Электрическая сварка дуговая сварка: Электродуговая сварка – технология, особенности, видео
alexxlab | 15.07.2023 | 0 | Разное
Что такое электродуговая сварка. Принцип работы электросварки
Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
СОДЕРЖАНИЕ
- Что такое электродуговая сварка
- Принцип сварки электродом
- Виды электросварки
- Оборудование для электродуговой сварки
- Особенности выполнения работы
- Меры безопасности
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер.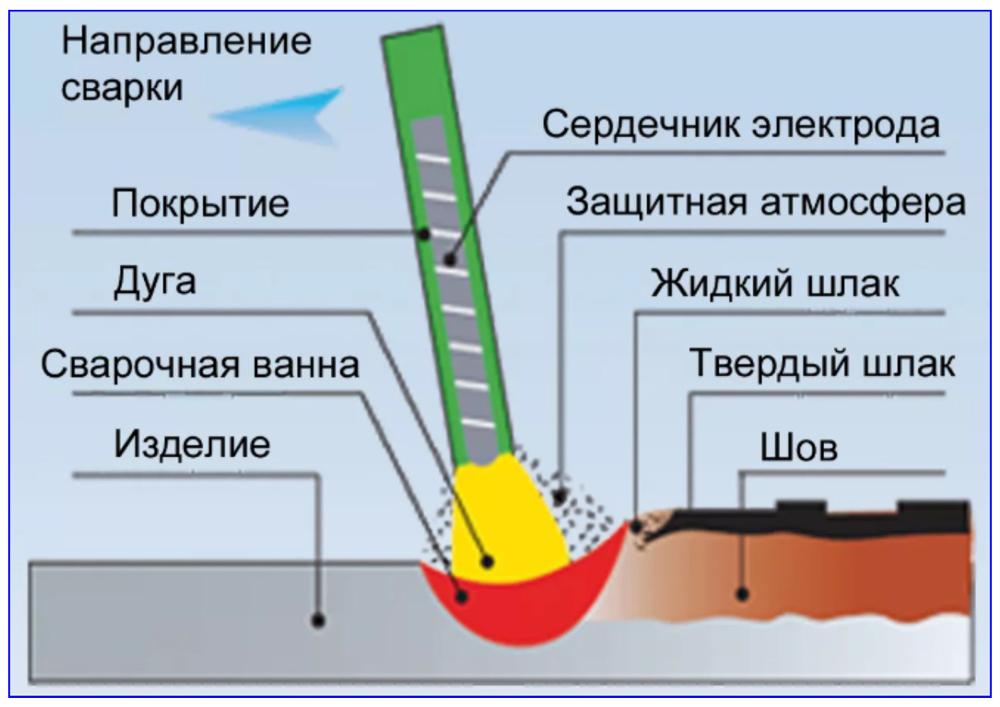 Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая.
 Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом.
 Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.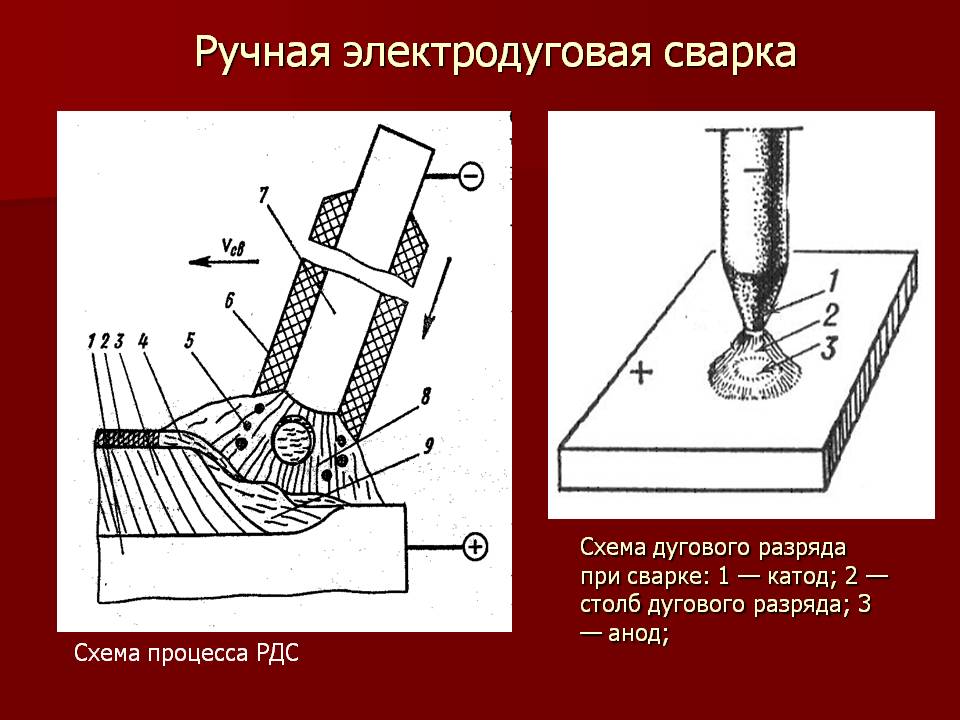
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию.
 Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга. - Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов.

- Во время сварки деталей электрод плавно перемещается вдоль линии стыка. Он постепенно заполняется расплавом, который еще называют сварочной ванной. Она состоит из металла заготовок и расходного материала. Застывая расплав образует сварной шов. Руководствуясь в работе технологической картой, специалист может точно рассчитать рабочие параметры, включая мощность, продолжительность воздействия дуги и т.п.
- При формировании вертикальных швов электрод удерживается в прямом положении. Впрочем, небольшое отклонение (до 10 градусов включительно) никак не повлияет на качество результата.

- Чтобы исключить наплавление в одном месте, применяются разные техники сваривания: елочка, треугольник, проход в несколько раз и другие.
Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.

- Сварочные работы следует выполнять на открытой площадке или же в хорошо проветриваемом помещении.
- Перед началом работы нужно запастись средствами пожаротушения: огнетушителем, водой и песком.
Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Что такое электродуговая сварка. Принцип работы электросварки
Оцените, пожалуйста, статью
12345Всего оценок: 9, Средняя: 4
Дуговая сварка металла – электрическая, ручная, методы
Дуговая сварка – это один из способов соединения металлических изделий и конструкций путем сплавления. Сам процесс заключается в повышении температуры в зоне соединения, под воздействием чего края двух конструкций свариваются, а после остывания образовывается прочная металлургическая связь. Виды дуговой сварки:
Виды дуговой сварки:
- • ручная дуговая сварка, как и следует из названия, весь процесс контролирует человек вручную: перемещает электрод, следит за качеством шва;
- • полуавтоматическая сварка, в которой проволока на контур подается автоматически, остальное делает человек;
- • автоматическая сварка, человек полностью исключен из самого процесса, его главная задача – это правильно расположить детали.
Общее назначение ручной дуговой сварки – это сваривания конструкций из различных металлов, диапазон толщины – от 2 до 30 мм. Результатом служит получение коротких и криволинейных швов. Недостатки: низкий коэффициент производительности и качество шва, последнее значение в большей мере зависит от квалификации мастера. Различные режимы сварки – это комбинирование параметров, прямым образом влияющих на процесс. К ним относят:
- • режим скорости сварки, оптимальная величина для получения качественного шва 34-50 м/ч;
- • размер сварочного электрода.
 В сварке листового металла, диаметр электрода приравнивается толщине металлического изделия. Многословные стыки обрабатывают электродами диаметром от 3 до 4 мм для первого слоя, для второго электрод берется большего диаметра. Полочные швы – электроды 3-4 мм;
В сварке листового металла, диаметр электрода приравнивается толщине металлического изделия. Многословные стыки обрабатывают электродами диаметром от 3 до 4 мм для первого слоя, для второго электрод берется большего диаметра. Полочные швы – электроды 3-4 мм; - • сила тока и полярность, для горизонтальных и вертикальных швов выполняются силой тока на 10% меньше, потолочные на 15%;
- • покрытие электрода и его уклон.
На производстве перед работой со сварочным оборудованием составляется калькуляция, для больших объемов – смета, где указывают виды работ, объемы и базовую стоимость. В формулу цены включены такие параметры: тип сварки, марка электродов, вид свариваемой конструкции или изделия, металл, из которого изготовлена конструкция, сложность доступа и необходимость использования дополнительных приспособлений.
Особенности сварки металлических труб большого диаметра
Различают несколько видов сварных соединений – встык, внахлест, тавровое и угловое соединение. Сварка на просвет используется для достижения высоких показателей качества сварного шва, для труб большого диаметра и толщиной 6-12 мм. Предварительно места будущих стыков зачищаются от ржавчины и окалины. Стык трубы собирается с помощью центратора внутреннего или наружного, зазор составляет 2,5 мм.
Квадратные трубы большого диаметра свариваются точечно, чтобы труба под нагревом не деформировалась. Стальные трубы круглого сечения варятся беспрерывным швом. Трубы большого диаметра свариваются из одной точки окружности, при этом четырьмя отдельными участками.
Сварка на просвет используется для достижения высоких показателей качества сварного шва, для труб большого диаметра и толщиной 6-12 мм. Предварительно места будущих стыков зачищаются от ржавчины и окалины. Стык трубы собирается с помощью центратора внутреннего или наружного, зазор составляет 2,5 мм.
Квадратные трубы большого диаметра свариваются точечно, чтобы труба под нагревом не деформировалась. Стальные трубы круглого сечения варятся беспрерывным швом. Трубы большого диаметра свариваются из одной точки окружности, при этом четырьмя отдельными участками.
Электроды классифицируются по технологическим особенностям применения: толщине специального покрытия, химическому составу, процентному содержанию шлака и его свойств.
Общие требования, применяемые к электродам, сводятся к высоким показателям стабильного горения дуги, однородного наплавления и небольшого процента разбрызгивание электродного металла в работающем состоянии сварочного аппарата. Металлические электроды для ручной дуговой сварки изготавливаются методом опресовки и подразделяются согласно ГОС 9466-74.
Металлические электроды для ручной дуговой сварки изготавливаются методом опресовки и подразделяются согласно ГОС 9466-74.
Различные типы дуговой сварки: процессы и преимущества
Перейти к содержимомуПредыдущий Следующий
- Посмотреть увеличенное изображение
Какие существуют типы дуговой сварки?
- Дуговая сварка в защитном металле (сварка электродом)
- Дуговая сварка металлическим газом (сварка MIG или MAG)
- Дуговая сварка порошковой проволокой
- Газовая вольфрамовая дуговая сварка (сварка ВИГ)
- Плазменно-дуговая сварка
- Дуговая сварка углеродом
- Дуговая сварка под флюсом
- Сварка атомным водородом
- Электрошлаковая сварка
- Приварка шпилек вытянутой дугой (DA)
Дуговая сварка — это вид сварки, используемый в различных отраслях промышленности, включая автомобильную, судостроительную, строительную и аэрокосмическую. Процесс влечет за собой использование концентрированного тепла, генерируемого электрической дугой, для сварки металлов.
Процесс влечет за собой использование концентрированного тепла, генерируемого электрической дугой, для сварки металлов.
Дуга возникает от основного материала к электроду, сварочному стержню или проволоке и расплавляет металл. Затем сварщик может расплавить расплавленный металл и создать из него сварной шов.
В большинстве процессов дуговой сварки используются либо плавящиеся, либо неплавящиеся электроды, что определяет роль электрода и то, плавится ли он, чтобы стать частью сварного шва, или действует только как проводник дуги, не плавясь.
В то время как во многих других процессах сварки используется газ, в дуговой сварке используется электричество, причем для некоторых типов требуется либо постоянный ток (DC), либо переменный ток (AC). Хотя некоторые виды дуговой сварки требуют газовой защиты для защиты дуги от загрязнений.
Компания Taylor Studwelding составила руководство по различным типам дуговой сварки, чтобы помочь вам определить, какой процесс наиболее подходит для вашего применения.
Электрическая дуга генерируется переменным или постоянным током между покрытым флюсом расходуемым электродом и обрабатываемым материалом. Затем присадочные материалы плавятся в расплавленной ванне и сплавляют металлы. Флюсовое покрытие электрода при нагреве распадается на защитный газ.
Этот процесс популярен, так как он недорогой и простой, но может быть медленнее.
Газовая дуговая сварка металлическим электродом (сварка MIG или MAG)В этом процессе образуется электрическая дуга постоянного тока (DC) между расходуемым проволочным электродом и материалами заготовки, которая расплавляет их вместе и заставляет их предохранитель. Защитный газ подается через сварочную горелку для защиты дуги.
Сварка MIG относится к использованию инертного газа металла в качестве защитного газа, тогда как метод сварки MAG использует активный газ металла.
Первоначально этот процесс был разработан для цветных металлов, таких как алюминий, но затем стал широко использоваться для сварки различных материалов, включая тонкие листы. Процесс прост, экономичен, универсален и легко автоматизируется.
Процесс аналогичен сварке MIG, но вместо защитного газа часто используется полая электродная проволока, заполненная флюсом. Однако для неэмиссионных флюсов может потребоваться защитный газ.
Существует два типа дуговой сварки с флюсовой проволокой:
- Самозащитная — основанная на газовой защите от порошковой проволоки и шлаковой системы для защиты расплавленного металла от атмосферы.
- Газозащитный – использует внешний защитный газ и шлаковую систему для защиты дуги от окисления.
Этот метод идеально подходит для более толстых соединений благодаря высокой скорости наплавки металла шва, сильному проплавлению сварного шва и постоянному источнику сварочного напряжения.
Дуговая сварка с флюсовой проволокой обычно используется на производственных предприятиях, при строительстве мостов, ремонте тяжелого оборудования, промышленных трубопроводов и железных дорог.
Он имеет гибкое движение и ориентацию резака, что упрощает работу пользователей. Тем не менее, сварной шов обычно визуально не приятен. Это может привести к включению шлака (результат попадания расплавленного флюса внутрь сварного шва) и является более дорогостоящим из-за необходимого оборудования.
Газовая вольфрамовая дуговая сварка (сварка ВИГ)В этом методе используется нерасходуемый вольфрамовый электрод и источник питания постоянного тока для создания плазменной дуги между металлами, и его можно проводить с присадочным материалом или без него. Инертный защитный газ защищает зону сварки и электрод от атмосферы.
Сварка ВИГ может быть трудной для обучения и технически сложной. Он требует большего контроля со стороны оператора, чем аналогичные процессы, но доступны как ручные, так и автоматические методы.
Этот процесс обеспечивает высококачественные, чистые и прочные сварные швы, но может занять много времени. Он в первую очередь подходит для сварки тонких материалов и цветных металлов, но не идеален для соединений более толстых металлов.
В этом типе сварки используются ионизированные газы и электроды для формирования струй горячей плазмы. Это похоже на сварку TIG, но плазменная дуга отделена от оболочки защитного газа из-за расположения электрода внутри корпуса сварочной горелки.
Плазменная дуговая сварка идеально подходит для узких и глубоких швов, поскольку струи особенно горячие, что позволяет увеличить скорость сварки.
Электрическая дуга образуется между неплавящимся угольным электродом и заготовкой, соединяя металлы и создавая прочную связь. Этот метод был первым обнаруженным типом дуговой сварки и ранее широко использовался. Однако с тех пор этот процесс сократился из-за повышенной безопасности и удобства современных методов.
Однако с тех пор этот процесс сократился из-за повышенной безопасности и удобства современных методов.
Этот метод создает электрическую дугу между заготовкой и постоянно подаваемым электродом. Слой флюсового порошка покрывает дугу и обеспечивает защитные защитные газы и шлак, которые могут добавлять легирующие элементы в сварочную ванну. Слой флюса также предотвращает искры и брызги и снижает потери тепла.
После сварки воронка для флюса может перерабатывать неиспользованный флюс и удалять слои шлака.
Этот процесс, который сварщик может использовать как автоматический или полуавтоматический, обеспечивает более глубокое проникновение тепла, но ограничен сталью и горизонтальными сварными швами.
Дуга возникает между двумя вольфрамовыми электродами с водородом, используемым в качестве защитного газа, и проходит через газообразный водород, вызывая его диссоциацию на атомарный водород.
Требуется квалифицированный оператор для управления выделяемым теплом, потоком газообразного водорода и дугой. Этот процесс дает быстрые результаты, но редко используется, поскольку он дорог, включает легковоспламеняющиеся газы и ограничен плоскими положениями. Обычно предпочтительнее сварка MIG.
Этот метод представляет собой комбинацию дуговой сварки и контактной сварки. В зону сварки подается проволока, а в электрическую дугу добавляется флюс до тех пор, пока расплавленный шлак, покрывающий поверхность сварного шва, не достигнет электрода и не зажжет дугу. Электрическое сопротивление расплавленного шлака расплавляет присадочный металл и создает ванну расплава на поверхности соединения.
Электрошлаковая сварка идеально подходит для сварки толстых материалов, таких как низкоуглеродистая сталь, из-за большого количества тепла. Сварщик выполняет этот процесс в вертикальном или близком к вертикальному положении.
Этот метод обычно считается формой приварки шпилек из-за используемого оборудования, но этот процесс включает в себя создание электрической дуги.
Используя инструмент или пистолет для дуговой сварки, сварщик прикладывает шпильку к основному металлу, который запускает вспомогательную дугу и поднимает шпильку на заданную высоту. Нарисованная дуга расплавляет основание шипа и исходный материал, создавая расплавленную ванну. Возвратное давление вдавливает шпильку в расплавленную ванну, а керамическая втулка удерживает расплавленный металл и закрепляет сварной шов.
Этот процесс обеспечивает чрезвычайно прочные сварные швы, что делает его наиболее подходящим для толстых основных материалов. Он также подходит для использования на неровных и дефектных поверхностях. По сравнению с приваркой шпилек с конденсаторным разрядом (CD), DA является более дорогим и трудоемким из-за необходимости использования наконечников. Тем не менее, приварка шпилек часто считается более выгодной, чем дуговая сварка, поскольку она, как правило, более рентабельна и дает более быстрые результаты.
Тем не менее, приварка шпилек часто считается более выгодной, чем дуговая сварка, поскольку она, как правило, более рентабельна и дает более быстрые результаты.
Каждый тип дуговой сварки имеет различные преимущества, недостатки и требования, что делает их пригодными для конкретных целей. Для получения дополнительных рекомендаций относительно того, какой процесс сварки наиболее подходит для вашего применения, обратитесь к специалисту по сварке.
Если вы не уверены, что лучше всего подходит для вашей предполагаемой функции – дуговая сварка или приварка шпилек, обратитесь за консультацией в Taylor Studwelding. Компания является ведущим производителем и поставщиком машин для приварки шпилек, в том числе оборудования для приварки шпилек Drawn Arc, которые обеспечивают превосходную прочность сварных швов на различных металлах.
Как работает дуговая сварка? Дуговая сварка использует электрическую дугу для выработки тепла и соединения двух металлов. Электропитание, подаваемое на электрическую дугу, может быть переменным током (AC) или постоянным током (DC). Сварочные аппараты для дуговой сварки на переменном токе часто недороги, в то время как аппараты для дуговой сварки на постоянном токе предлагают более плавную дугу, которая лучше подходит для тонких материалов, однако они дороже.
Электропитание, подаваемое на электрическую дугу, может быть переменным током (AC) или постоянным током (DC). Сварочные аппараты для дуговой сварки на переменном токе часто недороги, в то время как аппараты для дуговой сварки на постоянном токе предлагают более плавную дугу, которая лучше подходит для тонких материалов, однако они дороже.
Все процессы дуговой сварки используют для сварки электрическую дугу и имеют по крайней мере следующее:
- Электрод
- Кабель электрода
- Рабочий трос и зажим
- Блок питания
- Металлы для соединения
- Дуга
Итак, насколько горяча сварочная дуга? Сварочная дуга при любом виде дуговой сварки будет иметь температуру около 3500°С.
В процессе дуговой сварки сварщик работает с двумя типами металла.
Исходный материал: Это металлические детали, которые соединяются вместе в процессе сварки.
Расходные материалы Материал: Это дополнительные материалы, которые нагреваются в дуге и наносятся на стыки для создания более прочного соединения.
В основном процессе дуговой сварки источник питания включается, и электрод подносится к основному материалу. Затем выделяется сильное тепло для создания электрической дуги. Затем тепло расплавляет основной металл, сердечник электрода и флюсовое покрытие. Затем флюсовое покрытие создает защитную среду для сварки. Расплавленный металл осаждается между двумя металлическими заготовками, чтобы соединить их вместе. Как только он затвердевает, он образует прочную связь между двумя материалами. Затем металлические детали оставляют остывать.
Ищете услуги дуговой сварки? Каждый тип дуговой сварки имеет различные преимущества, недостатки и требования, что делает их пригодными для конкретных целей. Для получения дополнительных рекомендаций относительно того, какой процесс сварки наиболее подходит для вашего применения, обратитесь к специалисту по сварке.
Если вы не уверены, что лучше всего подходит для вашей предполагаемой функции — дуговая сварка или приварка шпилек, обратитесь за консультацией в Taylor Studwelding. Мы являемся ведущим производителем и поставщиком машин для приварки шпилек, в том числе оборудования для приварки шпилек Drawn Arc, которые обеспечивают превосходную прочность сварных швов на различных металлах.
Часто задаваемые вопросы Какие существуют 4 типа дуговой сварки?Существует четыре основных типа дуговой сварки: дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и дуговая сварка с флюсовым покрытием (FCAW).
Сколько существует типов дуг? Всего существует десять типов дуговой сварки: сварка электродом, сварка MIG или MAG, дуговая сварка порошковой проволокой, сварка TIG, дуговая плазменная сварка, дуговая сварка углеродом, дуговая сварка под флюсом, сварка атомным водородом, электрошлаковая сварка и сварка волочением Дуговая (DA) сварка шпилек.
SMAW известен как дуговая сварка с защитным металлом, также называемая дуговой сваркой.
Для чего используется дуговая сварка?Дуговая сварка используется для соединения материалов, требующих прочного соединения, особенно для точных работ.
Какой тип электрода используется при дуговой сварке?Тип требуемого электрода зависит от типа используемой дуговой сварки, например, при сварке электродом обычно используются электроды E7018. Если вы не уверены в том, какой тип электрода лучше всего использовать, свяжитесь с нами в Taylor Studwelding.
Для чего используется дуговая сварка?Дуговая сварка используется для соединения двух металлов. Он используется в различных отраслях промышленности, в том числе в автомобильной и аэрокосмической промышленности.
Что означает дуга в сварке? Дуга в сварке представляет собой электрический ток, используемый для создания тепла и соединения двух металлов. Дуга возникает от основного материала к электроду.
Дуга возникает от основного материала к электроду.
Об авторе: Хизер Кук
Перейти к началу
Электродуговая сварка: определение, применение, типы, работа
Сегодня я буду обсуждать определение, применение, типы, оборудование, работу, преимущества и недостатки электродуговой сварки. ранее были опубликованы некоторые статьи о процессах сварки. проверить!
- Что такое сварка трением? – его применение, преимущества и недостатки
- Что такое процесс газовой сварки, его преимущества и недостатки?
- Что такое сварка? 11 различных способов сварки с помощью схемы
Содержание
Что электродуговая сварка?
Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для создания достаточного количества тепла для плавления металла, его охлаждения и образования соединения. Эта сварка плавлением использует источник переменного или постоянного тока в качестве источника тепла. Источник питания создает дугу между плавящимся или неплавящимся электродом, пропуская переменный или постоянный ток к основному материалу.
Эта сварка плавлением использует источник переменного или постоянного тока в качестве источника тепла. Источник питания создает дугу между плавящимся или неплавящимся электродом, пропуская переменный или постоянный ток к основному материалу.
Другими словами, это тип сварочного процесса, при котором используется сварочный источник питания для создания электрической дуги между металлическим стержнем (электродом) и основным металлом. Он плавит металлы в месте контакта. Сварщики могут выбирать и стабильно использовать постоянный или переменный ток и плавящийся или неплавящийся электрод в зависимости от учитываемых факторов.
Подробнее: Понимание газовой сварки
Дуговая сварка была впервые разработана в конце 19 года0345 в., использовавшийся в судостроении во время Второй мировой войны. Сегодня этот процесс становится одним из самых быстрых и распространенных сварочных процессов в производственных компаниях.
Схема электродуговой сварки:
Оборудование для дуговой сварки
Оборудование для дуговой сварки в основном включает в себя машину переменного тока или машину постоянного тока, электрод, держатель для электрода, кабели, разъемы для кабеля, заземляющие зажимы , Отбойный молоток, Шлем, Проволочная щетка, Перчатки, Защитные очки, рукава, Фартуки и т. д.
д.
Подробнее: Различные типы оборудования, используемого для дуговой сварки
Области применения
Сегодня дуговая сварка широко используется во многих областях, поскольку она бывает разных типов. Ниже приведены области применения дуговой сварки;
- Судостроение
- Строительная промышленность
- Автомобильная промышленность
- Механическая промышленность.
Вот некоторые другие области применения дуговой сварки
Что такое дуговая сварка: методы, приложение
Пожалуйста, включите JavaScript
Что такое дуговая сварка: методы, области применения и преимущества
- Аэрокосмическая промышленность использует дуговую сварку вольфрамовым электродом во многих областях соединения, особенно при сварке листового металла цветные металлы
- Дуговая сварка широко используется при производстве космических аппаратов
- Используется для сварки деталей тонкостенных труб малого диаметра, что делает ее применимой в велосипедной промышленности
- Типы дуговой сварки GTAW используются для изготовления гаек или сварки первого прохода для трубопроводов различных размеров.

- Используется для ремонта инструментов или штампов, в основном на деталях, изготовленных из алюминия и магния. коррозия и растрескивание в течение длительного периода времени, используется там, где необходимы эти качества.
Подробнее: Электрошлаковая сварка
Типы дуговой сварки
Различные типы дуговой сварки включают:
- Плазменно-дуговая сварка
- Дуговая сварка металлом
- Дуговая сварка углеродом
- Дуговая сварка вольфрамовым электродом
- Дуговая сварка металлическим газом
- Дуговая сварка под флюсом
- Металл SM –0 9000 6
- FCAW (дуговая сварка порошковой проволокой)
- Электрошлаковая сварка (ESW)
- Дуговая сварка шпилек
Хотя существуют и другие необычные типы дуговой сварки, вышеперечисленные являются наиболее распространенными.
Подробнее: Различные виды электродуговой сварки
Посмотрите видео ниже, чтобы узнать о работе электродуговой сварки:
Подробнее: Понимание дуговой сварки в среде защитного газа (SMAW)
Преимущества и недостатки электродуговой сварки
Преимущества
Дуговая сварка имеет большие преимущества по сравнению с многие другие сварочные процессы. Некоторые преимущества дуговой сварки включают:
- Сварочное оборудование является портативным, что упрощает его транспортировку для выполнения работ вне помещений
- Оно позволяет сваривать пористые и грязные металлы
- Его оборудование недорогое
- Это быстрый процесс сварки по сравнению с другими
- Его можно выполнять во время ветра или дождя
- Он обеспечивает прочное соединение
- Шарики для дуговой сварки можно использовать для создания рисунков на тонких металлах
- Его источник питания можно использовать там, где есть электричество, а в качестве альтернативы можно использовать, если нет электричества, кроме генератора.
