Электрическая схема инвертора – Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 01.08.2019 | 25 | Разное
Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата.Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе. Их структурная схема представлена на рис. 1
1 – входной выпрямитель с емкостным накопителем энергии;
2 – инверторный модуль;
3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные. Однотактные схемы формируют импульсы одной полярности, двухтактные – двухполярные импульсы. Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2

Рис. 2. Схемы инверторных модулей сварочных аппаратов
а) Двухтактная схема – «полный мост»
б) Двухтактная схема – «полумостовая схема»
в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания. Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети.
Сделать это можно повышением напряжения холостого хода, стимулированием промежутка высоковольтными импульсами от отдельного генератора, воздействием маломощного лазерного луча, применением вольтодобавочных схем и др. Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В.
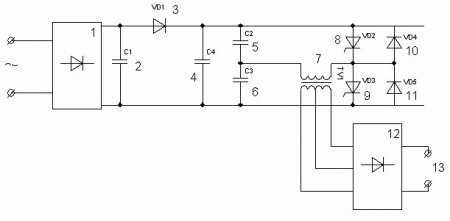
Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис. 4).
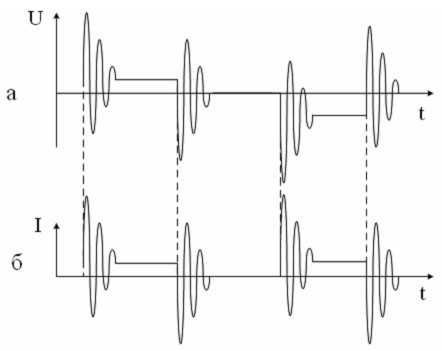
Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].
а – напряжение на первичной обмотке трансформатора инвертора
б –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью.
В сварочных инверторах ключевые элементы работают в импульсном режиме с ШИМ регулированием. Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно.
К основным их функциям следует отнести:
• формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов;
• обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования;
• возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки;
• защита аппарата от перегрева, перегрузки по току, «залипания» электрода;
• исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата.
С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис. 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
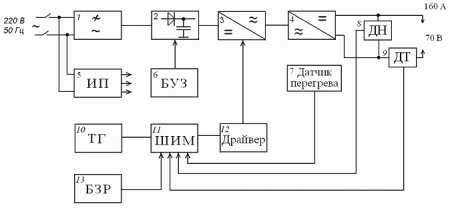
Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Автор: Борисов Д.А., ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Кроме статьи “Электрическая схема сварочного инвертора” смотрите также:
nanolife.info
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные инверторы, за счёт высокой частоты преобразования тока и системы электронной стабилизации, обеспечивают очень стабильную сварочную дугу. Современная элементарная база позволяет создавать сварочные инверторы очень компактными и оснащенными всеми необходимыми функциями. Имеющиеся на данный момент в продаже сварочные аппараты отличаются ограниченной потребляемой мощностью; режимом антиприлипания электрода; плавную регулировку тока сварки, часто с помощью микропроцессорного управления и защиту от перегрузок и перегрева схемы. Напряжение питания всех схем стандартное, сетевое 220 В при токе до 30 А. Выходной сварочный ток регулируется в пределах 5 – 200 А.
При сварке металлов с помощью инвертора, электрическая дуга возникает между электродом, диаметром 1-5 мм, который часто изготовлен из того же материала, что и соединяемый материал и свариваемым материалом. Из-за горения этой дуги, происходит плавление электродов и материала. После расплава происходит смешение соединяемого материала с материалом электрода и возникает прочное соединение.
Хочу представить вашему вниманию сборник принципиальных схем промышленных аппаратов сварочных инверторов, собранных “с миру по нитке”. Кому-то эти схемы понадобятся для ремонта, а кто и сам захочет повторить одну из схем. Ведь цена на готовое заводское устройство обычно лежит в пределах 300 – 500уе, и самостоятельная сборка сварочного инвертора вполне оправдана.
На нашем сайте имеются в наличии для скачивания такие файлы:
- – Электрическая схема сварочного инвертора САИ;
- – Электрическая схема сварочного инвертора MOS;
- – Электрическая схема сварочного инвертора TELWIN;
- – Электрическая схема сварочного инвертора NEON;
- – Электрическая схема сварочного инвертора Inverter TOP DC;
- – Электрическая схема сварочного инвертора Prestige;
- – Электрическая схема сварочного инвертора ВДУЧ;
- – Электрическая схема сварочного инвертора ThermalArc;
- – Электрическая схема сварочного инвертора MARC;
- – Электрическая схема сварочного инвертора Maxstar;
- – Электрическая схема сварочного инвертора РУСЬ;
- – Электрическая схема сварочного инвертора DC250;
- – Электрическая схема сварочного инвертора Форсаж;
- – Электрическая схема сварочного инвертора Invertec V.
Все принципиальные схемы выложены в разделе КНИГИ и доступны для скачивания всем пользователям, по прямой ссылке с сервера сайта, без всяких депозитов и летитбитов.
Если у вас имеется ещё какая-либо схема сварочного инвертора – можете поделиться ей с посетителями нашего сайта прислав схему на почту.
ФОРУМ по сварочным инверторам.
Схемы преобразователейelwo.ru
Схемы сварочных аппаратов и инверторов – Схемы – Каталог статей
Описание:
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120.
Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500.
Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600.
Интересна конструкция сглаживающего дросселя – провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 – 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей:
– щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч ,
– кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч .
Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия “Технотрон”.
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП “Технотрон”, г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод – DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка – ЛЭП119х0,1 (сколько жил не помню). оба провода – ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после “х”, только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током.
Пределы регулирования сварочного тока 40-315А
Ном.сварочное напряжение 32,6В
Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF.
Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1..
Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 “MASTER”, производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым “включить “стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую “установку”трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная “поделка”+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\личное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный завод «Фирма СЭЛМА».
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата “Русич С-400” производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Скачать архив (236 Mb)
elektromehanika.org
Ремонт и обслуживание инверторов питания ламп подсветки ЖК панелей ноутбуков
Компьютерная техника
Главная Ремонт электроники Компьютерная техника
Экраны ноутбуков представляют собой ЖК панели, подсветка которых (в основном это касается бюджетных устройств) осуществляется электролюминесцентными лампами холодного свечения (CCFL).
В большинстве ноутбуков используется одна лампа, установленная снизу, либо лампа в форме буквы Г.
“Поджиг” лампы, а также ее питание в рабочем режиме обеспечивает DC/AC-конвертор (далее – инвертор). Инвертор должен выполнить надежный запуск CCFL-лампы напряжением до 1000 В и ее стабильное свечение в течение длительного времени при рабочем напряжении 500…800 В (в зависимости от размера экрана). Подключение ламп к инверторам осуществляется по емкостной схеме. Рабочая точка стабильного свечения располагается на линии пересечения нагрузочной прямой с графиком зависимости тока разряда от напряжения, приложенного к лампам. В лампах создаются условия для управляемого тлеющего разряда, рабочая точка находится на пологой части кривой, что позволяет добиться стабильного свечения ламп в течение длительного времени, а также обеспечить эффективное управление яркостью.
Инвертор выполняет следующие функции:
- Преобразует постоянное напряжение 5…20 В в высоковольтное переменное напряжение.
- Регулирует и стабилизирует ток CCFL-лампы.
- Обеспечивает регулировку яркости.
- Согласует выходной каскад инвертора со входным сопротивлением CCFL-лампы при запуске и в рабочем режиме.
- Обеспечивает защиту схемы от короткого замыкания в нагрузке и токовой перегрузки.
Структурная схема инвертора
На рис. 1 показана типичная структурная схема инвертора питания CCFL-ламп в ноутбуках. Инвертор питается постоянным напряжением 5…20 В от источника питания ноутбука. Сигнал включения инвертора от центрального процессора ноутбука поступает на ШИМ контроллер. Сформированные этим узлом импульсы поступают на силовой ключ, коммутирующий ток в первичной обмотки импульсного трансформатора. На вторичной обмотке трансформатора формируется высоковольтное синусоидальное напряжение, которое обеспечивает “поджиг” CCFL-лампы. После поджига лампы ее напряжение питания снижается до рабочего уровня (около 500 В) и стабилизируется с помощью обратной цепи. Цепь контроля обеспечивает стабильность работы ШИМ контроллера, а также защиту от короткого замыкания, перенапряжения и токовой перегрузки.
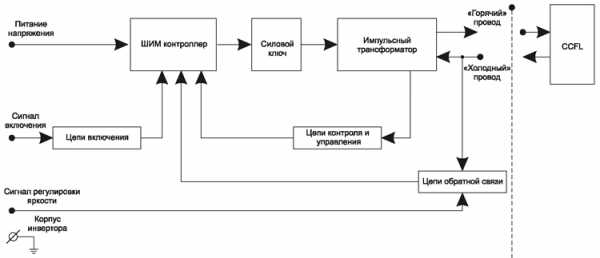
Рис. 1. Типичная структурная схема инвертора питания CCFL-ламп в ноутбуках
Представленная блок-схема практически реализуется как в дискретном, так и в интегральном исполнении. Инвертор выполняется на отдельной печатной плате (см. рис. 2) и соединяется с материнской платой ноутбука и CCFL-лампой с помощью гибких кабелей.
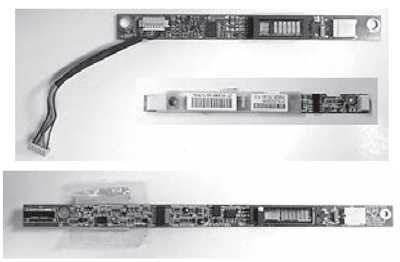
Рис. 2. Внешний вид инверторов питания CCFL-ламп ноутбуков
Различные производители ноутбуков используют свои модификации инверторов, некоторые из них представлены в этой статье.
Как правило, сигналы, поступающие на контакты интерфейсного разъема инверторов имеют, следующие обозначения: ENA – включение, VIN – питание, BRT ADJ-регулировка яркости.
Принципиальные электрические схемы инверторов
Рассмотрим принципиальную схему инвертора, применяемого в ноутбуках фирмы SAMSUNG (рис. 3).
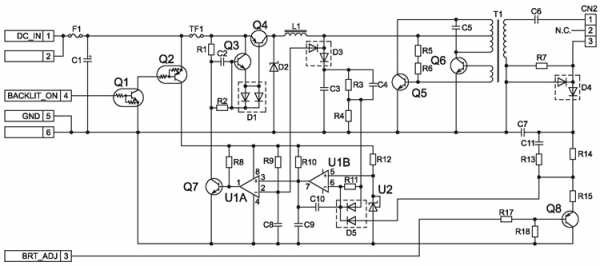
Рис. 3. Принципиальная электрическая схема инвертора, применяемого в ноутбуках SAMSUNG
Через разъем CN1, соединяющий инвертор с основной платой компьютера, поступают напряжение питания +12 В (DC_IN), напряжение включения инвертора +1,5 В (BACKLIT_ON), а также напряжение регулировки яркости +0,1…0,5 В (BRT_ADJ).
Основой этого инвертора является двухтактный автогенератор на элементах Q5, Q6, T1. Рабочая частота автогенератора определяется индуктивностью первичных обмоток Т1 и параметрами транзисторов. Автогенератор питается от источника питания ноутбука через понижающий DC/DC-конвертор на элементах Q3, Q4, L1, D2. Схема на элементах U1A и и1В формирует управляющий ШИМ сигнал, которым коммутируется ключевой каскад Q3, Q4, и задает рабочий цикл схемы. Управляющий сигнал на входе компаратора и1В складывается из сигнала обратной связи, формируемого из выходного напряжения инвертора, и сигнала регулировки яркости BRT_ADJ, формируемого процессором ноутбука.
Довольно распространен инвертор (рис. 4), в котором в качестве ШИМ контроллера применяется ИМС MP1101 фирмы MPS. Подобный инвертор используется в ноутбуках HEWLETT PACKARD и COMPAQ.
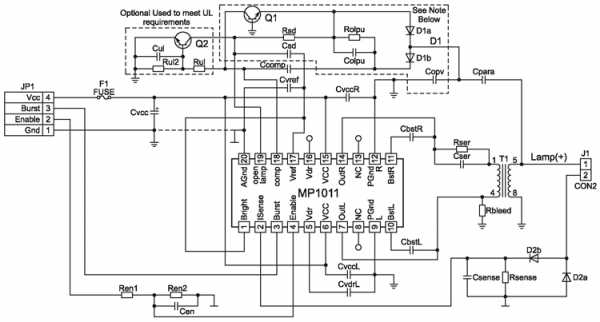
Рис. 4. Принципиальная электрическая схема инвертора, применяемого в ноутбуках HEWLETT PACKARD и COMPAQ
Особенностью схемы на ИМС МР1101 является минимальное число внешних компонентов. В состав микросхемы, помимо собственно ШИМ контроллера, входят силовые МОП транзисторы (N-MOSFET), поэтому отпадает необходимость во внешних транзисторах. Выходной каскад реализован по мостовой схеме. Яркость регулируется импульсным сигналом BURST (контакт 3 JP1), который подается на выв. 3 (ByrST) микросхемы. Аналоговый вход регулировки (выв. 1) не используется и подключен к опорному напряжению 5 В (выв. 17). Напряжение включения ноутбука +4,5 В поступает на выв. 4 ИМС. Инвертор вырабатывает напряжение питания лампы 780 В с частотой 70 кГц. Он обеспечивает напряжение поджига лампы около 1,5 кВ.
На рис. 5 показана схема инвертора Sumida ML1, который используется в ноутбуках Hewlett PACKARD. Основа данного инвертора – микросхема OZ9938(U2) фирмы О2MICRO.
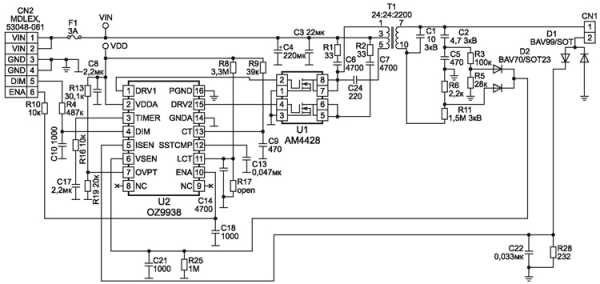
Рис. 5. Принципиальная электрическая схема инвертора Sumida ML1, применяемого в ноутбуках НР
Микросхема имеет узлы защиты от короткого замыкания в нагрузке и от разрушения (обрыва) CCFL-ламп. Ток лампы контролируется цепью D1 R28 C2, сигнал с которой поступает на выв. 5 (ISEN) контроллера OZ9938. Напряжение на CCFL-лампе контролируется цепью С2 С5 R3 R5 R6 R11 D2, сигнал поступает на выв. 6 (VSEN).
ИМС OZ9938 вырабатывает разнополярные импульсы, которые поступают на полевые транзисторы в составе сборки U1. Стоки транзисторов нагружены на первичную обмотку трансформатора Т1. В отличие от типовой схемы включения OZ9938, в которой к инвертору подключается от 2-х до 6-ти CCFL-ламп, при использовании в ноутбуках (одна CCFL-лампа) нет необходимости подключать дополнительные узлы, тем самым увеличивается стабильность работы, надежность и долговечность инвертора.
Инвертор ALPS KUBNKM (рис. 6) используется в частности, в ноутбуках DELL, он выполнен на базе контроллера OZ960 фирмы O2MICRO.
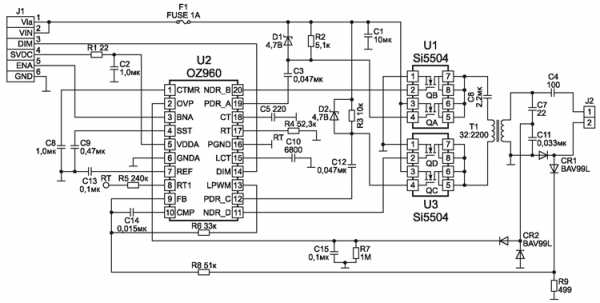
Рис. 6. Принципиальная электрическая схема инвертора ALPS KUBNKM, применяемого в ноутбуках DELL
На плате инвертора установлен операционный усилитель типа LM358, схема включения которого приведена на рис. 7.
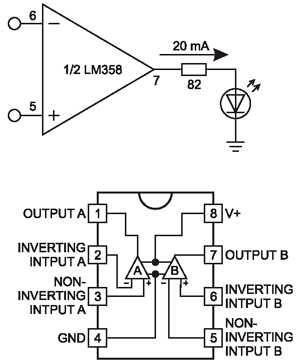
Рис. 7. Схема включения LM358 и расположение выводов в корпусе DIP/SO
Эта ИМС используется для питания светодиодов подсветки клавиатуры, расположенных на этой же плате. Этим обеспечивается подсветка экрана и клавиатуры при включении инвертора в рабочий режим.
Отличие этой схемы от предыдущих в том, что микросхема OZ960 имеет два выхода (выв. 11, 12 и 19, 20), каждый из которых рассчитан на подключение двух МОП транзисторов с разной проводимостью каналов (N- и P-MOSFET). Транзисторы в составе сборок U1 и U3 включены по мостовой схеме, нагрузкой служит первичная обмотка Т1. Такая схема включения позволила увеличить надежность схемы. Сигналы обратной связи по току и напряжению со вторичной обмотки по соответствующим цепям подаются на выв. 2 и 9 U2. Рабочая частота ИМС задается элементами С5, R4, подключенными к выв. 18 и 17 U2, и составляет 63 кГ ц.
В режиме поджига частота возрастает до 75 кГц. Яркость регулируется аналоговым сигналом DIM с контакта 3 J1. При этом уровень 0,6 В соответствует минимальной
яркости, а уровень 2,1 В – максимальной. Микросхема U2 питается напряжением 5 В (выв. 5) от источника питания ноутбука. Для питания выходного каскада инвертора от этого же источника подается 12 В. Эта цепь защищена предохранителем F1.
В ноутбуках ACER применяется инвертор AMBIT. Он выполнен на базе ИМС OZ960 и дополнительного контроллера управления светодиодами подсветки клавиатуры OZ9950.
На рис. 8 показана блок-схема микросхемы OZ9950, а на рис. 9 – схема ее включения.
Рис. 8. Архитектура ИМС OZ9950

Рис. 9. Схема включения ИМС OZ9950
Эта часть схемы инвертора (рис. 9) применяется в сверхтонких ноутбуках, мобильных телефонах и карманных компьютерах для обеспечения подсветки матрицы с помощью сверхъярких светодиодов. Схема представляет собой повышающий DC/DC-конвертор на элементах L1, U2, D2, который управляется ШИМ контроллером U1. Микросхема OZ9950 работает на частоте 280 кГц. Сигнал обратной связи по току подается на выв. 2 напряжению – на выв. 4 (VSEN). Напряжение питания 5 В подается на выв. 5 U1 и на вход конвертора – дроссель L1. Напряжение аналоговой регулировки яркости подается на выв.3 U1. Уровень 0,8 В соответствует минимальной яркости, а уровень 1,4 В – максимальной. В режиме импульсной регулировки яркости сигнал частотой 100…300 Гц подается на этот же вывод ИМС в диапазоне уровней 0,4…1,4 В. Яркость регулируется изменением коэффициента заполнения (рабочего цикла) управляющего сигнала.
Автор: Владимир Петров (г. Москва)
Источник: Ремонт и сервис
Дата публикации: 20.03.2015
Рекомендуем к данному материалу …
Мнения читателей
- Михаил / 14.07.2019 – 18:07
Спасибо - Геннадий / 26.01.2018 – 17:01
В пункте:Принципиальные электрические схемы инверторов Ошибки в предложении: абз.3 Основой этого инвертора является двухтактный автогенератор на элементах Q5, Q6, T1. Рабочая частота автогенератора определяется индуктивностью первичных обмоток Т1 и параметрами транзисторов. Правильно так:Основой этого инвертора является двухтактный автогенератор на элементах Q5, Q6, T1. Рабочая частота автогенератора определяется индуктивностью первичных обмоток Т1 и емкостью конденсатора C5. там-же:Схема на элементах U1A и и1В формирует управляющий ШИМ сигнал, которым коммутируется ключевой каскад Q3, Q4, и задает рабочий цикл схемы. Управляющий сигнал на входе компаратора и1В складывается из сигнала обратной связи, формируемого из выходного напряжения инвертора, и сигнала регулировки яркости BRT_ADJ, формируемого процессором ноутбука. Должно быть:Схема на элементах U1A и U1B формирует управляющий ШИМ сигнал, которым коммутируется ключевой каскад Q3, Q4, и задает рабочий цикл схемы. Управляющий сигнал на входе компаратора U1B складывается из сигнала обратной связи, формируемого из выходного напряжения инвертора, и сигнала регулировки яркости BRT_ADJ, формируемого процессором ноутбука. абз.7 Ток лампы контролируется цепью D1 R28 C2, сигнал с которой поступает на выв. 5 (ISEN) контроллера OZ9938. Должно быть:Ток лампы контролируется цепью D1 R28 C22, сигнал с которой поступает на выв. 5 (ISEN) контроллера OZ9938. абз.9 На плате инвертора установлен операционный усилитель типа LM358, схема включения которого приведена на рис. 7. Должно быть: Дополнительно на плате с инвертором установлен операционный усилитель типа LM358, схема включения которого приведена на рис. 7. В абз.13 удолите перенос на следующую строку.Должно быть так:В режиме поджига частота возрастает до 75 кГц. Яркость регулируется аналоговым сигналом DIM с контакта 3 J1. При этом уровень 0,6 В соответствует минимальной яркости, а уровень 2,1 В – максимальной. Микросхема U2 питается напряжением 5 В (выв. 5) от источника питания ноутбука. Для питания выходного каскада инвертора от этого же источника подается 12 В. Эта цепь защищена предохранителем F1. В последнем абзаце: Напряжение питания 5В подается на выв.5 U1 и на вход конвертора дроссель L1. Должно быть:Напряжение питания 5В подается на выв.8 U1 и на вход конвертора дроссель L1. Спасибо за статью. - Александр / 15.11.2015 – 23:23
Спасибо за отличную статью.
Вы можете оставить свой комментарий, мнение или вопрос по приведенному вышематериалу:
www.radioradar.net
Ремонт сварочных инверторов своими руками: видео, схемы и фото
Ремонт сварочных инверторов является довольно распространенным мероприятием, даже если речь идет об устройствах от ведущих производителей. У каждого прибора есть свой срок службы, по мере приближения к которому различные компоненты агрегата могут постепенно терять свою работоспособность, выдавать ошибки, в итоге это приводит к нарушениям процессов сварки.
Содержание статьи
С чего начать
Устройство сварочного инвертора
Ошибка многих владельцев сварочных инверторов заключается в том, что они пытаются действовать наобум. В народе подобный ремонт носит название «метод тыка». У некоторых даже это получается, но в большинстве случаев самостоятельный ремонт обычно заканчивается окончательной поломкой или необходимостью обращаться в сервисный центр.
Вы готовы потратить огромные деньги на восстановление рабочего состояния своего устройства? Или проще сразу приобрести новый аппарат? Все зависит от того, что именно случилось с агрегатом.
Первое, с чего вам следует начать, это достать из упаковки вашего сварочного инвертора инструкцию. Если речь идет о хороших производителях, все они обязательно предоставляют схемы, инструкции, руководства не только по эксплуатации, но и ремонту.
Заводские схемы поломок и их устранение — это основное пособие, которое должно быть перед вами во время проведения ремонтных работ своими руками. Все остальное — вспомогательные средства. Хотя от видео инструкций по ремонту отказываться не стоит.
Виды и причины поломок
Электрическая схема сварочного инвертора для ремонта своими руками
Все поломки, которые могут возникать у сварочных инверторов, делят на две основные группы.
- Первая группа неисправностей инверторов вызвана применением несоответствующих режимов работы для выполняемых сварочных операций.
- Вторая группа связана с поломкой или нарушением работоспособности электроники сварочных устройств.
Начните с элементарных мероприятий по проверке сварочного аппарата, постепенно исключая те или иные причины. Если проверка показывает, что все со сваркой хорошо, но он все равно не функционирует, причиной может быть электросхема.
Электронная составляющая сварочного аппарата может выйти из строя по нескольким причинам:
- В сварочном устройстве оказалась влага. Такое часто случается, когда сварочные работы проводятся во время дождя или снега;
- Внутри корпуса сварочного инвертора накопилось большое количество пыли, грязи. Из-за этого перестает нормально работать система охлаждения. Потому дабы избежать подобных неприятностей, все схемы эксплуатации инверторов требуют обязательной периодической чистки;
- Мастер не соблюдал рекомендуемые режимы во время проведения сварочных работ инвертором. Элементарный пример — инвертор работал дольше, чем ему положено по инструкции. Потому возникла перегрузка, устройство вышло из строя.
Популярные неисправности
Практика показывает, что нарушение правильной схемы работы сварочного инвертора обычно вызывается однотипными причинами. Рассмотрев их, вам будет проще отремонтировать агрегат.
- Неустойчивая дуга сварочного инвертора или разбрызгивание электрода. Такие ситуации возможны тогда, когда вы выбрали несоответствующий режим сварочного тока. Все рекомендации указаны в инструкциях, на упаковке, потому не спешите от них избавляться. Если же упаковки нет, а правильные параметры вы не знаете, попробуйте подавать по 20-40 А на 1 мм диаметра используемого электрода. Если скорость сварки будет падать, величина тока снижается.
- Электрод постоянно липнет к свариваемому металлу. Здесь причин сразу несколько. Зачастую прилипание возникает из-за недостаточно высокого питающего напряжения сети, от которой работает инвертор. Другая причина — нарушение контакта модулей в гнездах. Чтобы устранить неисправность, нужно подтянуть крепежи или плотнее зафиксировать платы. Как вариант, прилипание возникает при использовании удлинителей для подключения сварочного инвертора. Схемы эксплуатации предусматривают, что сечение проводов удлинителя не должны быть ниже 2,5 мм2. Если нарушить это правило, прилипания к металлу не избежать. Хотя не редко даже при соответствующем сечении удлинителя причиной неисправной работы становится чрезмерная длина. Переходники длиной свыше 40 м не способны обеспечить функциональность сварочного инвертора, поскольку происходят большие потери в цепи.
- Когда инвертор подключен к сети, все индикаторы функционируют, но сварка все равно не работает, причин может быть две. Первая и наиболее распространенная — аппарат перегрелся. Вторая заключается в самопроизвольном отключении кабелей сварочного устройства или их повреждение.
- Если отключается сетевое напряжение во время сварочных работ, это говорит о неправильно подобранном автоматическом выключателе в электрощите. Схемы предусматривают применение устройства с выдержкой тока до 25 Ампер.
- Если аппарат не включается, вероятнее всего в сети слишком низкое напряжение. Потому инвертор не может активироваться.
- При длительной работе инвертора он отключился. Это вызвано срабатыванием защиты, которая отключает агрегат при превышении предельной температуры. Подождав около 20 минут, вскоре вы сможете продолжить работу.
Ремонтные работы
Отремонтировать своими руками вышедший из строя сварочный агрегат не так сложно, как может некоторым показаться. Да, не всегда ремонт сварочного инвертора возможен без вмешательства специалистов. Но попробовать вам никто не мешает, прежде чем платить внушительные деньги мастерам.
- Для начала проведите визуальный осмотр своими руками. Для этого надо вскрыть корпус, проверить состояние элементов инвертора на предмет их целостности, износа, наличие дефектов и пр. Если отыскали провода с плохой или разорванной пайкой, вооружитесь паяльником и восстановите все соединения. Все схемы соединений указаны на корпусе или в инструкции от производителя. Старайтесь строго им следовать, а не проявлять самостоятельность.
- Если визуально все с аппаратом хорошо, вам потребуется своими руками протестировать элементы. Для этого воспользуйтесь мультиметров или обычным омметром. Мультиметр универсальнее, потому подходит больше для комплексного ремонта.
- Наиболее подверженная поломкам часть инвертора — это транзисторы. Начните прозвон с них, а также с драйверов транзисторов. Это обусловлено тем, что именно драйвер становится причиной поломки силового транзистора.
- Своими руками убедитесь в исправном состоянии проводников. На них могут возникать обрывы и следы подгаров. Если элементы подгорели, удалите их и припаяйте новые.
- Тщательно проверьте все разъемы в начинке инвертора. Обычно достаточно их зачистить, хотя иногда ситуации более сложные.
- Оба выпрямителя (выходной и входной) — это обычные диодные мосты, которые монтируются на радиатор инверторного устройства. Они отличаются надежностью, потому редко выходят из строя. Но убедитесь в их целостности нужно. Для этого воспользуйтесь тестером, прозвонив все диоды. Если удалось отыскать пробитый, просто замените поврежденный элемент.
- Последний этап — это проверка платы управления ключами. У инвертора они являются наиболее сложными элементами, поскольку от их работоспособности зависит работа всех остальных компонентов. Здесь вам пригодится осциллограф.
Если вам не удалось определить своими руками причины поломки инвертора, аппарат придется отнести в сервисный центр. Не имя опыта в ремонте сварочных устройств, не стоит пытаться решить проблему самостоятельно.
tvoistanok.ru
Схема сварочного инвертора
Схема сварочного инвертора применяется для сварки с использованием штучного электрода. Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.

Устройство инверторного сварочного аппарата.
Для начала познакомимся с основными требованиями, которые устанавливаются для инверторных источников тока для сварки самого простого, бытового уровня. К ним относятся:
- Работа оборудования должна осуществляться от однофазной сети частотой 220/50 Герц (Гц).
- Аппарат должен иметь возможность использовать штучные электроды, диаметр которых 1,6 до 3,25 мм.
- Доступная стоимость, минимальный вес и габариты.
- Ремонт такого агрегата должен быть доступен в обычных мастерских или же своими руками.
Аппараты для сварных работ с подобными характеристиками получили широкое применение в быту. И их сборка или же ремонт производится в соответствии с принципиальной схемой к сварочному инвертору и в точном соответствии с прилагаемой инструкцией к оборудованию. Особенно это касается случаев ремонта оборудования дома.
Описание некоторых деталей схемы инвертора
Способы подключения сварочного инвертора.
Описывая схему бытового устройства для сварки металла, стоит заострить внимание на которых деталях. Понятно, что всю координацию работы этого преобразователя осуществляет микросхема и ее главный элемент — ШИМ-контроллер.
С точки зрения схемотехнических особенностей инверторного сварочного аппарата выбор используемой в ШИМ-контроллере микросхемы напрямую зависит от того, какие функции выполняет конкретное устройство. В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
Вернуться к оглавлению
Некоторые конструкционные особенности бытового инвертора для сварки
Не будет лишним сказать, что при использовании инверторного сварочного аппарата удается получить высококачественные сварные швы и при этом не затратить много усилий оператора сварки. К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
Промышленные трансформаторные преобразователи в своем строении более электротехничны.
Напротив, глядя на принципиальную схему сварочного аппарата, можно увидеть, что он является электронным устройством.
Блок-схема полумостового инвертора..
При ремонте такого оборудования нужно следовать схемам сварочных инверторов. Для диагностики неисправностей и ремонта этого механизма необходимо последовательно выполнить проверку:
- состояния стабилитронов;
- транзисторов;
- диодов;
- резисторов.
При обнаружении неисправностей в конструкции нужно выполнить ремонт по чертежам устройства аппарата для таких технических работ.
Вернуться к оглавлению
Коротко в итоге
Подробнее описывать конструкционные особенности всех типов механизмов этого типа не имеет смысла, поскольку существует большое количество специальной литературы по этому вопросу.
Целью же этого обзора было лишь ознакомление читателей с принципиальным строением инверторного сварочного аппарата и его некоторыми основными узлами.
expertsvarki.ru
Принципиальные электрические схемы инверторов для питания ламп подсветки ЖК панелей
В архиве принципиальные электрические схемы инверторов для питания ламп подсветки ЖК панелей:
1) Принципиальная электрическая схема инвертора типа PLCD2125207A фирм ЕМ АХ и SAMPO. Инвертор устанавливается в 14-и 15-дюймовые в мониторы Acer, АОС, BENQ, LG, Philips. Характеристики: UBx= 12 В, UВых- 700 В, IВЫХ = 7 мА(в каждом канале)
2) Принципиальная электрическая схема инвертора фирмы SAMPO. Инвертор устанавливается в 17-дюймовые мониторы LG, PHILIPS, SAMSUNG в которых используются ЖК панели LG-PHILIPS, SANYO. Характеристики: UBx = 12 В, UВых = 810 В, IВых = 15 мА (в каждом канале)
3) Принципиальная электрическая схема инвертора типа DIVTL0144-D21 фирмы SAMPO. Инвертор устанавливается в 15-дюймоеые мониторы, в которых используются ЖК панели LG-PHILIPS, HITACHI, SAMSUNG, SUNGWUN. Характеристики: UBx = 12 В, UВых = 650 В, Iых = 4,5…7,5 мА (в каждом канале)
4) Принципиальная электрическая схема инвертора фирмы TDK. Инвертор устанавливается в 17-дюймовые мониторы SAMSUNG, в которых используются ЖК панели SAMSUNG. Характеристики: UBX – 12 В,Uвых = 850 В, IВых = 8 мА (е каждом канале)
5) Принципиальная электрическая схема инвертора фирмы TDK. Инвертор устанавливается е 15-дюймоеые мониторы LG, в которых используются ЖК панели LG-PHILIPS. Характеристики: UBX = 12 В, UВых = 850 В, IВых = 8 мА (е каждом канале)
6) Принципиальная электрическая схема инвертора DIVTL 0048-D21 фирмы SAMPO. Инвертор устанавливается в 15-дюймовые ЖК матрицы с двумя лампами подсветки. Характеристики: UBx = 10,8.-13,2 В, IВХ = 800…1300 мА, IВых = 2,2…6,2 мА (в каждом канале), UBb,x = 580…780 В
7) Принципиальная электрическая схема инвертора фирмы SONY. Инвертор устанавливается в 15-дюймовые ЖК мониторы SONY (например, в модели SONY SDM50)
8) Принципиальная электрическая схема инвертора фирмы Ambit (1-я версия). Инвертор устанавливается в 17-дюймовые ЖК мониторы PHILIPS и LG, в которых используются ЖК панели ADT и LG-PHILIPS (например, е модели Philips 170В1А)
9) Принципиальная электрическая схема инвертора Ambit (2-я версия). Инвертор устанавливается в 18-дюймоеые ЖК мониторы PHILIPS и LG, в которых используются ЖК панели LG-PHIUPS
(например, в модели Philips 180P1L)
www.radioradar.net