Электрод вольфрамовый для нержавейки: Вольфрамовые электроды для нержавейки – купить по выгодной цене в магазинах «Всё для сварки»
alexxlab | 17.04.1992 | 0 | Разное
Маркировка вольфрамовых электродов
Аргонодуговая сварка неплавящимся, вольфрамовым электродом – это оптимальный метод сварки для получения качественного сварочного шва. Этот метод позволяет получить красивый шов, с высокими прочностными характеристиками. Этот метод позволяет производить сварку широкого спектра материалов – легированные и нелегированные стали, чугун, цветные металл и их сплавы и т.д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
Вольфрам — самый тугоплавкий из известных современной науке металлов, температура его плавления равна 3410°С, а температура кипения — 5900°С. Это обусловливает незначительный расход электродов при сварочных работах.. Чистота и точность итогового шва – еще один критерий, наличие которого влияет на выбор именно аргонодуговой сварки вольфрамовым электродом в ряде отраслей, к примеру, в автомобилестроении. Для усиления стабильности и устойчивости сварочной дуги создаются специальные электроды из вольфрама с добавлением оксидов редкоземельных элементов — лантана, циркония, тория, церия.
Особенности применения конкретной марки вольфрамовых электродов зависят от химического состава и количества в нем легирующей добавки. Маркировка вольфрамовых электродов с одного конца разными цветами дает возможность ориентироваться в ассортименте продукции и значительно упрощает выбор необходимого вида изделия. Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
- WP (зеленый цвет)
Электрод с содержанием вольфрама, не опускающимся ниже 99,5%, известен также под названием «чистый вольфрам». Обеспечивает отличную устойчивость дуги при работе на переменном токе. Приоритетной областью использования изделия является сварка на переменном токе таких металлов, как алюминий, магний и их сплавы. Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.
- WT-20 (красный цвет)
Электрод с 2-процентной добавкой диоксида тория. Это самые популярные легированные электроды, именно они впервые продемонстрировали превосходство легированных электродов над классическими изделиями при работе в условиях постоянного тока. Приоритетной областью использования изделия считается сварка нержавеющих, углеродистых, низколегированных сталей, а также меди, титанов и их сплавов. При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.
Приоритетной областью использования изделия считается сварка нержавеющих, углеродистых, низколегированных сталей, а также меди, титанов и их сплавов. При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.
- WC-20 (серый цвет)
Универсальный электрод с 2-процентной добавкой диоксида церия. Это вещество повышает допустимый диапазон значений тока сварки. Но даже при малых значениях тока цериевые электроды превосходят изделия из чистого вольфрама. Подходит для работы с любыми типами сталей и сплавов (включая молибден, никель, титан, бронзу) в условиях переменного и постоянного тока. Отличаются высоким сроком службы. Наиболее яркий недостаток материала – концентрация оксида церия на раскаленном конце электрода при сварке с большими значениями тока.
- WY-20 (темно-синий)
Электрод с добавкой диоксида иттрия, размер которой может составлять 1,8-2,2%. Иттрированные вольфрамовые электроды являются наиболее устойчивыми из используемых сегодня неплавящихся электродов. Применяются для сварки особо ответственных соединений на постоянном токе прямой полярности. Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.
Применяются для сварки особо ответственных соединений на постоянном токе прямой полярности. Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.
- WZ-8 (белый цвет)
Электрод с содержанием 0,8% оксида циркония. Подходит для работ с алюминием, магнием и их сплавами в условиях переменного тока. Идеальное решение для задач, при которых недопустим даже минимум загрязнения сварочной ванны. Изделия позволяют создать максимально стабильную дугу.
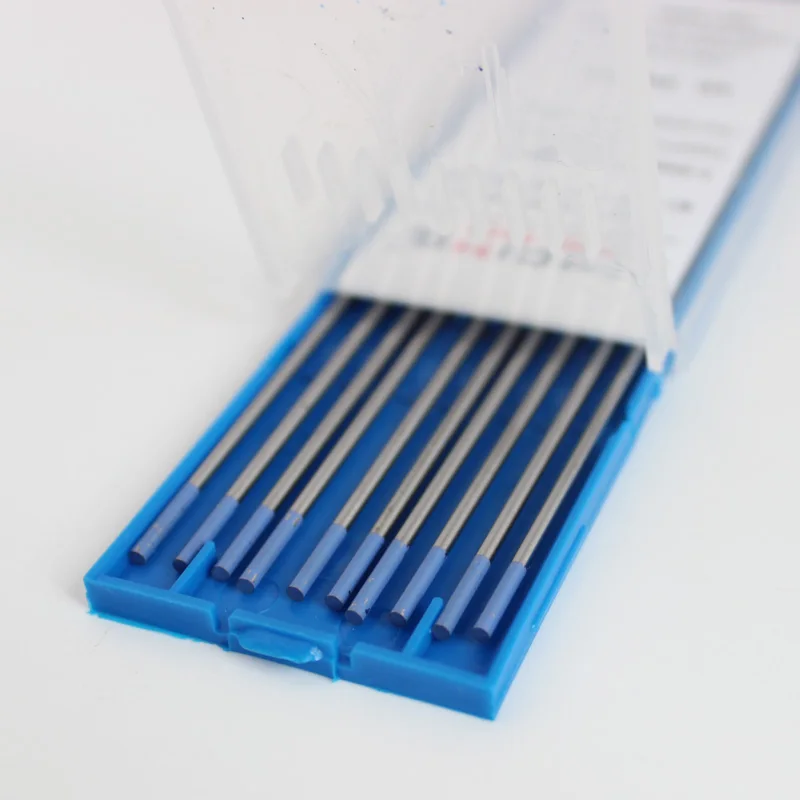
- WL-15 и WL-20 (золотистый и синий цвета)
Электроды с добавкой 1,5% и 2% оксида лантана. Изделия обеспечивают чрезвычайно легкий запуск дуги, устойчивость дуги на всем протяжении работ и превосходные показатели повторного запуска дуги. Оксид лантана снижает износ рабочего конца изделия и повышает токовую нагрузку на 50% в сравнении с электродом из чистого вольфрама при одинаковом типоразмере. Равномерное распределение оксида лантана по всей длине изделия позволяет сохранять изначальную заточку электрода в ходе длительных работ.
Компания GlobalWeldingCompany предлагает приобрести вольфрамовые электроды с легирующими добавками и унифицированной маркировкой, рабочие характеристики которых отвечают современным мировым стандартам. Огромный ассортимент профессиональных сварочных материалов напрямую от поставщиков всегда в наличии в Москве — чтобы вы могли сделать выбор в пользу баланса цены и качества. У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
Купить вольфрамовые электроды можно в нашем интернет-магазине.
Оптовые цены уточняйте у наших менеджеров.
Вольфрамовые электроды для сварки стали и нержавеющей стали | СВАРКА ТЕХНИКА
|
ПерваяПредыдущая12СледующаяПоследняя |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
Выбор вольфрамовых электродов – Расходные материалы
#1 mat
Отправлено 13 January 2013 13:33
to Moderator, Поиском пользовался но, ничего путного не нашёл. Поэтому, если что не так и не там, перенесите пожалуйста, куда следует.
Поэтому, если что не так и не там, перенесите пожалуйста, куда следует.
А теперь суть вопроса. Купил себе Alpha225 и пока он едет, решил поискать электроды. И обнаружил что, все описания написаны каким- то человеком, не очень разбирающимся в них. Все электроды универсальные и подходят для одних и тех же областей применения. Единственное отличие только в цвете и ториевых. Последние радиоактивны.
Может быть, уважаемые гуру восполнят этот пробел, разместив здесь соответствующую информацию, для всех нуждающихся ? А их, я вижу, будет не мало.
В частности мне интересно, чем отличаются электроды церированные и лантанированные ? В плане применения. Или, по другому, для сварки ” чёрнухи ” какие электроды предпочтительнее ? Циркониевые, если я правильно понял, больше подходят для сварки переменным током, алюминия и его сплавов и магния с его сплавами ?
Ещё мне попадались электроды с иттрием и смесью редкоземельных металлов. Иттриевый, если я правильно понял, предназначен для сварки постоянным током всех сталей и цветметов, кроме Al и Mg, а смесь для чего ?
В общем, если кто может, разложите пожалуйста по полочкам, ибо искать по форуму, не реально.
Благодарю заранее.
- Наверх
- Вставить ник
#2 ARGONIUS
Отправлено 13 January 2013 15:53
По полочкам вам пока не надо. Не думаю что настолько всё у вас ответственно, чтобы очень сильно разбирать. Я когда то подробно рылся в этом вопросе, если хотите практический совет- пожалуйста:
Красные ВТ-ториевые для сварки на постоянном токе, то есть всё кроме алюминия (и магния, который вам вряд ли попадётся) Иттриевые тоже неплохие, но по моим ощущениям жало держат хуже. Я пользуюсь ториевыми. Если вы не собираетесь варить на токах ампер в 300 и больше диаметр 2,4мм вам подойдёт практически для всего. Для алюминия бирюзовые WL20 лантановые. Возьмите толщины 2,4 мм и 3,2 мм и думаю хватит.
http://argonius52.ru/
- Наверх
- Вставить ник
#3 mat
Отправлено 13 January 2013 16:55
Алюминий у меня как раз первый стоит, в планах ибо, газ тоже, не плыйз на халяву. Планировал начать практику с люминия, именно исходя из этих аргументов.
Планировал начать практику с люминия, именно исходя из этих аргументов.
Торий я предполагал вообще не юзать, вроде как здоровье не позволяет. Да и по токам, мне даже 200 ампер будет, наверное, за глаза. Хотя, практика всё расставит по своим местам. Только, почитав инфу в интернете, у меня сложилось мнение что, для всех случаев, 2,4 мм не подходит. Нужно для каждого диапазона токов, юзать свой диаметр ибо, либо электрод оплавляется, либо дуга не стабильна.
Значит, не так страшен, этот торий ? И для чернухи он тоже подходит ?
- Наверх
- Вставить ник
#4 ARGONIUS
Отправлено 13 January 2013 19:17
Бирюзовые лантановые толщины 3,2мм для алюминия средних толщин2-6 мм, и такие же лантановые 2,4 мм для более тонкого алюминия 1-1,5мм. Примерно так. Хотите и 1,6 мм лантановые возьмите для совсем уж тонкого алюминия, но мне думается излишество это , можно просто 2,4 мм более полого заточить.Магний попадётся вам или нет не знаю, но думаю маловероятно. И для него лантановые хороши.
Примерно так. Хотите и 1,6 мм лантановые возьмите для совсем уж тонкого алюминия, но мне думается излишество это , можно просто 2,4 мм более полого заточить.Магний попадётся вам или нет не знаю, но думаю маловероятно. И для него лантановые хороши.
Для всего остального ториевые, красные подходят хорошо, для черняги и для меди и для нержавейки. 3,2 мм ториевые брать смысла нет, потому что 2,4 миллиметровые хорошо с 200 амперами справляются. Насчет радиоактивности- вредна пыль при заточке, а не сам электрод при сварке. Ну, можете вместо ториевых тёмно синие иттриевые взять, если дыхание при заточке задержать сложно. По мне иттриевые похуже ториевых.
Не знаю…как то у вас радужно….с алюминия начать хотите. Успехов. Вроде всё подробно написал.
http://argonius52.ru/
- Наверх
- Вставить ник
#5 mat
Отправлено 13 January 2013 19:52
Так, первый вопрос появился. По инфе из инета, бирюзовый это смесь редкоземельных и обозначается WR-20, а лантановые обозначаются WL-10 чёрный, WL-15 золотой и WL-20 синий. Иттриевые обозначают WY-20 и окрашивают в тёмно-синий. Всё правильно ? Или в разных странах, по разному ?
По инфе из инета, бирюзовый это смесь редкоземельных и обозначается WR-20, а лантановые обозначаются WL-10 чёрный, WL-15 золотой и WL-20 синий. Иттриевые обозначают WY-20 и окрашивают в тёмно-синий. Всё правильно ? Или в разных странах, по разному ?
Что касается алюминия. Может я чего. то недопонимаю пока ? Газ нужен по любому, иначе электрод сгорит стало быть тренировку лучше проводить на алюминии. Магний пока не будем упоминать, скорее всего я его тоже не встречу. Или Вы про что- то своё толкуете ? Если имеете в виду трудности в сварке алюминия то, если я написал что я чайник, не нужно понимать это так глубоко. Голова у меня светлая и руки золотые. Кой- чего знаю и кой- чего умею. Так что, меня люминием не напугать.
Про пыль ториевых электродов. Боюсь что, одной задержкой дыхания не отделаться. Пыль ведь не испаряется и не улетучивается, она остаётся на месте заточки, а это – моё жилище. Не мастерская и не гараж. Да и, к тому же, будет накапливаться…Нет, наверное всё- таки воздержусь от ториевых.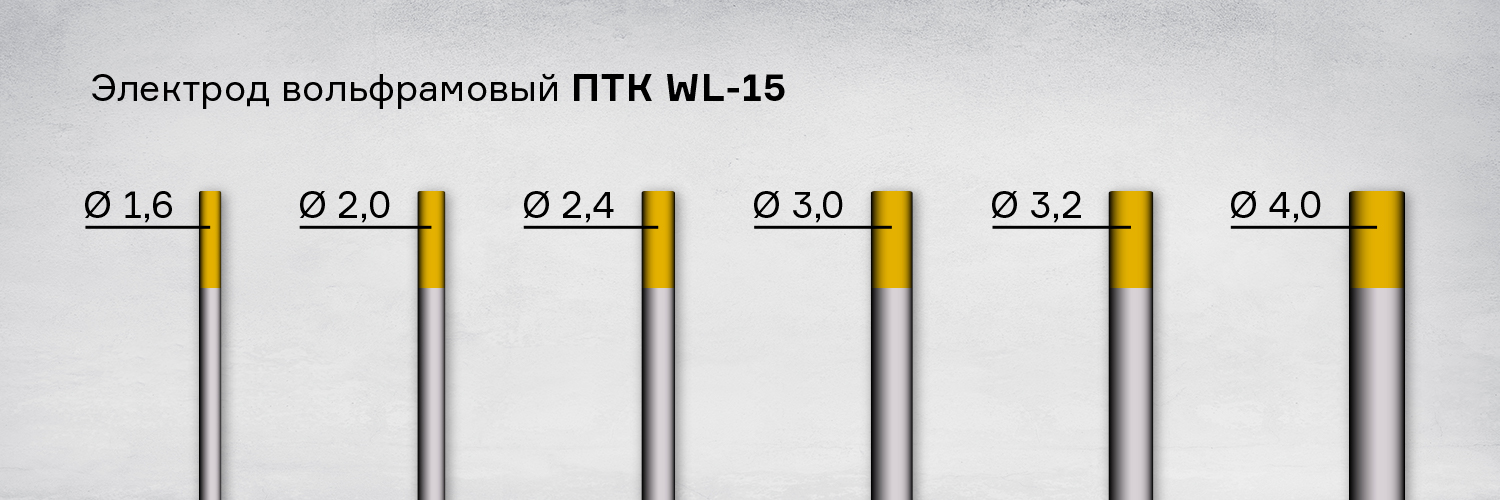 Иттриевые, пока не встречал, продолжаю поиски.
Иттриевые, пока не встречал, продолжаю поиски.
А лантановые электроды, по чернухе работают ? По описаниям, вроде работают, а зачем тогда такой выбор ?
- Наверх
- Вставить ник
#6 BelaZZ
Отправлено 13 January 2013 21:00
Несколько раз судьба сводила меня с лантановыми – WL-20 и разок прикупил иттриевые -WY-20.Разочаровали меня они.При заточке кончик выкрашивается,иной раз и до кончика дело не доходит-отлетают солидные чешуйки,попадалось что по центру вольфрама что то типа полости,во время сварки иной раз видно,как набухает кончик и начинает расслаиваться.Разные закупки,разные организации(места работы),и даже в частном порядке покупал.Допускаю,что может и брак,но не в таких же масштабах.Что самое удивительное,с одной стороны заточка идёт более-менее нормально,помучавшись можно сделать требуемое,то с другой-ну никак.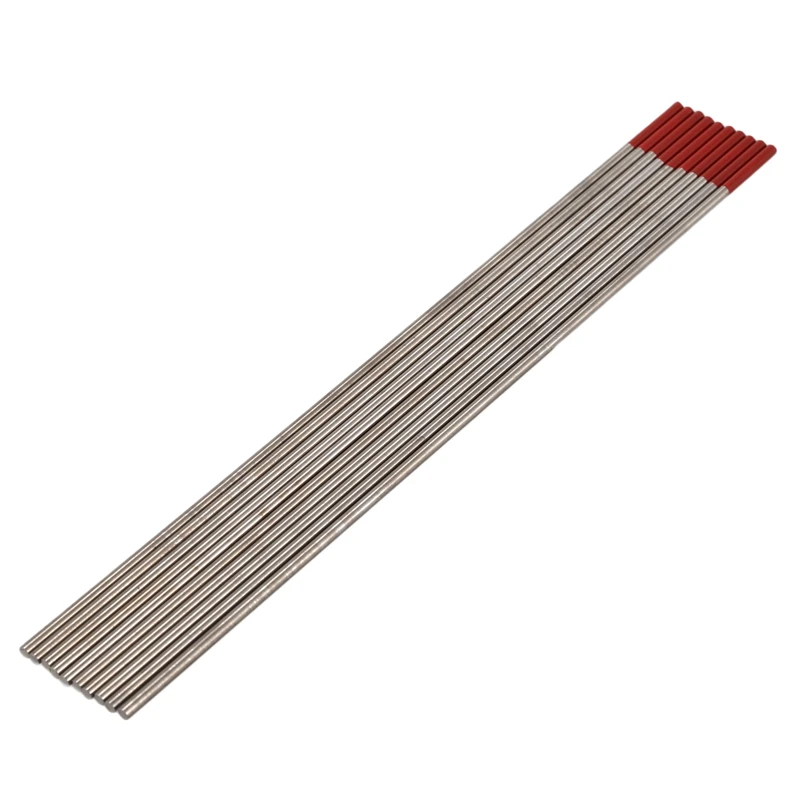 Варить,правда,ими хорошо,дуга стабильная.С цериевыми WC-20 таких косяков небыло ни разу-и алюминий,и сталь,и нержавейка – никаких расслоений и заточка не вызывает плясок с бубном.Ториевые нареканий не вызывали ,но из-за их коварности пришлось отказаться от них-как нос не затыкай,а пыль она и есть пыль,и если помещение ограничено,то через некоторое время будешь Сталкером. Касаемо обширного ассортимента вольфрама мне понравилось мнение Sakhalin_Cat ,что разнятся электроды поначалу,покуда хвостик выдаёт их принадлежность к тому или иному классу,а затем они все на одно лицо.Лежат в одной ёмкости и равноправно варят всё и вся,не особо отличаясь по свойствам – начинающий различие не заметит,а профессионалу мелкие нюансы по барабану.
Варить,правда,ими хорошо,дуга стабильная.С цериевыми WC-20 таких косяков небыло ни разу-и алюминий,и сталь,и нержавейка – никаких расслоений и заточка не вызывает плясок с бубном.Ториевые нареканий не вызывали ,но из-за их коварности пришлось отказаться от них-как нос не затыкай,а пыль она и есть пыль,и если помещение ограничено,то через некоторое время будешь Сталкером. Касаемо обширного ассортимента вольфрама мне понравилось мнение Sakhalin_Cat ,что разнятся электроды поначалу,покуда хвостик выдаёт их принадлежность к тому или иному классу,а затем они все на одно лицо.Лежат в одной ёмкости и равноправно варят всё и вся,не особо отличаясь по свойствам – начинающий различие не заметит,а профессионалу мелкие нюансы по барабану.
- Наверх
- Вставить ник
#7 ARGONIUS
Отправлено 13 January 2013 21:03
Вам практический совет нужен был? По алюминию WL-20. По всему остальному, черняге, нержавейке и меди тот же WL -20 ничем не хуже иттриевых. Не хотите пылить ториевыми- ну да, дома разумно. Я бы тогда попросту взял лантановые WL-20 и не заморачивался. По всем металлам. Ну и соответственно минимум двух размеров 2,4 мм и 3,2 мм. Можно и 1,6 для очень тонких работ.
По всему остальному, черняге, нержавейке и меди тот же WL -20 ничем не хуже иттриевых. Не хотите пылить ториевыми- ну да, дома разумно. Я бы тогда попросту взял лантановые WL-20 и не заморачивался. По всем металлам. Ну и соответственно минимум двух размеров 2,4 мм и 3,2 мм. Можно и 1,6 для очень тонких работ.
Никакой разницы в работе вы не заметите, лантановые
WL-20 заменят Вам практически любые. Не хуже иттриевых будут это точно. Верить-нет, дело Ваше, а уж я напробовался и циркониевых и иттриевых и цериевых…ни к чему это, единственно что ощутил реально красные ториевые держат заточку получше других. Но Вам они не подходят-стало быть берите WL-20 да и всё.
Дебаты мне вести неохота, если Вам нужен был мой опыт- я поделился.
http://argonius52.ru/
- Наверх
- Вставить ник
#8 ARGONIUS
Отправлено 13 January 2013 21:07
Пока писал- ответили. Белаз на все сто согласен- крошатся иттриевые, при заточке особенно, значит не у меня одного они так себя ведут.
Белаз на все сто согласен- крошатся иттриевые, при заточке особенно, значит не у меня одного они так себя ведут.
http://argonius52.ru/
- Наверх
- Вставить ник
#9 АВН
Отправлено 13 January 2013 21:44
Это какие?
- Наверх
- Вставить ник
#10 ARGONIUS
Отправлено 13 January 2013 22:09
У меня так . WL-20 выглядят после того как погоняю на алюминии. Но не утверждаю..
http://argonius52. ru/
ru/
- Наверх
- Вставить ник
#11 АВН
Отправлено 13 January 2013 22:55
Как нибудь покажу Вам как они выглядят после 400 а и работы со швами на сталях.На АМг просто тупятся,а там… это надо видеть.
- Наверх
- Вставить ник
#12 волченок
Отправлено 13 January 2013 22:59
АВН , за табличку с цветами вольфрама особенное спасибо! Теперь точно знаю, какая игла каким цветом помечена.Значит, у нас применяются WL-15 (золотистые), Ф=1,7 мм.
- Наверх
- Вставить ник
#13 АВН
Отправлено 13 January 2013 23:20
Это проспект известного поставщика св.горелок,я здесь ни при чём и со склада их не поставляю.
- Наверх
- Вставить ник
#14 mat
Отправлено 14 January 2013 02:08
Ого, пока я праздновал старый Новый Год, здесь активно делились опытом. Всем спасибо, особенно за конкретику, расслаивание электродов при заточке. Стало быть берём лантановые. А такой вопрос, содержание лантана сильно влияет на свойства электродов и сварку ? Или можно не заморачиваться на этом моменте ?
А такой вопрос, содержание лантана сильно влияет на свойства электродов и сварку ? Или можно не заморачиваться на этом моменте ?
- Наверх
- Вставить ник
#15 ARGONIUS
Отправлено 14 January 2013 09:02
Или можно не заморачиваться на этом моменте ?
Думаю так.
А наиболее стойкие из известных мне WL-20.
http://argonius52.ru/
- Наверх
- Вставить ник
#16 mat
Отправлено 14 January 2013 11:23
ARGONIUS, стойкие, имеется в виду в сварке ?
А с розовой маркировкой, что за электроды ? У продавца означены как Lymox и область применения – универсальные, в том числе и для алюминия.
И такой вопрос, на сколько хватает одного электрода, при нормальной работе, без экстрима и дурости ? Вопрос возник в плане, нужно ли хоббийщику, покупать электроды упаковками по 10 штук или достаточно 2 – 3 электрода. Имеется в виду при равных диаметрах.
- Наверх
- Вставить ник
#17 ARGONIUS
Отправлено 14 January 2013 17:24
Да, стойкие на больших токах.
Попервой чаще макать в ванну будете, ну и претачивать соответственно. Точного расхода никто сказать не сможет, от работы зависит. Штук пять по 3,2 мм и штук 10 по 2,4 мм я бы для начала взял, думаю на полгода хватить должно.
Да и какая проблема докупить.
http://argonius52.ru/
- Наверх
- Вставить ник
#18 mat
Отправлено 14 January 2013 19:23
Проблемы докупить нет, есть проблема, купить лишнее, выбросив деньги, которые можно было бы израсходовать гораздо практичнее.
Меня поражает Ваша настойчивость с диаметром 3,2 мм. Я же для хобби аппарат купил, сомневаюсь я что достигну таких высот, где понадобятся такие толстые электроды. Мой аппарат даже такие токи не выдаст. Или я недопонимаю ? Сколько нужно ампер для электрода диаметром 3,2 мм ?
- Наверх
- Вставить ник
#19 Шурпет
Отправлено 14 January 2013 19:36
3.2 дольше живет, проще говоря. На 3-ке ставлю от 15 до 120-150 ампер, в зависимости от вида материала и рода тока. 150, конечно редко, ну сопло поболее номером.
- Наверх
- Вставить ник
#20 аргонавт
Отправлено 14 January 2013 20:30
В гараже возможно так . на производстве при токе около 70-8о ампер . иголка не больше 1.6 . по нержавейке . торированная .с соплом ещё хужее бывает . сколько раз встречал мнения что чем больше тем складнее . а не всё так просто . оптимально 5 номер . укороченный монтажный вариант сопла . для нержавейки .
на производстве при токе около 70-8о ампер . иголка не больше 1.6 . по нержавейке . торированная .с соплом ещё хужее бывает . сколько раз встречал мнения что чем больше тем складнее . а не всё так просто . оптимально 5 номер . укороченный монтажный вариант сопла . для нержавейки .
- Наверх
- Вставить ник
Как правильно выбрать вольфрам для сварки TIG и что — Baker’s Gas & Welding Supplies, Inc. сварных швов, выбрав правильный вольфрам для сварки TIG. Независимо от того, используете ли вы процессы переменного или постоянного тока для сварки TIG, вот несколько советов, о которых следует помнить, когда придет время запастись электродами TIG, включая новый электрод, о котором вы, возможно, не знали. В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding.
*Щелкните по таблице, чтобы загрузить PDF-файл для печати Выбор правильного цвета вольфрама для сварки TIG Каждый электрод для сварки TIG имеет особую цветовую классификацию, которая облегчает его идентификацию. В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода. Вот краткий обзор:
В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода. Вот краткий обзор:
Зеленые электроды для сварки TIG изготовлены из чистого вольфрама и используются для сварки переменным током, часто для алюминия и магния. Они, как правило, широко используются, потому что они недороги. Тем не менее, они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись, если пойдете по этому пути.
Зачем использовать зеленые электроды из чистого вольфрама? Они хорошо работают при синусоидальной сварке переменным током и образуют сплошной шарообразный наконечник, обеспечивающий стабильную дугу. Помимо высокого расхода, он не так хорошо заводится, как торированные или цериированные электроды, которые остаются фаворитами у многих сварщиков.
Красные торированные электроды для сварки TIG являются одними из наиболее часто используемых электродов, поскольку 2% тория, смешанного с вольфрамом, долговечны и универсальны. Сварщики могут заострить кончик этих электродов и наслаждаться стабильной дугой, которая длится долгое время. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.
Сварщики могут заострить кончик этих электродов и наслаждаться стабильной дугой, которая длится долгое время. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.
Переключение между сваркой переменным и постоянным током с использованием торированных электродов. Сварщики могут работать над проектами, включающими тонкий алюминий, титан, углеродистую сталь, нержавеющую сталь и никель. Поскольку торий радиоактивен, сварщики с осторожностью относятся к использованию этих электродов.
Оранжевые электроды с церием для сварки TIG содержат около 2% церия и идеально подходят для сварки постоянным током и слаботочных процессов. Поскольку им можно сваривать углеродистую сталь, нержавеющую сталь, никелевые сплавы и титан, некоторые сварщики обнаружили, что он хорошо работает в качестве замены ториевых электродов.
Ceriated не рекомендуется использовать для сварки при более высоких токах, так как тепло может изменить состав электрода. Сварщики предпочитают работать с электродами Ceriated при более низких температурах для мелких, точных деталей, изготовления труб и сварки тонкого металла.
Сварщики предпочитают работать с электродами Ceriated при более низких температурах для мелких, точных деталей, изготовления труб и сварки тонкого металла.
Золотые лантановые электроды для сварки TIG работают как на переменном, так и на постоянном токе (отрицательный электрод), поскольку их можно затачивать или скруглять, соответственно, в зависимости от проекта. Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежный запуск дуги и стабильность дуги.
Из-за его долговечности и универсальности некоторые сварщики используют лантанаты вместо тория, так как в металле нет радиоактивных элементов.
Коричневые циркониевые электроды для сварки TIG содержат минимальное количество циркония и лучше всего подходят для сварки переменным током. Поскольку цирконий является прочным металлом, устойчивым к растрескиванию, он обеспечивает стабильную дугу и препятствует загрязнению. Он также может проводить силу тока, сравнимую с ториевыми электродами.
Серые редкоземельные электроды обычно указывают, какие оксиды редкоземельных элементов присутствуют в стержне. Эти электроды можно использовать для сварки на переменном и постоянном токе, но сварщики должны внимательно прочитать информацию о каждом металле, указанную на упаковке. В лучшем случае электроды из редкоземельных металлов обеспечивают стабильную дугу, более длительный срок службы и ток, который может конкурировать с другими электродами, даже если они обычно меньше.
Получите все пять электродов TIG в одном набореНе можете решить, какой электрод купить? Попробуйте новый Weldporn Five Flavors Assorted Tungsten. Было доказано, что эти электроды обеспечивают стабильность и постоянство при каждом сварном шве. В комплект входит по два электрода каждого типа.
Варианты электродов 3/32” включают:
- 2%-торированный
- 2% цериат
- 2% лантана
- Мультимикс
- Чистый вольфрам
Фиолетовый электрод
Фиолетовый вольфрамовый электрод E3 Если вы ищете безопасную альтернативу ториевым электродам и версию чистого вольфрама с более длительным сроком службы, то вы можете рассмотреть вольфрамовый электрод E3, в котором смешаны три оксида. вместе. У него лучше скорость воспламенения, он работает холоднее и не излучает. По сравнению с ториевым, он может даже поддерживать более быстрое зажигание и более стабильную дугу с течением времени.
вместе. У него лучше скорость воспламенения, он работает холоднее и не излучает. По сравнению с ториевым, он может даже поддерживать более быстрое зажигание и более стабильную дугу с течением времени.
Вольфрам E3 предназначен для лучшего зажигания дуги и увеличения срока службы электрода по сравнению с чистым вольфрамом.
Если вы планируете сварку алюминия методом TIG, ознакомьтесь с этой записью в блоге.
Посмотрите наше видео на YouTube, в котором мы ответим на некоторые распространенные вопросы о вольфраме.
Поданный в: лучшие электроды тиг, лучшие тиг удилища, популярные штанги тиг, удилища для тига, Сварка специальных материалов, электроды ТИГ, тиг стержни, тиг сварка, подсказки заварки тиг, что мне нужно для тиг
Выявление и решение проблем с вольфрамовым электродом и дугой
Предоставлено Weldcraft
В отличие от сварки электродом, сварки MIG и сварки с флюсовой проволокой, сварка TIG — процесс медленный.
Неудивительно, что чрезмерное время простоя для устранения неполадок может еще больше замедлить процесс. Это также может стоить ненужного времени, денег и разочарований.
В дополнение к обычным дефектам сварного шва, таким как пористость, подрезы или непровар, которые характерны для большинства сварочных процессов, сварка ВИГ подвержена двум другим проблемам: вольфрамовым электродам и дуге. Очень важно иметь ноу-хау для быстрого выявления и решения этих проблем. Это также относительно легко.
Обратите внимание
Для создания дуги и передачи сварочного тока на свариваемый основной материал при сварке ВИГ требуется использование вольфрамового электрода. Вольфрам — это нерасходуемый электрод, который имеет самую высокую температуру плавления среди всех металлов (3410 градусов по Цельсию или 6170 градусов по Фаренгейту). То есть теоретически он не может расплавиться, верно? Неправильный.
Одной из самых распространенных проблем с вольфрамом является перерасход . При использовании переменного тока (переменного тока), например при сварке алюминия методом TIG, установка регулятора баланса в сторону положительного электрода (EP) обеспечивает хорошее очищающее действие (удаление оксидов) вокруг сварного шва. Однако это также может привести к расплавлению вольфрамового электрода. Лучшее средство — установить регулятор баланса в сторону отрицательного электрода (EN), так как это увеличивает количество тепла, попадающего в заготовку, в отличие от вольфрама. От семидесяти до восьмидесяти процентов по направлению к отрицательному электроду — хороший диапазон. При сварке TIG таких материалов, как сталь, нержавеющая сталь, инконель или другие железосодержащие материалы с использованием постоянного тока (постоянный ток), также установите источник питания в режим отрицательного электрода.
При использовании переменного тока (переменного тока), например при сварке алюминия методом TIG, установка регулятора баланса в сторону положительного электрода (EP) обеспечивает хорошее очищающее действие (удаление оксидов) вокруг сварного шва. Однако это также может привести к расплавлению вольфрамового электрода. Лучшее средство — установить регулятор баланса в сторону отрицательного электрода (EN), так как это увеличивает количество тепла, попадающего в заготовку, в отличие от вольфрама. От семидесяти до восьмидесяти процентов по направлению к отрицательному электроду — хороший диапазон. При сварке TIG таких материалов, как сталь, нержавеющая сталь, инконель или другие железосодержащие материалы с использованием постоянного тока (постоянный ток), также установите источник питания в режим отрицательного электрода.
Другой причиной чрезмерного расхода вольфрамового электрода является использование слишком большой силы тока для данного диаметра вольфрама, независимо от того, работает ли он на переменном или постоянном токе. Всегда соблюдайте рекомендуемые производителем вольфрамовых электродов рабочие параметры для используемого диаметра.
Всегда соблюдайте рекомендуемые производителем вольфрамовых электродов рабочие параметры для используемого диаметра.
Наконец, неподходящий или загрязненный защитный газ, а также ослабленные или треснувшие фитинги шлангов могут привести к чрезмерному расходу вольфрамового электрода. Позаботьтесь об использовании чистого аргона и убедитесь, что все шланги не повреждены, а фитинги затянуты перед сваркой.
Загрязнение вольфрамового электрода — еще одна распространенная ошибка, которая может возникнуть во время сварки TIG. Признаками того, что произошло загрязнение вольфрамового электрода, являются: во-первых, сварочная ванна выглядит грязной; во-вторых, присадочный стержень не соединяется или плавно плавится в сварочной ванне; и в-третьих, дуга становится неустойчивой.
Прикосновение вольфрамового электрода к заготовке и/или сварочной ванне часто является причиной загрязнения вольфрамового электрода. Самое простое решение — отрегулировать угол резака и/или отодвинуть его дальше от заготовки. Если источнику питания требуется метод пуска с нуля для инициирования дуги, а загрязнение вольфрамового электрода продолжает оставаться проблемой, рассмотрите возможность использования аппарата с высокочастотным пуском или функцией LiftArc.
Если источнику питания требуется метод пуска с нуля для инициирования дуги, а загрязнение вольфрамового электрода продолжает оставаться проблемой, рассмотрите возможность использования аппарата с высокочастотным пуском или функцией LiftArc.
Прикосновение присадочного стержня к вольфрамовому электроду также может привести к загрязнению. Единственным реальным решением этой проблемы является практика подачи стержня в сварочную ванну.
В некоторых случаях недостаточная подача защитного газа, в том числе отсутствие продувки, может вызвать загрязнение вольфрамового электрода. Общепринятое эмпирическое правило: поддерживайте расход защитного газа на уровне от 10 до 20 кубических футов в час (CFH), а также пост-поток около одной секунды на каждые 10 ампер используемого сварочного тока. Если вольфрамовый электрод меняет свой нормальный светло-серый цвет на фиолетовый или черный, это указывает на необходимость еще большего увеличения времени после продувки.
Оставайтесь сосредоточенными и стабильными
Загрязненный вольфрамовый электрод не только вызывает различные проблемы со сварочной ванной, но и является основной причиной нестабильной дуги .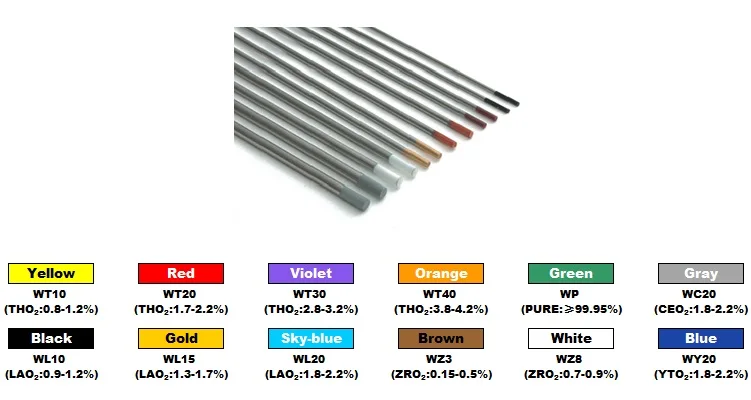 Не имеет значения первоначальная причина загрязнения — плохой поток защитного газа, прикосновение к основному материалу или протекающие шланги, — важно то, как это устранено.
Не имеет значения первоначальная причина загрязнения — плохой поток защитного газа, прикосновение к основному материалу или протекающие шланги, — важно то, как это устранено.
Сначала снимите вольфрамовый электрод с горелки, закрепите конец и заново заточите его. Следует помнить важное правило: всегда шлифуйте вольфрам вдоль. Не обтачивайте его вокруг него, так как это приведет к образованию гребней на вольфрамовом электроде, а также к неустойчивой или блуждающей дуге. Кроме того, отшлифуйте конус на вольфрамовом электроде, который охватывает расстояние не более чем в два с половиной раза больше диаметра электрода. Например, 1/8-дюймовый. вольфрамовый электрод будет иметь конусность от 1/4 до 5/16 дюйма. длинная. Не забудьте использовать шлифовальный круг, специально предназначенный для шлифовки вольфрамовых электродов. Это помогает избежать дальнейшего загрязнения, которое может отрицательно повлиять на качество дуги (и сварки).
Слишком длинная дуга также может привести к ее нестабильности и/или блужданию как на переменном, так и на постоянном токе. В обоих случаях укоротите дугу, переместив горелку и вольфрамовый электрод ближе к заготовке, стараясь не касаться ее.
В обоих случаях укоротите дугу, переместив горелку и вольфрамовый электрод ближе к заготовке, стараясь не касаться ее.
Грязные основные материалы и защитный газ являются другими потенциальными причинами нестабильной сварочной дуги ВИГ. Перед сваркой не забудьте очистить материал от масла, грязи и мусора, а также обработать металлической щеткой такие материалы, как алюминий. Обязательно используйте чистый, чистый аргон для сварки TIG (или уменьшите процентное содержание гелия при использовании смеси) и держите скорость потока между 10 и 20 CFH.
При сварке ВИГ на переменном или постоянном токе выберите соответствующий размер и тип вольфрамового электрода для данной силы тока, чтобы избежать проблем с зажиганием дуги . Слишком большое количество вольфрама для данной силы тока может привести к вращению дуги вокруг наконечника, в то время как слишком малое количество вольфрама может расплавить и сделать дугу нестабильной. Всегда соблюдайте рекомендуемые производителем параметры сварки для каждого диаметра вольфрамового электрода.
Вольфрамовые электроды с 2% содержанием церия обеспечивают хорошее зажигание дуги при низкой силе тока и могут использоваться как на переменном, так и на постоянном токе при сварке углеродистой или нержавеющей стали, никелевых сплавов, алюминия или титана. То же самое относится и к вольфрамовым электродам с содержанием 1,5 % лантана. Для приложений с более высоким током или приложений с низким током переменного тока вольфрамовые электроды с 2-процентным содержанием тория обеспечивают хорошее зажигание дуги. Примечание: Торий радиоактивен; поэтому вы всегда должны следовать предупреждениям производителя, инструкциям и паспорту безопасности материала (MSDS) при его использовании.
Последним средством устранения проблемы с зажиганием дуги является проверка надежности зажима заземления и отсутствие ослабленных или поврежденных кабелей, ведущих к нему. Кабели горелки и рабочие кабели должны быть как можно короче, но при этом иметь возможность дотянуться до рабочей зоны и размещать их близко друг к другу. Убедитесь, что все силовые кабели установлены в соответствии с рекомендациями производителя источника питания.
Убедитесь, что все силовые кабели установлены в соответствии с рекомендациями производителя источника питания.
Избавьтесь от проблем
Поскольку не существует единой причины проблем с вольфрамовым электродом и дугой, которые обычно возникают при сварке TIG, не существует единого способа их устранения. Однако немного знаний, надлежащее обучение и много практики могут облегчить процесс устранения неполадок. Это также может помочь избежать ненужных, не говоря уже о дорогостоящих простоях.
Weldcraft
Топ-5 лучших вольфрамовых сплавов для нержавеющей стали [обзор 2022 года]
5 Лучший вольфрам для нержавеющей стали
5 (100%) 2 голоса
Вольфрамовые электроды 2% торированный красный WT20
Известны своим надежным зажиганием дуги и низкой скоростью выгорания
Для сварки медных, никелевых и титановых сплавов
Стандарты ANSI и AWS
Проверить цену
Электродный стержень 2,0% лантана EWLa20
Диваметр 3/32 дюйма (2,4 мм) длиной 7 дюймов (175 мм)
Спецификация AWS – EWLa20. Земля отожженная
Земля отожженная
Стандарт ANSI/AWS
Проверить цену
Вольфрамовые электроды Pure Tungsten Green WP
Для сварки магниевых и алюминиевых сплавов
Надежное зажигание дуги, низкая скорость выгорания, высокое качество дуги
Изготовлен из чистого вольфрама на 99,95 %
Проверить цену
Вольфрамовые электроды 1,5% лантана золота WL15
Для титана, меди, никелевых сплавов и нержавеющей стали
Надежное зажигание дуги, низкая скорость выгорания, высокое качество дуги
Стандарты ANSI и AWS
Проверить цену
Вольфрамовые электроды GYS 045330
Для чистых материалов, сплавов алюминия, титана, никеля
Может использоваться в постоянном и переменном токе
1,5% оксид лантана
Проверить цену
Выберите лучший вольфрам для нержавеющей стали
Выбор клиента: лучший вольфрам для нержавеющей стали
63 пользователя ответил на этот опрос. Пожалуйста, помогите нам улучшить этот обзор!
Пожалуйста, помогите нам улучшить этот обзор!
52,38 % пользователей выбрали вольфрамовые электроды 2 % торированный красный WT20, 30,16 % выбрали электродный стержень 2,0 % лантана EWLa20, 1,59 % выбрали вольфрамовые электроды Pure Tungsten Green WP, 14,29 % выбрали вольфрамовые электроды 1,5 % лантанированного золота WL19 и 1,59 % выбрали Вольфрамовые электроды GYS 045330. Каждый месяц мы анализируем ваши ответы и меняем нашу оценку.
Расширенный вольфрам — популярный выбор среди тех, кто хочет использовать металл для изделий из нержавеющей стали, но не все типы подходят. Мы ответим на любые ваши вопросы о том, как это работает, и поможем получить нужный продукт, если это необходимо.
Содержание
Midwest Tungsten Service Вольфрамовые электроды для сварки TIG (красные)
Вольфрам — отличный выбор для тех, кто хочет сваривать нержавеющую сталь с торированным вольфрамом. Это доступное и также обеспечивает высококачественные результаты .
Контрольная цена
Сделанные в США, они подходят для сварки различных материалов, таких как медь, никель и титан. Они идеально подходят для использования в приложениях постоянного тока.
Будьте осторожны, иногда он может трескаться, а качество упаковки низкое.[1]
Pros
- Reliability
- Consistent performance
- Adhere to American standards
Cons
- It seems like sometimes it splits
- A low quality package
WeldingCity Вольфрамовый электрод для сварки TIG премиум-класса, 10 упаковок
При диаметре чуть более трех тридцати секунд дюйма и длине семи дюймов это один из самых компактных вариантов на рынке.
Проверить цену
Это лучший тип сварочного материала для использования, когда вам нужно быть точным и иметь труднодоступные места. Его низкая скорость выгорания облегчает процесс сварки, а также обеспечивает более эффективное использование каждого электрода благодаря более длительному воспламенению дуги.
Его низкая скорость выгорания облегчает процесс сварки, а также обеспечивает более эффективное использование каждого электрода благодаря более длительному воспламенению дуги.
Они изготовлены из высококачественного лантансодержащего порошка . Острые концы облегчают зажигание дуги, а дефектов сварки меньше, поскольку материал более высокого качества и служит дольше, чем большинство других материалов, представленных сегодня на рынке.
Имейте в виду, что он не работает с переменным током, и будьте осторожны, так как расходуется быстрее, чем электроды с 2% лантана . Они быстро выходят из строя, работая под 140 ампер. Но, несмотря на все это, это по-прежнему предпочтительный электрод для взыскательных сварщиков, которые знают, что подойдет только самое лучшее. Если вам нужен прочный и надежный сварочный электрод, который вас не подведет, выбирайте WeldingCity. [2]
Pros
- Следуйте стандарту ANSI/AWS
- Excellent DC arc starts
- Has the lowest erosion rate
- Box of 10-pcs electrodes
Cons
- Does not handle AC current
- Are consumed at a faster rate
Midwest Tungsten Service Вольфрамовые электроды для сварки TIG (зеленые)
99% концентрация этих высококачественных металлов гарантирует прочность и долговечность сварного соединения. Они также имеют низкую скорость выгорания , что означает, что вам не придется заменять их так часто!
Они также имеют низкую скорость выгорания , что означает, что вам не придется заменять их так часто!
Контрольная цена
Фактически, вольфрамовые электроды являются одними из лучших для сварки нержавеющей стали, поскольку они создают прочный и долговечный шов, устойчивый к коррозии. Если вы ищете электрод, который может работать со всеми видами материалов, то это то, что вам нужно!
Сварщики иногда испытывают трудности при соединении двух типов металлов, поскольку металлы могут иметь разную температуру плавления. Несмотря на то, что вольфрам имеет высокую температуру плавления, его все же можно использовать для сварки металлов с гораздо более низкой температурой плавления, таких как нержавеющая сталь.
Вольфрамовый электрод также известен тем, что позволяет создавать очень тонкие и точные сварные швы. Это важно при работе над проектами, требующими высокого уровня детализации.
Они сделаны из чистого вольфрама, так что ваша дуга будет хорошей, и вам не придется беспокоиться о скорости горения так сильно, как при использовании других продуктов на рынке. Этот блок переменного тока также прекрасно работает во многих других условиях, например, на электростанциях по всей стране. Вы можете быть уверены, что это эффективно и точно знает, куда уходит каждый грамм энергии.
Если вы всегда ищете идеальный сварной шов, то вольфрамовые электроды Midwest TIG Welding — это то, что вам нужно. Эти стержни имеют высокое качество и поставляются в упаковке. Однако, если за ними не ухаживать должным образом, они могут вызвать проблемы. Вот почему важно тщательно проверять содержимое каждой упаковки перед их использованием, чтобы не повредить содержимое и не сломать его во время транспортировки. [3]
Профессионалы
- Самые высокие оценки и отзывы на Amazon
- Reliability and consistent performance
- For AC applications
- For welding magnesium alloy or aluminum alloys
- Certificated by the American Welding Society standard
Cons
- Can be expensive
- May могут вызвать проблемы при неосторожном обращении
Midwest Tungsten Service Вольфрамовые электроды для сварки TIG, 10 шт.
 в упаковке (золотые)
в упаковке (золотые)Эти вольфрамовые электроды золотистого цвета можно использовать для сварки нержавеющей стали.
Проверить цену
Они обладают высокой теплопроводностью и удельным электрическим сопротивлением, что позволяет им хорошо нагревать металл без быстрой эрозии, как это может быть с другими типами металлов в таблице вашего сварщика при использовании открытого пламени или электрического тока в качестве источника питания!
Они изготовлены на 99 % из высококачественного материала , который может хорошо работать как в приложениях переменного, так и постоянного тока с низкой скоростью выгорания для оптимальной производительности вашего проекта! Если вам нужен отличный сварочный инструмент или вы просто хотите что-то особенное в качестве украшения, то это то, что вам нужно — позвоните им сегодня, пока они не закончились.
Вольфрамовые электроды Midwest TIG Welding идеально подходят для сварщиков, которые хотят всегда получать стабильный и высококачественный результат. В комплекте есть все необходимое для перемещения вещей. Но прежде чем использовать стержни, их нужно тщательно проверить. Это делается для того, чтобы вы не повредили себя или хрупкие предметы во время транспортировки. [4]
В комплекте есть все необходимое для перемещения вещей. Но прежде чем использовать стержни, их нужно тщательно проверить. Это делается для того, чтобы вы не повредили себя или хрупкие предметы во время транспортировки. [4]
Pros
- Высокая надежность
- Стабильная производительность
- Для сварки магниевых или алюминиевых сплавов и систем переменного тока
- Certified by the American Welding Society
Cons
- Can be costly
- May cause problems if not handled carefully
GYS 10 Pcs Tungsten Electrodes For AC/DC Yellow
The GYS Вольфрамовые электроды идеально подходят для сварки стали и нержавеющей стали переменным и постоянным током. Диаметр всего 0,045 дюйма, что делает его идеальным для сварки в ограниченном пространстве. Желтый цвет позволяет легко видеть даже в условиях низкой освещенности.
Проверить цену
Эти профессиональные аксессуары изготовлены из прочной стали и нержавеющей стали и могут прослужить долгое время при надлежащем уходе. Кроме того, они совместимы как с постоянным, так и с переменным током, поэтому их можно использовать в любых проектах по сварке.
Если вы ищете лучший вольфрамовый электрод, GYS 045330 — отличный вариант. Он изготовлен из прочных материалов, совместим как с переменным, так и с постоянным током. Кроме того, это отличное соотношение цены и качества.[5]
Pros
- Этот прочный и долговечный материал
- Профессиональные аксессуары для вашей сварочной мастерской или дома
- Original Gys – Качество
- Источник питания переменного тока 60
Минусы
- Желтый цвет плохо виден в условиях низкой освещенности
Руководство покупателя
Типы вольфрамовых электродов
Существует три основных типа электродов : чисто затяжные, ториево-тогенные и циркониевые – каждый со своими уникальными преимуществами и недостатками. В зависимости от приложения, для которого вы их используете, один тип может быть лучше или хуже других.
В зависимости от приложения, для которого вы их используете, один тип может быть лучше или хуже других.
Чистый вольфрам имеет низкий потенциал ионизации, что позволяет легко зажечь дугу, однако он также имеет высокую скорость блуждания дуги.
Торий-вольфрамовый электрод является наиболее распространенным типом электрода. Он имеет более высокую температуру плавления, чем чистый вольфрам, что делает его идеальным для использования при высоких температурах. Однако он также имеет более высокую скорость блуждания дуги, чем чистый вольфрам.
Pure Tungsten — отличный выбор для тех, кому необходимо сваривать при низких температурах или в тех случаях, когда долговечность не так важна.
Торий-вольфрам более износостойкий, чем чистый, и имеет более высокую температуру плавления. Тем не менее, это также более дорого и может быть более сложным в работе.
Цирконий-вольфрам — прочный и долговечный металл, способный выдерживать самые сложные условия. Этот металл имеет высокую температуру плавления, что делает его идеальным для сварки. При наличии зазоров между стыками или трещин на материалах этот металл можно использовать без ущерба для их безопасности. Это связано с тем, что металл не перегревается из-за трения, вызванного контактным выделением тепла, когда он слишком долго находится в непосредственной близости друг от друга.
Этот металл имеет высокую температуру плавления, что делает его идеальным для сварки. При наличии зазоров между стыками или трещин на материалах этот металл можно использовать без ущерба для их безопасности. Это связано с тем, что металл не перегревается из-за трения, вызванного контактным выделением тепла, когда он слишком долго находится в непосредственной близости друг от друга.
В целом, чистый вольфрам или торий-вольфрам будут работать нормально. [6]
Применение вольфрама
Вольфрам — это минерал, встречающийся на Земле. Его можно добывать только из определенных мест, где он смешивается с другими минералами. Люди находили вольфрам с 1800 г. до н.э. .
Вольфрам — это очень твердый и износостойкий металл. Вольфрам — очень полезный элемент, потому что он имеет высокую температуру плавления. Это означает, что он идеально подходит для изготовления инструментов, которые должны быть очень прочными, и для изготовления электропроводки.
Уникальные свойства вольфрама делают его идеальным для приложений . Вот лишь некоторые из них:
Вот лишь некоторые из них:
- Вольфрам часто используется в ювелирных изделиях (в кольцах и часах). Он прочный и устойчивый к износу.
- Вольфрам используется для изготовления электропроводки. Он может выдерживать очень высокие температуры.
- Вольфрам используется для изготовления инструментов, которые должны быть очень прочными, таких как сверла и пилы.
- Вольфрам используется для изготовления лампочек. Он имеет очень высокую температуру плавления.
- Какой вольфрамовый электрод лучше всего подходит для вашего применения?
Вольфрам — это универсальный металл , который можно использовать для различных целей.
Нержавеющая сталь имеет множество различных типов. Наиболее распространенным процессом сварки, используемым для изготовления этого типа металла, является сварка GTAW (TIG) или сварка MIG . Это зависит от свойств, которые вам нужны в конечном продукте. Есть также SS400, в котором используется воздушная дуга, но не требуется присадочный стержень.
Батареи бывают двух типов: из нержавеющей стали и из углерода. В угольных батареях используется кобальт и диоксид марганца.
Существуют также альтернативы чистому алюминию, которые на удивление хорошо работают при сварке с этим особым металлом. Однако они будут давать гораздо медленнее, чем те, которые используют добавленный элемент (элементы), такой как бор. [7]
Вольфрам какого размера идеально подходит для сварки TIG?
Оптимальное значение для сварки TIG находится в диапазоне от 0,040″ до 0,0625″, что обычно называют «40-60». Большие электроды труднее контролировать, чем маленькие . Однако электроды меньшего размера могут не обеспечивать достаточного количества тепла для правильной сварки более толстых материалов. Тем не менее, есть некоторые приложения, где может потребоваться электрод немного меньшего или большего размера.
При сварке очень тонких материалов (24 калибра или меньше) лучше использовать электрод меньшего размера, например . 030″ или даже .020″ .
030″ или даже .020″ .
Это предотвратит проникновение вольфрама в материал и разрушение сварного шва. С другой стороны, при сварке толстых материалов (более ½ дюйма) часто необходимо использовать электрод большего размера, например, 0,0625 дюйма или даже 0,09375 дюйма. Это поможет гарантировать, что сварочная ванна успеет сформироваться до того, как вольфрамовый электрод расплавится.
Управлять большим электродом гораздо проще, чем маленьким, а также меньше вероятность того, что он сломается. Если вы не уверены, какой размер использовать, начните с 0,040″-0,0625″ и продолжайте дальше. [8]
Какой вольфрам лучше всего подходит для сварки TIG нержавеющей стали?
При выборе вольфрама для сварки TIG нержавеющей стали необходимо учитывать множество факторов.
Наиболее важным фактором является состав сплава, так как разные сплавы будут иметь разные свойства, которые делают их лучше или хуже для конкретных применений.
Следующим фактором является диаметр электрода, так как более толстый электрод будет более прочным, но его будет сложнее контролировать. Наконец, вы также должны учитывать цену вольфрама, так как некоторые сплавы могут быть довольно дорогими.
С учетом сказанного давайте взглянем на три лучших вольфрама для сварки TIG нержавеющая сталь:
- ториевый вольфрам (ThW)
- церий-вольфрам (CeW)
- лантансодержащий вольфрам (LaW)
Торий — радиоактивный металл , который содержится в небольших количествах во многих горных породах и минералах. Когда торий соединяется с вольфрамом, получается очень прочный и устойчивый к износу сплав. Он также имеет высокую температуру плавления, что делает его идеальным для сварки нержавеющей стали.
Церий представляет собой сплав, содержащий 60-80% вольфрама и 20-40% церия. Этот сплав известен тем, что легко зажигается и обладает хорошей стабильностью дуги. Кроме того, церий-вольфрам производит меньше шлака, чем другие сплавы, что облегчает сварку нержавеющей стали.
Кроме того, церий-вольфрам производит меньше шлака, чем другие сплавы, что облегчает сварку нержавеющей стали.
Лантанированный вольфрам представляет собой материал, содержащий от 55 до 85% вольфрама и от 15 до 45% лантана. Известно, что этот сплав легко зажигается и обладает хорошей стабильностью дуги. Он также горит прохладно при быстром нагревании электрической зажигалкой или пламенной лампочкой. [8]
В чем разница между красным и синим вольфрамом?
Основное различие между красным и синим вольфрамом заключается в способе их изготовления . Красный вольфрам получают нагреванием смеси порошков до тех пор, пока она не затвердеет. Синий вольфрам получают путем плавления металла и последующего его быстрого охлаждения. Этот процесс делает синий вольфрам более плотным материалом, который лучше подходит для сварки и других применений, требующих высокой плотности.
Красный вольфрам часто выбирают те, кто хочет сэкономить. Это также легко сказывается на вашем бюджете на отопление, потому что у него более низкая температура плавления, чем у синего металла. Красный не такой прочный и долговечный, как другие цвета, но он может сэкономить вам немного денег. Если вам нужно что-то, что прослужит долго, то это может быть не лучший выбор для вас. Но я думаю, мы все можем согласиться с тем, что экономия денег делает жизнь более приятной.
Это также легко сказывается на вашем бюджете на отопление, потому что у него более низкая температура плавления, чем у синего металла. Красный не такой прочный и долговечный, как другие цвета, но он может сэкономить вам немного денег. Если вам нужно что-то, что прослужит долго, то это может быть не лучший выбор для вас. Но я думаю, мы все можем согласиться с тем, что экономия денег делает жизнь более приятной.
Если вы не уверены, какой тип вольфрама выбрать, проконсультируйтесь со специалистом. Они смогут помочь вам выбрать лучший вольфрам для вашего применения.
Часто задаваемые вопросы
Какой цветной вольфрам лучше всего подходит для сварки малоуглеродистой стали?
Золотой и зеленый — лучшие цвета. Сварочный щиток может помочь вам избежать накопления тепла, что может повлиять на качество ваших сварных швов!
Преимуществом этого материала являются более высокая температура плавления и отсутствие реакции с материалом. Тем не менее, есть некоторые факторы, которые влияют на то, какой сварщик должен использовать их для сварки этого типа металла, например, их предпочтения или то, над чем они работают в любой момент времени!
Вольфрам какого цвета лучше всего подходит для нержавеющей стали?
Если вы ищете что-то менее заметное, обычно рекомендуются черные тайтсенсы. Зеленый также может быть хорошим вариантом, поскольку он лучше сочетается с определенной одеждой и при различных условиях освещения.
Зеленый также может быть хорошим вариантом, поскольку он лучше сочетается с определенной одеждой и при различных условиях освещения.
Для лучшей видимости вы можете приобрести вольфрам ярко-белого цвета. Однако это может быть труднее увидеть на фоне некоторых более темных металлов, поэтому это не всегда лучший выбор.
Можно ли использовать фиолетовый вольфрам для нержавеющей стали?
Фиолетовые карбиды вольфрама — одни из самых твердых и долговечных материалов, поэтому они идеально подходят для тяжелых работ, таких как обработка нержавеющей стали. Еще одним преимуществом покупки ударного шуруповерта является то, что он обладает более высокой устойчивостью к износу, чем другие типы шуруповертов. Это означает, что вы продлите срок службы вашего инструмента!
Для чего используется 2% лантанат вольфрама?
Он производит меньше сварочного дыма, чем другие типы вольфрама, что делает его более безопасным для сварщиков. С ним можно работать при более высоких температурах, не превращаясь в вредные пары. Это делает его более безопасным для закрытых помещений, таких как кухня, где вы можете готовить ужин.
Это делает его более безопасным для закрытых помещений, таких как кухня, где вы можете готовить ужин.
Какая проволока для сварки TIG используется для нержавеющей стали?
Двумя наиболее распространенными типами электродов для сварки TIG для нержавеющей стали являются ферритные и аустенитные.
Ферритная нержавеющая сталь дешевле аустенитной нержавеющей стали и лучше подходит для сварки при более низких температурах.
Аустенитная нержавеющая сталь дороже, но ее можно сваривать при более высоких температурах.
Оба типа пил имеют свои плюсы и минусы, которые зависят от материала, который вы режете. Важно знать, какой тип пилы лучше всего подходит для каждой ситуации, прежде чем принимать решение о покупке.
Полезное видео: TFS: Битва вольфрамовых красок
Заключение
Заключение: Итак, какой вольфрамовый электрод лучше всего подходит для вашего применения? Надеюсь, эта статья помогла вам сузить круг. Имейте в виду, что идеальный размер и тип вольфрама будут варьироваться в зависимости от процесса сварки и свариваемого материала. Если вы все еще не уверены, какой электрод вам подходит, или если у вас есть другие вопросы о сварочных материалах или методах, не стесняйтесь обращаться к нам. Мы всегда рады помочь нашим клиентам найти идеальные продукты для их нужд. Есть ли у вас какие-либо советы по выбору лучших сумок-аккордеонов?
Имейте в виду, что идеальный размер и тип вольфрама будут варьироваться в зависимости от процесса сварки и свариваемого материала. Если вы все еще не уверены, какой электрод вам подходит, или если у вас есть другие вопросы о сварочных материалах или методах, не стесняйтесь обращаться к нам. Мы всегда рады помочь нашим клиентам найти идеальные продукты для их нужд. Есть ли у вас какие-либо советы по выбору лучших сумок-аккордеонов?
Каталожные номера:
- https://www.amazon.com/Welding-Tungsten-Electrodes-Thoriated-10-Pack/dp/B013KZNLGG
- https://www.amazon.com/WeldingCity-Premium-Tungsten-Electrode-Lanthanated/dp/B007TNTRQO
- https://www.amazon.com/Welding-Tungsten-Electrodes-Green-10-Pack/dp/B013KZTNT0
- https://www.amazon.com/Welding-Tungsten-Electrodes-Lanthanated-10-Pack/dp/B013KV8EIK
- https://www.amazon.com/GYS-Tungsten-Electrodes-Stainless-045330/dp/B00G58KRPE
- https://www.weldstar.com/blog/tips-selecting-tungsten-electrodes/
- https://www.
