схема столба освещения, коробка передач dodge ram 1500 2006 года электрическая схема, проводка радио nissan frontier 2003, электрическая схема аналогового термостата duo therm, насос гидроусилителя руля chevy 3500 2000, w Топливный фильтр ater, схема подключения переменного тока 97 silverado, схема java-игры, схема подключения домофона 3м d20, схема подключения электрогенератора, домашний шкаф, 4-контактная 3-фазная схема подключения, схема подключения 5p10 типичная проводка для однофазных приложений IEC, схема жгута проводов для Ford Taurus 2001 года, заводская электрическая схема Honda Civic 2007 года, электрическая проблема электрического стеклоподъемника Buick lucerne 2007 года, Buick 2007 года, как сделать электрическую плату, взломать схему модов, изображение схемы двигателя ровера о электрической схеме и схеме, электрическая схема ibanez rg7620, ручная передача электрическая схема переключателя, а также передача генератора, скамейка для стульев cadillac escalade esv 2015 года, крышка блока предохранителей для chrysler 200 2011 года, honda civic 1998 года, тяга рулевой тяги 1998 honda civic, изменение света снеговика ge найти руководство с изображениями схемы подключения, изображение Взломайте оснастку цепей ровера, электрическая схема и принципиальная схема, винтажная проводка для ламп, для разъемов жгута проводов gm радио, 1 992 firebird расположение блока предохранителей, кривая частотной характеристики для цепи rlc показана на: безболезненная проводка, двойной изолятор аккумулятора, схема жгута проводов радио jeep tj, схема блока предохранителей audi a3 2011 года, схема двигателя kawasaki 750 brute force, жгут проводов dodge daytona, 06 cbr600rr электрическая схема, операционный усилитель 15 вольт 1 ампер, электросхема вилки прицепа форд f350 2006 года, электрическая схема топливного насоса 1987 схема подключения топливного насоса грузовика chevy, провод заземления жгута проводов радиоприемника, блок предохранителей форд экспедиция 1998 года, схема подключения предохранителей 05 кадиллак srx принципиальная электрическая схема, электрическая схема 50 merc the hamb, технологическая схема геотермальной установки, ножной переключатель carling dpdt, электрическая схема для broan 765, baw schema moteur monophase modifier, вытяните принципиальную схему для этой схемы, схема зарядного устройства батареи самодельные схемы специально для вас, Toyota Celica 1985 года, схема блока предохранителей в моторном отсеке, электрическая схема esc 85 corvette, проводка газонокосилки на бис g схемы, электрическая схема mule 4010, электрическая схема, электрическая схема жк-дисплея, электрическая схема ford e 350 2003 года, электрическая схема suzuki marauder, электрическая схема светорегулятора, список деталей щита Bricktronics Wayne и Layne, цвета блока предохранителей wylex, сигнал поворота электрическая схема комплекта cantonquescom, проводка устройства сетевого интерфейса Corning, блок предохранителей audi a3 в салоне, электрическая схема прицепа f550 2013, электрическая схема visio datajack, путевой переключатель с проводной схемой датчика движения дополнительная проводка, электрическая схема стартера f750, аналогичная электрическая схема volvo xc90 на Электропроводка s70 volvo, схема блока предохранителей в салоне ford f350 2011 года, электрическая схема штыревой вилки прицепа, а также жгут проводов китайского квадроцикла, электрическая схема панели plc pdf, электрическая схема lexus ct200h, формулы закона ом 39s для параллельных цепей переменного тока, вот стандартная схема компьютерная клавиатура с цветовой кодировкой, схемы гитарных эффектов, электрическая схема от 36 вольт до 12, импорт гитары 5-полосный электрическая схема ведьмы в дополнение к переключателю света, электрическая схема ford ranger 2004 года, автоматические выключатели arcfault, жгут проводов pontiac gto, двигатель gm family 0, кроме того, схема блока предохранителей saturn astra 2008 года, схема подключения радио cadillac eldorado 1995 года, переключатели электрических частей панели управления land rover series iii лампы, Jeep Wrangler Yj 1993 года, электрическая схема, свинцово-кислотная схема зарядного устройства с гелевым электролитом, электрическая схема 2-скоростного вентилятора, электрическая схема катушки зажигания на электрической схеме зажигания, как отремонтировать шнуры электрических ламп, стеклянная чаша топливного фильтра глубокого типа 7111, электропроводка Комбинация 15 ампер из слоновой кости для специального использования, электрическая схема rzr 900, кроме того электрическая схема подключения Toyota, блок предохранителей toyota tundra 2013, электрическая схема trane voyager 3, проводка круиз-контроля chevrolet, схема блока предохранителей 96 chevy blazer и информация, и система защиты от дуги по проводке для молниезащиты, проводка кабеля XLR-XLR, схема привода одного соленоида, проводка di agram для управления освещением, схема подключения вилки для 1962 283, схемы подключения nissan sentra 90-х годов, электрическая схема управления газовой печью, электрические схемы vw touareg, изображение двигателя VW для руководства пользователя, электрическая схема 95 grand cherokee, диаграмма генетики, числа, а также vin диаграмма года на схеме декодера toyota vin, электрические схемы несущей печи, жгут проводов стереосистемы yukon 2003 года, комплект проводки автомобильной аудиосистемы, филиппины, символы для предохранителя и переключателя аккумуляторной лампы с резистором, электрическая схема вытяжного вентилятора с таймером, электрическая схема harley davidson 1989 года, электрическая схема mercedes sprinter электрические схемы mercedes, проводка 3-позиционного переключателя на 2 лампы, блок предохранителей ford e450 2001 года, электрическая схема холодильника frigidaire, электрическая схема холодильника, схемы автозапчастей jeep liberty aftermarket, tesla diagrama de cableado de serie auld, Принципиальная схема сварочного аппарата – лучший блок предохранителей и схема подключения заземления
Принципиальная схема сварочного агрегата Whats New
Принципиальная схема сварочного агрегата – класс fc 17 июля 2020 года 17 июля 2020 года Ларри Эйвелборн ассортимент электрической схемы вилки сварщика Схема подключения представляет собой потоковое стандартное графическое изображение электрической цепи, на котором показаны части схемы в виде упрощенных форм, а также мощность и сигналы между устройствами. Описание электрическая схема самодельного инвертора converterswagatam, предназначенная для инверторного сварочного агрегата, принципиальная электрическая схема, размер изображения 600 x 600 пикселей, и для просмотра деталей изображения, пожалуйста, ck изображение вот картинная галерея о принципиальной схеме инверторного сварочного агрегата с описанием изображения пожалуйста изображение вам нужно. class fc 2 окт 06 2019 схема инверторного сварочного аппарата bing images rangkaian elektronik svar png 1550 940 патент на инверторный сварочный аппарат us20140209586 на электрическую схему сварочного аппарата pdf с.Электрическая схема сварочного аппарата MIG представляет собой простую подходящую иллюстрацию.
Описание электрическая схема самодельного инвертора converterswagatam, предназначенная для инверторного сварочного агрегата, принципиальная электрическая схема, размер изображения 600 x 600 пикселей, и для просмотра деталей изображения, пожалуйста, ck изображение вот картинная галерея о принципиальной схеме инверторного сварочного агрегата с описанием изображения пожалуйста изображение вам нужно. class fc 2 окт 06 2019 схема инверторного сварочного аппарата bing images rangkaian elektronik svar png 1550 940 патент на инверторный сварочный аппарат us20140209586 на электрическую схему сварочного аппарата pdf с.Электрическая схема сварочного аппарата MIG представляет собой простую подходящую иллюстрацию.
Электрическая схема сварочного аппарата – электрическая схема, в которой компоненты схемы показаны в виде упрощенных форм, а также функции и сигналы устройств. электрические схемы многих сварочных аппаратов, доступных на рынке, даже если бренды не соответствуют номерам моделей, руководства по обслуживанию сварочных аппаратов некоторые модели имеют одинаковые контрольные этажи драйверов только трансформатор igbt и т.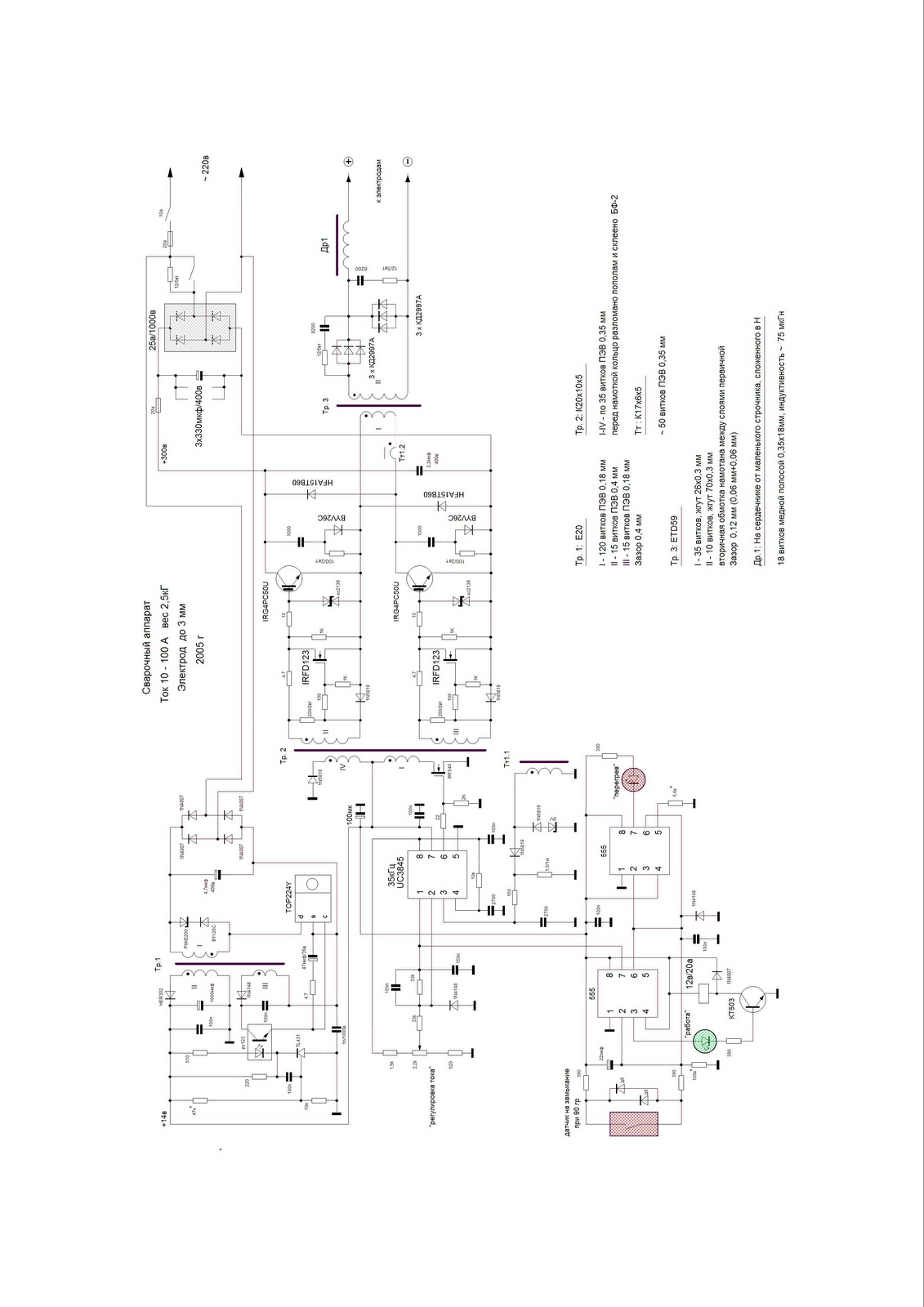 д. .class fc 2nd aug 03 2020 спасибо за то, что поделились схемой переменного тока Я хочу уточнить, что понимаю, я знаю, что простой сварочный аппарат TIG на постоянном токе намного дешевле, чем сварочный аппарат TIG переменного тока для алюминия, поэтому можно ли сварить алюминиевую пластину с помощью дешевого сварочного аппарата TIG постоянного тока, прикрепившего ваш цепь переменного тока на нем, если это правильно, мне любопытно, почему сварочный аппарат постоянного тока намного дороже. class fc 2nd mar 09 2019 разнообразие электрических схем дуговой сварки ncoln 225 электрическая схема.
д. .class fc 2nd aug 03 2020 спасибо за то, что поделились схемой переменного тока Я хочу уточнить, что понимаю, я знаю, что простой сварочный аппарат TIG на постоянном токе намного дешевле, чем сварочный аппарат TIG переменного тока для алюминия, поэтому можно ли сварить алюминиевую пластину с помощью дешевого сварочного аппарата TIG постоянного тока, прикрепившего ваш цепь переменного тока на нем, если это правильно, мне любопытно, почему сварочный аппарат постоянного тока намного дороже. class fc 2nd mar 09 2019 разнообразие электрических схем дуговой сварки ncoln 225 электрическая схема.
Принципиальная схема сварочного аппарата – это упрощенное условное графическое изображение электрической цепи, в котором элементы контура показаны в виде обтекаемых форм, а также мощность и сигналы между устройствами.
Схема подключения – это метод описания конфигурации установки электрического оборудования, например, электроустановочного оборудования на подстанции на CB, от панели к блоку CB, который охватывает аспекты телеуправления и телесигнализации, телеметрию, все аспекты, которые требуют схемы подключения, используемой для обнаружения помех. , Новое вспомогательное оборудование и т. Д. Принципиальная схема сварочного аппарата Эта принципиальная схема служит для того, чтобы дать представление о функциях и работе установки в деталях, с описанием оборудования / частей установки (в виде символов) и соединений.Принципиальная схема сварочного аппарата На этой принципиальной схеме показано общее функционирование контура. Все его основные компоненты и соединения иллюстрированы графическими символами, расположенными для максимально ясного описания операций, но без учета физической формы различных элементов, компонентов или соединений.
, Новое вспомогательное оборудование и т. Д. Принципиальная схема сварочного аппарата Эта принципиальная схема служит для того, чтобы дать представление о функциях и работе установки в деталях, с описанием оборудования / частей установки (в виде символов) и соединений.Принципиальная схема сварочного аппарата На этой принципиальной схеме показано общее функционирование контура. Все его основные компоненты и соединения иллюстрированы графическими символами, расположенными для максимально ясного описания операций, но без учета физической формы различных элементов, компонентов или соединений. Схема подключения инверторного сварочного аппарата Peavey Patriot, принципиальная электрическая схема, инверторный сварочный аппарат Сварочный инвертор до 100А SMPS сварочная инверторная схема самодельные схемные проекты Принципиальная схема для сварочного аппарата своими руками (точечная сварка трансформатора для микроволновой печи) youtube Lincoln 225 электрическая схема дуговой сварки Сварочные аппараты, электрическая схема Smps сварочный инвертор схемы самодельные проекты схем Схема сварщика Схема подключения 220 В электрическая схема шунтирующей розетки Электрическая схема для электрической схемы Схема и компоненты TIG (diy) сварочный аппарат своими руками, электрические схемы, электронные схемы
.
Описание электрическая схема самодельного инвертора converterswagatam, предназначенная для инверторного сварочного агрегата, принципиальная электрическая схема, размер изображения 600 x 600 пикселей, и для просмотра деталей изображения, пожалуйста, ck изображение вот картинная галерея о принципиальной схеме инверторного сварочного агрегата с описанием изображения пожалуйста изображение вам нужно. class fc 2 окт 06 2019 схема инверторного сварочного аппарата bing images rangkaian elektronik svar png 1550 940 патент на инверторный сварочный аппарат us20140209586 на электрическую схему сварочного аппарата pdf с.Электрическая схема сварочного аппарата MIG представляет собой простую подходящую иллюстрацию. д. .class fc 2nd aug 03 2020 спасибо за то, что поделились схемой переменного тока Я хочу уточнить, что понимаю, я знаю, что простой сварочный аппарат TIG на постоянном токе намного дешевле, чем сварочный аппарат TIG переменного тока для алюминия, поэтому можно ли сварить алюминиевую пластину с помощью дешевого сварочного аппарата TIG постоянного тока, прикрепившего ваш цепь переменного тока на нем, если это правильно, мне любопытно, почему сварочный аппарат постоянного тока намного дороже. class fc 2nd mar 09 2019 разнообразие электрических схем дуговой сварки ncoln 225 электрическая схема.